CN201417114Y - 民用炸药中包包装及装箱生产线 - Google Patents
民用炸药中包包装及装箱生产线 Download PDFInfo
- Publication number
- CN201417114Y CN201417114Y CN2008201913642U CN200820191364U CN201417114Y CN 201417114 Y CN201417114 Y CN 201417114Y CN 2008201913642 U CN2008201913642 U CN 2008201913642U CN 200820191364 U CN200820191364 U CN 200820191364U CN 201417114 Y CN201417114 Y CN 201417114Y
- Authority
- CN
- China
- Prior art keywords
- vertical
- unit
- push
- hopper
- powder stick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Landscapes
- Basic Packing Technique (AREA)
Abstract
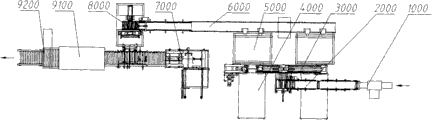
民用炸药中包包装及装箱生产线,包括单根药卷喷蜡单元(1000)、自动码卡单元(2000)、卡座输送单元(3000)、长推包单元(4000)、中包装袋封口单元(5000)、中包输送装置(6000)、开箱封底单元(7000)、侧推式装箱单元(8000)、折盖封箱捆扎单元(9000),本实用新型着重改善现有生产线的不合理之处,提高产量,克服影响生产稳定性的因素,采用装置性原理,将全自动炸药中包装箱生产线分解成若干个设备,将这些既完成独立功能,又具有相互联系的设备组合起来,组成一条高效的、自动化程度高的民用炸药中包包装及装箱生产线。
Description
技术领域
本实用新型属于包装机械领域,涉及一种全自动炸药中包装箱生产装置,具体涉及一种将初次包装后的炸药药卷进行薄膜包装/中包及纸箱装箱的民用炸药中包包装及装箱生产线,此生产线适应粉状或者粉乳状炸药的包装生产。
背景技术
目前,全国大小炸药生产企业有400家左右,由于行业特有的危险性和对安全的要求,炸药的包装工艺正处于从传统的手工包装向自动化包装转型的阶段。大批民用炸药生产厂家纷纷上马自动化包装生产线。目前市场上存在的专用于中包包装的自动中包装箱生产线存在价格高、产能低及性能不稳定等缺陷,不能适应年产量达2万吨以上的炸药生产企业。
实用新型内容
本实用新型的目的就是针对现有炸药自动中包装箱生产线存在的价格高、产能低、不稳定及占地面积大等缺陷,提供一种结构简单、自动化程度高、占地面积小、产能高的民用炸药中包包装及装箱生产线。
为实现上述目的,本实用新型采用如下技术方案:1、民用炸药中包包装及装箱生产线,包括单根药卷喷蜡单元1000、自动码卡单元2000、卡座输送单元3000、长推包单元4000、中包装袋封口单元5000、中包输送装置6000、开箱封底单元7000、侧推式装箱单元8000、折盖封箱捆扎单元9000,其特征是:
1)所述单根药卷喷蜡单元1000由输送机1100和喷蜡装置1200组成,所述输送机1100采用链条输送,所述喷蜡装置1200位于输送机1100的侧面,其喷头对准输送链条隔板中药卷的端部;
2)所述自动码卡单元2000由斜提升皮带输送机2100、中间伸缩皮带输送装置2200和垂直码卡装置2300组成,所述斜提升皮带输送2100机由输送皮带为水平布置的水平部分和输送皮带为倾斜布置的倾斜部分组成,其输入端对准单根药卷喷蜡单元1000输送机1100的输出端,输出端位于中间伸缩皮带输送装置2200的输送皮带上面;中间伸缩皮带输送装置2200具有绕主动轮2212、被动轮2204转动的输送皮带2211和能驱动主动轮2212、被动轮2204沿水平方向伸缩移动的伸缩装置,使皮带传输机构的输出端能分别位于垂直码卡装置2300中进料斗2301的左半部分上方和右半部分上方;所述垂直码卡装置2300将药卷按横向四排、纵向五排的排列方式排列在一起,并从出药口推出,垂直码卡装置2300的出药口正对卡座输送机3000的卡座3006;
3)所述卡座输送单元3000具有将卡座3006在垂直码卡装置2300的出药口和长推包装置4000之间的直线导轨3020上进行往复移动的驱动机构;
4)长推包装置4000包括将卡座输送机卡座中的药卷方阵推进中包装袋封口单元5000中成型筒顶升机构顶升板上的短推包装置4100,还包括将成型筒顶升机构顶起到推包杆前方的药卷方阵推进到中包装袋封口单元5000成型筒内的推包杆,所述长推包单元4000与中包装袋封口单元5000摆放于卡座输送单元3000两侧,两台长推包单元4000对称的布置在自动码卡单元2000两侧;
5)中包装袋封口单元5000对药卷方阵进行塑料薄膜的包装,并热合封口,中包装袋封口单元5000摆放于长推包装置4000与中包输送装置6000之间;
6)中包输送装置6000摆放于中包装袋封口单元5000的横封装置5100一侧;中包输送装置6000与侧推式装箱单元8000的进箱皮带输送机8400对接;
7)开箱封底单元7000摆放于侧推式装箱单元8000的一侧,与中包装袋封口单元5000同侧,与侧推式装箱单元8000中的翻箱辊道机8600对接;翻箱辊道机对接折盖封箱机9100;折盖封箱机9100对接捆扎机9200。
在上述方案中,所述喷蜡装置1200由蓄蜡池1201、连接杆1202、喷嘴1203、罩板1204、支撑板1205、机架1206组成,蓄蜡池1201固定在机架1206上,蓄蜡池1201底部开1个长槽,在蓄蜡池1201长槽的正下方安装1-9个喷嘴1203,每个喷嘴1203安装在一根连接杆1202上,每根连接杆1202固定在支撑板1205上;支撑板1205固定在机架1206上。
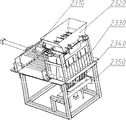
在上述方案中,所述垂直码卡装置2300由推药杆组件2310、振动料斗组件2320、垂直储料仓2330、顶药杆组件2340和码卡机架2350组成,所述振动料斗组件2320由能容纳药卷在其内水平方向堆积的料斗和驱动料斗振动的振动器构成,所述垂直储料仓2330为用隔板隔开的平行布置的垂直料槽,每个垂直料槽能容纳一排垂直布置的药卷,垂直料槽上端与料斗下端相接,顶药杆组件2340由位于每个垂直料槽下端的顶药杆2341和能将顶药杆向上推起的顶药汽缸2345构成,推药杆组件2310由位于每个垂直料槽侧面的推药杆2314和能将推药杆2314水平推出的推药气缸2311构成。
在垂直码卡装置2300中设置有用于检测料斗底部药卷的低位传感器d和用于检测料斗顶部药卷的高位传感器c,当低位传感器d检测到药卷时,推药气缸2311推动推药杆组件,将垂直料槽中药卷推到与之配套的卡座输送机3000上卡座3006中;当推药气缸2311与推药杆组件2310复位时,顶药汽缸2345推动顶药杆组件2340,使顶药杆组件2340中的顶药杆2341顶住垂直料槽中上面的药卷;当推药气缸2311与推药杆组件2310完全复位后,顶药汽缸2345拉动顶药杆组件2340复位,然后重复上面动作;当高位传感器检测到药卷c时,前端斜提升皮带输送机2100和中间伸缩皮带输送机2200自动停机,垂直码卡装置2300仍然重复上述动作。
在垂直码卡装置2300中,所述推药杆组件2310中推药杆2314的推动端面在垂直料槽中的高度低于5根重叠在一起药卷高度12mm-15mm,在垂直储料仓2330与推药杆组件2310相对的侧面设有将垂直料槽侧面上部挡住的挡药板,使垂直料槽侧面下部敞开部分的高度只能通过5根重叠的药卷。
在垂直码卡装置2300中,所述垂直码卡装置2300中的振动器由超薄汽缸2321、安装支座2322、安装支座2323、直线轴承2324及导杆2325组成,导杆2325固定在安装支座2323上,直线轴承2324与料斗2326连接,导杆2325与直线轴承2324配合,超薄汽缸2321缸体固定在安装支座2322上,超薄汽缸2321活塞杆与料斗2326连接,且与导杆2325平行。
在垂直码卡装置2300中,所述垂直储料仓2330固定在码卡机架2350上部;顶药杆组件2340中的顶药汽缸2345通过顶药安装支座2343固定在垂直储料仓2330下方的码卡机架2350上,所述顶药杆2341由顶药连接板和平行布置在连接板上的顶杆构成,每个顶杆位置分别与垂直储料仓2330中的每个垂直料槽对应,与每个垂直料槽对应的顶杆由两片间隔平行布置的支承片构成,两支承片之间间距大于推药杆组件2310中推药杆的宽度,两支承片之间宽度小于与之对应的垂直料槽宽度,顶药汽缸2345的活塞杆与连接板相连;推药杆组件2310中的推药汽缸2311安装在推杆安装支座2312上,推杆安装支座固定在垂直储料仓2330下面的码卡机架2350侧边上,所述推药杆2314由推药连接板和平行布置在连接板上的推杆构成,每个推杆位置分别与垂直储料仓2330中的每个垂直料槽中顶杆的两支承片之间间隙对应。
在上述自动码卡单元2000中,所述斜提升皮带输送机2100,包括斗2101、皮带2102、机架2103、被动轮2106、张紧辊2107、中间过渡辊筒2108、主动轮2109和电机2110,所述皮带2102套在安装于机架2103上的被动轮2106、中间过渡辊筒2108和主动轮2109上,电机2110驱动主动轮2109,所述皮带2102为含有隔板的皮带,隔板横向布置在皮带上表面,在倾斜部分下端的皮带上方设置有与机架相连的能将药卷堆积在皮带上的储料斗2101。
所述中间伸缩皮带输送装置2200中的伸缩装置为伸缩汽缸。
所述长推包单元4000由短推部件4100、箱体部件4200、抽真空部件4300、机架部件4400、过滤器部件4500以及电气部件4600构成,短推部件4100、箱体部件4200都固定在机架部件4400的机架上,抽真空部件4300固定在箱体部件4200的推包杆上,过滤器部件4500直接安装在地面上,且过滤器部件的接头与抽真空部件4300的抽气管相连,电气部件4600安装在机架部件4400内的空机架里,电气部件4600为各部件提供电源。
本实用新型的技术要点在于:
1、本实用新型能在10秒内完成(5×4)四个中包自动上卡工作,单机产量不低于24包/分。
2、本实用新型能够满足φ32和φ35药卷互换生产的功能。
3、本实用新型在中包封口装袋时抽真空,且抽真空效果很好。
4、本实用新型采用了多工位设计,结构合理,性能可靠,操作简便,成本低廉,能准确、有效地将民用炸药完成自动化包装生产作业。
本实用新型着重改善现有生产线的不合理之处,提高产量,克服影响生产稳定性的因素,采用装置性原理,将全自动炸药中包装箱生产线分解成若干个设备,将这些既完成独立功能,又具有相互联系的设备组合起来,组成一条高效的、自动化程度高的民用炸药中包包装及装箱生产线。
本实用新型还可以通过选配中包生产线前端的输送分流装置和装箱机后端的输送装置、喷码机、贴标机、捆扎机等目前市场上的成熟设备,组成符合圆筒形物料的中包装箱包装工艺要求的完整而高效实用的包装生产线,满足市场需要。
附图说明
图1a为本实用新型的总线布置平面图。
图2a为本实用新型的单根喷蜡装置链条输送机1100的正视图。
图2b为本实用新型的单根喷蜡装置链条输送机1100的侧视图。
图2c为本实用新型的喷蜡装置1200结构图。
图3为本实用新型中自动码卡装置2000结构图。
图3a为本实用新型中自动码卡装置中斜提升皮带输送机2100局部图(I)。
图3b为本实用新型中自动码卡装置中斜提升皮带输送机2100剖部图(A-A)。
图3c为本实用新型中自动码卡装置中中间伸缩皮带输送机2200的三维图。
图3d为本实用新型中药卷从中间伸缩皮带输送机机2200跌落到垂直码卡装置2300中的振动斗示意图。
图3e为本实用新型中自动码卡装置中的垂直码卡装置2300的三维图。
图3f为本实用新型中自动码卡装置中的垂直码卡装置中推药杆组件2310的三维图。
图3g为本实用新型中自动码卡装置中的垂直码卡装置中振动斗组件2320的三维图。
图3h为本实用新型中自动码卡装置中的垂直码卡装置中顶药杆组件2340的三维图。
图4为本实用新型中轨道式卡座输送机3000三维图。
图4a为本实用新型中轨道式卡座输送机3000局部剖视图(A-A)。
图5a为本实用新型中长推包装置4000正视图。
图5b为本实用新型中长推包装置4000俯视图。
图5c为本实用新型中长推包装置4000中的过滤器部件4500示意图。
图6a为本实用新型中中包装袋封口系统5000的正视图。
图6b为本实用新型中中包装袋封口系统5000的俯视图。
图6c为本实用新型中中包装袋封口系统5000中顶升装置5700的三维图。
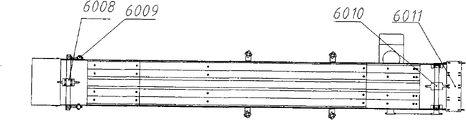
图7a为本实用新型中中间链板输送机6000的正视图。
图7b为本实用新型中中间链板输送机6000的侧视图。
图7c为本实用新型中中间链板输送机6000的俯视图。
图8为本实用新型中侧推式装箱机8000的三维图。
图9为本实用新型中垂直码卡装置2300中药卷被推到卡座输送机3000中卡座中模拟图。
图10为本实用新型中药卷被输送到中包装袋封口系统的成型筒下方入口处示意图。
图11为本实用新型的总体工艺流程图。
具体实施方式
如图1所示,本实用新型主要由单根药卷喷蜡装置1000、自动码卡装置2000、轨道式卡座输送机3000、长推包装置4000、中包装袋封口系统5000、中间链板输送机6000、开箱封底机7000、侧推式装箱机8000、折盖封箱机9100、捆扎机9200等组成。
本实用新型的总体工艺流程见图11。
本实用新型生产线的布置
如图1所示,单根药卷喷蜡装置1000中链条输送机1100前端与自动码卡装置2000的斜提升皮带输送机2100的进料口对接,中间伸缩皮带输送机2200安装在固定支架上,中间伸缩皮带输送机2200的出药口与垂直码卡装置2300的储料斗2326一端对齐;垂直码卡装置2300的出药口正对轨道式卡座输送机3000的卡座3006;长推包装置4000与中包装袋封口系统5000摆放于轨道式卡座输送机3000两侧,两台长推包装置4000对称的布置在自动码卡装置2000两侧,其中一台长推包装置4000摆放在固定支架下面。中间链板输送机6000摆放于中包装袋封口系统5000的横封装置5100一侧,两者之间安装有药包过渡装置;中间链板输送机6000与侧推式装箱机8000的进包皮带输送机8400对接;开箱封底机7000摆放于侧推式装箱机8000的一侧(与中包装袋封口装置5000同侧),与侧推式装箱机8000中的翻箱辊道机8600对接;翻箱辊道机8600对接折盖封箱机9100;折盖封箱机9100对接捆扎机9200。相邻设备之间安装有机体连接板,保证设备之间的相对位置。
本实用新型的各个装置结构
1.1如图2a及图2b所示,单根药卷喷蜡装置1000由链条输送机1100和喷蜡装置1200组成。链条输送机1100中主动链轮1101和从动链轮1106分别安装在安装支架1104侧板的首末两端,输送链条1108安装在主动链轮1101和从动链轮1106,耳板1107安装在输送链条1108,折弯板1109拖住耳板1107,调节张紧装置1105中顶丝位置,使链条1108的松紧适中,电机1102驱动主动链轮1101,药卷检测传感器a固定安装支架1104的侧板上;如图2c所示,喷蜡装置,包括蓄蜡池1201、连接杆1202、喷嘴1203、罩板1204、支撑板1205、机架1206组成,,其特征在于:蓄蜡池1201固定在机架1206上,蓄蜡池1201底部开1个长槽,在蓄蜡池1201长槽的正下方安装1-9个喷嘴1203,每个喷嘴1203安装在一根连接杆1202上,每根连接杆1202固定在支撑板1205上;支撑板1205固定在机架1206上。
1.2如图3所示,自动码卡装置2000由斜提升皮带输送机2100、中间伸缩皮带输送机2200和垂直码卡装置2300等组成。其中,如图3a及图3b所示,斜提升皮带输送机2100,包括斗2101、皮带2102、机架2103、调节块2104、固定支架2105、被动轮2106、张紧辊2107、中间过渡辊筒2108、主动轮2109、电机2110、药卷溜板2111、药卷护板2112及药卷整形限位板2113等组成。
其中,被动轮2106安装在机架2103一端的长孔内;主动轮2109两端装有带座轴承,通过螺栓固定与机架2103一端上;调节块2104用螺栓固定于机架2103的末端,位于被动轮2106的前端;储料斗2101固定于机架2103的末端,药卷溜板2111、药卷溜板2112分别固定于机架2103的前端;药卷整形限位板2113通过中型支架和支撑杆固定于机架2103两侧;固定支架2105通过机体连接板固定在机架2103上,其中一个固定在安装桌面上,另一个固定在地面上;皮带2102为含有隔板的皮带;电机2110通过直联的方式与主动轮2109相连,主动轮2109的轴伸出端安装有平键;如图3c所示,中间伸缩皮带机装置2200,其结构是,在机架2201上,螺栓连接安装两件导杆支架2210,中间螺栓连接两个大导杆2218,装在大导杆上的滑块2216通过连接板2217与皮带机侧板2203螺栓连接,装有主动辊筒2212的主动轴2213通过轴承为皮带机侧板2203安装,防爆电机2208通过法兰盘直接与主动轴2213安装,从动辊筒2204通过深沟球轴承与从动轴2202安装,输送皮带2211套在两个辊筒之上,落药护板2209用螺栓与压药板2206连接,共同装在压药板支架2207上,用螺栓与皮带机侧板连接在一起,组成的整个皮带机通过气缸推板2214大气缸2215用螺栓连接在一起,构成了整个伸缩皮带机,中间伸缩皮带输送机2200末端装有传感器b;结合图3e、图3f、图3g及图3h综述,本实用新型自动上卡2的核心部件是垂直码卡装置2300,垂直码卡装置2300由垂直码卡装置3由,垂直码卡装置2300由推药杆组件2310、振动料斗组件2320、垂直储料仓2330、顶药杆组件2340和码卡机架2350组成,所述振动料斗组件2320由能容纳药卷在其内水平方向堆积的料斗和驱动料斗振动的振动器构成,所述垂直储料仓2330为用隔板隔开的平行布置的垂直料槽,每个垂直料槽能容纳一排垂直布置的药卷,垂直料槽上端与料斗下端相接,顶药杆组件2340由位于每个垂直料槽下端的顶药杆2341和能将顶药杆向上推起的顶药汽缸2345构成,推药杆组件2310由位于每个垂直料槽侧面的推药杆2314和能将推药杆2314水平推出的推药气缸2311构成。
其中,振动料斗组件2320由料斗2326和振动器组成,振动器由超薄汽缸2321、安装支座2322、安装支座2323、直线轴承2324及导杆2325组成,导杆2325固定在安装支座2323上,直线轴承2324与料斗2326连接,导杆2325与直线轴承2324配合,超薄汽缸2321缸体固定在安装支座2322上,超薄汽缸2321活塞杆与料斗2326连接,且与导杆2325平行。安装支座2322固定在垂直储料仓2330上,料斗2326下端与垂直储料仓2330中垂直料槽上端相接。
顶药杆组件2340中的顶药汽缸2345通过顶药安装支座2343固定在垂直储料仓2330下方的码卡机架2350上,所述顶药杆2341由顶药连接板和平行布置在连接板上的顶杆构成,每个顶杆位置分别与垂直储料仓2330中的每个垂直料槽对应,与每个垂直料槽对应的顶杆由两片间隔平行布置的支承片构成,两支承片之间间距大于推药杆组件2310中推药杆的宽度,两支承片之间宽度小于与之对应的垂直料槽宽度,顶药汽缸2345的活塞杆与连接板相连;推药杆组件2310中的推药汽缸2311安装在推杆安装支座2312上,推杆安装支座固定在垂直储料仓2330下面的码卡机架2350侧边上,所述推药杆2314由推药连接板和平行布置在连接板上的推杆构成,每个推杆位置分别与垂直储料仓2330中的每个垂直料槽中顶杆的两支承片之间间隙对应。在推药杆组件2310中还设置有水平导向杆2315,该水平导向杆2315固定在推药杆的推药连接板2316上,与固定在码卡机架2350上导向块中的导向孔2313配合。
超薄气缸2321、顶药气缸2345、推药气缸2311均由PLC控制其动作和开启时间。
1.3见图4及图4a,轨道式卡座输送机3000主要由被动轴安装板3001、被动轴3002、张紧杆3003、万向地脚3004、张紧座3005、卡子3006、机架3007、长导轨安装板3008、主动轴安装板3009、主动带轮30010、电机端被动轮3011、电机座板3012、电机端主动轮3013、减速机3014、电机3015、主动轴3016、旋转编码器安装座3017、传感器支架3018、限位挡块3019、长直线导轨3020、短导轨安装板3021、L型支座3022、药卷挡板3023、短直线导轨3024、被动带轮3025、齿形板3026、连接块3027、气缸安装座3028以及气缸3029构成。卡座输送机上有两排卡座。
所述轨道式输送机,被动轴安装板301用六角螺栓固定在机架3007的后端,被动轴3002固定在被动轴安装板3001的长圆孔上,张紧座3005固定在被动轴安装板3001上,张紧杆3003通过张紧座3005上的螺纹调节被动轴3002的张紧。被动带轮3025通过被动轴3002上的卡环槽安装限位,并且被动带轮3025可绕被动轴3002自由转动。机架3007通过4个万向地脚3004支撑起来,长导轨安装板3008通过螺钉连接固定在机架3007上面的端板上。两根长直线导轨3020以及每根导轨自带的二个滑块便用沉头螺钉安装在长导轨安装板3008上,短直线导轨3024则通过螺钉安装在短导轨安装板3021上,短导轨安装板3021下面固定着两个气缸安装座3028,可以将3002个背向安装的气缸3029。气缸3029的活塞杆与L型支座3022上的螺纹孔连接,而固定L型支座3022的则是短导轨安装板3021的下底面。主动轴安装板3009固定在机架3007的前端,主动轴安装板3009安装着菱形轴承座,中间固定着主动轴3016,主动轴3016安装着主动带轮3010以及电机端被动轮3011。电机端主动轮3013安装在减速机3014的轴端,通过同步带的传动,可带动电机端被动轮3011一起旋转。减速机3014通过法兰安装电机3015,电机座板3012减速机3014连接在一起,起着固定电机3-15与减速机3014的作用。旋转编码器安装座3017固定在轴承座上的螺孔上,4个限位挡块3019用螺栓分别固定在2条长导轨安装板3008的两侧。2个卡子3005分别固定在短直线导轨3024的两个滑块上。2个传感器支架3018分别固定在机架3007的两端。药卷挡板3023固定在机架3007的侧面。连接块3027固定在短导轨安装板3021的下底面,通过与齿形板3026夹合着同步带并用螺栓固定。整机的运动单元均为导轨滑块标准模块,运行高速稳定,通过旋转编码器控制电机转数,达到转移机构精确定位。
1.4如图5a及图5b所示,长推包装置4000,主要由短推部件4100、箱体部件42、抽真空部件4300、机架部件4400、过滤器部件4500以及电气部件4600构成,短推部件4100、箱体部件4200都固定在机架部件4400的机架上。抽真空部件4300固定在箱体部件4200上的推包杆上。过滤器部件4500直接安装在地面上。电气部件4600安装在机架部件4400的后端内空机架里面。
其中,所述的短推包部件,两推包板4107与连杆4106相连,整体通过联接板4105与浮动接头4108和气缸4101相连,连杆-推包板通过导杆4102和安装在推包板支架4104上的轴承座4103中的直线轴承的导向作用实现直线运动。推包板支架4104以螺栓安装在机架4400上。
箱体部件如图11a、11b及11c所示,箱体4201固定在机架部件4400的机架上,张紧杆4202、限位挡块4203安装在箱体4201的内部,张紧杆4202固定调节被动轴4221上的螺孔来起到张紧同步带的作用,限位桩4204安装在轴承座4205的两侧。两对直线滑动轴承4206之间装着隔套4207,可以在导杆4210上自由滑动。推包板4211前端用螺钉固定在轴承座4205上,后端靠导向座4213上的轴4212上固定的轴承起到支撑作用。推包板4211固定在推包杆4209的前端。箱体部件4200的动力端为电机传动,其安装方式为减速机的法兰与扭矩臂4215安装在一起,然后靠着扭矩桩4217的侧向扭矩力支撑起来。主动轴4225被两个菱形轴承座定位安装在箱体部件4200前端,主动带轮4226通过锁紧挡圈被限位在主动轴4225上。齿形板4222与连接块4208中间夹着同步带,齿形板4222刚好与同步带上的齿啮合。检测板4223安装在轴承座4205的侧向。导向块4219固定在箱体4201的前端,然后压板4218用螺栓固定导向块4219。盖板4227固定在箱体4201上,蒙板4228则安装在推包杆4209上面。
抽真空部件4300,主要由大导槽4301、连接板4302、左支架4303、右支架4304、扁嘴4305、小导槽4306、支架4307、抽气管4308、抽气管管夹4309和夹块4310构成,大导槽4301固定在箱体部件4200的推包杆4209上,连接板4302固定抽气管4308的尾部以及拖链的头部。左支架4303与右支架4304则固定抽真空用的气缸,扁嘴4305通过快速接头与抽气管4308前端螺纹连接。小导槽4306则固定拖链的另一端,然后一起用螺栓连接固定在支架4307上,支架4-3-7则安装箱体部件4200的箱体的侧板上。抽气管4308与气缸活塞杆相连,抽气管管夹4309固定在左支架4303上,夹块4310安装在连接板4302上,能够将抽真空用的高压钢丝软管固定夹持起来。
如图5c所示,过滤器部件4500主要由接头4501、筒体4502、滤芯4503、圆销4504、筒盖4505、密封圈4506、机架4507以及锁紧把手4508构成,接头4501通过螺纹连接到筒体4502上,滤芯4503安装在筒体4502的内部,筒盖4505一端通过筒体耳板的圆销固定,筒盖4504另一端转动,另一端通过锁紧把手4508来锁紧。密封圈4506安装在筒体4502与筒盖4505的中间,起到密封的作用。
1.5如图6a及图6b所示,装袋封口装置5000由横封器部件5100、纵封器部件5200、供膜部件5300、成型器部件5400、导向机构5500、机架部件5600、顶升部件5700组成,装袋封口装置已经申请实用专利,对于此装置的实用新型内容不再做赘述。但是,改进后的装袋封口装置5000增加了顶升部件5700,此部件已经申请了专利,对于此部件的实用新型内容不再做赘述。顶升部件5700的结构详见图6c。
1.6如图7a、图7b及图7c所示,中间链板输送机6000主要由机架6001、机架连接板6002、护栏6003、脚架6004、电机6005、链板6006、链板托板6007、从动链板轮6008、调节块6009、主动链板轮6010、滚珠过渡板6011等组成。从动链板轮6008和主动链板6010分别固定在机架6001的首末两端,脚架6004通过机架连接板6002固定在机架6001上,护栏6003安装在机架6001的两侧,电机通过链传动驱动主动链板轮运动,调整调节块6009上顶丝的位置,使得链板松紧适中。
1.7如图8所示,侧推式装箱机8000由填充部件8100、整列部件8200、叠层部件8300、输送部件8400、翻箱部件8500、箱坯输送部件8600、投标部件8700组成。侧推式装箱机8000已经申请实用专利。
另外,开箱封底机7000、折盖封箱机9100、捆扎机9200均为市场上成熟设备,在此对结构不做详细阐述。
本生产线工作原理
1、药卷喷腊及自动码卡环节
设备开始运作后,药卷被前端药卷输送皮带机送到单根药卷喷蜡装置1000中链条输送机1100上,当传感器a检测到药卷时,喷蜡装置1200接收到信号后向药条端面喷蜡,喷完蜡的药卷被输送到斜提升输送皮带机2100的储料斗中;
药卷码卡动作的全过程。当前端链条输送机1100把药卷送入斜提升皮带输送机2100的储料斗2101中,在输送过程中药卷整形限位板2113将杂乱无章的药卷等间隔地排列整齐;药卷溜板2111使药卷在转弯下落过程中脱离提升皮带,然后很舒缓地滚落到中间伸缩皮带输送装置2200上。前端整形提升装置1100把药卷整形排列并且等间隔地提升至中间伸缩皮带输送机2200上,药条在中间伸缩皮带输送机2200上整齐排列。中间伸缩皮带输送机2200末端装有一个物料检测传感器b,当物料检测传感器b检测到药卷时,此时三位五通电磁阀得到信号,开始让压缩空气进入动力气缸2215,瞬间带动皮带机整体移动一段位移,一旦无药卷经过,立刻停止压缩空气进入气缸,保持皮带机的现有位置,以便得到落药护板处的信号后,继续动作。当动力气缸2215走到其最大行程后,电磁阀自动换向,继续重复同样的动作。中间伸缩皮带输送机2200向前或向后移动一定距离,使药卷均匀地落入振动料斗2326中。在垂直码卡装置2300中,超薄汽缸2321推动振动料斗2326做往复直线运动。当安装于低位检测药卷传感器支架上的传感器d检测到药卷时,推药气缸2311推动推药杆组件2310,将药卷(两包5x4排列的中包)推到与之配套的卡座输送机3000上卡座3006中。推药气缸2311与推药杆组件2310复位的同时,顶药汽缸2345推动顶药杆组件2340,使顶药杆组件2340中的顶药杆2341顶住第六层药卷。当推药气缸2345与推药杆组件2340复位完全复位后,顶药汽缸2345拉动顶药杆组件2340复位,超薄汽缸2311不停地推动振动料斗组件的振动料斗做往复直线运动,药卷不停地跌入垂直储料仓内。
2、中包成型装袋环节
如图9所示,当低位检测传感器c检测到药卷且轨道式卡座输送机3000的卡座3006上方传感器e检测到卡座里面无药卷时,推包装置2310将药卷推进轨道式卡座输送机3000的卡座3006里;药卷在输送过程中,卡座3006被两个反方向运动的汽缸撑开,使两卡座的间距由210mm变为610mm;轨道式卡座输送机3上另一卡座运行到垂直码卡装置2300的出口处,等待药卷。如图10所示,药卷被输送到中包装袋封口系统5000的成型筒下方入口处,传感器f(安装于成型筒旁边)检测到卡座里面的药卷,长推包装置4000中短推包装置4100动作,气缸4101开始作用,活塞杆伸出,安装在连接板4105的横梁4106跟着活塞杆一起运动,安装在横梁4106的两端小推板4107将药卷(5x4)推进中包装袋封口系统5的成型筒5400下方入口处,然后汽缸4101带动小推板4107向后一起运动。中包装袋封口系统5000中的顶升组件5700中的汽缸驱动拖包板运动,将中包推至成型筒的上方入口处。当汽缸4101完全复位后,轨道式卡座输送机上的卡座3006也开始复位,复位的与此同时,卡座3006距离由原先的610mm恢复为210mm。轨道式卡座输送机3000上的另一个卡座3006接满药卷向另一个中包装袋封口系统方向运动,同时两卡座3006的间距由210mm变为610mm。当药卷完全被顶到位后,长推包装置4000中电机驱动主动轴4225带着主动带轮4226一起转动,带动安装在推包杆4209前端的推包板4211向前运动。与此同时,供膜部件5300中电机驱动包装膜随着中包一起向前运动。导向机构5500中汽缸推动导向机构向上运动。顶升组件5700复位。安装侧板的检测传感器控制同步带的减速和停止。长推包装置4000中推包板4211将中包推至横封口位置,横封器部件5100中的上下横封装置同时运动,先对封口处预夹,抽气管4308上连接的扁嘴4305通过气动阀完成抽气动作,扁嘴4305复位,同时推包板4211向后运动,上下横封装将膜热合,切刀将膜切段。这样完成一个中包循环。下一个中包将前一个中包推到中间链板输送机6000上,中间链板输送机6000将中包输送到侧推式装箱机8000。轨道式卡座输送机3000上的另一个卡座(3006)到达中包装袋封口系统5000中成型筒下方入口处,重复上述动作,这样完成四工位中包装袋封口动作。
3、中包装箱环节
输送辊道部件8600将封底完毕的箱坯从开箱封底机7送出,抵达投标部件8700处,箱坯被拦箱装置阻挡,待投标动作完成后,箱坯继续前进,进入翻箱部件8500的翻转框后,纸箱再次被挡停,翻箱部件8500动作将开口向上的立式纸箱转换为开口朝侧的卧式纸箱后,等待下一工序动作;中包由皮带输送8400到装箱机整列部件8200的无动力辊道上,当无动力辊道上堆积到一定数量的药包后推包部件将无动力辊道上的中包按要求推到叠层部件8300上从而构成叠层;形成叠层中包被充填部件8100推进翻箱部件中已经翻转完成的卧式纸箱中,当完成上述动作后,翻箱部件8500再次翻转将卧式纸箱转换为立式,纸箱被传送出去,分别进入折盖封箱机9100、捆扎机9200,完成封箱捆扎工序,至此一个中包装箱环节完成。
电控系统控制整个自动中包生产机和自动装箱机的运行。
Claims (10)
1、民用炸药中包包装及装箱生产线,包括单根药卷喷蜡单元(1000)、自动码卡单元(2000)、卡座输送单元(3000)、长推包单元(4000)、中包装袋封口单元(5000)、中包输送装置(6000)、开箱封底单元(7000)、侧推式装箱单元(8000)、折盖封箱捆扎单元(9000),其特征是:
1)所述单根药卷喷蜡单元(1000)由输送机和喷蜡装置组成,所述输送机采用皮带输送,所述喷蜡装置位于输送机的侧面,其喷头对准输送皮带隔板中药卷的端部;
2)所述自动码卡单元(2000)由斜提升皮带输送机、中间伸缩皮带输送装置和垂直码卡装置组成,所述斜提升皮带输送机由输送皮带为水平布置的水平部分和输送皮带为倾斜布置的倾斜部分组成,其输入端对准单根药卷喷蜡单元中输送机的输出端,输出端位于中间伸缩皮带输送装置的输送皮带上面;中间伸缩皮带输送装置具有绕主、被动轮转动的输送皮带和能驱动主、被动轮沿水平方向伸缩移动的伸缩装置,使皮带传输机构的输出端能分别位于垂直码卡装置中进料斗的左半部分上方和右半部分上方;所述垂直码卡装置将药卷按横向四排、纵向五排的排列方式排列在一起的药卷方阵,并从出药口推出,垂直码卡装置的出药口正对卡座输送机的卡座;
3)所述卡座输送单元(3000)具有将卡座在垂直码卡装置的出药口和长推包装置之间的直线导轨上进行往复移动的驱动机构;
4)长推包装置(4000)包括将卡座输送机卡座中的药卷方阵推进中包装袋封口单元(5000)中成型筒顶升机构顶升板上的短推包装置(4100),还包括将成型筒顶升机构顶起到推包杆前方的药卷方阵推进到中包装袋封口单元(5000)成型筒内的推包杆,所述长推包单元(4000)与中包装袋封口单元(5000)摆放于卡座输送单元(3000)两侧,两台长推包单元(4000)布置在垂直码卡装置两端;
5)中包装袋封口单元(5000)对药卷方阵进行塑料薄膜的包装,并热合封口,中包装袋封口单元(5000)摆放于长推包装置(4000)与中包输送装置(6000)之间。
6)中包输送装置(6000)摆放于中包装袋封口单元(5000)的横封装置一侧;中包输送装置(6000)与侧推式装箱单元(8000)的进箱皮带输送机对接;
7)开箱封底单元(7000)摆放于侧推式装箱单元(8000)的一侧,与中包装袋封口单元(5000)同侧,与侧推式装箱单元(8000)中的翻箱辊道机(8600)对接;翻箱辊道机对接折盖封箱机(9100);折盖封箱机(9100)对接捆扎机(9200)。
2、根据权利要求1所述的民用炸药中包包装及装箱生产线,其特征是所述喷蜡装置由蓄蜡池、连接杆、喷嘴、罩板、支撑板、机架组成,蓄蜡池固定在机架上,蓄蜡池底部开1个长槽,在蓄蜡池长槽的正下方安装1-9个喷嘴,每个喷嘴安装在一根连接杆上,每根连接杆固定在支撑板上;支撑板固定在机架上。
3、根据权利要求1所述的民用炸药中包包装及装箱生产线,其特征是所述垂直码卡装置由振动料斗组件、推药杆组件、顶药杆组件、垂直储料仓和码卡机架组成,所述振动料斗组件由能容纳药卷在其内水平方向堆积的料斗和驱动料斗振动的振动器构成,所述垂直储料仓为用隔板隔开的平行布置的垂直料槽,每个垂直料槽能容纳一排垂直布置的药卷,垂直料槽上端与料斗下端相接,顶药杆组件由位于每个垂直料槽下端的顶药杆和能将顶药杆向上推起的顶药汽缸构成,推药杆组件由位于每个垂直料槽侧面的推药杆和能将推药杆水平推出的推药气缸构成。
4、根据权利要求3所述的民用炸药中包包装及装箱生产线,其特征是在垂直码卡装置中设置有用于检测料斗底部药卷的低位传感器和用于检测料斗顶部药卷的高位传感器,当低位传感器检测到药卷时,推药气缸推动推药杆组件,将垂直料槽中药卷推到与之配套的卡座输送机上卡座中;当推药气缸与推药杆组件复位时,顶药汽缸推动顶药杆组件,使顶药杆组件中的顶药杆顶住垂直料槽中上面的药卷;当推药气缸与推药杆组件完全复位后,顶药汽缸拉动顶药杆组件复位,然后重复上面动作;当高位传感器检测到药卷时,前端斜提升皮带输送机和中间伸缩皮带输送机自动停机,垂直码卡装置仍然重复上述动作。
5、根据权利要求3所述的民用炸药中包包装及装箱生产线,其特征是在垂直码卡装置中,所述推药杆组件中推药杆的推动端面在垂直料槽中的高度与5根重叠在一起药卷高度相当,在垂直储料仓与推药杆组件相对的侧面设有将垂直料槽侧面上部挡住的挡药板,使垂直料槽侧面下部敞开部分的高度只能通过5根重叠的药卷。
6、根据权利要求3所述的民用炸药中包包装及装箱生产线,其特征是在垂直码卡装置中,所述垂直码卡装置中的振动器由导杆、直线轴承、超薄汽缸及安装支座组成,导杆固定在安装支座上,直线轴承与料斗连接,导杆与直线轴承配合,超薄汽缸缸体固定在安装支座上,超薄汽缸活塞杆与料斗连接,且与导杆平行。
7、根据权利要求3所述的民用炸药中包包装及装箱生产线,其特征是在垂直码卡装置中,所述垂直储料仓固定在码卡机架上部;顶药杆组件中的顶药汽缸通过顶药安装支座固定在垂直储料仓下方的码卡机架上,所述顶药杆由顶药连接板和平行布置在连接板上的顶杆构成,每个顶杆位置分别与垂直储料仓中的每个垂直料槽对应,与每个垂直料槽对应的顶杆由两片间隔平行布置的支承片构成,两支承片之间间距大于推药杆组件中推药杆的宽度,两支承片之间宽度小于与之对应的垂直料槽宽度,顶药汽缸的活塞杆与连接板相连;推药杆组件中的推药汽缸安装在推杆安装支座上,推杆安装支座固定在垂直储料仓侧边的码卡机架上,所述推药杆由推药连接板和平行布置在连接板上的推杆构成,每个推杆位置分别与垂直储料仓中的每个垂直料槽中顶杆的两支承片之间间隙对应。
8、根据权利要求1所述的民用炸药中包包装及装箱生产线,其特征是在自动码卡单元中,所述斜提升皮带输送机,包括机架、皮带、主动轮、被动轮、张紧辊、中间过渡辊筒和电机,所述皮带套在安装于机架上的主动轮、被动轮和中间过渡辊筒上,电机驱动主动轮,所述皮带为含有隔板的皮带,隔板横向布置在皮带上表面,在倾斜部分下端的皮带上方设置有与机架相连的能将药卷堆积在皮带上的储料斗。
9、根据权利要求1所述的民用炸药中包包装及装箱生产线,其特征是所述中间伸缩皮带输送装置中的伸缩装置为伸缩汽缸。
10、根据权利要求1所述的民用炸药中包包装及装箱生产线,其特征是所述长推包单元由短推部件、箱体部件、抽真空部件、机架部件、过滤器部件以及电气部件构成,短推部件、箱体部件都固定在机架部件的机架上,抽真空部件固定在箱体部件的推包杆上,过滤器部件直接安装在地面上,且过滤器部件的接头与抽真空部件的抽气管相连,电气部件安装在机架部件内的空机架里,电气部件为各部件提供电源。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008201913642U CN201417114Y (zh) | 2008-10-09 | 2008-10-09 | 民用炸药中包包装及装箱生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008201913642U CN201417114Y (zh) | 2008-10-09 | 2008-10-09 | 民用炸药中包包装及装箱生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201417114Y true CN201417114Y (zh) | 2010-03-03 |
Family
ID=41793537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008201913642U Expired - Fee Related CN201417114Y (zh) | 2008-10-09 | 2008-10-09 | 民用炸药中包包装及装箱生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201417114Y (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102700757A (zh) * | 2012-06-04 | 2012-10-03 | 武汉人天包装技术有限公司 | 一种工业炸药大直径药卷的装箱设备 |
| CN109526879A (zh) * | 2018-12-11 | 2019-03-29 | 天津农垦渤海农业集团有限公司 | 一种全自动平移取盒机 |
-
2008
- 2008-10-09 CN CN2008201913642U patent/CN201417114Y/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102700757A (zh) * | 2012-06-04 | 2012-10-03 | 武汉人天包装技术有限公司 | 一种工业炸药大直径药卷的装箱设备 |
| CN109526879A (zh) * | 2018-12-11 | 2019-03-29 | 天津农垦渤海农业集团有限公司 | 一种全自动平移取盒机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101373127B (zh) | 民用炸药中包包装及装箱生产线 | |
| CN101393002B (zh) | 工业炸药自动包装生产线 | |
| CN102390564B (zh) | 适用于圆卷状物体的装箱设备 | |
| CN109606830A (zh) | 自动包装机 | |
| CN203211564U (zh) | 一种给袋枕式包装机 | |
| CN209455100U (zh) | 自动包装机 | |
| CN201923331U (zh) | 一种民爆药卷高速自动装箱生产线 | |
| CN208360594U (zh) | 中药膏剂包装机的薄膜包装装置 | |
| CN203005785U (zh) | 多排码垛高速捆包机 | |
| CN103754413B (zh) | 炸药药卷自动中包包装机 | |
| CN206782145U (zh) | 一种异形烟盒自动包装装置 | |
| CN103803110A (zh) | 用于烟盒纸板垛的捆扎机及捆扎系统 | |
| CN109292154A (zh) | 全自动薄膜包装机 | |
| CN107031889A (zh) | 基于模块化设计的集成式螃蟹捆扎包装机 | |
| CN203727676U (zh) | 用于烟盒纸板垛的捆扎机及捆扎系统 | |
| CN205440995U (zh) | 二代利乐砖奶包礼品盒自动装箱系统 | |
| CN2701754Y (zh) | 自动装箱机 | |
| CN201417114Y (zh) | 民用炸药中包包装及装箱生产线 | |
| CN202670124U (zh) | 一种高速薄膜捆扎机 | |
| CN211919241U (zh) | 一体包装流水线 | |
| CN105691776B (zh) | 一种危化粉体包装生产线及其生产工艺 | |
| CN109606799A (zh) | 应用于包装板材的全自动包装线 | |
| CN201318916Y (zh) | 工业炸药自动包装生产线 | |
| CN205931501U (zh) | 装盒机用说明书对折机构 | |
| CN201538443U (zh) | 软袋下袋机构总成 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100303 Termination date: 20161009 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |