Background technology
Under the main trend of energy-conservation, reduction of discharging, environmental protection, requirement to building energy conservation is more and more higher, various types of composite thermal-insulating walls are expediting the emergence of the appearance of energy saving building material of heat insulation, insulation accordingly, and the composite heat insulation block that pours into foamed slurry in concrete hollow block is exactly a class wherein.
In Chinese patent literature, also there is the document of some building block production automations, if application number is that (200410026105.0) invention and created name is for " polyphenyl concrete heat-insulating is built mould building block automatic production line " is by batching mixer, molding main-machine, for plate machine, two program control transport kiln cars, curing kilns, ingot stripper, module driving machine, plate seperator, palletizing system, two Lift-slab machines, two are fallen the compositions such as plate machine and control system, curing kilns comprise Bricklaying maintaining kiln and build mould building block precuring kiln, in work, a kiln car coordinates two Lift-slab machine special deliveries to build mould building block precuring and block curing, another kiln car coordinates two fall block mould building block after plate machine special delivery precuring to ingot stripper demoulding box and send the segment palletizing after maintenance to go out finished product and complete supporting plate to reclaim.In this production line, device layout is simple smooth, tight short practical, can satisfactorily resolve to build module and be formed into and build module during demoulding box and wait for turnover problem quietly, guarantees molding cycle and the quality of polyphenyl concrete segment.
But this insulation blocks is in the moulding box by the EPS concrete molding main frame that contains polystyrene foam grain (claiming again EPS particle), a kind of composite heat insulation block of shake table vibration moulding at the bottom of main frame, there is following shortcoming in this composite heat insulation block: 1, granular polystyrene is easily aging, of long duration, building block there will be hollowing, comes off, problems of crack.2, poor durability, be no more than at most 20 years service life, can not with the same life-span of building.3, granular polystyrene belongs to inflammable articles, and fire protecting performance is poor.In this process of producing product, need to carry out High Temperature Curing by building mould building block precuring kiln and Bricklaying maintaining kiln simultaneously, need the fuel such as a large amount of burning coals, therefore, production process energy consumption is higher, discharges the three wastes simultaneously, and environment is had to pollution.
Secondly, having application number is that (200720047090.5) invention and created name is " foaming concrete building block automatic production line ", belongs to construction material production equipment technical field.Its objective is and provide one can reduce labour intensity, reduce dust pollution, the automatic production line of enhancing productivity.Its technical essential is: conveying worm (01,02) and foaming machine (03) and comprehensive mixer (2) and comprehensive mixer are connected by pipeline respectively with pouring into a mould between trowelling machine (3); Cast trowelling machine, stacking machine (5), decoder (6), take out end machine (7), the demoulding pass plate machine (8), roll off the production line adjacent successively between collection ink recorder (9), plate-cleaning machine (10), group mould machine (12), liquid-spreader (13) and cast trowelling machine; also adjacent between ingot stripper and group mould machine have a mold washing machine (11); between each adjacent machinery, connected by motor-driven track-mounted conveyer belt respectively, form segmented interlock Cycle Automation production line.The feature such as there is small investment, automaticity is high, floor space is little, production capacity is strong, the advanced reliable and production cost of equipment is low.
Although this production method is without curing kilns or steam curing, but this method lacks the operation of producing concrete shell, it is just by being poured into foaming slip in building block moulding box, by floating, after the operations such as the demoulding, just become the building block of concrete foamed heat insulating, its housing is concretionary by concrete foaming slip, compared with product of the present invention, lack the hard concrete casing of one deck, thereby this building block exists surface strength low, drying shrinkage value is large, scrapes rough layer easy to crack, the problem such as occur hollowing and come off.
Again, application number is (201010018279.8), invention and created name is " production method of concrete grouting compound heat-insulating building block ", a kind of production method of a kind of concrete grouting compound heat-insulating building block of building material machinery field is disclosed, comprise the Ministry of worker that gets the raw materials ready, the moulding Ministry of worker, the winding type transhipment maintenance Ministry of worker, the slip casting Ministry of worker and the piling Ministry of worker, get the raw materials ready after the Ministry of worker stirs the raw material of building block and be delivered to the moulding Ministry of worker, the moulding Ministry of worker by block machine by hollow block molding, and be placed on supporting plate, then enter the winding type transhipment maintenance Ministry of worker, in the high temperature steam curing district of sealing, carry out maintenance, limit transhipment, limit maintenance.In transhipment maintenance processes, the slip casting Ministry of worker carries out slip casting to building-block, makes it to become insulation blocks, and the composite heat insulation block that maintenance is good is in heaps by piling Ministry of worker piling.The feature of the method is that steam curing and transhipment are integrated, and carries out steam curing in transhipment, in steam curing, transports.In steam curing process, building-block is carried out to slip casting simultaneously, make it to become insulation blocks.
It is the same that the foam slip that the composite heat insulation block that this method is produced is produced with the present invention is filled out core insulation blocks, all in concrete hollow block, to inject foam slip, after solidifying, slip just becomes composite heat insulation block, but their production method is different from the present invention, use their method production composite heat insulation block in the maintenance district of sealing, to carry out high temperature steam curing, need the fuel such as a large amount of burning coals, energy consumption is larger, and in production process, discharge the waste gas such as carbon dioxide, there are the three wastes to produce, environment is had to pollution.Equipment moves for a long time in moist steam curing district, and bearing and other parts a large amount of above it are understood corrosion, the service life of having reduced equipment; If adopt other high-quality materials such as stainless steel, the cost of equipment is too high, also inadvisable; And product maintenance at the volley always, rather than in static middle maintenance, causing equipment attrition large, energy consumption is high.
Look into newly through science and technology, in the production method of domestic insulation blocks, great majority are not to take method of the present invention (to adopt automatic production device, by the concrete hollow block shell perfusion in vivo foamed slurry hard, insulation blocks is composited after foamed slurry solidifies) produce foam slip and fill out core building block.These insulation blocks ubiquity surface strengths are low, poor durability, and fire protecting performance is poor, drying shrinkage value is large, and body of wall is easy to crack, easily occurs hollowing and the problem such as come off.Also needing in process of production of having is coal-fired steam-cured.Consume energy and contaminated environment.A few methods can be produced this insulation blocks, but need to carry out maintenance by the mode of high-temperature steam curing, a large amount of coal that so just need to burn, and energy consumption is high, simultaneously, to discharging waste gas in atmosphere, has the three wastes to produce, and environment is had to pollution in various degree.
Summary of the invention
Object of the present invention, inject the production process of the composite heat insulation block of foamed slurry for concrete hollow block, need to be undertaken steam-cured by fire coal, energy consumption is high, the problem of the discharge three wastes, design a kind of method of non-evaporating foster this series products of automated production, realize " secondary energy-saving ", stop " secondary pollution ".Also make such insulation blocks overcome the surface strength that existing product exists low simultaneously, poor durability, fire protecting performance is poor, drying shrinkage value is large, and body of wall is easy to crack, the problem such as easily occur hollowing and come off.
The technical scheme that the present invention takes is:
1, a kind of production method of exempting from foam slip under making condition and filling out core building block, it is characterized in that, this production method is under non-evaporating foster state, in turn include the following steps: the Ministry of worker gets the raw materials ready, the moulding Ministry of worker, the Ministry of worker of maintenance for the first time, the foam slip Tian Xin Ministry of worker, the Ministry of worker of maintenance for the second time, the natural curing Ministry of worker after code heap, get the raw materials ready the Ministry of worker after proportioning machine 1 is prepared burden raw material, being transported to mixer 2 stirs, be delivered to the moulding Ministry of worker by concrete belt conveyer 3, the moulding Ministry of worker passes through block machine 4 by hollow block molding, and be placed on supporting plate, then under non-evaporating foster state, enter the first maintenance Ministry of worker, through block conveyor 5, lift slab push pedal all-in-one 6, building block pusher 9, anterior ferry-boat dolly 7 is to nursing frame 10, allow building-block rest on and on nursing frame, carry out the maintenance of 4-8 hour, after building-block possesses concrete solidification intensity, by the rear portion ferry-boat dolly 11 foam slip Tian Xin Ministry of worker of ferrying, through building block pusher 13, plate machine 14 falls, block conveyor 15, fill out core machine 16 places to foam slip and carry out slip casting, make it to become composite heat insulation block, composite heat insulation block is equally under non-evaporating foster state, enter the Ministry of worker of maintenance for the second time, deliver to folded brick machine 17 places by block conveyor 15, by folded brick machine 17, the supporting plate that is loaded with building block is built up after several layers, deliver to maintenance place 19 by fork truck 18, according to the difference of foam slip material, carry out the natural curing of 1-8 hour, foam slip is solidified in the cavity of building block, then enter the natural curing Ministry of worker after code heap, deliver to stockyard 21 by fork truck 20, in heaps by its yard, further carry out natural curing.
2, described non-evaporating foster state is the nature of temperature more than 5 ℃, does not need fire coal to carry out HTHP steam-cured.
3, the described first maintenance Ministry of worker comprises block conveyor 5, lift slab push pedal all-in-one 6, building block pusher 9, ferry-boat trolley track 8, anterior ferry-boat dolly 7, nursing frame 10, ferry-boat trolley track 12, rear portion ferry-boat dolly 11, building block pusher 13 and falls plate machine 14, after building-block is shaped, the supporting plate a that is loaded with building block b is connect a plate by block conveyor 5 one plates and sends into lift slab push pedal all-in-one 6, under the control of PLC program, be loaded with the supporting plate of building block from bottom to top, successively lift slab, rise after the full number of plies of specifying, pushed in the lump the front portion ferry-boat dolly 7 that faces lift slab push pedal all-in-one by propulsion plant, then propulsion plant is return, anterior ferry-boat dolly 7 carries supporting plate and the building block of specifying the number of plies, under the control of PLC program, by setting order, move to first building block pusher 9 along ferry-boat trolley track 8 middle with nursing frame 10, building block pusher 9, anterior ferry-boat dolly 7 just align with nursing frame 10 threes, by building block pusher, the multilayer supporting plate that is loaded with building block are pushed in nursing frame 10 in the lump, operation according to this, all nursing frames 10 are all filled after building block, the front portion ferry-boat dolly 7 that carries multilayer supporting plate and building block walks to again in the middle of first building block pusher 9 and nursing frame 10 in operation sequence, be positioned at the rear portion ferry-boat dolly 11 of nursing frame 10 other ends under the control of PLC programmed instruction, walk in face of first nursing frame along ferry-boat trolley track 12, stand opposite each other at a distance across nursing frame 10 with the front portion ferry-boat dolly 7 that is loaded with multi-layer building block of right opposite, the multilayer supporting plate that is loaded with building block on the building block pusher 9 on opposite is ferried front portion in dolly 7 pushes after first nursing frame in the lump, correspondingly at this nursing frame other end, the multilayer supporting plate that is loaded with building block of equal number has also been pulled on rear portion ferry-boat dolly 11, the dolly 11 of rear portion ferry-boat is subsequently being fully loaded with multilayer supporting plate and building block is walked to building block pusher 13 and falls between plate machine 14 along ferry-boat trolley track 12, building block pusher 13, rear portion ferry-boat dolly 11 and falling after plate machine 14 threes align, building block pusher 13 pushes ferry multilayer supporting plate on dolly 11 and building block of rear portion in the lump and falls on plate machine, after building block is shaped, from block conveyor 5, runs to always and fall plate machine 14, be 4-8 hour the duration of runs, completed the first maintenance of building block under non-evaporating foster state during this, makes building block possess certain concrete solidification intensity.
4, the described foam slip Tian Xin Ministry of worker comprises that falling plate machine 14, block conveyor 15 and foam slip fills out core machine 16; The supporting plate that is loaded with building block drops to successively downwards in block conveyor 15 from falling plate machine, by block conveyor 15 1 plates then a plate be transported to foam slip and fill out the grouting port position of core machine 16, slurry level detector probe declines, needle point arrives at the desired location in building block cavity, when liquid level touches probe, slip casting valve closing, block conveyor is transported slip casting building block, then another plate building block starts again slip casting, so repeatedly goes on.
5, the described secondary maintenance Ministry of worker comprises block conveyor 15, folded brick machine 17 and fork truck 18; After completing, building-block slip casting is composite heat insulation block, supporting plate carries composite heat insulation block and in block conveyor 15, moves to folded brick machine 17 places forward, folded brick machine 17 connects a plate by insulation blocks one plate and builds up 2-6 layer, then be transported to maintenance place 19 by fork truck 18, according to the difference of foam slip material, carry out the natural curing of 1-8 hour, the slip that makes to foam solidifies in the cavity of building block.
6, the natural curing Ministry of worker after described code heap is: foam slip is transported to stockyard 21 by fork truck 20 after solidifying in the cavity of building block, by heaps insulation blocks code, then further carries out natural curing.
7, described foam slip refers to ardealite foam slip, desulfurated plaster foam slip, fluorgypsum foam slip, sulphate aluminium cement foam slip, sulphate aluminium cement and flyash mix-froth slip, ordinary cement foam slip, ordinary cement and flyash mix-froth slip etc.
8, described nursing frame quantity is 4, and the number of plies is 5-10 layer, and length is 24-36 rice.
Its technique effect is: the present invention, by inject foam slip in the cavity of building-block, treats that foam slip solidifies, and generates composite heat insulation block.Solve the surface strength that current most of insulation blocks exists low, poor durability, fire protecting performance is poor, drying shrinkage value is large, and body of wall is easy to crack, the problem such as easily occur hollowing and come off.
For needing in current similar product production process, building block is carried out to steam press maintenance, energy consumption is high, there is the problem of " secondary pollution ", the present invention takes in automated production process, under the nature of normal temperature and pressure, a point three phases carries out non-evaporating foster maintenance method, does not need fire coal to carry out high-pressure steaming and cultivating, realize " secondary energy-saving ", stopped " secondary pollution ".
The specific embodiment
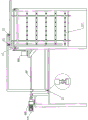
As shown in Figure 1, the present invention is a kind of exempts from the production method that under making condition, foam slip is filled out core composite heat insulation block, and its technological process in turn includes the following steps: the natural curing Ministry of worker after the Ministry of worker that gets the raw materials ready, the moulding Ministry of worker, the first maintenance Ministry of worker, the foam slip Tian Xin Ministry of worker, the Ministry of worker of maintenance for the second time, code heap.The effect of the Ministry of worker through proportioning machine 1 and mixer 2 of getting the raw materials ready, after being stirred, the raw material of building block are delivered to the moulding Ministry of worker by concrete belt conveyer 3, the moulding Ministry of worker passes through block machine 4 by hollow block molding, and be placed on supporting plate, then under non-evaporating foster state, enter the first maintenance Ministry of worker, through block conveyor 5, lift slab push pedal all-in-one 6, building block pusher 9, ferry-boat dolly 7 is to nursing frame 10, allow the building-block most of the time rest on and on nursing frame, carry out the maintenance of 4-8 hour, after building-block possesses certain concrete solidification intensity, by the ferry-boat dolly 11 foam slip Tian Xin Ministry of worker of ferrying, at building block pusher 13, plate machine 14 falls, block conveyor 15, foam slip is filled out under the effect of core machine 16, make it to become composite heat insulation block.Composite heat insulation block is equally under non-evaporating foster state, enter the Ministry of worker of maintenance for the second time, deliver to folded brick machine 17 places by block conveyor, by folded brick machine 17, the supporting plate that is loaded with building block is built up after several layers, deliver to maintenance place 19 by fork truck 18, according to the difference of foam slip material, carry out the natural curing of 1-8 hour, foam slip is solidified in the cavity of building block.Then enter the natural curing Ministry of worker after code heap.Deliver to stockyard 21 by fork truck 20, by its yard in heaps, further carry out natural curing.
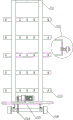
As shown in Figure 2 and Figure 3, it is upper that building block a is positioned at supporting plate b, and supporting plate is dull and stereotyped.
As shown in Figure 4, Figure 5, lift slab push pedal all-in-one 6 comprises outrigger 601, building block advance frame 602, drive motors 603, reductor 604, chain drive-belt 605, Lift-slab machine chain 606, rolling stock 607, rolling bearing 607a, bolt 607b, drive motors 608, reductor 609, push rod 610, roller 611, rotate backward machine 612, strip steel plate 613, bolt, silk braid, square steel; Lift slab push pedal all-in-one frame 601 fixes on the ground, building block advance frame 602 is positioned at the rear portion of lift slab push pedal all-in-one frame 601, on Lift-slab machine chain 606, be provided with one deck strip steel plate 613 every 350mm, strip steel plate 613 is fixed on chain, on every layer of strip steel plate 613, interval 200mm is provided with rolling stock 607, rolling stock 607 is fixed on strip steel plate 613 by bolt 607b by rolling bearing 607a, is convenient to be loaded with the supporting plate a easily rolling in the above of insulation blocks b.Silk braid is bolted on the square steel of building block advance frame 602.
Block conveyor 5 is transported to the supporting plate that is loaded with building block in lift slab push pedal all-in-one, when detecting building block, PLC program puts in place, under programme-control, motor 603 starts, slow down by reductor 604, then drive chain 606 to rotate by power transmission shaft, make to be loaded with upwards lift slab one deck of supporting plate of building block, running according to this, completely specify the number of plies to rising always, after rising completely, the motor 608 of propulsion plant starts, slow down by reductor 609, drive push rod 610 to turn round, by the running of push rod 610, drive advance frame 602 to move forward, and promote the supporting plate that multilayer is loaded with building block and roll and enter corresponding front portion ferry-boat dolly 7 along rolling stock 607.Push rod 610 on the all-in-one of lift slab push pedal subsequently drives advance frame to return to origin-location.So repeatedly carry out
As shown in Figure 6, Figure 7, anterior ferry-boat dolly 7 comprises dolly shelf 701, channel-section steel 702, rolling stock 703, rolling bearing 703a, bolt 703b, chain 704, decelerator 705, dolly wheel 706.When anterior ferry-boat dolly 7 empty wagons, be parked in before lift slab push pedal all-in-one 6, wait for and advance building block.After installing building block, move in face of the nursing frame of appointment along track 8, building block pusher 9 is shifted the multilayer supporting plate on dolly and building block on nursing frame 10 onto, has unloaded, and anterior ferry-boat dolly 7 is got back to again the 6 front waits of lift slab push pedal all-in-one and pushed building block.Anterior ferry-boat dolly 7 is subject to PLC program Automatic Control, also can be by front operating desk manual operation, when startup, reducing motor 705 drives dolly wheel 706 to move along track 8, on dolly shelf 701, be provided with one deck channel-section steel 702 every 350mm, on every layer of channel-section steel 702, interval 200mm is provided with rolling stock 703, rolling stock 703 is fixed on carrying channel-section steel 702 by bolt 703b by rolling bearing 703a, is convenient to be loaded with the supporting plate a easily rolling in the above of insulation blocks b.
Fig. 8 is the assembled state schematic diagram of lift slab push pedal all-in-one 6 and anterior ferry-boat dolly 7
The figure shows on lift slab push pedal all-in-one 6 process that supporting plate a carries building block b and enters anterior ferry-boat dolly 7.Anterior ferry-boat dolly 7 moves in face of lift slab push pedal all-in-one 6 along track 8 under PLC programme-control, align with it, the number of plies, width, level height and the ferry-boat dolly 7 that on lift slab push pedal all-in-one 6, load the supporting plate a that is incubated stripping and slicing b are in full accord, on lift slab push pedal all-in-one 6, the supporting plate a of propulsion plant promotion multilayer loading building block b rolls and enters anterior ferry-boat dolly 7 on rolling stock, propulsion plant on the all-in-one of lift slab push pedal subsequently returns to origin-location, so repeatedly carries out.
As shown in Figure 9, Figure 10, building block pusher 9 comprises motor 901, reductor 902, shaft joint 903, screw mandrel 904, bearing block 905, advance frame 906, rail wheel 907, silk braid 908, frame 909; Bolt 910, square steel 911, building block pusher frame 909 fixes on the ground, and silk braid 908 is fixed on the square steel 911 of building block advance frame 906 by bolt 910.After motor 901 starts, slow down by reductor 902, can drive screw mandrel 904 in 908 li of positive and negative runnings of silk braid, drive advance frame 906 reciprocating along propelling track with this, between advance frame 906 and propelling track, be provided with pusher roller 907 to guarantee that motion flexibly.
Anterior ferry-boat dolly 7 receives after building block from lift slab push pedal all-in-one 6, run to nursing frame 10 places along track 8 by setup program, after completely with nursing frame alignment, motor 901 starts, drive advance frame 906 to travel forward by reductor 902 and screw mandrel 904, the supporting plate a that the multilayer of being ferried on dolly 7 in front portion is mounted with building block b pushes to nursing frame 10, and motor 901 rotates backward subsequently, drive roof support 906 to return origin-location by reductor 902 and screw mandrel 904, so repeatedly carry out.
The structure of building block pusher 13 and effect are identical with building block pusher 9
As shown in Figure 11, Figure 12, nursing frame 10 comprises rolling stock 1001, rolling bearing 1001a, bolt 1001b, 1002 columns, carrying channel-section steel 1003, the long 24m-26m of every nursing frame, frame is wide than the wide 15mm of thermal-insulating building block forming supporting plate, the every 350mm of short transverse establishes one deck carrying channel-section steel 1003, and channel-section steel length direction is provided with rolling stock 1001 at interval of 200mm, and rolling stock 1001 is fixed on carrying channel-section steel 1003 by bolt 1001b by rolling bearing 1001a, to the supporting plate a that is placed with insulation blocks b is bearing on nursing frame, and can easily moves.
Figure 13 is the assembled state schematic diagram of building block pusher 9, anterior ferry-boat dolly 7 and nursing frame 10
The figure shows the process that the supporting plate a that is loaded with building block b on anterior ferry-boat dolly 7 enters nursing frame 10, anterior ferry-boat dolly 7 runs to along track 8 in face of first nursing frame at nursing frame 10 places by setting order after lift slab push pedal all-in-one 6 receives building block, after completely with nursing frame alignment, building block pusher 9 will be loaded with the multilayer supporting plate a of building block b on dolly 7, push in the lump nursing frame 10, until after the building block on dolly pushes away completely, roof support on building block pusher returns to original position, so repeatedly carries out.
As Figure 14, shown in Figure 15, rear portion ferry-boat dolly 11 comprises dolly movable stand 1101, carrying channel-section steel 1102, directive wheel groove steel rail 1103, movable stand directive wheel 1104, rolling bearing 1104a, bolt 1104b, rolling stock 1105, rolling bearing 1105a, bolt 1105b, dolly outrigger 1106, groove steel rail 1107, movable stand directive wheel 1108, rolling bearing 1108a, bolt 1108b, fixation steel plate 1108c, oil cylinder 1109, Hydraulic Station 1110, vehicle motor reductor 1111, dolly chain drive-belt 1112, rear portion ferry-boat dolly 11 is advanced by PLC program Automatic Control, retreat, stop, the all functions of startup etc., also can be by its all functions of front control platform manual control, when startup, vehicle motor reductor 1111 drives dolly wheel to move along track 12, in the time that ferry-boat dolly 11 in rear portion is come the nursing frame wait propelling in front building block of setting by setting order, movable stand 1101 is through the promotion of oil cylinder 1107, make dolly movable stand and nursing frame close, after building block is pushed into dolly, oil cylinder is retracted, by the movable stand distance of mobile 200mm outward, make to be loaded with on dolly on the supporting plate a of building block b and nursing frame, be loaded with building block supporting plate at intervals, avoid supporting plate to bump each other, between dolly outrigger 1106 and dolly movable stand 1101, be provided with movable stand directive wheel 1104 and 1108, movable stand directive wheel 1104 is fixed on support by bolt 1104b by rolling bearing 1104a, flexibly mobile to guarantee, during with movement, support does not depart from up and down, movable stand directive wheel 1108 is fixed on steel plate 1108c by bolt 1108b by rolling bearing 1108a, flexibly mobile to guarantee, during with movement, support does not swing, on dolly movable stand 1101, establish one deck channel-section steel 1102 every 250mm, on every layer of channel-section steel 1102, interval 200mm is provided with rolling stock 1105, rolling stock 1105 is fixed on carrying channel-section steel 1102 by bolt 1105b by rolling bearing 1105a, the supporting plate a of being convenient to be loaded with insulation blocks b easily moves in the above.
Figure 16 is building block pusher 9, anterior ferry-boat dolly 7, nursing frame 10 and the assembled state schematic diagram of rear portion ferry-boat dolly 11, and this figure has indicated and has been loaded with the supporting plate a of building block b enters ferry-boat dolly 11 process from nursing frame 10.
Anterior ferry-boat dolly 7 is under the promotion of building block pusher 9, in order the supporting plate a that is loaded with building block b is constantly transported to each nursing frame 10, when all nursing frames 10 are all filled after building block, the front portion ferry-boat dolly 7 that carries full building block is come again in face of first nursing frame of nursing frame 10, the dolly 11 of the rear portion of nursing frame 10 other ends ferry-boat simultaneously is also come the other end of first nursing frame under PLC programme-control, stand opposite each other at a distance with front portion ferry-boat dolly 7, multilayer on anterior ferry-boat dolly 7 is loaded with the supporting plate a of building block b, under the promotion of building block pusher 9, enter first nursing frame 10 of setting, correspondingly the multi-layer building block of this nursing frame other end is pushed on rear portion ferry-boat dolly 11.
Figure 17 is building block pusher 13, rear portion ferry-boat dolly 11 and the assembled state schematic diagram that falls plate machine 14
This figure has indicated supporting plate a and has carried building block b and enter the process of falling plate machine 14 from rear portion ferry-boat dolly 11, rear portion ferry-boat dolly 11 receives after building block from nursing frame 10, under PLC programme-control, run to building block pusher 13 and fall in the middle of plate machine 14 along track 12, after their complete matchings, building block pusher 13 is pushed to the multilayer supporting plate that is loaded with building block on dolly in the lump and is fallen plate machine 14, PLC program detects that building block is pulled to behind position, and the roof support on instruction building block pusher 13 is return original position.Dolly goes to load and transport building block again before the nursing frame of setting.
As Figure 18, shown in Figure 19, fall plate machine 14 and comprise chain drive-belt 1401, chain 1402, frame 1403, rolling stock 1404, rolling bearing 1404a, bolt 1404b, reducing motor 1405, rotate backward machine 1406, power transmission shaft 1407, strip steel plate 1408, chain attached plate 1409, falling plate machine frame 1403 fixes on the ground, on chain, be provided with one deck strip steel plate 1408 every 350mm, strip steel plate 1408 is fixed in chain attached plate 1409, on every layer of strip steel plate 1408, interval 200mm is provided with rolling stock 1404, rolling stock 1404 is fixed on carrying strip steel plate 1408 by bolt 1404b by rolling bearing 1404a, the supporting plate a of being convenient to be loaded with insulation blocks b easily moves in the above.
Under PLC programme-control, reducing motor 1405 starts, drive power transmission shaft 1407 to turn round by chain drive-belt 1401, gear driven chain 1402 on power transmission shaft 1407 rotates, multilayer is loaded with the supporting plate a of building-block b successively to decline plate, one plate connect a plate by block conveyor 15 be transported to foaming slip casting machine below, carry out slip casting, make building-block become composite heat insulation block.
As Figure 20, shown in Figure 21, multifunctional assembled foam slip is filled out core machine 16 and is comprised: conveying worm 1601, conveying worm 1602, powder additives spiral metering conveyor 1603, counting scale 1604, powder additives hopper 1605, liquid additive storage vat 1606, blowing agent storage vat 1607, water tank 1608, Pneumatic timer metering valve 1609, LOAD CELLS 1610, channel-section steel 1611, bucket 1612, operated pneumatic valve 1613, decelerator 1614, chain 1615, foam maker 1616, motor 1617, belt 1618, delivery pump 1619, slip operated pneumatic valve 1620, slip bucket 1621, Pneumatic slurry is filled out core valve 1622, cylinder 1623, slurry position detecting head 1624, tremie pipe 1625, slip mixer 1626, under PLC programme-control, foam slip is filled out core machine and both can have been adopted the mode of physical blowing to produce foam slip, also can adopt the mode of chemical blowing to produce foam slip, also can adopt as required multiple combination mode to produce foam slip.Prepare foam slip if adopt the mode of physical blowing, its implementation process is as follows: powder is transported to bucket 1612 from conveying worm 1601 and 1602 respectively, weighed by LOAD CELLS 1610, when reaching the weight of setting, auger conveyor stops charging, operated pneumatic valve 1613 is opened, powder enters slip mixer 1626, the water of water tank 1608 enters slip mixer by Pneumatic timer metering valve 1609 and becomes slip with powder stirring, blowing agent is pumped into foam maker 1616 by self priming pump 1619 subsequently, pressure-air is pressed into foam maker 1616 by air compressor simultaneously, both mix and form a large amount of foams, foam is pressed into slip mixer 1626 by pressure-air subsequently, stir mixed together with slip, obtain foam slip, slip operated pneumatic valve 1620 is opened subsequently, foam slip enters slip bucket 1621, in the time that building-block is transported to grouting mouth below, cylinder 1623 promotes slurry position detecting head 1624 and moves down, arrive at the desired location in building block cavity, Pneumatic slurry is filled out core valve 1622 and is opened, foaming slip injects from tremie pipe 1625 in the cavity of building block, in the time that slurry level touches slurry position detecting head 1624, Pneumatic slurry is filled out core valve 1622 and is closed, stop slip casting, on the detecting head 1624 of slurry position, move, the composite heat insulation block obtaining is transported by block conveyor 15.
Prepare foam slip if adopt the mode of chemical blowing, its implementation process is as follows: first foam device quits work under PLC programme-control, cement and flyash are transported to bucket 1612 by conveying worm 1601 and conveying worm 1602 respectively, powder additives enters bucket 1612 after 1603 meterings of powder additives spiral metering conveyor simultaneously, weighed by LOAD CELLS 1610, when reaching the weight of setting, conveying worm stops charging, operated pneumatic valve 1613 is opened, powder enters slip mixer 1626, the water of water tank 1608 enters slip mixer 1626 by Pneumatic timer metering valve 1609, liquid additive also enters slip mixer 1626 by Pneumatic timer metering valve 1609 from storage vat 1606 subsequently, become slip with powder stirring, slip operated pneumatic valve 1620 is opened subsequently, slip enters slip bucket 1621, in the time that building-block is transported to grouting port below, cylinder 1623 promotes slurry position detecting head 1624 and moves down, arrive at the desired location in building block cavity, Pneumatic slurry is filled out core valve 1622 and is opened, slip injects from tremie pipe 1625 in the cavity of building block, in the time that slurry level touches slurry position detecting head, Pneumatic slurry is filled out core valve 1622 and is closed, on the detecting head 1624 of slurry position, move, the composite heat insulation block obtaining is transported by block conveyor 15.In addition, also can be as required, under PLC programme-control, to various powders and additive, and the mode such as physical blowing, chemical blowing is carried out to multiple choices and combination, by the relevant apparatus of this equipment, prepare the various foam slips for the production of composite heat insulation block.Then building-block is carried out to slip casting.
Figure 22 is the assembled state schematic diagram of folded brick machine 17 and block conveyor 15
After completing, building-block slip casting is composite heat insulation block, supporting plate carries composite heat insulation block and in block conveyor 15, moves to folded brick machine 17 places forward, folded brick machine 17 connects a plate by insulation blocks one plate and builds up 2-6 layer, then be transported to maintenance place by fork truck, according to the difference of foam slip material, carry out the natural curing of 1-8 hour, the slip that makes to foam solidifies in the cavity of building block.
Application example
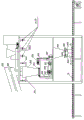
As shown in figure 23, production process of the present invention is: the Ministry of worker that gets the raw materials ready comprises proportioning machine 1, mixer 2, the moulding Ministry of worker comprises concrete belt conveyer 3, block machine 4, and the first maintenance Ministry of worker comprises block conveyor 5, lift slab push pedal all-in-one 6, building block pusher 9, ferry-boat trolley track 8, anterior ferry-boat dolly 7, nursing frame 10, ferry-boat trolley track 12, rear portion ferry-boat dolly 11, building block pusher 13 and falls plate machine 14.After building-block is shaped, the supporting plate a that is loaded with building block b is connect a plate by block conveyor 5 one plates and sends into lift slab push pedal all-in-one 6, under the control of PLC program, is loaded with the supporting plate of building block from bottom to top, successively lift slab.Rise after the full number of plies of specifying, pushed in the lump the front portion ferry-boat dolly 7 that faces lift slab push pedal all-in-one 6 by propulsion plant, then propulsion plant is return.Anterior ferry-boat dolly 7 carries supporting plate and the building block of specifying the number of plies, under the control of PLC program, by setting order, move to first building block pusher 9 and (corresponding a nursing frame of building block pusher in the middle of nursing frame 10 along ferry-boat trolley track 8, middle across a ferry-boat trolley track), building block pusher 9, anterior ferry-boat dolly 7 just align with nursing frame 10 threes, by building block pusher 9, the multilayer supporting plate that is loaded with building block are pushed in nursing frame 10 in the lump.Operation according to this, all nursing frames 10 are all filled after building block, the front portion ferry-boat dolly 7 that carries multilayer supporting plate and building block walks to again in the middle of first building block pusher 9 and nursing frame 10 in operation sequence, be positioned at the rear portion ferry-boat dolly 11 of nursing frame 10 other ends under the programmed instruction control of PLC, walk in face of first nursing frame along ferry-boat trolley track 12, stand opposite each other at a distance across nursing frame 10 with the front portion ferry-boat dolly 7 that is loaded with multi-layer building block of right opposite, the multilayer supporting plate that is loaded with building block on the building block pusher 9 on opposite is ferried front portion in dolly 7 pushes after first nursing frame in the lump, correspondingly at this nursing frame other end, the multilayer supporting plate that is loaded with building block of equal number has also been pulled on rear portion ferry-boat dolly 11.Ferry-boat dolly 11 in rear portion is being fully loaded with multilayer supporting plate and building block and walks to building block pusher 13 and fall between plate machine 14 (building block pusher 13 and fall plate machine 14 right opposites along ferry-boat trolley track 12 subsequently, middle across ferry-boat trolley track 12), after three's alignment, building block pusher 13 pushes ferry multilayer supporting plate on dolly 11 and building block of rear portion in the lump and falls on plate machine, and Using such method constantly goes on.After building block is shaped, from block conveyor, runs to always and fall plate machine, be 4-8 hour the duration of runs, completed the first maintenance of building block under non-evaporating foster state during this, makes building block possess certain concrete solidification intensity.
The foam slip Tian Xin Ministry of worker comprises falls plate machine 14, block conveyor 15, foam slip is filled out core machine 16, the supporting plate that is loaded with building block drops to successively downwards on block conveyor 15 or desired location from falling plate machine 14, by block conveyor 15 1 plates then a plate be transported to foam slip and fill out the grouting port position of core machine 16, slurry level detector probe declines, needle point arrives at the port of building block cavity, or desired location in cavity, foam slip is injected in building block cavity, when liquid level touches probe, slip casting valve closing, block conveyor is transported slip casting building block, then another plate building block starts again slip casting, so go on.
The secondary maintenance Ministry of worker comprises block conveyor 15, folded brick machine 17, fork truck 18.After completing, building-block slip casting is composite heat insulation block, supporting plate carries composite heat insulation block and in block conveyor 15, moves to folded brick machine 17 places forward, folded brick machine 17 connects a plate by insulation blocks one plate and builds up 2-6 layer, then be transported to maintenance place 19 by fork truck 18, according to the difference of foam slip material, carry out the natural curing of 1-8 hour, the slip that makes to foam solidifies in the cavity of building block.
The natural curing Ministry of worker after code heap is: foam slip is transported to stockyard 21 by fork truck 20 after solidifying in the cavity of building block, by heaps insulation blocks code, further carries out natural curing.