CN1316534A - 用于生产低氧铜的设备 - Google Patents
用于生产低氧铜的设备 Download PDFInfo
- Publication number
- CN1316534A CN1316534A CN01104992A CN01104992A CN1316534A CN 1316534 A CN1316534 A CN 1316534A CN 01104992 A CN01104992 A CN 01104992A CN 01104992 A CN01104992 A CN 01104992A CN 1316534 A CN1316534 A CN 1316534A
- Authority
- CN
- China
- Prior art keywords
- copper
- molten copper
- molten
- oxygen
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 0 *C*1CCCC1 Chemical compound *C*1CCCC1 0.000 description 2
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/005—Continuous casting of metals, i.e. casting in indefinite lengths of wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0602—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by a casting wheel and belt, e.g. Properzi-process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/113—Treating the molten metal by vacuum treating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B15/00—Obtaining copper
- C22B15/0026—Pyrometallurgy
- C22B15/006—Pyrometallurgy working up of molten copper, e.g. refining
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/006—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals with use of an inert protective material including the use of an inert gas
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/05—Refining by treating with gases, e.g. gas flushing also refining by means of a material generating gas in situ
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S29/00—Metal working
- Y10S29/005—Method or apparatus with casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49988—Metal casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49988—Metal casting
- Y10T29/49989—Followed by cutting or removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49988—Metal casting
- Y10T29/49991—Combined with rolling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Continuous Casting (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
一种连续地生产低氧铜锭的设备,包括:一个熔化炉,在所述熔化炉中在还原气氛下进行燃烧以生产熔融铜;一个用于将来自熔化炉的熔融铜保持在一个预定温度下的均热炉;一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;一个能够利用来自所述中间包的熔融铜连续地生产铸铜的连铸机;以及一个用于将所述铸铜切割成预定长度的切割装置。
Description
本发明涉及通过对在一个熔化炉中所生产的熔融铜进行连续浇注来连续地生产氧含量被控制在较低程度的低氧铜的设备。
低氧铜(在一些情况下被称为“无氧铜”)已得到广泛地应用以生产各种形状的材料,例如锭料(诸如圆坯和方坯);轧制板材;线材以及切割成的形状,在所述低氧铜中,氧含量被控制在20ppm或小于20ppm,最好在1ppm至10ppm的范围内。对于一种用于生产低氧铜的方法,可以使用这样一种方法,在该方法中,在一个高频炉(诸如一种槽型感应炉或者一种无芯感应炉)中生产熔融铜,将所述熔融铜输送到一个连铸机中同时使其保持在一个气密氛围下,接着进行浇注。
当利用上述一种高频炉生产低氧铜时,所具有的优点是,利用一种简单的操作即可容易地得到一个较高的温度,由于在熔融铜的生产中不发生化学反应,因此产品质量非常均匀。但是,另一方面,所具有的缺点是,制造成本和操作成本高,另外生产率低。
为了以较低成本进行大规模的低氧铜生产,最好使用一种利用一燃气炉(诸如一种竖炉)的方法。但是,当使用上述一种燃气炉时,由于在所述炉中进行燃烧(即,出现氧化),因此必须利用一种还原处理方法对氧化的熔融铜进行处理。这是所述燃气炉的缺点,而当使用一种高频炉时则观察不到。因此,不能生产低氧铜,除非能够在将熔融铜输送到一个连铸机之前在一个输送熔融铜的步骤中利用一种还原气体和/或一种惰性气体降低熔融铜中所含有的氧。
另外,即使当进行上述脱氧步骤时,气孔也将形成在所述低氧铜中并且在一些情况下可能导致缺陷生成(诸如气泡生成)。在上述情况中,将降低低氧铜的质量。特别是,当生产一种铜线时,上述气孔将在轧制步骤中产生缺陷,从而所生产的铜线质量差。因此,人们相信,利用一种燃气炉难以生产出高质量的低氧铜,因而,在实际生产中,大部分的低氧铜是利用一种高频炉生产的。
当熔融铜凝固时由于熔融铜中气体溶解性降低而由氢氧结合所产生的水蒸气(H2O)气泡形成上述气孔。在所述熔融铜冷却和凝固时所述气泡被截留并且留在低氧铜中,从而生成气孔。根据热力学理论,熔融铜中的氢浓度和氧浓度可用下面这个方程式表示。
在该方程式(A)中,[H]表示熔融铜中的氢浓度,[O]表示熔融铜中的氧浓度,PH2O表示在该气氛下水蒸气的一个局部压力,以及K表示一个平衡常数。
由于所述平衡常数K是温度的一个函数并且在一个恒定温度下是不变的,因此熔融铜中氧浓度与氢浓度是成反比的。因此,根据所述方程式(A),利用还原反应进行一种脱氧处理将会使氢浓度增大,从而在凝固时易于产生气孔,因此仅能生产低质量的低氧铜锭。
另一方面,利用一种氧化还原方法在一种接近完全燃烧的状态下,通过熔化铜能够获得含氢浓度低的熔融铜,所述氧化还原方法是一种常用的除气方法。但是,在一个后续的脱氧步骤中,必须为熔融铜保证一个长的移动距离,因此,上述方法不能在实际中使用。
针对上述问题,本发明的一个目的在于,提供一种用于生产低氧铜的设备,其中在无需为熔融铜保证一个长移动距离的情况下进行脱氢处理,并且在凝固时可抑制气孔生成,从而可获得高表面质量的高质量低氧铜。
本发明所涉及的一种用于连续生产低氧铜锭的设备,包括:一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包(turn-dish)的浇注槽;一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;一个能够利用来自所述中间包的熔融铜连续地生产铸铜的连铸机;以及一个用于将所述铸铜切割成预定长度的切割装置。
在本发明所涉及的生产低氧铜的设备中,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
在本发明所涉及的生产低氧铜的设备中,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
本发明所涉及的一种用于连续生产低氧铜线材的设备,包括:一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;一个能够利用来自所述中间包的熔融铜连续地生产铸铜的带式连铸机;以及一个用于对所述铸铜进行轧制以生产所述低氧铜线材的轧机。
在所述用于生产低氧铜线材的设备中,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
在本发明所涉及的生产低氧铜线材的设备中,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
本发明所涉及的一种用于连续生产一种低氧铜合金线材的方法,包括:一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;一个用于将银添加到脱氢后的熔融铜中的添加装置;一个能够利用来自所述中间包的熔融铜连续地生产铸铜合金的带式连铸机;以及一个用于对所述铸铜合金进行轧制以生产所述低氧铜合金线材的轧机。
在所述用于生产低氧铜合金线材的设备中,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
在所述用于生产低氧铜合金线材的设备中,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
本发明所涉及的一种用于连续生产一种含有在镀铜中所用磷的低氧铜基底材料的方法,包括:一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;一个用于将磷添加到脱氢后的熔融铜中的添加装置;一个能够利用来自所述中间包的熔融铜连续地生产铸铜基底材料的带式连铸机;以及一个用于对所述铸铜基底材料进行轧制以生产所述含有在镀铜中所用磷的低氧铜基底材料的轧机。
在所述用于生产低氧铜基底材料的设备中,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
在所述用于生产低氧铜基底材料的设备中,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
在所述用于生产低氧铜基底材料的设备中还包括一个将所述轧机轧制成的低氧铜基底材料切割成预定长度的切割装置。
在所述用于生产低氧铜基底材料的设备中还包括一个用于对由切割装置获得的具有预定长度的所述低氧铜基底材料进行洗涤的洗涤装置。
在上述用于生产低氧铜的设备中,在一个熔化炉中在一种还原气氛下进行燃烧以使熔融铜脱氧。所述脱氧的熔融铜在所述浇注槽中被密封在一种非氧化的气氛中并且接着被输送到所述中间包。由于如上所述,氧的浓度与氢的浓度是成反比的,因此在所述熔化炉内脱氧的熔融铜中的氢浓度增大。当熔融铜经过所述浇注槽时,含氧浓度较高,利用所述除气装置进行脱氢。因此,在浇注中析出的气体量减少,在一种铸铜中气孔的生成受到抑制,从而减少了低氧铜表面上的缺陷。
另外,当在所述除气步骤中对熔融铜进行搅动时,迫使熔融铜中所含的氢排出,从而可进行脱氢。即,由于所述用于搅动熔融铜的装置设置在所述浇注槽中,在熔融铜到达中间包之前与所述搅动装置接触的熔融铜受到搅动,从而,熔融铜能够很好地与用于形成一种非氧化气氛的被吹入到所述浇注槽中的一种惰性气体接触。在上述步骤中,由于在所述惰性气体中氢的部分压力与熔融铜中的相比是非常低的,因此熔融铜中的氢在由所述惰性气体所形成的非氧化气氛中被吸收,从而可使熔融铜脱氢。
另外,当在所述浇注槽中熔融铜经过之处设置一种挡堰时,熔融铜在所述除气步骤中蜿蜒流动,并且熔融铜利用其剧烈的流动而受到搅动。即,熔融铜可利用熔融铜的流动而被自动地搅动。如上所述,由于熔融铜剧烈地上下左右地流动,因此经过所述浇注槽的熔融铜能够很好地与惰性气体接触,从而可进一步提高除气效果。
在上述情况下,设置在所述流动通道中的挡堰最好为一种条形、一种板形或者类似形状。另外,可沿着熔融铜的流动方向或者在与该方向垂直的方向上设置多个挡堰。另外,当挡堰例如由碳制成时,还可通过熔融铜与碳之间的接触而有效地进行脱氧处理。
图1是表示一个根据本发明第一实施例所述的用于生产一种低氧铜锭的设备结构的示意图;
图2A是表示图1中一个浇注槽的一个重要部分的放大平面图;
图2B是表示图1中一个浇注槽的一个重要部分的放大侧视图;
图3是表示一个根据本发明第二实施例所述的用于生产一种低氧铜线材的设备结构的示意图;
图4是表示利用本发明第二实施例所生产的低氧铜线材的气体析出性能与利用一种常规浸渍成形方法所生产的一种低氧铜线材的气体析出性能相比对的图表;
图5是表示一个根据本发明第三实施例所述的用于生产一种低氧铜合金线材的设备结构的示意图;
图6A至图6D是表示根据本发明第三实施例所生产的低氧铜合金线材表面上缺陷的图表;
图7是表示一个根据本发明第四实施例所述的用于生产一种含有在镀铜中所用磷的铜基底材料的设备结构的示意图;
图8是表示一个根据本发明第四实施例的另一个变型所述的用于生产一种低氧铜基底材料的设备中重要部分的示意图。
现将参照附图对本发明所涉及的生产低氧铜的设备的实施例进行详细描述。在下面所述的实施例中,“低氧铜”指的是含氧浓度为20ppm或小于20ppm的铜或者一种铜合金,含氧浓度在1ppm至10ppm之间最好。
第一实施例
首先参照图1、2A和2B对第一实施例进行描述。该实施例涉及一种生产低氧铜锭的设备。
图1是表示一个用于生产低氧铜锭的设备结构的示意图,所述设备用于本发明的这个实施例中,图2A和2B分别是放大的平面图和侧视图,每一个图都示出了图1中的一个重要部分。
一个用于生产低氧铜锭的设备(一个用于生产低氧铜的设备)101由一个熔化炉A、一个均热炉B、一个浇注槽C、一个连铸机D、一个切割装置E和一个输送装置F构成。
对于所述熔化炉A,最好采用具有一个圆筒形炉体的燃气炉,诸如一种竖炉。在所述熔化炉A下方,沿着所述熔化炉A的圆周方向设置多个燃烧器(未示出),所述燃烧器是以一个堆叠在另一个上的方式设置的以与需要熔化的铜量相符。在所述熔化炉A中,燃烧是在一种还原气氛中进行的以形成熔融铜(熔融液体)。例如,可通过增大由一种天然气和空气所构成的混合气体中的燃料比来获得所述还原气氛。特别是,与一种一氧化碳(CO)浓度为0.2%至0.6%的废气相比,所述空气燃料比应被控制到2%至5%。如上所述,由于燃烧是在一种还原气氛中进行的,因此熔融铜被脱氧。
所述均热炉B是一种用于临时存储来自于熔化炉A的熔融液体以及将熔融液体提供给所述浇注槽C同时还能保持熔融液体温度的炉子。
所述浇注槽C在一种非氧化气氛中密封来自于均热炉B的熔融液体并且将所述熔融液体送至中间包5a。如图2B中所示,所述浇注槽C中一个流动通道(熔融铜流动通道)31的上表面被一个盖8覆盖,因而所述浇注槽C中的流动通道31被密封。例如可通过将一种由氮和一氧化碳所构成的混合气体或者一种惰性气体(诸如氩气)吹入到所述浇注槽C中来获得所述非氧化气氛。
如图2A和2B中所示,所述浇注槽C中熔融铜流动通道31设有一个搅动装置(除气装置)33以对流过所述浇注槽C的熔融液体进行一种除气处理,所述除气处理包括一种脱氢处理。所述搅动装置33由挡堰33a、33b、33c和33d构成以使熔融液体在流过这些挡堰时受到剧烈的搅动。
所述挡堰33a设置在熔融铜流动通道31的上侧,即设置在所述盖8上。另外,所述挡堰33b设置在用于熔融铜流动通道31的下侧,所述挡堰33c设置在用于熔融铜流动通道31的左侧,所述挡堰33d设置在用于熔融铜流动通道31的右侧。通过以上述方式设置所述挡堰33a、33b、33c和33d,可使熔融液体沿着如图2B中箭头所示方向上下左右流动以形成剧烈的搅动,从而可进行一种除气处理。在图2B中,附图标记32表示的是熔融液体的表面。
所述挡堰33c和33d使熔融液体的移动距离长于熔融铜流动通道的实际长度31,这样,即使所述浇注槽C比较短,也可提高除气处理的效率。另外,挡堰33a和33b用于防止所述非氧化气氛中的气体在进行除气处理之前和之后相互混合,同样,挡堰33a和33b还用于防止在进行除气处理之前的熔融铜与在进行除气处理之后的熔融铜相互混合。
所述搅动装置33主要用于进行一种脱氢处理;但是所述搅动装置33还可通过搅动使留在所述熔融液体中的氧被排出。即,在所述除气处理中,进行脱氢处理和二次脱氧处理。在所述挡堰33a、33b、33c和33d例如是由碳制成的情况下,利用熔融铜与碳之间的接触可有效地进行脱氧处理。
在熔融铜经过所述均热炉B后必须在一个输送熔融铜的步骤中进行所述除气处理。这是因为为了生产低氧铜锭在均热炉B中需要在一种还原气氛中进行燃烧或者利用一种还原剂进行脱氧处理,根据上述平衡方程式(A)所述熔融铜中氢的浓度在所述均热炉B中必然会增大。
另外,最好不在正好位于所述连铸机D前面的中间包5a处进行除气处理。这是因为当熔融液体移动以致于所述熔融液体例如因沸腾而受到剧烈的搅动时,所述熔融液体的表面剧烈地振荡,从一个浇注口(未示出)(后面将描述的)流出的熔融液体的压头将会改变,从而使所述熔融液体不能以稳定的形式供给到所述连铸机D中。相反,当所述熔融液体的表面不出现剧烈的振荡时,除气处理也不能达到令人满意的效果。因此,所述除气处理最好在将熔融液体从均热炉B输送到中间包5a的步骤中进行。
所述中间包5a在熔融液体流动方向的端部处设有所述浇注口(未示出)以使熔融液体能够从中间包5a被供给到连铸机D中。
所述连铸机D通过所述浇注槽C与均热炉B相连。所述连铸机D是一种所谓的立式浇注设备,它具有一个结晶器(mould)41和张拉辊42,在所述连铸机中,当熔融铜冷却时,熔融铜在一个接近竖直的方向上被拉至下侧以形成具有一个预定截面形状的铸铜21a。可根据作为所得到的一种产品的低氧铜锭(低氧铜)23a的形状任意地选择所述铸型41和张拉辊42的形状和位置。例如,当低氧铜锭23a被制成一种接近圆柱形的坯料时,可使用具有圆柱形截面形状的所述铸型41和具有与其形状相符的张拉辊42。当需要制成的是方坯时,可使用具有矩形截面形状的所述铸型41和具有与其形状相符的张拉辊42。在图1中所示的低氧铜锭23a为方坯。
在该实施例中,使用的是所述立式连铸机,但是也可使用一种用于在水平方向上生产铸锭的水平连铸机。
所述切割装置E用于将由所述连铸机D所生产的铸铜21a切割成预定长度的坯料。可使用一种具有一个旋转圆盘刀的飞锯作为所述切割装置E,另外,也可使用其它能够切割铸铜21a的结构。
所述输送装置F由一个吊斗51、一个升降装置52和一个输送装置53构成。
所述吊斗51位于所述连铸机D的正下方,用于接收由所述切割装置E所形成的具有预定长度的低氧铜锭23a并且将所述铜锭23a放到所述升降装置52上。
所述升降装置52将由所述吊斗52放于其上的低氧铜锭23a提升至所述输送装置53所处位置。
所述输送装置53输送由升降装置52所提升的低氧铜锭23a。
下面将对利用具有上述结构的生产设备101生产一种低氧铜锭的方法进行描述。
首先在所述熔化炉A中在一种还原气氛下进行燃烧以生产熔融铜同时使其脱氧(生产熔融铜的步骤)。经过所述均热炉B被输送到所述浇注槽C的脱氧熔融铜被密封在一种非氧化的气氛中并且接着被输送到所述中间包5a(输送熔融铜的步骤)。由于氧的浓度与氢的浓度是成反比的,因此在所述熔化炉A中被脱氧的熔融铜中的氢浓度增大。在所述熔融铜通过所述浇注槽C时,利用所述搅动装置33使具有高氢浓度的熔融铜脱氢(除气步骤)。
根据上述步骤,熔融铜中的氧含量被控制在20ppm或者小于20ppm,氢含量被控制在1ppm或者小于1ppm。因此,在浇注中析出的气体量得到降低,并且可抑制在铸铜21a中气孔的产生。
另外,根据平衡方程式(A),由于当金属流的部分压力降低时熔融铜中的气体浓度降低,因此在经过脱氢处理之前的熔融铜与脱氢处理后的熔融铜能够理想地分开的情况下,能够进一步提高除气效果。例如可通过在所述输送熔融铜的步骤中提供上述搅动装置33来提高上述除气效果。即,上述搅动装置33还用于防止所述非氧化气氛中的气体在进行除气处理之前和之后相互混合以及用于防止在进行除气处理之前的熔融铜与在进行除气处理之后的熔融铜相互混合。
从所述熔化炉A输送到均热炉B的熔融铜被加热,然后通过浇注槽C和中间包5a被供给到所述连铸机D中。接着,利用张拉辊42使熔融铜经过铸型41被拉向下侧,熔融铜冷却和凝固,然后被连续地浇注以生产铸铜21a(连铸步骤)。
利用所述切割装置E切割所述铸铜21a,从而连续地生产出每一个都具有预定长度的低氧铜锭23a(切割步骤)。
利用所述输送装置F输送通过切割所述铸铜21a所得到的低氧铜锭23a(输送步骤)。即,低氧铜锭23a被接收在大致位于连铸机D正下方的吊斗51中,接着利用所述升降装置52将低氧铜锭23a提升到输送装置所处位置,然后利用所述输送装置53输送低氧铜锭23a。
在利用本实施例所涉及的生产低氧铜锭的设备101中,在所述熔化炉A中在一种还原气氛下进行燃烧以使熔融铜脱氧,所述脱氧的熔融铜在浇注槽C中被密封在一种非氧化的气氛中并且接着被输送到所述中间包5a。由于熔融铜中氧的浓度与氢的浓度是成反比的,因此脱氧的熔融铜中的氢浓度增大。但是,利用在后续的除气步骤中所用的搅动装置33可使熔融铜脱氢。因此,在无需为熔融铜保证一个长移动距离的情况下,利用还原进行脱氧处理而增大的氢浓度可被降低,从而可抑制熔融铜中气孔的产生。因而,利用一种其中能够进行燃烧的燃气炉可在熔融铜的冷却和凝固中抑制气孔产生,这样,能够以较低的成本连续地进行高质量低氧铜锭的大规模生产。
另外,由于可利用能够搅动熔融铜的搅动装置33完成所述除气步骤,可在一个较短时间内强制地进行脱氢处理,从而可利用这种简单的结构进行有效的脱氢处理。
另外,当所述搅动装置33由能够使熔融铜蜿蜒流动的挡堰构成时,利用熔融铜本身的流动自动地搅动所述熔融铜,从而,无需另外一个搅拌装置或者类似装置,利用一种简单的结构可进行有效的脱氢处理。另外,用于生产低氧铜锭的设备101的操作可被容易地控制,从而进一步降低了生产成本。
此外,由搅动装置33所完成的上述分离的位置并不仅限于一个位置,并且可根据熔融铜的移动距离任意地设置多个搅动装置。另外,本实施例并不仅限于低氧铜锭的生产并且可用于生产通过添加一种适合的元素而得到的低氧铜合金锭块。
对于所述搅动装置33,所述挡堰33a、33b、33c和33d分别设置在熔融铜流动通道31的顶部、底部、右侧和左侧;但是,所述挡堰的数量和位置可根据所述浇注槽C的长度和宽度任意地改变。
另外,在本实施例中所用的是所谓的立式连铸机D;但是,也可使用一种所谓的水平连铸机来代替立式连铸机。在上述情况下,无需一种诸如所述升降装置52的起重设备。
第二实施例
下面将参照图3和4对第二实施例进行描述。该实施例涉及一种生产低氧铜线材的设备。
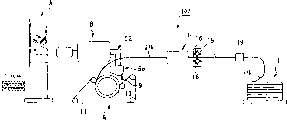
图3是表示一个用于生产低氧铜线材的设备结构的示意图,所述设备用于本发明的这个实施例中。所述用于生产低氧铜线材的设备(一个用于生产低氧铜的设备)102主要由一个熔化炉A、一个均热炉B、一个浇注槽C2、一个带式连铸机G、一个轧机H和一个卷取机I构成。
在本实施例中,由于熔化炉和均热炉的结构分别与在第一实施例中的相同,因此在本实施例中用相同的附图标记表示与第一实施例中相同的部件,并且省略了对它们的详细描述。
所述浇注槽C2在一种非氧化气氛中密封来自于均热炉B的熔融液体并且将所述密封的熔融液体送至中间包5b。所述中间包5b在熔融液体流动方向的端部处设有一个浇注口9以使熔融液体能够从中间包5b被供给到带式连铸机G中。
所述浇注槽C2和中间包5b的形状以及类似特征与第一实施例中的稍稍不同以用于生产低氧铜线材;但是,它们的基本结构分别与第一实施例中的基本相同。即,所述浇注槽C2设有一个如图2A和2B中所示的搅动装置33。
所述带式连铸机G通过浇注槽C2与均热炉B相连。所述带式连铸机G由一个能够环形移动的环形带11和一个利用所述环形带11进行转动的浇注轮13,所述环形带11与浇注轮13的一部分接触,在所述浇注轮13中能够连续地生产铸铜21b。所述带式连铸机G还与所述轧机H相连。
所述轧机H对来自带式连铸机G的铸铜棒材21b进行轧制以生产低氧铜线材(低氧铜)23b。所述轧机H通过一个剪切装置(切割装置)15和一个探伤仪19与所述卷取机I相连。
设有一对转刀16和16的所述剪切装置15对由所述轧机H轧制的铸铜21b进行切割,即所述剪切装置15将低氧铜线材23b切割成长度较短的线材。例如,在带式连铸机G刚启动后,铸铜21b的内部组织不稳定,因而,在上述情况下所得到的低氧铜线材23b可能不是一种质量稳定的产品。因此,在上述情况下,来自轧机H的低氧铜线材23b连续地被所述剪切装置15切割以致于所述低氧铜线材23b没有被输送到探伤仪19和卷取机I直至铸铜21b的质量稳定。当铸铜21b的质量稳定时,转刀16和16相互分开以便将所述低氧铜线材23b输送到探伤仪19和卷取机I。
下面将对利用具有上述结构的用于生产低氧铜线材的设备102生产一种低氧铜线材的方法进行描述。
首先在所述熔化炉A中在一种还原气氛下进行燃烧以生产熔融铜同时使其脱氧(生产熔融铜的步骤)。经过所述均热炉B被输送到所述浇注槽C2的脱氧熔融铜被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b(输送熔融铜的步骤)。由于氧的浓度与氢的浓度是成反比的,因此在所述熔化炉A中被脱氧的熔融铜中的氢浓度增大。在所述熔融铜通过所述浇注槽C2时,利用所述搅动装置33使具有高氢浓度的熔融铜脱氢(除气步骤)。
根据上述步骤,熔融铜中的氧含量被控制在20ppm或者小于20ppm,氢含量被控制在1ppm或者小于1ppm。因此,在浇注中析出的气体量得到降低,并且可抑制在铸铜21b中气孔的产生。
另外,根据平衡方程式(A),由于当金属流的部分压力降低时熔融铜中的气体浓度降低,因此在经过脱氢处理之前的熔融铜与脱氢处理后的熔融铜能够理想地分开的情况下,能够进一步提高除气效果。例如可通过在所述输送熔融铜的步骤中提供上述搅动装置33来提高上述除气效果。即,上述搅动装置33还用于防止所述非氧化气氛中的气体在进行除气处理之前和之后相互混合以及用于防止在进行除气处理之前的熔融铜与在进行除气处理之后的熔融铜相互混合。
从所述熔化炉A输送到均热炉B的熔融铜被加热,然后使熔融铜从中间包5b的浇注口9通过浇注槽C2被供给到所述带式连铸机G中。接着,利用所述带式连铸机G对熔融铜进行连续地浇注,从而在其端部处生产铸铜21b(连铸步骤)。
利用轧机H对铸铜21a进行轧制,从而生产出高表面质量的低氧铜线材(低氧铜)23b(轧制步骤)。当低氧铜线材(低氧铜)23b的质量稳定时,在利用探伤仪19对缺陷进行探测后,所述低氧铜线材23b被卷绕在所述卷取机I上,同时将一种润滑油(诸如蜡)涂在所述线材23b上,接着将成卷的低氧铜线材输送到后面工序。
在上述用于生产低氧铜线材的方法中,由于在进行浇注和轧制的步骤之前,熔融铜中的氧含量被控制在20ppm或者小于20ppm,氢含量被控制在1ppm或者小于1ppm,在浇注中析出的气体量得到降低,因此,可抑制在铸铜21b中气孔的产生,并且可降低低氧铜线材表面上的缺陷。
另外,利用上述方法所生产的低氧铜线材具有优良的气体析出性能。图4示出了利用本实施例所涉及方法所生产的低氧铜线材的气体析出性能(曲线a)以及利用一种常规浸渍成形方法所生产的一种低氧铜线材的气体析出性能(曲线b)。在该图中,水平轴线代表的是从气体析出开始所经历的时间(用秒来计算),竖直轴线代表的是气体析出量。
从该图中可以看出,应该理解的是,利用本实施例所涉及方法所生产的低氧铜线材的气体析出量与利用浸渍成形方法所生产的低氧铜线材的气体析出量相比是非常少的。
当在一种高真空度的环境下或者在一种高温条件下使用一种气体析出量较大的低氧铜线材或低氧铜合金线材时,由于在该线材的表面上产生气泡而可能使该线材的表面质量降低,即使在一些情况下能够将析出的气体排出也会对环境造成污染。
由于利用本实施例所涉及方法所生产的低氧铜线材的气体析出量很少,因此这种线材可适用于一种在高真空度环境下操作的粒子加速器或者一种能够增高温度的微波炉。
在根据本实施例生产低氧铜线材的设备102中,在所述熔化炉A中在一种还原气氛下进行燃烧以使熔融铜脱氧,所述脱氧的熔融铜在浇注槽C2中被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b。由于熔融铜中氧的浓度与氢的浓度是成反比的,因此脱氧的熔融铜中的氢浓度增大。但是,利用在后续的除气步骤中所用的搅动装置33可使熔融铜脱氢。因此,在无需为熔融铜保证一个长移动距离的情况下,根据平衡方程式(A),利用还原进行脱氧处理而增大的氢浓度可被降低,从而可抑制熔融铜中气孔的产生。因而,利用一种其中能够进行燃烧的燃气炉可在熔融铜的冷却和凝固中抑制气孔产生,这样,能够以较低的成本连续地进行高质量低氧铜线材的大规模生产。
另外,由于可利用能够搅动熔融铜的搅动装置33完成所述除气步骤,可在一个较短时间内强制地进行脱氢处理,从而可利用这种简单的结构进行有效的脱氢处理。
另外,当所述搅动装置33由能够使熔融铜蜿蜒流动的挡堰构成时,利用熔融铜本身的流动自动地搅动所述熔融铜,从而,无需另外一个搅拌装置或者类似装置,利用一种简单的结构可进行有效的脱氢处理。另外,用于生产低氧铜锭的设备102的操作可被容易地控制,从而进一步降低了生产成本。
此外,为了稳定熔融液体的温度,可在均热炉B和中间包5b之间设置一个电炉。
另外,可从所述浇注槽C2的端部至中间包5b的端部之间的一个位置处设置一个用于在熔融铜中添加一种除铜以外元素的添加装置。
第三实施例
下面将参照图5以及图6A至6D对第三实施例进行描述。本实施例涉及一种用于生产含有银(Ag)的低氧铜合金线材的设备。
本发明的发明人通过研究发现,在熔融铜中添加少量银能够使在含银的铸铜合金中所产生的气孔成为散布的细小微孔,并且这样形成的微孔在轧制中会消失而且不会产生任何缺陷。因此,可抑制对低氧铜合金线材有害的气孔生成。在添加银的方法中,另一个优点是还可抑制低氧铜合金线材传导性的降低。
图5是表示一个用于生产低氧铜合金线材的设备结构的示意图,所述设备用于本发明的这个实施例中。在一个用于生产低氧铜合金线材的设备(一种用于生产低氧铜的设备)103中,与第二实施例中用于生产低氧铜线材的设备102相比,不同之处仅在于其中的浇注槽结构不同。因此,在本实施例中用相同的附图标记表示与第二实施例中相同的部件,并且省略了对它们的详细描述。
在所述用于生产低氧铜合金线材的设备103中,设置一个浇注槽C3代替在用于生产低氧铜线材的设备102中的浇注槽C2。
靠近所述浇注槽C3的端部设置一个添加银的装置3以将银添加到一种熔融液体中。利用所述添加银的装置3能够将银添加到脱氧和脱氢后的熔融液体中,并且利用刚添加银后在一个中间包5b中所生成的熔融铜的紊流可以使熔融铜较好地与银相互混合。
在本实施例中,添加银的装置3所处位置并不仅限于靠近浇注槽C3端部的位置。即,只要能够使添加到脱氢后的熔融液体中的银均匀地弥散在其中,添加银的装置3可设置在从浇注槽C3的端部到中间包5b的端部之间的一个位置处。
另外,浇注槽C3的结构与浇注槽C2相比,除了设置了所述添加银的装置3以外其它都是相同的。即,所述浇注槽C3设有一个如图2中所示的搅动装置33。
下面将对利用一个具有上述结构的生产设备103生产一种低氧铜合金线材的方法进行描述。
首先在一个熔化炉A中在一种还原气氛下进行燃烧以生产熔融铜同时使其脱氧(生产熔融铜的步骤)。经过一个均热炉B被输送到所述浇注槽C3的脱氧熔融铜被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b(输送熔融铜的步骤)。由于氧的浓度与氢的浓度是成反比的,因此在所述熔化炉A中被脱氧的熔融铜中的氢浓度增大。在所述熔融铜通过所述浇注槽C3时,利用所述搅动装置33使具有高氢浓度的熔融铜脱氢(除气步骤)。
根据上述步骤,熔融铜中的氧含量被控制在20ppm或者小于20ppm,氢含量被控制在1ppm或者小于1ppm。接着,利用添加银的装置3将银添加到氧和氢的浓度已受到控制的熔融铜中以使熔融铜中银含量的重量百分比在0.005%至0.2%之间(添加银的步骤)。
当银含量的重量百分比小于0.005%时,难于达到形成细小微孔的效果,即难于达到抑制所述线材表面缺陷的效果。相反,当银含量的重量百分比大于0.2%时,虽然抑制缺陷的效果与当银含量的重量百分比在0.005%至0.2%之间所观察的相比没有重大的改变,但是由于低氧铜合金线材强度增大而不能较好地进行轧制、加工或者对铸铜合金的类似处理。
因此,银含量最好控制在上述范围内。
从所述熔化炉A输送到均热炉B的含银熔融铜被加热,然后通过浇注槽C3和中间包5b将所述含银熔融铜供给到一个带式连铸机G中。接着,利用所述带式连铸机G对所述含银熔融铜进行连续地浇注,从而在其端部处生产铸铜合金21c(连铸步骤)。
利用一个轧机H对铸铜合金21c进行轧制,从而生产出含有预定量银且具有高表面质量的低氧铜合金(低氧铜)线材23c(轧制步骤)。接着将所述线材23c卷绕到一个卷取机I上。
如上所述,由于熔融铜中氧和氢的浓度受到控制,并且在进行浇注和轧制步骤之前在熔融铜中添加预定量的银,因此可以降低浇注中气体的析出量,可抑制铸铜合金21c中气孔的生成,并且可减少低氧铜合金线材表面上的缺陷。
图6A至6D中示出了通过上述利用设备103的方法所获得的低氧铜合金线材23c表面缺陷的探测结果。在所述测试中,利用一种用于铜线材的探伤仪(由Estek K.K.制造的RP-7000)通过一种旋转相位型涡流方法(arotational phase type eddy current method)进行缺陷探测。
图6A示出了对一种不含有银的线材的探测结果,图6B示出了对一种含有重量百分比为0.01%的银的线材探测结果,图6C示出了对一种含有重量百分比为0.03%的银的线材探测结果,图6D示出了对一种含有重量百分比为0.05%的银的线材探测结果。每一个图中的竖直轴线代表是时间,水平轴线代表的是根据缺陷的数量和尺寸所产生的一个涡流电压(V)。
如图6A至6D中所示,应该理解的是,当低氧铜合金线材23c中的银含量较高时,即当添加到熔融铜中的银量增大时,所述线材23c表面上的缺陷数量将减少。
当通过添加一种能够形成更细小的铜晶粒的元素来增大晶粒边界的数量时,每一个晶粒边界的气体组分的浓度将降低。因此,当考虑所述铸铜合金21c中的氢、氧和水蒸气的局部平衡时,在上述情况下的气体组分浓度大大低于在形成较大晶粒情况下的气体组分浓度,因而,应该相信大气孔是不可能形成的。
根据本发明的发明人的研究结果,银是一种优选的添加元素,并且当银含量的重量百分比为0.005%或者大于0.005%时,在所述铸铜合金21c中所形成的气孔是散布的细小微孔,从而减少通过对低氧铜合金21c的轧制所形成线材表面上的缺陷数量。另外,当银含量的重量百分比为0.03%或者大于0.03%时,可大大地减少所述缺陷,当银含量的重量百分比为0.05%或者大于0.05%时,可进一步大大地减少所述缺陷。
在根据本实施例生产低氧铜合金线材的设备103中,在所述熔化炉A中在一种还原气氛下进行燃烧以使熔融铜脱氧,所述脱氧的熔融铜在浇注槽C3中被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b。由于熔融铜中氧的浓度与氢的浓度是成反比的,因此脱氧的熔融铜中的氢浓度增大。但是,利用在后续的除气步骤中所用的搅动装置33可使熔融铜脱氢。因此,根据平衡方程式(A),利用还原进行脱氧处理而增大的氢浓度可被降低,从而可抑制凝固时气孔的产生。另外,利用添加银的装置3将银添加到由于脱氧和脱氢处理而难于在其中产生气孔的熔融铜中,可形成散布的细小微孔。
因而,利用所述带式连铸机G可以较低的成本连续地生产长铸铜合金,其中可以抑制传导性能的下降以及减少有害的气孔数量。另外,即使当简化所述除气步骤时,也能够生产出表面质量极好的低氧铜合金线材,其中大大地减少了所述线材表面上的缺陷。因此,无需为了进行一种脱氢处理而设置一个昂贵的专用设备(诸如一种真空除气设备),从而可简化设备结构并且可以较低的成本生产低氧铜合金线材。
另外,由于可利用能够搅动熔融铜的搅动装置33完成所述除气步骤,可在一个较短时间内强制地进行脱氢处理,从而可利用这种简单的结构进行有效的脱氢处理。
另外,当所述搅动装置33由能够使熔融铜蜿蜒流动的挡堰构成时,利用熔融铜本身的流动自动地搅动所述熔融铜,从而,无需另外一个搅拌装置或者类似装置,利用一种简单的结构可进行有效的脱氢处理。另外,用于生产低氧铜合金线材的设备103的操作可被容易地控制。
由于低氧铜合金线材23c含有重量百分比在0.005%至0.2%之间的银,因此可抑制传导性能的下降以及可生产表面上具有少量缺陷(即,高表面质量)的高质量线材。
第四实施例
下面将参照图7和8对第四实施例进行描述。本实施例涉及一种用于生产一种含有在镀铜中所用磷(P)的低氧铜基底材料的设备。
所述低氧铜基底材料可被制成各种形状,诸如棒材、线材和球,并且例如适于用作在一块印刷电路板上形成一种布线图案所用镀铜的阳极。即,可利用镀铜的方法在一块印刷电路板上形成一种布线图案,最好利用镀硫酸铜的方法。在镀硫酸铜中,一种含磷的铜材料(含重量百分比大约为0.04%的磷的低氧铜)用作一个阳极。含在所述铜材料中的磷能够促使一个铜制阳极的平稳分解,另一方面,当使用一个不含磷的镀铜阳极时,将会降低一个镀膜的均匀附着性。
图7是表示一个用于生产含有在镀铜中所用磷的低氧铜基底材料的设备结构的示意图,所述设备用于本发明的这个实施例中。在一个用于生产含有在镀铜中所用磷的低氧铜基底材料的设备(一种用于生产低氧铜的设备)104中,与第二实施例中用于生产低氧铜线材的设备102相比,不同之处仅在于其中的浇注槽结构不同。因此,在本实施例中用相同的附图标记表示与第二实施例中相同的部件,并且省略了对它们的详细描述。
在所述用于生产含有在镀铜中所用磷的低氧铜基底材料的设备104中,设置一个浇注槽C4代替在用于生产低氧铜线材的设备102中的浇注槽C2。
靠近所述浇注槽C4的端部设置一个添加磷的装置4以将磷添加到所述熔融液体中。利用所述添加磷的装置4能够将磷添加到脱氧和脱氢后的熔融液体中,可防止磷和氧之间的反应,并且利用刚添加磷之后在一个中间包5b中所生成的熔融铜紊流可以使熔融铜较好地与磷相互混合。
在本实施例中,添加磷的装置4所处位置并不仅限于靠近浇注槽C4端部的位置。即,只要能够使添加到脱氢处理后的熔融液体中的磷均匀地弥散在其中,添加磷的装置4可设置在从浇注槽C4的端部到中间包5b的端部之间的一个位置处。
另外,浇注槽C4的结构与浇注槽C2相比,除了设置了所述添加磷的装置4以外其它都是相同的。即,所述浇注槽C4设有一个如图2中所示的搅动装置33。
下面将对利用一个具有上述结构的生产设备104生产含有在镀铜中所用磷的低氧铜基底材料的方法进行描述。
首先在一个熔化炉A中在一种还原气氛下进行燃烧以生产熔融铜同时使其脱氧(生产熔融铜的步骤)。经过一个均热炉B被输送到所述浇注槽C4的脱氧熔融铜被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b(输送熔融铜的步骤)。由于氧的浓度与氢的浓度是成反比的,因此在所述熔化炉A中被脱氧的熔融铜中的氢浓度增大。在所述熔融铜通过所述浇注槽C3时,利用所述搅动装置33使具有高氢浓度的熔融铜脱氢(除气步骤)。
根据上述步骤,熔融铜中的氧含量被控制在20ppm或者小于20ppm,氢含量被控制在1ppm或者小于1ppm。接着,利用添加磷的装置4将磷添加到氧和氢的浓度已受到控制的熔融铜中以使熔融铜中磷含量在40ppm至1000ppm之间(添加磷的步骤)。
在本实施例中,当氧浓度、氢浓度和磷含量不在上述范围内时,可能会出现下列问题。即,当熔融铜中的氧浓度大于20ppm时,可使用性较差并且在一种铸铜基底材料中可能出现破裂。当氢浓度大于1ppm时,气体析出量大并且在一种铸铜基底材料中可能出现裂纹。当磷含量小于40ppm时,当所述铜基底材料用作一个阳极时不能获得均匀的溶解性,从而所述铜基底材料不可能是一种用于形成一个铜球的材料。另外,当磷含量大于1000ppm时,将降低可使用性。
如上所述,由于熔融铜中氧和氢的浓度受到控制,并且在进行浇注和轧制步骤之前在熔融铜中添加预定量的磷,因此可以降低浇注中气体的析出量,可抑制铸铜基底材料21d中气孔的生成,并且可减少线材表面上的缺陷。
如上所述,在从一个熔化炉A输送到一个均热炉B的熔融铜被加热后,通过浇注槽C4和中间包5b将所述熔融铜供给到一个带式连铸机G中,接着利用所述带式连铸机G对所述熔融铜进行连续地浇注,从而可在所述带式连铸机G的端部处获得铸铜基底材料21d。利用一个轧机H对铸铜基底材料21d进行轧制,从而生产出含有预定量的在镀铜中所用磷且具有高表面质量的铜基底材料(低氧铜)23d。利用一个探伤仪19探测所述含磷的铜基底材料23d中缺陷的存在情况,接着将所述铜基底材料23d卷绕到一个卷取机I上同时涂覆一种诸如蜡的润滑剂。然后将所述含磷的铜基底材料23d输送到另一个工序,接着任意地将其制成例如铜球的形状。
在根据本实施例生产含磷的铜基底材料的生产设备104中,在所述熔化炉A中在一种还原气氛下进行燃烧以使熔融铜脱氧,所述脱氧的熔融铜在浇注槽C4中被密封在一种非氧化的气氛中并且接着被输送到所述中间包5b。由于熔融铜中氧的浓度与氢的浓度是成反比的,因此脱氧的熔融铜中的氢浓度增大。但是,利用在后续的除气步骤中所用的搅动装置33可使熔融铜脱氢。因此,在无需为熔融铜保证一个长移动距离的情况下,根据平衡方程式(A),利用还原进行脱氧处理而增大的氢浓度可被降低,从而可抑制熔融铜中气孔的产生。因而,利用所述带式连铸机G可以较低的成本连续地生产高质量的铸铜基底材料21d,所述材料表面上具有少量的缺陷。另外,由于气体析出量小,并且可通过抑制气孔生成来减少表面上的缺陷数量,因此所述铸铜基底材料21d不会破裂,从而可获得一种表面质量极好的含有在镀铜中所用磷的铜基底材料23d。另外,由于可获得一种具有高抗弯强度的铸铜基底材料21d,因此可防止在制造一种用于镀铜中的球形阳极时可能出现的破裂。另外,由于使用的是所述带式连铸机G,在浇注后进行热轧,因此能够消除可能在利用直接浇注形成一个在镀铜用阳极时所产生的残余浇注组织。另外,可利用二次结晶获得一个组织均匀的镀铜用阳极。
因此,可以较低的成本进行大规模的高质量镀铜用阳极的生产。
当利用能够搅动熔融铜的搅动装置33完成所述除气步骤时,可在一个较短时间内强制地进行脱氢处理,从而可利用这种简单的结构进行有效的脱氢处理。
另外,当所述搅动装置33由能够使熔融铜蜿蜒流动的挡堰构成时,利用熔融铜本身的流动自动地搅动所述熔融铜,从而,无需另外一个搅拌装置或者类似装置,利用一种简单的结构可进行有效的脱氢处理。另外,用于生产含有在镀铜中所用磷的铜基底材料的设备103的操作可被容易地控制。
除了上述方法以外,可利用具有一个剪切装置15的切割装置直接形成一种短的含有在镀铜中所用磷的铜基底材料23e。现将以作为本发明这个实施例的另一种变型对上述生产方法中使用的设备进行描述。
一种用于生产所述铜基底材料23e的设备104b包括上述设备104和设置在所述剪切装置15下方的一个醇浴槽(洗涤装置)18。
在使用所述设备104b的生产方法中,如图8中所示,利用所述剪切装置15的一个转刀16的切割部分16a将从所述轧机H排出的连续且长的铜基底材料23d连续地切割成每一个具有预定长度的铜基底材料23e(切割步骤)。将所述铜基底材料23e浸入到盛装在醇浴槽18中的醇18a中,从而利用醇18a进行洗涤(洗涤步骤)。即,在上述方法中,无需一个探伤仪19和一个卷取机I。
从所述轧机H排出的铜基底材料23d仍然是热的,并且其表面被空气氧化,即,薄氧化膜形成在所述表面上。但是,由于所述铜基底材料23e浸入在醇18a中,因此其表面被洗涤,另外,形成在其上的氧化膜减少,从而可提高表面质量,特别是可提高其洁净度。对于醇18a,最好使用异丙醇(IPA)。
在本示例中,所述转刀16和16每一个都具有四个切割部分16a;但是,可任意地改变所述切割部分16a的数量。
如上所述,在用于生产含有在镀铜中所用磷的铜基底材料的设备104b中,由于通过将所述铜基底材料23d切割成预定长度能够直接形成所述短铜基底材料23e,因此可省去一个将所述铜基底材料23d卷绕在所述卷取机I上的步骤,该步骤是生产长铜基底材料23d的一个必需步骤,因此可减少生产工序的数量。因而,例如可以较低的成本容易地生产铜球。
另外,由于无需一种当将所述铜基底材料23d卷绕在所述卷取机I上时所用的润滑剂,因此能够消除可能严重降低铜球质量(即镀铜所用阳极的质量)的危险,从而可生产高质量的铜球,另外可大大地提高所述质量的稳定性。
另外,当利用一种醇18a(诸如异丙醇)洗涤长度较短的所述铜基底材料23e时,可得到一种高表面质量的铜基底材料23e,特别是可得到一种高洁净度的铜基底材料。
作为一种洗涤溶液,除了醇以外还可使用酸;但是,最好使用醇,这是因为与酸相比,醇更易于操作和处理。
在第二实施例至第四实施例中,使用一种带轮式连铸机作为所述带式连铸机;但是还可使用另外一种带式连铸机。对于一种带式连铸机,还可使用一种具有两个环形带的双带式连铸机。
如上所述,根据本发明所涉及的用于生产低氧铜的方法,可在无需为熔融铜保证一个长移动距离的情况下进行脱氢处理,并且在凝固时可抑制气孔的生成,从而可获得高表面质量的高质量低氧铜。
Claims (14)
1.一种用于连续生产低氧铜锭的设备,包括:
一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;
一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;
一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;
一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;
一个能够利用来自所述中间包的熔融铜连续地生产铸铜的连铸机;以及
一个用于将所述铸铜切割成预定长度的切割装置。
2.一种如权利要求1所述的用于生产低氧铜锭的设备,其特征在于,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
3.一种如权利要求2所述的用于生产低氧铜锭的设备,其特征在于,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
4.一种用于连续生产低氧铜线材的设备,包括:
一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;
一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;
一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;
一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;
一个能够利用来自所述中间包的熔融铜连续地生产铸铜的带式连铸机;以及
一个用于对所述铸铜进行轧制以生产所述低氧铜线材的轧机。
5.一种如权利要求4所述的用于生产低氧铜线材的设备,其特征在于,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
6.一种如权利要求5所述的用于生产低氧铜线材的设备,其特征在于,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
7.一种用于连续生产低氧铜合金线材的设备,包括:
一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;
一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;
一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;
一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;
一个用于将银添加到脱氢后的熔融铜中的添加装置;
一个能够利用来自所述中间包的熔融铜连续地生产铸铜合金的带式连铸机;以及
一个用于对所述铸铜合金进行轧制以生产所述低氧铜合金线材的轧机。
8.一种如权利要求7所述的用于生产低氧铜合金线材的设备,其特征在于,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
9.一种如权利要求8所述的用于生产低氧铜合金线材的设备,其特征在于,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
10.一种用于连续生产含有在镀铜中所用磷的低氧铜基底材料的设备,包括:
一个熔化炉,在所述熔化炉中在一种还原气氛下进行燃烧以生产熔融铜;
一个用于将来自所述熔化炉的熔融铜保持在一个预定温度下的均热炉;
一个用于将来自所述均热炉的熔融铜密封在一种非氧化气氛下并且将所述熔融铜输送到一个中间包的浇注槽;
一个设置在所述浇注槽中用于使经过所述浇注槽的熔融铜脱氢的除气装置;
一个用于将磷添加到脱氢后的熔融铜中的添加装置;
一个能够利用来自所述中间包的熔融铜连续地生产铸铜基底材料的带式连铸机;以及
一个用于对所述铸铜基底材料进行轧制以生产所述含有在镀铜中所用磷的低氧铜基底材料的轧机。
11.一种如权利要求10所述的用于生产低氧铜基底材料的设备,其特征在于,所述除气装置是一种用于搅动所述熔融铜的搅动装置。
12.一种如权利要求11所述的用于生产低氧铜基底材料的设备,其特征在于,所述搅动装置包括能够使所述熔融铜蜿蜒地流过所述浇注槽的挡堰。
13.一种如权利要求12所述的用于生产低氧铜基底材料的设备,其特征在于,所述设备还包括一个用于将所述低氧铜基底材料切割成预定长度的切割装置。
14.一种如权利要求13所述的用于生产低氧铜基底材料的设备,其特征在于,所述设备还包括一个用于对具有预定长度的所述低氧铜基底材料进行洗涤的洗涤装置。
Applications Claiming Priority (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP48005/2000 | 2000-02-24 | ||
| JP2000048005 | 2000-02-24 | ||
| JP2000109827 | 2000-04-11 | ||
| JP109828/2000 | 2000-04-11 | ||
| JP109827/2000 | 2000-04-11 | ||
| JP2000109828A JP3918397B2 (ja) | 2000-04-11 | 2000-04-11 | 耐密着性無酸素銅荒引線、その製造方法及び製造装置 |
| JP207490/2000 | 2000-07-07 | ||
| JP2000207488A JP4240768B2 (ja) | 2000-07-07 | 2000-07-07 | 無酸素銅線の製造方法、製造装置、及び無酸素銅線 |
| JP207488/2000 | 2000-07-07 | ||
| JP2000207490A JP3945131B2 (ja) | 2000-07-07 | 2000-07-07 | 低酸素銅鋳塊の製造方法及び製造装置 |
| JP356325/2000 | 2000-11-22 | ||
| JP2000356326A JP3674499B2 (ja) | 2000-04-11 | 2000-11-22 | 銅メッキ用含リン銅母材の製造方法及びその製造装置 |
| JP2000356325A JP3651386B2 (ja) | 2000-02-24 | 2000-11-22 | 銅線の製造方法及び製造装置 |
| JP356326/2000 | 2000-11-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1316534A true CN1316534A (zh) | 2001-10-10 |
| CN1210416C CN1210416C (zh) | 2005-07-13 |
Family
ID=27566957
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB01104991XA Expired - Lifetime CN1247349C (zh) | 2000-02-24 | 2001-02-26 | 用于生产低氧铜的方法 |
| CNB011049928A Expired - Lifetime CN1210416C (zh) | 2000-02-24 | 2001-02-26 | 用于生产低氧铜的设备 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB01104991XA Expired - Lifetime CN1247349C (zh) | 2000-02-24 | 2001-02-26 | 用于生产低氧铜的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US6589473B2 (zh) |
| EP (3) | EP1598433B1 (zh) |
| KR (2) | KR100690253B1 (zh) |
| CN (2) | CN1247349C (zh) |
| CA (2) | CA2337668C (zh) |
| DE (3) | DE60113891T2 (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104451194A (zh) * | 2014-09-28 | 2015-03-25 | 江苏中容铜业有限公司 | 一种用于生产螺纹铜管基材的反应炉 |
| CN111424181A (zh) * | 2020-04-20 | 2020-07-17 | 江西耐乐科技协同创新有限公司 | 一种利用重量传感器测重计算无氧铜铜炉加磷去氧装置 |
| CN111424244A (zh) * | 2019-01-09 | 2020-07-17 | 宁波江丰电子材料股份有限公司 | 靶材的铜合金背板的制作方法 |
| CN113878101A (zh) * | 2021-07-07 | 2022-01-04 | 浙江海亮股份有限公司 | 竖炉-水平连铸铜铸坯装置 |
| CN114561554A (zh) * | 2021-07-07 | 2022-05-31 | 浙江海亮股份有限公司 | 竖炉-水平连铸铜铸坯工艺 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6900043B1 (en) | 1999-09-21 | 2005-05-31 | Amgen Inc. | Phosphatases which activate map kinase pathways |
| DE60113891T2 (de) * | 2000-02-24 | 2006-07-06 | Mitsubishi Materials Corp. | Anlage zur Herstellung stranggegossener Knüppel aus Kupfer mit niedrigem Sauerstoffgehalt |
| AU2002324050A1 (en) * | 2002-08-11 | 2004-03-11 | Hugo Weber | Cleaning system for surfaces exposed to poor weather conditions |
| US20050130851A1 (en) * | 2003-12-16 | 2005-06-16 | Ming-Theng Wang | Nanostructured lubricating oil |
| JP4593397B2 (ja) * | 2005-08-02 | 2010-12-08 | 古河電気工業株式会社 | 回転移動鋳型を用いた連続鋳造圧延法による無酸素銅線材の製造方法 |
| JP5355865B2 (ja) | 2006-06-01 | 2013-11-27 | 古河電気工業株式会社 | 銅合金線材の製造方法および銅合金線材 |
| PT2210687E (pt) * | 2007-10-16 | 2015-10-09 | Mitsubishi Materials Corp | Processo de fabrico de fio de liga de cobre |
| CN101264572B (zh) * | 2008-04-25 | 2010-06-02 | 中铝洛阳铜业有限公司 | 一种电缆铜带及其加工工艺方法 |
| JP5604882B2 (ja) * | 2009-03-10 | 2014-10-15 | 日立金属株式会社 | 半軟化温度の低い銅荒引線の製造方法、銅線の製造方法及び銅線 |
| JP4709296B2 (ja) * | 2009-04-17 | 2011-06-22 | 日立電線株式会社 | 希薄銅合金材料の製造方法 |
| JP5589754B2 (ja) | 2010-10-20 | 2014-09-17 | 日立金属株式会社 | 希薄銅合金材料、及び耐水素脆化特性に優れた希薄銅合金材料の製造方法 |
| JP5589753B2 (ja) | 2010-10-20 | 2014-09-17 | 日立金属株式会社 | 溶接部材、及びその製造方法 |
| CN102744257A (zh) * | 2012-07-12 | 2012-10-24 | 湖南金龙国际铜业有限公司 | 紫杂铜连铸连轧制杆采用的装置及工艺 |
| CN103909242B (zh) * | 2013-01-08 | 2015-12-09 | 丹凤县宏发铜业有限公司 | 一种利用废铜屑生产铜棒的方法 |
| US8678074B1 (en) * | 2013-03-05 | 2014-03-25 | Rti International Metals, Inc. | Continuous casting furnace for long ingot casting |
| CN103978172A (zh) * | 2014-05-29 | 2014-08-13 | 南通天星铸锻有限公司 | 一种铜合金铸造工艺 |
| CN106540962A (zh) * | 2015-09-23 | 2017-03-29 | 潞安卓泰祥和金属科技宜兴有限公司 | 高致密铜杆连铸连轧生产线 |
| CN108778573B (zh) * | 2016-03-03 | 2021-11-16 | H.C.施塔克公司 | 通过增材制造制备金属部件 |
| CN106378426B (zh) * | 2016-12-14 | 2019-01-29 | 江西自立环保科技有限公司 | 一种新型银锭成型装置 |
| CN107812903B (zh) * | 2017-10-24 | 2019-05-31 | 江西理工大学 | 一种铜合金真空连续熔炼铸造装置 |
| CN111390132B (zh) * | 2020-04-22 | 2021-08-06 | 江苏隆达超合金股份有限公司 | 一种b30合金铸锭防氧化浇铸方法 |
| US11851730B2 (en) | 2022-04-05 | 2023-12-26 | Doggone Investment Co. LLC | Apparatus and method for production of high purify copper-based alloys |
| CN116984573B (zh) * | 2023-08-14 | 2024-04-30 | 湖南展卓新材料科技有限公司 | 一种基于再生铜改性连铸连轧生产低氧铜杆工艺 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2302999A (en) * | 1941-02-03 | 1942-11-24 | William A O'brien | Method of and apparatus for introducing addition ingredients into molten metals |
| US2543420A (en) * | 1948-04-03 | 1951-02-27 | William A Ogg | Metal smelting process |
| US2859262A (en) * | 1955-09-05 | 1958-11-04 | Hoerder Huettenunion Ag | Apparatus for degasifying liquid metal |
| US3525510A (en) * | 1966-05-24 | 1970-08-25 | Chemical Construction Corp | Continuous vacuum degassing apparatus with reverse drainage means |
| JPS5223969B1 (zh) * | 1966-12-28 | 1977-06-28 | ||
| US3490897A (en) * | 1967-10-27 | 1970-01-20 | Olin Mathieson | Process for producing low oxygen,high conductivity copper |
| US3607231A (en) * | 1969-12-10 | 1971-09-21 | Phelps Dodge Corp | Method for purification of copper |
| AU461775B2 (en) * | 1972-07-27 | 1975-06-05 | The Commonwealth Industrial Gases Limited | meld SHIELDING GAS |
| BE798796A (fr) * | 1973-04-27 | 1973-08-16 | Metallurgie Hoboken | Procede de fabrication de fil machine de cuivre et produit obtenu par ce procede |
| JPS5364617A (en) | 1976-11-22 | 1978-06-09 | Furukawa Electric Co Ltd:The | Manufacture of oxygen-free high-conductivity copper |
| US4186791A (en) * | 1976-12-27 | 1980-02-05 | Ukrainsky Nauchno | Process and apparatus for horizontal continuous casting of metal |
| JPS596736B2 (ja) * | 1978-12-28 | 1984-02-14 | 日立製線株式会社 | 低酸素銅線の連続製造法 |
| JPS55128353A (en) | 1979-03-28 | 1980-10-04 | Hitachi Seisen Kk | Manufacture of copper alloy wire |
| JPS55126353A (en) | 1979-03-24 | 1980-09-30 | Hitachi Seisen Kk | Production of copper alloy wire |
| GB2048954B (en) * | 1979-03-24 | 1983-11-23 | Hitachi Wire Rod | Method of manufacturing a copper alloy wire |
| US4277281A (en) * | 1979-08-16 | 1981-07-07 | Southwire Company | Continuous filter for molten copper |
| US4390364A (en) | 1981-08-03 | 1983-06-28 | Aluminum Company Of America | Removal of fine particles from molten metal |
| WO1983000508A1 (en) * | 1981-08-03 | 1983-02-17 | Aluminum Co Of America | Treating molten aluminum |
| JPS596736A (ja) | 1982-07-02 | 1984-01-13 | Matsushita Electric Ind Co Ltd | 電動機固定子 |
| JPS60174240A (ja) | 1984-02-20 | 1985-09-07 | Hitachi Ltd | ロ−タリ−式連続鋳造設備の鋳造輪 |
| JPS619510A (ja) * | 1984-06-22 | 1986-01-17 | Sumitomo Metal Ind Ltd | 溶銑の脱珪方法 |
| US4715428A (en) * | 1984-09-13 | 1987-12-29 | Allegheny Ludlum Corporation | Method and apparatus for direct casting of crystalline strip by radiant cooling |
| US4754803A (en) * | 1987-02-02 | 1988-07-05 | Phelps Dodge Industries, Inc. | Manufacturing copper rod by casting, hot rolling and chemically shaving and pickling |
| JP2689540B2 (ja) * | 1988-11-21 | 1997-12-10 | 三菱マテリアル株式会社 | 低酸素含有銅の製造方法及び製造装置 |
| JPH0499235A (ja) * | 1990-08-08 | 1992-03-31 | Mitsubishi Materials Corp | 極低酸素銅の製造法 |
| JPH0499239A (ja) * | 1990-08-08 | 1992-03-31 | Mitsubishi Materials Corp | 極低酸素銅製高エネルギー加速器の構造部材 |
| JPH0499236A (ja) * | 1990-08-08 | 1992-03-31 | Mitsubishi Materials Corp | 極低酸素銅の製造法 |
| JPH06122929A (ja) * | 1992-10-08 | 1994-05-06 | Mitsubishi Materials Corp | 極低酸素銅の製造法 |
| US5390364A (en) * | 1992-11-02 | 1995-02-14 | Harris Corporation | Least-mean squares adaptive digital filter havings variable size loop bandwidth |
| JP3235237B2 (ja) * | 1993-01-14 | 2001-12-04 | 株式会社神戸製鋼所 | シャフト炉を用いたp含有低酸素銅の製法 |
| JP3279374B2 (ja) | 1993-02-05 | 2002-04-30 | 日立電線株式会社 | 銅合金線,及びその製造方法 |
| US5527381A (en) | 1994-02-04 | 1996-06-18 | Alcan International Limited | Gas treatment of molten metals |
| JPH07254604A (ja) | 1994-03-16 | 1995-10-03 | Fujitsu Ltd | 銅薄膜パターンの形成方法 |
| JP3152075B2 (ja) | 1994-08-08 | 2001-04-03 | 日立電線株式会社 | 銅の連続鋳造方法およびその装置 |
| US5733500A (en) * | 1996-03-07 | 1998-03-31 | Phelps Dodge Industries, Inc. | Molten metal degassing and filtering apparatus |
| US5961797A (en) | 1996-05-03 | 1999-10-05 | Asarco Incorporated | Copper cathode starting sheets |
| JPH10156529A (ja) | 1996-11-20 | 1998-06-16 | Ichiro Kawakatsu | ハンダ付け法 |
| JPH11757A (ja) * | 1997-06-10 | 1999-01-06 | Hitachi Cable Ltd | 連続鋳造方法及びその装置 |
| JP3625369B2 (ja) | 1998-01-29 | 2005-03-02 | 東京特殊電線株式会社 | セミリジッド型同軸ケーブルおよびその製造方法 |
| DE60113891T2 (de) * | 2000-02-24 | 2006-07-06 | Mitsubishi Materials Corp. | Anlage zur Herstellung stranggegossener Knüppel aus Kupfer mit niedrigem Sauerstoffgehalt |
-
2001
- 2001-02-21 DE DE60113891T patent/DE60113891T2/de not_active Expired - Lifetime
- 2001-02-21 EP EP05017856A patent/EP1598433B1/en not_active Expired - Lifetime
- 2001-02-21 EP EP01103598A patent/EP1127946B1/en not_active Expired - Lifetime
- 2001-02-21 DE DE60136977T patent/DE60136977D1/de not_active Expired - Lifetime
- 2001-02-21 DE DE60119804T patent/DE60119804T2/de not_active Expired - Lifetime
- 2001-02-21 EP EP01103599A patent/EP1127947B1/en not_active Expired - Lifetime
- 2001-02-22 US US09/789,594 patent/US6589473B2/en not_active Expired - Lifetime
- 2001-02-23 KR KR1020010009354A patent/KR100690253B1/ko active IP Right Grant
- 2001-02-23 KR KR1020010009355A patent/KR100690257B1/ko active IP Right Grant
- 2001-02-23 CA CA2337668A patent/CA2337668C/en not_active Expired - Lifetime
- 2001-02-23 CA CA002337670A patent/CA2337670A1/en not_active Abandoned
- 2001-02-26 CN CNB01104991XA patent/CN1247349C/zh not_active Expired - Lifetime
- 2001-02-26 CN CNB011049928A patent/CN1210416C/zh not_active Expired - Lifetime
- 2001-02-26 US US09/791,767 patent/US6944930B2/en not_active Expired - Lifetime
-
2005
- 2005-08-02 US US11/194,568 patent/US7524356B2/en not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104451194A (zh) * | 2014-09-28 | 2015-03-25 | 江苏中容铜业有限公司 | 一种用于生产螺纹铜管基材的反应炉 |
| CN104451194B (zh) * | 2014-09-28 | 2016-04-13 | 江苏中容铜业有限公司 | 一种用于生产螺纹铜管基材的反应炉 |
| CN111424244A (zh) * | 2019-01-09 | 2020-07-17 | 宁波江丰电子材料股份有限公司 | 靶材的铜合金背板的制作方法 |
| CN111424181A (zh) * | 2020-04-20 | 2020-07-17 | 江西耐乐科技协同创新有限公司 | 一种利用重量传感器测重计算无氧铜铜炉加磷去氧装置 |
| CN113878101A (zh) * | 2021-07-07 | 2022-01-04 | 浙江海亮股份有限公司 | 竖炉-水平连铸铜铸坯装置 |
| CN114561554A (zh) * | 2021-07-07 | 2022-05-31 | 浙江海亮股份有限公司 | 竖炉-水平连铸铜铸坯工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050262968A1 (en) | 2005-12-01 |
| EP1127947B1 (en) | 2006-05-24 |
| DE60119804D1 (de) | 2006-06-29 |
| EP1127947A3 (en) | 2002-07-17 |
| CA2337670A1 (en) | 2001-08-24 |
| EP1598433B1 (en) | 2008-12-10 |
| US6944930B2 (en) | 2005-09-20 |
| DE60113891D1 (de) | 2006-02-23 |
| CN1316307A (zh) | 2001-10-10 |
| DE60136977D1 (de) | 2009-01-22 |
| EP1127946A3 (en) | 2002-07-10 |
| CA2337668A1 (en) | 2001-08-24 |
| EP1127946B1 (en) | 2005-10-12 |
| DE60119804T2 (de) | 2007-05-10 |
| KR20010085548A (ko) | 2001-09-07 |
| KR20010085549A (ko) | 2001-09-07 |
| KR100690253B1 (ko) | 2007-03-12 |
| EP1598433A1 (en) | 2005-11-23 |
| US7524356B2 (en) | 2009-04-28 |
| US20010029659A1 (en) | 2001-10-18 |
| KR100690257B1 (ko) | 2007-03-12 |
| CA2337668C (en) | 2010-07-20 |
| EP1127947A2 (en) | 2001-08-29 |
| CN1247349C (zh) | 2006-03-29 |
| EP1127946A2 (en) | 2001-08-29 |
| CN1210416C (zh) | 2005-07-13 |
| DE60113891T2 (de) | 2006-07-06 |
| US20010028135A1 (en) | 2001-10-11 |
| US6589473B2 (en) | 2003-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1316534A (zh) | 用于生产低氧铜的设备 | |
| CN1553836A (zh) | 铸造钢带 | |
| CN1046445C (zh) | 制造薄铸钢带的方法 | |
| CN1098131C (zh) | 铸造熔融金属的方法及其设备和铸坯 | |
| CN1203202C (zh) | 一种镁合金的制备方法 | |
| CN1195598C (zh) | 抗粘附无氧铜粗拉线材 | |
| JP2007038252A (ja) | 回転移動鋳型を用いた連続鋳造圧延法による無酸素銅線材の製造方法 | |
| CN1299855C (zh) | 生产超低碳钢板的方法 | |
| CN1323780C (zh) | 连铸铝合金棒材及其生产方法和装置 | |
| CN100349671C (zh) | 生产含磷低氧铜基底材料的方法和生产低氧铜合金线材的方法 | |
| JP4747689B2 (ja) | 銅合金の連続製造方法 | |
| JP3674499B2 (ja) | 銅メッキ用含リン銅母材の製造方法及びその製造装置 | |
| JP3945131B2 (ja) | 低酸素銅鋳塊の製造方法及び製造装置 | |
| TW461833B (en) | Method for manufacturing low-oxygen copper | |
| CN1248801C (zh) | 熔融金属的连铸方法 | |
| JPH08290235A (ja) | 連鋳鋳片の製造方法 | |
| JPH0569101A (ja) | 鋼材の製造方法 | |
| JPH08197206A (ja) | 高清浄度鋼連鋳用タンディッシュ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20050713 |
|
| CX01 | Expiry of patent term |