CN114687016B - 结合ai的吸气辅助型纺纱装置 - Google Patents
结合ai的吸气辅助型纺纱装置 Download PDFInfo
- Publication number
- CN114687016B CN114687016B CN202011631710.6A CN202011631710A CN114687016B CN 114687016 B CN114687016 B CN 114687016B CN 202011631710 A CN202011631710 A CN 202011631710A CN 114687016 B CN114687016 B CN 114687016B
- Authority
- CN
- China
- Prior art keywords
- sliver
- impurity
- carding
- air suction
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/04—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques imparting twist by contact of fibres with a running surface
- D01H4/08—Rotor spinning, i.e. the running surface being provided by a rotor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/30—Arrangements for separating slivers into fibres; Orienting or straightening fibres, e.g. using guide-rolls
- D01H4/32—Arrangements for separating slivers into fibres; Orienting or straightening fibres, e.g. using guide-rolls using opening rollers
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/30—Arrangements for separating slivers into fibres; Orienting or straightening fibres, e.g. using guide-rolls
- D01H4/36—Arrangements for separating slivers into fibres; Orienting or straightening fibres, e.g. using guide-rolls with means for taking away impurities
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/005—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving
- D01H9/008—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving for cans
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/66—Disintegrating fibre-containing textile articles to obtain fibres for re-use
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
本发明提供了结合AI的吸气辅助型纺纱装置,涉及智能纺纱设备技术领域。所述吸气辅助型纺纱装置,包括棉条喂入机构和排杂分梳机构;分梳辊表面阵列布置有多个吸气孔,吸气孔连接抽气装置,抽气控制装置连接抽气装置并对抽气装置进行控制;棉条喂入机构包括导条器和喂给罗拉,对应棉条喂入机构设置有棉条自传动机构,其包括外循环牵引结构以与条筒运输机构的内循环牵引结构连接形成闭环的棉条输送结构,以将条筒上的棉条输送到导条器的通道中;对应导条器通道设置有杂质检测器,以探测棉条杂质特征,并根据探测结果控制器分梳辊上的吸气孔抽气。本发明实现了基于杂质特征的人工智能排杂,排杂效率高,提高了纺纱设备的智能化和自动化。
Description
技术领域
本发明涉及智能纺纱设备技术领域,尤其涉及一种结合AI的吸气辅助型纺纱装置。
背景技术
转杯纺纱机已经成为新型纺纱中技术最成熟、应用面最广、经济社会效应较大的纺纱形式。在纺纱的过程中经常会出现各种形形色色的杂物,比如说丙纶丝、毛发以及“三丝”等等,这些杂物的出现大大降低原料出产的产品质量,因此纺纱的过程需要进行排杂以除去棉条中杂质。
目前在市场上抽气式转杯纺纱机中,其分梳剥离杂质有两种方式:第一种是利用杂质离心力作用进行自由落杂。其通常将分梳辊与竖直面成一定夹角α布置(α小于90度),杂质剥离方向和水平面成α角,杂质排除依靠分梳辊的高速旋转带动下产生的离心力和重力综合作用,称之为自由排杂。该方式往转杯输送纤维转移通道较长,使得纤维得到充分的伸直,成纱一致性较好,能耗低。第二种是主动吸杂方式。其分梳辊采用竖直布置,杂质剥离方向和水平面成平行状态,杂质排除是完全依靠气流高负压抽吸进行分离,其对各种含有杂质量较大的原料也能够进行有效的杂质分离,适应面较广。
然而,现有排杂方案存在如下缺陷:
1)采用自由落杂方式时,在杂质分离过程中,短绒等重量较轻的轻杂质在分离时甩不远,距离纤维输送区域较近,在纤维输送负压气流的作用下容易在剥离区域积聚后反吸回分梳腔体,产生翻卷反吸,导致纱线断头率增高,对短绒杂质较多的再生原料的适应性差。采用主动吸杂方式时,要求较高的吸杂负压才能将杂质沿水平面方向剥离,吸杂负压出现细小波动都会导致排除的杂质数量有变化,进而导致成纱粗细节变异较大;而且还存在设备能耗高和吸杂通道容易堵塞的缺点。也就是说,现有转杯纺纱机分梳剥离杂质的方式,无法在原料适应性、成纱质量一致性、能耗低等方面实现面面俱到。
2)无论是自由落杂还是主动吸杂,进入分梳腔中的所有棉条都是基于相同的排杂流程进行排杂分梳的,排杂流程无法根据棉条原料的杂质特征——比如杂质分布区域、杂质类型特征等——进行自适应调整。而实际上,杂质在棉条上并不是均匀分布的,有的棉条上杂质较小,有的棉条上杂质较多;杂质类型以及杂质与棉条的连接也不是相同的,有些类型的杂质与有效纤维连接较为紧密,有些类型的杂质与有效纤维连接较为松散,等等。作为举例,比如对于连接紧密的杂质往往需要较大外力才能从棉条上分离,而连接松散的杂质则易于从棉条上分离,无需提供较大外力,如果都采用无差别的排杂流程,难免顾此失彼,可能造成能源浪费或无法达到排杂效果。
另一方面,传统的纺纱生产线中,条筒的搬运、棉条的接头和棉条的喂入往往通过挡车工进行人工转运并实现各道工序的连接。条筒加上装载的棉条,重量一般超过50kg,甚至可达80kg,增加了工人的劳动强度。再则,纺纱车间的噪音大、粉尘重、温度高,不利于工人的身体健康;随着人力成本的提高,提高了纺纱厂的生产成本。因此,自动化的条筒运输和棉条输送成为纺纱厂自动化和智能化的一个方向。虽然现有技术也提供了通过AGV(穿梭车)车进行转运以减少工人的工作量的技术方案。然而,现有的条筒搬运车通常仅负责条筒的搬运,往往不能自动进行棉条输送(喂入)。
综上所述,如何基于不同杂质类型的自身特征,提供一种不仅能够根据棉条的杂质类型特征进行智能排杂、而且能够自动输送条筒棉条的喂给分梳装置是当前亟需解决的技术问题。进一步,如何兼顾原料适应性、成纱质量一致性和低能耗也是当前亟需解决的技术问题。
发明内容
本发明的目的在于:克服现有技术的不足,提供了一种结合AI的吸气辅助型纺纱装置。本发明提供的吸气辅助型纺纱装置,通过杂质检测器探测棉条杂质特征,并根据探测结果在分梳辊上通过吸气孔进行抽气在分梳辊表面形成负压以产生辅助吸附力,同时通过吸气孔吸走棉条内侧夹杂的杂质,实现了基于棉条杂质特征的自适应吸杂,兼顾了排杂效果和节能需求;同时,对应棉条喂入机构设置棉条自传动机构和条筒运输机构,实现条筒搬运以及条筒棉条自动喂入,提高了纺纱设备的自动化、连续化及智能化。
为实现上述目标,本发明提供了如下技术方案:
一种结合AI的吸气辅助型纺纱装置,用于转杯纺纱机中,包括棉条喂入机构和排杂分梳机构;
所述排杂分梳机构包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂入机构和输纤通道,对应分梳腔下方设有补气通道和分梳腔排杂区;所述分梳辊表面阵列布置有多个吸气孔,吸气孔连接抽气装置,抽气控制装置连接抽气装置并对抽气装置进行控制;
所述棉条喂入机构包括导条器和喂给罗拉,导条器通道的出口连接喂给罗拉,在喂给罗拉的回转下将棉条输送给分梳机构中进行分梳;对应棉条喂入机构设置有棉条自传动机构,所述棉条自传动机构包括对应着导条器通道设置的外循环牵引结构,所述外循环牵引结构用于与条筒运输机构的内循环牵引结构连接形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中;
其中,对应导条器通道设置有杂质检测器,所述杂质检测器与抽气控制装置连接,通过杂质检测器检测导条器通道中棉条的杂质信息并将检测结果发送给抽气控制装置,所述杂质信息包括杂质所在区域信息;
所述抽气控制装置被配置为:在喂入分梳腔的棉条经分梳辊进行梳理时,根据检测结果控制分梳辊上与前述杂质所在区域对应的吸气孔进行抽气在分梳辊表面形成负压以产生辅助吸附力,同时通过吸气孔吸走棉条内侧夹杂的杂质。
进一步,所述分梳辊包括固定设置的内筒、与内筒同轴转动设置的外筒,以及设置在外筒与内筒之间的吸附腔;
所述外筒表面阵列布置有分梳针和吸气孔,抽气时,棉条内侧夹杂的杂质经所述吸气孔吸入前述吸附腔中;
内筒为中空腔体,所述中空腔体连通抽气装置,内筒筒壁上设置有通气孔以连通吸附腔和内筒的中空腔体,抽气时,分梳辊表面的空气经吸气孔进入吸附腔后,再经所述通气孔进入中空腔体后被抽气装置抽走。
进一步,将所述内筒的中空腔体的一端或两端连通抽气装置,所述吸附腔中设置有粘附层以粘附进入吸附腔中的杂质。
进一步,所述导条器包括喂给喇叭和喂给板,喂给板位于喂给罗拉下方,喂给罗拉与喂给板共同握持形成对棉条的握持力;喂给板前端形成喂给钳口,喂给板下设置有弹簧,喂给钳口压力来自所述弹簧,通过调节所述弹簧的压缩量来调整喂给钳口的压力。
进一步,所述杂质检测器包括摄像头、图像识别单元和杂质评价单元,摄像头位于喂给喇叭内侧;所述摄像头用于拍摄喂给喇叭中棉条的图像数据并传输给图像识别单元,所述图像识别单元用于对棉条图像数据进行识别分析以获取棉条中的杂质分布信息和杂质类型信息,然后将杂质分布信息和杂质类型信息发送给杂质评价单元;所述杂质评价单元用于根据杂质分布信息和杂质类型信息评价棉条杂质等级和标记杂质重点区域,并将评价等级和标记区域信息发送至抽气控制装置;
所述抽气控制装置,能够根据标记区域信息控制分梳辊上的对应区域的吸气孔进行抽气,以及根据评价等级选择与该评价等级对应的抽气量。
进一步,所述条筒运输机构包括具有底座的移位机器人,底座上设置有条筒放置区和内循环牵引结构,所述内循环牵引结构上设置有棉条限位结构以固定条筒上的棉条条头,所述棉条限位结构能够解除对棉条条头的固定;
对应外循环牵引结构和/或内循环牵引结构设置有接头结构,通过移位机器人将条筒运输至外循环牵引结构所在位置后,控制所述接头结构连接外循环牵引结构与内循环牵引结构形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中;在棉条条头进入导条器的前端时解除棉条限位结构对棉条条头的固定,棉条在喂给罗拉的回转下输送至排杂分梳机构中。
进一步,对应导条器设置有棉条检测结构,通过棉条检测结构探测导条器通道中的预设区域是否存在棉条,并在棉条不存在时发出换筒指令;
根据所述换筒指令,控制所述接头结构解除外循环牵引结构与内循环牵引结构的连接使得所述条筒运输机构能够与棉条自传动机构分离,通过移位机器人将空条筒运走。
进一步,所述棉条限位结构为夹持结构,所述夹持结构包括夹具和夹持取消结构,夹持取消结构能够驱动夹具松开以取消夹持;对应所述夹具设置有位置探测结构,通过所述位置探测结构获取夹具的位置信息并判断夹具是否到达导条器的前端,在夹具到达导条器的前端时发出解除夹持指令;根据所述解除夹持指令,控制夹持取消结构驱动夹具松开以解除对棉条条头的固定。
进一步,对应分梳腔排杂区设置有向下倾斜布置的杂质剥离面,杂质剥离面上设置有吸杂口,通过杂质剥离面在分梳辊下部形成向下倾斜的杂质剥离通道,所述杂质剥离通道由上到下包括有效纤维区、翻卷反吸区和自由落杂区,翻卷反吸区的杂质通过前述吸杂口吸入吸杂通道排出,自由落杂区的杂质自由落入排杂带排出。
进一步,所述杂质剥离面和水平面成60-70°角向下倾斜布置。
本发明由于采用以上技术方案,与现有技术相比,作为举例,具有以下的优点和积极效果:
一方面,吸气辅助型纺纱装置,通过杂质检测器探测棉条杂质特征,并根据探测结果在分梳辊上通过吸气孔进行抽气在分梳辊表面形成负压以产生辅助吸附力,同时通过吸气孔吸走棉条内侧夹杂的杂质,实现了基于棉条杂质特征的自适应吸杂,兼顾了排杂效果和节能需求。
另一方面,对应棉条喂入机构设置棉条自传动机构和条筒运输机构,实现条筒搬运以及条筒棉条自动喂入,提高了纺纱设备的自动化、连续化及智能化实现了基于棉条杂质类型的人工智能排杂,兼顾了轻杂质的排杂效果和节能需求。
再一方面,还将自由落杂和精准吸杂有机结合,具有原料适应性广、成纱质量一致性好和能耗低的特点。
附图说明
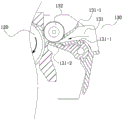
图1为本发明实施例提供的纺纱装置的结构示意图。
图2为本发明实施例提供的具有吸气孔的分梳辊的结构示意图。
图3为本发明实施例提供的棉条喂入机构的结构示意图。
图4为本发明实施例提供的搬运有条筒的移位机器人的结构示意图。
图5为本发明实施例提供的棉条自传动机构和条筒运输机构的连接结构示意图。
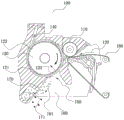
图6为本发明实施例提供的双排杂分梳机构的结构示意图。
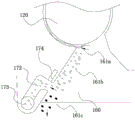
图7为本发明实施例提供的杂质剥离通道的分区示意图。
附图标记说明:
纺纱装置100;
壳体110;
分梳辊120,纤维转移区121,外筒122,吸气孔123,内筒124,通气孔125,传输管路126;抽气装置90,抽气控制装置91;
棉条喂入机构130,导条器131,喂给喇叭131-1,喂给板131-2,喂给罗拉132;
输纤通道140;
补气通道150;
分梳腔排杂区160,杂质剥离通道161,有效纤维区161a,翻卷反吸区161b,自由落杂区161c;
杂质剥离面170,吸杂口171,吸杂通道172,吸管173,吹气装置174;
外循环牵引结构180;
移位机器人190,底座191,移位结构192,条筒放置区193,内循环牵引结构194,接头结构195,主体支撑196,棉条限位结构197;
条筒300,棉条条头301。
具体实施方式
以下结合附图和具体实施例对本发明公开的结合AI的吸气辅助型纺纱装置作进一步详细说明。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。在下述实施例的附图中,各附图所出现的相同标号代表相同的特征或者部件,可应用于不同实施例中。因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
需说明的是,本说明书所附图中所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定发明可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响发明所能产生的功效及所能达成的目的下,均应落在发明所揭示的技术内容所能涵盖的范围内。本发明的优选实施方式的范围包括另外的实现,其中可以不按所述的或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
实施例
参见图1所示,为本发明提供的一种结合AI的吸气辅助型纺纱装置100,用于转杯纺纱机中,包括棉条喂入机构和排杂分梳机构。
所述排杂分梳机构包括设置有分梳腔的壳体110,所述分梳腔内安装有分梳辊120,壳体110上设置有与分梳腔分别连通的棉条喂入机构130和输纤通道140。所述分梳辊120的左侧设置有纤维转移区121用于转移分梳后的棉条。所述纤维转移区121设置于输纤通道140的下方,棉条在分梳之后先经过纤维转移区121,再通过输纤通道140输送至转杯。
纺纱时,棉条经棉条喂入机构130送入分梳腔中进行梳理,梳理后的纤维再通过输纤通道140进入到转杯的内部,再从凝聚槽出来,被牵引进入假捻盘后被制成纱线。
对应着分梳腔下方设置的补气通道150和分梳腔排杂区160。
通过补气通道150进行分梳腔补气,补气方向对应着分梳辊120下方。
分梳腔的下方为分梳腔排杂区160。具体的,在壳体110上对应分梳腔排杂区160设置有向下倾斜布置的杂质剥离面170,通过杂质剥离面170可以在分梳辊120的下部形成向下倾斜的杂质剥离通道。在分梳辊梳理棉条时,通过补气通道150对分梳腔补气,杂质或部分杂质在自身重力作用下,沿分梳腔排杂区160的杂质剥离面170落入排杂带排出。
所述分梳辊120的表面阵列布置有多个吸气孔123,吸气孔123连接抽气装置90。抽气装置90优选为气泵。所述的连接,包括将吸气孔123与抽气装置90直接连接——作为举例,比如对应每个吸气孔123设置微型抽气装置90;也包括将吸气孔123与抽气装置90通过连接管路、控制结构或其它需要的连接件进行间接连接——作为举例,比如将多个吸气孔123通过各种的子管路合并到主管路后,通过主管路与抽气装置90连接。
在棉条经高速旋转的分梳辊120进行梳理时,可以启动抽气装置,通过抽气装置90对吸气孔123进行抽气,分梳辊表面的环境空气被抽走形成了负压,负压对分梳辊表面的棉条产生辅助吸附力,同时,还通过吸气孔123吸走棉条内侧夹杂的杂质。所述的棉条内侧,是指棉条靠近分梳辊的一侧,由于进入分梳辊中进行梳理的棉条具有一定的厚度,靠近分梳辊的一侧在本发明中称为内侧,远离分梳辊的一侧在本发明中称为外侧。采用上述方式后,在通过分梳腔排杂区的进行精准吸杂和自由落杂进行排杂(杂质主要为与有效纤维分离的杂质)的同时,还通过吸气孔对棉条内侧夹杂的、未与有效纤维分离的杂质进行排杂,显著提升了排杂效率。
在优选的实施方式中,参见图2所示,所述分梳辊120为双层筒结构层,包括固定设置的内筒124、与内筒124同轴转动设置的外筒122,以及设置在外筒122与内筒124之间的吸附腔。
所述外筒122表面阵列布置有分梳针(图中未示出)和吸气孔123。抽气时,棉条内侧夹杂的杂质可以经所述吸气孔123吸入前述吸附腔中。
所述内筒124为中空腔体,所述中空腔体可以通过传输管路126连通抽气装置90。内筒124的筒壁上设置有通气孔125以连通吸附腔和内筒的中空腔体。抽气时,分梳辊外表面的空气经吸气孔123进入吸附腔后,再经所述内筒124上的通气孔125进入中空腔体后,经传输管路126被抽气装置90抽走。
所述抽气装置90可以设置在所述内筒124的中空腔体的一端或两端,并与中空腔体连通。为使杂质留在吸附腔中,所述吸附腔中还可以设置有粘附层以粘附进入吸附腔中的杂质。所述粘附层,包括但部限于倒刺粘附、胶粘剂/片粘附、电磁粘附中的一种或多种。优选为,所述粘附层采用可拆卸方式安装在吸附腔,在粘附层无法粘附杂质时,可以拆卸下来更换新的粘附层。
对应抽气装置90还可以设置抽气控制装置91以根据需要调节抽气装置90的启闭、抽气路径(可以根据需要设置阀门进行多管路调节)、抽气流量等。优选的,所述抽气控制装置91包括设置在气泵或气传输管路上的控制器,所述气泵或气传输管路能够在控制器的控制下作用于对应的吸气孔。
需要说明的是,虽然图2中仅示例了矩阵式布置的吸气孔,但本领域技术人员应知晓,所述吸气孔123在分梳辊120上的布置方式可以是矩阵阵列、梅花状阵列、六边形阵列等各种阵列形式,阵列的具体形状不应作为对本发明的限制。
参见图3所示,所述棉条喂入机构130包括导条器131和喂给罗拉132,导条器131通道的出口连接喂给罗拉132,在喂给罗拉132的回转下将棉条输送给分梳机构中进行分梳。
优选的,所述导条器131包括喂给喇叭131-1和喂给板131-2。
所述喂给喇叭131-1可以由塑料或胶木压制而成,其通道截面自入口至出口逐渐收缩成扁平状,棉条通过喂给喇叭,其截面随之相应变化。喂给喇叭的内壁光滑,以减少喇叭口对棉条的摩擦阻力,避免产生意外牵伸而破坏了棉条的均匀度。
所述喂给板131-2位于喂给罗拉132下方,喂给罗拉与喂给板共同握持形成对棉条的握持力。喂给板前端形成喂给钳口,喂给板下设置有弹簧,喂给钳口压力来自所述弹簧,通过调节所述弹簧的压缩量来调整喂给钳口的压力。
所述喂给罗拉132优选为一沟槽罗拉,与喂给板131-2共同握持,并借喂给罗拉132的积极回转,将棉条输送给分梳辊120进行分梳。为避免棉条受分梳时向分梳辊两端扩散,喂给板131-2的前端被设计成凹状,从而限制棉条的宽度。
本实施例中,对应导条器通道设置有杂质检测器,所述杂质检测器与抽气控制装置91连接,通过杂质检测器检测导条器通道中棉条的杂质信息并将检测结果发送给抽气控制装置91,所述杂质信息包括杂质所在区域信息。
抽气控制装置91连接抽气装置90并对抽气装置90进行控制。纺纱时,通过杂质检测器检测棉条喂入机构130中棉条的杂质信息并将检测结果发送给抽气控制装置91,所述抽气控制装置91能够根据检测结果控制分梳辊120上吸气孔123的抽气区域和/或抽气量。
该方式中,所述分梳辊120表面的吸气孔123可以被划分为多个区域,一个区域中的吸气孔123为一组,一组吸气孔123通过一个独立的控制器控制。进一步,吸气孔123中可以设置有压力传感器,通过压力传感器监测吸气孔123的气压并可以将气压检测值反馈给控制器,对应区域的控制器可以根据气压调整单位时间内的抽气量和/或总抽气量。
作为举例而非限制,比如分梳辊120上的吸气孔123被划分为n个区域(n为大于等于2的整数),包括第1区吸气孔、第2区吸气孔、......、第n区吸气孔,每个区的吸气孔由一个独立的控制器控制抽气量,所有控制器连接抽气控制装置91的主控部。抽气控制装置91的主控部能够根据杂质检测器检测的棉条杂质信息,评估棉条进入分梳辊120后对应的目标区域,然后控制与前述目标区域对应的吸气孔进行抽气。作为举例,比如图2虚线的圆形框中的9个吸气孔为第1区吸气孔,当评估棉条中的杂质位于该区域时,抽气控制装置191的主控部向第1区吸气孔的控制器发送抽气指令,第1区吸气孔对应的气泵启动或气传输管路开放,开始抽气,使得棉条内侧夹杂的杂质可以经所述吸气孔123吸入前述吸附腔中。
优选的,所述杂质检测器可以包括摄像头、图像识别单元和杂质评价单元。
摄像头位于喂给喇叭内侧,摄像头用于拍摄喂给喇叭中棉条的图像数据并传输给图像识别单元。
所述图像识别单元用于对棉条图像数据进行识别分析以获取棉条中的杂质分布信息和杂质类型信息,然后将杂质分布信息和杂质类型信息发送给杂质评价单元。
所述杂质评价单元用于根据杂质分布信息和杂质类型信息评价棉条杂质等级和标记杂质重点区域,并将评价等级和标记区域信息发送至抽气控制装置。
所述抽气控制装置,能够根据标记区域信息控制分梳辊上的对应区域的吸气孔进行抽气,以及根据评价等级选择与该评价等级对应的抽气量。作为举例而非限制,比如杂质类型预设的棉条杂质等级为3级——易分离杂质级、普通杂质级和难分离杂质级,其中,易分离杂质级对应的抽气量(可以是抽气量也开始时单位时间抽气量)最小,普通杂质级对应的抽气量居中,难分离杂质级对应的抽气量最大。
本实施例中,对应棉条喂入机构130还设置有棉条自传动机构。所述棉条自传动机构包括对应着导条器通道设置的外循环牵引结构180。所述外循环牵引结构180用于与条筒运输机构的内循环牵引结构连接形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中。
所述条筒运输机构,用于转运条筒300以及将条筒300上的棉条连接到外循环牵引结构180。具体的,条筒运输机构可以包括具有底座的移位机器人190,底座上设置有条筒放置区和内循环牵引结构。通过条筒放置区装载条筒300。所述条筒300作为棉条的储存容器,根据需要,所述条筒上的棉条可以是二道并条、一道并条或生条。
所述内循环牵引结构上设置有棉条限位结构以固定条筒上的棉条条头,所述棉条限位结构能够解除对棉条条头的固定。
对应外循环牵引结构和/或内循环牵引结构设置有接头结构,通过移位机器人将条筒运输至外循环牵引结构所在位置后,控制所述接头结构连接外循环牵引结构与内循环牵引结构形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中。在棉条条头进入导条器的前端时解除棉条限位结构对棉条条头的固定,棉条在喂给罗拉的回转下输送至排杂分梳机构中。
优选的,对应导条器还可以设置有棉条检测结构,通过棉条检测结构探测导条器通道中的预设区域是否存在棉条,并在棉条不存在时发出换筒指令。根据所述换筒指令,控制所述接头结构解除外循环牵引结构与内循环牵引结构的连接使得所述条筒运输机构能够与棉条自传动机构分离,通过移位机器人将空条筒运走。
本实施例中,所述外循环牵引结构、内循环牵引结构可以采用传输链条或传输带。
优选的,所述外循环牵引结构与内循环牵引结构采用同构的传输链条或传输带制作。所述外循环牵引结构可以包括首尾连接的多个传输链条单元或传输带单元,所述内循环牵引结构也包括首尾连接的多个传输链条单元或传输带单元,所述接头结构包括上部接头件和下部接头件。连接外循环牵引结构与内循环牵引结构时,通过上部接头件使内循环牵引结构的上部末端与外循环牵引结构的上部末端连接,通过下部接头件使内循环牵引结构的下部末端与外循环牵引结构的下部末端连接,从而形成闭环的棉条传输链条或传输带。
所述棉条传输链条或传输带优选的通过多个导向轮对应着导条器通道布置。多个导向轮中,至少有一个导向轮为主动轮,剩下导向轮为从动轮,主动轮在旋转驱动结构的驱动下旋转,从而带动从动轮旋转形成闭环的棉条传输链条或传输带。
优选的,采用3个导向轮对应着导条器通道布置,形成三角形或近似三角形的棉条传输链条或传输带。结合图1所示,对应导条器通道下方设置有棉条输送导向轮,对应内循环牵引结构与外循环牵引结构的上部接头位置设置有上部导向轮,对应内循环牵引结构与外循环牵引结构的下部接头位置设置有下部导向轮。前述导向轮,棉条输送导向轮可以设置为主动轮,对应主动轮设置选择驱动结构;剩下导向轮为从动轮,可以在链条或传输带的传动作用下进行旋转。棉条喂入输送时,主动轮在旋转驱动结构的驱动下旋转,从而带动从动轮旋转形成闭环的棉条传输链条或传输带。
参见图4所示,示例了移位机器人190的优选结构。所述移位机器人190包括底座191,底座191的下部安装有移位结构192,底座191的上部设置有条筒放置区193,并通过主体支撑196安装有内循环牵引结构194,对用内循环牵引结构194的上下末端分别设置有接头结构195,在内循环牵引结构194的上部安装有棉条限位结构197。
底座191的壳体内可以安装移位机器人的控制器,通过所述控制器进行信息收发、信息处理以及动作控制。
所述移位结构192用以实现机器人的位置移动。根据需要,所述移位机器人190可以基于预定轨道移动也可以无轨道移动,当采用轨道移动方式时,所述移位结构与轨道匹配的形状匹配。
本实施例中,优选的采用无轨道移动,移位结构192可以采用固定脚轮、活动脚轮或履带。此时,可以在控制器的存储器或关联服务器中存储相关地图——比如纺纱设备所在工厂的厂房地图;移位机器人190接收到搬运指令后,控制器基于工厂地图确定行驶路径,并控制移位结构启动,搬运条筒。
所述条筒放置区193用于装载条筒,图4中示例了条筒放置区193装载条筒300时的结构。
所述内循环牵引结构194用于与外循环牵引结构180连接。具体的,内循环牵引结构194的上下末端分别设置有接头结构195,通过接头结构195实现内循环牵引结构194与外循环牵引结构180的连接。
所述接头结构195用于进行内循环牵引结构194与外循环牵引结构180的可拆卸连接,使得内循环牵引结构194与外循环牵引结构180能够在需要时连接成一个闭环的传输结构进行棉条喂入输送,也能够在需要时分离以便更换空条筒。本实施例中,所述接头结构195优选的采用卡接连接件、吸附连接件和/或夹扣连接件。
所述卡接连接件优选采用圆形凹槽的子母扣。
所述吸附连接件优选的采用磁吸附连接件,通过异性磁极相吸的原理实现内循环牵引结构194与外循环牵引结构180的可拆卸连接,优选的,采用电磁铁结构。
所述夹扣连接件优选的采用]型夹扣。]型夹扣包括两个横臂和连接两个横臂的竖臂,两个横臂分别用于插入内循环牵引结构194末端、外循环牵引结构180末端的开孔中并被开孔中的限位结构限位,从而实现内循环牵引结构194末端与外循环牵引结构180末端的连接。所述的限位结构,作为举例而非限制,可以采用限位槽,对应的横臂表面设置有与限位槽匹配的环形凸起,凸起进行限位槽后可以限制横臂的水平运动,防止横臂从开孔中脱离。
作为典型方式的举例而非限制,下面以接头结构采用子母扣的卡接连接件为例,详细描述通过接头结构连接外循环牵引结构与内循环牵引结构形成闭环的棉条输送结构的步骤。
具体的,所述卡接结构包括可以配合的母扣和子扣,母扣可以采用凹槽,凹槽内壁为弧形,对应的子扣采用圆形凸起;在外力作用下所述子扣可以插入母扣中形成卡接,以及在外力作用下所述子扣可以从母扣中拔出以解除连接。当子扣插入母扣进行卡接时,子扣还可以围绕母扣进行角度旋转。
所述接头结构包括上部接头件和下部接头件,连接外循环牵引结构与内循环牵引结构时,通过上部接头件使内循环牵引结构的上部末端与外循环牵引结构的上部末端连接,通过下部接头件使内循环牵引结构的下部末端与外循环牵引结构的下部末端连接,从而形成闭环的棉条传输链条或传输带,参见图5所示。
具体的,所述外循环牵引结构180可以包括首尾连接的多个传输链条单元,多个传输链条单元也采用上述子母扣方式连接;其中,上部末尾的传输链条单元的末端设置为母扣(对应图5中的外循环牵引结构180的上部末端),下部末尾的传输链条单元的末端设置为子扣(对应图5中的外循环牵引结构180的下部末端)。对应的,所述内循环牵引结构也包括首尾连接的多个传输链条单元,多个传输链条单元也采用子母扣连接;其中,下部末尾的传输链条单元的末端设置为母扣(对应图5中的内循环牵引结构194的下部末端的接头结构),上部末尾的传输链条单元的末端设置为子扣(对应图5中的内循环牵引结构194的上部末端的接头结构)。即,外循环牵引结构180的上部母扣与内循环牵引结构194的上部子扣形成了上部接头件,外循环牵引结构180的下部子扣与内循环牵引结构194的下部母扣形成了下部接头件。
需要连接外循环牵引结构与内循环牵引结构时,控制器控制所述移位机器人190整体向外循环牵引结构180所在位置运动,使内循环牵引结构194进入到外循环牵引结构180的两个末端之间,此时,内循环牵引结构194的两个末端与外循环牵引结构180的两个末端位于同一条直线上。然后,控制器控制子扣向母扣方向运动(此时,对应子扣设置有驱动电机或驱动气缸,驱动电机或驱动气缸与控制器连接并接收控制器的控制)或者控制母扣向子扣方向运动(此时,对应母扣设置有驱动电机或驱动气缸,驱动电机或驱动气缸与控制器连接并接收控制器的控制),在驱动电机或驱动气缸的驱动下,子扣插入母扣完成卡接。
当需要外循环牵引结构与内循环牵引结构脱离时,对应的,控制器控制子扣向远离母扣的方向运动,或者控制器控制母扣扣向远离子扣的方向运动(此时,驱动电机或驱动气缸的运动方向,与连接外循环牵引结构与内循环牵引结构时驱动电机或驱动气缸的运动方向相反)。
接头结构195连接外循环牵引结构180与内循环牵引结构194后,外循环牵引结构180与内循环牵引结构194形成了闭环的棉条传输链条或传输带。通过控制导向轮中的主动轮旋转,带动从动轮旋转,棉条在棉条传输链条或传输带的作用向喂给罗拉132方向运动。
在内循环牵引结构194的上部安装有棉条限位结构197,棉条限位结构197用于将棉条条头301固定在内循环牵引结构194上,在内循环牵引结构194向喂给罗拉132方向运动时,带动棉条限位结构197和棉条条头301一起向喂给罗拉132方向运动。在棉条条头301进入导条器131的前端时,解除棉条限位结构对棉条条头301的固定,棉条在喂给罗拉132的回转下输送至分梳机构120中。
本实施例中,所述棉条限位结构优选为夹持结构。具体的,可以采用电控的夹持结构,即通过电动驱动方式控制夹具的夹持与松开,此时,夹具的电动驱动结构与控制器连接并接收控制器的控制;也可以采用非电控的夹持结构,即通过非电动方式控制夹具的夹持与松开。
采用电控的夹持结构时,优选的,所述夹持结构包括夹具和夹持取消结构,所述夹持取消结构能够驱动夹具松开以取消夹持。对应所述夹具还设置有位置探测结构,通过所述位置探测结构获取夹具的位置信息并判断夹具是否到达导条器的前端,在夹具到达导条器的前端时发出解除夹持指令。
根据所述解除夹持指令,控制夹持取消结构驱动夹具松开以解除对棉条条头的固定,棉条在喂给罗拉的回转下输送至分梳机构中。
优选的,所述位置探测结构可以包括摄像头和图像识别装置,所述导条器的前端设置可探测标记——比如特殊的表面颜色或特殊的表面纹理或设置可探测光电元件等。通过摄像头采集导条器通道的图像数据并发送给图像识别装置,当棉条到达导条器的前端时所述可探测标记被遮盖,此时采集的图像数据中没有可探测标记,即可以判定夹具到达导条器的前端,发出解除夹持指令。根据所述解除夹持指令,夹持取消结构驱动夹具松开,解除夹具对棉条条头的限位(固定)。
采用非电控的夹持结构时,优选的,所述夹持结构包括活动安装在内循环牵引结构上的夹具,当夹具到达导条器的前端时,在喂给罗拉和/或导条器的作用下所述夹具被顶开以解除对棉条条头的固定,棉条在喂给罗拉的回转下输送至分梳机构中。
优选的,被顶开的夹具从内循环牵引结构下脱离后,在重力作用下,掉入设置在导条器通道的前端的回收槽中进行回收。
本实施例的另一实施方式中,考虑到短绒等重量较轻的轻杂质距离纤维输送区域较近,在纤维输送负压气流的作用下容易在剥离区域积聚后反吸回分梳腔体产生翻卷反吸,还设置了自由落杂与精准吸杂相结合的排杂结构。
具体的,参见图6所示,对应杂质剥离面170,在杂质剥离面170上设置有吸杂口171以进行吸杂。本实施例中,所述杂质剥离面和水平面成60-70°角向下倾斜布置,优选为65°角。
排杂时,通过所述杂质剥离面在分梳辊下部形成向下倾斜的杂质剥离通道。在喷气孔的喷气鼓风作用、分梳辊离心力、补气托持力和自身重力的综合作用下,所述杂质剥离通道由上到下可以包括有效纤维区、翻卷反吸区和自由落杂区。有效纤维区的长纤维保持在分梳腔内参与成纱。翻卷反吸区的杂质通过前述吸杂口吸入吸杂通道排出。自由落杂区的杂质自由落入排杂带排出。
参见图7所示,对于最上面的有效纤维区161a,该区域的纤维长,单位体积重量小,分梳补气托持力大于喷气鼓风力、离心力和重力综合作用力,使有限纤维保持在分梳腔体内参与成纱。对于中间的翻卷反吸区161b,该区域主要由轻杂质、短绒等杂质组成(由于分梳补气托持力和喷气鼓风力、离心力以及重力持平,使得该部分杂质容易反吸回分梳体内,导致意外断头),本发明通过在杂质剥离面上设置吸杂口,在吸杂口的吸杂负压吸力作用下实现精准吸杂,该部分杂质综合作用下处于向下,致使轻杂质、短绒等杂质通过吸杂通道被顺利排出,显著提高了再生原料的适应性。由于吸杂主要用于清除轻杂质、短绒等,防止其翻卷反吸回分梳腔体,故吸杂负压要求不高,保证了低能耗。对于下面的自由落杂区161c,该区域主要是棉结、棉籽壳、短线头等重杂质,单位体积重量大,分梳补气托持力远小于喷气鼓风力、离心力和重力综合作用力,致使重杂、大杂质自由落入排杂带排出。上述方案尤其适用于含杂量较多再生原料,杂质中的重杂、大杂质等靠分梳离心力自由排出,杂质中的轻杂、短绒等靠吸杂转移清除,消除了分梳腔体排杂区杂质翻卷反吸,从而最大限度保留有效纤维成纱,实现精准除杂,保证了高制成率,同时减少了因杂质翻卷反吸导致的棉结断头,增加了再生原料适纺性。
本实施例中,所述吸杂口、吸杂通道与分梳腔排杂区可以分体制作后拼接组装,也可以一体成型制作。优选的,所述吸杂口、吸杂通道与分梳腔排杂区一体成型设置。吸杂通道172的前端连接吸杂口171,或者将吸杂口171作为吸杂通道172前端的一部分。
继续参见图7所示,所述吸杂通道172优选为L型通道,所述L型通道的内拐角进行圆角处理。所述吸杂通道172的尾部通过吸管173与吸杂主风管连通。所述吸管173的横截面为圆形,吸管173的末端设置有口径渐缩的锥形尾管,锥形尾管的小口径端与吸杂主风管连通。
进一步,对应吸杂口171或吸杂通道172还可以设置有吹气装置174。在一个实施方式中,通过所述吹气装置174能够定期对吸杂口或吸杂通道进行吹气清洁,防止吸杂管路堵塞。在另一个实施方式中,还可以根据用户的操作,通过吹气装置174对吸杂口或吸杂通道进行吹气清洁,防止吸杂管路堵塞。
在上面的描述中,在本公开内容的目标保护范围内,各组件可以以任意数目选择性地且操作性地进行合并。另外,像“包括”、“囊括”以及“具有”的术语应当默认被解释为包括性的或开放性的,而不是排他性的或封闭性,除非其被明确限定为相反的含义。所有技术、科技或其他方面的术语都符合本领域技术人员所理解的含义,除非其被限定为相反的含义。在词典里找到的公共术语应当在相关技术文档的背景下不被太理想化或太不实际地解释,除非本公开内容明确将其限定成那样。
虽然已出于说明的目的描述了本公开内容的示例方面,但是本领域技术人员应当意识到,上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明的优选实施方式的范围包括另外的实现,其中可以不按所述出现或讨论的顺序来执行功能。本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
Claims (9)
1.一种结合AI的吸气辅助型纺纱装置,用于转杯纺纱机中,包括棉条喂入机构和排杂分梳机构,其特征在于:
所述排杂分梳机构包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂入机构和输纤通道,对应分梳腔下方设有补气通道和分梳腔排杂区;所述分梳辊表面阵列布置有多个吸气孔,吸气孔连接抽气装置,抽气控制装置连接抽气装置并对抽气装置进行控制;
所述棉条喂入机构包括导条器和喂给罗拉,导条器通道的出口连接喂给罗拉,在喂给罗拉的回转下将棉条输送给分梳机构中进行分梳;对应棉条喂入机构设置有棉条自传动机构,所述棉条自传动机构包括对应着导条器通道设置的外循环牵引结构,所述外循环牵引结构用于与条筒运输机构的内循环牵引结构连接形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中;
其中,对应导条器通道设置有杂质检测器,所述杂质检测器与抽气控制装置连接,通过杂质检测器检测导条器通道中棉条的杂质信息并将检测结果发送给抽气控制装置,所述杂质信息包括杂质所在区域信息;
所述抽气控制装置被配置为:在喂入分梳腔的棉条经分梳辊进行梳理时,根据检测结果控制分梳辊上与前述杂质所在区域对应的吸气孔进行抽气在分梳辊表面形成负压以产生辅助吸附力,同时通过吸气孔吸走棉条内侧夹杂的杂质;
其中,所述条筒运输机构包括具有底座的移位机器人,底座上设置有条筒放置区和内循环牵引结构,所述内循环牵引结构上设置有棉条限位结构以固定条筒上的棉条条头,所述棉条限位结构能够解除对棉条条头的固定;对应外循环牵引结构和/或内循环牵引结构设置有接头结构,通过移位机器人将条筒运输至外循环牵引结构所在位置后,控制所述接头结构连接外循环牵引结构与内循环牵引结构形成闭环的棉条输送结构,通过所述棉条输送结构将条筒上的棉条输送到导条器的通道中;在棉条条头进入导条器的前端时解除棉条限位结构对棉条条头的固定,棉条在喂给罗拉的回转下输送至排杂分梳机构中。
2.根据权利要求1所述的吸气辅助型纺纱装置,其特征在于:所述分梳辊包括固定设置的内筒、与内筒同轴转动设置的外筒,以及设置在外筒与内筒之间的吸附腔;
所述外筒表面阵列布置有分梳针和吸气孔,抽气时,棉条内侧夹杂的杂质经所述吸气孔吸入前述吸附腔中;
内筒为中空腔体,所述中空腔体连通抽气装置,内筒筒壁上设置有通气孔以连通吸附腔和内筒的中空腔体,抽气时,分梳辊表面的空气经吸气孔进入吸附腔后,再经所述通气孔进入中空腔体后被抽气装置抽走。
3.根据权利要求2所述的吸气辅助型纺纱装置,其特征在于:将所述内筒的中空腔体的一端或两端连通抽气装置,所述吸附腔中设置有粘附层以粘附进入吸附腔中的杂质。
4.根据权利要求1所述的吸气辅助型纺纱装置,其特征在于:所述导条器包括喂给喇叭和喂给板,喂给板位于喂给罗拉下方,喂给罗拉与喂给板共同握持形成对棉条的握持力;喂给板前端形成喂给钳口,喂给板下设置有弹簧,喂给钳口压力来自所述弹簧,通过调节所述弹簧的压缩量来调整喂给钳口的压力。
5.根据权利要求4所述的吸气辅助型纺纱装置,其特征在于:所述杂质检测器包括摄像头、图像识别单元和杂质评价单元,摄像头位于喂给喇叭内侧;所述摄像头用于拍摄喂给喇叭中棉条的图像数据并传输给图像识别单元,所述图像识别单元用于对棉条图像数据进行识别分析以获取棉条中的杂质分布信息和杂质类型信息,然后将杂质分布信息和杂质类型信息发送给杂质评价单元;所述杂质评价单元用于根据杂质分布信息和杂质类型信息评价棉条杂质等级和标记杂质重点区域,并将评价的棉条杂质等级和标记的杂质重点区域信息发送至抽气控制装置;
所述抽气控制装置,能够根据标记的杂质重点区域信息控制分梳辊上的对应区域的吸气孔进行抽气,以及根据评价的棉条杂质等级选择与该等级对应的抽气量。
6.根据权利要求1所述的吸气辅助型纺纱装置,其特征在于:对应导条器设置有棉条检测结构,通过棉条检测结构探测导条器通道中的预设区域是否存在棉条,并在棉条不存在时发出换筒指令;
根据所述换筒指令,控制所述接头结构解除外循环牵引结构与内循环牵引结构的连接使得所述条筒运输机构能够与棉条自传动机构分离,通过移位机器人将空条筒运走。
7.根据权利要求6所述的吸气辅助型纺纱装置,其特征在于:所述棉条限位结构为夹持结构,所述夹持结构包括夹具和夹持取消结构,夹持取消结构能够驱动夹具松开以取消夹持;对应所述夹具设置有位置探测结构,通过所述位置探测结构获取夹具的位置信息并判断夹具是否到达导条器的前端,在夹具到达导条器的前端时发出解除夹持指令;根据所述解除夹持指令,控制夹持取消结构驱动夹具松开以解除对棉条条头的固定。
8.根据权利要求1所述的吸气辅助型纺纱装置,其特征在于:对应分梳腔排杂区设置有向下倾斜布置的杂质剥离面,杂质剥离面上设置有吸杂口,通过杂质剥离面在分梳辊下部形成向下倾斜的杂质剥离通道,所述杂质剥离通道由上到下包括有效纤维区、翻卷反吸区和自由落杂区,翻卷反吸区的杂质通过前述吸杂口吸入吸杂通道排出,自由落杂区的杂质自由落入排杂带排出。
9.根据权利要求8所述的吸气辅助型纺纱装置,其特征在于:所述杂质剥离面和水平面成60-70°角向下倾斜布置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011631710.6A CN114687016B (zh) | 2020-12-30 | 2020-12-30 | 结合ai的吸气辅助型纺纱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011631710.6A CN114687016B (zh) | 2020-12-30 | 2020-12-30 | 结合ai的吸气辅助型纺纱装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114687016A CN114687016A (zh) | 2022-07-01 |
| CN114687016B true CN114687016B (zh) | 2023-05-12 |
Family
ID=82134899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011631710.6A Active CN114687016B (zh) | 2020-12-30 | 2020-12-30 | 结合ai的吸气辅助型纺纱装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114687016B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118218257B (zh) * | 2024-05-22 | 2024-08-27 | 山东科力华电磁设备有限公司 | 一种不锈钢碎料分拣装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4310810A1 (de) * | 1993-04-02 | 1994-10-06 | Schlafhorst & Co W | Offenend-Spinneinheit mit einer im Bereich eines Auflösewalzengehäuses angeordneten Schmutzkammer |
| DE102007005049A1 (de) * | 2007-01-26 | 2008-07-31 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung in der Spinnereivorbereitung zum Abscheiden von Fremdstoffen an einer Fördereinrichtung für Fasermaterial, z.B. Baumwolle, Chemiefasern o. dgl. |
| CN106435866B (zh) * | 2016-10-21 | 2022-04-12 | 东华大学 | 一种消除涡流的转杯纺纱器 |
| CN107190374B (zh) * | 2017-07-13 | 2023-10-20 | 浙江理工大学 | 一种用于转杯纺纱机的排杂分梳装置 |
| CN107366051A (zh) * | 2017-07-19 | 2017-11-21 | 苏州多道自动化科技有限公司 | 一种主动吸杂式多适应转杯纺纱机 |
| CN108642616B (zh) * | 2018-05-22 | 2021-03-26 | 卓郎(江苏)纺织机械有限公司 | 具有纺纱器打开状态检测装置的转杯纺纱机 |
| CN110016771B (zh) * | 2019-04-13 | 2024-02-06 | 张家港市德胜染整有限责任公司 | 一种蒸纱定型机 |
| CN212223173U (zh) * | 2020-04-28 | 2020-12-25 | 天台县万能筛网有限公司 | 一种滤布纤维除尘梳理装置 |
-
2020
- 2020-12-30 CN CN202011631710.6A patent/CN114687016B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN114687016A (zh) | 2022-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105460568B (zh) | 理管机 | |
| CN114687016B (zh) | 结合ai的吸气辅助型纺纱装置 | |
| EP3708701A1 (en) | A device, a system and method for resurrection of a yarn breakage in a ring spinning machine | |
| CN103010816B (zh) | 纱线卷取机 | |
| CN103014931B (zh) | 气流纺纱装置、纺纱单元、纺纱机械及气流纺纱方法 | |
| CN109913983A (zh) | 一种纯棉精梳机织纱高效生产方法 | |
| CN102808247B (zh) | 用于自由端纺纱机的服务小车的抽吸装置 | |
| CN114687019B (zh) | 基于杂质检测的人工智能纺纱装置 | |
| CN113668102B (zh) | 纺纱自动输送机器人 | |
| CN109678004B (zh) | 一种自动络筒机用理管机 | |
| CN206126213U (zh) | 理管机纱管定向输送机构 | |
| CN114687015B (zh) | 转杯纺纱机的智能纺纱装置及系统 | |
| CN114687023B (zh) | 智能纺纱生产系统及优化方法 | |
| CN113652785B (zh) | 具有棉条自动输送功能的纺纱设备 | |
| CN114687026B (zh) | 全自动纺纱管理系统及纺纱控制方法 | |
| US4858809A (en) | Conveying of filament bundles over long conveying sections | |
| US6195974B1 (en) | Process and device for the automatic introduction of a fiber sliver | |
| CN113652781B (zh) | 转杯纺纱机的人工智能双排杂分梳装置及应用 | |
| CN113652777B (zh) | 通过人工智能提升纺纱排杂性能的方法及系统 | |
| CN114687020B (zh) | 基于杂质检测的转杯纺纱机ai排杂分梳系统 | |
| US5768750A (en) | Apparatus and method for opening multiple fiber bales | |
| CN104711710A (zh) | 一种真丝绵带自动化延展工艺 | |
| CN109576832B (zh) | 一种离心-摩擦纺纱装置及以其进行的制纱方法 | |
| CN113652776B (zh) | 基于纤维检测的ai多排杂分梳装置及应用 | |
| CN113652779B (zh) | 转杯纺纱机的吸气辅助多排杂分梳装置及纺纱机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: No. 798, Yuexiu Road, Lili Town, Wujiang District, Suzhou City, Jiangsu Province 215211 Applicant after: SUZHOU DUODAO AUTOMATION TECHNOLOGY CO.,LTD. Address before: 215215 FenHu science and Technology Pioneer Park, No. 558 FenHu Avenue, Lili Town, Wujiang District, Suzhou City, Jiangsu Province Applicant before: SUZHOU DUODAO AUTOMATION TECHNOLOGY CO.,LTD. |
|
| CB02 | Change of applicant information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |