CN111806813A - Automatic medicine bag packaging line - Google Patents
Automatic medicine bag packaging line Download PDFInfo
- Publication number
- CN111806813A CN111806813A CN202010829942.6A CN202010829942A CN111806813A CN 111806813 A CN111806813 A CN 111806813A CN 202010829942 A CN202010829942 A CN 202010829942A CN 111806813 A CN111806813 A CN 111806813A
- Authority
- CN
- China
- Prior art keywords
- line
- conveying line
- floor
- packaging
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 44
- 239000003814 drug Substances 0.000 title abstract description 20
- 238000007689 inspection Methods 0.000 claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 claims abstract description 10
- 238000002372 labelling Methods 0.000 claims abstract description 9
- 238000012856 packing Methods 0.000 claims description 26
- 230000009194 climbing Effects 0.000 claims description 10
- 230000000007 visual effect Effects 0.000 claims description 7
- 239000002360 explosive Substances 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 2
- 238000007789 sealing Methods 0.000 abstract description 5
- 230000009286 beneficial effect Effects 0.000 abstract description 3
- 230000007774 longterm Effects 0.000 abstract description 3
- 230000005540 biological transmission Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/265—Opening, erecting or setting-up boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/20—Applications of counting devices for controlling the feed of articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
Abstract
The invention discloses an automatic packaging line for a medicine bag, which comprises a packaging line main body, wherein the packaging line main body comprises a lifting conveying mechanism, a second floor confluence conveying line and a first floor confluence conveying line which are respectively connected to the outlet and the inlet of the lifting conveying mechanism, the second floor confluence conveying line and the first floor confluence conveying line are respectively connected with a plurality of packaging production lines located on the first floor and the second floor of a factory building, each packaging production line comprises a lamp inspection chamber manual feeding conveying line, one end of the lamp inspection chamber manual feeding conveying line is connected with a turning conveying line, and one end of the turning conveying line is connected with a feeding hole of a single-bag pillow packaging machine. The automatic stacking machine can improve the automation of stacking, counting, unpacking, sealing, labeling, transmitting, sorting and recording and stacking, can be completed by only a small number of people, greatly reduces the number of needed workers, is matched with a converging mode of a plurality of assembly lines, can effectively improve the working efficiency while effectively reducing the number of the workers, and is beneficial to long-term production.
Description
Technical Field
The invention relates to the technical field of packaging lines, in particular to an automatic packaging line for medicine bags.
Background
At present, when the medicine bag is packed in China, various steps such as quality inspection, code printing, code scanning, packing, counting, labeling, boxing, warehousing and the like are required, most of the steps are manually finished, the number of required workers is large, and the labor cost is high along with long-term production; and with the growth of nine zeros and zero later, the workers of old generation gradually retire, and many of the nine zeros and zero later of new generation do not want to do simple and repetitive assembly line work again, which results in that the staff of the enterprise is not enough, which brings great influence to the production of the enterprise.
Disclosure of Invention
The invention aims to solve the defects in the prior art and provides an automatic package line.
In order to achieve the purpose, the invention adopts the following technical scheme:
an automatic packaging line for explosive packages comprises a packaging line main body, wherein the packaging line main body comprises a lifting conveying mechanism, a second floor confluence conveying line and a first floor confluence conveying line which are respectively connected to an outlet and an inlet of the lifting conveying mechanism, the second floor confluence conveying line and the first floor confluence conveying line are respectively connected with a plurality of packaging assembly lines located in a first floor and a second floor of a factory building, the packaging assembly lines comprise a lamp inspection chamber manual feeding conveying line, one end of the lamp inspection chamber manual feeding conveying line is connected with a turning conveying line, one end of the turning conveying line is connected with a feeding hole of a single-bag pillow packaging machine, one side of the turning conveying line is provided with a manual auxiliary picking drain area, a discharging hole of the single-bag pillow packaging machine is connected with a counting stacking explosive package conveying line, one end of the counting stacking explosive package conveying line is connected with a first roller conveying line, one end of the first roller, the other end of first cylinder transfer chain is connected with the feed inlet of automatic packing machine, and the discharge gate top of automatic packing machine is provided with the automatic labeling machine of fixed connection on automatic packing machine, and the ejection of compact transfer chain tip of automatic packing machine is connected with the climbing assembly line, and second floor converges transfer chain and first floor and converges the transfer chain and be connected with the discharge gate department of the climbing assembly line that corresponds respectively, the one end that the second floor converged the transfer chain is connected with second cylinder transfer chain, and the top of second cylinder transfer chain is connected with CCD vision letter sorting recognition mechanism, and the one end of second cylinder transfer chain is connected with the reposition of redundant personnel assembly line, and one side of reposition of redundant personnel assembly line is provided with unable discernment product temporary storage area, and one side of reposition of redundant personnel assembly line is provided with guardrail, is provided with a plurality of unloading pallet district in the guardrail, and a plurality of unloading pallet district set up with a plurality of reposition of redundant A stacker robot.
Preferably, the CCD visual sorting and identifying mechanism is a code scanning camera, and the code scanning camera is fixed at the top of the second roller conveying line through a U-shaped rod.
Preferably, the number of the blanking pallet areas is four or six, and the four or six blanking pallet areas are arranged on the inner side of the guardrail at equal intervals.
Preferably, the distance between two adjacent lower pallet areas is greater than the width of the lower pallet area itself.
Preferably, the upward inclination angle of the climbing water line is 15-25 degrees.
Compared with the prior art, the invention has the beneficial effects that:
the automatic stacking machine can improve the automation of stacking, counting, unpacking, sealing, labeling, transmitting, sorting and recording and stacking, can be completed by only a small number of people, greatly reduces the number of needed workers, is matched with a converging mode of a plurality of assembly lines, can effectively improve the working efficiency while effectively reducing the number of the workers, and is beneficial to long-term production.
Drawings
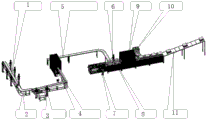
FIG. 1 is a schematic view of the structure of an automatic package line for medicine packages according to the present invention;
FIG. 2 is a schematic view of a packaging line of the automatic packaging line for pharmaceutical packs according to the present invention;
fig. 3 is an enlarged schematic view of a second roller conveying line, a CCD visual sorting and identifying mechanism, a shunting assembly line, a blanking and stacking robot and a guardrail connecting piece of the automatic medicine bag packaging line.
In the figure: the room artifical material loading transfer chain is examined to 1 lamp, 2 turn transfer chains, 3 artifical supplementary drain region of picking up, 4 single bag pillow chartered plane, 5 counts and piles up the cartridge bag transfer chain, 6 artifical income case position district, 7 automatic case unpacking machine, 8 first cylinder transfer chains, 9 automatic packing machines, 10 automatic labeling machine, 11 climbing assembly line, 12 CCD vision letter sorting identification mechanism, 13 second cylinder transfer chains, 14 can not discern the product temporary storage district, 15 reposition of redundant personnel assembly lines, 16 unloading pile up neatly machines people, 17 unloading pallet district, 18 enclose the guardrail, 19 one floor converge the transfer chain, 20 two floors converge the transfer chain, 21 lift conveying mechanism, 22 packing assembly lines.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments.
Referring to fig. 1-3, the automatic packaging line for the medicine packages comprises a packaging line main body, wherein the packaging line main body comprises a lifting conveying mechanism 21, a second floor confluence conveying line 20 and a first floor confluence conveying line 19 which are respectively connected to an outlet and an inlet of the lifting conveying mechanism, the second floor confluence conveying line 20 and the first floor confluence conveying line 19 are respectively connected with a plurality of packaging production lines 22 located in a first floor and a second floor of a factory building, the packaging production lines 22 comprise a lamp inspection chamber manual feeding conveying line 1, one end of the lamp inspection chamber manual feeding conveying line 1 is connected with a turning conveying line 2, one end of the turning conveying line 2 is connected with a feeding port of a single-bag pillow packaging machine 4, one side of the turning conveying line 2 is provided with a manual auxiliary drain region 3, a discharge port of the single-bag pillow packaging machine 4 is connected with a counting stacked medicine package conveying line 5, one end of the counting stacked medicine package, one side of the first roller conveying line 8 is provided with a manual case entering station area 6, the other end of the first roller conveying line 8 is connected with a feed inlet of an automatic packing machine 9, an automatic labeling machine 10 fixedly connected to the automatic packing machine 9 is arranged above a discharge outlet of the automatic packing machine 9, the end part of a discharge conveying line of the automatic packing machine 9 is connected with a climbing assembly line 11, a second floor confluence conveying line 20 and a first floor confluence conveying line 19 are respectively connected with the discharge outlets of the corresponding climbing assembly lines 11, one end of the second floor confluence conveying line 20 is connected with a second roller conveying line 13, the top of the second roller conveying line 13 is connected with a CCD visual sorting identification mechanism 12, one end of the second roller conveying line 13 is connected with a diversion assembly line 15, one side of the diversion assembly line 15 is provided with a temporary unidentifiable product storage area 14, one side of the diversion assembly line 15 is provided with a, the blanking pallet areas 17 are arranged in one-to-one correspondence with the shunt flow channels of the shunt flow line 15, and one blanking stacking robot 16 is arranged on one side, close to the shunt flow line 15, of each two blanking pallet areas 17 in the blanking pallet areas 17.
In the invention, the CCD visual sorting and identifying mechanism 12 is a camera scanner which is fixed at the top of the second roller conveying line 13 through a U-shaped rod, the number of the blanking pallet areas 17 is four or six, the four or six blanking pallet areas 17 are arranged at equal intervals inside the guardrail 18, the distance between two adjacent blanking pallet areas 17 is larger than the width of the blanking pallet areas 17, and the upward inclined angle of the climbing assembly line 11 is 15-25 degrees.
The working principle is as follows: when in use, firstly, a worker puts a medicine bag on the lamp inspection chamber manual feeding conveying line 1, the medicine bag is conveyed to the single-bag pillow packaging machine 4 through the lamp inspection chamber manual feeding conveying line 1 and the turning conveying line 2 in sequence, the worker in the manual auxiliary inspection region 3 can detect the leakage of the medicine bag leaking the medicine when the medicine bag is conveyed through the turning conveying line 2, the single-bag pillow packaging machine 4 stacks and counts the medicine bag and outputs the medicine bag to the counting stacking medicine bag conveying line 5, a person at the automatic case unpacking machine 7 puts the packaging box which is not unpacked on the automatic case unpacking machine 7 for unpacking, the packaging box is put on the first roller conveying line 8 after unpacking, the person who manually enters the case post region 6 counts the medicine packaging boxes conveyed on the stacking medicine bag conveying line 5, the packaged packaging box enters the automatic packing machine 9 through the first roller conveying line 8 for packing and sealing, the automatic labeling machine 10 can automatically label the packaging box coming out of the automatic packing machine 9, a plurality of labeled packing boxes of a first floor or a second floor are converged to a first floor converging conveying line 19 and a second floor converging conveying line 20 through corresponding climbing assembly lines 11 respectively, at the moment, the packing boxes on the first floor converging conveying line 19 are conveyed to the second floor converging conveying line 20 through a lifting conveying mechanism 21 and converged to the second floor converging conveying line 20, a plurality of packing boxes are conveyed to a second roller conveying line 13 through the second floor converging conveying line 20, at the moment, a CCD visual sorting and identifying mechanism 12 identifies the labeled packing boxes and records data, the unidentified packing boxes and unidentified packing boxes are respectively shunted to an unidentified product temporary storage area 14 and a shunting assembly line 15, a blanking palletizing robot 16 carries and palletizes the identified packing boxes on the shunting assembly line 15 to a corresponding blanking pallet area 17, and then transports the well packed boxes, so that the packing, counting, unpacking, box sealing and box sealing can be improved, Labeling, transmission, letter sorting record and pile up neatly automation, very big reduction artificial demand quantity, a plurality of assembly lines of cooperation can effectively improve work efficiency.
In the description of the present application, it should be further noted that, unless otherwise explicitly stated or limited, the terms "disposed," "mounted," "connected," and "connected" are to be construed broadly and may include, for example, a fixed connection, a detachable connection, an integral connection, a mechanical connection, an electrical connection, a direct connection, a connection through an intermediate medium, and a connection between two elements. The specific meaning of the above terms in the present application can be understood by those of ordinary skill in the art according to specific circumstances.
The above description is only for the preferred embodiment of the present invention, but the scope of the present invention is not limited thereto, and any person skilled in the art should be considered to be within the technical scope of the present invention, and the technical solutions and the inventive concepts thereof according to the present invention should be equivalent or changed within the scope of the present invention.
Claims (5)
1. Automatic packaging line for explosive packages, which comprises a packaging line main body, wherein the packaging line main body comprises a lifting conveying mechanism (21), a second floor confluence conveying line (20) and a first floor confluence conveying line (19) which are respectively connected to an outlet and an inlet of the lifting conveying mechanism, the second floor confluence conveying line (20) and the first floor confluence conveying line (19) are respectively connected with a plurality of packaging production lines (22) located at a first floor and a second floor of a factory building, and the automatic packaging line is characterized in that the packaging production lines (22) comprise a lamp inspection chamber manual feeding conveying line (1), one end of the lamp inspection chamber manual feeding conveying line (1) is connected with a turning conveying line (2), one end of the turning conveying line (2) is connected with a feeding hole of a single-bag pillow packaging machine (4), one side of the turning conveying line (2) is provided with a manual auxiliary inspection region (3), and a discharging hole of the single-bag, one end of the counting stacking explosive bag conveying line (5) is connected with a first roller conveying line (8), one end of the first roller conveying line (8) is connected with an automatic case unpacking machine (7), one side of the first roller conveying line (8) is provided with a manual case entering station area (6), the other end of the first roller conveying line (8) is connected with a feed inlet of an automatic packing machine (9), an automatic labeling machine (10) fixedly connected to the automatic packing machine (9) is arranged above a discharge port of the automatic packing machine (9), the end part of a discharge conveying line of the automatic packing machine (9) is connected with a climbing assembly line (11), a second floor confluence conveying line (20) and a first floor confluence conveying line (19) are respectively connected with the discharge ports of the corresponding climbing assembly lines (11), one end of the second floor confluence conveying line (20) is connected with a second roller conveying line (13), the top of the second roller conveying line (13) is connected with a visual sorting, one end of the second roller conveying line (13) is connected with a shunting assembly line (15), one side of the shunting assembly line (15) is provided with a temporary storage area (14) in which products cannot be identified, one side of the shunting assembly line (15) is provided with a surrounding guardrail (18), a plurality of blanking pallet areas (17) are arranged in the surrounding guardrail (18), the plurality of blanking pallet areas (17) are arranged in one-to-one correspondence with a plurality of shunting channels of the shunting assembly line (15), and one side, close to the shunting assembly line (15), of each two blanking pallet areas (17) in the plurality of blanking pallet areas (17) is provided with the same blanking palletizing robot (16).
2. The automatic packaging line for pharmaceutical packs according to claim 1, characterized in that the CCD visual sorting and identifying mechanism (12) is a code scanning camera fixed on top of the second roller conveyor line (13) by a U-shaped rod.
3. The automatic packaging line for pharmaceutical packs according to claim 1, characterized in that the number of said areas (17) is four or six and four or six areas (17) are equally spaced inside the surrounding railing (18).
4. The automatic package line according to claim 1, characterized in that the distance between two adjacent lower pallet areas (17) is greater than the width of the lower pallet areas (17) themselves.
5. An automatic package packaging line according to claim 1, characterized in that said uphill line (11) is inclined upwards by an angle comprised between 15 ° and 25 °.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010829942.6A CN111806813A (en) | 2020-08-18 | 2020-08-18 | Automatic medicine bag packaging line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010829942.6A CN111806813A (en) | 2020-08-18 | 2020-08-18 | Automatic medicine bag packaging line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111806813A true CN111806813A (en) | 2020-10-23 |
Family
ID=72860476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010829942.6A Pending CN111806813A (en) | 2020-08-18 | 2020-08-18 | Automatic medicine bag packaging line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111806813A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113071767A (en) * | 2021-03-25 | 2021-07-06 | 苏州富强科技有限公司 | Packing carton intelligent storage alternating loading attachment |
| CN113071768A (en) * | 2021-03-25 | 2021-07-06 | 苏州富强科技有限公司 | Automatic material loading assembly line for intelligent storage of packaging boxes |
| EP4039602A4 (en) * | 2020-10-31 | 2022-08-10 | Zhejiang Hoping Machinery Co., Ltd. | Fully automated unpacking, sealing, and palletizing all-in-one machine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050166552A1 (en) * | 2003-12-23 | 2005-08-04 | Omo Davide D. | Unit for packaging and palletizing rolls of toilet paper and/or kitchen towel |
| CN109018475A (en) * | 2018-08-15 | 2018-12-18 | 东莞市荣旭自动化科技有限公司 | Drug automatically rests the head on packet system |
| CN109319235A (en) * | 2018-10-29 | 2019-02-12 | 东莞鸿耀电子科技有限公司 | A kind of keyboard packaging production line |
| CN209064439U (en) * | 2018-10-30 | 2019-07-05 | 成都市海通药业有限公司 | A kind of ampoule bottle feeding and conveying device |
| CN111332523A (en) * | 2020-05-22 | 2020-06-26 | 广东埃华路机器人工程有限公司 | Edible oil bottle packing and stacking conveyor line |
| CN212373815U (en) * | 2020-08-18 | 2021-01-19 | 广东荣旭智能技术有限公司 | Automatic medicine bag packaging line |
-
2020
- 2020-08-18 CN CN202010829942.6A patent/CN111806813A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050166552A1 (en) * | 2003-12-23 | 2005-08-04 | Omo Davide D. | Unit for packaging and palletizing rolls of toilet paper and/or kitchen towel |
| CN109018475A (en) * | 2018-08-15 | 2018-12-18 | 东莞市荣旭自动化科技有限公司 | Drug automatically rests the head on packet system |
| CN109319235A (en) * | 2018-10-29 | 2019-02-12 | 东莞鸿耀电子科技有限公司 | A kind of keyboard packaging production line |
| CN209064439U (en) * | 2018-10-30 | 2019-07-05 | 成都市海通药业有限公司 | A kind of ampoule bottle feeding and conveying device |
| CN111332523A (en) * | 2020-05-22 | 2020-06-26 | 广东埃华路机器人工程有限公司 | Edible oil bottle packing and stacking conveyor line |
| CN212373815U (en) * | 2020-08-18 | 2021-01-19 | 广东荣旭智能技术有限公司 | Automatic medicine bag packaging line |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4039602A4 (en) * | 2020-10-31 | 2022-08-10 | Zhejiang Hoping Machinery Co., Ltd. | Fully automated unpacking, sealing, and palletizing all-in-one machine |
| CN113071767A (en) * | 2021-03-25 | 2021-07-06 | 苏州富强科技有限公司 | Packing carton intelligent storage alternating loading attachment |
| CN113071768A (en) * | 2021-03-25 | 2021-07-06 | 苏州富强科技有限公司 | Automatic material loading assembly line for intelligent storage of packaging boxes |
| CN113071767B (en) * | 2021-03-25 | 2023-03-14 | 苏州富强科技有限公司 | Packing carton intelligent storage alternating loading attachment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111806813A (en) | Automatic medicine bag packaging line | |
| CN105883366B (en) | A kind of high-speed lossless wound reason bottle, labeling, detection and packaging production line | |
| CN206172564U (en) | Pile up neatly system of robot | |
| CN111086811B (en) | Material box storage, sorting and warehouse-in and warehouse-out system | |
| CN212373815U (en) | Automatic medicine bag packaging line | |
| CN108528879B (en) | Automatic packing wire | |
| CN111907844B (en) | Automatic packaging integrated system and packaging method based on spunlaced nonwoven industry | |
| CN206476385U (en) | Slurry system is chosen in the storage outbound of blood bag barcode scanning | |
| CN110775382B (en) | Automatic stacking and packaging line for copper pipes | |
| CN208007464U (en) | A kind of packing case labels and is conducive to the production line that robot carries out stacking | |
| WO2022141135A1 (en) | Dual-robot cooperative palletizing integrated apparatus, system and method | |
| CN110371554B (en) | Automatic warehousing system | |
| CN113526122A (en) | High breast board area cuts off freight train powder bag intelligence loading and unloading car production line | |
| CN108313687B (en) | Improved lifting type cap arranging machine | |
| CN114194689A (en) | Intelligent warehousing method and transfer system | |
| CN106275657A (en) | Spiced and stewed food packs loading packing line automatically | |
| CN212448410U (en) | Packaging integrated system based on spunlace non-woven industry | |
| CN112452782A (en) | Intelligent plate sorting system convenient to clean and plate cleaning method | |
| CN114477056B (en) | High-speed full-automatic white spirit filling and packaging process | |
| CN112874894B (en) | Plate temporary storage warehouse in plate sorting production line and storing and taking method thereof | |
| CN116176939A (en) | Scrap aluminum block stacking conveying equipment and conveying process thereof | |
| CN212126591U (en) | Automatic stacking production line | |
| CN213264686U (en) | Digital printed matter storage counting stacking device | |
| CN213293615U (en) | Automatic warehousing system for semiconductor chips | |
| CN218809098U (en) | Bagged material detecting, conveying and warehousing system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |