CN114672619A - 一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 - Google Patents
一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 Download PDFInfo
- Publication number
- CN114672619A CN114672619A CN202210274782.2A CN202210274782A CN114672619A CN 114672619 A CN114672619 A CN 114672619A CN 202210274782 A CN202210274782 A CN 202210274782A CN 114672619 A CN114672619 A CN 114672619A
- Authority
- CN
- China
- Prior art keywords
- manganese steel
- medium manganese
- steel
- pretreatment
- toughness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
本发明涉及一种提高中锰钢塑韧性的方法,尤其涉及一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法。先将中锰钢进行循环预处理,后进行Q&P工艺:以一定的加热速率升温至双相区的某一温度并进行保温,后快速冷却至马氏体开始转变的临界温度(Ms)进行淬火保温一段时间,后水淬至室温。本发明采用循环预处理及Q&P工艺相结合,使原始中锰钢产生塑性变形,其组织错开摆脱溶质原子的钉扎,导致位错多系滑移,积累层错能,充分利用C/Mn元素的配分效应,残余奥氏体的稳定性得到大幅度提高,改善了中锰钢的力学性能。在钢板成形过程中,采用该方法,能在保证使用安全等级条件下,大幅度提高钢板的塑韧性,在实际生产中具有良好的应用前景。
Description
技术领域
本发明涉及一种提高中锰钢塑韧性的方法,特别涉及一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法。
背景技术
随着科技与经济的发展,在全球节能与环保的大势所趋下,汽车材料的应用和发展始终围绕着“绿色、低碳、轻量化”这一大方向进行,车身减重和提高碰撞性能已经是当前汽车工业发展的两个重要目标。
当前,第三代先进汽车用钢的性能指标已在研发中,其目标是实现高强度和高塑性的结合,虽然,目前研究人员在工艺路线上和钢种的成分设计上对中锰钢进行诸多尝试,但是如何在保证中锰钢的安全使用等级下,通过调整工艺最大化提升中锰钢的塑韧性,还没有很好的方法。
发明内容
针对上述不足,本发明提出一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法,在保证中锰钢的安全使用等级下,牺牲少量中锰钢的强度,通过提高奥氏体的稳定性及C/Mn元素的配分获得更稳定的奥氏体组织,来增加其塑韧性。
为实现上述目的,本发明的技术方案是:通过以下步骤实现:
(1)预处理:将中锰钢以1mm/min的拉伸速率进行循环拉伸的塑性变形,循环次数1~4次,变形量3%~6%;
(2)锰元素配分:将中锰钢以5~10℃/min的加热速率升温至中锰钢的临界双相区温度(AC1)650℃~680℃,保温时间10-30min;
(3)C元素配分:将中锰钢迅速淬火冷却至临界马氏体开始转变温度(Ms)80℃~100℃,并控制C配分时间20-30s;
(4)最后水淬至室温,得到强塑积为28~31GPa·%,其断后延伸率为20~26%的中锰钢板。
所述的一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法中的步骤(2)、(3)中的AC1和MS由经验公式(1-1)、(1-2)计算并将统计误差考虑在内:


所述的预处理前需要将中锰钢使用清洁酒精浸泡一段时间后清洗,进行表面除锈后风干,使表面光洁,避免热处理时造成受热不均匀。
所述的步骤(1)中使用1mm/min的拉伸速率进行反复拉压的设备选用WDW-100E型电子万能试验机。
所述的步骤(2)中使用YTH-5-12型马弗炉进行试验钢的临界双相区保温处理。
所述的步骤(3)中的冷却速率大于或等于马氏体临界转变的冷却速率,并以水为介质进行C元素配分保温处理,选用XMTD-204 HH系列数显恒温水浴锅;其中马氏体临界转变的冷却速率可由DIL 805A 热膨胀仪测定的静态CCT曲线(膨胀量-温度曲线)确定。
与现有技术相比,本发明的有益效果是:通过循环预处理及Q&P工艺使原始中锰钢产生塑性变形,其组织错开摆脱了溶质原子的钉扎作用,导致位错多系滑移,积累层错能,充分利用C/Mn元素的配分效应,残余奥氏体的稳定性得到大幅度提高,极大地提升了中锰钢的塑韧性,改善了中锰钢的综合力学性能。通过循环预处理及Q&P工艺所生产的中锰钢,在保证使用安全的等级条件下,牺牲100-200MPa的强度,使其塑韧性比单纯相同的Q&P热处理工艺提升30%~60%。
附图说明
图1是本发明的工艺流程图;
图2是本发明的对比实施例的力学性能测试结果图;
图3是本发明的对比实施例室温组织的扫描电镜图像;
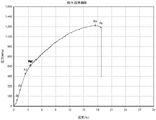
图4是本发明的实施例1的力学性能测试结果图;
图5是本发明的实施例1室温组织的扫描电镜图像;
图6是本发明的实施例2的力学性能测试结果图;
图7是本发明的实施例2室温组织的扫描电镜图像;
图中,1、锰元素配分,2、碳元素配分,3、淬火,4、Mf线,5、Ms线,6、Ac1线,7、Ac3线。
具体实施方式
下面结合附图和实施例详细说明具体实施方式。
本发明实施例中的扫描电镜图像是在SUPRATM 55型扫描电镜下拍摄而获得微观组织图片,拉伸试样按照ASTM E8标准利用NSC-M3线切割机制得,并利用WDW-100E型电子万能试验机在室温下以1mm/min的拉伸速率进行循环拉伸塑性变形的预处理,后经过Q&P热处理工艺,再以1mm/min的拉伸速率进行拉伸测试,经测试并计算获得各试样的抗拉强度、断后伸长率和强塑积。
对比实施例
实际工艺中使用0.18C-7.39Mn-1.77Si的中锰钢,其厚度为2.5-3mm,使用清洁酒精洗净,除锈去油后风干,使表面光洁,避免热处理过程中的受热不均,其步骤如下:
(1)预处理:将中锰钢以1mm/min的拉伸速率进行循环拉伸的塑性变形,循环次数0次,变形量0%;
(2)锰元素配分:将中锰钢以5~10℃/min的加热速率升温至中锰钢的临界双相区温度680℃,保温时间15min;
(3)C元素配分:将中锰钢迅速淬火冷却至临界马氏体开始转变温度(Ms)100℃,并控制C配分时间30s;
(4)最后水淬至室温。
图3为室温组织的扫描电镜图像,可以判断处理后的组织由马氏体、残余奥氏体、铁素体组成。抗拉强度为1550MPa,断后伸长率为15.44%,强塑积为23.93GPa·%。
实施例1
实际工艺中使用0.18C-7.39Mn-1.77Si的中锰钢,其厚度为2.5-3mm,使用清洁酒精洗净,除锈去油后风干,使表面光洁,避免热处理过程中的受热不均,其步骤如下:
(1)预处理:将试验钢以1mm/min的拉伸速率进行循环拉伸的塑性变形,变形量4%,循环次数1次;
(2)锰元素配分:将试验钢以5~10℃/min的加热速率升温至中锰钢的临界双相区温度680℃,保温时间15min;
(3)C元素配分:将试验钢迅速冷却淬火至临界马氏体开始转变温度(Ms)100℃,控制C配分时间30s;
(4)最后水淬至室温。
图5为室温组织的扫描电镜图像,可以判断处理后的组织由马氏体、残余奥氏体、铁素体组成。抗拉强度为1300MPa,断后伸长率为21.96%,强塑积为28.55GPa·%。
实施例2
实际工艺中使用0.18C-7.39Mn-1.77Si的中锰钢,其厚度为2.5-3mm,使用清洁酒精洗净,除锈去油后风干,使表面光洁,避免热处理过程中的受热不均,其步骤如下:
(1)预处理:将试验钢以1mm/min的拉伸速率进行循环拉伸的塑性变形,变形量4%,循环次数3次;
(2)锰元素配分:将试验钢以5~10℃/min的加热速率升温至试验钢的临界双相区温度680℃,保温时间15min;
(3)C元素配分:将试验钢迅速冷却淬火至临界马氏体开始转变温度(Ms)100℃,控制C配分时间30s;
(4)最后水淬至室温。
图7为室温组织的扫描电镜图像,可以判断处理后的组织由马氏体、残余奥氏体、铁素体组成。抗拉强度为1220MPa,断后伸长率为26%,强塑积为31.72GPa·%。
Claims (2)
1.一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法,其特征是通过以下步骤实现:
预处理:将中锰钢以1mm/min的拉伸速率进行循环拉伸的塑性变形,循环次数1~4次,变形量3%~6%;
锰元素配分:将中锰钢以5~10℃/min的加热速率升温至中锰钢的临界双相区温度(AC1)650℃~680℃,保温时间10-30min;
C元素配分:将中锰钢迅速淬火冷却至临界马氏体开始转变温度(Ms)80℃~100℃,并控制C配分时间20-30s;
最后水淬至室温,得到强塑积为28~31GPa·%,其断后延伸率为20~26%的中锰钢板。
2.根据权利要求1所述的一种循环预处理及Q&P工艺提升中锰钢塑韧性的方法,其特征在于:步骤(3)中所述的冷却速率大于或等于马氏体临界转变的冷却速率。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210274782.2A CN114672619B (zh) | 2022-03-21 | 2022-03-21 | 一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210274782.2A CN114672619B (zh) | 2022-03-21 | 2022-03-21 | 一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114672619A true CN114672619A (zh) | 2022-06-28 |
| CN114672619B CN114672619B (zh) | 2023-07-18 |
Family
ID=82074403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210274782.2A Active CN114672619B (zh) | 2022-03-21 | 2022-03-21 | 一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114672619B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115627328A (zh) * | 2022-11-11 | 2023-01-20 | 山东建筑大学 | 一种强塑积51GPa%级含铝冷轧中锰钢热处理方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103993224A (zh) * | 2014-04-23 | 2014-08-20 | 中建材宁国新马耐磨材料有限公司 | 一种中锰钢破碎机锤头及其制备方法 |
| CN105296729A (zh) * | 2015-11-15 | 2016-02-03 | 丹阳市蓝锐粉末合金制品有限公司 | 一种细化中国低活化铁素体—马氏体钢晶粒的方法 |
| CN111041178A (zh) * | 2019-12-20 | 2020-04-21 | 上海交通大学 | 一种循环轧制高强高韧双相钢制备方法 |
| US20200149129A1 (en) * | 2017-06-02 | 2020-05-14 | Arcelormittal | Steel sheet for manufacturing press hardened parts, press hardened part having a combination of high strength and crash ductility, and manufacturing methods thereof |
| US20200354822A1 (en) * | 2016-12-28 | 2020-11-12 | Industry-Academic Cooperation Foundation, Yonsei University | High-strength medium manganese steel for warm stamping and method for manufacturing same |
| CN111996465A (zh) * | 2020-08-10 | 2020-11-27 | 北京科技大学 | 一种超高强汽车用轻质中锰钢热轧板及制备方法 |
| CN112662931A (zh) * | 2019-10-15 | 2021-04-16 | 中国石油化工股份有限公司 | 一种同时提高奥氏体钢强度和塑性的方法及其产品 |
-
2022
- 2022-03-21 CN CN202210274782.2A patent/CN114672619B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103993224A (zh) * | 2014-04-23 | 2014-08-20 | 中建材宁国新马耐磨材料有限公司 | 一种中锰钢破碎机锤头及其制备方法 |
| CN105296729A (zh) * | 2015-11-15 | 2016-02-03 | 丹阳市蓝锐粉末合金制品有限公司 | 一种细化中国低活化铁素体—马氏体钢晶粒的方法 |
| US20200354822A1 (en) * | 2016-12-28 | 2020-11-12 | Industry-Academic Cooperation Foundation, Yonsei University | High-strength medium manganese steel for warm stamping and method for manufacturing same |
| US20200149129A1 (en) * | 2017-06-02 | 2020-05-14 | Arcelormittal | Steel sheet for manufacturing press hardened parts, press hardened part having a combination of high strength and crash ductility, and manufacturing methods thereof |
| CN112662931A (zh) * | 2019-10-15 | 2021-04-16 | 中国石油化工股份有限公司 | 一种同时提高奥氏体钢强度和塑性的方法及其产品 |
| CN111041178A (zh) * | 2019-12-20 | 2020-04-21 | 上海交通大学 | 一种循环轧制高强高韧双相钢制备方法 |
| CN111996465A (zh) * | 2020-08-10 | 2020-11-27 | 北京科技大学 | 一种超高强汽车用轻质中锰钢热轧板及制备方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115627328A (zh) * | 2022-11-11 | 2023-01-20 | 山东建筑大学 | 一种强塑积51GPa%级含铝冷轧中锰钢热处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114672619B (zh) | 2023-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107127212B (zh) | 超快速加热工艺生产高强塑积中锰冷轧钢板的方法 | |
| US11401566B2 (en) | High strength and high toughness stainless steel and processing method thereof | |
| CN101463453A (zh) | 一种铝合金的热处理方法 | |
| CN114672619A (zh) | 一种循环预处理及q&p工艺提升中锰钢塑韧性的方法 | |
| CN112899456A (zh) | 一种高强度-高塑性的高锰trip钢板材及其制备方法 | |
| CN112831721A (zh) | 一种增材制造超高强塑积钢材料及其制备方法 | |
| CN108866296B (zh) | 一种低成本中锰钢的热处理方法 | |
| CN107287401B (zh) | 一种通过碳-锰综合配分提高传统q&p钢性能的方法 | |
| CN114214494A (zh) | 一种不锈钢耐腐蚀性能的表面晶界工程处理方法 | |
| CN109022728A (zh) | 一种亚稳态奥氏体不锈钢的高温淬火-深过冷-低温配分热处理方法及不锈钢 | |
| CN104451043A (zh) | 一种20CrMnMo钢强烈淬火工艺 | |
| CN113416834A (zh) | 一种钢丝热处理淬火工艺 | |
| CN108754101B (zh) | 一种AerMet100钢的深冷处理工艺 | |
| Zheng et al. | Novel water-air circulation quenching process for AISI 4140 steel | |
| CN109402350A (zh) | 一种钢材的热处理工艺 | |
| CN111471945B (zh) | 一种提升铝合金构件综合性能和表面质量的热成形方法 | |
| CN114875221B (zh) | 一种随炉升温ia-q&p工艺提升中锰钢强度的方法 | |
| KR101639846B1 (ko) | 우수한 성형성을 갖는 고탄소강판의 제조를 위한 구상화 열처리 방법 및 이에 의해 제조된 고탄소강판 | |
| CN114951529A (zh) | 一种船用起重设备高强度锻件锻造及热处理工艺 | |
| CN107937691B (zh) | 一种经济型含铜抗菌不锈钢热轧板材的热处理方法 | |
| CN118308580B (zh) | 大晶粒等轴奥氏体包裹小晶粒硬化态奥氏体的不锈钢 | |
| CN114381588B (zh) | 一种高强度、耐腐蚀和抗疲劳纳米/超细晶304不锈钢加工方法 | |
| CN109930078A (zh) | 一种高强度高塑性热轧中锰钢及制备方法 | |
| CN115341085B (zh) | 高强韧马氏体时效不锈钢薄壁无缝管的制造方法 | |
| Han et al. | Softening interstage annealing of austenitic stainless steel sheets for stamping processes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |