CN109839061B - Lens module detection method and system - Google Patents
Lens module detection method and system Download PDFInfo
- Publication number
- CN109839061B CN109839061B CN201711189569.7A CN201711189569A CN109839061B CN 109839061 B CN109839061 B CN 109839061B CN 201711189569 A CN201711189569 A CN 201711189569A CN 109839061 B CN109839061 B CN 109839061B
- Authority
- CN
- China
- Prior art keywords
- lens module
- image
- picture area
- calibration
- detection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Projection Apparatus (AREA)
Abstract
The invention discloses a lens module detection method and a lens module detection system, which are used for quickly and conveniently detecting whether the position of a lens module in the detection of assembled projection equipment is qualified or not. The method comprises the following steps: lens moduleDetermining a first picture region P of an image captured from a calibration imagea1Determining a second picture region P in the captured imagea2And judging whether the lens module is qualified or not according to the position relation between the calibration mark in the image and the second picture area. The invention processes and detects the image shot by the calibration image and feeds the data back to the interface, the implementation operation process is simple, and the detection of the assembled product can be quickly and effectively finished; in the actual detection, the hardware module of the lens is not required to be detected, the detection result is visual, the method can be applied to the production quality detection of various lens modules, and the factory detection efficiency of equipment is improved; can effectively screen out the bad finished product of leaving the factory, the effect that the promotion equipment used improves user experience.
Description
Technical Field
The invention relates to the field of automatic detection, in particular to a method and a system for detecting a lens module.
Background
The development of projection technology has led to the widespread use of projection equipment in the office and home fields, wherein the projection equipment involves the adjustment of projection pictures and the adjustment of focusing definition during use so as to cooperate with obtaining the optimal projection effect. In the production of projection equipment, the modules are mechanically assembled into an integral equipment through a production line. Whether the installation of the lens module is qualified or not is a key factor influencing the adjustment of the projection picture range and the focusing definition in actual use, so that the quality inspection needs to be carried out on the installation of the lens module of each projection device before the delivery. In the prior art, the product quality inspection usually adopts manual sampling inspection and mechanical method to detect the installation position and angle of the hardware module, the detection speed is low, the detection result cannot be fast and accurate, and the quality inspection cost is high.
Disclosure of Invention
The invention aims to: in view of the above-mentioned drawbacks in the prior art, a method and system for detecting a lens module are provided, which are used to quickly and conveniently detect whether the position of the lens module in the detection of the assembled projection device is qualified.
The technical scheme adopted by the invention is as follows:
a lens module detection method comprises the following steps:
s1, firstly, acquiring the image shot by the lens module group to the calibration image, and determining the first picture area P in the imagea1And displaying;
s2, determining the second picture area P in the shot image according to the preset parametersa2And displaying;
and S3, judging whether the lens module is qualified according to the position relation between the calibration mark in the image and the second picture area.
Further, the calibration mark for detection is located at the center position of the calibration image.
Further, the first picture area is a maximum display picture area represented by a display coordinate system, and the first picture area Pa1The coordinates of the four corners of the upper left, lower left, upper right and lower right are expressed as ((0, y)1),(0,0),(x1,y1),(x1,0))。
Further, the second screen area is a calibration rectangular area for determining a lens orientation, and the predetermined parameter is a coordinate value for determining four corners of the second rectangular screen area in the display coordinate system.
Further, the second picture region P is characterized in thata2The coordinates of four corners of the upper left, lower left, upper right and lower right are expressed as ((x)2-left,y2-up),(x2-left,y2-down),(x2-right,y2-up),(x2-right,y2-down))。
Further, whether the lens module is qualified or not is judged according to the position relation between the calibration mark in the image and the second picture area; when the calibration marks are all located in the second picture area, the installation of the lens module is qualified; and when the calibration marks are not completely positioned in the second picture area, the installation of the lens module of the projection equipment is considered to be unqualified.
Further, the determining according to the position relationship between the calibration mark in the image and the second frame region includes the following steps:
s3.1, extracting the edge of the calibration mark, and determining the coordinate position of each edge point in the first picture area;
s3.2, comparing the coordinates of each edge point of the calibration mark with the coordinates of the four corners of the second picture area, and judging whether the values (x, y) of each edge coordinate point of the calibration mark meet the following conditions:
x2-left≤x≤x2-right, y2-down≤y≤y2-up(1);
and S3.3, if the coordinates of each edge point of the calibration mark meet the relation (1), determining that the lens module is a qualified product.
In another aspect, the present invention provides a lens module inspection system, which is used in any one of the above lens module inspection methods.
In summary, due to the adoption of the technical scheme, the invention has the beneficial effects that:
(1) the invention processes and detects the image shot by the calibration image and feeds the data back to the interface, the implementation operation process is simple, and the detection of the assembled product can be quickly and effectively finished;
(2) the invention can adopt the image display method without detecting the hardware module of the lens in the actual detection, the detection result is visual, the invention can be applied to the production quality detection of various lens modules, and the efficiency of the factory detection of the equipment is improved;
(3) according to the invention, the calibrated image mark is compared with the position in a reasonable range, and whether the product is qualified or not is judged through condition setting, so that defective finished products leaving factory can be effectively screened out, the use effect of equipment is improved, and the user experience is improved.
Drawings
The invention will now be described, by way of example, with reference to the accompanying drawings, in which:
fig. 1 is a schematic diagram of a lens module detection method and system according to the invention.
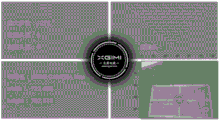
FIG. 2 is a schematic diagram showing the results of actual tests according to the present invention.
Detailed Description
In order to make the technical solutions of the present invention better understood, the following description of the technical solutions of the present invention with reference to the accompanying drawings of the present invention is made clearly and completely, and other similar embodiments obtained by a person of ordinary skill in the art without any creative effort based on the embodiments in the present application shall fall within the protection scope of the present application.
Embodiment 1 is a lens module inspection method.
Fig. 1 is a schematic diagram of a lens module inspection method, in which a projection apparatus includes a lens module, and a calibration image includes a calibration mark. The method for detecting the lens module through the calibration image is realized through the following steps:
when the projection equipment is detected before delivery, the projection equipment is placed on a detection platform, the detection platform comprises a base for placing the projection equipment and a fixedly installed calibration image, and the position relation between the calibration image and the base of the detection platform is fixed, so that a lens module of the projection equipment is opposite to the calibration image;
the calibration image is an image for testing, a mark pattern for calibration is arranged at the central position of the calibration image, in one embodiment, the mark pattern is a circular mark and can also be in the shape of a rectangle or a square, and the size of the mark is preset so as to meet the calibration detection of the lens within a certain range. For example, in one embodiment the circular mark is arranged with the center of the circle at the center of the calibration image and the diameter is chosen to be 1/3 of the width of the second picture area.
Step S1, first, an image captured by the lens module on the calibration image is obtained, and a first frame region P in the image is determineda1And displaying;
when the detection is started, the produced projection equipment is placed on the detection platform, the lens module is opposite to the calibration image, after the projection equipment is started, the image which is shot by the lens of the projection equipment and contains the calibration image is obtained, and a first picture area of the image is determined and displayed. What is needed isThe first picture area is a maximum display picture area represented by display coordinates, and the first picture area Pa1Coordinates of four corners of upper left, lower left, upper right and lower right are expressed as ((0, y)1),(0,0),(x1,y1),(x1,0))。
Step S2, determining the second picture area P in the image according to the predetermined parametersa2And displaying;
determining a second picture area according to a preset coordinate parameter and displaying; the predetermined parameter is coordinate values of four corners of the second rectangular picture area determined in the coordinate system, the second picture area can be determined in the first picture area represented by the coordinates through coordinates of four points, namely, the upper point, the lower point, the left point, the right.
Furthermore, the second frame area is selected to be preset, the center of the second frame area is located at the center of the calibration image, and the length and width values of the second frame area are determined by the manufacturing tolerance of the equipment. In this embodiment, a tolerance guide value for manufacturing the optical machine, a position for fixing the camera, and a tolerance for fixing the optical machine are obtained, an offset of the lens module is determined in combination with the tolerance for manufacturing the camera, and a margin is left, so as to determine the size of the second frame area.
The second picture region Pa2The coordinates of the four corners of the upper left, lower left, upper right and lower right are expressed as ((x)2-left,y2-up),(x2-left,y2-down),(x2-right,y2-up),(x2-right,y2-down)). The specific coordinate value can be determined according to the image center coordinate and the length and width value of the second frame.
Step S3, determining whether the lens module is qualified according to the position relationship between the calibration mark in the image and the second frame area.
The specific method for judging whether the lens module is qualified or not according to the position relation between the calibration mark in the image and the second picture area is as follows; when the calibration marks are all located in the second picture area, the installation of the lens module is qualified; and when the calibration mark is not completely located in the second picture area, namely partially located in the second picture area or completely not located in the first picture area, determining that the lens module of the projection equipment is unqualified in installation.
Further, the step of judging whether the lens module is qualified according to the position relationship between the calibration mark in the image and the second picture area comprises the following steps:
s3.1, extracting the edge of the calibration mark, and determining the coordinate position of each edge point in the first picture area expressed by using the coordinates; the method for extracting the edge can be an image edge extraction method based on the feature points, which is not limited in the embodiment of the invention;
s3.2, comparing the coordinates of each edge point of the calibration mark with the coordinates of four corners of the second picture area, and judging whether the values (x, y) of each edge coordinate point of the circular mark meet the following conditions:
x2-left≤x≤x2-right, y2-down≤y≤y2-up;
and S3.3, if the coordinates of each edge point of the calibration mark meet the relationship, determining that the installation position and the angle of the lens module meet the manufacturing requirements of the projection equipment, and determining that the projection equipment containing the lens module is a qualified product.
Embodiment 2 of the present invention is a lens module inspection system, which is characterized in that the inspection system is used in any one of the aforementioned lens module inspection methods.
Fig. 2 is a diagram of an actual display effect in a test according to an embodiment of the present invention, where a lower left display screen of a picture is represented by coordinates of a second picture area, and a lower right display screen of the picture is a captured image displayed by displaying the coordinates, and the captured image includes two rectangular solid line frames and a calibration mark, where an outer frame represents the first picture area, an inner frame represents the second picture area, and only a part of the calibration mark in the image falls within the second picture area, so that the lens module of the projection apparatus is not installed according to a manufacturing requirement, and cannot be sold and used as a qualified product.
Any feature disclosed in this specification (including any accompanying claims, abstract) may be replaced by alternative features serving equivalent or similar purposes, unless expressly stated otherwise. That is, unless expressly stated otherwise, each feature is only an example of a generic series of equivalent or similar features.
The invention is not limited to the foregoing embodiments. The invention extends to any novel feature or any novel combination of features disclosed in this specification and any novel method or process steps or any novel combination of features disclosed.
Claims (4)
1. A lens module detection method is characterized by comprising the following steps:
s1, firstly, acquiring the image shot by the lens module group to the calibration image, and determining the first picture area P in the imagea1And displaying; the first picture area is a maximum display picture area represented by a display coordinate system;
s2, determining the second picture area P in the shot image according to the preset parametersa2And displaying; the second picture area is a calibration rectangular area used for judging the orientation of the lens, and the preset parameters refer to coordinate values of four corners of the second picture area determined in a display coordinate system;
s3, judging whether the lens module is qualified according to the position relation between the calibration mark in the image and the second picture area: when the calibration marks are all located in the second picture area, the installation of the lens module is qualified; when the calibration marks are not located in the second picture area completely, the installation of the lens module of the projection equipment is considered to be unqualified; the calibration mark is positioned at the center of the calibration image, and the area center of the second picture area is positioned at the center of the shot image.
2. The lens module detecting method as claimed in claim 1, wherein the second frame region Pa2Through the upper left, lower left, upper right and lower rightThe coordinates of the four corners are expressed as ((x)2-left,y2-up),(x2-left,y2-down),(x2-right,y2-up),(x2-right,y2-down))。
3. The lens module detecting method as claimed in claim 1, wherein said determining according to the position relationship between the calibration mark in the image and the second frame area comprises the steps of:
s3.1, extracting the edge of the calibration mark, and determining the coordinate position of each edge point in the first picture area;
s3.2, comparing the coordinates of each edge point of the calibration mark with the coordinates of the four corners of the second picture area, and judging whether the values (x, y) of each edge coordinate point of the calibration mark meet the following conditions:
x2-left≤x≤x2-right, y2-down≤y≤y2-up(1);
and S3.3, if the coordinates of each edge point of the calibration mark meet the relation (1), determining that the lens module is a qualified product.
4. A lens module inspection system, wherein the inspection system is used to perform the lens module inspection method of any one of claims 1-3.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711189569.7A CN109839061B (en) | 2017-11-24 | 2017-11-24 | Lens module detection method and system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711189569.7A CN109839061B (en) | 2017-11-24 | 2017-11-24 | Lens module detection method and system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109839061A CN109839061A (en) | 2019-06-04 |
| CN109839061B true CN109839061B (en) | 2021-03-23 |
Family
ID=66876132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711189569.7A Active CN109839061B (en) | 2017-11-24 | 2017-11-24 | Lens module detection method and system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109839061B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110418124B (en) * | 2019-08-05 | 2021-11-30 | 歌尔光学科技有限公司 | Projection image detection method, projection image detection device, projection image detection equipment and computer-readable storage medium |
| CN110568704A (en) * | 2019-09-02 | 2019-12-13 | 歌尔股份有限公司 | Ultra-short-focus lens detection system and detection method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI417640B (en) * | 2010-12-31 | 2013-12-01 | Altek Corp | A camera lens calibration system |
| EP3122037A1 (en) * | 2014-03-18 | 2017-01-25 | Advanced Healthcare Co. Ltd. | Projector system and calibration board |
| CN106851257B (en) * | 2016-12-27 | 2018-12-14 | 歌尔股份有限公司 | The assemble method of camera lens and image sensor to be assembled |
| CN106851258B (en) * | 2016-12-27 | 2018-09-25 | 歌尔股份有限公司 | The assemble method of camera lens and image sensor to be assembled |
| CN106990549A (en) * | 2017-05-05 | 2017-07-28 | 西安枭龙科技有限公司 | A kind of optics display module accurate assembly method and assembly system |
-
2017
- 2017-11-24 CN CN201711189569.7A patent/CN109839061B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109839061A (en) | 2019-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103018015B (en) | The apparatus and method of the light shaft offset of camera lens in checkout equipment | |
| CN106097361B (en) | Defect area detection method and device | |
| KR101256369B1 (en) | Flat display pannel test equipment and test method using multi ccd camera | |
| EP2618135B1 (en) | Method for registering inspection standard for soldering inspection and board inspection apparatus thereby | |
| WO2017128602A1 (en) | Educational toy kit, and method of detecting and positioning alignment hole thereof | |
| CN106705850B (en) | A kind of terminal quality determining method based on image | |
| CN106441804A (en) | Resolving power testing method | |
| CN109163888A (en) | Optical centre test method, device and equipment | |
| CN109839061B (en) | Lens module detection method and system | |
| CN111161208A (en) | Image detection method and device | |
| CN110992313A (en) | Camera image center detection and center adjustment method based on machine vision | |
| TW201917692A (en) | A method of evaluating the quality of images | |
| CN109683358A (en) | Detection method, device and storage medium | |
| CN110769229A (en) | Method, device and system for detecting color brightness of projection picture | |
| CN104019752B (en) | The thickness evenness detection method of display screen, Apparatus and system | |
| CN108469437A (en) | The defect inspection method and device of float glass | |
| CN107525652A (en) | Lens distortion method of testing, apparatus and system | |
| CN103247548A (en) | Wafer defect detecting device and method | |
| CN109489560B (en) | Linear dimension measuring method and device and intelligent terminal | |
| CN105136818B (en) | The image detection method of printed base plate | |
| KR101668039B1 (en) | Method for Light Test of Display Panel | |
| CN107643611A (en) | A kind of automatic checkout system of liquid crystal display and backlight assembly precision | |
| CN109449096B (en) | Method for identifying and detecting wafer chip | |
| CN108508053B (en) | Method for detecting systematic infinitesimal physical defects | |
| CN115165920A (en) | Three-dimensional defect detection method and detection equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: 610000 Tianfu Software Park Area A, 1129 Century City Road, Chengdu High-tech Zone, Sichuan Province Applicant after: Chengdu Jimi Technology Co., Ltd. Address before: 610000 No. 501, 5th floor, 7th building, Tianfu Software Park Area A, 1129 Century City Road, Chengdu High-tech Zone, Sichuan Province Applicant before: CHENGDU XGIMI TECHNOLOGY CO., LTD. |
|
| CB02 | Change of applicant information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |