CN201070648Y - 大型封头旋压翻边机的自动仿形标尺的浮动定位机构 - Google Patents
大型封头旋压翻边机的自动仿形标尺的浮动定位机构 Download PDFInfo
- Publication number
- CN201070648Y CN201070648Y CNU2007200131713U CN200720013171U CN201070648Y CN 201070648 Y CN201070648 Y CN 201070648Y CN U2007200131713 U CNU2007200131713 U CN U2007200131713U CN 200720013171 U CN200720013171 U CN 200720013171U CN 201070648 Y CN201070648 Y CN 201070648Y
- Authority
- CN
- China
- Prior art keywords
- pressure wheel
- pressure
- profiling
- scale
- radius
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Loading And Unloading Of Fuel Tanks Or Ships (AREA)
Abstract
本实用新型涉及一种大型封头旋压翻边机的自动仿形标尺的浮动定位机构;包括:主轴、成形轮、被加工封头、压力轮、压力轮支持梁、前、后同步油缸、调节螺旋副、油缸和可调的自动仿形标尺组成,特征是:压力轮支持梁的一端上装可更替的不同曲率半径的压力轮,所述的不同曲率半径的压力轮,由二个以上的不同曲率半径的压力轮组成压力轮组,与压力轮组中的每个压力轮的曲率半径相对应,装可调的自动仿形标尺。本实用新型不仅设计合理,既有效地保持了原自动仿形机构参与旋压工艺的成形控制,又可按壁厚来优先选定压力轮的曲率半径,实现用不同曲率半径的压力轮去旋压各自相适应的板厚封头,以达到改善或减小成形减薄率和提高成形速度和成形精度。
Description
技术领域
本实用新型属于大型封头旋压翻边机中的装配部件,特别涉及一种大型封头旋压翻边机的自动仿形标尺的浮动定位机构。
背景技术
目前,在封头旋压翻边机中采用最多的是自动仿形标尺的自动仿形机构,它是一种三油缸四连杆平行四边形柔性半径自动仿形机构,由主轴、成形轮、压力轮、压力支持梁、前、后同步油缸、调节螺旋副、油缸、自动仿形标尺和被加工封头组成,它的自动仿形操作是:若要对被加工封头进行翻边,也就是对被加工封头边缘部份旋压成所要求的曲率,此时将与被加工封头翻边曲率半径相适对应的成形轮装到电机驱动成形轮机构的主轴上,通过调节将自动仿形中心按自动仿形标尺调到与成形轮曲率半径相对应的刻度线处,然后,将封头板坯调移到成形轮之下,使起旋点——接弧点贴靠成形轮,接通电源,启动成形轮机构中的主轴的成形轮,封头板坯在磨擦力的带动下旋转,开启液压系统关闭油缸,通过调节前、后同步油缸的伸出杆,使压力轮也贴靠封头板坯的起旋点,此时关闭已伸出油缸杆的驱动压力轮的油缸,压力轮支持梁在前、后同步油缸的作用下平行上升,压力轮就会在已关闭油缸伸出油缸杆的定长的控制下,沿紧贴成形轮上升;如此经多道次自动仿形旋压,逐步完成封头的翻边成形工序;但在这种仿形机构中,其自动仿形标尺只能适用于一种固定曲率半径r的压力轮,进行自动仿形旋压,若要选用或是大于或是小于固定曲率半径r的压力轮来进行自动仿形旋压,靠自动仿形标尺就无法实现,而只有靠操作者的手动感觉一点点地操作方可旋压成形,可想而知,要用手的力量去操作控制油缸是非常困难的,所以既费力费工又难以实现;这是因为压力轮的曲率与被旋压金属板厚相关,板越厚压力轮的曲率越小即固定曲率越大;反之板越薄固定曲率就越小;因此,导致现有旋压翻边机在旋压板薄封头时速度慢,效率低;在旋压板厚封头时又造成减薄率偏高;而只适用于旋压不薄不厚即中等厚度板的封头;若改变压力轮的曲率,则因无法调定自动仿形参数和自动仿形心的位置,又给自动仿形旋压操作工艺带来困难。
发明内容
本实用新型旨在为了避免上述技术中存在的缺点和不足之处,而提供不仅设计合理,既有效地保持了原自动仿形机构参与旋压工艺的成形控制,又可按壁厚来优先选定压力轮的曲率半径,实现了用不同曲率半径的压力轮去旋压各自相适应的板厚封头,以达到改善或减小成形减薄率和提高成形速度和成形精度的一种大型封头旋压翻边机的自动仿形标尺的浮动定位机构。
本实用新型的目的是采用如下的技术方案实现的:大型封头旋压翻边机的自动仿形标尺的浮动定位机构,包括:主轴、成形轮、被加工封头、压力轮、压力轮支持梁、前、后同步油缸、调节螺旋副、油缸和可调的自动仿形标尺组成,特征在于:于成形轮一侧的压力轮支持梁端上装设可更替的、不同曲率半径的压力轮,所述的不同曲率半径的压力轮,由二个以上的不同曲率半径的压力轮组成压力轮组,与压力轮组中的每个压力轮的曲率半径相对应,装设可调的自动仿形标尺。实际上,本实用新型就是用二个以上不同曲率半径的压力轮组成压力轮组来替代已有技术中定位机构中的一个压力轮;所述的压力轮组由二个以上的不同曲率半径的压力轮组成,与压力轮组中的每个压力轮的曲率半径相对应,装设可调的自动仿形标尺。所述的可调的自动仿形标尺,由仿形心刻度栏、调节螺钉、调节槽、指针组成,与压力轮组中的每个仿形心相对应,在细长方形板面内刻有相对应的仿形心刻度栏;在仿形心刻度栏顶部装设移动的指针,当压力轮组由三个不同曲率半径r1、r、r2的压力轮时,相对应地就有三个翻边半径R1、R、R2,并在仿形心刻度栏中标刻有仿形运行的轨迹,在仿形心刻度栏的两侧分别设有一个调节槽,于调节槽的一侧面上的居中位置标注一压力轮的曲率半径r,在其曲率半径r的两侧标注大于r的r1,小于r的r2的压力轮的曲率半径,在其调节槽内装设在槽内移动的调节螺钉,其调节螺钉的末端与调节螺母副铰接。如要选用压力轮的曲率半径是r1时,则将调节螺钉调至r1处,并旋紧调节螺钉,便可按原规定的自动仿形程序自动仿形旋压操作了;当压力轮组由三个以上的不同曲率半径的压力轮时,就可在刻度线栏的两侧分别设有上、下排列的两个调节槽,以便适用于三个以上的不同曲率半径的压力轮的调节需要。也就是意味着,在一台封头旋压翻边机上,通过使用压力轮组——即由多个不同曲率半径的压力轮组成的,只要在封头旋压翻边机上,更换压力轮组的任何一个压力轮,就同样能实现准确控制自动仿形运行的轨迹,并把这一仿形运行的轨迹相对应地标刻在可调的自动仿形标尺上。这样,既有效地保持了原自动仿形机构参与旋压工艺的成形控制,又可按壁厚来优先选定压力轮的曲率半径,实现了用不同曲率半径的压力轮去旋压各自相适应的板厚封头,以达到改善或减小成形减薄率和提高成形速度和成形精度。所以,把这种更换不同曲率的压力轮后就实现了两点或两点以上的上、下浮定位位置的装置,被命名为大型封头旋压翻边机的自动仿形标尺的浮动定位机构。综以上所采取的技术措施,实现本实用新型的目的。
与现有技术相比,本实用新型不仅设计合理,既有效地保持了原自动仿形机构参与旋压工艺的成形控制,又可按壁厚来优先选定压力轮的曲率半径,实现了用不同曲率半径的压力轮去旋压各自相适应的板厚封头,以达到改善或减小成形减薄率和提高成形速度和成形精度。
附图说明
本实用新型共有二幅附图。其中:
附图1是本实用新型的具体实施例的主视结构示意图;
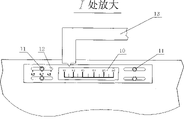
附图2是图1中的I处放大图。
图中:1、主轴,2、成形轮,3、被加工封头,4、压力轮,5、前、后同步油缸,6、压力轮支持梁,7、调节螺旋副,8、油缸,9、自动仿形标尺,10、仿形心刻度栏,11、调节螺钉,12、调节槽,13、指针。
具体实施方式
图1、2所示是本实用新型的具体实施例,它是在大型封头旋压翻边机上由三个不同曲率半径r1、r、r2的压力轮4组成的压力轮组的大型封头旋压翻边机的自动仿形标尺的浮动定位机构;其结构包括:主轴1、成形轮2、被加工封头3、压力轮4、压力轮支持梁6、前、后同步油缸5、调节螺旋副7、定杆长的油缸8、和可调的自动仿形标尺9组成,特征在于:于成形轮2一侧的压力轮支持梁6端上装设可更替的、不同曲率半径的压力轮4,并由三个不同曲率半径r1、r、r2的压力轮4组成压力轮组,与压力轮组中的每个压力轮4的曲率半径相对应,装设由仿形心刻度栏10、调节螺钉11、调节槽12、指针13组成的可调的自动仿形标尺9。
以上所述,仅为本实用新型的较佳的具体实施方式,但本实用新型的保护范围并不局限于此,所有熟悉本技术领域的技术人员在本实用新型公开的技术范围内,根据本实用新型的技术方案及其本实用新型的构思加以等同替换或改变均应涵盖在本实用新型的保护范围之内。
Claims (2)
1.一种大型封头旋压翻边机的自动仿形标尺的浮动定位机构,包括:主轴(1)、成形轮(2)、被加工封头(3)、压力轮(4)、压力轮支持梁(6)、前、后同步油缸(5)、调节螺旋副(7)、油缸(8)和可调的自动仿形标尺(9),特征在于:于成形轮(2)一侧的压力轮支持梁(6)端上装设可更替的、不同曲率半径的压力轮(4),所述的不同曲率半径的压力轮(4),由二个以上的不同曲率半径的压力轮(4)组成压力轮组,与压力轮组中的每个压力轮(4)的曲率半径相对应,装设可调的自动仿形标尺(9)。
2.按权利要求1所述的大型封头旋压翻边机的自动仿形标尺的浮动定位机构,其特征在于:所述的可调的自动仿形标尺(9),由仿形心刻度栏(10)、调节螺钉(11)、调节槽(12)、指针(13)组成,与压力轮组中的每个仿形心相对应,在细长方形板面内刻有相对应仿形心刻度栏(10),在仿形心刻度栏(10)顶部装设移动的指针(13),仿形心刻度栏(10)两侧分别设有或是一个调节槽(12),或是上、下排列的两个调节槽(12),于调节槽(12)的一侧面上的居中位置标注一压力轮(4)的曲率半径r,在其曲率半径r的两侧标注大于r的r1,小于r的r2的压力轮(4)的曲率半径,在其调节槽(12)内装设在槽内移动的调节螺钉(11),其调节螺钉(11)的末端与调节螺旋副(7)铰接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200131713U CN201070648Y (zh) | 2007-07-07 | 2007-07-07 | 大型封头旋压翻边机的自动仿形标尺的浮动定位机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200131713U CN201070648Y (zh) | 2007-07-07 | 2007-07-07 | 大型封头旋压翻边机的自动仿形标尺的浮动定位机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201070648Y true CN201070648Y (zh) | 2008-06-11 |
Family
ID=39549205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2007200131713U Expired - Fee Related CN201070648Y (zh) | 2007-07-07 | 2007-07-07 | 大型封头旋压翻边机的自动仿形标尺的浮动定位机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201070648Y (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102632299A (zh) * | 2012-05-14 | 2012-08-15 | 宜兴市联丰化工机械有限公司 | 一种封头用坡口随动切割装置 |
| CN101875075B (zh) * | 2009-04-28 | 2012-08-29 | 陈万忠 | 冷热旋压机及热旋压方法 |
| CN106140882A (zh) * | 2016-08-29 | 2016-11-23 | 浙江瓯星金属制品有限公司 | 一种封头返修机 |
| CN108097775A (zh) * | 2017-12-08 | 2018-06-01 | 四川航天长征装备制造有限公司 | 大型薄壁曲母线封头类零件数控旋压成型设备 |
| CN118371619A (zh) * | 2024-06-24 | 2024-07-23 | 张家港海锐达模压装备有限公司 | 一种压力容器封头旋压装置 |
-
2007
- 2007-07-07 CN CNU2007200131713U patent/CN201070648Y/zh not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101875075B (zh) * | 2009-04-28 | 2012-08-29 | 陈万忠 | 冷热旋压机及热旋压方法 |
| CN102632299A (zh) * | 2012-05-14 | 2012-08-15 | 宜兴市联丰化工机械有限公司 | 一种封头用坡口随动切割装置 |
| CN106140882A (zh) * | 2016-08-29 | 2016-11-23 | 浙江瓯星金属制品有限公司 | 一种封头返修机 |
| CN108097775A (zh) * | 2017-12-08 | 2018-06-01 | 四川航天长征装备制造有限公司 | 大型薄壁曲母线封头类零件数控旋压成型设备 |
| CN118371619A (zh) * | 2024-06-24 | 2024-07-23 | 张家港海锐达模压装备有限公司 | 一种压力容器封头旋压装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201070648Y (zh) | 大型封头旋压翻边机的自动仿形标尺的浮动定位机构 | |
| CN102029325B (zh) | 一种机械液压联动控制的变压边力拉延模具 | |
| CN202921822U (zh) | 金属线材单向弯曲机 | |
| CN204322688U (zh) | 凹版印刷机刮刀装置 | |
| CN201168869Y (zh) | 安装车 | |
| CN202290913U (zh) | 一种扶手支架端头弧度成型装置 | |
| CN217044114U (zh) | 辊压式冷弯成型设备 | |
| CN214563670U (zh) | 一种新型凹版印刷机用可调节刮墨装置 | |
| CN217070366U (zh) | 一种不锈钢加工用冲孔装置 | |
| CN205042938U (zh) | 一种电液混合泵控组装体板料折弯机 | |
| CN212857316U (zh) | 一种大型垫片冲压装置 | |
| CN208596607U (zh) | 一种导线折弯机构 | |
| CN215552071U (zh) | 一种财务管理系统用可防错位压平财务管理装置 | |
| CN207447366U (zh) | 一种机床用刀架结构 | |
| CN221336560U (zh) | 一种具有保温作用的给汤机 | |
| CN202461225U (zh) | 太阳能板芯排管的折弯机 | |
| CN216680448U (zh) | 一种便于移动的新型剪板机 | |
| CN203077705U (zh) | 一种可调式瓦楞机涂胶辊滑座 | |
| CN206199886U (zh) | 一种氧化皮清除装置 | |
| CN208643756U (zh) | 一种数控折弯机 | |
| CN218891499U (zh) | 一种用于钣金件加工的雕刻机 | |
| CN218224167U (zh) | 一种管道加工用折弯机 | |
| CN221417733U (zh) | 一种印刷版辊自动装卸装置 | |
| CN218610811U (zh) | 一种高效的五轴电脑数控卷簧机 | |
| CN205099689U (zh) | 去肉机调节架间隙自动调整机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080611 Termination date: 20150707 |
|
| EXPY | Termination of patent right or utility model |