CN1357948A - Electric connector and manufacture of its terminal and core seat - Google Patents
Electric connector and manufacture of its terminal and core seat Download PDFInfo
- Publication number
- CN1357948A CN1357948A CN 00135014 CN00135014A CN1357948A CN 1357948 A CN1357948 A CN 1357948A CN 00135014 CN00135014 CN 00135014 CN 00135014 A CN00135014 A CN 00135014A CN 1357948 A CN1357948 A CN 1357948A
- Authority
- CN
- China
- Prior art keywords
- terminal
- core
- electric connector
- seat
- core print
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Abstract
The electric connector includes insulating body, shielding casing and terminal core seat, and the insualting body has a holding space for holding the terminal core seat comprising terminal and core seat casing. The terminal core seat is manufactured via the four steps of: punching material belt into terminals with connecting part in proper position while maintaining the drawing part on one side of the terminals; embedding to form the core saet casing in the terminal connecting part and with through hole; cutting terminals to eliminate drawing belt and connecting part; and bending the terminals in proper angle and assembling the terminals into the holding space of the insulating body.
Description
The invention relates to a kind of manufacture method of structure and terminal and core seat thereof of electric connector, refer to that especially a kind of direct edge of metal material belt one end that utilizes buries moulding to obtain the manufacture method of terminal and core seat.
Along with the continuous development of Information technology, the transmission of the communication and the network signal of telecommunication presents at a high speed, the trend of high frequency, therefore the connector terminals quality is proposed higher requirement.Especially be applied to the modularity connector terminals that communication cable and network cable are connected with the electric room telecommunication, because of it needs more elongated Elastic Contact end usually, so its same flatness and normotopia degree are difficult to hold in the manufacture process of this terminal, and bury in the processing procedure of its terminal and core seat of moulding at edge, the terminal strip of this elongate is vulnerable to the impact of high pressing mold stream and causes serious consequences such as terminal generation deflection, distortion even fracture.Prior art related to the present invention can be referring to the content of No. the 6th, 022,245, No. the 86209807th, TaiWan, China patent application, No. 86209808 and United States Patent (USP).As shown in Figures 1 and 2, the two ends of metal material belt 900 are traction belts 910, be many rows terminal group 920 of interval punching out between two traction belts 910, bury moulding through edge and obtain in the process of terminal base 930 that this terminal 920 only borrows this two traction belt 910 that the location of terminal is provided.But, the distortional stress that the terminal that will cause like this being accommodated in the terminal base 930 produces in the punching out process can't be eliminated, treat that these terminal base 930 moulding finish the back when cutting off traction belt 910, the distortional stress of this terminal will cause the warpage of terminal ends, and can't guarantee preferable same flatness, make that the quality of product is bad.
Therefore, the manufacture method that needs a kind of brand-new terminal base to be overcoming above-mentioned shortcoming, thereby promotes the overall mechanical properties and the electric property of this electric connector.
Main purpose of the present invention is to promote the non-deformability of elongate terminal, still can possess preferable same flatness and normotopia degree to guarantee terminal after inlaying the hyperbaric environment of burying moulding.
Another object of the present invention is in time remove the distortional stress that terminal is produced in the punching out process, make terminal keep preferable same flatness.
For achieving the above object, electric connector of the present invention comprises insulating body, shielding casing and terminal and core seat, wherein insulating body is provided with receiving space, terminal and core seat is contained in this receiving space, it comprises plurality of terminals and core print seat housing, and the manufacturing of this terminal and core seat mainly comprises following four steps: the strip punching out, promptly make the certain terminal in a row of number in the metal material belt upper punch, the terminal appropriate position is provided with connecting portion, and only keeps the traction belt of terminal one side; Edge buries moulding, promptly becomes the core print housing in terminal connecting portion place, and this core print seat housing corresponding terminal connecting portion is provided with through hole; Cut terminal, be about to terminal traction belt and connecting portion and excise respectively; At last terminal bending one suitable angle is organized in the receiving space of insulating body again.
Because adopt such scheme, electric connector of the present invention can guarantee that not only terminal still can keep good same flatness and normotopia degree after hyperbaric environment, simultaneously, can in time remove the distortional stress that terminal is produced in the punching out process.
The invention will be further described below in conjunction with drawings and Examples.
Fig. 1 is the existing front view of bonder terminal after cutting.
Fig. 2 is the front view after existing connector edge buries the forming ends stroma.
Fig. 3 is the stereogram of terminal after bending of terminal and core seat of the present invention.
Fig. 4 is the front view of terminal of the present invention after the strip punching out.
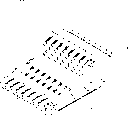
Fig. 5 is that the present invention inlays the front view that buries the forming terminal core print seat.
Fig. 6 is the front view behind the terminal and core seat excision strip of the present invention.
Fig. 7 is the end view of terminal after bending of terminal and core seat of the present invention.
Fig. 8 is corresponding to the stereogram of Fig. 5 terminal and core seat of the present invention when strip does not block as yet.
Fig. 9 is the three-dimensional exploded view that terminal and core seat of the present invention is applied to electric connector.
Figure 10 is the three-dimensional combination figure of electric connector of the present invention.
See also Figure 10, electric connector 200 of the present invention is electric connector for socket.Figure 3 shows that the structure of these electric connector 200 terminal and core seats 100, it comprises that plurality of terminals 20 reaches and the core print seat housing 30 of plurality of terminals 20 one ejection formations, this terminal 20 comprises welding ends 22 that is placed in core print seat housing 30 inside and the Elastic Contact end 21 that bends certain angle, the tip of this welding ends 22 (not label) is the outside that is exposed to this core print seat housing 30, and is positioned at the homonymy of core print seat housing 30 with Elastic Contact end 21.The upper surface 32 and the lower surface 33 of this core print seat housing 30 run through in the appropriate position of core print seat housing 30 below Elastic Contact end 21, a through hole 31.
Seeing also Fig. 4 to Fig. 8, is to disclose the structure of terminal and core seat 100 through intermediate products that each manufacturing step obtains respectively.The first step is a strip punching out step, promptly punching out obtains the terminal 20 set in a row on metal material belt 10, and make the certain terminal group of numbers of terminals (not label) on demand, strip 10 1 ends are traction belt 11, it is provided with some towing pads 12 so that the location of successive process terminal 20 to be provided, in appropriate position punching out some connecting portions 13 are arranged on this metal material belt 10 away from aforementioned traction belt 11 other ends, this connecting portion 13 is used to connect adjacent two-terminal 20, and, this terminal 20 is contact jaws 21 of terminal 20 near traction belt 11 1 ends, the opposite end of this contact jaw 21 is welding endss 22 of terminal 20, and the resulting semi-finished product of this step as shown in Figure 4; Second step was that edge buries moulding, before carrying out this step, the welding ends 22 of terminal 20 will be processed into specific bending structure through the mould tool, and bury moulding one core print seat housing 30 in connecting portion 13 positions edges, corresponding connection parts 13 is provided with consistent punching seat housing 30 upper and lower surperficial 32,33 through holes 31, the semi-finished product of this step gained such as Fig. 5 and shown in Figure 8 on this core print seat housing 30; The 3rd step was cutting of terminal 20, promptly at first traction belt 11 was cut off the contact jaw 21 in terminal 20, utilized tool (figure does not show) via the through hole 31 of core print seat housing 30 connecting portion 13 to be cut then, and the semi-finished product of this step gained as shown in Figure 6; The 4th step was the bending of terminal 20, was about to the suitable angle of contact jaw 21 bendings of the 3rd step gained semi-finished product terminal 20, thereby obtained rubber-like terminal 20 contact jaws 21, and the semi-finished product of this step gained as shown in Figure 7.
See also Fig. 9, electric connector 200 of the present invention is a socket connector, and this socket connector 200 comprises insulating body 201, terminal and core seat 100, be coated on the shielding casing 202 in insulating body 201 outsides and be arranged at two indicator lights 203 on the insulating body 201.These insulating body 201 inside are provided with a receiving space 204 to dock with butt connector (figure does not show).This terminal and core seat 100 is through aforementioned processing procedure gained, comprise that core print seat housing 30 reaches and the Elastic Contact end 21 and the welding ends 22 of these core print seat housing 30 integrated terminals 20, this core print seat housing 30 is provided with a through hole 31 in the appropriate position of terminal 20 Elastic Contact ends 21 belows and runs through this core print seat housing 30, and this through hole is to form in the manufacture process of aforementioned terminal and core seat 100.This terminal and core seat 100 portion after the body 201 that insulate inserts the receiving space 204 in the insulating body 201, and realizes electrically connecting with the terminal of butt connector.
Claims (8)
1. the manufacture method of an electric connector terminal core print seat comprises strip punching out step, is about to the terminal board that metal material belt strikes out tool special terminal number; Edge buries forming step; Cut the terminal step; Terminal bending step is about to bend suitable angle through the terminal of above-mentioned steps gained terminal and core seat, thereby obtains terminal and core seat; It is characterized in that: in strip punching out step, terminal board only keeps the traction belt of an end, and is formed with connecting portion in the appropriate position at the close middle part of terminal board; Bury in the forming step at edge, become the core print housing in terminal connecting portion place, this core print seat housing corresponding terminal connecting portion is provided with through hole; In cutting the terminal step, terminal traction belt and connecting portion are excised respectively.
2. the manufacture method of electric connector terminal core print seat according to claim 1 is characterized in that: after strip punching out step, the connecting portion on this terminal board is to be located near terminal board middle part and away from the opposite side of traction belt.
3. the manufacture method of electric connector terminal core print seat according to claim 1 is characterized in that: before edge buries forming step, terminal bending step is set further, an end that is about to terminal tool connecting portion is processed into the bending structure of tool given shape through the mould tool.
4. the manufacture method of electric connector terminal core print seat according to claim 3, it is characterized in that: edge buries forming step and promptly obtains the core print seat housing in the bending structure position of terminal through the mold moulding, and terminal board is to be exposed to this core print seat housing one suitable length and to form welding ends with respect to the other end of traction belt.
5. an electric connector comprises terminal and core seat and insulating body; It is characterized in that: terminal and core seat comprises that plurality of terminals reaches and the core print seat housing of this terminal one ejection formation, wherein this core print seat housing has upper and lower surface, appropriate position, middle part in upper surface is provided with the through hole that runs through the upper and lower surface of core print seat housing, and terminal is to be parallel to the upper surface extension and to pass through this through hole; This insulating body is provided with a receiving space to accommodate terminal and core seat.
6. electric connector according to claim 5, it is characterized in that: an end that extends the plurality of terminals of terminal and core seat is the Elastic Contact end that forms terminal through bending suitable angle, relatively the other end of this contact jaw is that part is placed in the terminal and core seat, and its end stretches out terminal and core seat and the terminal welding ends that forms.
7. electric connector according to claim 6 is characterized in that: this electric connector further comprises a shielding casing, and this shielding casing is coated on the periphery of insulating body.
8. electric connector according to claim 7 is characterized in that: this electric connector further comprises a pair of indicator light, and this indicator light can be installed on the insulating body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB001350145A CN1164015C (en) | 2000-12-07 | 2000-12-07 | Electric connector and manufacture of its terminal and core seat |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB001350145A CN1164015C (en) | 2000-12-07 | 2000-12-07 | Electric connector and manufacture of its terminal and core seat |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1357948A true CN1357948A (en) | 2002-07-10 |
| CN1164015C CN1164015C (en) | 2004-08-25 |
Family
ID=4596529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001350145A Expired - Fee Related CN1164015C (en) | 2000-12-07 | 2000-12-07 | Electric connector and manufacture of its terminal and core seat |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1164015C (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1595573B (en) * | 2003-09-09 | 2010-06-09 | 伊塔瑞士钟表制造股份有限公司 | Manufacturing and mounting method of electrical contacts for control members of small dimensions, in particular for the horological field |
| CN102214862A (en) * | 2010-04-02 | 2011-10-12 | 富士康(昆山)电脑接插件有限公司 | Manufacturing method of surface welding element and electric connector with same |
| CN102324647A (en) * | 2011-09-05 | 2012-01-18 | 番禺得意精密电子工业有限公司 | Electric connector terminal assembly method |
| CN101987332B (en) * | 2009-08-04 | 2012-10-03 | 富士康(昆山)电脑接插件有限公司 | Strengthening sheets and manufacturing method thereof |
| CN101997259B (en) * | 2009-08-10 | 2012-11-28 | 富士康(昆山)电脑接插件有限公司 | Electrical connector and assembling method thereof |
| CN103107473A (en) * | 2011-11-09 | 2013-05-15 | 汯璟股份有限公司 | Method for manufacturing terminal |
| CN103474859A (en) * | 2013-09-02 | 2013-12-25 | 信源电子制品(昆山)有限公司 | Terminal manufacturing method as well as manufacturing method of terminals and cores of electronic parts and components |
| CN104319522A (en) * | 2014-10-30 | 2015-01-28 | 昆山思瑞奕电子有限公司 | Electric coupler and forming method thereof |
| CN104466592A (en) * | 2014-07-15 | 2015-03-25 | 番禺得意精密电子工业有限公司 | Method for molding electric connector |
| CN104882700A (en) * | 2015-04-24 | 2015-09-02 | 连展科技(深圳)有限公司 | Plug electric connector |
| CN107275907A (en) * | 2016-04-08 | 2017-10-20 | 昆山德朋电子科技有限公司 | The manufacture method of electric connector |
| CN107834248A (en) * | 2017-09-29 | 2018-03-23 | 苏州华之杰电讯股份有限公司 | A kind of Micro SIM CARD connectors and its forming method |
| CN110729615A (en) * | 2019-10-28 | 2020-01-24 | 南京晶捷生物科技有限公司 | Method for manufacturing contact type spring sheet group |
-
2000
- 2000-12-07 CN CNB001350145A patent/CN1164015C/en not_active Expired - Fee Related
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1595573B (en) * | 2003-09-09 | 2010-06-09 | 伊塔瑞士钟表制造股份有限公司 | Manufacturing and mounting method of electrical contacts for control members of small dimensions, in particular for the horological field |
| CN101987332B (en) * | 2009-08-04 | 2012-10-03 | 富士康(昆山)电脑接插件有限公司 | Strengthening sheets and manufacturing method thereof |
| CN101997259B (en) * | 2009-08-10 | 2012-11-28 | 富士康(昆山)电脑接插件有限公司 | Electrical connector and assembling method thereof |
| CN102214862A (en) * | 2010-04-02 | 2011-10-12 | 富士康(昆山)电脑接插件有限公司 | Manufacturing method of surface welding element and electric connector with same |
| CN102324647B (en) * | 2011-09-05 | 2013-06-12 | 番禺得意精密电子工业有限公司 | Electric connector terminal assembly method |
| CN102324647A (en) * | 2011-09-05 | 2012-01-18 | 番禺得意精密电子工业有限公司 | Electric connector terminal assembly method |
| TWI481135B (en) * | 2011-11-09 | 2015-04-11 | Riidea Inc | The manufacturing method of the terminal |
| CN103107473A (en) * | 2011-11-09 | 2013-05-15 | 汯璟股份有限公司 | Method for manufacturing terminal |
| CN103474859A (en) * | 2013-09-02 | 2013-12-25 | 信源电子制品(昆山)有限公司 | Terminal manufacturing method as well as manufacturing method of terminals and cores of electronic parts and components |
| CN103474859B (en) * | 2013-09-02 | 2015-11-25 | 信源电子制品(昆山)有限公司 | The manufacture method of terminal manufacture method and terminal and electronic devices and components core body |
| CN104466592B (en) * | 2014-07-15 | 2017-01-04 | 番禺得意精密电子工业有限公司 | The method of molding electric connector |
| CN104466592A (en) * | 2014-07-15 | 2015-03-25 | 番禺得意精密电子工业有限公司 | Method for molding electric connector |
| CN104319522A (en) * | 2014-10-30 | 2015-01-28 | 昆山思瑞奕电子有限公司 | Electric coupler and forming method thereof |
| CN104882700A (en) * | 2015-04-24 | 2015-09-02 | 连展科技(深圳)有限公司 | Plug electric connector |
| CN104882700B (en) * | 2015-04-24 | 2024-07-05 | 连展科技(深圳)有限公司 | Plug electric connector |
| CN107275907A (en) * | 2016-04-08 | 2017-10-20 | 昆山德朋电子科技有限公司 | The manufacture method of electric connector |
| CN107275907B (en) * | 2016-04-08 | 2019-11-29 | 昆山德朋电子科技有限公司 | The manufacturing method of electric connector |
| CN107834248A (en) * | 2017-09-29 | 2018-03-23 | 苏州华之杰电讯股份有限公司 | A kind of Micro SIM CARD connectors and its forming method |
| CN107834248B (en) * | 2017-09-29 | 2023-06-20 | 苏州华之杰电讯股份有限公司 | Forming method of Micro-SIM CARD connector |
| CN110729615A (en) * | 2019-10-28 | 2020-01-24 | 南京晶捷生物科技有限公司 | Method for manufacturing contact type spring sheet group |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1164015C (en) | 2004-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1164015C (en) | Electric connector and manufacture of its terminal and core seat | |
| CN1091981C (en) | Modular jack type connector | |
| US9748703B2 (en) | High performance cable with faraday ground sleeve | |
| US4231628A (en) | Electrical connector receptacles | |
| CA2232842C (en) | Reduced cross talk electrical connector | |
| CN101569064B (en) | Outer conductor terminal | |
| CN100401595C (en) | Connector assembly | |
| US4269467A (en) | Electrical connector receptacle having molded conductors | |
| US4292736A (en) | Method for making jack type receptacles | |
| EP0637104B1 (en) | Connector for flexible flat cable | |
| CN101557059B (en) | Electric connector and fabricating method thereof | |
| US6193526B1 (en) | Wiring unit with angled insulation displacement contacts | |
| US20090305543A1 (en) | Connector And Method Of Terminating Electric Leads To A Connector | |
| CN1282994A (en) | Technology for making low-friction telecommunication terminels and its products | |
| US4327958A (en) | Connector jack | |
| US11817644B2 (en) | Electrical connector and method of manufacturing the same | |
| US6665932B2 (en) | SMT connector and method of production of same | |
| CN1038967C (en) | Strain relief for insulation displacement contact | |
| CN1296314A (en) | Next generation interconnector | |
| JPH11505664A (en) | Wire connection system | |
| CN2571009Y (en) | Electric coupler assembly | |
| JP3179996B2 (en) | Method for manufacturing press-fit joint connector and method for press-fitting electric wire | |
| US4187606A (en) | Flexible electrical jumper and method of making same | |
| CN1218445C (en) | Electric connector including device for end connecting high speed electric cable shield layer | |
| KR19990072312A (en) | Method of manufacturing electrical terminals and terminal modules |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040825 Termination date: 20121207 |