CN102117864A - 一种光伏组件的加工方法 - Google Patents
一种光伏组件的加工方法 Download PDFInfo
- Publication number
- CN102117864A CN102117864A CN2009102621960A CN200910262196A CN102117864A CN 102117864 A CN102117864 A CN 102117864A CN 2009102621960 A CN2009102621960 A CN 2009102621960A CN 200910262196 A CN200910262196 A CN 200910262196A CN 102117864 A CN102117864 A CN 102117864A
- Authority
- CN
- China
- Prior art keywords
- photovoltaic module
- processing method
- film
- photovoltaic
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Photovoltaic Devices (AREA)
Abstract
本发明公开了一种光伏组件的加工方法,采用热空气对流的方式进行保持真空加热,在加热过程中,光伏组件保持真空,随着胶片受热融化,在大气压的作用下就可以将光伏组件的各部位粘接在一起,完成光伏组件的加工。本发明所提供的光伏组件的加工方法,采用热空气对流的方式对敷设好的光伏组件进行加热,可以使光伏组件的各部位的受热较为均匀,避免了由于受热不均而造成光伏组件四周翘起,进而出现焊带弯曲以及移位的现象,从而改善了加工完成的光伏组件的外观。
Description
技术领域
本发明涉及太阳能发电领域,特别涉及一种光伏组件的加工方法。
背景技术
太阳能光伏发电是利用半导体界面的光生伏特效应而将光能直接转变为电能的一种技术。太阳能电池经过串联后进行封装保护可形成大面积的太阳光伏发电组件,再配合上功率控制器等部件就形成了光伏发电装置。双玻组件是光伏组件中广泛应用的一种。
请参考图1,图1为现有技术中一种典型的双玻组件的结构示意图。
双玻组件包括位于其前面的能够透光的玻璃11、前胶片12、后胶片15、位于其背面的具有耐候性的玻璃14和通过焊带131焊接串联的光伏电池13;能够透光的玻璃11设置于组件的正面,不仅可以使光线透过玻璃照射到光伏电池13上,产生电能,而且由于玻璃11具有一定的刚度,因此能够对整个组件进行支撑,提高组件的刚性;在光伏电池13的前侧设置有前胶片12,其后侧设置有后胶片15,用于对比较容易损坏的电池进行保护;并在加工过程中,利用高温使胶片融化,将玻璃11、光伏电池13和玻璃14粘在一起。
现有技术中,一般使用层压设备对光伏组件进行加热,将组装好的光伏组件置于层压机的加热板上,在真空条件下,利用加热板对光伏组件进行加热,使胶片融化,同时,由于组件的表面承受一个大气压,组件就在大气压的所用下进行层压和排气。
然而,在加工过程中,由于玻璃14具有一定的厚度,且玻璃14具有较小的导热系数,在加热过程中,容易使玻璃14各部位的受热不均匀,造成了玻璃14与加热板相接触的一侧受热膨胀,最终导致玻璃14的四周翘起,而置于玻璃14上方的胶片也在玻璃14的带动下四周翘起,使得中间的胶片和四周的胶片受热不均,引起胶片的收缩不均,造成了连接光伏电池的焊带的弯曲或移位,影响了光伏组件的外观,而光伏组件主要是安装于建筑物的表面形成幕墙,其外观的情况直接决定了幕墙的外观的状况。
因此,如何改善光伏组件加工过程中的受热不均,进而改善光伏组件的外形是本领域技术人员目前需要解决的技术问题。
发明内容
本发明的目的是提供一种光伏组件的加工方法,该加工方法能够改善光伏组件加工过程中的受热不均,进而改善光伏组件的外形。
为解决上述技术问题,本发明提供一种光伏组件的加工方法,包括以下步骤:
1)提供利用焊带焊接串联的光伏电池、胶片、后背板和透光前面板;
2)按照顺序依次敷设所述后背板、所述胶片、所述光伏电池、所述胶片和所述透光前面板,并将敷设好的所述光伏组件放于抽真空装置,抽真空;
3)将所述光伏组件放于加热装置,并采用热空气对流的方式进行保持真空加热。
优选地,在所述步骤2)中,敷设所述光伏电池后,在所述光伏组件的周围敷设所述胶片,且所述胶片的厚度大于所述光伏组件的厚度。
优选地,所述步骤2)和所述步骤3)之间还包括以下步骤:
21)对所述光伏组件进行电致发光测试,拍摄电致发光测试时光伏组件的照片,判断所述照片各处的颜色是否均匀一致,若是,转向步骤3),若否,转向步骤22);
22)更换所述光伏组件中的不合格部件,并转向步骤2)。
优选地,所述步骤3)之后还包括以下步骤:
4)将加热后的所述光伏组件放于高压釜保持高温进行高压处理。
优选地,在所述步骤2)中,所述抽真空装置为真空袋。
优选地,在所述步骤2)中,所述抽真空装置为真空密封环。
优选地,在所述步骤3)中,所述加热装置为烘箱。
优选地,所述烘箱为调温烘箱。
优选地,在所述步骤1)中,所述透光前面板为透光玻璃;所述后背板为玻璃或纤维增强复合塑料板。
本发明所提供的光伏组件的加工方法,首先提供后背板、胶片、利用焊带焊接串联的光伏电池以及透光前面板,并按照现有的工艺依次敷设后背板、胶片、光伏电池、胶片和透光前面板,然后将敷设好的光伏组件放置于抽真空装置,进行抽真空,再将光伏组件放于加热装置,采用热空气对流的方式进行保持真空加热,在此过程中,由于光伏组件在保持真空条件下加热,始终有一个大气压的压力作用在光伏组件上,随着胶片受热融化,就可以将光伏组件的各部位粘接在一起,完成光伏组件的加工。本发明所提供的光伏组件的加工方法,采用热空气对流的方式对敷设好的光伏组件进行加热,可以使光伏组件的各部位的受热较为均匀,避免了由于受热不均而造成光伏组件四周翘起,进而出现焊带弯曲以及移位的现象,从而改善了加工完成的光伏组件的外观。
在一种优选具体实施方式,本发明所提供的光伏组件的加工方法还在光伏电池以及焊带的周围敷设胶片,且胶片的厚度大于光伏电池的厚度,这样,不仅光伏电池的四周都有胶片的保护,而且胶片可以代替光伏电池支撑敷设于光伏电池上方的胶片和透光前面板,从而使光伏电池处于镂空的状态,有效地避免由于胶片周围部件的压力或碰撞而造成的光伏电池碎片现象的发生,降低了加工过程中的碎片率,提高了光伏组件加工的合格率。
在另一种具体实施方式中,本发明所提供的光伏组件的加工方法还对光伏组件进行电致发光测试,拍摄电致发光测试时光伏组件的照片,判断所述照片各处的颜色是否一致无斑点,如果是,再进行高温加热,否则,则更换损坏的部件,然后重新进行敷设、抽真空和加热。这样,可以在各部件粘接到一起之前及时地对损坏的部件进行更换,不仅提高了光伏组件加工的合格率,而且避免了合格部件的浪费,降低了光伏组件的生产成本。
附图说明
图1为现有技术中一种典型的光伏组件的结构示意图;
图2为本发明一种具体实施方式所提供的光伏组件的加工方法的流程示意图;
图3为本发明第二种具体实施方式所提供的光伏组件的加工方法的流程示意图;
图4为本发明第三种具体实施方式所提供的光伏组件的加工方法的流程示意图;
图5为本发明第四种具体实施方式所提供的光伏组件的加工方法的流程示意图。
具体实施方式
本发明的核心是提供一种光伏组件的加工方法,该加工方法能够改善光伏组件加工过程中的受热不均,进而改善光伏组件的外形。
为了使本技术领域的技术人员更好地理解本发明的方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
请参考图2,图2为本发明一种具体实施方式所提供的光伏组件的加工方法的流程示意图。
在一种具体实施方式中,本发明所提供的光伏组件的加工方法,包括以下步骤:
步骤S1:提供利用焊带焊接串联的光伏电池、胶片、后背板和透光前面板。
光伏组件基本包括光伏电池、胶片、后背板和透光前面板,光伏电池通过焊带焊接串联,以便将各光伏电池产生的电能传输至蓄电池或电网,胶片一方面用于在加工之前保护所述光伏电池,另一方面用于在高温融化时,将光伏电池的各部件粘接在一起;透光前面板可以保证光线照射于光伏电池,实现光能转化为电能;后背板和透光前面板对整个光伏组件有支撑和保护的作用。
具体地,透光前面板可以为透光玻璃;后背板可以为玻璃或纤维增强复合塑料板。其中,纤维增强复合塑料板不仅具有足够的刚度,而且具有较轻的质量,从而降低了光伏组件的质量,方便了光伏组件的运输和在建筑物外表面的安装,扩大了光伏组件的使用范围。步骤S2:按照顺序依次敷设后背板、胶片、光伏电池、胶片和透光前面板,并将敷设好的光伏组件放于抽真空装置,抽真空。
在加工过程中,按照现有的工艺依次完成上述敷设过程,既可以由下向上依次敷设后背板、胶片、光伏电池、胶片和透光前面板,也可以由下向上依次敷设透光前面板、胶片、光伏电池、胶片和后背板,只要能够使光伏组件各部件之间的相对位置确定即可。
将敷设好的光伏组件整体放置于抽真空装置,通过抽真空装置的真空吸嘴对其进行抽真空,以消除光伏组件的各部件之间的空气,避免加工成型的光伏组件的内部具有气泡,影响光伏组件的质量,以及光电转换效率和输出功率。
步骤S3:将光伏组件放于加热装置,并采用热空气对流的方式进行保持真空加热。
抽真空完毕后,将光伏组件保持真空状态放置于加热装置进行加热,为避免光伏组件各部位的受热不均,采用热空气对流的方式进行加热,使光伏组件的各部位都能够均匀受热,从而使胶片融化,将光伏组件的各部位粘接在一起。由于光伏组件在加热时始终处于真空状态,也就是其外侧始终有一个大气压的压力,当胶片融化后,光伏组件的各部位在压力的作用下粘接,并将气泡挤出,保证了光伏组件的质量以及其外观的美观程度。
可以看出,本发明所提供的光伏组件的加工方法,采用热空气对流的方式对敷设好的光伏组件进行加热,可以使光伏组件的各部位的受热较为均匀,避免了由于受热不均而造成光伏组件四周翘起,进而出现焊带弯曲以及移位的现象,从而改善了加工完成的光伏组件的外观。
请参考图3,图3为本发明第二种具体实施方式所提供的光伏组件的加工方法的流程示意图。
在第二种具体实施方式中,将步骤S2替换为步骤S2′,具体为:按照顺序依次敷设后背板、胶片和光伏电池,并在光伏组件的周围敷设厚度大于光伏组件的厚度的所述胶片,在光伏电池的另一侧依次敷设胶片和透光前面板,并将敷设好的光伏组件放于抽真空装置,抽真空。
这样,不仅光伏电池的四周都有胶片的保护,而且胶片可以代替光伏电池支撑敷设于光伏电池上方的胶片和透光前面板,从而使光伏电池处于镂空的状态,有效地避免由于胶片周围部件的压力或碰撞而造成的光伏电池碎片现象的发生,降低了加工过程中的碎片率,提高了光伏组件加工的合格率。
请参考图4,图4为本发明第三种具体实施方式所提供的光伏组件的加工方法的流程示意图。
在第三种具体实施方式中,本发明所提供的光伏组件的加工方法还可以在步骤S2和步骤S3之间增加以下步骤:
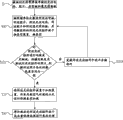
步骤S21:对光伏组件进行电致发光测试,拍摄电致发光测试时光伏组件的照片,判断照片各处的颜色是否均匀一致无斑点,若是,转向步骤S3,若否,转向步骤S22;
步骤S22:更换所述光伏组件中的不合格部件,并转向步骤S2。
对光伏组件进行电致发光测试是指,将抽真空后的光伏组件通电,使其发光。但是,由于此时光伏组件发出的光为不可见光,因此,使用红外线照相机进行照射,得到光伏组件通电后的发光照片,然后判断照片中光伏组件各部位的颜色是否均匀一致,没有斑点,如果是,则转向步骤S3,否则,转向步骤S22,即:更换光伏组件中的不合格部件。通常情况下,由于光伏电池比较易碎,因此,一般更换光伏电池即可。
这样,就可以在各部件粘接到一起之前及时地对损坏的部件进行更换,不仅提高了光伏组件加工的合格率,而且避免了光伏组件中合格部件的浪费,降低了光伏组件的生产成本。
请参考图5,图5为本发明第四种具体实施方式所提供的光伏组件的加工方法的流程示意图。
在第四种具体实施方式中,本发明所提供的光伏组件的加工方法还可以在步骤S3之之后增加以下步骤:
步骤S4:将加热后的光伏组件放于高压釜保持高温进行高压处理。
在高压釜中,一般除需承受由于光伏组件处于真空状态下的1个大气压的压力外,还要承受大约12Kg的压力,从而使光伏组件的各部件之间更好地粘接,同时高压作用还可以将光伏组件内部的气泡挤出,进一步提高了加工的光伏组件的质量和美观度。
在一种具体实施方式中,还可以将步骤S2、步骤S3以及步骤S4,同时在高压釜中完成,以提高加工效率。
当然,以上本发明所提供的第二种至第四种具体实施方式中所增加的步骤,在加工过程中,可以同时使用,也可以只用其中的任何一步,或者全部不用,本发明对此不作限制,任何一种实施方式都落入本发明的保护范围。
具体地,在步骤S2中,抽真空装置可以为真空袋。将敷设好的光伏组件放置于真空袋中,在真空袋上安装真空吸嘴,并做好密封,然后开始抽真空。这样,可抽真空的面积可以随意设置,不会受层压机的压盘的限制;同时,由于本发明所提供的光伏组件的加工方法的加热方式为热空气对流,避免了原有的加热方式对于光伏组件的形状的限制,这两方面同时作用,从而共同实现了对于非平面的光伏组件的加工,比如:双曲面组件,扩大了光伏组件的使用范围。当然,本发明所提供的光伏组件的加工方法的抽真空装置并不限于以上所述的真空袋,其他可以实现抽真空功能的装置(比如:真空密封环)都是可以的。
在一种具体实施方式中,步骤S3的加热装置可以为烘箱。将光伏组件放置于烘箱中,利用烘箱内的热空气对流对光伏组件的各部位同时进行加热,不仅加热均匀,而且通用性好,不受光伏组件的尺寸和形状等的限制,在一定程度上降低了光伏组件的制造成本。
当然,为了适应不同材料对于加热温度的不同要求,所述烘箱还可以具体为调温烘箱。
以上对本发明所提供的光伏组件的加工方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
Claims (9)
1.一种光伏组件的加工方法,包括以下步骤:
1)提供利用焊带焊接串联的光伏电池、胶片、后背板和透光前面板;
2)按照顺序依次敷设所述后背板、所述胶片、所述光伏电池、所述胶片和所述透光前面板,并将敷设好的所述光伏组件放于抽真空装置,抽真空;
3)将所述光伏组件放于加热装置,并采用热空气对流的方式进行保持真空加热。
2.根据权利要求1所述的光伏组件的加工方法,其特征在于,在所述步骤2)中,敷设所述光伏电池后,在所述光伏组件的周围敷设所述胶片,且所述胶片的厚度大于所述光伏组件的厚度。
3.根据权利要求1所述的光伏组件的加工方法,其特征在于,所述步骤2)和所述步骤3)之间还包括以下步骤:
21)对所述光伏组件进行电致发光测试,拍摄电致发光测试时光伏组件的照片,判断所述照片各处的颜色是否均匀一致,若是,转向步骤3),若否,转向步骤22);
22)更换所述光伏组件中的不合格部件,并转向步骤2)。
4.根据权利要求1所述的光伏组件的加工方法,其特征在于,所述步骤3)之后还包括以下步骤:
4)将加热后的所述光伏组件放于高压釜保持高温进行高压处理。
5.根据权利要求1至4任一项所述的光伏组件的加工方法,其特征在于,在所述步骤2)中,所述抽真空装置为真空袋。
6.根据权利要求1至4任一项所述的光伏组件的加工方法,其特征在于,在所述步骤2)中,所述抽真空装置为真空密封环。
7.根据权利要求1至4任一项所述的光伏组件的加工方法,其特征在于,在所述步骤3)中,所述加热装置为烘箱。
8.根据权利要求7所述的光伏组件的加工方法,其特征在于,所述烘箱为调温烘箱。
9.根据权利要求1至4任一项所述的光伏组件的加工方法,其特征在于,在所述步骤1)中,所述透光前面板为透光玻璃;所述后背板为玻璃或纤维增强复合塑料板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009102621960A CN102117864A (zh) | 2009-12-31 | 2009-12-31 | 一种光伏组件的加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009102621960A CN102117864A (zh) | 2009-12-31 | 2009-12-31 | 一种光伏组件的加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102117864A true CN102117864A (zh) | 2011-07-06 |
Family
ID=44216532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009102621960A Pending CN102117864A (zh) | 2009-12-31 | 2009-12-31 | 一种光伏组件的加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102117864A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102544167A (zh) * | 2012-02-24 | 2012-07-04 | 上饶光电高科技有限公司 | 一种mwt太阳电池组件及其制作方法 |
| CN102779876A (zh) * | 2012-08-01 | 2012-11-14 | 保定嘉盛光电科技有限公司 | 一种全玻组件及其生产制造方法 |
| CN102983213A (zh) * | 2012-11-16 | 2013-03-20 | 中电电气(南京)光伏有限公司 | 一种曲面双玻光伏组件的层压制备工艺 |
| CN102991090A (zh) * | 2012-11-16 | 2013-03-27 | 中电电气(南京)光伏有限公司 | 一种使用高压釜层压制作曲面光伏组件的方法 |
| CN112226169A (zh) * | 2020-09-25 | 2021-01-15 | 苏州赛伍应用技术股份有限公司 | 一种焊带载体膜、其制备方法及焊带复合体、电池片复合体 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101069072A (zh) * | 2004-11-30 | 2007-11-07 | 国立大学法人奈良先端科学技术大学院大学 | 太阳能电池的评价方法和评价装置及其利用 |
| CN101162742A (zh) * | 2007-11-27 | 2008-04-16 | 上海耀华皮尔金顿玻璃股份有限公司 | 太阳能光伏夹层幕墙玻璃制作工艺 |
-
2009
- 2009-12-31 CN CN2009102621960A patent/CN102117864A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101069072A (zh) * | 2004-11-30 | 2007-11-07 | 国立大学法人奈良先端科学技术大学院大学 | 太阳能电池的评价方法和评价装置及其利用 |
| CN101162742A (zh) * | 2007-11-27 | 2008-04-16 | 上海耀华皮尔金顿玻璃股份有限公司 | 太阳能光伏夹层幕墙玻璃制作工艺 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102544167A (zh) * | 2012-02-24 | 2012-07-04 | 上饶光电高科技有限公司 | 一种mwt太阳电池组件及其制作方法 |
| CN102779876A (zh) * | 2012-08-01 | 2012-11-14 | 保定嘉盛光电科技有限公司 | 一种全玻组件及其生产制造方法 |
| CN102983213A (zh) * | 2012-11-16 | 2013-03-20 | 中电电气(南京)光伏有限公司 | 一种曲面双玻光伏组件的层压制备工艺 |
| CN102991090A (zh) * | 2012-11-16 | 2013-03-27 | 中电电气(南京)光伏有限公司 | 一种使用高压釜层压制作曲面光伏组件的方法 |
| CN112226169A (zh) * | 2020-09-25 | 2021-01-15 | 苏州赛伍应用技术股份有限公司 | 一种焊带载体膜、其制备方法及焊带复合体、电池片复合体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101700379B1 (ko) | Bipv용 컬러태양전지모듈 및 그 제작방법 | |
| US8418418B2 (en) | Architectural panels with organic photovoltaic interlayers and methods of forming the same | |
| JP6410801B2 (ja) | 結晶シリコン太陽電池のレーザー溶接連結方法 | |
| EP1923921B1 (en) | Laminating apparatus | |
| EP2441096B1 (en) | Method for producing a solar panel | |
| CN102117864A (zh) | 一种光伏组件的加工方法 | |
| WO2011158147A1 (en) | System and method for laminating pv device | |
| US11616154B2 (en) | Planarization of photovoltaics | |
| CN104900755A (zh) | 太阳能电池双玻组件预封装方法及流水线 | |
| JP2008282906A (ja) | 太陽電池モジュールの製造方法 | |
| AU2010305287B2 (en) | Vacuum element and method for producing the same | |
| KR20140075871A (ko) | 선루프용 태양전지 모듈 및 그 제조방법 | |
| JP2007123451A5 (zh) | ||
| CN106098822A (zh) | 一种双玻光伏组件及其制造设备和制造方法 | |
| CN104134717B (zh) | 太阳能电池组件的制造方法 | |
| JPH11238898A (ja) | 太陽電池モジュールの製造方法及びその製造装置及び太陽電池モジュール | |
| KR101031035B1 (ko) | 라미네이트 장치 | |
| CN110212047B (zh) | 一种用pvb封装生产bipv组件的方法 | |
| CN111403543B (zh) | 一种光伏夹层玻璃封装方法、及光伏夹层玻璃 | |
| CN217280798U (zh) | 一种光固化液体胶膜封装的光伏组件 | |
| US20210020586A1 (en) | Photovoltaic protection | |
| JP5470341B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP2003110127A (ja) | 採光用太陽電池モジュール | |
| CN112582500A (zh) | 一种双玻璃光伏组件生产工艺 | |
| KR101122121B1 (ko) | 라미네이트 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Assignee: Hainan Yingli New Energy Co., Ltd. Assignor: Yingli Energy (China) Co., Ltd. Contract record no.: 2010990000479 Denomination of invention: Method for processing photovoltaic module License type: Exclusive License Open date: 20110706 Record date: 20100630 |
|
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20110706 |