CN111229618A - Lithium cell automated inspection and spout a yard equipment - Google Patents
Lithium cell automated inspection and spout a yard equipment Download PDFInfo
- Publication number
- CN111229618A CN111229618A CN201910992791.3A CN201910992791A CN111229618A CN 111229618 A CN111229618 A CN 111229618A CN 201910992791 A CN201910992791 A CN 201910992791A CN 111229618 A CN111229618 A CN 111229618A
- Authority
- CN
- China
- Prior art keywords
- code spraying
- blanking
- feeding
- stepping motor
- transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 title claims abstract description 65
- 229910052744 lithium Inorganic materials 0.000 title claims abstract description 65
- 238000007689 inspection Methods 0.000 title description 4
- 238000001514 detection method Methods 0.000 claims abstract description 74
- 238000005507 spraying Methods 0.000 claims abstract description 60
- 238000005070 sampling Methods 0.000 claims abstract description 50
- 239000000463 material Substances 0.000 claims abstract description 46
- 238000007599 discharging Methods 0.000 claims abstract description 28
- 230000005540 biological transmission Effects 0.000 claims description 86
- 230000006698 induction Effects 0.000 claims description 10
- 230000000712 assembly Effects 0.000 claims 4
- 238000000429 assembly Methods 0.000 claims 4
- 230000008878 coupling Effects 0.000 claims 4
- 238000010168 coupling process Methods 0.000 claims 4
- 238000005859 coupling reaction Methods 0.000 claims 4
- 238000012360 testing method Methods 0.000 description 9
- 239000000523 sample Substances 0.000 description 8
- 230000017525 heat dissipation Effects 0.000 description 5
- 230000033001 locomotion Effects 0.000 description 5
- 238000001179 sorption measurement Methods 0.000 description 3
- 239000007921 spray Substances 0.000 description 2
- 238000005273 aeration Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000009347 mechanical transmission Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/38—Collecting or arranging articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/44—Typewriters or selective printing mechanisms having dual functions or combined with, or coupled to, apparatus performing other functions
- B41J3/445—Printers integrated in other types of apparatus, e.g. printers integrated in cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C2501/00—Sorting according to a characteristic or feature of the articles or material to be sorted
- B07C2501/0063—Using robots
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Specific Conveyance Elements (AREA)
- Manipulator (AREA)
Abstract
The invention discloses automatic detection and code spraying equipment for a lithium battery, which comprises a machine table and an intelligent control system and is characterized in that the machine table is provided with a feeding device, an automatic detection device, a material conveying device, a sampling device, a code spraying device, a material bearing device and a discharging device; according to the invention, a feeding device in a machine table feeds lithium batteries of a jig tray to an automatic detection device for detection, the detected jig tray is sent to a sampling device through a material conveying device, unqualified lithium batteries are extracted to a material bearing device, the rest qualified lithium batteries are subjected to code spraying and numbering by a code spraying device in sequence, and the qualified code-sprayed lithium batteries are output by a discharging device in the machine table in the jig tray; the automatic lithium battery detection and code spraying equipment disclosed by the invention has high working efficiency, can greatly reduce the labor intensity of workers, and is very suitable for lithium battery manufacturers.
Description
Technical Field
The invention relates to automatic lithium battery detection and code spraying equipment.
Background
With the rapid development of market economy, lithium batteries have been widely used in various industries, such as mobile phones, tablet computers, notebooks, desktop computers, electric cars, electric buses, and the like, and consumers have a very large demand for lithium batteries, and the quality requirements for lithium batteries are higher and higher.
Because the demand of consumers for lithium batteries is very large, and the former manual detection and coding labeling mode has low efficiency and large error, and cannot meet the huge requirements and high-quality requirements of consumers for lithium batteries, the lithium battery automatic detection and code spraying equipment is developed, and is a very urgent requirement of lithium battery manufacturers
Disclosure of Invention
The invention aims to overcome the defects and provide automatic lithium battery detection and code spraying equipment.
In order to achieve the purpose, the invention adopts the following specific scheme:
the automatic detection and code spraying equipment for the lithium battery comprises a machine table and an intelligent control system and is characterized in that a discharging device, an automatic detection device, a material conveying device, a sampling device, a code spraying device, a material bearing device and a discharging device are arranged on the machine table, the discharging device is provided with a discharging transmission mechanism, a discharging lifting mechanism and a discharging suction nozzle mechanism, the discharging lifting mechanism is arranged in front of the discharging transmission mechanism, and the discharging suction nozzle mechanism is arranged above the discharging lifting mechanism; the automatic detection device is arranged in front of the blanking device; the automatic detection device and the sampling device are symmetrically arranged; a transmission device is arranged between the automatic detection device and the sampling device; a code spraying device is arranged on the sampling device, a material bearing device is arranged in front of the sampling device, and a discharging device is arranged behind the sampling device; the blanking device comprises a blanking suction nozzle mechanism, a blanking lifting mechanism and a blanking transmission mechanism, wherein the blanking lifting mechanism is arranged below the blanking suction nozzle mechanism, and the blanking transmission mechanism is arranged behind the blanking lifting mechanism; the blanking device and the blanking device are symmetrically arranged;
the detection and code spraying system of the multifunctional automatic detection code spraying machine for the lithium batteries controls the operation of all the technical parameters of movement, action, detection and code spraying of all the components of the automatic detection and code spraying equipment for the lithium batteries.
The feeding transmission mechanism comprises a stepping motor, a conveying belt, sensing devices, driving wheels, idler wheels and material limiting baffle plates, the stepping motor is connected with the driving wheels through a linkage belt, the sensing devices are arranged on the upper end faces of two sides of a frame of the feeding transmission mechanism, the driving wheels are arranged at two ends of the transmission mechanism, a plurality of idler wheels are arranged between the two driving wheels, the conveying belt is attached to the driving wheels and the idler wheels, a jig tray is placed above a jig tray transmission mechanism with one or more trays containing lithium batteries on the conveying belt, the material limiting baffle plates are symmetrically arranged on two sides of the conveying belt respectively, the feeding sensing devices are arranged on one sides of the material limiting baffle plates, the sensing devices sense that trays are placed on the conveying belt, and the driving wheels rotate to convey the jig tray containing the lithium batteries to the upper portion of the lifting mechanism;
the feeding lifting mechanism mainly comprises a sensing device, a stepping motor, a ball screw, a guide rod and a lifting platform, wherein one end of the ball screw is connected with the lifting platform, the other end of the ball screw is connected with the stepping motor, the guide rod is connected with the lifting platform and is matched with the ball screw and the stepping motor for use, limiting baffles are symmetrically arranged on two sides of the lifting platform, the sensing device is positioned on one side of the limiting baffle, the sensing device can sense a jig tray provided with a lithium battery on the lifting platform, the lifting platform drives the ball screw to be matched with the guide rod through the rotation of the stepping motor, so that the jig tray provided with the lithium battery on the lifting platform is lifted or lowered, the upper end face of the jig tray is kept level with the upper end face of the sensing device when the lifting platform is lifted, if the uppermost jig tray is taken away by a suction nozzle moving device, the lifting platform can be, until the lifting platform has no jig tray, the lifting platform automatically resets and falls to the bottommost part;
the material limiting baffle can limit the jig tray, so that the jig tray can be placed upwards in a consistent and overlapped mode;
the feeding suction nozzle mechanism and the discharging lifting mechanism are matched to operate, the discharging sucker moving device is provided with a plurality of suction nozzles, a stepping motor and a sliding guide rail, the suction nozzles on the sucker moving device are connected with a vacuum tube, the other end of the vacuum tube is connected with a vacuum air pump, the suction nozzles suck and connect the jig tray in an air exhaust state through the vacuum air pump, the stepping motor rotates to drive the jig tray to move upwards and rise to a fixed height, the jig tray moves forwards and backwards through the rotation of the stepping motor and the matching of the sliding guide rail and the jig tray, the jig tray moves to a detection position of the automatic detection device and descends, the vacuum air pump is in an inflation state, the jig tray is separated from the suction nozzles, and the jig tray is fixed and the material conveying device is positioned below;
the automatic detection device comprises a detection assembly and a transmission mechanical arm, wherein the transmission mechanical arm is divided into a front transmission part and a rear transmission part and a left transmission part and a right transmission part, the left transmission arm and the right transmission arm are arranged on the front transmission arm and the rear transmission arm, the detection assembly is arranged on the left transmission arm and the right transmission arm, and the detection assembly can move up and down through a stepping motor;
the detection assembly can be provided with a detection probe, the detection probe is matched with the transmission mechanical arm to move in three axes, and lithium batteries on the jig tray are detected one by one;
the detection probe installed on the detection assembly replaces an electronic detection probe suitable for detection according to the size of the lithium battery;
the detection probe detects that the unqualified product can be fed back to the intelligent control system, is displayed by red points in the array in the test human-computer interface, and can give out an alarm sound;
the tray moving device moves the detected jig tray to the left to the sampling device and below;
the sampling device comprises a sampling assembly and a transmission mechanical arm, the transmission mechanical arm is divided into a front transmission part and a rear transmission part and a left transmission part and a right transmission part, the left transmission arm and the right transmission arm are arranged on the front transmission arm and the rear transmission arm, the sampling and code spraying assembly is arranged on the left transmission arm and the right transmission arm, and the sampling and code spraying assembly can move up and down through a stepping motor;
the clamp head can move with the sampling assembly in a three-axis manner through the transmission mechanical arm;
the fixture head can confirm the position of an unqualified product and clamp and place the unqualified product on the material bearing device through a command of an intelligent control system;
the clamp head can replace a clamp head suitable for clamping according to the size of the detected lithium battery;
the code spraying device is arranged on a sampling assembly of the sampling device, and is provided with a code spraying nozzle which moves in a three-axis manner with the sampling assembly through a transmission mechanical arm;
the code spraying nozzles are provided with code spraying pipe connections and cooperate with an intelligent control system to confirm the positions of the remaining qualified lithium batteries and carry out sequential code spraying numbering on the lithium batteries;
the code spraying number can be edited by connecting the intelligent control system with a computer to spray the code, and the data after code spraying can be fed back to the intelligent control system for recording;
the material bearing device is provided with a rotating wheel, a conveying belt and a stepping motor, the stepping motor is in linkage connection with the rotating wheel, the driving wheels are positioned on two sides of the material bearing device, and the rotating wheels are connected in a wrapping mode through the conveying belt;
when a certain number of unqualified products are extracted, the stepping motor rotates to drive the rotating wheel to enable the conveyor belt to stop moving after moving for a certain distance, and when the maximum upper limit number is reached, a production worker is reminded to take off the unqualified products in an alarm mode and resets the testing human-computer interface to continue working;
the discharging suction nozzle mechanism is used for connecting the qualified and code-sprayed lithium battery with the jig tray in an adsorption manner, moving the qualified and code-sprayed lithium battery to the upper part of the discharging lifting table, descending the qualified and code-sprayed lithium battery and separating the qualified lithium battery from the jig tray;
after the jig tray is taken away by the discharging suction nozzle mechanism, the material conveying device automatically resets to the position below the automatic detection device;
the two sides of the movable part of the lifting platform of the blanking lifting mechanism are provided with sensing devices, and the sensing devices detect that a jig tray is placed on the lifting platform and lift and descend so that the jig tray and the sensing devices keep a distance of a tray thickness;
the lifting platform is lowered to the bottom, the distance between the sensing device and the jig trays is also full, namely the plurality of jig trays are taken out to the sensing device by the stepping motor of the blanking transmission mechanism when the lifting mechanism is full, and the sensing device stops from the tray blanking transmission device;
according to the automatic lithium battery detection and code spraying equipment, the jig tray is provided with rectangular array grooves, and lithium batteries can be mounted or dismounted in the grooves;
the blanking device and the blanking device are symmetrically arranged in the equipment;
the invention relates to automatic detection and code spraying equipment for a lithium battery, which comprises a machine table and an intelligent control system and is characterized in that a discharging device, an automatic detection device, a material conveying device, a sampling device, a code spraying device, a material bearing device and a discharging device are arranged on the machine table; according to the invention, the lithium batteries of the jig tray are fed to the automatic detection device for detection by the blanking device in the machine table, the detected jig tray is fed to the sampling device through the material conveying device, the unqualified lithium batteries are extracted to the material bearing device, the code spraying devices are used for spraying code numbers on the remaining qualified lithium batteries in sequence, and the qualified code-sprayed lithium batteries are output by the blanking device in the machine table in the jig tray. Compared with the prior art, the invention has the beneficial effects that: the detection and code spraying efficiency of the lithium battery can be greatly improved, and the labor intensity of workers is reduced; the detection and code spraying quality of the lithium battery can be greatly improved, and the product qualification rate is ensured.
Drawings
FIG. 1 is a block diagram of the present invention;
FIG. 2 is an exploded side view of the present invention;
FIG. 3 is a schematic view of the loading device of the present invention;
FIG. 4 is a schematic view of the blanking apparatus of the present invention;
FIG. 5 is a side view of the blanking apparatus of the present invention;
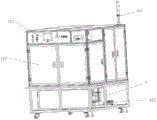
FIG. 6 is a schematic view of the overall apparatus of the present invention;
description of reference numerals: 1-a feeding device; 2-automatic detection means; 21-automatic detection component; 3-a material conveying device; 4-a material bearing device; 41-a stepping motor; 42-a rotating wheel; 43-a conveyor belt; 5-a sampling device; 51-a sampling assembly; 6-code spraying device; 7-a blanking device; 8-a heat dissipation fan; 9-vacuum air pump; 10-a pallet moving device; 11-a lifting device; 12-a heat dissipation fan; 13-air pump; 101-a jig tray; 102-a housing; 103-testing a human-machine interface; 104-warning lights; 105-an electronic connection component; 110-a feeding transmission mechanism; 111-a stepper motor; 112-driving wheel; 113-a roller; 114-a conveyor belt; 115-a sensing device; 116-a material-limiting baffle; 120-a feeding lifting mechanism; 121-a stepper motor; 122-ball screw; 123-a guide rod; 124-a lifting platform; 125-a sensing device; 130-a loading nozzle moving device; 131-a sliding guide rod; 132-a connection assembly; 133-a feeding suction nozzle; 110 b-a blanking transmission mechanism; 111 b-a stepper motor; 112 b-a capstan; 113 b-a roller; 114 b-a conveyor belt; 115 b-a sensing device; 116 b-a material-limiting baffle; 120 b-a blanking lifting mechanism; 121 b-a stepper motor; 122 b-ball screw; 123 b-a guide rod; 124 b-a lifting table; 125 b-a sensing device; 130 b-a blanking nozzle moving device; 131 b-sliding guide bar; 132 b-a connection assembly; 133 b-blanking suction nozzle.
Detailed Description
The invention will be described in further detail with reference to the following figures and specific examples, without limiting the scope of the invention.
As shown in fig. 1-6, the automatic lithium battery detection and code spraying apparatus according to this embodiment includes a machine table and an intelligent control system, and is characterized in that the machine table is provided with a discharging device 1, an automatic detection device 2, a material conveying device 3, a sampling device 5, a code spraying device 6, a material bearing device 4 and a discharging device 7, the charging device 1 is provided with a charging transmission mechanism 110, a charging lifting mechanism 120 and a charging nozzle moving mechanism 130, the front of the charging transmission mechanism 110 is provided with the charging lifting mechanism 120, and the charging nozzle moving mechanism 130 is arranged above the charging lifting mechanism 120; the automatic detection device 2 is arranged in front of the feeding device 1; the automatic detection device 2 and the sampling device 5 are symmetrically arranged; a transmission device 3 is arranged between the automatic detection device 2 and the sampling device 5; a code spraying device 6 is arranged on the sampling device 5, a material bearing device 4 is arranged in front of the sampling device 5, and a discharging device 7 is arranged behind the sampling device 5; the blanking device 7 comprises a blanking suction nozzle mechanism 130b, a blanking lifting mechanism 120b and a blanking transmission mechanism 110b, wherein the blanking lifting mechanism 120b is arranged below the blanking suction nozzle mechanism 130b, and the blanking transmission mechanism 110b is arranged behind the blanking lifting mechanism 120 b; the feeding device 1 and the discharging device 7 are symmetrically arranged; the intelligent control system is electrically connected with the devices.
A shell 102, a test man-machine interface 103 and an alarm lamp 104 are arranged outside the equipment machine table; an electronic connecting assembly 105 and a heat dissipation fan 8 are arranged in a lower cavity inside the equipment machine table;
the testing human-computer interface 2 is used for operating and displaying a detection state, the alarm lamp 3 on the shell 1 can turn into a red light when a system is wrong, and the machine table 4 can give out an alarm sound;
the electronic connection assembly 105 is used for being electronically connected with the motion devices, and the intelligent control system controls the motion devices through the testing human-computer interface 103.
The working principle is as follows: manually placing a disc or a plurality of discs of jig trays 101 provided with lithium batteries on a feeding transmission mechanism 110, inducing a sensing device 115 of the feeding transmission mechanism 110 to induce that the jig trays 101 are placed on the transmission mechanism 110, namely a stepping motor 111 rotates to drive a driving wheel 110 to rotate to drive a conveying belt 114, the inner side of the conveying belt 114 is in contact friction with a plurality of rollers 113 on a pulley moving device 20 to form a linkage mechanism, the feeding transmission mechanism 110 conveys the jig trays 101 provided with the lithium batteries to the upper part of a feeding lifting mechanism 120 through the conveying belt 114, the side edge of the movable part of a lifting platform 124 of the feeding lifting mechanism 120 is provided with a sensing device 125, the sensing device 125 induces that the jig trays 101 are arranged above the lifting platform 124, the feeding lifting mechanism 120 rotates a ball screw 122 through a stepping motor 121 to be matched with a guide rod to enable the lifting platform to be lifted to a specific height, and the upper end face of the sensing device is level with the upper end, the feeding suction nozzle moving mechanism 130 descends, the feeding suction nozzle 133 on the feeding suction nozzle moving mechanism 130 is connected with a vacuum tube, the other end of the vacuum tube is connected with the vacuum air pump 9, the vacuum air pump 9 is in an air exhaust state and sucks the jig tray 101 to the side edge of the tray and moves upwards, the lifting platform 124 ascends to enable the jig tray 101 and the induction device 125 to be in a flat state, the connecting assembly 132 rotates through a stepping motor and is matched with the jig tray 101 to move back and forth through a sliding guide rail, the jig tray 101 moves to the detection position of the automatic detection device 2 to descend, the vacuum air pump 9 is in an inflation state, the feeding suction nozzle 113 is separated from the jig tray, the transmission mechanical arm of the automatic detection device moves back and forth corresponding to the position of each lithium battery, the detection assembly 21 on the left and right transmission arms moves up and down through the stepping motor, and the three-axis motion, the detection probe detects that unqualified products can feed back a detection and code spraying system, the unqualified products are displayed in an array red dot in a test human-computer interface 103, and an alarm sound can be given, wherein the detection assembly 21 can replace a proper detection probe according to the size of a lithium battery to detect, the material conveying device 4 moves a tray 101 provided with the detected lithium battery jig to the left below the sampling device 5, a transmission mechanical arm on the sampling device 5 is divided into a front transmission part, a rear transmission part and a left transmission part and a right transmission part, the transmission mechanical arm can move to the upper part of the unqualified products according to the command of an intelligent control system, the sampling assembly 51 can move up and down through a stepping motor, a clamp head can be installed on the sampling and code spraying assembly 21, the clamp head and the sampling assembly 51 move in three axes through the transmission mechanical arm and the sampling assembly 51, the unqualified products are extracted and placed on the material bearing device 4, and the, after reaching a certain number, the stepping motor 41 rotates to drive the rotating wheel 42, the loading wheel 42 drives the conveyor belt 43 to advance for a certain distance, the machine platform can send out an alarm sound after reaching the maximum number, the alarm lamp 104 sends out a red light prompt, a worker manually takes off unqualified products, and presses a reset button on the test man-machine interface 103, namely the alarm machine platform is eliminated to continue normal work, a code spraying nozzle of the code spraying device 6 is provided with a code spraying pipe connection, the code spraying nozzle is matched with an intelligent control system to confirm the positions of the remaining qualified lithium batteries, the mechanical transmission arm and the sampling assembly move in three axes to sequentially spray code and number the qualified lithium batteries, wherein the code spraying number can be connected with a computer through the intelligent control system, the data after code spraying is transmitted to the computer for archiving management, the connecting assembly 132b of the blanking suction nozzle mechanism 130b after code spraying moves to the position above a sampling device 5 part, the vacuum air pump 9 which descends and is connected with the blanking suction nozzle is in a suction state, the jig tray 101 is connected in an adsorption manner and ascends to a fixed height, the material conveying device 4 which is positioned below the sampling device 5 is reset to be positioned below the automatic detection device 2, the connecting component 132b is matched with the sliding guide rail 131b through the stepping motor and moves backwards to be positioned above the blanking lifting mechanism 120b, the blanking lifting mechanism 120b ascends, the lifting platform 124b keeps a tray thickness distance with the upper end surface of the induction device 125b, the blanking suction nozzle mechanism 130b descends to the fixed height, the lower end of the jig tray 101 which is connected in an adsorption manner just contacts with the upper end of the lifting platform 124b, the blanking suction nozzle 133b connected with the blanking suction nozzle 133b is in an aeration state, the blanking suction nozzle 133b is separated from the jig tray 101, the jig tray is placed on the blanking lifting mechanism 120b, the lifting platform 124b descends for a certain distance, so that the upper end surface of, at this time, the feeding nozzle moving device 130 detects according to the above circular motion, when all the jig trays on the feeding lifting mechanism 120 are adsorbed and conveyed, the lifting table 124 resets to the bottommost part, the feeding transmission mechanism 110 rotates to send the jig trays with lithium batteries to the feeding transmission mechanism 120, when the feeding lifting mechanism 120b descends to the bottommost part and the jig trays 101 are level with the sensing device 125b, the stepping motor 111b of the discharging transmission mechanism 110b rotates to take out the multiple-tray jig trays 101, when the feeding lifting table 124b is not full of the jig trays, the lifting table 125b can be controlled by the testing human-computer interface 103 to descend to the bottommost part and then be driven out by the discharging transmission mechanism 110b, when the sensing device 115b senses that the jig trays 101 pass, namely, the discharging transmission mechanism stops, a warning sound is emitted to wait for the worker to take out.
The above-mentioned inspection probe installed on the automatic inspection unit 21, the jig tray 101, and the jig head installed on the sampling unit 51 can be detached, replaced, and installed according to the size of the lithium battery.
The bottom of the inner wall of the shell is provided with two or more than two heat dissipation fans 8 for the main heat dissipation function of the equipment.
The bottom of the machine table is provided with a machine body, a pulley and a support rod are arranged below the machine body and used for mainly moving and fixing the whole machine.
The above description is only a preferred embodiment of the present invention, and all equivalent changes or modifications of the structure, characteristics and principles described in the present patent application are included in the protection scope of the present patent application.
Claims (9)
1. The automatic lithium battery detection and code spraying equipment comprises a machine table and an intelligent control system, and is characterized in that the machine table is provided with a feeding device (1), an automatic detection device (2), a material conveying device (3), a sampling device (5), a code spraying device (6), a material bearing device (4) and a discharging device (7), the feeding device (1) comprises a feeding transmission mechanism (110), the front end of the feeding transmission mechanism is provided with a feeding lifting mechanism (110), and a feeding suction nozzle mechanism (130) is arranged above the feeding lifting mechanism (120); the automatic detection device (2) is arranged in front of the feeding device (1); the automatic detection device (2) and the sampling device (5) are symmetrically arranged; the material conveying device (3) is arranged between the automatic detection device (2) and the sampling device (5); a code spraying device (6) is installed on the sampling device (5), a material bearing device (4) is arranged in front of the sampling device (5), and a blanking device (7) is arranged behind the sampling device (5); the blanking device (7) comprises a blanking suction nozzle mechanism (130b), a blanking lifting mechanism (120b) is arranged below the blanking suction nozzle mechanism, and a blanking transmission mechanism (110b) is arranged at the rear end of the blanking lifting mechanism (120 b); the intelligent control system is electrically connected with the devices.
2. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the feeding device (1) comprises a feeding transmission mechanism (110), a feeding lifting mechanism (120) and a feeding suction nozzle moving mechanism (130):
s1: the feeding transmission mechanism (110) comprises a stepping motor (111), a conveyor belt (114), an induction device (115), a driving wheel (112), rollers (113) and a material limiting baffle (116), wherein the stepping motor (111) is connected with the driving wheel (112) through a linkage belt, the driving wheel (112) is arranged at two ends of the feeding transmission mechanism (110), a plurality of rollers (113) are arranged between the two driving wheels (112), the conveyor belt (114) is attached to the driving wheel (112) and the rollers (113), one or more discs of jig trays (101) provided with lithium batteries can be arranged on the conveyor belt (114), the two sides of the conveyor belt (114) are respectively and symmetrically provided with the material limiting baffle (116), and the feeding induction device (115) is arranged on one side of the material limiting baffle (116);
s2: the feeding lifting mechanism (120) mainly comprises an induction device (125), a stepping motor (121), a ball screw (122), a guide rod (123) and a lifting platform (124), one end of the ball screw (122) is connected with the lifting platform (124), the other end of the ball screw is connected with the stepping motor (121), the guide rod (123) is connected with the lifting platform (124) and is matched with the ball screw (122) and the stepping motor (121) for use, limit baffles (116) are symmetrically arranged on two sides of the lifting platform (124), and the induction device (125) is located on one side of the limit baffles (116); (ii) a
S3: material loading suction nozzle moving mechanism (130) are equipped with a plurality of material loading suction nozzle (133) sliding guide (131) and coupling assembling (132), sliding guide (131) and coupling assembling (131) swing joint, coupling assembling (132) are located sliding guide (131) below, material loading suction nozzle (133) are located coupling assembling (132) down end face both sides and are linear array fixed connection, and the inside cavity of resorption of board is equipped with vacuum air pump (9), material loading suction nozzle (131) pass through vacuum tube connection with vacuum air pump (9).
3. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the automatic detection device (2) comprises a detection component (21) and a transmission mechanical arm, wherein the transmission mechanical arm is divided into a front transmission part and a rear transmission part and a left transmission part and a right transmission part, the detection component (21) is arranged on the left transmission arm and the right transmission arm, and the detection component (21) can move up and down through a stepping motor.
4. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the material conveying device (3) is provided with a stepping motor and a transverse guide rail, and the detected jig tray (101) moves below the sampling device (5) through the cooperation of the stepping motor and the transverse guide rail.
5. The automatic lithium battery detection and code spraying equipment according to claim 1, wherein the sampling device (6) comprises a sampling assembly (51) and a transmission mechanical arm, the transmission mechanical arm is divided into a front transmission part and a rear transmission part and a left transmission part and a right transmission part, the sampling assembly (51) is arranged on the left transmission arm and the right transmission arm, and the sampling assembly (51) can move up and down through a stepping motor.
6. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the code spraying device (6) is connected with a sampling assembly (51) of the sampling device (5) in a close-fitting manner, the code spraying device (6) is provided with a code spraying nozzle, and the upper end of the code spraying nozzle is connected with a code spraying pipe.
7. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the material bearing device (4) is provided with a rotating wheel (42), a conveyor belt (43) and a stepping motor (41), the stepping motor (41) is in linkage connection with the rotating wheel (42), the driving wheels (42) are positioned on two sides of the material bearing device (4), and the rotating wheel (42) is connected with the conveyor belt (43) in a covering manner.
8. The automatic lithium battery detection and code spraying equipment as claimed in claim 1, wherein the blanking device (7) comprises a blanking suction nozzle mechanism (130b), a blanking lifting mechanism (120b) and a blanking transmission mechanism (110 b):
s1: the blanking suction nozzle mechanism (130b) is provided with a plurality of blanking suction nozzles (133b), sliding guide rails (131b) and connecting assemblies (132b), the sliding guide rails (131b) are movably connected with the connecting assemblies (131b), the connecting assemblies (132b) are positioned below the sliding guide rails (131b), the blanking suction nozzles (133b) are positioned on two sides of the lower end face of the connecting assemblies (132b) and fixedly connected in a linear array manner, a vacuum air pump (9) is arranged in a lower cavity inside the machine table, and the blanking suction nozzles (131b) are connected with the vacuum air pump (9) through vacuum tubes;
s2: the blanking lifting mechanism (120b) mainly comprises an induction device (125b), a stepping motor (121b), a ball screw (122b), a guide rod (123b) and a lifting platform (124b), one end of the ball screw (122b) is connected with the lifting platform (124b), the other end of the ball screw is connected with the stepping motor (121b), the guide rod (123b) is connected with the lifting platform (124b) and is matched with the ball screw (122b) and the stepping motor (121b) for use, limit baffles (116b) are symmetrically arranged on two sides of the lifting platform (124b), and the induction device (125b) is located on one side of the limit baffles (116 b); (ii) a
S3: unloading drive mechanism (110b) include step motor (111b), conveyer belt (114b), action wheel (112b), gyro wheel (113b) and limit material baffle (116b), step motor (111b), induction system (115b) are connected through the linkage area with action wheel (112b), action wheel (112b) set up in unloading drive mechanism (110b) both ends, be equipped with a plurality of gyro wheel (113b) between two action wheels (112b), conveyer belt (114b) are affiliated to on action wheel (112b) and gyro wheel (113b), can put a dish or many dishes of tool tray (101) that are equipped with the lithium cell on conveyer belt (114b), drive belt (114b) both sides symmetry respectively are provided with limit material baffle (116b), limit material baffle (116b) one side is equipped with material loading induction system (115 b).
9. The automatic lithium battery detection and code spraying equipment as claimed in any one of claims 2 or 6, wherein the jig tray (101) is provided with rectangular array grooves, and lithium batteries can be mounted or dismounted in the grooves.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910992791.3A CN111229618B (en) | 2019-10-18 | 2019-10-18 | Automatic lithium battery detection and code spraying equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910992791.3A CN111229618B (en) | 2019-10-18 | 2019-10-18 | Automatic lithium battery detection and code spraying equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111229618A true CN111229618A (en) | 2020-06-05 |
| CN111229618B CN111229618B (en) | 2024-03-01 |
Family
ID=70874048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910992791.3A Active CN111229618B (en) | 2019-10-18 | 2019-10-18 | Automatic lithium battery detection and code spraying equipment |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111229618B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114750519A (en) * | 2022-03-31 | 2022-07-15 | 浙江普崎数码科技有限公司 | Full-automatic digital panel printer |
| CN115157849A (en) * | 2022-08-01 | 2022-10-11 | 深圳市国钠科技有限公司 | Automatic code spraying device for sodium ion battery processing |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4363407A (en) * | 1981-01-22 | 1982-12-14 | Polaroid Corporation | Method and system for testing and sorting batteries |
| CN106040614A (en) * | 2016-05-30 | 2016-10-26 | 哈尔滨工大智慧工厂有限公司 | Control system and method used for lithium battery intelligent sorting |
| CN106964572A (en) * | 2017-04-10 | 2017-07-21 | 苏州菱欧自动化科技股份有限公司 | A kind of automatic detecting machine of cell piece |
| CN206567242U (en) * | 2017-02-10 | 2017-10-20 | 东莞市互赢能源科技有限公司 | A kind of battery automatic code-spraying mounted box equipment |
| CN107282459A (en) * | 2017-08-31 | 2017-10-24 | 张亚平 | Lithium battery thickness automatic detecting machine |
| CN107350169A (en) * | 2017-08-31 | 2017-11-17 | 张亚平 | The multi-functional automatic detection ink jet numbering machine of lithium battery |
| WO2018094680A1 (en) * | 2016-11-25 | 2018-05-31 | 苏州富强科技有限公司 | Full-automatic feeding production line |
| CN108861627A (en) * | 2018-06-21 | 2018-11-23 | 厦门弘信电子科技股份有限公司 | Character two dimensional code detection device |
| CN109225928A (en) * | 2018-09-18 | 2019-01-18 | 广东正业科技股份有限公司 | A kind of battery automatic checkout equipment |
| WO2019028963A1 (en) * | 2017-08-09 | 2019-02-14 | 广州市赛康尼机械设备有限公司 | Needle feeding system |
| CN109387791A (en) * | 2018-12-06 | 2019-02-26 | 东莞市爱康电子科技有限公司 | A kind of automatic voltage inner walkway machine |
| CN109748104A (en) * | 2019-03-27 | 2019-05-14 | 深圳市利宏伟实业有限公司 | A kind of double-station poly-lithium battery charging method |
| CN209410454U (en) * | 2018-12-04 | 2019-09-20 | 丹阳市雷登智能科技有限公司 | A kind of eyeglass automatic feeding |
| CN211100191U (en) * | 2019-10-18 | 2020-07-28 | 东莞市浪鲸智能自动化装备有限公司 | Lithium cell automated inspection and spout a yard equipment |
-
2019
- 2019-10-18 CN CN201910992791.3A patent/CN111229618B/en active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4363407A (en) * | 1981-01-22 | 1982-12-14 | Polaroid Corporation | Method and system for testing and sorting batteries |
| CN106040614A (en) * | 2016-05-30 | 2016-10-26 | 哈尔滨工大智慧工厂有限公司 | Control system and method used for lithium battery intelligent sorting |
| WO2018094680A1 (en) * | 2016-11-25 | 2018-05-31 | 苏州富强科技有限公司 | Full-automatic feeding production line |
| CN206567242U (en) * | 2017-02-10 | 2017-10-20 | 东莞市互赢能源科技有限公司 | A kind of battery automatic code-spraying mounted box equipment |
| CN106964572A (en) * | 2017-04-10 | 2017-07-21 | 苏州菱欧自动化科技股份有限公司 | A kind of automatic detecting machine of cell piece |
| WO2019028963A1 (en) * | 2017-08-09 | 2019-02-14 | 广州市赛康尼机械设备有限公司 | Needle feeding system |
| CN107282459A (en) * | 2017-08-31 | 2017-10-24 | 张亚平 | Lithium battery thickness automatic detecting machine |
| CN107350169A (en) * | 2017-08-31 | 2017-11-17 | 张亚平 | The multi-functional automatic detection ink jet numbering machine of lithium battery |
| CN108861627A (en) * | 2018-06-21 | 2018-11-23 | 厦门弘信电子科技股份有限公司 | Character two dimensional code detection device |
| CN109225928A (en) * | 2018-09-18 | 2019-01-18 | 广东正业科技股份有限公司 | A kind of battery automatic checkout equipment |
| CN209410454U (en) * | 2018-12-04 | 2019-09-20 | 丹阳市雷登智能科技有限公司 | A kind of eyeglass automatic feeding |
| CN109387791A (en) * | 2018-12-06 | 2019-02-26 | 东莞市爱康电子科技有限公司 | A kind of automatic voltage inner walkway machine |
| CN109748104A (en) * | 2019-03-27 | 2019-05-14 | 深圳市利宏伟实业有限公司 | A kind of double-station poly-lithium battery charging method |
| CN211100191U (en) * | 2019-10-18 | 2020-07-28 | 东莞市浪鲸智能自动化装备有限公司 | Lithium cell automated inspection and spout a yard equipment |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114750519A (en) * | 2022-03-31 | 2022-07-15 | 浙江普崎数码科技有限公司 | Full-automatic digital panel printer |
| CN115157849A (en) * | 2022-08-01 | 2022-10-11 | 深圳市国钠科技有限公司 | Automatic code spraying device for sodium ion battery processing |
| CN115157849B (en) * | 2022-08-01 | 2023-12-22 | 深圳市国钠科技有限公司 | Automatic code spraying device for sodium ion battery processing |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111229618B (en) | 2024-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107857092B (en) | Automatic soft board overturning equipment and operation method thereof | |
| CN210171966U (en) | Novel electric wire netting asset label detects unloading equipment | |
| CN209698378U (en) | Battery of mobile phone automatic assembling | |
| CN113426701B (en) | Chip detection sorting equipment | |
| CN110479628B (en) | Automatic sorting equipment and sorting method | |
| CN110294318B (en) | Separation equipment for display panel and test fixture | |
| CN111229618A (en) | Lithium cell automated inspection and spout a yard equipment | |
| CN113358055A (en) | Battery cell size detection machine | |
| CN219484584U (en) | Double-end chip marking detection equipment | |
| CN109065344B (en) | Automatic transformer assembly equipment for notebook computer power adapter | |
| CN211100191U (en) | Lithium cell automated inspection and spout a yard equipment | |
| CN212310118U (en) | Trinity automatic 3C auxiliary material detecting, removing and feeding machine | |
| CN217457919U (en) | Feeding and discharging mechanism | |
| CN111299071A (en) | UV curing device | |
| CN216462916U (en) | High-efficient integrated FPC assembly quality | |
| CN214354874U (en) | Automatic transfer printing machine system | |
| CN115849084A (en) | Electronic paper burning and detecting all-in-one machine and use method thereof | |
| CN110649978A (en) | Wireless module testing mechanism and testing system thereof | |
| CN215542830U (en) | Flexible screen double-sided 3D detection equipment | |
| CN112495823B (en) | Detection structure and testing device | |
| CN111551550A (en) | Full-automatic test equipment | |
| CN113414122A (en) | Flexible screen double-sided 3D detection equipment | |
| CN112278454A (en) | Pocket industrial current sensor PCBA product inspection bagging apparatus | |
| CN218311855U (en) | Relay assembly line | |
| CN221459145U (en) | Product blanking machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: Room 201, No.1 Dongyu 1st Street, Qingxi Town, Dongguan City, Guangdong Province, 523000 Patentee after: Guangdong Langjing Intelligent Automation Equipment Co.,Ltd. Country or region after: China Address before: 523000 1st floor, building a, No.9, Sanzhong Road, Sanzhong village, Qingxi Town, Dongguan City, Guangdong Province Patentee before: LANG JING INTELLIGENT AUTOMATION EQUIPMENT Co.,Ltd. Country or region before: China |