CN103253856A - Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method - Google Patents
Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method Download PDFInfo
- Publication number
- CN103253856A CN103253856A CN2012100374161A CN201210037416A CN103253856A CN 103253856 A CN103253856 A CN 103253856A CN 2012100374161 A CN2012100374161 A CN 2012100374161A CN 201210037416 A CN201210037416 A CN 201210037416A CN 103253856 A CN103253856 A CN 103253856A
- Authority
- CN
- China
- Prior art keywords
- bleeding
- vacuum heat
- insulation glass
- glass
- support pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Joining Of Glass To Other Materials (AREA)
Abstract
The invention discloses a gas suction sintering assembly for a vacuum thermal insulation glass, and a packaging method. According to the present invention, the vacuum thermal insulation glass is provided with a through hole, a port sealing column coated with a glass cement on the outer edge is arranged inside the through hole, the gas suction sintering assembly comprises an outer cover, a heating element, a support pad and a pressurization element, the heating element heats so as to melt the glass cement, and the pressurization element presses the support pad so as to sink the port sealing column and seal the through hole, such that gas suction sintering packaging of the vacuum thermal insulation glass can be completed with the operation. The present invention further provides a packaging method for the gas suction sintering assembly for the vacuum thermal insulation glass.
Description
Technical field
The present invention relates to a kind of encapsulation of hollow plate glass, refer to a kind of bleed sintered components and method for packing for vacuum heat-insulation glass especially.
Background technology
The applied field of vacuum glass is quite extensive, can be used for fields such as door and window, solar energy equipment or refrigerator, because the effect of vacuum glass is thermal insulation, so the inside of vacuum glass must remain on vacuum state.
The method for packing of existing vacuum glass is to sinter two sheet glass panels into work in-process earlier, and follow-up the order again between two sheet glass panels forms vacuum area.Be that a face glass keeps a bleeding point therein when vacuumizing, then bleed to form vacuum from bleeding point, again bleeding point is carried out the airtight packaging operation of sintering at last, keep the vacuum between two face glasss according to this.
Traditionally, it is with at cap liner precoating glass cement that the vacuum sintering envelope is ended method, cap liner is sticked be overlying on bleeding point again, then this vacuum panels is placed in the large-scale vacuum chamber, further bleeds to reach vacuum in vacuum chamber.The sintering packaging operation of bleeding point is to utilize heating unit, bleeding point is heated and carries out high temperature sintering, and then finish the sintering encapsulation of cap liner; So, because the vacuum processing apparatus of the above-mentioned mouth-sealing method of bleeding needs to carry out in vacuum chamber, environmental demand is complicated and cost of manufacture is high, is difficult to meet the process requirements of large size vacuum heat-insulation glass.
Summary of the invention
A purpose of the present invention is to provide a kind of sintered components of bleeding for vacuum heat-insulation glass, simplifying the mouth-sealing method of bleeding of hollow plate glass, and reaches simultaneously and carries out vacuum suction and envelope is ended sintering work.
Another object of the present invention is to provide a kind of sintered components of bleeding for vacuum heat-insulation glass, to reduce the cost of manufacture of vacuum heat-insulation glass, is easy to reach the technology of making large size vacuum heat-insulation glass.
To achieve the above object, the invention provides a kind of sintered components of bleeding for vacuum heat-insulation glass, described vacuum heat-insulation glass is provided with at least one through hole, and outer rim is coated with one of glass cement and seals post and be arranged in this through hole, and this sintered components of bleeding comprises:
One outer cover, cover is combined on the described through hole,
One heating unit is contained in this outer cover;
One support pad is arranged in this outer cover, and this support pad is carried this heating unit and is pressed together on described sealing on the post; And
One pressurizing member is fixed on this support pad;
Wherein, this heating unit heats and the described glass cement of hot melt, and this pressurizing member presses this support pad and makes the described post that seals sink down in the described vacuum heat-insulation glass, and the described through hole of involution.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass wherein, also comprises a soft cushion body, and this soft cushion body is folded between this support pad and the described vacuum heat-insulation glass.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass, wherein, this soft cushion body is made of rubber, viton or silica gel material.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass, wherein, this outer cover is a metal housing, and this outer cover has a bleeding point and a heating gate, this bleeding point is for connecting a vacuum-pumping equipment, and this heating gate is equipped with a lead that electrically connects this heating unit.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass, wherein, this support pad is a slide.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass, wherein, this support pad is constituted by glass or quartzy material.
The above-mentioned sintered components of bleeding that is used for vacuum heat-insulation glass, wherein, this pressurizing member is a spring, an end of this spring is replaced this support pad.
Another purpose of the present invention is to provide a kind of vacuum heat-insulation glass method for packing of sintering of bleeding, and simplifying the mouth-sealing method of bleeding of hollow plate glass, and reaches simultaneously and carries out vacuum suction and envelope is ended sintering work.
A further object of the present invention is to provide a kind of vacuum heat-insulation glass method for packing of sintering of bleeding, and reducing the cost of manufacture height of vacuum heat-insulation glass, and can be applicable in the making of various vacuum heat-insulation glass size.
To achieve the above object, the invention provides a kind of method for packing of the sintered components of bleeding for vacuum heat-insulation glass, described vacuum heat-insulation glass is provided with at least one through hole, and outer rim is coated with one of glass cement and seals post and be arranged in this through hole, it is characterized in that method for packing comprises:
A) provide the sintered components of bleeding, comprise that cover is combined in a outer cover on the described through hole, is contained in a heating unit in this outer cover, is arranged on the support pad in this outer cover and is fixed on a pressurizing member on this support pad;
B) heat this heating unit, with the described glass cement of hot melt; And
C) treat described glass cement hot melt after, this pressurizing member presses this support pad and makes the described post that seals sink down in the described vacuum heat-insulation glass, and the described through hole of involution.
The bleed method for packing of sintering of above-mentioned vacuum heat-insulation glass, wherein, a) in the step, this sintered components of bleeding also includes a soft cushion body, and this soft cushion body is arranged between this support pad and this upper glass plates.
The bleed method for packing of sintering of above-mentioned vacuum heat-insulation glass, wherein, c) in the step, the described end face that seals post is lower than described through hole and forms a recessed district.
The bleed method for packing of sintering of above-mentioned vacuum heat-insulation glass, wherein, c) in the step, the inner-wall surface of a described vacuum heat-insulation glass is supported in described bottom surface of sealing post.
Compared to prior art, the present invention is that the through hole (aspirating hole) at plate locates to arrange the sintered components of bleeding, the post that seals of coated glass glue is set in through hole in addition, the hot melt glass glue by the heating of the sintered components of bleeding, and press and seal post and make it to sinking down into cavity volume, with fusion and involution through hole, carry out vacuum suction and seal only sintering work to reach simultaneously; Apparatus structure and the involution flow process of sintering are simple because the present invention bleeds, so can greatly simplify process and the cost of the sintering involution of bleeding, and be easy to apply in the technology of large size vacuum heat-insulation glass, so be fit to be applied in the making of various vacuum heat-insulation glass size; Moreover after envelope was ended sintering work and finished, this sealed post and can be used as support between two sheet glass, more increases practicality of the present invention.
Describe the present invention below in conjunction with the drawings and specific embodiments, but not as a limitation of the invention.
Description of drawings
The bleed method flow synoptic diagram of sintering encapsulation of Fig. 1 vacuum heat-insulation glass of the present invention;
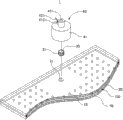
The bleed three-dimensional appearance synoptic diagram of sintering packaging system of Fig. 2 vacuum heat-insulation glass of the present invention;
The three-dimensional exploded view of Fig. 3 sintered components of bleeding of the present invention;
The assembled sectional view of Fig. 4 sintered components of bleeding of the present invention;
The use synoptic diagram of Fig. 5 sintered components of bleeding of the present invention;
The heating synoptic diagram of Fig. 6 sintered components of bleeding of the present invention;
The involution synoptic diagram of Fig. 7 sintered components of bleeding of the present invention;
Assembled sectional view behind Fig. 8 vacuum involution of the present invention;
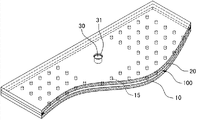
Fig. 9 vacuum heat-insulation glass of the present invention three-dimensional appearance synoptic diagram behind the sintering involution of bleeding.
Wherein, Reference numeral
The 1 sintering packaging system of bleeding
10 lower glass plate
100 cavity volumes
15 supporters
20 upper glass plates
21 through holes
30 seal post
31 glass cements
40 sintered components of bleeding
41 outer covers
410 flutings
411 bleeding points
412 heating gates
42 heating units
421 leads
43 support pad
44 pressurizing members
45 soft cushion body
Step a~c
Embodiment
Relevant detailed description of the present invention and technology contents, conjunction with figs. is described as follows, however appended accompanying drawing only provides reference and explanation usefulness, and the present invention is limited.
Please refer to Fig. 1 and Fig. 2, be respectively vacuum heat-insulation glass of the present invention bleed the method flow synoptic diagram of sintering encapsulation and the three-dimensional appearance synoptic diagram of device; The invention provides the bleed method for packing of sintering of a kind of bleed sintered components and a kind of vacuum heat-insulation glass for vacuum heat-insulation glass.In the present embodiment, vacuum heat-insulation glass sintering packaging system 1 is to utilize one to bleed sintered components 40 and vacuum heat-insulation glass is bled and the sintering packaging operation.
Vacuum heat-insulation glass sintering packaging system 1 of the present invention is to utilize one to bleed sintered components 40 and vacuum heat-insulation glass is bled and the sintering packaging operation, this vacuum heat-insulation glass comprises a lower glass plate 10 and a upper glass plates 20, and this upper glass plates 20 is stacked and placed on this lower glass plate 10 tops, be formed with a cavity volume 100 between this lower glass plate 10 and this upper glass plates 20, and be provided with a plurality of supporters 15 between this lower glass plate 10 and this upper glass plates 20.
Then, offer at least one through hole 21 that is communicated with this cavity volume 100 in this upper glass plates 20, in addition, provide one to seal post 30, this outer edge surface that seals post 30 is coated glass glue 31, and the post 30 that seals that will be coated with glass cement 31 is arranged in this through hole 21.It should be noted that this external diameter that seals post 30 needs the internal diameter less than this through hole 21, so that these through hole 21 ccontaining posts 30 that seal reach the fusion effect to make glass cement 31 through behind the high temperature sintering.
Please also refer to Fig. 3 and Fig. 4, be respectively three-dimensional exploded view and the assembled sectional view of the sintered components of bleeding of the present invention; When carrying out the sintering packaging operation, at first, one sintered components 40 of bleeding is provided, and this sintered components 40 of bleeding comprises that cover is combined in a outer cover 41 on this through hole 21, is contained in a heating unit 42 in this outer cover 41, is arranged on the support pad 43 in this outer cover 41 and is fixed on a pressurizing member 44 (step a) on this support pad 43.
In the above-mentioned sintered components 40 of bleeding, this outer cover 41 is a metal housing, and this outer cover 41 has a bleeding point 411 and a heating gate 412, and this bleeding point 411 is for connecting a vacuum-pumping equipment (not shown), and this heating gate 412 is equipped with a lead 421 that electrically connects this heating unit 42.
Moreover this support pad 43 can be the slide that glass or quartzy material constitute.Again, this heating unit 42 is placed on the top of this support pad 43, seals on the post 30 to carry this heating unit 42 and to be pressed together on this.
This pressurizing member 44 is to be made as a spring, and an end of this spring is replaced this support pad 43, the power of pressing is provided and makes this seal post 30 to being lowered into this cavity volume 100 this is sealed post 30.During actual enforcement, this pressurizing member 44 also can be made as a weight, but enough gravity must be provided, so that this seals the effect that post 30 produces to lower seal.
In present embodiment, this sintered components 40 of bleeding also comprises a soft cushion body 45, and this soft cushion body 45 is folded between this support pad 43 and this upper glass plates 20.Being arranged on of this soft cushion body 45 can increase and this upper glass plates 20 between adaptation, to be easy to keep the formation of vacuum.This soft cushion body 45 is made of rubber, viton (Viton) or silica gel material, it can be a packing ring or a pad, when this soft cushion body 45 is a packing ring, the bottom surface correspondence of this outer cover 41 is made as a fluting 410, on the other hand, when this soft cushion body 45 was a pad, then the bottom surface correspondence of this outer cover 41 was made as a hollow-out parts.
Please continue with reference to Fig. 5 to Fig. 8, be respectively the use synoptic diagram of the sintered components of bleeding of the present invention, the assembled sectional view behind heating synoptic diagram, involution synoptic diagram and the vacuum involution; The post 30 that seals that outer rim is coated with glass cement 31 is arranged in this through hole 21, in addition this sintered components of bleeding is established for 40 groups to finish and be placed in this and seal on the post 30, then carries out vacuum suction.When bleeding, this seals between the glass cement 31 of post 30 and the through hole 21 still has small gap, so the gases in the cavity volume 100 can utilize this small gap to bleed and reach vacuum effectiveness between this lower glass plate 10 and the upper glass plates 20.
After bleeding, when treating that this cavity volume 100 reaches a specific vacuum tightness (10-3torr), this heating unit 42 begins heating, and heats and reach more than 350 ℃, and this seals the glass cement 31 (step b) of post 30 with hot melt.At this moment, this heating unit 42 is the glass cement 31 that this seals post 30 to be heated in the thermal radiation mode by this transparent support pad 43, and continues to keep and bleed to make this glass cement 31 hot melts.Because this pressurizing member 44 is to continue to press this support pad 43, so behind these glass cement 31 hot melts, this seals post 30 and can be subjected to the pressure of this pressurizing member 44 and sink down in this cavity volume 100, and then these through hole 21 (step c) of involution.
Preferably, this seals post 30 is to sink down in this cavity volume 100, replace the inner-wall surface of this lower glass plate 10 up to this bottom surface of sealing post 30, at this moment, this seals post 30 can be simultaneously as the support between this lower glass plate 10 and the upper glass plates 20, to strengthen the structural strength in these cavity volume 100 zones, prolong the vacuum panels life-span.
Referring again to Fig. 9, be bleed three-dimensional appearance synoptic diagram behind the sintering involution of vacuum heat-insulation glass of the present invention; When this seals after post 30 sinks down in this cavity volume 100, this end face that seals post 30 is the surface that flushes this upper glass plates 20, perhaps be lower than these through hole 21 end faces and form a recessed district, make the surface of vacuum glass keep smooth by this, avoiding because of rat in group if transport and collide foreign object in the process, cause vacuum glass to damage and lose original heat-blocking action.
Certainly; the present invention also can have other various embodiments; under the situation that does not deviate from spirit of the present invention and essence thereof; those of ordinary skill in the art work as can make various corresponding changes and distortion according to the present invention, but these corresponding changes and distortion all should belong to the protection domain of the appended claim of the present invention.
Claims (11)
1. sintered components of bleeding that is used for vacuum heat-insulation glass, described vacuum heat-insulation glass is provided with at least one through hole, and outer rim is coated with one of glass cement and seals post and be arranged in this through hole, it is characterized in that this sintered components of bleeding comprises:
One outer cover, cover is combined on the described through hole,
One heating unit is contained in this outer cover;
One support pad is arranged in this outer cover, and this support pad is carried this heating unit and is pressed together on described sealing on the post; And
One pressurizing member is fixed on this support pad;
Wherein, this heating unit heats and the described glass cement of hot melt, and this pressurizing member presses this support pad and makes the described post that seals sink down in the described vacuum heat-insulation glass, and the described through hole of involution.
2. the sintered components of bleeding for vacuum heat-insulation glass according to claim 1 is characterized in that, also comprises a soft cushion body, and this soft cushion body is folded between this support pad and the described vacuum heat-insulation glass.
3. the sintered components of bleeding for vacuum heat-insulation glass according to claim 2 is characterized in that, this soft cushion body is made of rubber, viton or silica gel material.
4. the sintered components of bleeding for vacuum heat-insulation glass according to claim 1, it is characterized in that, this outer cover is a metal housing, and this outer cover has a bleeding point and a heating gate, this bleeding point is for connecting a vacuum-pumping equipment, and this heating gate is equipped with a lead that electrically connects this heating unit.
5. the sintered components of bleeding for vacuum heat-insulation glass according to claim 1 is characterized in that, this support pad is a slide.
6. the sintered components of bleeding for vacuum heat-insulation glass according to claim 1 is characterized in that, this support pad is constituted by glass or quartzy material.
7. the sintered components of bleeding for vacuum heat-insulation glass according to claim 1 is characterized in that, this pressurizing member is a spring, and an end of this spring is replaced this support pad.
8. method for packing that is used for the sintered components of bleeding of vacuum heat-insulation glass, described vacuum heat-insulation glass is provided with at least one through hole, and outer rim is coated with one of glass cement and seals post and be arranged in this through hole, it is characterized in that method for packing comprises:
A) provide the sintered components of bleeding, comprise that cover is combined in a outer cover on the described through hole, is contained in a heating unit in this outer cover, is arranged on the support pad in this outer cover and is fixed on a pressurizing member on this support pad;
B) heat this heating unit, with the described glass cement of hot melt; And
C) treat described glass cement hot melt after, this pressurizing member presses this support pad and makes the described post that seals sink down in the described vacuum heat-insulation glass, and the described through hole of involution.
9. the vacuum heat-insulation glass according to claim 8 method for packing of sintering of bleeding is characterized in that a) in the step, this sintered components of bleeding also includes a soft cushion body, and this soft cushion body is arranged between this support pad and this upper glass plates.
10. the vacuum heat-insulation glass according to claim 8 method for packing of sintering of bleeding is characterized in that c) in the step, the described end face that seals post is lower than described through hole and forms a recessed district.
11. according to Claim 8 or the bleed method for packing of sintering of 10 described vacuum heat-insulation glass, it is characterized in that c) in the step, the inner-wall surface of described vacuum heat-insulation glass is replaced in described bottom surface of sealing post.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100374161A CN103253856A (en) | 2012-02-16 | 2012-02-16 | Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100374161A CN103253856A (en) | 2012-02-16 | 2012-02-16 | Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103253856A true CN103253856A (en) | 2013-08-21 |
Family
ID=48958134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012100374161A Pending CN103253856A (en) | 2012-02-16 | 2012-02-16 | Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103253856A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3337942A4 (en) * | 2015-08-20 | 2018-07-04 | VKR Holding A/S | Method for producing a vig unit having improved temperature profile |
| EP3337944A4 (en) * | 2015-08-20 | 2018-07-04 | VKR Holding A/S | Evacuation head with ceramic heater for vig unit manufacture |
| CN108529901A (en) * | 2018-03-23 | 2018-09-14 | 东莞市银泰玻璃有限公司 | A kind of processing method of vacuum interlayer glass |
| CN111662018A (en) * | 2019-03-07 | 2020-09-15 | 左宪恤 | Adsorption positioning type vacuumizing device and using method |
| CN117222522A (en) * | 2021-07-14 | 2023-12-12 | Jp自动化有限公司 | Device for producing vacuum insulating glass |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020121111A1 (en) * | 1999-12-24 | 2002-09-05 | Hideo Yoshizawa | Production method of glass panel and glass panel |
| US6676786B1 (en) * | 1998-11-13 | 2004-01-13 | The University Of Sydney | Method of and apparatus for evacuating a glass chamber |
| JP2004182567A (en) * | 2002-12-05 | 2004-07-02 | Nippon Sheet Glass Co Ltd | Method for manufacturing vacuum glass panel and vacuum glass panel manufactured by using the method |
| CN2670559Y (en) * | 2003-09-24 | 2005-01-12 | 京东方科技集团股份有限公司 | Vacuum glass made of strengthened glass |
| CN101050056A (en) * | 2006-04-05 | 2007-10-10 | 罗建超 | New method and equipment for preparing vacuum glass faceplate |
| CN101314526A (en) * | 2007-05-28 | 2008-12-03 | 王广武 | Sealing apparatus and method for vacuum glass |
| KR20110090616A (en) * | 2010-02-04 | 2011-08-10 | (주)엘티엘 | Manufacturing equipment for vacuum glass |
| CN201981116U (en) * | 2010-12-10 | 2011-09-21 | 上海镭立激光科技有限公司 | Sealing structure of air exhaust opening in vacuum glass |
| CN202465522U (en) * | 2012-02-16 | 2012-10-03 | 东元奈米应材股份有限公司 | Air exhaust sintering assembly for vacuum heat insulation glass |
-
2012
- 2012-02-16 CN CN2012100374161A patent/CN103253856A/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6676786B1 (en) * | 1998-11-13 | 2004-01-13 | The University Of Sydney | Method of and apparatus for evacuating a glass chamber |
| US20020121111A1 (en) * | 1999-12-24 | 2002-09-05 | Hideo Yoshizawa | Production method of glass panel and glass panel |
| JP2004182567A (en) * | 2002-12-05 | 2004-07-02 | Nippon Sheet Glass Co Ltd | Method for manufacturing vacuum glass panel and vacuum glass panel manufactured by using the method |
| CN2670559Y (en) * | 2003-09-24 | 2005-01-12 | 京东方科技集团股份有限公司 | Vacuum glass made of strengthened glass |
| CN101050056A (en) * | 2006-04-05 | 2007-10-10 | 罗建超 | New method and equipment for preparing vacuum glass faceplate |
| CN101314526A (en) * | 2007-05-28 | 2008-12-03 | 王广武 | Sealing apparatus and method for vacuum glass |
| KR20110090616A (en) * | 2010-02-04 | 2011-08-10 | (주)엘티엘 | Manufacturing equipment for vacuum glass |
| CN201981116U (en) * | 2010-12-10 | 2011-09-21 | 上海镭立激光科技有限公司 | Sealing structure of air exhaust opening in vacuum glass |
| CN202465522U (en) * | 2012-02-16 | 2012-10-03 | 东元奈米应材股份有限公司 | Air exhaust sintering assembly for vacuum heat insulation glass |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3337942A4 (en) * | 2015-08-20 | 2018-07-04 | VKR Holding A/S | Method for producing a vig unit having improved temperature profile |
| EP3337944A4 (en) * | 2015-08-20 | 2018-07-04 | VKR Holding A/S | Evacuation head with ceramic heater for vig unit manufacture |
| US10465436B2 (en) | 2015-08-20 | 2019-11-05 | Vkr Holding A/S | Evacuation head with ceramic heater for VIG unit manufacture |
| US10704320B2 (en) | 2015-08-20 | 2020-07-07 | Vkr Holding A/S | Method for producing a VIG unit having an improved temperature profile |
| CN108529901A (en) * | 2018-03-23 | 2018-09-14 | 东莞市银泰玻璃有限公司 | A kind of processing method of vacuum interlayer glass |
| CN111662018A (en) * | 2019-03-07 | 2020-09-15 | 左宪恤 | Adsorption positioning type vacuumizing device and using method |
| CN117222522A (en) * | 2021-07-14 | 2023-12-12 | Jp自动化有限公司 | Device for producing vacuum insulating glass |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103518256B (en) | Heating in vacuum engagement device | |
| CN103253856A (en) | Gas suction sintering assembly for vacuum thermal insulation glass, and packaging method | |
| CN105293877A (en) | Manufacturing method and equipment for composite glass | |
| CN202465522U (en) | Air exhaust sintering assembly for vacuum heat insulation glass | |
| TWI472499B (en) | Exhausted and sintered package and sealing method for vacuum-insulated glasses | |
| CN101353223A (en) | Sealing exhaust method of plate glass container | |
| CN104743825A (en) | High-temperature-sheet-combination convex vacuum glass provided with edges sealed by sealing grooves and provided with mounting hole(s) | |
| CN104743784A (en) | Glass-welded convex double-vacuum-layer glass provided with edges sealed by sealing strips and provided with mounting hole(s) | |
| CN104743796A (en) | High-temperature-sheet-combination plain vacuum glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) | |
| CN104743940A (en) | Metal-welded convex vacuum glass having installing holes by metal welding at sealed edge of sealing strips | |
| CN104743801A (en) | Glass-welded convex vacuum glass provided with edges sealed by sealing strips and provided with mounting hole(s) | |
| CN104743831A (en) | Glass-welded convex double-vacuum-layer glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) | |
| CN104743852A (en) | Glass-welded convex vacuum glass having installing holes with edge sealed by sealing strips | |
| CN104743797A (en) | High-temperature-sheet-combination convex vacuum glass provided with edges sealed by sealing strips and provided with mounting hole(s) | |
| CN104743793A (en) | Glass-welded convex double-vacuum-layer glass provided with edges sealed by sealing grooves and provided with mounting hole(s) | |
| CN104743815A (en) | High-temperature-sheet-combination convex double-vacuum-layer glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) | |
| CN104743824A (en) | Glass-welded convex vacuum glass provided with edges sealed by sealing grooves and provided with mounting hole(s) | |
| CN104743803A (en) | High-temperature-sheet-combination convex vacuum glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) | |
| CN104743942A (en) | Metal-welded plane vacuum glass having installing holes and edge sealed by sealing strips | |
| CN104743795A (en) | High-temperature-sheet-combination convex double-vacuum-layer glass provided with edges sealed by sealing grooves and provided with mounting hole(s) | |
| CN104743837A (en) | Glass-welded convex double-vacuum-layer glass provided with edges sealed by sealing strips and provided with mounting hole(s) | |
| CN104743935A (en) | Metal-welded plane vacuum glass having installing holes with edge sealed by sealing grooves and strips | |
| CN104743813A (en) | Glass-welded convex vacuum glass provided with edges sealed by sealing grooves and provided with mounting hole(s) | |
| CN104743814A (en) | Glass-welded convex vacuum glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) | |
| CN104743822A (en) | Glass-welded convex double-vacuum-layer glass provided with edges sealed by sealing grooves and sealing strips and provided with mounting hole(s) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130821 |