CN110890297A - 一种半导体致冷件封胶装置 - Google Patents
一种半导体致冷件封胶装置 Download PDFInfo
- Publication number
- CN110890297A CN110890297A CN201911269309.XA CN201911269309A CN110890297A CN 110890297 A CN110890297 A CN 110890297A CN 201911269309 A CN201911269309 A CN 201911269309A CN 110890297 A CN110890297 A CN 110890297A
- Authority
- CN
- China
- Prior art keywords
- motor
- gluing
- station
- glue
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/38—Cooling arrangements using the Peltier effect
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67121—Apparatus for making assemblies not otherwise provided for, e.g. package constructions
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Coating Apparatus (AREA)
Abstract
本发明涉及半导体致冷件生产设备技术领域,名称是一种半导体致冷件封胶装置,它包括一个架子,所述的架子中间具有涂胶工位,在涂胶工位上面的架子上安装有横向设置的第一滑道,还有第一滑块安装在第一滑道内,所述的第一滑块连接第一电机,第一电机运行可以带动第一滑块在第一滑道内横向移动;所述的第一滑块中间具有长度方向朝下的转动杆,还有第二电机连接着转动杆,第二电机运行带动转动杆水平旋转;所述的转动杆下面安装有涂胶嘴,所述的涂胶嘴用管道连接供胶泵;在涂胶工位下面的架子安装有纵向设置的第二滑道,所述的第一电机、第二电机、第三电机连接控制装置;本装置具有劳动强度小、生产效率高、产品更规范的优点。
Description
技术领域
本发明涉及半导体致冷件生产设备技术领域,具体地说是涉及半导体致冷件封胶装置。
背景技术
所述的半导体致冷件简称致冷件,它包括两块瓷板和夹设在两个瓷板之间的半导体晶粒,所述的致冷件是基于帕尔帖原理制成的,半导体致冷件可以广泛应用在致冷、致热、温差发电等方面。
为了使致冷件更加牢固,在两块瓷板之间、晶粒的周围涂有密封胶,这些密封胶连接两块瓷板并环绕致冷件的周围设置,这个工序称为致冷件的封胶。
现有技术中,致冷件的封胶是人工涂胶的,即工人将胶水瓶瓶口对着封胶的部位,按压胶水瓶、密封胶流出到封胶的部位,还没有专用的封胶设备,具有劳动强度大、生产效率低、产品不规范的缺点。
发明内容
本发明的目的就是针对上述缺点,提供一种劳动强度小、生产效率高、产品更规范的半导体致冷件封胶装置。
本发明的技术方案是这样实现的:一种半导体致冷件封胶装置,其特征是:它包括一个架子,所述的架子中间具有涂胶工位,在涂胶工位上面的架子上安装有横向设置的第一滑道,还有第一滑块安装在第一滑道内,所述的第一滑块连接第一电机,第一电机运行可以带动第一滑块在第一滑道内横向移动;所述的第一滑块中间具有长度方向朝下的转动杆,还有第二电机连接着转动杆,第二电机运行带动转动杆水平旋转;所述的转动杆下面安装有涂胶嘴,所述的涂胶嘴用管道连接供胶泵;
在涂胶工位下面的架子上安装有纵向(前后)设置的第二滑道,还有第二滑块安装在第二滑道内,所述的第二滑块连接第三电机,第三电机运行可以带动第二滑块在第二滑道内纵向移动;
所述的第一电机、第二电机、第三电机连接控制装置。
进一步地讲,所述的控制装置是这样的:所述第一电机、第二电机、第三电机在控制装置的作用下是这样的:首先涂胶嘴对致冷件前侧进行第一次涂胶,在第一次涂胶过程中第一滑块从左至右运行,涂胶嘴对着致冷件前侧;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件右侧进行第二次涂胶,在第二次涂胶过程中第二滑块从后至前运行;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件后侧进行第三次涂胶,在第三次涂胶过程中第一滑块从右至左前运行;最后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件左侧进行第四次涂胶,在第四次涂胶过程中第二滑块从前至后运行;然后转动杆旋转转动90度回至初始位置;上述是一次封胶过程,如此循环。
进一步地讲,所述的供胶泵连接控制装置,在控制装置的作用下,在每次封胶过程中,有一个停止供胶的过程。
进一步地讲,它还包括一个安装在机架上的后机械手,所述的机架上还有原料放置工位,所述的后机械手可以将致冷件从原料放置工位搬运至涂胶工位。
进一步地讲,它还包括一个安装在机架上的前机械手,所述的机架上还有成品放置工位,所述的前机械手可以将致冷件从涂胶工位放置到成品放置工位。
进一步地讲,所述的涂胶工位和原料放置工位之间还有一个规整工位,在规整工位上有规整平台,所述的规整平台包括前面、左面的固定挡块,所述的固定挡块内侧是直角的结构;所述的规整平台后面有在规整平台上滑动的后挡块,后挡块连接后电机,后挡块在后电机的带动下可以前后滑动;所述的规整平台右面有在规整平台上滑动的右挡块,右挡块连接右电机,右挡块在右电机的带动下可以左右滑动;后挡块和右挡块移动后可以将致冷件限定在固定挡块、后挡块和右挡块之间;
所述的后机械手将致冷件从原料放置工位搬运至涂胶工位中间的过程中,还将原料放置在规整工位上;原料规整后,后机械手将原料从规整工位搬运至涂胶工位。
进一步地讲,所述的涂胶工位是多个的,所述的前机械手、后机械手一次抓取的致冷件是多个的。
进一步地讲,所述的第一滑道是多组的,所述的前机械手、后机械手是多套的。
本发明的有益效果是:这样的半导体致冷件封胶装置具有劳动强度小、生产效率高、产品更规范的优点。
附图说明
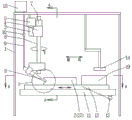
图1是本发明的侧面结构示意图。
图2是图1中的A—A方向的剖面图。
图3是图1中的B—B方向的剖面图。
图4是图3中的C处放大图。
图5是本发明所封胶的半导体致冷件封胶顺序图。
图6是图1中D处的放大图。
图7是本装置生产的致冷件一种情况的侧面示意图。
其中:1、架子 2、涂胶工位 3、第一滑道 4、第一滑块 5、第一电机 6、转动杆7、第二电机 8、涂胶嘴 9、管道 10、供胶泵 11、第二滑道 12、第二滑块 13、第三电机 14、后机械手 15、前机械手 16、规整工位 161、固定挡块 162、后挡块 163、右挡块 17、致冷件 18、胶液供应槽 19、原料放置工位 20、成品放置工位。
具体实施方式
下面结合附图和实施例对本发明作进一步说明。
如图1、2所示,一种半导体致冷件封胶装置,其特征是:它包括一个架子1,所述的架子中间具有涂胶工位2,在涂胶工位上面的架子上安装有横向设置的第一滑道3,还有第一滑块4安装在第一滑道内,所述的第一滑块连接第一电机5,第一电机运行可以带动第一滑块在第一滑道内横向移动;所述的第一滑块中间具有长度方向朝下的转动杆6,还有第二电机7连接着转动杆,第二电机运行带动转动杆水平旋转,图1、2中箭头F的方向;所述的转动杆下面安装有涂胶嘴8,所述的涂胶嘴用管道9连接供胶泵10;
在涂胶工位下面的架子安装有纵向(前后)设置的第二滑道11,还有第二滑块12安装在第二滑道内,所述的第二滑块连接第三电机13,第三电机运行可以带动第二滑块在第二滑道内纵向移动;
所述的第一电机、第二电机、第三电机连接控制装置。
所述的架子可以将各个部件、例如第一滑道、第二滑道连接形成一个整体的结构;所述的涂胶工位,是本半导体致冷件涂胶时放置的位置;所述的涂胶嘴用管道9连接供胶泵10,保证了涂胶时涂胶头有源源不断的胶水供给,当然,管道连接有胶液供应槽18;致冷件17放置在涂胶工位上和取出可以使用人工操作。涂胶时,致冷件放置在涂胶工位上,涂胶嘴在第一电机的作用下向右移动首先对致冷件a边进行涂胶;而后在第三电机的作用下向后移动对致冷件b边进行涂胶;再次在第一电机的作用下向左移动对致冷件c边进行涂胶;最后在第三电机的作用下向前移动对致冷件d边进行涂胶,如图5所示;箭头H表示涂胶的方向,这样可以完成对本致冷件的封胶,整个过程用本设备完成,节省了劳动力,可以实现本发明的目的。
图6中的阴影部分就是所涂的胶。
进一步地讲,所述的控制装置是这样的:所述第一电机、第二电机、第三电机在控制装置的作用下是这样的:首先涂胶嘴对致冷件前侧进行第一次涂胶,在第一次涂胶过程中第一滑块从左至右运行,涂胶嘴对着致冷件前侧;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件右侧进行第二次涂胶,在第二次涂胶过程中第二滑块从后至前运行;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件后侧进行第三次涂胶,在第三次涂胶过程中第一滑块从右至左前运行;最后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件左侧进行第四次涂胶,在第四次涂胶过程中第二滑块从前至后运行;上述是一次封胶过程,然后转动杆旋转转动90度回至初始位置;如此循环。
以上的设置是一个顺时针涂胶的实施例,当然也可以是逆时针涂胶;还可以是先后涂胶于致冷件的前后两侧,然后涂胶于致冷件的左右两侧,也包括在发明保护的范围之内,这些设置可以使用程序控制实现。
进一步地讲,所述的供胶泵连接控制装置,在控制装置的作用下,在每次封胶过程中,有一个停止供胶的过程;也就是致冷件侧边有一处是不封胶的地方,这个地方形成透气孔。
这样设置,可以保证致冷件周围封胶不严密,保证了胶液干燥时致冷件内部不会形成气密性结构,有利于胶液产生的气体排出,减少涂胶层撑烂其他涂胶、影响产品质量的现象,这样的设置可以通过控制装置的程序设置来实现。
如图7所示,是本装置生产的致冷件一侧的示意图,图中的E处表示致冷件侧面没有封胶的部位。
进一步地讲,它还包括一个安装在机架上的后机械手14,所述的机架上还有原料放置工位19,所述的后机械手可以将致冷件从原料放置工位搬运至涂胶工位。
进一步地讲,它还包括一个安装在机架上的前机械手15,所述的机架上还有成品放置工位20,所述的放置工位例如是向外运送的输送带、或者成品的放置台,所述的前机械手可以将致冷件从涂胶工位放置到成品放置工位。
进一步地讲,如图3所示,所述的涂胶工位和原料放置工位之间还有一个规整工位16,在规整工位上有规整平台,所述的规整平台包括前面、左面的固定挡块161,所述的固定挡块内侧是直角的结构;所述的规整平台后面有在规整平台上滑动的后挡块162,后挡块连接后电机,后挡块在后电机的带动下可以前后滑动,图4中箭头K的方向;所述的规整平台右面有在规整平台上滑动的右挡块163,右挡块连接右电机,右挡块在右电机的带动下可以左右滑动,图4中箭头J的方向,后挡块和右挡块移动后可以将致冷件限定在固定挡块、后挡块和右挡块之间,将致冷件推至抵着固定挡块的位置;这样可以将致冷件放置到一定的位置,便于以后规范的加工(涂胶);
所述的后机械手将致冷件从原料放置工位搬运至涂胶工位中间的过程中,还将原料放置在规整工位上,这样可以通过设置控制装置的程序来实现;原料规整后,后机械手将原料从规整工位搬运纸涂胶工位。
进一步地讲,所述的涂胶工位是多个的,所述的前机械手、后机械手一次抓取的致冷件是多个的,例如图3中有三个涂胶工位,这样可以提高生产效率。
进一步地讲,所述的第一滑道是多组的,所述的前机械手、后机械手是多套的,这样可以提高生产效率。
当然,安装在第一滑道上的第一滑块、转动杆,对应的第二滑道、第二滑块、前机械手、后机械手也是多套的,这样可以提高生产效率。即多组生产系统同时进行。
在本发明的描述中,需要理解的是,术语“前”、 “后”、 “左”、 “右”、“中间”、 “周围”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的说明书的范围当中。
Claims (9)
1.一种半导体致冷件封胶装置,其特征是:它包括一个架子,所述的架子中间具有涂胶工位,在涂胶工位上面的架子上安装有横向设置的第一滑道,还有第一滑块安装在第一滑道内,所述的第一滑块连接第一电机,第一电机运行可以带动第一滑块在第一滑道内横向移动;所述的第一滑块中间具有长度方向朝下的转动杆,还有第二电机连接着转动杆,第二电机运行带动转动杆水平旋转;所述的转动杆下面安装有涂胶嘴,所述的涂胶嘴用管道连接供胶泵;
在涂胶工位下面的架子安装有纵向设置的第二滑道,还有第二滑块安装在第二滑道内,所述的第二滑块连接第三电机,第三电机运行可以带动第二滑块在第二滑道内纵向移动;
所述的第一电机、第二电机、第三电机连接控制装置。
2.根据权利要求1所述的半导体致冷件封胶装置,其特征是:所述的控制装置是这样的:所述第一电机、第二电机、第三电机在控制装置的作用下是这样的:首先涂胶嘴对致冷件前侧进行第一次涂胶,在第一次涂胶过程中第一滑块从左至右运行,涂胶嘴对着致冷件前侧;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件右侧进行第二次涂胶,在第二次涂胶过程中第二滑块从后至前运行;然后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件后侧进行第三次涂胶,在第三次涂胶过程中第一滑块从右至左运行;最后,在第二电机的作用下,转动杆旋转转动90度,涂胶嘴对致冷件左侧进行第四次涂胶,在第四次涂胶过程中第二滑块从前至后运行,然后转动杆旋转转动90度回至初始位置;上述是一次封胶过程,如此循环。
3.根据权利要求1或2所述的半导体致冷件封胶装置,其特征是:所述的供胶泵连接控制装置,在控制装置的作用下,在每次封胶过程中,有一个停止供胶的过程。
4.根据权利要求1或2所述的半导体致冷件封胶装置,其特征是:它还包括一个安装在机架上的后机械手,所述的机架上还有原料放置工位,所述的后机械手可以将致冷件从原料放置工位搬运至涂胶工位。
5.根据权利要求3所述的半导体致冷件封胶装置,其特征是:,它还包括一个安装在机架上的前机械手,所述的机架上还有成品放置工位,所述的前机械手可以将致冷件从涂胶工位放置到成品放置工位。
6.根据权利要求5所述的半导体致冷件封胶装置,其特征是:所述的涂胶工位和原料放置工位之间还有一个规整工位,在规整工位上有规整平台,所述的规整平台包括前面、左面的固定挡块,所述的固定挡块内侧是直角的结构;所述的规整平台后面有在规整平台上滑动的后挡块,后挡块连接后电机,后挡块在后电机的带动下可以前后滑动;所述的规整平台右面有在规整平台上滑动的右挡块,右挡块连接右电机,右挡块在右电机的带动下可以左右滑动;后挡块和右挡块移动后可以将致冷件限定在固定挡块、后挡块和右挡块之间;
所述的后机械手将致冷件从原料放置工位搬运至涂胶工位中间的过程中,还将原料放置在规整工位上;原料规整后,后机械手将原料从规整工位搬运至涂胶工位。
7.根据权利要求1或2所述的半导体致冷件封胶装置,其特征是:所述的涂胶工位是多个的,所述的前机械手、后机械手一次抓取的致冷件是多个的。
8.根据权利要求1或2所述的半导体致冷件封胶装置,其特征是:所述的第一滑道是多组的,所述的前机械手、后机械手是多套的。
9.根据权利要求7所述的半导体致冷件封胶装置,其特征是:所述的第一滑道是多组的,所述的前机械手、后机械手是多套的。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911269309.XA CN110890297A (zh) | 2019-12-12 | 2019-12-12 | 一种半导体致冷件封胶装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911269309.XA CN110890297A (zh) | 2019-12-12 | 2019-12-12 | 一种半导体致冷件封胶装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110890297A true CN110890297A (zh) | 2020-03-17 |
Family
ID=69751559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911269309.XA Pending CN110890297A (zh) | 2019-12-12 | 2019-12-12 | 一种半导体致冷件封胶装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110890297A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117622625A (zh) * | 2024-01-25 | 2024-03-01 | 传跃生物科技有限公司 | 一种肠道冲洗袋的包装装置 |
-
2019
- 2019-12-12 CN CN201911269309.XA patent/CN110890297A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117622625A (zh) * | 2024-01-25 | 2024-03-01 | 传跃生物科技有限公司 | 一种肠道冲洗袋的包装装置 |
| CN117622625B (zh) * | 2024-01-25 | 2024-04-23 | 传跃生物科技有限公司 | 一种肠道冲洗袋的包装装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107878813A (zh) | Tp制程覆膜机 | |
| CN207677002U (zh) | 一种通用贴蓝膜设备 | |
| CN105110098A (zh) | 带有快速搬运功能的条状软质材料捆扎机 | |
| CN107878814A (zh) | 成品覆膜机 | |
| CN112916322B (zh) | 一种用于摄像头模组点胶保压设备 | |
| CN206550788U (zh) | 一种玻璃连线倒角机 | |
| CN106229140B (zh) | 一种cd电感绕线焊锡一体机 | |
| CN110890297A (zh) | 一种半导体致冷件封胶装置 | |
| JPS61148016A (ja) | モールド装置 | |
| CN101963710A (zh) | 贴合设备 | |
| CN211125591U (zh) | 一种半导体致冷件封胶装置 | |
| CN207773576U (zh) | Tp制程覆膜机 | |
| CN105173181A (zh) | 带有循环散热功能的条状软质材料捆扎设备 | |
| CN217371215U (zh) | 五金件自动装配设备 | |
| CN111992395B (zh) | 一种汽车刹车盘的表面喷涂装置及喷涂工艺 | |
| US20030209403A1 (en) | Method and process for loading and unloading parts | |
| CN104959810A (zh) | 微小组件装配系统 | |
| CN102632018A (zh) | 半自动钢背涂胶机 | |
| WO2007001179A2 (en) | Method and device for supplying and discharging carriers with electronic components | |
| CN114310304B (zh) | 电机转子自动压装装置及其控制方法 | |
| CN110181075A (zh) | 加工装置 | |
| CN209684654U (zh) | 一种电池片料盒切换装置 | |
| CN207773575U (zh) | 成品覆膜机 | |
| TW201309574A (zh) | 自動上料及下料系統 | |
| CN209303723U (zh) | 一种铝轮毂基面自动车床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |