CN112783090B - State monitoring method for processing equipment - Google Patents
State monitoring method for processing equipment Download PDFInfo
- Publication number
- CN112783090B CN112783090B CN202011239528.6A CN202011239528A CN112783090B CN 112783090 B CN112783090 B CN 112783090B CN 202011239528 A CN202011239528 A CN 202011239528A CN 112783090 B CN112783090 B CN 112783090B
- Authority
- CN
- China
- Prior art keywords
- card
- processing equipment
- state
- processing
- paperless recorder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims abstract description 116
- 238000000034 method Methods 0.000 title claims abstract description 42
- 238000012544 monitoring process Methods 0.000 title claims abstract description 27
- 230000003993 interaction Effects 0.000 claims description 15
- 238000004891 communication Methods 0.000 claims description 14
- 238000007639 printing Methods 0.000 claims description 12
- 230000007246 mechanism Effects 0.000 claims description 8
- 238000012806 monitoring device Methods 0.000 claims description 6
- 230000001960 triggered effect Effects 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 4
- 230000000712 assembly Effects 0.000 claims description 3
- 238000000429 assembly Methods 0.000 claims description 3
- 239000011324 bead Substances 0.000 claims description 3
- 238000003780 insertion Methods 0.000 claims 3
- 230000037431 insertion Effects 0.000 claims 3
- 238000003754 machining Methods 0.000 abstract description 14
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 230000002950 deficient Effects 0.000 abstract description 3
- 238000011065 in-situ storage Methods 0.000 abstract description 2
- 230000008569 process Effects 0.000 description 8
- 238000000227 grinding Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 238000003801 milling Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37616—Use same monitoring tools to monitor tool and workpiece
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Time Recorders, Dirve Recorders, Access Control (AREA)
- General Factory Administration (AREA)
Abstract
The invention relates to a state monitoring method for processing equipment, which comprises a cabinet body arranged in a processing workshop, wherein a cabinet door is hinged at the opening end of the cabinet body, a data processor for acquiring the running state of the processing equipment and the on-duty state of an operator and judging the processing state of the equipment is arranged on the cabinet door, a plurality of card inserting slots and a plurality of card readers are further arranged on the cabinet door in a rectangular array mode, a photosensitive assembly is arranged on one side, facing to a gap of the card inserting slots, in the middle of each card reader, a card reader host is electrically connected with the photosensitive assembly and the card readers, and the data processor is electrically connected with a plurality of industrial personal computers through a repeater. According to the state monitoring method of the processing equipment, the workpieces are processed, the manufacturing process, the processing equipment and the operating personnel correspond in real time, and the defective rate and the rejection rate are reduced in the production; ensuring that the machining equipment is in a good operation state; facilitating in-situ/remote viewing.
Description
Technical Field
The invention relates to the technical field of machining equipment, in particular to a state monitoring method of machining equipment.
Background
Machining refers to a process of changing the physical dimensions or properties of a workpiece by a mechanical device. The difference in the machining method can be divided into cutting machining and pressing machining. A general processing machine comprising: milling machines, grinding machines, lathes, electric discharge machines, universal grinding machines, machining centers, laser welding, medium-speed wire feeding, fast-speed wire feeding, slow-speed wire feeding, cylindrical grinding machines, internal grinding machines, precision lathes and the like can be used for turning, milling, planing, grinding and the like of precision parts, and the machines are good at machining precision parts and various irregular parts.
However, in the actual production, the centralized large machining unit does not monitor the status of a single machining device, and therefore, the following disadvantages are caused:
1. in each processing link, the workpiece does not form a corresponding relation with each process processing worker, so that a large amount of defective products and waste products appear suddenly in the batch generation process, and the remedy cannot be in place on time;
2. the running state of the machining equipment cannot be recorded, so that potential safety hazards are caused to the long-term running of the equipment;
3. the safety personnel cannot simultaneously and uniformly or singly check the machining equipment and the operating personnel in real time.
Disclosure of Invention
In order to solve the technical problems in the background technology, the invention provides a state monitoring method of processing equipment, which is used for processing workpieces, manufacturing procedures, processing equipment and operators to correspond in real time, and reducing defective rate and rejection rate in production; ensuring that the machining equipment is in a good operation state; facilitating in-situ/remote viewing.
The technical scheme adopted by the invention is as follows:
a state monitoring method of processing equipment is characterized in that the processing equipment is monitored by a monitoring device, the monitoring device comprises a cabinet body arranged in a processing workshop, a cabinet door is hinged to the opening end of the cabinet body, a data processor is fixedly arranged on the middle upper portion of the cabinet door and used for collecting the operation state of the processing equipment and the on-duty state of an operator and judging the processing state of the equipment according to the operation state and the on-duty state, a plurality of inserting grooves are formed in the rectangular array on the cabinet door below the data processor, a nameplate frame is arranged on the cabinet door above the inserting grooves, an employee card is inserted into each inserting groove, a V-shaped notch is formed in the center of each inserting groove and used for observing information on the employee card, a card reading mechanism electrically connected with the data processor is fixedly arranged on the cabinet door in each inserting groove, and each card reading mechanism comprises a plurality of card readers respectively arranged in the plurality of inserting grooves, and a photosensitive component is arranged on one side of the middle part of the card reader facing the notch of the card slot, and the photosensitive component and the card reader are electrically connected with a card reader host. And the data processor is electrically connected with a plurality of industrial personal computers through the repeaters.
Furthermore, the lower part of the cabinet body is provided with a threading hole communicated with the interior of the cabinet body, and a cable electrically connected with the data processor, the repeater and the processing equipment is used for threading.
Furthermore, a lamp bank is arranged on the cabinet door and comprises yellow, green and red lamp beads which are arranged in parallel, and the lamp bank is arranged between the nameplate frame and the card reader and used for displaying the processing state of the equipment.
Furthermore, the number of the nameplate frames, the number of the card inserting grooves, the number of the lamp groups, the number of the card readers, the number of the photosensitive assemblies and the number of the processing equipment in the processing workshop are the same and are in one-to-one correspondence.
Furthermore, the data processor is set as a paperless recorder which comprises a display screen arranged in the center of the front surface, and a plurality of keys are arranged below the display screen side by side;
the paperless recorder also comprises a plurality of connecting terminals/ports electrically connected with the control device, wherein the connecting terminals/ports comprise auxiliary power supply terminals, a first communication port, a second communication port, a printing port, a working power supply terminal and a connecting terminal.
Further, the printing port is used for printing a data report in a workshop;
the working power supply terminal is used for supplying power to the paperless recorder.
Further, the first communication port is used for data interaction with a card reader host;
the second communication port is used for performing data interaction with a plurality of industrial personal computers through the repeater;
the wiring terminal comprises a digital quantity output terminal and an analog quantity input terminal: the digital output terminal is a dry contact and is electrically connected with the lamp bank through a relay; the analog quantity input terminal is electrically connected with a transmitting end of the current transformer at the power supply side of the processing equipment;
the auxiliary power supply terminal is used for supplying power to the card reader host and the relay.
A method of monitoring a condition of a process tool, comprising:
a stop state:
an employee card is not inserted into the card inserting groove, the photosensitive assembly is not triggered, the card reader is in a standby state, a host of the card reader performs data interaction with the paperless recorder, the paperless recorder judges that the processing equipment is not used by people, the processing equipment is in a stop state, and the paperless recorder controls the red light in the lamp bank to be turned on through the digital quantity output terminal and the relay;
feeding and blanking states:
inserting an employee card into the card inserting slot, triggering the photosensitive assembly, enabling the card reader to be in a reading state, sending information of the employee card to the card reader host, and performing data interaction between the card reader host and the paperless recorder to judge that the processing equipment is used by people;
meanwhile, the processing equipment does not operate, the current transformer on the power supply side of the processing equipment does not have current, and the transmitting end of the current transformer transmits the state that the processing equipment does not operate to the paperless recorder;
the paperless recorder judges that the processing equipment carries out the feeding and discharging procedures, and the yellow lamp in the paperless recorder is turned on through the digital quantity output terminal and the relay control lamp set;
and (3) processing state:
inserting an employee card into the card inserting slot, triggering the photosensitive assembly, enabling the card reader to be in a reading state, sending information of the employee card to the card reader host, and performing data interaction between the card reader host and the paperless recorder to judge that the processing equipment is used by people;
meanwhile, when the processing equipment runs, the current transformer on the power supply side of the processing equipment generates current, and the transmitting end of the current transformer transmits the running state of the processing equipment to the paperless recorder;
the paperless recorder judges that the processing equipment is in a workpiece processing procedure, and the paperless recorder controls the green light in the light group to be turned on through the digital quantity output terminal and the relay.
Further, in the above-mentioned case,
consulting on the spot:
the looking up personnel confirms the name of the processing equipment through a nameplate frame arranged on the cabinet door;
the consulting personnel confirms the information of the processing personnel through the employee card inserted in the card inserting slot arranged on the cabinet door;
the consultant confirms the processing state of the processing equipment through the lamp group arranged on the cabinet door;
the consultant browses the processing equipment and the state history information through a display screen and keys arranged on the paperless recorder;
the consultant answers the data report through a printer connected with a printing port arranged on the paperless recorder;
remote consultation:
the consultant uploads the display data on the paperless recorder synchronously through the industrial personal computer, and remote consultation with different authorities is realized.
The state monitoring method of the processing equipment has the advantages that:
1. judging a stop state, a feeding and discharging state and a processing state through a paperless recorder;
2. determining the working state of the processing equipment through a current transformer; the information of the operating personnel is sent to the card reader host through the employee card, the photosensitive assembly and the card reader;
3. the consultant checks the information on site through the nameplate frame, the employee card, the lamp group, the display screen and the keys;
4. the consultant remotely checks the data through the industrial personal computer.
Drawings
In order to more clearly illustrate the embodiments of the present invention, reference will now be made in brief to the accompanying drawings, which are needed in the description, and in which embodiments of the present invention are illustrated.
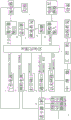
FIG. 1 is a general perspective view of a method of monitoring the condition of a process tool according to an embodiment of the present invention;
FIG. 2 is a schematic diagram showing a first enlarged part of a state monitoring method for a processing apparatus according to an embodiment of the present invention;
FIG. 3 is a second enlarged partial schematic view of a method for monitoring the condition of a processing tool according to an embodiment of the present invention;
FIG. 4 is a first perspective view of a data processor illustrating a method for monitoring the status of a process tool according to an embodiment of the present invention;
FIG. 5 is a second perspective view of a data processor illustrating a method for monitoring the status of a processing tool according to an embodiment of the present invention;
FIG. 6 is an electrical schematic diagram of a process tool condition monitoring method according to an embodiment of the present invention.
In the figure:
10. a cabinet body, 11, a cabinet door, 12, a nameplate frame, 13, a card slot, 14, a threading hole, 15 and a lamp group,
2. a data processor for processing the data to be transmitted,
21. a display screen, 22, a key, 23, an auxiliary power supply terminal, 24, a first communication port, 25, a second communication port, 26, a printing port, 27, a working power supply terminal, 28, a connecting terminal,
3. a card reading mechanism is arranged on the card feeding mechanism,
30. an employee card 31, a card reader 32, a card reader host 33 and a photosensitive component.
Detailed Description
In order to clearly and clearly illustrate the specific implementation objects and the implementation modes of the invention, the technical scheme of the invention is completely described below, and the described examples are a part of the examples of the invention, but not all the examples. All other embodiments based on the described embodiments of the invention are within the scope of the invention without making creative efforts.
The invention relates to a state monitoring method of processing equipment, wherein the processing equipment is monitored by a monitoring device, the monitoring device comprises a cabinet body 10 arranged in a processing workshop as shown in figure 1, and the lower part of the cabinet body 10 is provided with a threading hole communicated with the interior of the cabinet body for threading a cable electrically connected with a data processor 2, a repeater and the processing equipment. The opening end of the cabinet body 10 is hinged with a cabinet door 11, the middle upper part of the cabinet door 11 is fixedly provided with a data processor 2, and the data processor 2 is used for acquiring the running state and the on-duty state of an operator of the processing equipment and judging the processing state of the equipment according to the running state and the on-duty state. As shown in fig. 2 and 3, a plurality of card slots 13 are arranged in a rectangular array on the cabinet door 11 below the data processor 2, a nameplate frame 12 is arranged on the cabinet door 11 above the card slots 13, a lamp group 15 is arranged on the cabinet door 11, the lamp group 15 includes yellow, green and red lamp beads arranged in parallel, and the lamp group 15 is arranged between the nameplate frame 12 and the card reader 31 for displaying the processing state of the device. An employee card 30 is inserted into the card slot 13, a V-shaped notch is formed in the center of the card slot 13 and used for observing information on the employee card 30, a card reading mechanism 3 electrically connected with the data processor 2 is fixedly arranged on a cabinet door 11 in the card slot 13, the card reading mechanism 3 comprises a plurality of card readers 31 respectively arranged in the card slots 13, a photosensitive assembly 33 is arranged on one side, facing the notch of the card slot 13, of the middle of each card reader 31, and a card reader host 32 is electrically connected with the photosensitive assembly 33 and the card readers 31.
The number of the nameplate frames 12, the number of the card slots 13, the number of the lamp sets 15, the number of the card readers 31, the number of the photosensitive assemblies 33 and the number of the processing equipment in the processing workshop are the same and are in one-to-one correspondence.
And the data processor 2 is electrically connected with a plurality of industrial personal computers through repeaters. As shown in fig. 4, the data processor 2 is configured as a paperless recorder, the paperless recorder includes a display screen 21 disposed at the center of the front, and a plurality of keys 22 are disposed below the display screen 21 side by side; as shown in fig. 5, the paperless recorder further includes various terminals/ports electrically connected to the control means, including an auxiliary power terminal 23, a first communication port 24, a second communication port 25, a print port 26, a working power terminal 27, and a terminal 28:
the auxiliary power supply terminal 23 is used for supplying power to the card reader main unit 32 and the relay.
The first communication port 24 is used for data interaction with the card reader host 32;
the second communication port 25 is used for performing data interaction with a plurality of industrial personal computers through a repeater;
the printing port 26 is used for printing a data report in a workshop;
the working power supply terminal 27 is used for supplying power to the paperless recorder;
the connection terminal 28 includes a digital output terminal and an analog input terminal: the digital output terminal is a dry contact and is electrically connected with the lamp group 15 through a relay; and the analog input terminal is electrically connected with a transmitting end of the current transformer at the power supply side of the processing equipment.
A state monitoring method of a processing apparatus according to the specific structure of the above embodiment and with reference to the electrical schematic diagram shown in fig. 6 will be further described below:
a stop state:
the employee card 30 is not inserted into the card inserting groove 13, the photosensitive assembly 33 is not triggered, the card reader 31 is in a standby state, the card reader host 32 and the paperless recorder perform data interaction, the paperless recorder judges that the processing equipment is not used by people, the processing equipment is in a stop state, and the paperless recorder is turned on through a digital quantity output terminal and a red light in the relay control lamp group 15;
feeding and blanking states:
inserting an employee card 30 into the card slot 13, triggering the photosensitive assembly 33, enabling the card reader 31 to be in a reading state, sending information of the employee card 30 to the card reader host 32, and performing data interaction between the card reader host 32 and a paperless recorder to judge that the processing equipment is used by people;
meanwhile, the processing equipment does not operate, the current transformer on the power supply side of the processing equipment does not have current, and the transmitting end of the current transformer transmits the state that the processing equipment does not operate to the paperless recorder;
the paperless recorder judges that the processing equipment carries out the feeding and discharging procedures, and the yellow lamp in the paperless recorder is turned on through the digital quantity output terminal and the relay control lamp group 15;
and (3) processing state:
inserting an employee card 30 into the card slot 13, triggering the photosensitive assembly 33, enabling the card reader 31 to be in a reading state, sending information of the employee card 30 to the card reader host 32, and performing data interaction between the card reader host 32 and a paperless recorder to judge that the processing equipment is used by people;
meanwhile, when the processing equipment runs, the current transformer on the power supply side of the processing equipment generates current, and the transmitting end of the current transformer transmits the running state of the processing equipment to the paperless recorder;
the paperless recorder judges that the processing equipment is in a workpiece processing procedure, and the paperless recorder is turned on through a digital quantity output terminal and a green light in the relay control lamp group 15.
A method of monitoring a condition of a process tool, further comprising:
consulting on the spot:
the name of the processing equipment is confirmed by a consultant through a nameplate frame 12 arranged on the cabinet door 11;
the consultant confirms the information of the processing personnel through the employee card 30 inserted in the card slot 13 arranged on the cabinet door 11;
the consultant confirms the processing state of the processing equipment through the lamp group 15 arranged on the cabinet door 11;
the consultant browses the processing equipment and state history information through a display screen 21 and a key 22 arranged on the paperless recorder;
the consultant answers the data report through a printer connected with a printing port 26 arranged on the paperless recorder;
remote consultation:
the consultant uploads the display data on the paperless recorder synchronously through the industrial personal computer, and remote consultation with different authorities is realized.
In light of the foregoing, it is apparent to those skilled in the art that various changes and modifications can be made in the method for monitoring the state of a processing machine according to the present invention without departing from the scope of the invention. The technical scope of the present invention is not limited to the content of the specification, and must be determined according to the scope of the claims.
Claims (7)
1. A method of monitoring a state of a processing apparatus, characterized by:
the processing equipment is monitored by a monitoring device, the monitoring device comprises a cabinet body (10) arranged in a processing workshop, a cabinet door (11) is hinged to the open end of the cabinet body (10), a data processor (2) is fixedly arranged on the middle upper portion of the cabinet door (11), the data processor (2) is a paperless recorder and is used for collecting the operation state of the processing equipment and the on-duty state of an operator and judging the processing state of the equipment according to the operation state and the on-duty state, a plurality of inserting grooves (13) are arranged on the cabinet door (11) below the data processor (2) in a rectangular array mode, a nameplate frame (12) is arranged on the cabinet door (11) above the inserting grooves (13), worker cards (30) are inserted into the inserting grooves (13), V-shaped notches are arranged in the centers of the inserting grooves (13), and are used for observing information on the worker cards (30), a card reading mechanism (3) electrically connected with the data processor (2) is fixedly arranged on a cabinet door (11) in the card insertion slot (13), the card reading mechanism (3) comprises a plurality of card readers (31) respectively arranged in the card insertion slots (13), a photosensitive component (33) is arranged on one side of the middle part of each card reader (31) facing the gap of the card insertion slot (13), the photosensitive component (33) and the card reader (31) are electrically connected with a card reader host (32),
a lamp group (15) is arranged on the cabinet door (11), the lamp group (15) comprises yellow, green and red lamp beads which are arranged in parallel, and the lamp group (15) is arranged between the nameplate frame (12) and the card reader (31) and used for displaying the processing state of equipment;
the data processor (2) is electrically connected with a plurality of industrial personal computers through relays;
a method of monitoring, comprising:
a stop state:
an employee card (30) is not inserted into the card inserting groove (13), the photosensitive assembly (33) is not triggered, the card reader (31) is in a standby state, the card reader host (32) and the paperless recorder carry out data interaction, the paperless recorder judges that the processing equipment is not used by people, the processing equipment is in a stop state, and the paperless recorder lights up through a digital quantity output terminal and a red light in the relay control lamp set (15);
feeding and blanking states:
an employee card (30) is inserted into the card slot (13), the photosensitive component (33) is triggered, the card reader (31) is in a reading state and sends the information of the employee card (30) to the card reader host (32), the card reader host (32) carries out data interaction with the paperless recorder to judge that the processing equipment is used by people,
meanwhile, the processing equipment does not operate, the current transformer on the power supply side of the processing equipment has no current, the transmitting end of the current transformer transmits the state that the processing equipment does not operate to the paperless recorder,
the paperless recorder judges that the processing equipment carries out the feeding and discharging procedures, and the yellow lamp in the paperless recorder is turned on through the digital output terminal and the relay control lamp group (15);
and (3) processing state:
an employee card (30) is inserted into the card slot (13), the photosensitive component (33) is triggered, the card reader (31) is in a reading state and sends the information of the employee card (30) to the card reader host (32), the card reader host (32) carries out data interaction with the paperless recorder to judge that the processing equipment is used by people,
meanwhile, when the processing equipment is in operation, the current transformer on the power supply side of the processing equipment generates current, the transmitting end of the current transformer transmits the operation state of the processing equipment to the paperless recorder,
the paperless recorder judges that the processing equipment is in a workpiece processing procedure, and the paperless recorder is turned on through a green light in a digital quantity output terminal and a relay control lamp group (15).
2. A method of monitoring a condition of a processing apparatus according to claim 1, wherein:
the lower part of the cabinet body (10) is provided with a threading hole communicated with the interior of the cabinet body for threading a cable electrically connected with the data processor (2), the repeater and the processing equipment.
3. A method of monitoring a condition of a processing apparatus according to claim 1, wherein:
the number of the nameplate frames (12), the number of the card slots (13), the number of the lamp groups (15), the number of the card readers (31), the number of the photosensitive assemblies (33) and the number of processing equipment in a processing workshop are the same and are in one-to-one correspondence.
4. A method of monitoring a condition of a processing apparatus according to claim 1, wherein:
the paperless recorder comprises a display screen (21) arranged in the center of the front face, and a plurality of keys (22) are arranged below the display screen (21) side by side;
the paperless recorder further comprises a plurality of connecting terminals/ports electrically connected with the control device, wherein the connecting terminals/ports comprise an auxiliary power supply terminal (23), a first communication port (24), a second communication port (25), a printing port (26), a working power supply terminal (27) and a connecting terminal (28).
5. A method of monitoring a condition of a processing apparatus according to claim 4, wherein:
the printing port (26) is used for printing a data report in a workshop;
the working power supply terminal (27) is used for supplying power to the paperless recorder.
6. A method of monitoring a condition of a processing apparatus according to claim 4, wherein:
the first communication port (24) is used for data interaction with a card reader host (32),
the second communication port (25) is used for data interaction with a plurality of industrial personal computers through a repeater,
the wiring terminal (28) comprises a digital quantity output terminal and an analog quantity input terminal: the digital output terminal is a dry contact and is electrically connected with the lamp bank (15) through a relay; the analog input terminal is electrically connected with the transmitting end of the current transformer at the power supply side of the processing equipment,
the auxiliary power supply terminal (23) is used for supplying power to the card reader main machine (32) and the relay.
7. A method of monitoring a condition of a processing apparatus according to claim 1, wherein:
consulting on the spot:
the consultant confirms the name of the processing equipment through a nameplate frame (12) arranged on the cabinet door (11),
the consultant confirms the information of the processing personnel through the employee card (30) inserted in the card slot (13) arranged on the cabinet door (11),
the consultant confirms the processing state of the processing equipment through the lamp group (15) arranged on the cabinet door (11),
the consultant can browse the processing equipment and the state history information through a display screen (21) and a key (22) arranged on the paperless recorder,
the consultant answers the data report through a printer connected with a printing port (26) arranged on the paperless recorder;
remote consultation:
the consultant uploads the display data on the paperless recorder synchronously through the industrial personal computer, and remote consultation with different authorities is realized.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011239528.6A CN112783090B (en) | 2020-11-09 | 2020-11-09 | State monitoring method for processing equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011239528.6A CN112783090B (en) | 2020-11-09 | 2020-11-09 | State monitoring method for processing equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112783090A CN112783090A (en) | 2021-05-11 |
| CN112783090B true CN112783090B (en) | 2021-11-16 |
Family
ID=75750469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011239528.6A Active CN112783090B (en) | 2020-11-09 | 2020-11-09 | State monitoring method for processing equipment |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112783090B (en) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2668936C (en) * | 2006-11-13 | 2016-06-14 | Igt | Single plane spanning mode across independently driven displays |
| CN103941677A (en) * | 2014-03-28 | 2014-07-23 | 江苏高雷德电力科技有限公司 | Comprehensive intelligent monitoring system of ring main unit |
| CN105759759A (en) * | 2016-03-10 | 2016-07-13 | 浙江工贸职业技术学院 | Line production equipment and operation intelligent networking management system |
| CN107657362A (en) * | 2017-08-31 | 2018-02-02 | 深圳市丰巢科技有限公司 | A kind of data processing method of intelligent cabinet, storage medium and electronic equipment |
| CN208063580U (en) * | 2018-03-26 | 2018-11-06 | 深圳华龙讯达信息技术股份有限公司 | Have the switch board and switch board system of exterior display device |
| CN108870696B (en) * | 2018-07-17 | 2020-10-02 | 安徽省安泰科技股份有限公司 | Intelligent control system for factory workshop |
| CN109670723A (en) * | 2018-12-29 | 2019-04-23 | 唐山市智明电子科技有限公司 | A kind of intelligence tool management system and method |
| CN110533789B (en) * | 2019-07-23 | 2021-08-10 | 中国联合网络通信集团有限公司 | Equipment inspection management method and device based on block chain |
| CN110992509B (en) * | 2019-12-16 | 2022-04-12 | 三只松鼠股份有限公司 | Equipment monitoring system and method for production workshop |
| CN111882838A (en) * | 2020-07-14 | 2020-11-03 | 武汉科器工业技术有限公司 | System for real-time monitoring of running state of factory |
-
2020
- 2020-11-09 CN CN202011239528.6A patent/CN112783090B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112783090A (en) | 2021-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108321930B (en) | Sequence control system and method | |
| CN111416438A (en) | Method and system for monitoring and intelligently checking state of hard pressing plate at transformer station end | |
| CN112783090B (en) | State monitoring method for processing equipment | |
| US5991805A (en) | Portable universal video/audio computer tester | |
| CN113376500A (en) | Complete set aging test system and method for circuit board of automobile motor controller | |
| CN109406895B (en) | Test recording device | |
| CN109962528A (en) | A kind of substation secondary device intelligence managing and control system | |
| CN108562843A (en) | A kind of alternating current generator E3 controller circuit boards detecting system and method | |
| CN209894925U (en) | Multichannel online FCT (fiber channel test) machine based on simulation working state | |
| CN219737653U (en) | Relay aging and fatigue test and screening system | |
| CN112736760A (en) | Power equipment grounding wire operation system | |
| CN112415936B (en) | Serial port communication fault detection device and method | |
| CN212723726U (en) | Power failure operation safety control device based on operation board | |
| CN211577304U (en) | Power panel and motherboard testing device of brake control device | |
| CN210402080U (en) | Double-numerical control system control circuit based on contactor long-time pressing interlocking circuit | |
| CN113407413A (en) | Automatic early warning device and system for computer fault | |
| CN220829658U (en) | Door machine control panel | |
| KR19990043564A (en) | Process control device | |
| CN109032067A (en) | A kind of numerically-controlled machine tool operation data acquisition terminal for supporting data customization with mobile communication ability | |
| CN221351693U (en) | Intelligent monitoring device for service life of motor | |
| CN217543253U (en) | Flat charge tester | |
| CN109510316A (en) | Power quality intelligence platform | |
| CN215416998U (en) | Air-cooling and water-cooling remote alarm device for high-temperature camera | |
| KR20230103538A (en) | Multi Sequence Checker For Electrical Circuit | |
| JPS6324351A (en) | Automatic production control system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |