CN1859978A - 用于精磨机的精磨表面和叶片部分 - Google Patents
用于精磨机的精磨表面和叶片部分 Download PDFInfo
- Publication number
- CN1859978A CN1859978A CNA2004800280524A CN200480028052A CN1859978A CN 1859978 A CN1859978 A CN 1859978A CN A2004800280524 A CNA2004800280524 A CN A2004800280524A CN 200480028052 A CN200480028052 A CN 200480028052A CN 1859978 A CN1859978 A CN 1859978A
- Authority
- CN
- China
- Prior art keywords
- groove
- refining surfaces
- bar strip
- refiner
- refining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007670 refining Methods 0.000 title claims abstract description 272
- 239000000463 material Substances 0.000 claims abstract description 44
- 238000000227 grinding Methods 0.000 claims description 61
- 239000000835 fiber Substances 0.000 claims description 51
- 238000005086 pumping Methods 0.000 claims description 32
- 239000002657 fibrous material Substances 0.000 claims description 24
- 239000011888 foil Substances 0.000 claims description 23
- 238000000926 separation method Methods 0.000 claims description 17
- 230000000694 effects Effects 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 238000010992 reflux Methods 0.000 claims 1
- 230000003014 reinforcing effect Effects 0.000 claims 1
- 208000001840 Dandruff Diseases 0.000 description 23
- 238000005520 cutting process Methods 0.000 description 7
- 238000007599 discharging Methods 0.000 description 7
- 239000002002 slurry Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000012360 testing method Methods 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 206010061592 cardiac fibrillation Diseases 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000002600 fibrillogenic effect Effects 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C7/00—Crushing or disintegrating by disc mills
- B02C7/11—Details
- B02C7/12—Shape or construction of discs
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Paper (AREA)
- Crushing And Grinding (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Crushing And Pulverization Processes (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
本发明涉及一种用于精磨机的精磨表面,该精磨机用于使得含木质纤维素的材料进行纤维分离。该精磨表面(1、2)包括第一杆条(12),该第一杆条从精磨表面(1、2)的内周延伸至精磨表面(1、2)的外周,在第一杆条之间设有第一槽(13)。第一杆条(12)的上表面(18)还包括与所述第一槽(13)连接的第二槽(15),在该第二槽(15)之间设有第二杆条(14),该第二杆条(14)比第一杆条(12)窄。本发明还涉及一种用于精磨机的叶片部分,该精磨机用于使得含木质纤维素的材料进行纤维分离。
Description
发明背景
本发明涉及一种用于精磨机的精磨表面,该精磨机用于使得含木质纤维素的材料进行纤维分离,该精磨机包括相互同轴布置的至少两个精磨表面,至少一个精磨表面布置成绕轴旋转,要进行纤维分离的材料供给在该精磨表面之间,且该精磨表面包括第一杆条(bar),该第一杆条从精磨表面的内周延伸至精磨表面的外周,在第一杆条之间设有第一槽,该第一杆条的上表面还包括与所述第一槽连接的第二槽,在该第二槽之间设有第二杆条。
本发明还涉及一种用于精磨机的叶片部分,该精磨机用于使得含木质纤维素的材料进行纤维分离,该精磨机包括相互同轴布置的至少两个精磨表面,至少一个精磨表面布置成绕轴旋转,要进行纤维分离的材料供给在该精磨表面之间,叶片部分能够设置为形成至少一个精磨表面的至少一部分,且该叶片部分包括第一杆条,该第一杆条从精磨表面的内周延伸至精磨表面的外周,在第一杆条之间设有第一槽,该第一杆条的上表面还包括与所述第一槽连接的第二槽,在该第二槽之间设有第二杆条。
用于处理纤维材料的圆盘和圆锥精磨机通常由彼此相对的两个或者可能更多精磨机盘而形成,该精磨机盘布置成彼此相对旋转,这样,至少一个所述精磨机盘布置成绕轴旋转。在包括两个精磨机盘的圆盘精磨机中,一个精磨机盘还包括开口,要精磨的材料通过该开口供入精磨机中。布置所述供给开口的精磨机盘部分能够称为供给端。精磨机盘定位成这样,即它们形成在它们之间的精磨机间隙,含木质纤维素的材料在该间隙中进行纤维分离。在精磨机盘之间的距离在供给侧或在含木质纤维素材料的供给点处最长,即,当为圆盘精磨机时在盘中部处以及当为圆锥精磨机时在具有最小直径的圆锥端处,所述间隙朝着要精磨材料的排出点或排出侧而减小,以便逐渐研磨要精磨的材料。
精磨机盘的精磨表面通常由凸起(即叶片杆条)和槽形成,该凸起从精磨表面的内周延伸至精磨表面的外周,而该槽在叶片杆条之间。这里,叶片杆条也称为杆条。这些槽和杆条自身的形状可以以不同方式变化。例如,沿精磨机盘的径向方向,精磨表面可以分成两个或更多圆形部分,各圆周可以有杆条和槽,这些杆条和槽的数目和密度以及它们的形状和方向可以彼此不同。因此,杆条可以在精磨表面半径的整个长度上连续,或者可以有多个沿径向方向分开、相继的杆条。因为转子的旋转,在精磨机转子上的杆条和杆条方向具有比在静子上的杆条和杆条方向更大的效果,因此,要精磨的纤维材料特别受到由转子杆条施加的精磨力,该精磨力受到速度的影响,而该速度由精磨表面的半径和转速来确定。在精磨时需要使得静子的杆条形成转子的对立件或对立表面,这样,在精磨过程中,叶片杆条彼此交叉,就象剪刀片。不过,在精磨机的转子杆条和静子杆条之间有很小的间隙,纤维材料主要在它们之间进行研磨或精磨。
精磨机盘的精磨表面能够直接形成于精磨机盘的表面上,例如通过铸造或通过单独机械加工,但是通常精磨表面由叶片部分形成,该叶片部分沿精磨机盘的径向和圆周方向而彼此相邻地布置在精磨机盘上。因此,各叶片部分形成精磨机盘的精磨表面的一部分。
当为圆盘精磨机时,精磨表面的内周是指精磨表面的中间部分,当为圆锥精磨机时,精磨表面的内周是指所述圆锥的、具有最小直径的端部。当然,精磨表面的外周是指精磨表面的外侧部分(当为圆盘精磨机时)(即精磨表面的周长最大的部分)以及所述圆锥的、具有最大直径的端部(当为圆锥精磨机时)。
较早时期试图通过增大精磨表面杆条的组合长度来提高精磨机的负载能力或精磨能力。因此,已经设计和使用了这样的叶片或精磨表面方案,其中,叶片杆条定位成越来越相互靠近。在这种“密集叶片”中,槽的容积或容量确定了精磨机叶片的生产能力。由于制造,叶片杆条通常有1°至5°的间隙角,这意味着越靠近槽的底部,杆条越厚。这进一步限制了槽的容积。此外,当为铸造叶片时,槽表面较粗糙,这增加了对于要精磨纤维材料的流阻。槽越狭窄,流阻越大。因此,这些“密集叶片”的问题是它们将堵塞。另一方面,即使上述叶片的方案也没有成功地以所期望的方式增大精磨机的能力。
美国专利文献4676440公开了一种用于高稠度(high-consistency)精磨机的典型精磨机叶片。该文献中,由叶片部分组成的叶片形状由沿精磨机盘的径向方向的三个精磨表面区域而形成,因此,在精磨表面的外部区域,叶片杆条定位成彼此非常靠近,以便获得很高的精磨能力。因此,在杆条之间的槽的容积变得更小。因此,在至少一个精磨机盘的精磨表面上还有一个或多个排出槽道,该排出槽道具有比所述槽大得多的截面,以便将在精磨过程中产生的水汽从精磨表面之间排出。通过这些排出槽道,可以减轻由于在精磨过程中在精磨处理时产生的水汽而引起的问题,但是,该排出槽道可能使得精磨更不均匀,且实际上,在该文献中所述的水汽排出槽道布置成彼此分开太远。
美国专利文献5467931公开了一种精磨表面,其中,由于精磨机叶片的更高流过能力,具有密集布置的杆条的精磨机增加了效率。流过能力的增加主要因为从叶片杆条的后侧边缘对材料进行了斜切。该文献还公开了一种叶片杆条,该叶片杆条的上表面提供有稀疏间隔的较小槽,这些较小槽能够稍微增加在杆条之间的槽的流过能力,并便于使得在精磨过程中产生的水汽从精磨表面之间排出。在叶片杆条上表面上的所述槽也在一定程度上增加了精磨表面的杆条的组合切割长度,但是实际上,在叶片杆条明显磨损之前,叶片杆条的上表面的倾斜结构阻碍这些较小槽参与对材料的精磨,这意味着还不能成功地明显增加精磨机的精磨能力。
发明内容
本发明的目的是提供一种用于精磨机的新颖精磨表面或叶片部分,它能够有比现有技术更高的精磨能力。
本发明的精磨表面的特征在于第二杆条比第一杆条窄。
而且,本发明的叶片部分的特征在于第二杆条比第一杆条窄。
根据本发明的基本思想,用于使得含木质纤维素的材料进行纤维分离的精磨机的至少一个精磨表面包括第一杆条,该第一杆条从精磨表面的内周延伸至精磨表面的外周,且在它们之间具有第一槽,第一杆条的上表面还包括与所述第一槽连接的第二槽,在第二槽之间有第二杆条,该第二杆条比第一杆条窄。根据本发明的实施例,第一杆条的平均宽度是第二杆条和第二槽的组合的平均宽度的2.5至4.0倍。根据本发明的另一实施例,精磨表面的、由第二杆条和第二槽形成的精磨区域的总面积为精磨表面总面积的60%至90%,优选是70%至80%。
通过本发明的方案,能够在精磨表面上获得很高的切割长度。因为第一槽的容积明显比现有技术更大,因此能够在精磨表面的整个区域上使得纤维材料最佳、稳定地供给精磨机。因此,该方案的精磨表面能够提供所希望的能力,且使得精磨浆具有很好的质量。与现有技术不同,相同精磨表面方案也能够进行长纤维和短纤维的精磨。
附图的简要说明
下面将结合附图更详细地介绍本发明,附图中:
图1示意表示了典型圆盘精磨机的侧剖图;
图2示意表示了典型圆锥精磨机的侧剖图;
图3示意表示了圆盘精磨机的精磨表面的一部分沿精磨表面方向看时的视图;
图4示意表示了图3的精磨表面的第一杆条的俯视图;
图5示意表示了图4的杆条沿图4的线V-V的剖视图;
图6示意表示了圆盘精磨机的第二精磨表面沿精磨表面方向看时的视图;
图7示意表示了圆盘精磨机的第三精磨表面沿精磨表面方向看时的视图;
图8示意表示了圆锥精磨机的转子的精磨表面的一部分沿精磨表面方向看时的视图;
图9示意表示了圆锥精磨机的静子的精磨表面的一部分沿精磨表面方向看时的视图;
图10示意表示了图8的精磨表面沿图8的线C-C的剖视图;
图11示意表示了图9的精磨表面沿图8的线C-C的剖视图;
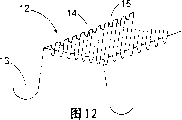
图12示意表示了精磨表面的剖视详图;
图13示意表示了精磨机的精磨表面的一部分沿精磨表面方向看时的视图;
图14示意表示了图13的精磨表面的剖视图;
图15a和15b示意表示了两个实施例的精磨表面沿精磨表面方向看时的视图;
图16a和16b示意表示了图15a和15b的精磨表面的详细剖视图;
图17示意表示了圆锥精磨机的精磨表面;
图18示意表示了本发明的精磨表面用于双盘精磨机时的视图;
图19至22示意表示了通过普通精磨表面和本发明方案的精磨表面而获得的测试运行结果;以及
图23示意表示了精磨机的叶片部分。
为了清楚,本发明在附图中进行了简化。在附图中,相同部件以相同参考标号表示。
具体实施方式
图1示意性地显示了典型圆盘精磨机的侧剖图。圆盘精磨机包括两个盘状精磨表面1和2,这两个盘状精磨表面1和2相互同轴定位。在本实施例中,第一精磨表面1处于旋转精磨机盘3(即转子)中,该旋转精磨机盘3通过轴4而旋转。在本例中,第二精磨表面2处于固定精磨机盘5(即静子)中。精磨机盘3和5的精磨表面1和2可以以已知方式而直接形成于盘上或者由单独的叶片部分形成。图1还表示了相连的负载器6,以便通过轴4影响精磨机盘3,这样,它能够推向精磨机盘5,以便调节它们之间的间隙。精磨机盘3通过马达(为了清楚而未示出)而以已知方式通过轴4旋转。
要进行纤维分离的含木质纤维素材料通过在第二精磨表面2中部的开口7而供给在精磨表面1和2之间的间隙(即精磨机间隙),并在该间隙中进行纤维分离和精磨。要进行纤维分离的材料也可以通过在精磨表面2上的其它开口(为了清楚而未示出)而供给精磨机间隙中。已经纤维分离的含木质纤维素材料通过在精磨机盘3和5之间的间隙而从精磨机间隙的外边缘(即精磨机盘3和5的外周)排出至精磨机腔室8中,且它从该精磨机腔室8进一步沿排出槽道9排出。因此,在精磨表面2中部的开口7处有用于要精磨纤维材料的供给点或供给侧,而在精磨盘3和5的外周有用于精磨后纤维材料的排出侧或排出点。
图2示意性地显示了典型圆锥精磨机的侧剖图。圆锥精磨机包括两个锥形精磨表面1和2,这两个锥形精磨表面1和2相互同轴定位。在本实施例中,第一精磨表面1处于旋转锥形精磨机盘3(即转子)中,该旋转锥形精磨机盘3通过轴4而旋转。第二精磨表面2处于固定锥形精磨机盘5(即定子)中。精磨机盘3和5的精磨表面1和2可以以已知方式而直接形成于盘上或者由单独的叶片部分形成。图2还表示了相连的负载器6,以便通过轴4影响精磨机盘3,这样,它能够推向精磨机盘5,以便调节它们之间的间隙。精磨机盘3通过马达(为了清楚而未示出)而以已知方式通过轴4旋转。
要进行纤维分离的含木质纤维素材料通过在第二精磨表面2中部的开口7(即从具有更小直径的圆锥结构端部)而供给在精磨表面1和2之间的间隙(即精磨机间隙),并在该间隙中进行纤维分离和精磨。已经纤维分离的材料通过在精磨机盘3和5之间的间隙而从精磨机间隙的外边缘(即从具有更大直径的圆锥结构端部)排出至精磨机腔室8中,且它从该精磨机腔室8进一步沿排出槽道9排出。在精磨表面2中部的开口7处有用于要精磨纤维材料的供给点或供给侧,而在精磨盘3和5的外周有用于精磨后纤维材料的排出侧或排出点。
图3显示了圆盘精磨机的精磨表面的一部分,该圆盘精磨机将用于精磨具有很高浓度的纤维材料。精磨表面提供有成一定图形的第一杆条12和(在它们之间的)第一槽13。图4表示了图3中的精磨表面的杆条12的实施例,而图5表示了沿图4的线V-V的剖视图。第一杆条12有上表面18和侧表面19,并有边缘20。杆条12的图形分成两个精磨表面区域16,即内侧区域16和外侧区域16′,因此,在内侧区域16中的杆条12和槽13比在外侧区域16′中的杆条和槽分布得更稀疏。在内侧区域16中的杆条12将带来材料的第一碎解,并将使得材料向外前进至外侧区域16′。在外侧区域16′中的杆条12布置成相互更靠近,这意味着有更多杆条边缘,以便进行材料的主要加工和精磨。杆条12的图形还可以包括更多区域,因此,图形通常制成为沿径向向外方向从一个区域至另一区域变得更密集。
图4显示了当多个更小槽或第二槽15沿杆条12布置时的实施例,这些槽布置成相对于杆条的纵向方向稍微成一定角度,并向杆条12的两侧表面开口。由于杆条12提供有在上表面18上的更小倾斜第二槽15,因此,第一杆条12以及在它们之间的第一槽13能够制成为更宽,而不会使得杆条12的加工上表面损失它的效率。通过更宽的第一槽13,将便于水汽和液体在槽13中流动,且对纤维材料加工的干扰减至最小。
图6显示了杆条12的另一实施例,与图4中不同,杆条12为弧形。不过,在杆条12上表面18上的较小第二槽15总是相对于杆条12的纵向方向倾斜。这里,第二槽15优选是沿基本径向方向。
根据图7,较小槽15为沿不同方向的角度,优选是它们在杆条12的上表面上相互交叉。也可选择,它们可以沿杆条12的纵向方向偏离,这样,它们并不彼此交叉。这些实施例使得能够改变精磨机盘的旋转方向。
图8示意性地显示了形成圆锥精磨机的转子的一部分精磨表面1的叶片部分10沿精磨表面1方向看时的视图。图9示意表示了形成圆锥精磨机的静子的一部分精磨表面2的叶片部分11沿精磨表面2方向看时的视图。精磨表面1和2包括叶片杆条12(即杆条12)。该杆条12形成精磨表面1和2的第一杆条。在杆条12之间有槽13,该槽13形成精磨表面1和2的第一槽。杆条12的上表面具有密集结构的槽,包括槽15和在它们之间的杆条14。杆条14形成精磨表面1和2的第二杆条。槽15形成精磨表面1和2的第二槽。转子的精磨表面1的杆条14和槽15在图10中示意表示,该图10表示了精磨表面1沿图8的线C-C的剖视图。静子的精磨表面2的杆条14和槽15在图11中示意表示,该图11表示了精磨表面2沿图9的线C-C的剖视图。
根据图3至11的精磨表面的特征在于该精磨表面包括第一杆条12和在该第一杆条12之间的第一槽13。而且,第一杆条12的上表面18包括第二杆条14,在该第二杆条14之间有第二槽15。沿它们的延伸方向,第二杆条14比第一杆条12窄,且第二槽15也沿它们的延伸方向比第一槽13窄。因此,第一杆条12的上表面具有密集结构的槽(即微槽结构),用于精磨含木质纤维素材料。精磨表面形成为这样,即由杆条12的上表面形成的微槽精磨区域的总面积等于精磨表面的总面积的60%至90%。优选是,精磨表面形成为这样,即所述微槽精磨区域的总面积为精磨表面的总面积的70%至80%。
杆条12的上表面上的微槽精磨区域的目的是用于精磨所述含木质纤维素的纤维材料。在精磨机的精磨表面1和2之间有较小间隙,由于该较小间隙,所述纤维材料在精磨表面1和2之间进行精磨。第一槽13的目的是用于将要精磨的纤维材料输送至由杆条12的微槽上表面形成的精磨区域以及将精磨后的材料从精磨表面1和2之间送走。此外,第一槽13在高稠度精磨中的目的是将在精磨过程中产生的水蒸汽从精磨表面1和2之间送走。
精磨表面1和2可以以不同方式实施。例如,精磨表面上的第一杆条12和在它们之间的第一槽13能够以不同的尺寸和形状而形成。杆条12可以为例如15mm至80mm,优选是20mm至40mm宽。在杆条12之间的槽13的宽度例如能够为5mm至40mm,优选是10mm至30mm。杆条12和槽13能够形成为这样,即根据杆条或槽的延伸方向,它们的宽度可以保持相同或进行变化。槽13的深度例如可以为10mm至40mm。槽13能够形成为这样,即它们的深度沿槽的延伸方向保持相同或进行变化。可以说,当槽13的宽度和/或深度变化时,槽13的横截面积或槽13的容积变化。因此,槽13的横截面流动面积可以在0.5cm2和16cm2之间变化。
对于杆条12的形状,它们可以沿精磨表面的径向方向直接从精磨表面的轴延伸至精磨表面的外周,或者杆条12可以以标准角度或变化角度弯曲而从精磨表面的轴至精磨表面的外周,因此,杆条12的边缘可以均匀弯曲,或者它们可以分阶。杆条12的形状自然确定了在杆条12之间的槽13的形状。而且,杆条12可以这样形成,即它们在要精磨的纤维材料的供给端处进行泵送,而在精磨后的纤维材料的排出端处进行保持或不泵送,这可以补偿在供给侧的较低泵送离心力和在排出侧的较高泵送离心力。该实施例在图23中表示,其中,第一杆条12在供给端处进行泵送,而在排出端处不进行泵送。在本例中,第二杆条12在图23的整个叶片部分中都进行泵送。叶片部分的安装点以参考标号21表示。
泵送叶片杆条意味着当精磨机转子以泵送方向旋转时,叶片杆条使得颗粒块产生方向远离中心的圆周速度分量和径向速度分量,因此,颗粒块将从精磨机盘之间向外运动。保持叶片杆条(至少其部分)意味着当精磨机转子以保持方向旋转时,叶片杆条使得颗粒块产生方向朝着中心的圆周速度分量和径向速度分量,由此,颗粒块将保持在精磨机盘之间。
形成于第一杆条12的上表面上的第二槽的宽度例如可以是1mm至3mm。保持在第二槽15之间的第二杆条14的宽度例如也可以是1mm至3mm。因此,第一杆条12的平均宽度是第二杆条14和第二槽15的组合的平均宽度的大约2.5至40倍。杆条14和槽15可以沿它们的延伸方向具有恒定的宽度,但是杆条14和槽15的所述宽度也可以沿它们的延伸方向变化。因此,所述第二杆条14和第二槽15尽可能密集地定位在第一杆条12的上表面上,从而使得精磨表面1和2的精磨区域的切割长度尽可能大。
杆条14和槽15可以这样形成于杆条12的上表面上,即它们沿一个方向或另一方向相对于精磨表面的半径形成大约5°至30°的角度。杆条14可以形成为这样,即在特定半径处,在相对精磨表面上的杆条14的攻角在精磨表面的整个区域上都恒定。槽15可以形成为使得它们能够进行泵送或保持。当槽15进行泵送时,浆更有效地吸向排出口,从而获得均匀的精磨结果。当槽15进行保持时,精磨结果并不这样均匀,但是另一方面,纤维材料的滞留时间更长。因此,为了获得均匀的精磨结果,精磨表面使用进行泵送的第二槽15。当使得纤维材料进行长时间精磨处理比均匀精磨结果更重要时,精磨表面使用进行保持的第二槽15。槽15也可以这样,即它们的目的并不影响要精磨材料保持在精磨表面之间的时间。
在杆条12的上表面上的第二槽15例如可以为3mm至5mm深。因此,第一槽13的深度至少为第二槽15的两倍。实际上,槽15的最大槽深度由精磨表面的磨损表面的厚度来确定。槽15的深度可以沿槽15的延伸方向恒定或变化。槽15的深度也可以沿槽15的宽度方向变化,这样,例如槽15在前侧比在后侧更深,这产生升高力,且叶片并不切过纤维垫,也不会使纤维断裂。当沿精磨机盘的旋转方向看时,前侧是指槽15的前边缘,而后侧是指槽15的后边缘。该方案在图12中示意表示,图12表示了第一杆条12的截面图。当希望使得机械木浆或短纤维浆的后精磨(postrefining)具有很高的负载能力时,该方案很有利。在精磨长纤维浆时,槽15可以有相等深度,或者它们甚至可以在槽的后侧比槽的前侧更深。
该方案的精磨表面能够在精磨时在不损害精磨机的液压能力的情况下在杆条上使用非常小的负载。通常,当利用将用于精磨短纤维的短纤维叶片来精磨长纤维浆时,将不能获得足够的液压能力,且精磨机的叶片将阻塞。在本方案的精磨表面上,容积比现有技术明显更大的槽能够使得要精磨的纤维材料最佳、持续供给精磨表面的整个区域。由于在杆条12上表面上的杆条14和槽15以及形成精磨表面1、2的精磨区域和提供明比现有已知方案显更密集结构的杆条和槽,能够在精磨表面上获得很高的切割长度。因此,该方案的精磨表面提供了合适的能力和良好的精磨浆质量。此外,与现有技术不同,相同的精磨表面方案可以用于精磨长纤维和短纤维。而且,由于能量消耗比比以前低10%至20%,因此该方案的精磨表面提供了与现有技术相同的质量或强度变化。而且,通过使用与以前相同的切割长度,精磨机可以使用的负载将增大20%,且叶片不会有任何接触。还有,可以在不减小短纤维的纤维长度的情况下使用更大功率,这意味着短纤维精磨可以通过使用更少的精磨机来进行。
图19至22显示了通过普通精磨表面和本方案的精磨表面而获得的测试运行结果。图19表示了当用普通精磨表面(虚线)和用本方案的精磨表面(连续线)来精磨长纤维时的情况。目的是增加精磨程度,即浆的打浆度从值CSF 700ml变成值CSF 300ml。由图19可知,当为普通精磨表面时,需要185kWh/吨的能量来增加所述精磨程度,而当为本方案的精磨表面时,只需要140kWh/吨的能量,这相当于节省能量25%。再有,图20表示了当使用本方案的精磨表面时,浆的粘接强度(Scott Bond)明显进展更快。当为本方案的精磨表面时(连续线),需要120kWh/吨的能量来获得400J/m2的粘接强度,而普通精磨表面需要150kWh/吨的能量。因此,特别是当精磨长纤维时,本方案的精磨表面与普通精磨表面相比节省大量能量。
图21表示了当用普通精磨表面(虚线)和用本方案精磨表面(连续线)来精磨短纤维时的情况。目的是使纤维的抗拉指数从41kNm/g的开始值增大。根据测试结果,普通精磨表面的负载不适合超过80kWh/吨,因为在此之后,抗拉指数开始变低。这时,测试样品的抗拉指数为67kNm/g。在抗拉指数开始变低的同时,在精磨机的精磨表面之间的距离变短,这使得相对精磨表面之间有产生有害接触的危险。本方案的精磨表面没有该问题,因此获得更高的抗拉指数,并保持精磨机的负载能力直到结束,且测试通过120kWh/吨的精磨能量产生了73kNm/g的抗拉指数。
图22显示了当为本方案的精磨表面时(连续线)和当为普通精磨表面时(虚线)纤维长度怎样变化。尽管在普通精磨表面和本方案精磨表面的切割长度之间基本没有差异,但是普通精磨表面切割纤维,而通过使用本方案的精磨表面,纤维长度基本并不减小。通过在精磨时120kWh/吨的能量消耗,当使用本方案的精磨表面时,纤维长度从0.87mm减小至0.78mm,而当为普通精磨表面时,纤维长度减小至0.66mm,且在精磨表面之间发生接触。特别是在精磨短纤维时,本方案的精磨表面的首要优点是精磨机的更高负载能力,因为通常,当精磨机的负载太大时,精磨表面将发生有害接触。因此,每吨质量消耗更多能量,同时基本不会减小纤维长度或在精磨机表面发生接触。因此,本方案的精磨表面特别适用于对过载和精磨机表面接触敏感的纤维。这种情况的实例包括机械木浆和短纤维机械木浆的后精磨以及化学浆和回收纤维浆的后精磨。
具有上述设计的杆条可以布置在精磨表面上的任意区域,但优选是至少在对于加工和精磨最敏感且在相对精磨表面之间的距离最短的外部区域(即精磨间隙最小且可能产生的水汽最多)。在通过上述精磨表面加工纤维材料时,杆条12的上表面和较小第二槽的边缘将对材料进行加工。当为高浓度精磨时产生的水汽以及当为低浓度精磨时经过精磨间隙的液流将从杆条12的上表面向外引导,并能够通过在杆条12之间的槽13而向外排出,因此不会干扰纤维材料的加工。这样,将获得很高能力,且保持浆质量。通过使得精磨表面具有弧形第一杆条12,且该第一杆条12具有在上表面上的基本径向、较小的第二槽15,可以获得增加的能力,同时获得很高的浆质量,这样,较小的第二槽15使得纤维材料有效原纤化。
图13示意性地显示了精磨表面的一部分沿精磨表面看时的视图,而图14示意表示了图13的精磨表面沿槽13的纵向方向的剖视图。在图13和14的精磨表面中,第二杆条14的数目从精磨表面的供给侧至精磨表面的排出侧一个区域至另一区域地增加。因此,从精磨机的供给端看时,第一精磨表面区域包括最少数目的第二杆条14,且最后的精磨表面区域具有最大数目的第二杆条14。例如,可以使得在从供给端看时的第一精磨表面区域中,在第二杆条14之间的第二槽15的宽度等于上述槽宽度的变化范围中的最大值,而在最后的精磨表面区域中,所述槽15的宽度等于所述槽宽度的变化范围中的最小值。精磨表面区域在图13中用参考标号16表示。当然,由图13可见,在第二杆条14之间的第二槽15也可以在供给端比在排出端实质上宽。
图14还显示了第二槽15的深度怎样变化,这样,在各精磨表面区域的末端,槽15的深度比在下一个精磨表面区域的开始处更小。这样,槽15朝着排出侧逐渐变低。这形成半拦堰,它物理阻碍精磨后材料的回流。槽15还可以使得它们朝着排出侧稳定地变低。在第一杆条12的上表面上的第二槽15的深度和第一槽13的深度例如可以设置成使得上述槽深度的变化范围的最大值用于供给侧,而所述槽深度的变化范围的最小值用于排出侧。
图13和14的实施例的特征在于精磨表面的截面流动面积保持相同,或者朝着要精磨材料的排出侧变小,因此,要精磨的纤维材料的流速保持相同,或者朝着排出侧变高。精磨表面的逐渐更密集结构减小了截面流动面积,因此,更小截面流动面积通过使得槽更深来补偿。另一方面,当沿精磨表面外周的方向增加槽数目时,更大截面流动面积由更低的槽来补偿。这使得精磨后材料均匀流动,且在纤维处理中,精磨后材料的回流能够减至最小,滞留时间分布减小,这样,所有纤维都尽可能均匀地处理。在需要高强度和密度的纸张(而不降低纸张孔隙度)的用途中,均匀纤维处理很有利。还有,当未精磨纤维的数目减少时,纸张表面的光滑度和质量提高。另外,更容易控制在精磨机盘之间的压力升高,因为精磨机更平滑地运转,没有太多振动,且空载工作功率比以前小大约20%至30%。
图15a和15b显示了精磨表面的一部分沿精磨表面方向看时的视图,图16a和16b表示了图15a和15b的精磨表面的剖视图。为了清楚,在图15a、15b、16a和16b的实施例中,一个或多个箔片17例如通过铸造而布置在精磨机的转子盘3的精磨表面1上。箔片17布置在第一槽13的底部。
箔片17布置在转子盘3的精磨表面上,这样,当转子沿泵送方向旋转时,箔片17产生提升力。同时,在静子中产生的力限制杆条12的泵送效果,且使得纤维和水有效混合,这防止精磨表面阻塞。此外,由于由箔片17引起的抽吸效果,将清洁静子的精磨表面的槽。当这种具有箔片17的转子沿不泵送方向旋转时,箔片17作为产生推力的泵送部分,这加强了泵送效果,并促进纤维材料的通过。箔片17的推力产生压力脉冲,该压力脉冲推动浆通过精磨机。由于该方案,在泵送方向和不泵送方向之间的精磨机输出量差异变小。
箔片可以是连续的,并沿径向或以弯曲方式布置在叶片表面上。径向箔片提供了比弯曲箔片更强的脉冲。箔片也可以包括小块。箔片小块也可以任意布置在精磨表面上。通常,箔片的长度为30mm至80mm,优选是50mm至60mm,该长度确定为沿与第一槽垂直的方向。箔片的深度例如可以为大约20mm,且箔片离相对表面的最短距离例如在开始时为3mm。当精磨表面磨损时,该距离变成更短,且抽吸脉冲的功率变得更高。合适抽吸脉冲的频率可以通过改变在精磨表面上的箔片数目来进行控制。
箔片以及杆条和槽的逐渐更密集结构以及槽深度的阶梯状或规则变化当然也可以同样用于其它精磨表面方案(与提供有第一杆条12和第一槽13以及第二杆条14和第二槽15的精磨表面不同)中。因此,这些特征例如可以用于根据US专利文献4676440的图1和3的精磨表面中,或者用于图17的精磨表面中。图17示意表示了一种精磨表面,它只包括彼此密集布置的第二槽15和第二杆条14,该第二槽15和第二杆条14称为微槽和微杆条。图17的精磨表面是静子的精磨表面的非常优选方案,而转子的精磨表面根据上面所述。图17的精磨表面特别用作图13至16的精磨表面的相对表面。相对表面当然也可以为任意已知的精磨表面方案。
图18示意性地显示了根据本方案的、用于双盘(DD)精磨机的精磨表面。在图18中部有两个转子盘,这两个转子盘在它们的背侧相互安装,且在转子盘两侧各有一个精磨机静子盘。所述转子盘的精磨表面通常为彼此镜像,两个静子盘也一样,即当精磨机的两个狭槽中的一个起到泵送作用时,那么另一狭槽也起到泵送作用,由此保证图18的两狭槽精磨机的功能,即在狭槽的盘之间的间隙能够保持控制。两狭槽精磨机能够通过改变转子盘和静子盘而从泵送转变成不泵送。这样,精磨机能够在不改变它的旋转方向的情况下从泵送转变成不泵送。两狭槽精磨机还能够通过改变转子的旋转方向而从泵送转变成不泵送。从泵送转变成不泵送的还一可能性是只改变转子盘。这时要求静子盘的设计与转子盘有足够差别,因为在改变之后还必须使相对精磨机盘的叶片杆条角度之间有一定的差异,以避免盘冲突。当然,在图13至17中的所有技术特征也能够用于双盘精磨机。同样,本方案的精磨表面的所有优点当然也存在于双盘精磨机中。
附图和相关说明只将用于表示本发明的思想。在它的细节上,本发明可以在权利要求的范围内进行变化。图中的实例表示了圆盘精磨机或圆锥精磨机的静子和转子的精磨表面的不同实施例,但是很显然,关于对圆锥精磨机的转子和静子的精磨表面的结构的解释也可以在合适程度上适用于圆盘精磨机的静子和转子的精磨表面的结构,反之亦然。
Claims (28)
1.一种用于精磨机的精磨表面,该精磨机用于使得含木质纤维素的材料进行纤维分离,该精磨机包括相互同轴布置的至少两个精磨表面(1、2),至少一个精磨表面(1、2)布置成绕轴(4)旋转,要进行纤维分离的材料供给在该精磨表面(1、2)之间,且该精磨表面(1、2)包括第一杆条(12),该第一杆条从精磨表面(1、2)的内周延伸至精磨表面(1、2)的外周,在第一杆条之间设有第一槽(13),该第一杆条(12)的上表面(18)还包括与所述第一槽(13)连接的第二槽(15),在该第二槽(15)之间设有第二杆条(14);
其特征在于:第二杆条(14)比第一杆条(12)窄。
2.根据权利要求1所述的精磨表面,其特征在于:第一杆条(12)的平均宽度是第二杆条(14)和第二槽(15)的组合的平均宽度的2.5倍至40倍。
3.根据权利要求1或2所述的精磨表面,其特征在于:由第二杆条(14)和第二槽(15)形成的精磨表面(1、2)的精磨区域的总面积是精磨表面(1、2)的总面积的60%至90%。
4.根据权利要求3所述的精磨表面,其特征在于:由第二杆条(14)和第二槽(15)形成的精磨表面(1、2)的精磨区域的总面积是精磨表面(1、2)的总面积的70%至80%。
5.根据前述任意一个权利要求所述的精磨表面,其特征在于:第一杆条(12)的宽度为15mm至80mm,第一槽(13)的宽度为5mm至40mm,第一槽(13)的深度为10mm至40mm。
6.根据前述任意一个权利要求所述的精磨表面,其特征在于:第一杆条(12)和/或第一槽(13)具有变化的宽度,和/或第一槽(13)沿所述杆条(12)或槽(13)的延伸方向具有变化的深度。
7.根据前述任意一个权利要求所述的精磨表面,其特征在于:第一槽(13)在要精磨的纤维材料的供给侧进行泵送,而在精磨后的材料的排出侧进行保持。
8.根据前述任意一个权利要求所述的精磨表面,其特征在于:第二杆条(14)的宽度为1mm至3mm,第二槽(15)的宽度为1mm至3mm,且第二槽(15)的深度为3mm至5mm。
9.根据前述任意一个权利要求所述的精磨表面,其特征在于:第二杆条(14)和/或第二槽(15)具有变化的宽度,和/或第二槽(15)沿所述杆条(14)或槽(15)的延伸方向具有变化的深度。
10.根据前述任意一个权利要求所述的精磨表面,其特征在于:所述第二杆条(14)和第二槽(15)布置在第一杆条(12)的上表面上,从而它们与精磨表面(1、2)的半径形成5°至30°的角度。
11.根据前述任意一个权利要求所述的精磨表面,其特征在于:最靠近要精磨的材料的供给点的精磨表面区域(16)的第二杆条(14)数目比最靠近精磨后的材料的排出点的第二杆条(14)数目少,且在最靠近要精磨的材料的供给点的精磨表面(1、2)区域的第二杆条(14)之间的第二槽(15)的宽度近似与槽(15)的宽度的变化范围的上限一致,而在最靠近精磨后的材料的排出点的第二杆条之间的第二槽(15)的宽度近似与槽(15)的宽度的变化范围的下限一致。
12.根据权利要求11所述的精磨表面,其特征在于:沿精磨表面(1、2)的径向方向,在精磨表面(1、2)的各精磨表面区域(16)中的第二槽(15)的深度在区域(16)的开始处大于在区域(16)的末端处。
13.根据权利要求12所述的精磨表面,其特征在于:在第二槽(15)的底部,在各区域(16)的开始处设有台阶,用于阻止要精磨的材料发生回流。
14.根据前述任意一个权利要求所述的精磨表面,其特征在于:精磨表面(1)是精磨机的转子(3)的精磨表面(1),它提供有至少一个箔片(17),当转子(3)沿泵送方向旋转时,该箔片布置成产生提升力,以便加强纤维和水的混合,而当转子(3)沿不泵送方向旋转时,该箔片(17)布置成引起推力,以便加强泵送效果和使得纤维材料通过。
15.根据权利要求14所述的精磨表面,其特征在于:箔片(17)布置在第一槽(13)的底部。
16.根据权利要求14或15所述的精磨表面,其特征在于:沿第一槽(13)的横向方向,箔片(17)的长度为30mm至80mm,优选是50mm至60mm。
17.根据权利要求1至16中任意一个所述的精磨表面,其特征在于:第一杆条(12)基本沿线性向外的方向延伸越过精磨表面(1、2)。
18.根据权利要求1至17中任意一个所述的精磨表面,其特征在于:第一杆条(12)以弧形方式向外延伸越过精磨表面(1、2)。
19.一种用于精磨机的叶片部分,该精磨机用于使得含木质纤维素的材料进行纤维分离,该精磨机包括相互同轴布置的至少两个精磨表面(1、2),至少一个精磨表面(1、2)布置成绕轴(4)旋转,要进行纤维分离的材料供给在该精磨表面(1、2)之间,叶片部分能够设置为形成至少一个精磨表面(1、2)的至少一部分,且该叶片部分包括第一杆条(12),该第一杆条从精磨表面(1、2)的内周延伸至精磨表面(1、2)的外周,在第一杆条之间设有第一槽(13),该第一杆条(12)的上表面(18)还包括与所述第一槽(13)连接的第二槽(15),在该第二槽(15)之间设有第二杆条(14);
其特征在于:第二杆条(14)比第一杆条(12)窄。
20.根据权利要求19所述的叶片部分,其特征在于:第一杆条(12)的平均宽度是第二杆条(14)和第二槽(15)的组合的平均宽度的2.5倍至40倍。
21.根据权利要求19或20所述的叶片部分,其特征在于:由第二杆条(14)和第二槽(15)形成的精磨表面(1、2)的精磨区域的总面积是精磨表面(1、2)的总面积的60%至90%。
22.根据权利要求21所述的叶片部分,其特征在于:由第二杆条(14)和第二槽(15)形成的精磨表面(1、2)的精磨区域的总面积是精磨表面(1、2)的总面积的70%至80%。
23.根据权利要求19-22中任意一个所述的叶片部分,其特征在于:第一杆条(12)的宽度为15mm至80mm,第一槽(13)的宽度为5至40mm,第一槽(13)的深度为10mm至40mm。
24.根据权利要求19-23中任意一个所述的叶片部分,其特征在于:第一杆条(12)和/或第一槽(13)具有变化的宽度,和/或第一槽(13)沿所述杆条(12)或槽(13)的延伸方向具有变化的深度。
25.根据权利要求19-23中任意一个所述的叶片部分,其特征在于:第一槽(13)在要精磨的纤维材料的供给侧进行泵送,而在精磨后的材料的排出侧进行保持。
26.根据权利要求19-23中任意一个所述的叶片部分,其特征在于:第二杆条(14)的宽度为1mm至3mm,第二槽(15)的宽度为1mm至3mm,且第二槽(15)的深度为3mm至5mm。
27.根据权利要求19-23中任意一个所述的叶片部分,其特征在于:第二杆条(14)和/或第二槽(15)具有变化的宽度,和/或第二槽(15)沿所述杆条(14)或槽(15)的延伸方向具有变化的深度。
28.根据权利要求19-23中任意一个所述的叶片部分,其特征在于:所述第二杆条(14)和第二槽(15)布置在第一杆条(12)的上表面上,从而它们与精磨表面(1、2)的半径形成5°至30°的角度。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE03026465 | 2003-10-06 | ||
| SE0302646-5 | 2003-10-06 | ||
| SE0302646A SE525980C2 (sv) | 2003-10-06 | 2003-10-06 | Malelement |
| PCT/FI2004/000589 WO2005032720A1 (en) | 2003-10-06 | 2004-10-06 | Refining surface and a blade segment for a refiner |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1859978A true CN1859978A (zh) | 2006-11-08 |
| CN1859978B CN1859978B (zh) | 2010-12-08 |
Family
ID=29398670
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2004800288189A Expired - Lifetime CN1863600B (zh) | 2003-10-06 | 2004-08-20 | 磨浆元件 |
| CN2004800280524A Expired - Lifetime CN1859978B (zh) | 2003-10-06 | 2004-10-06 | 用于精磨机的精磨表面和叶片部分 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2004800288189A Expired - Lifetime CN1863600B (zh) | 2003-10-06 | 2004-08-20 | 磨浆元件 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US7445174B2 (zh) |
| EP (2) | EP1670592B1 (zh) |
| JP (2) | JP2007507343A (zh) |
| CN (2) | CN1863600B (zh) |
| AT (2) | ATE453453T1 (zh) |
| BR (2) | BRPI0414808A (zh) |
| CA (2) | CA2540937A1 (zh) |
| DE (2) | DE602004024904D1 (zh) |
| ES (2) | ES2334919T3 (zh) |
| SE (1) | SE525980C2 (zh) |
| WO (2) | WO2005032721A1 (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102378840A (zh) * | 2009-04-03 | 2012-03-14 | 美卓造纸机械公司 | 精磨机的精磨表面 |
| CN105178086A (zh) * | 2014-06-13 | 2015-12-23 | 维美德技术有限公司 | 磨浆机以及用于磨浆机的刮刀元件 |
| CN105705243A (zh) * | 2013-08-05 | 2016-06-22 | 夏普株式会社 | 臼和具有该臼的饮料制造装置 |
| CN105934317A (zh) * | 2013-12-20 | 2016-09-07 | Cvp无污染塑料有限公司 | 用于去除在塑料碎片上的污染物的设备 |
| CN107022919A (zh) * | 2017-05-27 | 2017-08-08 | 安德里茨(中国)有限公司 | 磨浆机转子及磨浆机 |
| CN109154142A (zh) * | 2016-05-04 | 2019-01-04 | 福伊特专利有限公司 | 用于对处理纤维的设备进行控制的方法 |
| CN109317254A (zh) * | 2015-04-24 | 2019-02-12 | 福伊特专利有限公司 | 用于加工水基的悬浮纤维料的加工配件 |
| CN111182973A (zh) * | 2017-12-01 | 2020-05-19 | 维美德公司 | 设有带边缘产生棒条腔体的精磨棒条的精磨板 |
| CN112424420A (zh) * | 2018-07-18 | 2021-02-26 | 迈克尔·亚罗利姆 | 用于处理纤维的设备和方法 |
| CN112813720A (zh) * | 2019-11-18 | 2021-05-18 | 维美德公司 | 用于精磨木质纤维素材料的精磨机和用于这种精磨机的精磨磨片 |
| CN112844684A (zh) * | 2020-12-31 | 2021-05-28 | 广东海鹏竹纤维新材料科技有限公司 | 一种木质微细纤维的横向解离可控制备机及方法 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI121604B (fi) * | 2005-12-05 | 2011-01-31 | Metso Paper Inc | Jauhinterä |
| US7472855B2 (en) * | 2006-01-09 | 2009-01-06 | Andritz Inc. | Refiner stator plate having an outer row of teeth slanted to deflect pulp and method for pulp deflection during refining |
| US7954745B2 (en) * | 2006-08-15 | 2011-06-07 | Andritz Inc. | Refiner plate segment with triangular inlet feature |
| PL2126197T3 (pl) * | 2007-02-08 | 2017-06-30 | Andritz Inc. | Płyta rafinera do roztwarzania mechanicznego mająca zakrzywione rafinujące żebra z ząbkowanymi wiodącymi ścianami bocznymi i sposób projektowania płyt |
| FI124393B (fi) * | 2008-06-19 | 2014-08-15 | Valmet Technologies Inc | Jauhin ja menetelmä kuitumaisen materiaalin jauhamiseksi ja teräsegmentti kuitumaisen materiaalin jauhamiseksi tarkoitettuun jauhimeen |
| DE102008059610A1 (de) * | 2008-11-28 | 2010-06-02 | Voith Patent Gmbh | Verfahren zur Mahlung von wässrig suspendierten Zellstofffasern sowie Mahlgarnituren zu seiner Durchführung |
| FI121817B (fi) * | 2009-03-18 | 2011-04-29 | Metso Paper Inc | Jauhimen jauhinpinta |
| FI125031B (fi) | 2011-01-27 | 2015-04-30 | Valmet Technologies Inc | Jauhin ja teräelementti |
| DE102011050046A1 (de) * | 2011-05-02 | 2012-11-08 | Gea Mechanical Equipment Gmbh | Zentrifuge |
| US9708765B2 (en) | 2011-07-13 | 2017-07-18 | Andritz Inc. | Rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading edges |
| US9670615B2 (en) * | 2011-08-19 | 2017-06-06 | Andritz Inc. | Conical rotor refiner plate element for counter-rotating refiner having curved bars and serrated leading sidewalls |
| FI125608B (en) * | 2012-05-15 | 2015-12-15 | Valmet Technologies Inc | Blade element |
| US9181654B2 (en) * | 2012-05-30 | 2015-11-10 | Andritz Inc. | Refiner plate having a smooth, wave-like groove and related methods |
| US9968938B2 (en) * | 2012-09-17 | 2018-05-15 | Andritz Inc. | Refiner plate with gradually changing geometry |
| FI125739B (fi) | 2012-12-27 | 2016-01-29 | Valmet Technologies Inc | Teräelementti ja jauhin |
| US10166546B2 (en) * | 2013-05-15 | 2019-01-01 | Andritz Inc. | Reduced mass plates for refiners and dispersers |
| US9421477B2 (en) * | 2013-08-12 | 2016-08-23 | Green Extraction Technologies | Biomass fractionation and extraction apparatus |
| CN106458751B (zh) * | 2014-02-21 | 2019-11-15 | 同拓纸业有限责任公司 | 纤维水泥中的表面增强纸浆纤维 |
| SE538142C2 (sv) * | 2014-03-05 | 2016-03-15 | Valmet Oy | Raffinörsegment och raffinöranordning för utjämning av fiberflöde i en raffinör |
| CA2890381C (en) * | 2014-05-26 | 2017-07-11 | Valmet Technologies, Inc. | Blade segment of disc refiner |
| FI126263B (en) * | 2014-10-29 | 2016-09-15 | Valmet Technologies Inc | Blade element for refiner and refiner for grinding fibrous material |
| CN104328705B (zh) * | 2014-10-30 | 2017-07-04 | 臧田良 | 圆柱式造纸磨浆机组合磨片 |
| SE540016E (en) | 2015-08-27 | 2021-03-16 | Stora Enso Oyj | Method and apparatus for producing microfibrillated cellulose fiber |
| DE102015223027A1 (de) * | 2015-11-23 | 2017-05-24 | Voith Patent Gmbh | Mahlgarnitur |
| KR101742439B1 (ko) * | 2016-10-17 | 2017-05-31 | 강금수 | 콩물제조기용 분쇄판 |
| WO2018075877A1 (en) * | 2016-10-22 | 2018-04-26 | Cahill Michell | A method for creation of cellulose nanofibrils with a refining plate |
| FI20175426A (fi) * | 2017-05-11 | 2018-11-12 | Valmet Technologies Oy | Teräsegmentti jauhimeen |
| US11141735B2 (en) | 2017-06-05 | 2021-10-12 | Valmet Technologies Oy | Refiner plate with wave-like groove profile |
| SE541970C2 (en) * | 2018-04-13 | 2020-01-14 | Valmet Oy | Refiner segment having bar weakening sections |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2035994A (en) * | 1934-10-03 | 1936-03-31 | Jr Daniel Manson Sutherland | Fiber refining and refiner |
| DE2535979C3 (de) * | 1975-08-12 | 1980-08-07 | Alf S.A., Freiburg (Schweiz) | Scheibenmühle |
| US4023737A (en) * | 1976-03-23 | 1977-05-17 | Westvaco Corporation | Spiral groove pattern refiner plates |
| FI53469C (fi) | 1976-07-02 | 1978-05-10 | Enso Gutzeit Oy | Malskiva |
| FI73256C (fi) * | 1984-10-19 | 1987-09-10 | Yhtyneet Paperitehtaat Oy | Malsegment. |
| US5165592A (en) * | 1992-03-31 | 1992-11-24 | J & L Plate, Inc. | Method of making refiner plate bars |
| US5467931A (en) | 1994-02-22 | 1995-11-21 | Beloit Technologies, Inc. | Long life refiner disc |
| US5476228A (en) * | 1994-03-07 | 1995-12-19 | Beloit Technologies, Inc. | Refiner disk with alternating depth grooves |
| US5690286A (en) * | 1995-09-27 | 1997-11-25 | Beloit Technologies, Inc. | Refiner disc with localized surface roughness |
| US5893525A (en) * | 1997-07-01 | 1999-04-13 | Durametal Corporation | Refiner plate with variable pitch |
| US6607153B1 (en) * | 1998-08-19 | 2003-08-19 | Durametal Corporation | Refiner plate steam management system |
| SE513807C2 (sv) * | 1999-03-19 | 2000-11-06 | Valmet Fibertech Ab | Malelement avsett för malapparater av skivtyp för bearbetning av fibermaterial |
| US6402071B1 (en) * | 1999-11-23 | 2002-06-11 | Durametal Corporation | Refiner plates with injector inlet |
| US7172148B2 (en) * | 2004-02-05 | 2007-02-06 | Andritz Inc. | Grooved pyramid disperger plate |
-
2003
- 2003-10-06 SE SE0302646A patent/SE525980C2/sv not_active IP Right Cessation
-
2004
- 2004-08-20 ES ES04775322T patent/ES2334919T3/es not_active Expired - Lifetime
- 2004-08-20 DE DE602004024904T patent/DE602004024904D1/de not_active Expired - Lifetime
- 2004-08-20 AT AT04775322T patent/ATE453453T1/de active
- 2004-08-20 CN CN2004800288189A patent/CN1863600B/zh not_active Expired - Lifetime
- 2004-08-20 JP JP2006532216A patent/JP2007507343A/ja not_active Withdrawn
- 2004-08-20 EP EP04775322A patent/EP1670592B1/en not_active Expired - Lifetime
- 2004-08-20 US US10/574,821 patent/US7445174B2/en active Active
- 2004-08-20 WO PCT/SE2004/001215 patent/WO2005032721A1/en active Application Filing
- 2004-08-20 CA CA002540937A patent/CA2540937A1/en not_active Abandoned
- 2004-08-20 BR BRPI0414808-8A patent/BRPI0414808A/pt not_active IP Right Cessation
- 2004-10-06 JP JP2006530319A patent/JP4685020B2/ja not_active Expired - Lifetime
- 2004-10-06 ES ES04767103T patent/ES2341773T3/es not_active Expired - Lifetime
- 2004-10-06 WO PCT/FI2004/000589 patent/WO2005032720A1/en active Application Filing
- 2004-10-06 US US10/572,763 patent/US7419112B2/en active Active
- 2004-10-06 BR BRPI0414472-4A patent/BRPI0414472B1/pt active IP Right Grant
- 2004-10-06 AT AT04767103T patent/ATE463301T1/de active
- 2004-10-06 DE DE602004026455T patent/DE602004026455D1/de not_active Expired - Lifetime
- 2004-10-06 CN CN2004800280524A patent/CN1859978B/zh not_active Expired - Lifetime
- 2004-10-06 EP EP04767103A patent/EP1670591B1/en not_active Expired - Lifetime
- 2004-10-06 CA CA2536794A patent/CA2536794C/en not_active Expired - Lifetime
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102378840A (zh) * | 2009-04-03 | 2012-03-14 | 美卓造纸机械公司 | 精磨机的精磨表面 |
| CN102378840B (zh) * | 2009-04-03 | 2014-06-25 | 维美德技术有限公司 | 精磨机的精磨表面、精磨机的精磨表面的刮刀段和精磨机 |
| CN105705243A (zh) * | 2013-08-05 | 2016-06-22 | 夏普株式会社 | 臼和具有该臼的饮料制造装置 |
| CN105705243B (zh) * | 2013-08-05 | 2018-07-03 | 夏普株式会社 | 臼和具有该臼的饮料制造装置 |
| CN105934317A (zh) * | 2013-12-20 | 2016-09-07 | Cvp无污染塑料有限公司 | 用于去除在塑料碎片上的污染物的设备 |
| CN105934317B (zh) * | 2013-12-20 | 2019-07-12 | Cvp无污染塑料有限公司 | 用于去除在塑料碎片上的污染物的设备 |
| CN105178086A (zh) * | 2014-06-13 | 2015-12-23 | 维美德技术有限公司 | 磨浆机以及用于磨浆机的刮刀元件 |
| CN109317254A (zh) * | 2015-04-24 | 2019-02-12 | 福伊特专利有限公司 | 用于加工水基的悬浮纤维料的加工配件 |
| CN109154142A (zh) * | 2016-05-04 | 2019-01-04 | 福伊特专利有限公司 | 用于对处理纤维的设备进行控制的方法 |
| CN107022919B (zh) * | 2017-05-27 | 2019-04-05 | 安德里茨(中国)有限公司 | 磨浆机转子及磨浆机 |
| CN107022919A (zh) * | 2017-05-27 | 2017-08-08 | 安德里茨(中国)有限公司 | 磨浆机转子及磨浆机 |
| CN111182973A (zh) * | 2017-12-01 | 2020-05-19 | 维美德公司 | 设有带边缘产生棒条腔体的精磨棒条的精磨板 |
| CN111182973B (zh) * | 2017-12-01 | 2021-08-31 | 维美德公司 | 设有带边缘产生棒条腔体的精磨棒条的精磨板 |
| CN112424420A (zh) * | 2018-07-18 | 2021-02-26 | 迈克尔·亚罗利姆 | 用于处理纤维的设备和方法 |
| CN112813720A (zh) * | 2019-11-18 | 2021-05-18 | 维美德公司 | 用于精磨木质纤维素材料的精磨机和用于这种精磨机的精磨磨片 |
| CN112813720B (zh) * | 2019-11-18 | 2023-01-17 | 维美德公司 | 用于精磨木质纤维素材料的精磨机和用于这种精磨机的精磨磨片 |
| CN112844684A (zh) * | 2020-12-31 | 2021-05-28 | 广东海鹏竹纤维新材料科技有限公司 | 一种木质微细纤维的横向解离可控制备机及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4685020B2 (ja) | 2011-05-18 |
| EP1670592A1 (en) | 2006-06-21 |
| CA2536794A1 (en) | 2005-04-14 |
| CN1859978B (zh) | 2010-12-08 |
| ATE453453T1 (de) | 2010-01-15 |
| BRPI0414472A (pt) | 2006-11-14 |
| CA2540937A1 (en) | 2005-04-14 |
| US20070084952A1 (en) | 2007-04-19 |
| CN1863600A (zh) | 2006-11-15 |
| ES2341773T3 (es) | 2010-06-28 |
| WO2005032721A1 (en) | 2005-04-14 |
| WO2005032720A1 (en) | 2005-04-14 |
| EP1670591A1 (en) | 2006-06-21 |
| SE0302646D0 (sv) | 2003-10-06 |
| SE0302646L (sv) | 2005-04-07 |
| EP1670591B1 (en) | 2010-04-07 |
| JP2007507343A (ja) | 2007-03-29 |
| US7419112B2 (en) | 2008-09-02 |
| JP2007507336A (ja) | 2007-03-29 |
| US7445174B2 (en) | 2008-11-04 |
| SE525980C2 (sv) | 2005-06-07 |
| BRPI0414472B1 (pt) | 2015-07-21 |
| ES2334919T3 (es) | 2010-03-17 |
| US20070057102A1 (en) | 2007-03-15 |
| DE602004024904D1 (de) | 2010-02-11 |
| DE602004026455D1 (de) | 2010-05-20 |
| BRPI0414808A (pt) | 2006-11-14 |
| CA2536794C (en) | 2011-12-13 |
| CN1863600B (zh) | 2011-02-02 |
| ATE463301T1 (de) | 2010-04-15 |
| EP1670592B1 (en) | 2009-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1859978A (zh) | 用于精磨机的精磨表面和叶片部分 | |
| US8573522B2 (en) | Refiner and method for refining fibrous material | |
| US9133579B2 (en) | Refiner and blade element | |
| CN102066658B (zh) | 精炼机及用于精炼纤维材料的方法 | |
| CN103122595B (zh) | 具有弯曲磨条和锯齿状引导侧壁的锥形转子磨片元件 | |
| CN103806322B (zh) | 具有弯曲磨条和锯齿状前缘的定子精炼机板元件 | |
| CN101883893B (zh) | 精浆机 | |
| CA2639890C (en) | Multi-zone paper fiber refiner | |
| US9050602B2 (en) | Refining surface for a refiner | |
| EP1969177B1 (en) | Refiner blade and segment, as well as a method of forming them and a method of modifying blade grooves | |
| US9222219B2 (en) | Blade element | |
| CN115516166A (zh) | 用于精磨机的刀片元件 | |
| JP2024111814A (ja) | 精練セグメント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: Espoo, Finland Patentee after: VALMET TECHNOLOGIES OY Address before: Helsinki Patentee before: Metso Paper, Inc. |
|
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20101208 |