CN109931178B - Piston and forming method thereof - Google Patents
Piston and forming method thereof Download PDFInfo
- Publication number
- CN109931178B CN109931178B CN201711373731.0A CN201711373731A CN109931178B CN 109931178 B CN109931178 B CN 109931178B CN 201711373731 A CN201711373731 A CN 201711373731A CN 109931178 B CN109931178 B CN 109931178B
- Authority
- CN
- China
- Prior art keywords
- piston
- section
- ring groove
- cooling oil
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
The invention discloses a piston and a forming method thereof, wherein the piston comprises a piston body and a piston ring groove sleeve, the outer side of the upper part of the piston body is provided with an outer annular internal cooling oil groove, the inner side of the piston ring groove sleeve is provided with an inner annular internal cooling oil groove, the outer side of the piston ring groove sleeve is provided with a plurality of outer side ring grooves, the piston ring groove sleeve is welded and connected with the outer side of the piston body after being modified and strengthened, and the inner annular internal cooling oil groove and the outer annular internal cooling oil groove form an annular internal cooling oil channel together. The method comprises the following steps: s1: forming a blank; s2: forming an oil groove and an annular groove; s3: modification and strengthening treatment; s4: processing an excircle; s5: forming an upper section and a lower section; s6: assembling; s7: and (5) post-treatment. The invention has the advantages of low manufacturing cost, easy molding and prolonged service life.
Description
Technical Field
The invention mainly relates to the technical field of internal combustion engines, in particular to a piston and a forming method thereof.
Background
The piston, the piston ring and the cylinder sleeve of the internal combustion engine are three most important friction matching auxiliary parts in a combustion chamber, the durability of the internal combustion engine is greatly related to the abrasion conditions of the piston, the piston ring and the cylinder sleeve, in recent years, piston ring materials related to the piston enter the era of steel belt rings, the surface strengthening technology of the piston ring is changed day by day, the surface hardness of the piston ring is improved to be more than HV1300, the performance of the internal combustion engine is improved, and meanwhile, higher adaptation requirements are provided for the hardness and the strength of the piston and the piston ring groove. The steel structure piston is superior to aluminum alloy in adapting to the technical requirement and meeting the requirements of improving the hardness and strength of the piston ring groove, but the steel piston, particularly the all-steel structure piston, has high forging forming difficulty, difficult processing of an annular internal cooling oil cavity and few strengthening means and technological methods of the steel structure piston ring groove.
The wear resistance of the piston ring groove is improved, the forming of a steel structure piston, particularly an internal cooling oil duct, is simplified, and the hardness and the strength of the piston ring groove are improved. For example, in the laser quenching process for the side surface of the iron-based piston ring groove related to CN201210531420.3, the laser quenching for the side surface of the piston ring groove improves the surface hardness of the ring groove, but the hardened layer is thin and is generally only about 1mm, the laser surface quenching can generate a surface micro-melting phenomenon, and when the ring groove is narrow, the laser is difficult to directly act on the ring groove surface, so that the hardness of the ring groove is uneven; the method for manufacturing the integral piston of the internal combustion engine, which is related to CN200480018072.3, has the advantages that the piston blank is integrally forged, the forging cost is high, the processing difficulty of the inner cooling oil passage is high, and the processing efficiency is low; CN103124841A relates to a piston for an internal combustion engine and a manufacturing method thereof, wherein a piston blank is integrally forged, the forging cost is high, an inner cooling oil duct is formed by friction welding, and an oxide skin on the surface of a welding flash in the oil duct falls off under repeated oscillation impact, so that great risk is brought to the operation of the internal combustion engine; CN200880122140.9 relates to a method for fixing a ring-shaped element on a piston for an internal combustion engine, CN 101265854B-a laser welding forged steel integral piston with a closed inner cooling oil cavity and a manufacturing process thereof, wherein a piston blank is integrally forged, the forging cost is high, an inner cooling oil channel is enclosed by the ring-shaped element, the thermal stress of a welding area at the top of the piston, particularly the corresponding area of an exhaust valve, is large, and the risk of failure is high.
Disclosure of Invention
The invention aims to overcome the defects of the prior art and provide a piston which is low in manufacturing cost, easy to form and capable of prolonging the service life and a forming method thereof.
In order to solve the technical problems, the invention adopts the following technical scheme:
the utility model provides a piston, includes piston body and piston ring groove cover, the piston body is equipped with the interior cold oil groove of outside annular in the upper portion outside, the piston ring groove cover is equipped with the interior cold oil groove of inboard annular in the inboard, and the piston ring groove cover is equipped with a plurality of outside annular in the outside, the piston ring groove cover is after the intensive processing of modification with piston body outside welded connection, and interior cold oil groove of inboard annular and the interior cold oil groove of outside annular form the interior cold oil duct of annular jointly.
As a further improvement of the above technical solution:
and the piston ring groove is sleeved with the ring groove at the outer side and is provided with a wear-resistant layer.
The top wall and the inner side wall of the piston ring groove sleeve are both connected with the piston body in a welding mode, the welding line at the top of the piston ring groove sleeve is horizontally arranged, and the welding line at the side of the piston ring groove sleeve is vertically arranged.
The piston ring groove is sleeved below the inner side annular inner cooling oil groove, and a spigot is arranged below the inner side annular inner cooling oil groove.
The piston body comprises a piston upper part and a piston lower part, the outer side annular inner cooling oil groove is formed in the outer side of the piston upper part, and the piston upper part is connected with the piston lower part.
The piston is characterized in that at least two upper sections which are symmetrically arranged at intervals are arranged at the bottom of the upper portion of the piston, lower sections corresponding to the upper sections are arranged at the top of the lower portion of the piston, the upper sections are matched, pressed and connected with the lower sections, and the upper sections and the lower sections are arranged to be flat surfaces.
The bottom on piston upper portion is equipped with the pinhole section, go up the section setting and be equipped with down the pinhole section in last pinhole section open-ended both sides, the top of piston lower part is equipped with down the pinhole section, the section sets up in lower pinhole section open-ended both sides down, go up the section and compress tightly the connection with lower section cooperation, and go up the pinhole section and close with lower pinhole section enclosure and form the pinhole.
The upper section and the lower section are connected by welding.
The piston is characterized by further comprising a fastening bolt, wherein the upper part of the piston and the lower part of the piston are fastened and connected through the fastening bolt and drive the upper section and the lower section to be matched and pressed tightly.
A forming method based on the piston comprises the following steps:
s1: blank forming: respectively forming rough blank structures of the upper part of the piston, the lower part of the piston and a piston ring groove sleeve;
s2: oil groove and ring groove forming: machining the outer annular inner cooling oil groove, the inner annular inner cooling oil groove and the outer annular groove; quenching and tempering the upper part 1 and the lower part 2 of the piston;
s3: modification and strengthening treatment: performing modification strengthening treatment on the piston ring groove sleeve, and forming wear-resistant layers on the upper side surface and the lower side surface of the outer side ring groove;
s4: processing an excircle: machining the upper part of the piston, the lower part of the piston and the excircle of the piston ring groove sleeve;
s5: forming an upper section and a lower section: machining to form an upper section and a lower section on the upper part and the lower part of the piston respectively;
s6: assembling: welding a piston ring groove sleeve with the outer side of the upper part of the piston to enable the inner side annular internal cooling oil groove and the outer side annular internal cooling oil groove to jointly form an annular internal cooling oil channel, correspondingly placing the upper section and the lower section of the upper part and the lower part of the piston, matching with the excircle of the piston, and installing the upper part and the lower part of the piston in an assembly fixture to enable the upper section and the lower section to be connected together;
s7: and (3) post-treatment: after assembling, post heat treatment is carried out to eliminate welding stress, the mechanical property requirement of the piston is met, and other mechanical sizes and surface treatment are processed.
Compared with the prior art, the invention has the advantages that:
the piston comprises a piston upper part, a piston lower part and a piston ring groove sleeve, wherein an outer annular internal cooling oil groove is arranged on the outer side of the piston upper part, an inner annular internal cooling oil groove is arranged on the inner side of the piston ring groove sleeve, a plurality of outer ring grooves are arranged on the outer side of the piston ring groove sleeve, the piston upper part is connected with the piston lower part, the piston ring groove sleeve is welded and connected with the outer side of the piston upper part after being modified and strengthened, and the inner annular internal cooling oil groove and the outer annular internal cooling oil groove form an annular internal cooling oil channel together. In the structure, the piston ring groove sleeve and the upper part of the piston are arranged into a split structure, so that the piston ring groove sleeve can be independently formed, namely, the outer-side ring groove can be independently modified and strengthened, and high hardness and strength can be obtained, thereby improving the wear resistance of the outer-side ring groove, improving the process adaptability with the piston ring and prolonging the service life of the piston; the annular inner cooling oil duct is formed by welding and surrounding an outer annular inner cooling oil groove and an inner annular inner cooling oil groove, so that the annular inner cooling oil duct is beneficial to processing and forming, a special oil seal part is not needed, the large-capacity annular inner cooling oil duct can be realized, and the cooling effect of the upper part of the piston is improved; the upper part and the lower part of the piston are independently formed and processed, so that the forming difficulty of a blank is reduced, and the manufacturing cost of the upper part and the lower part is reduced. The forming method based on the piston has the corresponding technical effects of the piston.
Drawings
Fig. 1 is a front view schematically showing the structure of a piston according to embodiment 1 of the present invention.
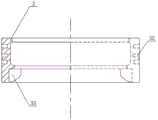
FIG. 2 is a schematic sectional view A-A of FIG. 1.
Fig. 3 is a schematic front view of the upper portion of the piston in embodiment 1 of the piston of the present invention.
Fig. 4 is a schematic top view of the piston of embodiment 1 of the present invention.
Fig. 5 is a schematic sectional structure view of B-B of fig. 4.
Fig. 6 is a schematic front view of the piston lower part in embodiment 1 of the piston of the present invention.
Fig. 7 is a schematic top view of the piston of embodiment 1 of the present invention.
Fig. 8 is a schematic side view of the piston lower part in embodiment 1 of the piston of the present invention.
Fig. 9 is a front view schematically showing the structure of the piston ring groove in embodiment 1 of the piston of the present invention.
Fig. 10 is a side view schematically showing the configuration of the piston ring groove in embodiment 1 of the piston of the present invention.
Fig. 11 is a front view schematically showing the structure of embodiment 2 of the piston of the present invention.
FIG. 12 is a flow chart of a method of forming a piston in accordance with the present invention.
The reference numerals in the figures denote:
1. the upper part of the piston; 11. an outer annular internal cooling oil groove; 12. upper fracture surface; 13. an upper pin hole section; 2. a piston lower part; 21. lower section; 22. a lower pin hole section; 3. a piston ring groove sleeve; 31. an inner annular internal cooling oil groove; 32. an outer ring groove; 33. stopping the opening; 4. An annular internal cooling oil duct; 5. a pin hole; 6. and fastening the bolt.
Detailed Description
The invention will be described in further detail below with reference to the drawings and specific examples.
Piston example 1:
fig. 1 to 10 show a first embodiment of the piston of the present invention, which includes a piston body and a piston ring groove 3, wherein the piston body is provided with an outer annular inner cooling oil groove 11 on the outer side of the upper portion, the piston ring groove 3 is provided with an inner annular inner cooling oil groove 31 on the inner side, the piston ring groove 3 is provided with a plurality of outer ring grooves 32 on the outer side, the piston ring groove 3 is welded and connected with the outer side of the piston body after being modified and strengthened, and the inner annular inner cooling oil groove 31 and the outer annular inner cooling oil groove 11 form an annular inner cooling oil passage 4 together. In the structure, the piston ring groove sleeve 3 and the piston body are arranged into a split structure, so that the piston ring groove sleeve 3 can be independently formed, namely, the outer side ring groove 32 can be independently modified and strengthened, and high hardness and strength can be obtained, thereby improving the wear resistance of the outer side ring groove 32, improving the process adaptability with the piston ring, and prolonging the service life of the piston; the annular inner cooling oil duct 4 is formed by welding and surrounding the outer annular inner cooling oil groove 11 and the inner annular inner cooling oil groove 31, machining and forming of the annular inner cooling oil duct 4 are facilitated, special oil seal parts are not needed, blank forming difficulty is reduced, manufacturing cost is reduced, the large-capacity annular inner cooling oil duct 4 can be achieved, and the cooling effect of the upper portion 1 of the piston is improved.
In this embodiment, the piston ring groove 3 has a wear resistant layer on the outer ring groove 32. In this structure, piston ring groove 3 chooses for use the low carbon low alloy steel that welding property is good, like: 25CrMo, 30CrMo and the like, the upper surface and the lower surface of the outer side ring groove 32 are subjected to carburizing or carbonitriding and quenching low-temperature tempering treatment to form a wear-resistant layer, and the ring groove 32 is subjected to strengthening protection so as to improve the process adaptability with a piston ring and prolong the service life of the piston.
In this embodiment, the top wall of piston ring groove cover (3) and piston body welded connection, the inside wall and the piston body of piston ring groove cover (3) compress tightly sealedly. Due to the arrangement, the top welding seam and the compaction sealing position are equivalently arranged in the piston, so that welding flash is eliminated, and the integrity of the top surface of the piston body is ensured; moreover, the top welding seam and the side part compression sealing position form interaction in the transverse and vertical aspects, namely, the piston ring groove sleeve 3 cannot fall off no matter the piston ring groove sleeve is stressed transversely or vertically, and the stability of the whole structure is improved.
In this embodiment, the piston ring housing 3 has a spigot 33 below the inner annular oil groove 31. The spigot 33 is arranged, so that subsequent processing and assembly reference is formed, and the assembly and processing precision is improved.
In this embodiment, the piston body includes piston upper portion 1 and piston lower part 2, and outside annular internal cooling oil groove 11 sets up in the piston upper portion 1 outside, and piston upper portion 1 and piston lower part 2 are connected. By the arrangement, the upper part 1 and the lower part 2 of the piston are also formed independently, the forging forming difficulty is reduced, and the processing cost is low.
In this embodiment, the bottom of the upper portion 1 of the piston is provided with at least two upper sections 12 arranged symmetrically at intervals, the top of the lower portion 2 of the piston is provided with a lower section 21 corresponding to the upper section 12, the upper section 12 and the lower section 21 are matched, pressed and connected, and the upper section 12 and the lower section 21 are arranged as a straight surface. In the structure, the upper part 1 and the lower part 2 of the piston are independently formed, so that the forging forming difficulty is reduced, and the processing cost is low; the special matching and pressing position is beneficial to processing and positioning, the processing efficiency is improved, friction welding is not needed, friction flash is not generated, namely, oxide scale particles on the surface of the flash are not brought into lubricating oil after being repeatedly oscillated and impacted in the motion process of the piston, and the use reliability of the diesel engine is improved; the straight surface is easy to process, the precision is high, and the welding assembly precision is favorably improved.
In this embodiment, the bottom of the upper portion 1 of the piston is provided with an upper pin hole section 13, the upper sections 12 are disposed on two sides of an opening of the upper pin hole section 13, the top of the lower portion 2 of the piston is provided with a lower pin hole section 22, the lower sections 21 are disposed on two sides of an opening of the lower pin hole section 22, the upper sections 12 and the lower sections 21 are matched and tightly pressed, and the upper pin hole section 13 and the lower pin hole section 22 are enclosed to form the pin hole 5. In this configuration, the upper and lower sections 12, 21 are arranged at the pin bores 5, so that the connecting points are arranged outside the main bearing area of the piston pin during operation, reducing the risk of failure of the piston. Go up section 12 and lower section 21 cooperation and compress tightly the location, clearance value approaches zero, fully satisfies the connection requirement, is favorable to connecting quality and reduces the connection failure risk.
In this embodiment, the upper section 12 and the lower section 21 are welded together. Compared with the traditional annular welding line, the upper part 1 and the lower part 2 of the piston are independently formed through the welding lines which are symmetrically arranged at intervals, so that the forging forming difficulty is reduced, and the processing cost is low; the unique welding seam position and welding seam structure are beneficial to welding processing and positioning, and the processing efficiency is improved.
Piston example 2:
fig. 11 shows a second embodiment of the piston of the present invention, which is substantially the same as embodiment 1 except that: in the embodiment, the piston further comprises a fastening bolt 6, and the upper piston part 1 and the lower piston part 2 are tightly connected through the fastening bolt 6 and drive the upper section 12 to be matched and pressed with the lower section 21. Compared with the traditional annular welding line, the piston upper part 1 and the piston lower part 2 form combined assembly connection through the fastening bolt 6, friction flash is not generated without friction welding, namely, oxide scale particles on the surface of the flash are not brought into lubricating oil after being repeatedly oscillated and impacted in the piston motion process, and the use reliability of the diesel engine is improved; the special section position and section structure make the structure simple, which is beneficial to processing, assembling and positioning, and improves the processing efficiency.
The method comprises the following steps:
fig. 1 to 12 show a first embodiment of the piston forming method of the invention, comprising the following steps:
s1: blank forming: respectively forming rough blank structures of the upper part 1 of the piston, the lower part 2 of the piston and the piston ring groove sleeve 3;
s2: oil groove and ring groove forming: machining the outer annular inner cooling oil groove 11, the inner annular inner cooling oil groove 31 and the outer annular groove 32; quenching and tempering the upper part 1 and the lower part 2 of the piston;
s3: modification and strengthening treatment: the piston ring groove sleeve 3 is modified and strengthened, and wear-resistant layers are formed on the upper side surface and the lower side surface of the outer side ring groove 32;
s4: processing an excircle: machining the outer circles of the upper part 1 of the piston, the lower part 2 of the piston and the piston ring groove sleeve 3;
s5: forming the upper section 12 and the lower section 21: machining is adopted, and an upper section 12 and a lower section 21 are respectively machined on the upper part 1 and the lower part 2 of the piston;
s6: assembling: welding and connecting a piston ring groove sleeve 3 with the outer side of the upper part 1 of the piston, enabling an inner side annular internal cooling oil groove 31 and an outer side annular internal cooling oil groove 11 to jointly form an annular internal cooling oil channel 4, correspondingly placing an upper section 12 and a lower section 21 of the upper part 1 and the lower part 2 of the piston, matching with the excircle of the piston, and installing the upper part 1 and the lower part 2 of the piston in an assembly fixture, so that the upper section 12 and the lower section 21 are connected together;
s7: and (3) post-treatment: after assembling, post heat treatment is carried out to eliminate welding stress, the mechanical property requirement of the piston is met, and other mechanical sizes and surface treatment are processed.
By adopting the method, the piston ring groove sleeve 3 and the upper part 1 of the piston are arranged into a split structure, so that the piston ring groove sleeve 3 can be independently formed, namely, the outer side ring groove 32 can be independently modified and strengthened, and high hardness and strength can be obtained, thereby improving the wear resistance of the outer side ring groove 32, improving the process adaptability with the piston ring and prolonging the service life of the piston; the annular inner cooling oil duct 4 is formed by welding and surrounding the outer annular inner cooling oil groove 11 and the inner annular inner cooling oil groove 31, so that the annular inner cooling oil duct 4 is favorably processed and formed, special oil seal parts are not needed, the large-capacity annular inner cooling oil duct 4 can be realized, and the cooling effect of the upper part 1 of the piston is improved; the upper part 1 and the lower part 2 of the piston are independently formed and processed, so that the forming difficulty of a blank is reduced, and the manufacturing cost of the upper part and the lower part is reduced.
Although the present invention has been described with reference to the preferred embodiments, it is not intended to be limited thereto. Those skilled in the art can make numerous possible variations and modifications to the present invention, or modify equivalent embodiments to equivalent variations, without departing from the scope of the invention, using the teachings disclosed above. Therefore, any simple modification, equivalent change and modification made to the above embodiments according to the technical spirit of the present invention should fall within the protection scope of the technical scheme of the present invention, unless the technical spirit of the present invention departs from the content of the technical scheme of the present invention.
Claims (8)
1. A method of forming a piston, comprising: the piston comprises a piston body and a piston ring groove sleeve (3), wherein the piston body is provided with an outer annular inner cooling oil groove (11) on the outer side of the upper part, the piston ring groove sleeve (3) is provided with an inner annular inner cooling oil groove (31) on the inner side, the piston ring groove sleeve (3) is provided with a plurality of outer annular grooves (32) on the outer side, the piston ring groove sleeve (3) is subjected to modification strengthening treatment and then is welded with the outer side of the piston body, the inner annular inner cooling oil groove (31) and the outer annular inner cooling oil groove (11) jointly form an annular inner cooling oil passage (4), the piston body comprises an upper piston part (1) and a lower piston part (2), the outer annular inner cooling oil groove (11) is arranged on the outer side of the upper piston part (1), the upper piston part (1) is connected with the lower piston part (2), and the forming method of the piston comprises the following steps:
s1: blank forming: respectively forming a rough blank structure of the upper part (1) of the piston, the lower part (2) of the piston and a piston ring groove sleeve (3);
s2: oil groove and ring groove forming: machining an outer annular inner cooling oil groove (11), an inner annular inner cooling oil groove (31) and an outer annular groove (32);
s3: modification and strengthening treatment: the piston ring groove sleeve (3) is modified and strengthened, and wear-resistant layers are formed on the upper side surface and the lower side surface of the outer side ring groove (32);
s4: processing an excircle: machining the upper piston part (1), the lower piston part (2) and the outer circle of the piston ring groove sleeve (3);
s5: forming an upper section (12) and a lower section (21): machining is adopted, and an upper section (12) and a lower section (21) are respectively machined on the upper part (1) and the lower part (2) of the piston;
s6: assembling: welding and connecting a piston ring groove sleeve (3) with the outer side of the upper part (1) of the piston, enabling an inner annular internal cooling oil groove (31) and an outer annular internal cooling oil groove (11) to jointly form an annular internal cooling oil channel (4), correspondingly placing an upper section (12) and a lower section (21) of the upper part (1) and the lower part (2) of the piston, matching with the excircle of the piston, installing the upper part (1) and the lower part (2) of the piston in an assembly fixture, and enabling the upper section (12) and the lower section (21) to be connected together;
s7: and (3) post-treatment: after assembling, post heat treatment is carried out to eliminate welding stress, the mechanical property requirement of the piston is met, and other mechanical sizes and surface treatment are processed.
2. The method of forming a piston according to claim 1, wherein: and the piston ring groove sleeve (3) is provided with a wear-resistant layer on the outer side ring groove (32).
3. The method of forming a piston according to claim 2, wherein: the top wall of the piston ring groove sleeve (3) is connected with the piston body in a welding mode, and the inner side wall of the piston ring groove sleeve (3) is tightly pressed and sealed with the piston body.
4. The method of forming a piston according to claim 3, wherein: and a spigot (33) is arranged below the inner annular internal cooling oil groove (31) of the piston ring groove sleeve (3).
5. The molding method of a piston according to any one of claims 1 to 4, wherein: the bottom of piston upper portion (1) is equipped with two at least last sections (12) that are interval symmetrical arrangement, the top of piston lower part (2) be equipped with go up section (12) corresponding lower section (21), go up section (12) and lower section (21) cooperation compress tightly and be connected, it sets up to straight face to go up section (12) and lower section (21).
6. The method of forming a piston according to claim 5, wherein: the bottom of piston upper portion (1) is equipped with pinhole section (13), it sets up in pinhole section (13) open-ended both sides to go up section (12), the top of piston lower part (2) is equipped with down pinhole section (22), section (21) set up in pinhole section (22) open-ended both sides down, go up section (12) and section (21) cooperation down compress tightly and be connected, and go up pinhole section (13) and enclose with lower pinhole section (22) and close and form pinhole (5).
7. The method of forming a piston according to claim 6, wherein: the upper section (12) and the lower section (21) are connected by welding.
8. The method of forming a piston according to claim 5, wherein: the piston is characterized by further comprising a fastening bolt (6), wherein the upper piston part (1) and the lower piston part (2) are fastened and connected through the fastening bolt (6) and drive the upper section (12) to be matched and pressed with the lower section (21).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711373731.0A CN109931178B (en) | 2017-12-19 | 2017-12-19 | Piston and forming method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711373731.0A CN109931178B (en) | 2017-12-19 | 2017-12-19 | Piston and forming method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109931178A CN109931178A (en) | 2019-06-25 |
| CN109931178B true CN109931178B (en) | 2021-10-15 |
Family
ID=66983516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711373731.0A Active CN109931178B (en) | 2017-12-19 | 2017-12-19 | Piston and forming method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109931178B (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110873003A (en) * | 2018-08-31 | 2020-03-10 | 强莉莉 | Piston and forming method thereof |
| CN110159447A (en) * | 2019-07-01 | 2019-08-23 | 湖南江滨机器(集团)有限责任公司 | A kind of steel pistons and its hollow inner-cooling oil recess forming method |
| CN111237079B (en) * | 2020-03-11 | 2024-07-30 | 滨州东海龙活塞有限公司 | Ring land welded integral forging steel piston and processing method thereof |
| CN114439642A (en) * | 2022-01-28 | 2022-05-06 | 湖南江滨机器(集团)有限责任公司 | Piston and manufacturing method thereof |
| CN116083702A (en) * | 2022-12-27 | 2023-05-09 | 江苏永航轨道交通科技有限公司 | Processing method of steel piston ring groove of diesel engine |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4614150A (en) * | 1984-07-17 | 1986-09-30 | Mtu Friedrichshafen Gmbh | Built-up piston |
| US6026777A (en) * | 1998-10-07 | 2000-02-22 | Mahle Gmbh | Piston having a barrel of forged steel and a cooling channel |
| US6164261A (en) * | 1999-02-10 | 2000-12-26 | Caterpillar Inc. | Internal combustion engine piston assembly and method |
| CN101903632A (en) * | 2007-12-20 | 2010-12-01 | 马勒国际公司 | Method for fixing an annular element on a piston for an internal combustion engine |
| CN103429879A (en) * | 2011-03-04 | 2013-12-04 | 马勒国际公司 | Piston for an internal combustion engine, and method for the production thereof |
| CN103596724A (en) * | 2011-04-15 | 2014-02-19 | 费德罗-莫格尔公司 | Piston and method of making a piston |
| CN104541044A (en) * | 2012-07-18 | 2015-04-22 | 马勒国际公司 | Piston for an internal combustion engine |
| CN105351106A (en) * | 2015-12-11 | 2016-02-24 | 中国北方发动机研究所(天津) | Novel split-type piston structure |
| CN106457473A (en) * | 2014-05-16 | 2017-02-22 | 马勒国际有限公司 | Method for producing a piston for an internal combustion engine and piston produced by means of said method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010033881A1 (en) * | 2010-08-10 | 2012-02-16 | Mahle International Gmbh | Piston for an internal combustion engine and method for its production |
| EP3250805A1 (en) * | 2015-01-30 | 2017-12-06 | Federal-Mogul LLC | Piston with cooling gallery cooling insert and method of construction thereof |
-
2017
- 2017-12-19 CN CN201711373731.0A patent/CN109931178B/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4614150A (en) * | 1984-07-17 | 1986-09-30 | Mtu Friedrichshafen Gmbh | Built-up piston |
| US6026777A (en) * | 1998-10-07 | 2000-02-22 | Mahle Gmbh | Piston having a barrel of forged steel and a cooling channel |
| US6164261A (en) * | 1999-02-10 | 2000-12-26 | Caterpillar Inc. | Internal combustion engine piston assembly and method |
| CN101903632A (en) * | 2007-12-20 | 2010-12-01 | 马勒国际公司 | Method for fixing an annular element on a piston for an internal combustion engine |
| CN103429879A (en) * | 2011-03-04 | 2013-12-04 | 马勒国际公司 | Piston for an internal combustion engine, and method for the production thereof |
| CN103596724A (en) * | 2011-04-15 | 2014-02-19 | 费德罗-莫格尔公司 | Piston and method of making a piston |
| CN104541044A (en) * | 2012-07-18 | 2015-04-22 | 马勒国际公司 | Piston for an internal combustion engine |
| CN106457473A (en) * | 2014-05-16 | 2017-02-22 | 马勒国际有限公司 | Method for producing a piston for an internal combustion engine and piston produced by means of said method |
| CN105351106A (en) * | 2015-12-11 | 2016-02-24 | 中国北方发动机研究所(天津) | Novel split-type piston structure |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109931178A (en) | 2019-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109931178B (en) | Piston and forming method thereof | |
| US20070079775A1 (en) | Welding Forged Steel Single Piece Piston and Its Manufacturing Methods | |
| CN101092914A (en) | Welding type single piece piston in forged steel with close internal cooling oil pocket and fabricating method | |
| US8079145B2 (en) | Method of manufacturing a connecting rod assembly for an internal combustion engine | |
| JP4411212B2 (en) | Multi-part cooled piston and method for making the piston for an internal combustion engine | |
| US10359000B2 (en) | Functionally optimized design of a cylinder liner | |
| JPH03502720A (en) | Engine piston assembly and forged piston member with cooling recess | |
| US7938093B2 (en) | Two piece cast ferrous crown piston for internal combustion engine | |
| US20080034961A1 (en) | One piece cast ferrous crown piston for internal combustion engine | |
| US8613137B2 (en) | Connecting rod lubrication recess | |
| CN102979641B (en) | Integrated type cast steel piston and manufacturing method thereof | |
| US20060219192A1 (en) | Cylinder liner | |
| CN201187358Y (en) | Forged steel integrated piston made by laser welding with closed internal cooling oil cavity | |
| CN113236435A (en) | High-performance friction welding cast iron piston and preparation method thereof | |
| US20170314503A1 (en) | One piece cast ferrous crown piston for internal combustion engine | |
| CN110873003A (en) | Piston and forming method thereof | |
| CN204783311U (en) | Diesel engine piston is connected to single double -screw bolt | |
| CN2851607Y (en) | Welding type forged steel single-piece piston | |
| CN112833014A (en) | Main bearing, compressor, refrigeration equipment and production process | |
| CN110748434B (en) | Petrol engine steel piston and manufacturing method thereof | |
| CN109519298B (en) | Combined piston | |
| CN213655000U (en) | Steel piston with enhanced cooling | |
| CN217538859U (en) | Piston | |
| CN217176764U (en) | Piston body | |
| CN2396228Y (en) | IC engine crankshaft bardened with plasma beam |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |