CN111081414A - Strong electric signal comprehensive cable for submarine and production method thereof - Google Patents
Strong electric signal comprehensive cable for submarine and production method thereof Download PDFInfo
- Publication number
- CN111081414A CN111081414A CN201911263244.8A CN201911263244A CN111081414A CN 111081414 A CN111081414 A CN 111081414A CN 201911263244 A CN201911263244 A CN 201911263244A CN 111081414 A CN111081414 A CN 111081414A
- Authority
- CN
- China
- Prior art keywords
- signal
- wire core
- cable
- group
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B11/00—Communication cables or conductors
- H01B11/02—Cables with twisted pairs or quads
- H01B11/06—Cables with twisted pairs or quads with means for reducing effects of electromagnetic or electrostatic disturbances, e.g. screens
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/14—Insulating conductors or cables by extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/22—Sheathing; Armouring; Screening; Applying other protective layers
- H01B13/24—Sheathing; Armouring; Screening; Applying other protective layers by extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/22—Sheathing; Armouring; Screening; Applying other protective layers
- H01B13/26—Sheathing; Armouring; Screening; Applying other protective layers by winding, braiding or longitudinal lapping
- H01B13/2613—Sheathing; Armouring; Screening; Applying other protective layers by winding, braiding or longitudinal lapping by longitudinal lapping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/32—Filling or coating with impervious material
- H01B13/322—Filling or coating with impervious material the material being a liquid, jelly-like or viscous substance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/04—Flexible cables, conductors, or cords, e.g. trailing cables
- H01B7/045—Flexible cables, conductors, or cords, e.g. trailing cables attached to marine objects, e.g. buoys, diving equipment, aquatic probes, marine towline
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
- H01B7/282—Preventing penetration of fluid, e.g. water or humidity, into conductor or cable
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B9/00—Power cables
- H01B9/003—Power cables including electrical control or communication wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B9/00—Power cables
- H01B9/02—Power cables with screens or conductive layers, e.g. for avoiding large potential gradients
- H01B9/022—Power cables with screens or conductive layers, e.g. for avoiding large potential gradients composed of longitudinal lapped tape-conductors
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Ocean & Marine Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Insulated Conductors (AREA)
Abstract
The invention discloses a strong electric signal comprehensive cable for a submarine, which comprises a signal wire core group I, a signal wire core group II and a strong electric insulation wire core; the signal wire core group I, the signal wire group II and the four strong electric insulation shielding wire cores are stranded into a cable core; and a wrapping water-blocking belting layer, a water-blocking aramid layer and a polyurethane outer sheath are sequentially arranged outside the cable core. The invention also discloses a production method of the high-voltage signal comprehensive cable for the submarine. The invention provides a strong electric signal comprehensive cable for a submarine, which successfully solves the problems of insufficient longitudinal water tightness and insufficient moving tension resistance of a common underwater cable, ensures that the cable can keep the stable reliability of normal electric power transmission and digital signal transmission under a certain water pressure condition and in the naval vessel navigation process, has comprehensive functions of power transmission, instruction transmission, digital signal transmission and the like, and has higher bending property, excellent corrosion resistance, wear resistance and repeated retraction capacity.
Description
Technical Field
The invention relates to a heavy current signal comprehensive cable for a submarine and a production method thereof, belonging to the technical field of wires and cables.
Background
With the continuous development of science and technology, cables are indispensable components and parts for information transmission in the technical fields of underwater and ocean. At present, ocean exploration becomes a worldwide popular science and technology, and for this reason, multidisciplinary ocean exploration systems and exploration technologies are developed, such as a multi-beam sounding full coverage system, a side-scan sonar system, a shallow stratum section exploration system, a high-resolution earthquake exploration system, a towed multi-parameter exploration system, an underwater positioning and sensing technology, an acoustic-optical-electrical telemetry technology, a broadband data transmission technology, a controllable source electromagnetic exploration technology, a seabed direct-viewing type sampling and digging technology, an in-situ testing and field analysis technology and the like, and the technologies are integrated to form a high-resolution and high-accuracy stereo exploration technology. Therefore, the cable is used for ensuring the reliability of power transmission and signal transmission under normal conditions and ensuring the safety of a working system under accident conditions. The development of the strong electric signal comprehensive cable for the submarine ensures that the cable can keep the stable reliability of normal electric power transmission and digital signal transmission under a certain water pressure condition and in the naval vessel navigation process, has the comprehensive functions of power transmission, instruction transmission, digital signal transmission and the like, and meets the actual requirement of the submarine in battle under the deep water condition.
Disclosure of Invention
In order to fill the blank needed in the fields, the invention provides a strong electric signal comprehensive cable for a submarine, which successfully solves the problems of insufficient longitudinal water tightness and insufficient moving tension resistance of a common underwater cable, so that the cable can keep the stable reliability of normal power transmission and digital signal transmission under a certain water pressure condition and in the naval vessel navigation process, has comprehensive functions of power transmission, instruction transmission, digital signal transmission and the like, and has higher bending property, excellent corrosion resistance, wear resistance and repeated retraction capacity.
A high-voltage signal comprehensive cable for a submarine comprises a signal wire core group I, a signal wire core group II and a high-voltage insulating wire core;
the signal wire core group I is formed by shielding an insulating wire core group around a copper-clad plastic tape;
the signal wire core assembly II is formed by shielding an insulating wire core assembly braided with tinned copper wires;
the insulated wire core group is formed by twisting two strands of signal wire insulated wire cores in pairs; the signal line insulated wire core is formed by extruding a polyethylene insulated layer outside a conductor;
the strong electric insulation wire core is formed by extruding a cross-linked polyethylene insulation layer outside a conductor; the strong current wire core is wrapped with a copper plastic tape to form an insulation shield;
the signal wire core group I, the signal wire group II and the four strong electric insulation shielding wire cores are stranded into a cable core; and a wrapping water-blocking belting layer, a water-blocking aramid layer and a polyurethane outer sheath are sequentially arranged outside the cable core.
Furthermore, the conductor is formed by twisting a plurality of strands of tinned annealed copper wires.
Further, the insulation thickness of the crosslinked polyethylene insulation layer is 1.0-1.3 mm; the insulation thickness of the polyethylene insulation layer is 0.6-0.9 mm; the thickness of the polyurethane sheath is 2.4-2.8 mm.
A method for producing a high-voltage signal integrated cable for a submarine comprises the following steps:
step 1: the power line conductor is made of 49 strands of tinned round copper wires, is normally stranded according to a normal stranding mode, and is coated with water-blocking sealant to obtain a power line core conductor, wherein the stranding direction is the left direction, and the stranding pitch is 40 +/-2 mm;
step 2: drying the crosslinked polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried crosslinked polyethylene material into a plastic single-screw extruder to complete extrusion coating of a crosslinked polyethylene insulating layer, so as to obtain a strong electric insulating wire core, wherein the insulating thickness of the strong electric insulating wire core is 1.0-1.3 mm; drying the low-density polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried low-density polyethylene material into a plastic single-screw extruder to complete extrusion coating of a polyethylene insulating layer to obtain a signal insulating wire core, wherein the insulating thickness of the signal insulating wire core is 0.6-0.9 mm; adopting an extrusion die in the plastic single-screw extruder, setting the temperature of a feed inlet of the extruder to be 150 +/-20 ℃, setting the temperature of a head of the extruder to be 200 +/-20 ℃, and setting the temperature to be increased in a stepped manner in a screw heating zone between the feed inlet of the extruder and the head of the extruder; aiming at the outgoing line of the insulated wire core from the cooling groove, setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the signal wire, and setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the power line;
and step 3: twisting two data network wires in pair and coating a water-blocking sealant, and wrapping an external water-blocking wrapping tape to form a signal insulation wire core group, wherein the twisting direction is the left direction, and the twisting pitch is 47 +/-5 mm;
and 4, step 4: the signal insulated wire core group is externally wrapped with a copper-plastic tape for shielding to form a signal wire group I, and the wrapping and covering rate is more than or equal to 10 percent;
and 5: a tinned copper wire is woven outside the signal insulated wire core group to form a signal wire group II, and the weaving pitch is 27 +/-3 mm;
step 6: twisting a signal wire core group I, a signal wire group II and four strong electric insulation shielding wire cores into a cable core according to a '1 + 5' arrangement mode to comprehensively twist into a cable and coat a water-blocking sealant, wherein the signal wire core group I is a central layer, the stranding direction is the right direction, and the twisting pitch is 180 +/-10 mm;
and 7: a water-blocking wrapping tape is wound outside the cable core, the wrapping direction is leftward, and the covering rate is 20% -25%;
and 8: aramid fiber is woven outside the water-blocking wrapping tape, and the weaving pitch is 35 +/-5 mm;
and step 9: drying the polyurethane sheath material at 50 +/-5 ℃ for 2 hours, injecting the polyurethane sheath material into a plastic single-screw extruder, and extruding the polyurethane sheath outside a water-blocking tape, wherein the thickness of the sheath is 2.4-2.8 mm; an extrusion die is adopted in the plastic single-screw extruder, the temperature of a feed inlet of the extruder is set to be 140 +/-10 ℃, the temperature of a head of the extruder is set to be 175 +/-10 ℃, and the temperature of a screw heating zone between the feed inlet of the extruder and the head of the extruder is set to be increased in a stepped mode.
The beneficial effects of the invention are as follows:
1. excellent electrical properties: the electric safety of the cable is fully considered in the design process, the cross-linked polyethylene with excellent electric performance is adopted as the strong current core wire insulation, and the excellent process structure design enables the cable to meet the strong current safety of 2.5kV of long-term service voltage.
2. Seawater corrosion resistance and wear resistance: the watertight trailing cable sheath is made of polyurethane material with low friction coefficient, and the material has excellent seawater corrosion resistance, excellent wear resistance, and better salt mist resistance and mildew resistance.
3. Water tightness: the heavy-current signal comprehensive cable for the submarine is characterized in that water-blocking glue is coated on the conductor stranding layer, the insulation wire core group stranding layer, the shielding wire core group weaving layer, the cable core stranding layer and the outer weaving tensile layer, so that the cable has good water-tight performance and can bear the water pressure of 4.5MPa in the longitudinal direction and the transverse direction.
Excellent tensile properties: the high-voltage signal comprehensive cable for the submarine adopts the wound aramid fiber as a tensile reinforcing layer, is a novel high-tech synthetic fiber, has the advantages of ultrahigh strength, high modulus, high temperature resistance, acid and alkali resistance, light weight, insulation, ageing resistance and the like, adopts the aramid fiber as the reinforcing layer to effectively improve the tensile strength of the high-voltage signal comprehensive cable for the submarine, improves the anti-breaking tensile force, reduces the overall quality of the cable, ensures that the cable is not influenced by water flow tensile force when the submarine is submerged, and can normally keep the stability of power transmission and digital signal transmission.
Drawings
Fig. 1 is a schematic structural view of the cable of the present invention.
Detailed Description
The invention is further described below with reference to the accompanying drawings.
The invention discloses a heavy current signal comprehensive cable for a submarine, wherein a cable core is formed by twisting a signal wire core group I, a signal wire group II and four heavy current insulation shielding wire cores; the signal wire core group I is formed by shielding an insulating wire core group by a copper-clad plastic tape II 6; the signal wire core assembly II is formed by shielding an insulating wire core assembly braided with tinned copper wires 7;
the insulated wire core group is formed by twisting two strands of signal wire insulated wire cores; the signal wire insulated wire core is formed by extruding a polyethylene insulated layer 2 outside a conductor I1; the strong electric insulation wire core is formed by extruding a cross-linked polyethylene insulation layer 4 outside a conductor II 3; the strong current wire core is wrapped with a copper plastic tape I5 to form an insulation shield; the signal wire core group I, the signal wire group II and the four strong electric insulation shielding wire cores are stranded into a cable core; and a wrapping water-blocking belting layer 8, a water-blocking aramid layer 9 and a polyurethane outer sheath 10 are sequentially arranged outside the cable core.
The conductor of the invention is formed by twisting a plurality of strands of tinned annealed copper wires, the signal wire insulated wire conductor is bundled by 7 strands, and the strong electric insulated wire conductor is bundled by 49 strands.
The insulation thickness of the crosslinked polyethylene insulation layer is 1.0-1.3 mm; the insulation thickness of the polyethylene insulation layer is 0.6-0.9 mm; the thickness of the polyurethane sheath is 2.4-2.8 mm.
The invention relates to a method for producing a high-voltage signal comprehensive cable for a submarine, which comprises the following steps:
step 1: the power line conductor is made of 49 strands of tinned round copper wires, is normally stranded according to a normal stranding mode, and is coated with water-blocking sealant to obtain a power line core conductor, wherein the stranding direction is the left direction, and the stranding pitch is 40 +/-2 mm;
step 2: drying the crosslinked polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried crosslinked polyethylene material into a plastic single-screw extruder to complete extrusion coating of a crosslinked polyethylene insulating layer, so as to obtain a strong electric insulating wire core, wherein the insulating thickness of the strong electric insulating wire core is 1.0-1.3 mm; drying the low-density polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried low-density polyethylene material into a plastic single-screw extruder to complete extrusion coating of a polyethylene insulating layer to obtain a signal insulating wire core, wherein the insulating thickness of the signal insulating wire core is 0.6-0.9 mm; adopting an extrusion die in the plastic single-screw extruder, setting the temperature of a feed inlet of the extruder to be 150 +/-20 ℃, setting the temperature of a head of the extruder to be 200 +/-20 ℃, and setting the temperature to be increased in a stepped manner in a screw heating zone between the feed inlet of the extruder and the head of the extruder; aiming at the outgoing line of the insulated wire core from the cooling groove, setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the signal wire, and setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the power line;
and step 3: twisting two data network wires in pair and coating a water-blocking sealant, and wrapping an external water-blocking wrapping tape to form a signal insulation wire core group, wherein the twisting direction is the left direction, and the twisting pitch is 47 +/-5 mm;
and 4, step 4: the signal insulated wire core group is externally wrapped with a copper-plastic tape for shielding to form a signal wire group I, and the wrapping and covering rate is more than or equal to 10 percent;
and 5: a tinned copper wire is woven outside the signal insulated wire core group to form a signal wire group II, and the weaving pitch is 27 +/-3 mm;
step 6: twisting a signal wire core group I, a signal wire group II and four strong electric insulation shielding wire cores into a cable core according to a '1 + 5' arrangement mode to comprehensively twist into a cable and coat a water-blocking sealant, wherein the signal wire core group I is a central layer, the stranding direction is the right direction, and the twisting pitch is 180 +/-10 mm;
and 7: a water-blocking wrapping tape is wound outside the cable core, the wrapping direction is leftward, and the covering rate is 20% -25%;
and 8: aramid fiber is woven outside the water-blocking wrapping tape, and the weaving pitch is 35 +/-5 mm;
and step 9: drying the polyurethane sheath material at 50 +/-5 ℃ for 2 hours, injecting the polyurethane sheath material into a plastic single-screw extruder, and extruding the polyurethane sheath outside a water-blocking tape, wherein the thickness of the sheath is 2.4-2.8 mm; an extrusion die is adopted in the plastic single-screw extruder, the temperature of a feed inlet of the extruder is set to be 140 +/-10 ℃, the temperature of a head of the extruder is set to be 175 +/-10 ℃, and the temperature of a screw heating zone between the feed inlet of the extruder and the head of the extruder is set to be increased in a stepped mode.
The structure and performance indexes of the high-voltage signal comprehensive cable for the submarine are listed in table 1.
TABLE 1
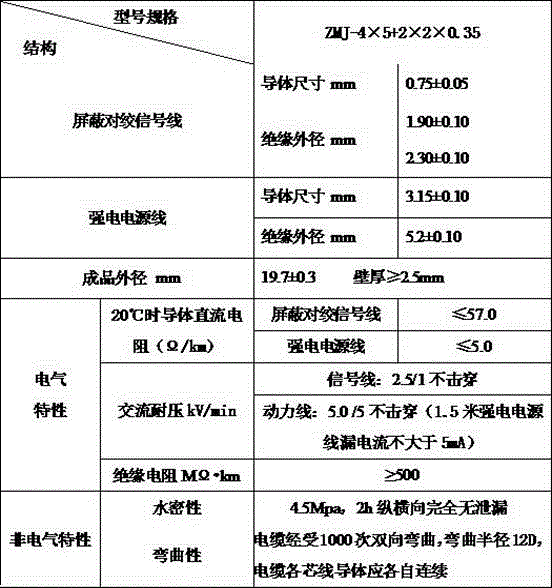
As can be seen from the above Table 1, the heavy current signal composite cable for the submarine has excellent electrical and mechanical properties, and also has good water tightness and excellent bending resistance.
Although particular embodiments of the invention have been described and illustrated in detail, it should be understood that various equivalent changes and modifications could be made to the above-described embodiments in accordance with the spirit of the invention, and the resulting functional effects would still fall within the scope of the invention.
Claims (4)
1. A high-voltage signal integrated cable for a submarine is characterized in that: the signal wire group core group I, the signal wire group core group II and the strong electric insulation wire core are included;
the signal wire core group I is formed by shielding an insulating wire core group around a copper-clad plastic tape;
the signal wire core assembly II is formed by shielding an insulating wire core assembly braided with tinned copper wires;
the insulated wire core group is formed by twisting two strands of signal wire insulated wire cores in pairs; the signal line insulated wire core is formed by extruding a polyethylene insulated layer outside a conductor;
the strong electric insulation wire core is formed by extruding a cross-linked polyethylene insulation layer outside a conductor; the strong current wire core is wrapped with a copper plastic tape to form an insulation shield;
the signal wire core group I, the signal wire group II and the four strong electric insulation shielding wire cores are stranded into a cable core; and a wrapping water-blocking belting layer, a water-blocking aramid layer and a polyurethane outer sheath are sequentially arranged outside the cable core.
2. The high-power signal composite cable for the submarine according to claim 1, wherein: the conductor is formed by twisting a plurality of strands of tinned annealed copper wires.
3. The high-power signal composite cable for the submarine according to claim 1, wherein: the insulation thickness of the crosslinked polyethylene insulation layer is 1.0-1.3 mm; the insulation thickness of the polyethylene insulation layer is 0.6-0.9 mm; the thickness of the polyurethane sheath is 2.4-2.8 mm.
4. A method for producing a high-voltage signal integrated cable for a submarine is characterized by comprising the following steps:
step 1: the power line conductor is made of 49 strands of tinned round copper wires, is normally stranded according to a normal stranding mode, and is coated with water-blocking sealant to obtain a power line core conductor, wherein the stranding direction is the left direction, and the stranding pitch is 40 +/-2 mm;
step 2: drying the crosslinked polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried crosslinked polyethylene material into a plastic single-screw extruder to complete extrusion coating of a crosslinked polyethylene insulating layer, so as to obtain a strong electric insulating wire core, wherein the insulating thickness of the strong electric insulating wire core is 1.0-1.3 mm; drying the low-density polyethylene material at 40 +/-5 ℃ for 2 hours, and injecting the dried low-density polyethylene material into a plastic single-screw extruder to complete extrusion coating of a polyethylene insulating layer to obtain a signal insulating wire core, wherein the insulating thickness of the signal insulating wire core is 0.6-0.9 mm; adopting an extrusion die in the plastic single-screw extruder, setting the temperature of a feed inlet of the extruder to be 150 +/-20 ℃, setting the temperature of a head of the extruder to be 200 +/-20 ℃, and setting the temperature to be increased in a stepped manner in a screw heating zone between the feed inlet of the extruder and the head of the extruder; aiming at the outgoing line of the insulated wire core from the cooling groove, setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the signal wire, and setting a test voltage of 6.0kV to perform an online spark test on the insulating layer on the insulated wire core of the power line;
and step 3: twisting two data network wires in pair and coating a water-blocking sealant, and wrapping an external water-blocking wrapping tape to form a signal insulation wire core group, wherein the twisting direction is the left direction, and the twisting pitch is 47 +/-5 mm;
and 4, step 4: the signal insulated wire core group is externally wrapped with a copper-plastic tape for shielding to form a signal wire group I, and the wrapping and covering rate is more than or equal to 10 percent;
and 5: a tinned copper wire is woven outside the signal insulated wire core group to form a signal wire group II, and the weaving pitch is 27 +/-3 mm;
step 6: twisting a signal wire core group I, a signal wire group II and four strong electric insulation shielding wire cores into a cable core according to a '1 + 5' arrangement mode to comprehensively twist into a cable and coat a water-blocking sealant, wherein the signal wire core group I is a central layer, the stranding direction is the right direction, and the twisting pitch is 180 +/-10 mm;
and 7: a water-blocking wrapping tape is wound outside the cable core, the wrapping direction is leftward, and the covering rate is 20% -25%;
and 8: aramid fiber is woven outside the water-blocking wrapping tape, and the weaving pitch is 35 +/-5 mm;
and step 9: drying the polyurethane sheath material at 50 +/-5 ℃ for 2 hours, injecting the polyurethane sheath material into a plastic single-screw extruder, and extruding the polyurethane sheath outside a water-blocking tape, wherein the thickness of the sheath is 2.4-2.8 mm; an extrusion die is adopted in the plastic single-screw extruder, the temperature of a feed inlet of the extruder is set to be 140 +/-10 ℃, the temperature of a head of the extruder is set to be 175 +/-10 ℃, and the temperature of a screw heating zone between the feed inlet of the extruder and the head of the extruder is set to be increased in a stepped mode.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911263244.8A CN111081414A (en) | 2019-12-11 | 2019-12-11 | Strong electric signal comprehensive cable for submarine and production method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911263244.8A CN111081414A (en) | 2019-12-11 | 2019-12-11 | Strong electric signal comprehensive cable for submarine and production method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111081414A true CN111081414A (en) | 2020-04-28 |
Family
ID=70313704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911263244.8A Pending CN111081414A (en) | 2019-12-11 | 2019-12-11 | Strong electric signal comprehensive cable for submarine and production method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111081414A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112951487A (en) * | 2020-12-28 | 2021-06-11 | 安徽宏源特种电缆集团有限公司 | ROV umbilical cable of underwater robot and manufacturing method thereof |
| CN113972038A (en) * | 2021-11-04 | 2022-01-25 | 江苏上上电缆集团有限公司 | Manufacturing method of composite cable for special equipment |
| CN114156013A (en) * | 2021-12-03 | 2022-03-08 | 安徽蒙特尔电缆集团有限公司 | Production process of cable for new energy electric vehicle charging system |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202258464U (en) * | 2011-10-11 | 2012-05-30 | 郑州电缆有限公司 | Drainage shielding cable for submersible pump |
| CN102483973A (en) * | 2009-07-16 | 2012-05-30 | 3M创新有限公司 | Submersible Composite Cable And Methods |
| CN202495273U (en) * | 2011-10-21 | 2012-10-17 | 常州船用电缆有限责任公司 | Variable frequency cable for offshore oil platform |
| CN105280286A (en) * | 2015-11-18 | 2016-01-27 | 安徽宏源特种电缆集团有限公司 | A watertight mooring detection cable and a manufacturing process thereof |
| CN205564350U (en) * | 2016-04-11 | 2016-09-07 | 何浩均 | Moisture resistant cable is used at strenghthened type sea |
| CN109493999A (en) * | 2018-11-20 | 2019-03-19 | 安徽宏源特种电缆股份有限公司 | A kind of direction waterproof mooring photoelectric composite cable and production method |
-
2019
- 2019-12-11 CN CN201911263244.8A patent/CN111081414A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102483973A (en) * | 2009-07-16 | 2012-05-30 | 3M创新有限公司 | Submersible Composite Cable And Methods |
| CN202258464U (en) * | 2011-10-11 | 2012-05-30 | 郑州电缆有限公司 | Drainage shielding cable for submersible pump |
| CN202495273U (en) * | 2011-10-21 | 2012-10-17 | 常州船用电缆有限责任公司 | Variable frequency cable for offshore oil platform |
| CN105280286A (en) * | 2015-11-18 | 2016-01-27 | 安徽宏源特种电缆集团有限公司 | A watertight mooring detection cable and a manufacturing process thereof |
| CN205564350U (en) * | 2016-04-11 | 2016-09-07 | 何浩均 | Moisture resistant cable is used at strenghthened type sea |
| CN109493999A (en) * | 2018-11-20 | 2019-03-19 | 安徽宏源特种电缆股份有限公司 | A kind of direction waterproof mooring photoelectric composite cable and production method |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112951487A (en) * | 2020-12-28 | 2021-06-11 | 安徽宏源特种电缆集团有限公司 | ROV umbilical cable of underwater robot and manufacturing method thereof |
| CN113972038A (en) * | 2021-11-04 | 2022-01-25 | 江苏上上电缆集团有限公司 | Manufacturing method of composite cable for special equipment |
| CN113972038B (en) * | 2021-11-04 | 2023-08-22 | 江苏上上电缆集团有限公司 | Manufacturing method of composite cable for special equipment |
| CN114156013A (en) * | 2021-12-03 | 2022-03-08 | 安徽蒙特尔电缆集团有限公司 | Production process of cable for new energy electric vehicle charging system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101656127B (en) | Thin-wall crosslink low smoke cables for ships communication or control signal and preparation method thereof | |
| CN111081414A (en) | Strong electric signal comprehensive cable for submarine and production method thereof | |
| CN105280286A (en) | A watertight mooring detection cable and a manufacturing process thereof | |
| CN101211680B (en) | Optical fibre composite electric power seabed oil-filled cable | |
| EP1194933B1 (en) | Seismic conductive rope lead-in cable | |
| CN102364591B (en) | Hard ethylene propylene rubber insulated control cable for ships and ocean and manufacturing method thereof | |
| CN103474147A (en) | Tension resisting deepwater flexible cable for ship and manufacturing method thereof | |
| CN103117126A (en) | Low-smoke halogen-free flame retardant longitudinal watertight longitudinal airtight power cable and manufacturing method thereof | |
| CN203966616U (en) | The flexible corrosion-proof type degaussing cable of high tensile for a kind of naval vessel | |
| CN104036854A (en) | High-tensile flexible corrosion-resistant degaussing cable for ship | |
| CN102347103B (en) | Hard EPR (ethylene propylene rubber) insulated instrument cable for ships and oceans and manufacturing method thereof | |
| CN103456411A (en) | Watertight dragging photoelectric composite cable and manufacturing method thereof | |
| CN104143388A (en) | Watertight tractive load-bearing control cable | |
| CN201000789Y (en) | Optical fibre composite power seabed oil-filled cable | |
| CN209912547U (en) | Armored high-strength composite umbilical cable for underwater production system of strong electricity | |
| CN101477847A (en) | High temperature ultra-flexible electric cable and production method | |
| CN112750557A (en) | Photoelectric composite trailing cable and manufacturing method thereof | |
| CN214336377U (en) | Special shielded waterproof flexible cable | |
| CN204463850U (en) | A kind of carrying integrated digital cable waterborne | |
| CN116646120A (en) | Floating cable for self-buoyancy water surface robot and manufacturing method thereof | |
| CN212161368U (en) | Composite transverse watertight cable | |
| CN115497670A (en) | 7-type high-speed Ethernet cable for ocean engineering equipment and preparation method thereof | |
| CN111009348A (en) | Watertight load-bearing comprehensive special-shaped flat cable and production method thereof | |
| CN209843357U (en) | Umbilical cable for light high-strength composite strong-current underwater production system | |
| CN213781660U (en) | Compound longitudinal watertight cable for ships |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200428 |