CN112210197A - Biodegradable polylactic acid film and preparation method thereof - Google Patents
Biodegradable polylactic acid film and preparation method thereof Download PDFInfo
- Publication number
- CN112210197A CN112210197A CN202011077765.7A CN202011077765A CN112210197A CN 112210197 A CN112210197 A CN 112210197A CN 202011077765 A CN202011077765 A CN 202011077765A CN 112210197 A CN112210197 A CN 112210197A
- Authority
- CN
- China
- Prior art keywords
- zone
- polylactic acid
- acid film
- parts
- biodegradable polylactic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2469/00—Characterised by the use of polycarbonates; Derivatives of polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K13/00—Use of mixtures of ingredients not covered by one single of the preceding main groups, each of these compounds being essential
- C08K13/02—Organic and inorganic ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/011—Nanostructured additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/20—Carboxylic acid amides
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
The invention relates to the technical field of biodegradable materials, in particular to a biodegradable polylactic acid film and a preparation method thereof. The biodegradable polylactic acid film provided by the invention comprises the following preparation raw materials in parts by mass: 1-50 parts of PLLA; 5-95 parts of PBAT; 1-50 parts of polypropylene carbonate; 0.1-5 parts of a compatilizer; 0.01-5 parts of a dispersing agent; 0.01-5 parts of a nucleating agent; 0.01-5 parts of an antioxidant; 1-50 parts of a filler. By adopting the raw materials and the using amount, the compatibility of PLLA and PBAT can be improved, the blend with higher strength can be obtained, the flexibility of the blend can be improved, and the film obtained by the method has higher strength and elongation at break.
Description
Technical Field
The invention relates to the technical field of biodegradable materials, in particular to a biodegradable polylactic acid film and a preparation method thereof.
Background
In recent years, the development of biodegradable plastics has been increasing, and the application range is expanding continuously, and the biodegradable plastics are gradually replacing the traditional plastics in the fields of tableware, disposable packages, agricultural films and daily necessities. The fully biodegradable film can be completely decomposed into water, carbon dioxide and organic matter components in natural environment or compost condition, and has no negative influence on the environment, so that the fully biodegradable film has great development and application in the aspects of commodity packaging, express bags, heat shrinkable films, adhesive tapes, agricultural mulching films and the like in recent years.
Polylactic acid (PLA) is a new bio-based renewable biodegradable material, made using starch raw materials proposed by plant resources (such as corn, tapioca, etc.). The starch raw material is saccharified to obtain glucose, the glucose and certain strains are fermented to prepare high-purity lactic acid, and the polylactic acid with certain molecular weight is synthesized by a chemical synthesis method and the like. The biodegradable plastic has good biodegradability, can be completely degraded by microorganisms in the nature under specific conditions after being used, finally generates carbon dioxide and water, does not pollute the environment, is very beneficial to environmental protection, and is a well-known environment-friendly material.
PBAT belongs to thermoplastic biodegradable plastics, is a copolymer of butanediol adipate (PBA) and butanediol terephthalate (PBT), has the characteristics of PBA and PBT, and has better ductility, elongation at break and heat resistance and impact performance; in addition, the biodegradable plastic has excellent biodegradability, and is one of the best degradable materials which are very active in the research of the current biodegradable plastics and are applied to the market.
PLA and PBAT are blended, and the performance complementary advantages of the PLA and the PBAT are expected to be exerted. However, the compatibility of the blend components of PLA and PBAT is poor, resulting in a strength of the degraded film that is to be improved.
Disclosure of Invention
The invention aims to provide a biodegradable polylactic acid film and a preparation method thereof.
In order to achieve the above object, the present invention provides the following technical solutions:
the invention provides a biodegradable polylactic acid film, which comprises the following preparation raw materials in parts by mass:

preferably, the weight average molecular weight of the PLLA is 30000-3000000, and the molecular weight distribution is 1.5-5.
Preferably, the weight average molecular weight of the PBAT is 20000-130000, and the molecular weight distribution is 1.5-4.
Preferably, the weight average molecular weight of the polypropylene carbonate is 30000-5500000, and the molecular weight distribution is 1.5-5.
Preferably, the compatibilizer is one or more of AX8900, PTW, and ADR-4400.
Preferably, the dispersant is one or more of calcium stearate, ethylene bis stearamide, oleamide, erucamide, paraffin wax and polyethylene wax.
Preferably, the nucleating agent is one or more of sorbitol, sorbitol derivatives, aryl phosphate salts and carboxylate.
Preferably, the antioxidant is one or more of antioxidant 1010, antioxidant 1076, antioxidant 3114, antioxidant 168 and antioxidant 626.
Preferably, the filler is one or more of calcium carbonate, montmorillonite and talcum powder, and the particle size D of the filler50Is 1.2-3 μm.
The invention provides a preparation method of the biodegradable polylactic acid film, which comprises the following steps:
mixing the preparation raw materials to obtain a mixture;
extruding and granulating the mixture to obtain granules;
and carrying out extrusion blow molding on the granules to obtain the biodegradable polylactic acid film.
The invention provides a biodegradable polylactic acid film, which comprises the following preparation raw materials in parts by mass: 1-50 parts of PLLA (L-polylactic acid); 5-95 parts of PBAT (poly (butylene terephthalate-co-butylene adipate) ester); 1-50 parts of polypropylene carbonate; 0.1-5 parts of a compatilizer; 0.01-5 parts of a dispersing agent; 0.01-5 parts of a nucleating agent; 0.01-5 parts of an antioxidant; 1-50 parts of a filler. By adopting the raw materials and the using amount, the compatibility of PLLA and PBAT can be improved, the blend with higher strength can be obtained, the flexibility of the blend can be improved, and the film obtained by the method has higher strength and elongation at break.
In addition, the invention adopts PLLA and PPC as auxiliary resin, which can effectively improve the stiffness and rigidity of the film.
Detailed Description
The invention provides a biodegradable polylactic acid film, which comprises the following preparation raw materials in parts by mass:

in the present invention, the starting materials used are all commercially available products well known in the art, unless otherwise specified.
The biodegradable polylactic acid film provided by the invention comprises 1-50 parts by mass of PLLA, preferably 5-40 parts by mass of PLLA. In the invention, the weight average molecular weight of the PLLA is preferably 30000-3000000, more preferably 100000-2500000, and further preferably 100000-2000000; the molecular weight distribution is preferably 1.5 to 5, more preferably 2.0 to 4.0, and further preferably 2.5 to 3.5. The invention has no special requirements on the type of the PLLA, and the PLLA with the type known in the field can be adopted. In embodiments of the invention, the PLLA is preferably PLLA4032D, PLLA LX175 or PLLAL 175.
Based on the mass portion of the PLLA, the preparation raw material of the biodegradable polylactic acid film provided by the invention comprises 5-95 parts of PBAT, preferably 20-90 parts of PBAT, and more preferably 50-80 parts of PBAT. In the invention, the weight average molecular weight of the PBAT is preferably 20000-130000, more preferably 50000-100000, and further preferably 55000-85000; the molecular weight distribution is preferably 1.5 to 4, more preferably 2.0 to 3.5. In the present invention, the PBAT is preferably PBAT TH801T or PBAT C1200.
Based on the mass portion of the PLLA, the preparation raw material of the biodegradable polylactic acid film comprises 1-50 Parts of Polypropylene Carbonate (PPC), preferably 5-40 parts, and more preferably 10-30 parts. In the invention, the weight average molecular weight of the PPC resin added for increasing the stiffness of the composite material is preferably 30000-5500000, more preferably 100000-5000000, even more preferably 1000000-2500000, and most preferably 1000000-2000000; the molecular weight distribution is preferably 1.5 to 5, more preferably 2.0 to 4.0, and further preferably 2.5 to 3.5. In one embodiment of the present invention, the PPC is preferably PPC 4504.
Based on the mass portion of the PLLA, the preparation raw material of the biodegradable polylactic acid film provided by the invention comprises 0.1-5 parts of compatilizer, preferably 0.5-4.0 parts, and more preferably 0.5 part. In the present invention, the compatibilizing agent is preferably one or more of AX8900, PTW and ADR-4400, more preferably ADR-4400. When the compatilizer is a plurality of the substances, the proportion of each compatilizer is not specially required, and any proportion can be adopted.
Based on the mass portion of the PLLA, the preparation raw material of the biodegradable polylactic acid film provided by the invention comprises 0.01-5 parts of dispersing agent, preferably 0.1-4.5 parts, more preferably 0.5-3.5 parts, and most preferably 0.5 part. In the present invention, the dispersant is preferably one or more of calcium stearate, ethylene bis stearamide, oleamide, erucamide, paraffin wax and polyethylene wax, and more preferably erucamide. In the present invention, when the dispersant is a plurality of the above-mentioned substances, the ratio of each dispersant in the present invention is not particularly limited, and may be any ratio.
Based on the mass portion of the PLLA, the preparation raw material of the biodegradable polylactic acid film provided by the invention comprises 0.01-5 parts of nucleating agent, preferably 0.1-4.5 parts, more preferably 0.3-3.5 parts, and most preferably 0.3 part. In the present invention, the nucleating agent is preferably one or more of sorbitol, sorbitol derivatives, aryl phosphate salts and carboxylate salts, and more preferably carboxylate salts. The invention has no special requirements on the specific types of the aromatic phosphate nucleating agents and the carboxylate nucleating agents, and adopts the aromatic phosphate nucleating agents and the carboxylate nucleating agents which are well known in the field. Specifically, the carboxylate nucleating agent can be, but is not limited to, a sodium carboxylate nucleating agent NAV 101. In the invention, when the nucleating agents are a plurality of the substances, the proportioning of each nucleating agent is not specially required, and the nucleating agents can be arbitrarily proportioned.
Based on the mass portion of the PLLA, the preparation raw materials of the biodegradable polylactic acid film comprise 0.01-5 parts of antioxidant, preferably 0.1-4.5 parts, more preferably 0.2-3.5 parts, and most preferably 0.2 part. In the present invention, the antioxidant is preferably one or more of antioxidant 1010, antioxidant 1076, antioxidant 3114, antioxidant 168 and antioxidant 626, and more preferably antioxidant 1010. In the present invention, when the antioxidant is a plurality of the above-mentioned substances, the ratio of the antioxidant is not particularly limited, and may be any ratio.
Based on the mass portion of the PLLA, the preparation raw materials of the biodegradable polylactic acid film comprise 1-50 parts of filler, preferably 5-40 parts of filler, and more preferably 10-20 parts of filler. In the present invention, the filler is preferably one or more of calcium carbonate, montmorillonite and talc, more preferably talc; when the fillers are various of the above substances, the proportion of each filler is not particularly required, and the fillers can be mixed at any proportion. In the present invention, the particle diameter D of the filler50Preferably 1.2 to 3 μm, and more preferably 1.5 to 2.5 μm. Hair brushThe strength of the polylactic acid film can be enhanced by adding a proper amount of filler.
The invention provides a preparation method of the biodegradable polylactic acid film, which comprises the following steps:
mixing the preparation raw materials to obtain a mixture;
extruding and granulating the mixture to obtain granules;
and carrying out extrusion blow molding on the granules to obtain the biodegradable polylactic acid film.
According to the invention, the preparation raw materials are mixed to obtain a mixture.
Before mixing, the present invention preferably first dries the PLLA, PBAT, PPC and filler. In the invention, the drying temperature of the PLLA, the PBAT and the PPC is preferably 50-90 ℃ independently, and the drying time is preferably 6-24 h independently; the drying temperature of the filler is preferably 100-130 ℃, and the drying time is preferably 5-10 h; the drying treatment is preferably carried out using a vacuum oven or a forced air oven.
In the present invention, the mixing is preferably performed in a high-speed mixer, and the mixing conditions in the present invention are not particularly limited, and the raw materials may be mixed uniformly.
After the mixture is obtained, the mixture is extruded and granulated to obtain granules.
In the present invention, the extrusion granulation is preferably performed in a twin-screw extruder. In the invention, the extrusion temperature of the twin-screw extruder is preferably 110-180 ℃, and more preferably: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotation speed of the screw is preferably 60-600 rpm, more preferably 100-500 rpm, and further preferably 200-400 rpm; the screw length-diameter ratio L/D is preferably (40-50): 1, and more preferably 40: 1.
The present invention does not require a particular particle size for the pellets, and any particle size known in the art may be used.
After obtaining the granules, the invention extrudes and blow-molds the granules to obtain the biodegradable polylactic acid film.
The present invention preferably further comprises drying the pellets prior to extrusion blow molding. In the invention, the drying temperature is preferably 50-90 ℃, and the drying time is preferably 6-24 h. In the present invention, the drying is preferably performed in a vacuum oven or a forced air oven.
In the present invention, the extrusion blow molding is preferably carried out in a single-screw extruder. In the invention, the extrusion temperature of the single-screw extruder is preferably 115-175 ℃, and more preferably: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the rotation speed of the screw is preferably 100-400 rpm, more preferably 150-300 rpm; the length-diameter ratio L/D of the screw is preferably (20-40) to 1, and more preferably 25: 1; the ratio of the diameter of a die head of the single-screw extruder to the diameter of a bubble tube is preferably (3-5): 1, and more preferably 3: 1.
The specification of the biodegradable polylactic acid film has no special requirement, and can be selected according to actual needs.
The biodegradable polylactic acid film prepared by the invention can be widely applied to the aspects of commodity packaging, express bags, heat shrinkable films, adhesive tapes, agricultural mulching films and the like.
The biodegradable polylactic acid film and the preparation method thereof provided by the present invention will be described in detail with reference to the following examples, which should not be construed as limiting the scope of the present invention.
Example 1
(1) Drying PLLA (No. 4032D, weight average molecular weight of 207000, molecular weight distribution of 1.8) and PBAT (No. TH801T, weight average molecular weight of 68000, molecular weight distribution of 2.2) in a forced air oven at 80 deg.C for 24h, drying PPC (No. 4504, weight average molecular weight of 540000, molecular weight distribution of 2.0) at 40 deg.C under vacuum condition for 24h, and drying nanometer calcium carbonate NC-60C (D)501.2 μm) was dried in a 105 ℃ forced air oven for 8 h;
(2) then 5 parts of PLLA, 75 parts of PBAT, 10 parts of PPC, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 10 parts of nano calcium carbonate NC-60C are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation to obtain granules; the temperature of each zone of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding to obtain a biodegradable polylactic acid film; the temperature of each zone of the single screw machine is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Example 2
(1) Drying PLLA (trade name LX175, weight average molecular weight of 220000 and molecular weight distribution of 1.9) and PBAT (trade name TH801T, weight average molecular weight of 68000 and molecular weight distribution of 2.2) in a blowing oven at 80 deg.C for 24h, drying PPC (trade name 4504, weight average molecular weight of 540000 and molecular weight distribution of 2.0) at 40 deg.C under vacuum condition for 24h, and drying nanometer calcium carbonate NC-60C (D)501.2 μm) was dried in a 105 ℃ forced air oven for 8 h;
(2) then mixing 5 parts of PLLALX175, 70 parts of PBATTH801T, 10 parts of PPC 4504, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 15 parts of nano calcium carbonate NC-60C in a high-speed mixer at normal temperature for 5min to obtain a mixture;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation to obtain granules; the temperature of each zone of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding to obtain a biodegradable polylactic acid film; the temperature of each zone of the single screw machine is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Example 3
(1) Drying PLLA (trade name LX175, weight average molecular weight of 220000, molecular weight distribution of 1.9) and PBAT (trade name TH801T, weight average molecular weight of 68000, molecular weight distribution of 2.2) in a blowing oven at 80 deg.C for 24h, drying PPC (trade name 4504, weight average molecular weight of 540000, molecular weight distribution of 2.0) at 40 deg.C under vacuum condition for 24h, and drying pulvis Talci HTP02L (D)502.4 μm) was dried in a 105 ℃ forced air oven for 8 h;
(2) then 5 parts of PLLALX175, 75 parts of PBATTH801T, 10 parts of PPC 4504, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 10 parts of talcum powder HTP02L are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation to obtain granules; the temperature of each zone of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding to obtain a biodegradable polylactic acid film; the temperature of each zone of the single screw machine is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Example 4
(1) PLLA (designation LX175, weight average molecular weight 220000, molecular weight distribution 1.9) and PBAT (designation TH801T, weight average molecular weight 68000, molecular weight distribution 2.2) were dried in a forced air oven at 80 ℃ for 24h, PPC (designation 4504, weight average molecular weight distribution 2.2)Molecular weight of 540000 and molecular weight distribution of 2.0) and drying at 40 deg.C under vacuum for 24 hr, and pulvis Talci HTP02L (D)502.4 μm) was dried in a 105 ℃ forced air oven for 8 h;
(2) then 5 parts of PLLALX175, 70 parts of PBATTH801T, 10 parts of PPC 4504, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 15 parts of talcum powder HPT02L are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation to obtain granules; the temperature of each zone of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding to obtain a biodegradable polylactic acid film; the temperature of each zone of the single screw machine is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Example 5
(1) Drying PLLA (trade name L175, weight average molecular weight of 200000, molecular weight distribution of 1.8) and PBAT (trade name TH801T, weight average molecular weight of 68000, molecular weight distribution of 2.2) in 80 deg.C air-blast oven for 24h, PPC (trade name 4504, weight average molecular weight of 540000, molecular weight distribution of 2.0), pulvis Talci HTP02L (D)502.4 μm) was dried in a 105 ℃ forced air oven for 8 h;
(2) then 5 parts of PLLAL175, 85 parts of PBATTH801T, 10 parts of PPC 4504, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 20 parts of talcum powder HPT02L are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation to obtain granules; the temperature of each zone of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding to obtain a biodegradable polylactic acid film; the temperature of each zone of the single screw machine is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Comparative example 1
(1) Drying PBAT in a forced air oven at 80 ℃ for 24h, and drying talcum powder in a forced air oven at 105 ℃ for 8 h;
(2) then 85 parts of PBATTH801T, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101, 0.2 part of antioxidant 1010 and 15 parts of talcum powder HTP02L are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation, wherein the temperature of each area of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a forced air oven at 80 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding, wherein the temperature of each zone of the single-screw extruder is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Comparative example 2
(1) Drying PBAT and PLLA in a blast oven at 80 ℃ for 24 h;
(2) then 85 parts of PBATTH801T, 15 parts of PLLA 175, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101 and 0.2 part of antioxidant 1010 are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation, wherein the temperature of each area of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a blast oven at 60 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding, wherein the temperature of each zone of the single-screw extruder is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
Comparative example 3
(1) Drying PBAT in a blast oven at 80 ℃ for 24 h;
(2) then 100 parts of PBATTH801T, 0.5 part of ADR-4400, 0.5 part of erucamide, 0.3 part of sodium carboxylate nucleating agent NAV101 and 0.2 part of antioxidant 1010 are mixed in a high-speed mixer at normal temperature for 5 min;
(3) adding the obtained mixture into a double-screw machine for extrusion granulation, wherein the temperature of each area of the double-screw machine is as follows: 150 ℃ in the first zone, 160 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 175 ℃ in the sixth zone and 180 ℃ in the machine head; the rotating speed of the screw is 200rpm, and the length-diameter ratio L/D is 40/1;
(4) drying the granules obtained in the step (3) in a blast oven at 60 ℃ for 12 h;
(5) adding the granules dried in the step (4) into a single-screw extruder for extrusion blow molding, wherein the temperature of each zone of the single-screw extruder is as follows: 120 ℃ in the first zone, 140 ℃ in the second zone, 160 ℃ in the third zone, 170 ℃ in the fourth zone, 170 ℃ in the fifth zone, 170 ℃ in the sixth zone and 165 ℃ in the machine head; the screw speed was 150rpm, the length-to-diameter ratio L/D was 25/1, and the ratio of the die diameter to the bubble tube diameter of the single screw extruder was 3: 1.
The films prepared in the examples and the comparative examples are subjected to performance tests, wherein the stiffness test refers to GB/T2679.3-1996, the rest properties refer to GB/T1040.3-2006, and the test results are shown in Table 1.
TABLE 1 Material Properties of examples and comparative examples
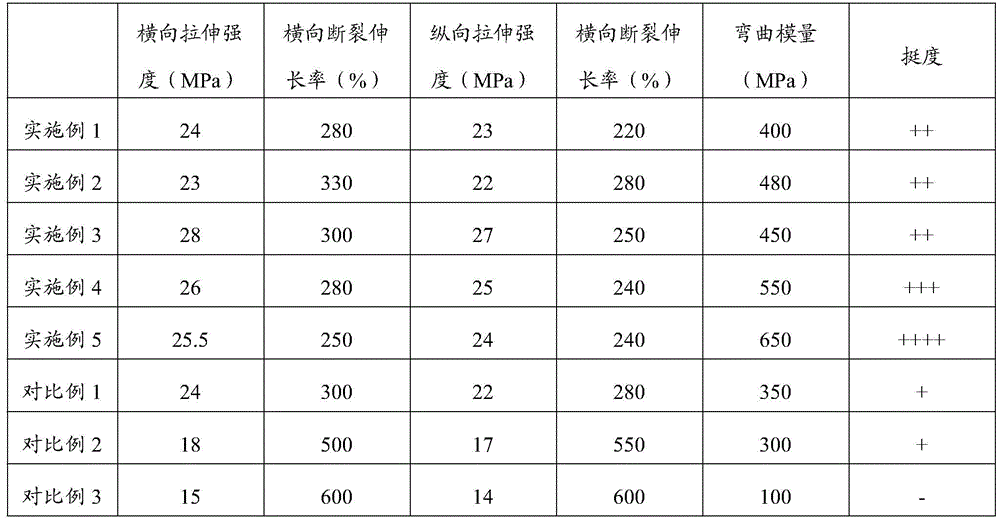
Note: the "-" in comparative example 3 represents a lower than normal level.
The results in table 1 show that the tensile strength and flexural modulus of the composite material can be improved by both the filler talc powder and calcium carbonate, and the reinforcing effect of the talc powder is better. In addition, the stiffness, the rigidity and the like of the composite material can be effectively improved by adding PLLA and PPC into a formula system, the degradation conditions of a comparative example and an embodiment are not greatly different, and the composite material can be basically and completely degraded within about 3 months to 1 year.
The foregoing is only a preferred embodiment of the present invention, and it should be noted that, for those skilled in the art, various modifications and decorations can be made without departing from the principle of the present invention, and these modifications and decorations should also be regarded as the protection scope of the present invention.
Claims (10)
1. The biodegradable polylactic acid film is characterized by comprising the following preparation raw materials in parts by mass:

2. the biodegradable polylactic acid film according to claim 1, wherein the weight average molecular weight of PLLA is 30000-3000000 and the molecular weight distribution is 1.5-5.
3. The biodegradable polylactic acid film according to claim 1, wherein the weight average molecular weight of PBAT is 20000 to 130000 and the molecular weight distribution is 1.5 to 4.
4. The biodegradable polylactic acid film according to claim 1, wherein the polypropylene carbonate has a weight average molecular weight of 30000 to 5500000 and a molecular weight distribution of 1.5 to 5.
5. The biodegradable polylactic acid film according to claim 1, wherein the compatibilizer is one or more of AX8900, PTW, and ADR-4400.
6. The biodegradable polylactic acid film according to claim 1, wherein the dispersant is one or more selected from the group consisting of calcium stearate, ethylene bis stearamide, oleamide, erucamide, paraffin wax and polyethylene wax.
7. The biodegradable polylactic acid film according to claim 1, wherein the nucleating agent is one or more selected from sorbitol, sorbitol derivatives, aryl phosphate salts and carboxylic acid salts.
8. The biodegradable polylactic acid film according to claim 1, wherein the antioxidant is one or more of antioxidant 1010, antioxidant 1076, antioxidant 3114, antioxidant 168 and antioxidant 626.
9. The biodegradable polylactic acid film according to claim 1, wherein the filler is one or more of calcium carbonate, montmorillonite and talc, and the particle size D of the filler is501.2 to 3 μm.
10. The method for preparing the biodegradable polylactic acid film according to any one of claims 1 to 9, comprising the steps of:
mixing the preparation raw materials to obtain a mixture;
extruding and granulating the mixture to obtain granules;
and carrying out extrusion blow molding on the granules to obtain the biodegradable polylactic acid film.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011077765.7A CN112210197A (en) | 2020-10-10 | 2020-10-10 | Biodegradable polylactic acid film and preparation method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011077765.7A CN112210197A (en) | 2020-10-10 | 2020-10-10 | Biodegradable polylactic acid film and preparation method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112210197A true CN112210197A (en) | 2021-01-12 |
Family
ID=74053029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011077765.7A Pending CN112210197A (en) | 2020-10-10 | 2020-10-10 | Biodegradable polylactic acid film and preparation method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112210197A (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113185824A (en) * | 2021-05-27 | 2021-07-30 | 苏州中达航材料科技有限公司 | Special full-biodegradable high-strength polylactic acid-based injection molding material and preparation method thereof |
| CN113234304A (en) * | 2021-05-11 | 2021-08-10 | 贵州省材料产业技术研究院 | Biodegradable film material and preparation method of film |
| CN113773617A (en) * | 2021-08-12 | 2021-12-10 | 广州市聚赛龙工程塑料股份有限公司 | PBAT (poly (butylene adipate-co-terephthalate)) based material as well as preparation method and application thereof |
| CN113845761A (en) * | 2021-08-18 | 2021-12-28 | 浙江中科应化生态新材料科技有限公司 | High-transparency completely degradable film and preparation method thereof |
| CN114989581A (en) * | 2022-04-24 | 2022-09-02 | 宁波能之光新材料科技股份有限公司 | Biodegradable polylactic acid foaming particle and preparation method thereof |
| CN115386204A (en) * | 2022-09-20 | 2022-11-25 | 淄博龙沙高分子材料科技有限公司 | Biodegradable winding film and preparation method thereof |
| CN115558251A (en) * | 2022-09-27 | 2023-01-03 | 上海善九科技有限公司 | Composition for biodegradable preservative film |
| CN115558256A (en) * | 2021-12-29 | 2023-01-03 | 嘉兴高正新材料科技股份有限公司 | High-transparency toughened fully-biodegradable PLA film and preparation method thereof |
| CN115895210A (en) * | 2022-11-29 | 2023-04-04 | 金发科技股份有限公司 | Low-VOC low-odor biodegradable material and preparation method and application thereof |
| WO2023236267A1 (en) * | 2022-06-06 | 2023-12-14 | 广东汇齐新材料有限公司 | Degradable bio-based moisture-permeable waterproof film and preparation method therefor |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105860459A (en) * | 2016-06-02 | 2016-08-17 | 北京科方创业科技企业孵化器有限公司 | Preparation method of high-thermal-insulation/soil-moisture-preservation degradable agricultural mulching film material |
| CN106519618A (en) * | 2016-11-23 | 2017-03-22 | 吉林中粮生化有限公司 | High-polylactic acid-content film and preparation method thereof |
| CN107022178A (en) * | 2016-02-02 | 2017-08-08 | 黑龙江鑫达企业集团有限公司 | A kind of biodegradable polylactic acid environment-friendlythin thin film and preparation method thereof |
| CN107603168A (en) * | 2017-10-16 | 2018-01-19 | 中国科学院长春应用化学研究所 | A kind of PLA base film and preparation method thereof |
| WO2018028513A1 (en) * | 2016-08-12 | 2018-02-15 | 金发科技股份有限公司 | Biodegradable polyester thin film and preparation method therefor |
| CN110330773A (en) * | 2019-07-19 | 2019-10-15 | 深圳利琒环保材料有限公司 | A kind of controllable full-biodegradable mulch and preparation method thereof |
-
2020
- 2020-10-10 CN CN202011077765.7A patent/CN112210197A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107022178A (en) * | 2016-02-02 | 2017-08-08 | 黑龙江鑫达企业集团有限公司 | A kind of biodegradable polylactic acid environment-friendlythin thin film and preparation method thereof |
| CN105860459A (en) * | 2016-06-02 | 2016-08-17 | 北京科方创业科技企业孵化器有限公司 | Preparation method of high-thermal-insulation/soil-moisture-preservation degradable agricultural mulching film material |
| WO2018028513A1 (en) * | 2016-08-12 | 2018-02-15 | 金发科技股份有限公司 | Biodegradable polyester thin film and preparation method therefor |
| CN106519618A (en) * | 2016-11-23 | 2017-03-22 | 吉林中粮生化有限公司 | High-polylactic acid-content film and preparation method thereof |
| CN107603168A (en) * | 2017-10-16 | 2018-01-19 | 中国科学院长春应用化学研究所 | A kind of PLA base film and preparation method thereof |
| CN110330773A (en) * | 2019-07-19 | 2019-10-15 | 深圳利琒环保材料有限公司 | A kind of controllable full-biodegradable mulch and preparation method thereof |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113234304A (en) * | 2021-05-11 | 2021-08-10 | 贵州省材料产业技术研究院 | Biodegradable film material and preparation method of film |
| CN113185824A (en) * | 2021-05-27 | 2021-07-30 | 苏州中达航材料科技有限公司 | Special full-biodegradable high-strength polylactic acid-based injection molding material and preparation method thereof |
| CN113773617A (en) * | 2021-08-12 | 2021-12-10 | 广州市聚赛龙工程塑料股份有限公司 | PBAT (poly (butylene adipate-co-terephthalate)) based material as well as preparation method and application thereof |
| CN113845761A (en) * | 2021-08-18 | 2021-12-28 | 浙江中科应化生态新材料科技有限公司 | High-transparency completely degradable film and preparation method thereof |
| CN115558256A (en) * | 2021-12-29 | 2023-01-03 | 嘉兴高正新材料科技股份有限公司 | High-transparency toughened fully-biodegradable PLA film and preparation method thereof |
| CN114989581A (en) * | 2022-04-24 | 2022-09-02 | 宁波能之光新材料科技股份有限公司 | Biodegradable polylactic acid foaming particle and preparation method thereof |
| CN114989581B (en) * | 2022-04-24 | 2024-04-05 | 宁波能之光新材料科技股份有限公司 | Biodegradable polylactic acid foaming particle and preparation method thereof |
| WO2023236267A1 (en) * | 2022-06-06 | 2023-12-14 | 广东汇齐新材料有限公司 | Degradable bio-based moisture-permeable waterproof film and preparation method therefor |
| CN115386204A (en) * | 2022-09-20 | 2022-11-25 | 淄博龙沙高分子材料科技有限公司 | Biodegradable winding film and preparation method thereof |
| CN115558251A (en) * | 2022-09-27 | 2023-01-03 | 上海善九科技有限公司 | Composition for biodegradable preservative film |
| CN115558251B (en) * | 2022-09-27 | 2024-02-27 | 大川(清新)塑料制品有限公司 | Composition for biodegradable preservative film |
| CN115895210A (en) * | 2022-11-29 | 2023-04-04 | 金发科技股份有限公司 | Low-VOC low-odor biodegradable material and preparation method and application thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112210197A (en) | Biodegradable polylactic acid film and preparation method thereof | |
| CN104479304B (en) | A kind of biodegradable composite material and its preparation method and application | |
| JP6763619B1 (en) | How to prepare highly biodegradable materials | |
| CN102108196B (en) | Method for preparing polylactic acid degradable material | |
| US11926711B2 (en) | TPS/PLA/PBAT blend modified biodegradable resin prepared by using chain extender and preparation method thereof | |
| CN112940474B (en) | Antibacterial puncture-resistant biodegradable packaging bag and preparation method thereof | |
| CN108822514B (en) | Completely biodegradable polylactic acid based blown film and preparation method thereof | |
| CN113845621B (en) | Compatibilizer and high-starch-content full-biodegradable film adopting compatibilizer | |
| CN112552655B (en) | Modified cellulose filled PBAT/PLA composition suitable for preparing film, and preparation and application thereof | |
| CN105504704B (en) | Monoethanolamine activates sodium-based montmorillonite/polymer composite biodegradable blown film resin and preparation method | |
| CN102604164A (en) | Master batch capable of fully and biologically degrading plastic film and preparation method thereof | |
| US11939724B2 (en) | Compostable seaweed-based compositions, and associated systems and methods | |
| WO2015000081A1 (en) | Heat resistant polylactic acid | |
| CN113956630A (en) | Completely biodegradable film and preparation method thereof | |
| CN112708246B (en) | Multi-component biodegradable mulching film and preparation method thereof | |
| CN113045881A (en) | Thermal-shrinkage degradable environment-friendly film material and preparation method and application method thereof | |
| CN112210196A (en) | Biodegradable polylactic acid product and preparation method thereof | |
| CN112405931B (en) | Preparation method of nano-montmorillonite reinforced starch-based biodegradable blown film material, product and application thereof | |
| CN101781448A (en) | Preparation method of completely-degradable enhanced polylactic acid/starch blend | |
| JP2013049760A (en) | Method of producing resin composition, and methods of producing molded product, film, and bag | |
| US20220388217A1 (en) | Manufacturing method for thermoplastic resin composition, manufacturing method for shaped body, and film | |
| CN115991929A (en) | Biodegradable mulching film with soil protection effect and preparation method thereof | |
| CN1297599C (en) | Utterly biodegradable packaging film and mulch film | |
| CN112063099A (en) | Degradable ABS plastic and preparation method thereof | |
| CN113105730A (en) | Degradable environment-friendly film material with high transparency, preparation method and application |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210112 |