US3585834A - Variable opening die bolster for extrusion press - Google Patents
Variable opening die bolster for extrusion press Download PDFInfo
- Publication number
- US3585834A US3585834A US733886A US3585834DA US3585834A US 3585834 A US3585834 A US 3585834A US 733886 A US733886 A US 733886A US 3585834D A US3585834D A US 3585834DA US 3585834 A US3585834 A US 3585834A
- Authority
- US
- United States
- Prior art keywords
- die
- gates
- extrusion
- gate
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000001125 extrusion Methods 0.000 title claims abstract description 121
- 230000000694 effects Effects 0.000 claims abstract description 14
- 238000006073 displacement reaction Methods 0.000 claims description 10
- 230000037228 dieting effect Effects 0.000 claims description 5
- 230000000452 restraining effect Effects 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 abstract description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 abstract description 11
- 150000001875 compounds Chemical class 0.000 abstract description 9
- 238000004553 extrusion of metal Methods 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 210000001364 upper extremity Anatomy 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 210000003414 extremity Anatomy 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
- B21C23/212—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/08—Dies or mandrels with section variable during extruding, e.g. for making tapered work; Controlling variation
Definitions
- Dunham ABSTRACT In a press for effecting extrusion of metals such as aluminum, having an extrusion die carried by a tool container, there is provided a die-supporting bolster dimensioned to fit within the tool container in abutting relation to the outlet face of the die and including a pair of gates movable toward and away from each other transversely of the direction of extrusion to define an opening of variable size in register with the die aperture.
- the gates are supported in the bolster by suitable means for effecting such movement; as one example of gate-moving means, the gates may be threadedly mounted on a pair of rotatable rods which extend in the direction of gate movement on opposite sides of the gates and are journaled in a rigid frame portion of the bolster.
- each rod bears two oppositely directed threaded portions respectively engaging the two gates so that rotation of the rods effects oppositely directed movement of the gates, the rods being interconnected for simultaneous rotary movement upon application of rotary drive to one of them by suitable means such as, for example, an external drive shaft.
- the bolster is used to support a compound die which includes a major die having an aperture and a minor die received in a recess in the major die to define a smaller aperture, for producing a stepped extrusion having a first portion of cross section fon'ned by the minor die and a second portion of larger cross section formed by the major die.
- the bolster gates are initially closed sufficiently to hold the minor die in place and are moved apart by rotation of the rods after the first portion of the extrusion has been formed to release the minor die while retaining the major die in position to form the second portion of the extrusion.
- This invention relates to apparatus for effecting extrusion of metals and the like, and particularly to elements for supporting dies in extrusion presses.
- a major die having an aperture and a minor die received within a recess in the major die to define a smaller aperture in register with the major die aperture, arranged and adapted to efi'ect release of the minor die at a desired point in the extrusion of an article so that first and second portions of the article have cross sections respectively formed by the minor and major dies.
- a heated aluminum ingot in an ingot container is forced by a hydraulically or mechanically actuated ram through a die positioned at one end of the ingot container.
- the die, and one or more supporting elements disposed on its outlet side to hold the die in position against movement in the direction of extrusion when extruding pressure is applied to the ingot, are carried in a removable tool container interposed between the ingot container and a fixed platen and surrounded by suitable housing structure.
- the die and bolsters are placed in the tool container, which is then inserted into the press either axially through the platen opening (in a gate lock press) or laterally across the face of the platen (in a die slide press); thereafter, the outlet end of the ingot container is brought into sealing contact with the die and the extrusion operation begins.
- Continuous, integral extruded aluminum articles having a first portion of one cross section and a second portion of different and larger cross section are produced in present-day commercial practice for a variety of purposes.
- first portion of the article is extruded through a first die aperture conforming to the desired cross section of such first portion, and after the die aperture is changed (while the unextruded portion of the ingot remains in the ingot container), the second portion of the article is extruded, i.e. through a second die aperture conforming to the desired second-portion cross section.
- One known procedure for producing stepped extrusions in conventional direct extrusion presses employs two separate dies, respectively having apertures shaped to form the first and second portions of the article.
- the press is initially assembled with the smaller aperture die in the tool container; after the first portion of the article has been extruded the initial die is replaced with the larger aperture die.
- a gate-lock press such changing of dies requires removal of the tool container from its operative position in the press, while in a die-slide press, the ingot container is displaced away from the slide to enable the die to be changed.
- a compound die including a major die which has an aperture conforming to the desired cross section of the second portion of the extrusion and a minor die fitted into a recess in the major die to define a smaller aperture conforming to the desired cross section of the first portion of the extrusion.
- the die support during the first portion of the extrusion is provided by a bolster abutting the outlet face of the die and having an aperture (for passage of the extruded article) small enough to prevent displacement of the minor die under extruding pressure.
- this bolster is replaced with a second bolster having an aperture sufficiently large to permit release of the minor die from the recess.
- changing of the bolster involves removal of the tool container from the press (or displacement of the ingot container) and thus necessitates an operationally inconvenient and time-consuming interruption in the extruding procedure.
- a so-called secondary locking frame comprising a pair of gates, disposed in abutting relation to the outlet face of the die and movable toward and away from each other by suitable hydraulic means, the directions of gate movement being perpendicular to the direction of extrusion.
- the gates are initially closed sufficiently to hold the minor die in place, but are opened after the first portion of the article has been extruded to release the' minor die while retaining the major die in place.
- An object of the present invention is to provide a new and improved device for supporting a compound major and minor die, enabling production of a stepped extrusion in a conventional extrusion press without structural modification of the press and without requiring removal of the tool container or displacement of the ingot container at an intermediate stage in the extruding operation to change the size of the die aperture.
- a die-supporting bolster comprising, in combination, a rigid frame dimensioned to fit within a conventional extrusion press tool container in abutting relation to the outlet face of a die held in the container, and adapted to withstand extrusion pressure transmitted by the die in the direction of extrusion; at least one gate mounted in the frame and cooperating therewith to define an opening in register with an aperture of the die, this gate having one face extending transversely of the direction of extrusion and positioned to abut the outlet face of the die when the frame is disposed in abutting relation thereto, the gate being immovable relative to the frame in the direction of extrusion but being movable within the frame in a direction transverse to the extruding direction for varying the size of the opening; and means accessible from the exterior of the tool container for moving the gate and maintaining the gate fixedly in any position to which it is moved.
- the bolster structure includes a pair of gates, both abutting the outlet face of the die and movable toward and away from each other in the bolster frame transversely of the direction of extrusion to define the aforementioned opening of the bolster.
- the gatemoving means effects simultaneous movement of both gates toward or away from each other, and holds both gates fixedly in any position to which they are moved.
- One advantageously simple and effective gate-moving means constituting a further particular feature of the invention is a specific aspect thereof, includes a pair of externally threaded rods rotatably journaled in the bolster frame and extending, in parallel relation to the direction of gate movement and at opposite sides of the gates, through internally threaded bores formed in side portions of the gates.
- Each of the rods has two oppositely directed threaded portions respectively engaging correspondingly threaded bores of the two gates; thus, rotation of the rods effects the desired simultaneous movement of the gates toward or away from each other.
- the gates are held fixed in any position to which they have been moved by the threaded engagement of their bores with the rods.
- One of the rods is disposed and arranged to be accessible for engagement by suitable means (such as an external drive shaft) to impart gate-moving rotary motion to the rods when the described bolster is in operative position in an extrusion press tool container.
- suitable means such as an external drive shaft
- the two rods are interconnected to that both rods rotate together when the externally accessible rod is driven.
- the gates may be opened or closed (i.e. the size of the opening defined between them may be varied) while the bolster remains in position in the tool container with the tool container positioned in the press.
- the bolster In use with a compound die including major and minor die components as described above, the bolster is disposed in dieengaging position in the tool container and the tool container is placed in operative position in the press. Initially, the bolster gates are closed sufficiently to retain the minor die within the recess of the major die so that during the first portion of the extruding operation the cross section of the extruded article is formed by the aperture of the minor die.
- the extruding pressure on the tool container is temporarily relieved and the bolster rods are rotated by means of the external drive shaft to open the bolster gates far enough to release the minor die.
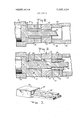
- FIG. I is a simplified side elevational sectional view of a conventional gate lock-type direct extrusion press as used for extrusion of aluminum articles, incorporating a bolster structure embodying the invention in a particular form;
- FIG. 2 is an exploded perspective view of a compound die including major and minor die components as used. for production of a stepped extrusion in the press of FIG. I;
- FIG. 3 is a fragmentary perspective view of a stepped extrusion produced by the die of FIG. 2;
- FIG. 4! is an enlarged view, taken along the line 4-4 of FIG. I, of the embodiment of the invention shown in FIG. I;
- FIG. 5 is a view, partly in section, taken along the line 5-5 of FIG. I;
- FIG. 6 is an enlarged fragmentary plan view of the press of FIG. I, showing a conventional form of housing for the tool container of that press;
- FIG. 7 is a fragmentary sectional view taken along the line 7-7 of FIG. 6;
- FIG. 8 is an enlarged elevational sectional view of the die, bolster and adjacent structures of the press of FIG. I, illustrating formation of a first portion of a stepped extrusion with the minor die in place;
- FIG 9 is a view similar to FIG. 6 illustrating formation of a second portion of a stepped extrusion after release of the minor die
- FIG. I0 is a schematic perspective view of a conventional die slide-type direct extrusion press, partially exploded and incorporating a bolster device embodying the invention.
- FIG. II is a schematic perspective view of the press of FIG. I0 showing the tool container in position during the later portion ofan extruding operation.
- FIG. I there is shown a generally conventional gate lock-type direct extrusion press as used for extruding aluminum articles, including an ingot container It), a tool container II supporting a die I2, and a fixed platen I4, disposed in successive relation along the path of extrusion.
- the ingot container has a central cylindrical passage I6 holding an ingot I7 of aluminum to be extruded and receives the forward end of a hydraulically or mechanically actuated ram 19 which forces the ingot I7 through the aperture of die 12, the head of the ram being conventionally spaced from the ingot by a dummy block 20.
- the tool container II includes at one end (adjacent to the ingot container I0) an open semicylindrical die-holding portion 22 which contains the die I2, together with a bolster device 24 embodying the present invention (herein after further described) and one or more conventional supplemental supporting bolsters 25 (herein termed subbolsters) disposed in successive abutting relation along the path of extrusion, each of these subbolsters having an opening aligned with the die aperture and sufficiently large to permit passage of the extruded article with clearance.
- a key 26 shown in FIG.
- the portion of the tool container disposed forwardly of the subbolsters 25 in the direction of extrusion is a thick-walled rigid cylindrical head 27 having a central passage for the extruded article, and against which the forward one of the subbolsters 25 bears.
- the platen I4 has an internal bore sufficiently large to permit insertion of the tool container therethrough, i.e. axially of the platen, for positioning of the tool container in its operative location in the press.
- a yoke-shaped gate lock 29 hydraulically operated and displaceable in a direction transverse to the direction of extrusion, is interposed between the tool container II and the inlet end of platen I4 so that the outlet end of the tool container head 27 and the inlet end of the platen abut against opposite sides of the gate lock.
- extruding pressure acting on the die I2 is transmitted successively through the bolster device 24, the subbolsters 25 and the tool container head 27 to the gate lock and thence to the fixed platen Id, all these elements being rigid structures having adequate strength to withstand such pressure and hence to support the die 12 against displacement in the direction of extrusion.
- the die 112 includes a major die 30 having an aperture 31 shaped to conform to the desired cross-sectional configuration of the second (i.e. larger cross section) portion of a stepped extrusion to be produced in the press.
- the aperture 31 Adjacent the outlet face 32 of major die 30, the aperture 31 is enlarged to form a recess 34 dimensioned and adapted to receive a minor die 35 which defines an aperture 36 shaped to conform to the desired cross section of the first portion of the stepped extrusion.
- Minor die 35 may conveniently be a composite die having three segments (designated 37, 38 and 39) which, when assembled, together define the aperture 36.
- the recess 34 has a shoulder M against which the segments of the minor die 35 bear when they are in position in the recess; when the minor die is thus positioned, its outlet face is coplanar with the back face of the major die 30.
- This compound die is adapted to form a stepped extrusion 43 of the shape shown in FIG. 3, having a first portion 45 conforming in cross section to the minor die aperture 36 and a second portion 46 conforming in cross section to the major die aperture 31.
- the device 24 there shown embodying the invention and adapted for use in the press of FIG. 1, includes a rigid bolster disc 50 having plane parallel opposed disc surfaces with a circular periphery shaped to conform to the internal cross-sectional configuration of the tool container portion 22.
- a central aperture 52 extends through the disc 50 between the opposed surfaces thereof, being positionedfor register with the die aperture when the device 24 is disposed in the tool container, and dimensioned to accommodate with clearance an extruded article of any cross section that may be fomied using the device; specifically, the aperture 52 is larger in all directions than the recess 34 of the major die 30, so as to permit passage of the segments comprising the minor die 35 through and beyond the disc 50.
- a slot 54 is formed in the lower edge of the disc 50 to engage the key 26 in the tool container for restraint of the disc against angular displacement relative to the tool container.
- Two vertically extending frame members 56 and 57 are mounted on one of the plane surfaces of disc 50 on opposite sides of the aperture 52 so as to define a vertical channel or slideway 58 extending essentially from the upper edge to the lower edge of the disc surface, across the opening of aperture 52 therein, this channel being wider than the recess 34 of the major die 30.
- the edge portions of members 56 and 57 adjacent to the channel 58 are shaped to form vertical grooves (respectively designated 59 and 60) coextensive with the channel and opening toward each other across the channel.
- the outer peripheral edges of the two frame members are of arcuate configuration, conforming to the periphery of the disc 50 so as to be receivable therewith in the tool container portion 22, and the exposed major surfaces of these members (i.e. the surfaces facing away from the disc 50) lie in a common plane which is perpendicular to the direction of extrusion when the device 24 is disposed in the tool container.
- the disc 50 and members 56 and 57 (which are conveniently secured to the disc by screws 62) together constitute a rigid bolster frame, being fabricated of a suitable steel or like metal resistant to deformation under extrusion pressure.
- the frame structure also includes a horizontal bar 63, extending across the upper extremity of the channel 58 above the members 56 and 57 and secured to the upper ends of these members by screws 65; as shown, the bar 63 is spaced above the members 56 and 57 by blocks 66 through which the screws 65 project, and bears a centrally disposed sprocket chain guide block 68.
- a pair of vertically movable gates, respectively designated 70 and 71 are positioned one above the other within the channel 58 between the frame members 56 and 57.
- Each of these gates has plane opposed major surfaces, of which one is essentially contiguous to the adjacent plane surface of the disc 50 and the other is coplanar with the exposed major surfaces of members 56 and 57, both gates extending across substantially the entire width of the channel 58.
- the gates are so arranged that the lower edge of the upper gate 70 and the upper edge of the lower gate 71 constitute the upper and lower edges, respectively, of an opening 73 which is in register with the aperture 52 of disc 50 and which can be varied in vertical extent by movement of the gates toward or away from each other within the channel.
- a pair of sleeves 74, 75 each having an axially vertical, internally threaded bore are respectively welded to opposite side edge portions of the upper gate and received in the grooves 59, 60 which extend along the sides of the channel 58.
- a similar pair of sleeves 76, 77, again with axially vertical, internally threaded bores, are respectively welded to opposite side edge portions of the lower gate 71 and received in grooves 59 and 60, the bores of sleeves 76 and 77 being respectively axially aligned with the bores of sleeves 74 and in these grooves.
- an axially vertical rod 78 having upper and lower externally threaded portions 79 and 80 respectively engaging the internal threads of the upper and lower sleeve bores.
- a second axially vertical rod 82 extends through the bores of sleeves 75 and 77 in groove 60 and has upper and lower externally threaded portions 83 and 84 respectively engaging the internal threads of these two sleeve bores. Both rods are joumaled adjacent their upper extremities in the horizontal bar 63, for rotation about their respective axes, and bear collars 86 which act as stops to prevent vertical movement of the rods relative to the horizontal bar.
- the upper threaded portions 79, 83 of the two rods bear threads which are opposite in rotational sense to the threads of the lower threaded rod portions 80, 84 and the bores of the sleeves 76, 77 secured to the lower gate 71; i.e. if the upper rod portions and sleeve pores have right-handed threads, the lower rod portions and sleeve bores have lefthanded threads. Consequently, simultaneous rotation of the two rods 78 and 83 effects simultaneous but oppositely directed vertical movement of the gates 70 and 71 in channel 58, moving them toward or away from each other and thereby narrowing or widening the opening 73 defined between them. When the rods are stationary, their threaded engagement with the gate sleeves holds the gates fixed in any position to which the gates have been moved.
- each of the two rods 78 and 82 bears a sprocket 88, the two sprockets being interconnected in conventional manner by a chain 89 (which passes around guide block 68) so that both rods rotate simultaneously in the same direction upon application of rotary drive to one of them.
- the upper extremity 90 of rod 82 is shaped to be engageable by a drive shaft for effecting rotation of this rod and simultaneous rotation of rod 78 through the described chainand-sprocket arrangement; for example, the rod extremity 90 may be hexagonal (as shown) or square in cross section, for engagement with a drive shaft having a correspondingly shaped hexagonal or square socket.
- the upper gate 70 may bear an upwardly projecting indicator pin 91 positioned in register with a vertical hole 910 extending through the bar 63 and guide block 68. When the gates are open, the pin 91 projects through hole 91a to provide an externally visible indication of the open condition of the gates.
- the tool container 11 is withdrawn from the press and the die 12, device 24 and additional subbolster or subbolsters 25 are placed in the tool container portion 22 with the gates 70 and 71 of the device disposed in abutting relation to the outlet face of the die.
- the die carries the minor die 35 positioned in the recess 34, and the gates 70 and 71 of device 24 are fully closed to retain the minor die in such position.
- the tool container is then inserted axially through the bore of platen 14 into its operative position in the press being there surrounded by conventional gate housing structure 92, as shown in FIGS. 6 and 7), and the gate lock 29 is lowered into position between the tool container and platen.
- the upper extremity 90 of rod 82 is in register with a small hole 94 formed in the gate housing 92.
- the gates 70 and 71 of the device 24 being closed, abut the outlet faces of the segments comprising the minor die 35; thus the minor die segments bear against the gates, transmitting extruding pressure thereto, and are restrained against movement in the direction of extrusion. Consequently, the metal being extruded through the die takes the cross-sectional shape of the minor die aperture 36 and advances beyond the die, as a continuous extruded article portion 45 having such cross section, through the opening between the gates 70 and 71.
- a drive shaft 96 (FIG. 7) having a suitably shaped hexagonalor square-holed) socket 97 is then inserted through the hole 94 in the gate housing, into engagement with the correspondingly shaped (hexagonal or square) end 90 of rod 82.
- This drive shaft rotates the rod 32 and also rotates the rod 73 through the chain and sprocket drive 88, 89 in such direction as to effect opening of the gates 70 and 7H, i.e. to cause the gates to move apart, sufficiently to release the segments comprising the minor die 35.
- the spacing between the gates is thereby widened until the gates no longer abut the outlet face of the minor die (although they still abut the outlet face of the major die 30), the minor die segments being then free to pass between the gates in the direction of extrusion.
- the ingot container is again brought forward into sealing engagement with the die inlet face and the ram is once more actuated to continue the extruding operation.
- the metal being extruded through the die carries the segments of minor die 35 forwardly with it through and beyond the open gates 70, 7i (as shown in FIG. 9), which still retain the major die 34) against movement in the direction of extrusion.
- the portion of the extrusion formed after the gates are opened has a cross section shaped by the major die aperture 31, i.e. it constitutes the second portion at as shown in FIG. 3.
- the required length of this second portion 66 has been extruded, the remaining butt of ingot 17 in the tool container is ejected and sheared off in accordance with conventional procedure.
- a continuous stepped extrusion having first and second portions differing from each other in cross section may by rapidly and easily produced.
- the necessary change in die aperture is effected at the desired time in an advantageously facile manner, without extended delay or interruption of the extruding operation as would be required if the tool container had to be withdrawn from the press for such change.
- no structural change or modification of a conventional gate lock press is necessary to achieve these advantages, apart from the cutting of the small access hole 9d in the gate housing 92 to admit the drive shaft 96 for opening the gates.
- the device of the invention has been described above as employed in a gate lock press, it may also be used in production of stepped extrusions in other types of conventional direct extrusion presses, again without requiring modification of the press structure.
- it may be used in a so-called die slide press wherein the tool container is inserted laterally between the billet container and platen.
- FIGS. 110 and H are generally similar to that of FIG. ll, i.e. including an ingot container 110 for holding a heated aluminum ingot H7 which is extruded by means of a ram 19 through a die 12 which may comprise a major die 30 and minor die 35 received in a recess on the outlet face of the major die.
- This die together with the device 24 and one or more supporting subbolsters 25, are held in a tool container 98 which as stated (and as particularly indicated in FIG. 10) is inserted laterally between the ingot container and a platen 99.
- the operation of the device 24 in the press of FIGS, 10 and 11K is as described above with reference to the FIG. I press; ie.
- the gates 70 and 71 are initially closed, to retain the minor die 35 in position so that the first portion 45 of the extruded article has a cross section formed by the minor die aperture, and the gates are then opened (by rotation of the rods 78 and 82) to release the minor die so that the remainder of the extrusion has a cross section formed by the major die aperture. Since the tool container in a die slide press is not surrounded by gate housing structure, the upper extremity of rod 82 is readily accessible and may be turned (for opening the gates) by means such as a ratchet wrench.
- a variable-opening bolster for use in an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough, said bolster comprising, in combination,
- a rigid frame dimensioned to fit within said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
- first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and
- said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
- each of said gates has, in opposite side portions thereof, two internally threaded bores both extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and wherein said gate-moving means comprises a pair of rods rotatably joumaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith, each of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates.
- an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough
- die structure disposed in said tool container and including a major die having a first die aperture enlarged on the outlet face of said major die to form a recess and a minor die positioned within said recess to define a second die aperture in register with but smaller than said first aperture, of a device for selectively preventing and permitting movement of said minor die from said recess during extrusion of an article through said die structure, said device comprising:
- a rigid frame disposed within said tool container and including a pair of frame members positioned in abutting relation to the outlet face of said major die and on opposite sides of said recess to define a channel wider than said recess and extending transversely of the direction of extrusion of said article, each of said frame members having an edge portion adjacent said channel defining a groove extending along and opening into said channel, said frame being adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
- first and second gates disposed in said channel and cooperating with said frame members to define an opening in register with said recess, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and abutting the outlet face of said major die, said gates being immovable relative to said frame in the direction of extrusion but being movable toward and away from each other within said channel for varying the size of said opening from a minimum size at which said gates abut the outlet face of said minor die to a maximum size greater than said recess, each of said gates having two sleeve portions respectively disposed on opposite sides thereof and received in said grooves of said frame members, each of said sleeve portions having an internally threaded bore extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and
- c. means for moving said gates within said channel said means comprising i. a pair of rods rotatably journaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith each of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates in said channel, one of said rods having an end portion accessible from the exterior of said tool container for engagement by means for rotating said one rod; and
- ii. means interconnecting said pair of rods for transmitting rotary motion from said one rod to the other of said rods.
- said frame further includes a rigid bolster disc disposed in said tool container on the side of said frame members remote from said die structure and secured to said frame member for supporting said frame members in fixed position, said bolster disc having an aperture, in register with but larger than said recess of said major die, opening into said channel.
- An extrusion press including a. a tool container arranged and adapted to hold an extrusion die and at least one supporting element for maintaining said die fixed in position during extrusion of an article therethrough in a given direction, said tool container having side and bottom wall portions extending from said die in said given direction and forming a receptacle for receiving and holding said die and said one supporting element against displacement laterally of said given direction; and
- variable-opening bolster constituting said one supporting element and removably received within said receptacle, said bolster comprising, in combination,
- a rigid frame dimensioned to fit within said receptacle of said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
- first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and
- iii. means accessible from the exterior of said tool container for simultaneously moving said first and second gates as aforesaid in opposite directions and retaining said gates fixedly in any position to which said gates are moved, said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Of Metal (AREA)
- Metal Rolling (AREA)
Abstract
In a press for effecting extrusion of metals such as aluminum, having an extrusion die carried by a tool container, there is provided a die-supporting bolster dimensioned to fit within the tool container in abutting relation to the outlet face of the die and including a pair of gates movable toward and away from each other transversely of the direction of extrusion to define an opening of variable size in register with the die aperture. The gates are supported in the bolster by suitable means for effecting such movement; as one example of gate-moving means, the gates may be threadedly mounted on a pair of rotatable rods which extend in the direction of gate movement on opposite sides of the gates and are journaled in a rigid frame portion of the bolster. In this embodiment, each rod bears two oppositely directed threaded portions respectively engaging the two gates so that rotation of the rods effects oppositely directed movement of the gates, the rods being interconnected for simultaneous rotary movement upon application of rotary drive to one of them by suitable means such as, for example, an external drive shaft. The bolster is used to support a compound die which includes a major die having an aperture and a minor die received in a recess in the major die to define a smaller aperture, for producing a stepped extrusion having a first portion of cross section formed by the minor die and a second portion of larger cross section formed by the major die. In such operation, the bolster gates are initially closed sufficiently to hold the minor die in place and are moved apart by rotation of the rods after the first portion of the extrusion has been formed to release the minor die while retaining the major die in position to form the second portion of the extrusion.
Description
United States Patent n 13,5ss,s34
[72] Inventors Jan Leon De Bruyn;
Jakob Lou; Charles Stanely Mitchell; Harold lner Wise, all of Kingston, Ontario, Canada [21] Appl. No. 733,886 [22] Filed June 3, 1968 [45] Patented June 22, 1971 {73] Assignee Alcon Research and Development Limited Montreal, Quebec, Canada [54] VARIABLE OPENING DIE BOLSTER FOR EXTRUSION PRESS 6 Claims, 11 Drawing Figs.
[52] US. Cl 72/260, 72/468 [51] int. C1 ..B2lc 25/08, B2 1 j 13/00 [50] Field otSearch 72/253, 260, 468
[56] References Cited UNITED STATES PATENTS 2,7 I 5,459 8/1955 Krause 72/260 3,165,141 l/1965 Tishken..... 72/468 899,518 9/1908 Edwards 72/468 FOREIGN PATENTS 565,608 1 1/1958 Canada 72/260 544,1 14 3/1942 Great'Britain 72/260 Primary Examiner-Charles W. Lanham Assistant Examiner-Robert M. Rogers Attorneys-Robert S. Dunham, P. E. Henninger, Lester W. Clark, Gerald W. Griffin, Thomas F. Moran, Howard J. Churchill, R. Bradlee Boal and Christopher C. Dunham ABSTRACT: In a press for effecting extrusion of metals such as aluminum, having an extrusion die carried by a tool container, there is provided a die-supporting bolster dimensioned to fit within the tool container in abutting relation to the outlet face of the die and including a pair of gates movable toward and away from each other transversely of the direction of extrusion to define an opening of variable size in register with the die aperture. The gates are supported in the bolster by suitable means for effecting such movement; as one example of gate-moving means, the gates may be threadedly mounted on a pair of rotatable rods which extend in the direction of gate movement on opposite sides of the gates and are journaled in a rigid frame portion of the bolster. In this embodiment, each rod bears two oppositely directed threaded portions respectively engaging the two gates so that rotation of the rods effects oppositely directed movement of the gates, the rods being interconnected for simultaneous rotary movement upon application of rotary drive to one of them by suitable means such as, for example, an external drive shaft. The bolster is used to support a compound die which includes a major die having an aperture and a minor die received in a recess in the major die to define a smaller aperture, for producing a stepped extrusion having a first portion of cross section fon'ned by the minor die and a second portion of larger cross section formed by the major die. In such operation, the bolster gates are initially closed sufficiently to hold the minor die in place and are moved apart by rotation of the rods after the first portion of the extrusion has been formed to release the minor die while retaining the major die in position to form the second portion of the extrusion.
PATENTED JUN22|97| 35 5,5334
For purposes of illustration, particular reference will be made herein to aluminum as an example of a metal suitable for extrusion in apparatus incorporating the die-supporting element of the present invention. I
In a conventional direct extrusion press for producing extruded aluminum articles, a heated aluminum ingot in an ingot container is forced by a hydraulically or mechanically actuated ram through a die positioned at one end of the ingot container. The die, and one or more supporting elements disposed on its outlet side to hold the die in position against movement in the direction of extrusion when extruding pressure is applied to the ingot, are carried in a removable tool container interposed between the ingot container and a fixed platen and surrounded by suitable housing structure. In assembly of the press for operation, the die and bolsters are placed in the tool container, which is then inserted into the press either axially through the platen opening (in a gate lock press) or laterally across the face of the platen (in a die slide press); thereafter, the outlet end of the ingot container is brought into sealing contact with the die and the extrusion operation begins.
Continuous, integral extruded aluminum articles having a first portion of one cross section and a second portion of different and larger cross section are produced in present-day commercial practice for a variety of purposes. In the formation of such an article (commonly tenned a stepped extrusion) in an extrusion press, the first portion of the article is extruded through a first die aperture conforming to the desired cross section of such first portion, and after the die aperture is changed (while the unextruded portion of the ingot remains in the ingot container), the second portion of the article is extruded, i.e. through a second die aperture conforming to the desired second-portion cross section.
One known procedure for producing stepped extrusions in conventional direct extrusion presses employs two separate dies, respectively having apertures shaped to form the first and second portions of the article. The press is initially assembled with the smaller aperture die in the tool container; after the first portion of the article has been extruded the initial die is replaced with the larger aperture die. In a gate-lock press, such changing of dies requires removal of the tool container from its operative position in the press, while in a die-slide press, the ingot container is displaced away from the slide to enable the die to be changed. Satisfactory stepped extrusions can be produced in this way, using conventional press equipment, but the withdrawal of the tool container or the ingot container in order to change the dies is inconvenient and necessitates an extended interruption of the extruding operation.
It has been proposed to employ a compound die including a major die which has an aperture conforming to the desired cross section of the second portion of the extrusion and a minor die fitted into a recess in the major die to define a smaller aperture conforming to the desired cross section of the first portion of the extrusion. During extrusion of the first portion of the article, both the major die and the minor die are supported against movement in the direction of extrusion, but upon completion of the first portion, the die-supporting arrangement of the press is changed so that only the major die is supported against such movement; thus, when the extruding operation is resumed, the minor die is advanced from the recess along with the article being extruded, and the second portion of the article is formed by the aperture of the major die.
In some instances of operation using a compound die, the die support during the first portion of the extrusion is provided by a bolster abutting the outlet face of the die and having an aperture (for passage of the extruded article) small enough to prevent displacement of the minor die under extruding pressure. After the first portion of the article is formed, this bolster is replaced with a second bolster having an aperture sufficiently large to permit release of the minor die from the recess. As in the case of use of separate dies, changing of the bolster involves removal of the tool container from the press (or displacement of the ingot container) and thus necessitates an operationally inconvenient and time-consuming interruption in the extruding procedure.
Alternatively, it has further been proposed to provide (in place of the usual tool container) a so-called secondary locking frame comprising a pair of gates, disposed in abutting relation to the outlet face of the die and movable toward and away from each other by suitable hydraulic means, the directions of gate movement being perpendicular to the direction of extrusion. The gates are initially closed sufficiently to hold the minor die in place, but are opened after the first portion of the article has been extruded to release the' minor die while retaining the major die in place. Use of these gates obviates the necessity for withdrawing the tool container to change the die aperture and thus expedites the production of a stepped extrusion; however, the provision of the hydraulically operated gate structure requires substantial and expensive modification of the press, including substitution of special tool containers for the conventional tool container.
SUMMARY OF THE INVENTION An object of the present invention is to provide a new and improved device for supporting a compound major and minor die, enabling production of a stepped extrusion in a conventional extrusion press without structural modification of the press and without requiring removal of the tool container or displacement of the ingot container at an intermediate stage in the extruding operation to change the size of the die aperture.
To this and other ends the present invention broadly contemplates the provision of a die-supporting bolster comprising, in combination, a rigid frame dimensioned to fit within a conventional extrusion press tool container in abutting relation to the outlet face of a die held in the container, and adapted to withstand extrusion pressure transmitted by the die in the direction of extrusion; at least one gate mounted in the frame and cooperating therewith to define an opening in register with an aperture of the die, this gate having one face extending transversely of the direction of extrusion and positioned to abut the outlet face of the die when the frame is disposed in abutting relation thereto, the gate being immovable relative to the frame in the direction of extrusion but being movable within the frame in a direction transverse to the extruding direction for varying the size of the opening; and means accessible from the exterior of the tool container for moving the gate and maintaining the gate fixedly in any position to which it is moved.
In a particular embodiment of the invention, the bolster structure includes a pair of gates, both abutting the outlet face of the die and movable toward and away from each other in the bolster frame transversely of the direction of extrusion to define the aforementioned opening of the bolster. The gatemoving means effects simultaneous movement of both gates toward or away from each other, and holds both gates fixedly in any position to which they are moved.
Various forms of gate-moving means may be employed in this embodiment. One advantageously simple and effective gate-moving means, constituting a further particular feature of the invention is a specific aspect thereof, includes a pair of externally threaded rods rotatably journaled in the bolster frame and extending, in parallel relation to the direction of gate movement and at opposite sides of the gates, through internally threaded bores formed in side portions of the gates. Each of the rods has two oppositely directed threaded portions respectively engaging correspondingly threaded bores of the two gates; thus, rotation of the rods effects the desired simultaneous movement of the gates toward or away from each other. When the rods are stationary, the gates are held fixed in any position to which they have been moved by the threaded engagement of their bores with the rods.
One of the rods is disposed and arranged to be accessible for engagement by suitable means (such as an external drive shaft) to impart gate-moving rotary motion to the rods when the described bolster is in operative position in an extrusion press tool container. Further, the two rods are interconnected to that both rods rotate together when the externally accessible rod is driven. In this way, the gates may be opened or closed (i.e. the size of the opening defined between them may be varied) while the bolster remains in position in the tool container with the tool container positioned in the press.
In use with a compound die including major and minor die components as described above, the bolster is disposed in dieengaging position in the tool container and the tool container is placed in operative position in the press. Initially, the bolster gates are closed sufficiently to retain the minor die within the recess of the major die so that during the first portion of the extruding operation the cross section of the extruded article is formed by the aperture of the minor die. When it is desired to change the aperture size for extrusion of the second portion of a stepped extruded article, the extruding pressure on the tool container is temporarily relieved and the bolster rods are rotated by means of the external drive shaft to open the bolster gates far enough to release the minor die. Extrusion is then resumed, and as the extruded article advances through and beyond the die it carries with it the minor die (now no longer restrained by the bolster), the second portion of the extruded article thus having a cross section formed by the aperture of the major die. Change in die aperture for production of a stepped extrusion is thus simply and quickly effected, by the described adjustment in spacing of the bolster gates, without extended delay or disassembly of the press. Owing to the fact that the bolster of the invention is dimensioned to fit within a conventional tool container, no structural modification of the press is required to provide this operation.
Further features and advantages of the invention will be apparent from the detailed description hereinbelow set forth, together with the accompanying drawings.
BRIEF DESCRIPTION OF THE DRAWINGS FIG. I is a simplified side elevational sectional view of a conventional gate lock-type direct extrusion press as used for extrusion of aluminum articles, incorporating a bolster structure embodying the invention in a particular form;
FIG. 2 is an exploded perspective view of a compound die including major and minor die components as used. for production of a stepped extrusion in the press of FIG. I;
FIG. 3 is a fragmentary perspective view of a stepped extrusion produced by the die of FIG. 2;
FIG. 4! is an enlarged view, taken along the line 4-4 of FIG. I, of the embodiment of the invention shown in FIG. I;
FIG. 5 is a view, partly in section, taken along the line 5-5 of FIG. I;
FIG. 6 is an enlarged fragmentary plan view of the press of FIG. I, showing a conventional form of housing for the tool container of that press;
FIG. 7 is a fragmentary sectional view taken along the line 7-7 of FIG. 6;
FIG. 8 is an enlarged elevational sectional view of the die, bolster and adjacent structures of the press of FIG. I, illustrating formation of a first portion of a stepped extrusion with the minor die in place;
FIG 9 is a view similar to FIG. 6 illustrating formation of a second portion of a stepped extrusion after release of the minor die;
FIG. I0 is a schematic perspective view of a conventional die slide-type direct extrusion press, partially exploded and incorporating a bolster device embodying the invention; and
FIG. II is a schematic perspective view of the press of FIG. I0 showing the tool container in position during the later portion ofan extruding operation.
DETAILED DESCRIPTION Referring first to FIG. I, there is shown a generally conventional gate lock-type direct extrusion press as used for extruding aluminum articles, including an ingot container It), a tool container II supporting a die I2, and a fixed platen I4, disposed in successive relation along the path of extrusion. The ingot container has a central cylindrical passage I6 holding an ingot I7 of aluminum to be extruded and receives the forward end of a hydraulically or mechanically actuated ram 19 which forces the ingot I7 through the aperture of die 12, the head of the ram being conventionally spaced from the ingot by a dummy block 20.
The tool container II includes at one end (adjacent to the ingot container I0) an open semicylindrical die-holding portion 22 which contains the die I2, together with a bolster device 24 embodying the present invention (herein after further described) and one or more conventional supplemental supporting bolsters 25 (herein termed subbolsters) disposed in successive abutting relation along the path of extrusion, each of these subbolsters having an opening aligned with the die aperture and sufficiently large to permit passage of the extruded article with clearance. A key 26 (shown in FIG. 4), conveniently constituted by a metal bar, is welded or screwed to and extends along the bottom inner surface of the tool container portion 22 to engage key slots formed in the die and supporting elements so as to restrain them against angular displacement in the tool container. The portion of the tool container disposed forwardly of the subbolsters 25 in the direction of extrusion is a thick-walled rigid cylindrical head 27 having a central passage for the extruded article, and against which the forward one of the subbolsters 25 bears.
The platen I4 has an internal bore sufficiently large to permit insertion of the tool container therethrough, i.e. axially of the platen, for positioning of the tool container in its operative location in the press. When the tool container is thus positioned, a yoke-shaped gate lock 29, hydraulically operated and displaceable in a direction transverse to the direction of extrusion, is interposed between the tool container II and the inlet end of platen I4 so that the outlet end of the tool container head 27 and the inlet end of the platen abut against opposite sides of the gate lock. With this arrangement of elements, extruding pressure acting on the die I2 is transmitted successively through the bolster device 24, the subbolsters 25 and the tool container head 27 to the gate lock and thence to the fixed platen Id, all these elements being rigid structures having adequate strength to withstand such pressure and hence to support the die 12 against displacement in the direction of extrusion.
As more particularly shown in FIG. 2, the die 112 includes a major die 30 having an aperture 31 shaped to conform to the desired cross-sectional configuration of the second (i.e. larger cross section) portion of a stepped extrusion to be produced in the press. Adjacent the outlet face 32 of major die 30, the aperture 31 is enlarged to form a recess 34 dimensioned and adapted to receive a minor die 35 which defines an aperture 36 shaped to conform to the desired cross section of the first portion of the stepped extrusion. Minor die 35 may conveniently be a composite die having three segments (designated 37, 38 and 39) which, when assembled, together define the aperture 36. At its inner end, the recess 34 has a shoulder M against which the segments of the minor die 35 bear when they are in position in the recess; when the minor die is thus positioned, its outlet face is coplanar with the back face of the major die 30. This compound die is adapted to form a stepped extrusion 43 of the shape shown in FIG. 3, having a first portion 45 conforming in cross section to the minor die aperture 36 and a second portion 46 conforming in cross section to the major die aperture 31.
As stated, with the exception of the bolster device 24 (now to be described), the various elements referred to above may all be entirely conventional in structure, arrangement and operation, and accordingly need not be described in detail.
Referring now to FIGS. 4 and 5, the device 24 there shown, embodying the invention and adapted for use in the press of FIG. 1, includes a rigid bolster disc 50 having plane parallel opposed disc surfaces with a circular periphery shaped to conform to the internal cross-sectional configuration of the tool container portion 22. A central aperture 52 extends through the disc 50 between the opposed surfaces thereof, being positionedfor register with the die aperture when the device 24 is disposed in the tool container, and dimensioned to accommodate with clearance an extruded article of any cross section that may be fomied using the device; specifically, the aperture 52 is larger in all directions than the recess 34 of the major die 30, so as to permit passage of the segments comprising the minor die 35 through and beyond the disc 50. A slot 54 is formed in the lower edge of the disc 50 to engage the key 26 in the tool container for restraint of the disc against angular displacement relative to the tool container.
Two vertically extending frame members 56 and 57 are mounted on one of the plane surfaces of disc 50 on opposite sides of the aperture 52 so as to define a vertical channel or slideway 58 extending essentially from the upper edge to the lower edge of the disc surface, across the opening of aperture 52 therein, this channel being wider than the recess 34 of the major die 30. The edge portions of members 56 and 57 adjacent to the channel 58 are shaped to form vertical grooves (respectively designated 59 and 60) coextensive with the channel and opening toward each other across the channel. The outer peripheral edges of the two frame members are of arcuate configuration, conforming to the periphery of the disc 50 so as to be receivable therewith in the tool container portion 22, and the exposed major surfaces of these members (i.e. the surfaces facing away from the disc 50) lie in a common plane which is perpendicular to the direction of extrusion when the device 24 is disposed in the tool container.
The disc 50 and members 56 and 57 (which are conveniently secured to the disc by screws 62) together constitute a rigid bolster frame, being fabricated of a suitable steel or like metal resistant to deformation under extrusion pressure. The frame structure also includes a horizontal bar 63, extending across the upper extremity of the channel 58 above the members 56 and 57 and secured to the upper ends of these members by screws 65; as shown, the bar 63 is spaced above the members 56 and 57 by blocks 66 through which the screws 65 project, and bears a centrally disposed sprocket chain guide block 68.
A pair of vertically movable gates, respectively designated 70 and 71 (e.g. also fabricated of a suitable steel) are positioned one above the other within the channel 58 between the frame members 56 and 57. Each of these gates has plane opposed major surfaces, of which one is essentially contiguous to the adjacent plane surface of the disc 50 and the other is coplanar with the exposed major surfaces of members 56 and 57, both gates extending across substantially the entire width of the channel 58. The gates are so arranged that the lower edge of the upper gate 70 and the upper edge of the lower gate 71 constitute the upper and lower edges, respectively, of an opening 73 which is in register with the aperture 52 of disc 50 and which can be varied in vertical extent by movement of the gates toward or away from each other within the channel. For-- A pair of sleeves 74, 75 each having an axially vertical, internally threaded bore are respectively welded to opposite side edge portions of the upper gate and received in the grooves 59, 60 which extend along the sides of the channel 58. A similar pair of sleeves 76, 77, again with axially vertical, internally threaded bores, are respectively welded to opposite side edge portions of the lower gate 71 and received in grooves 59 and 60, the bores of sleeves 76 and 77 being respectively axially aligned with the bores of sleeves 74 and in these grooves. Through the bores of sleeves 74 and 76 of the two gates in groove 59, there extends an axially vertical rod 78 having upper and lower externally threaded portions 79 and 80 respectively engaging the internal threads of the upper and lower sleeve bores. A second axially vertical rod 82 extends through the bores of sleeves 75 and 77 in groove 60 and has upper and lower externally threaded portions 83 and 84 respectively engaging the internal threads of these two sleeve bores. Both rods are joumaled adjacent their upper extremities in the horizontal bar 63, for rotation about their respective axes, and bear collars 86 which act as stops to prevent vertical movement of the rods relative to the horizontal bar.
The upper threaded portions 79, 83 of the two rods, as likewise the bores of sleeves 74, 75 secured to the upper gate 70, bear threads which are opposite in rotational sense to the threads of the lower threaded rod portions 80, 84 and the bores of the sleeves 76, 77 secured to the lower gate 71; i.e. if the upper rod portions and sleeve pores have right-handed threads, the lower rod portions and sleeve bores have lefthanded threads. Consequently, simultaneous rotation of the two rods 78 and 83 effects simultaneous but oppositely directed vertical movement of the gates 70 and 71 in channel 58, moving them toward or away from each other and thereby narrowing or widening the opening 73 defined between them. When the rods are stationary, their threaded engagement with the gate sleeves holds the gates fixed in any position to which the gates have been moved.
Above the horizontal bar 63, each of the two rods 78 and 82 bears a sprocket 88, the two sprockets being interconnected in conventional manner by a chain 89 (which passes around guide block 68) so that both rods rotate simultaneously in the same direction upon application of rotary drive to one of them. The upper extremity 90 of rod 82 is shaped to be engageable by a drive shaft for effecting rotation of this rod and simultaneous rotation of rod 78 through the described chainand-sprocket arrangement; for example, the rod extremity 90 may be hexagonal (as shown) or square in cross section, for engagement with a drive shaft having a correspondingly shaped hexagonal or square socket.
The upper gate 70 may bear an upwardly projecting indicator pin 91 positioned in register with a vertical hole 910 extending through the bar 63 and guide block 68. When the gates are open, the pin 91 projects through hole 91a to provide an externally visible indication of the open condition of the gates.
In assembling the press of FIG. 1 for production of a stepped extrusion using the device 24, the tool container 11 is withdrawn from the press and the die 12, device 24 and additional subbolster or subbolsters 25 are placed in the tool container portion 22 with the gates 70 and 71 of the device disposed in abutting relation to the outlet face of the die. As thus assembled, the die carries the minor die 35 positioned in the recess 34, and the gates 70 and 71 of device 24 are fully closed to retain the minor die in such position. The tool container is then inserted axially through the bore of platen 14 into its operative position in the press being there surrounded by conventional gate housing structure 92, as shown in FIGS. 6 and 7), and the gate lock 29 is lowered into position between the tool container and platen. When the tool container is in place, the upper extremity 90 of rod 82 is in register with a small hole 94 formed in the gate housing 92.
Preparatory to the extruding operation, pressure is applied to the ingot container to seal the outlet end of the ingot container against the inlet face of the die 12. With a suitably heated ingot I7 of aluminum (or aluminum alloy) disposed in the ingot container passage, the ram 19 is actuated to exert extruding pressure on the ingot through dummy block 20 and thus to force metal of the ingot forwardly through the die aperture.
As particularly shown in FIG. 8, during the initial stage of the extruding operation the gates 70 and 71 of the device 24, being closed, abut the outlet faces of the segments comprising the minor die 35; thus the minor die segments bear against the gates, transmitting extruding pressure thereto, and are restrained against movement in the direction of extrusion. Consequently, the metal being extruded through the die takes the cross-sectional shape of the minor die aperture 36 and advances beyond the die, as a continuous extruded article portion 45 having such cross section, through the opening between the gates 70 and 71.
When a desired length of portion 45 has been extruded, the extruding pressure is temporarily relieved, the ram 19 is retracted slightly (e.g. about 1 inch), the ingot container sealing pressure is removed, and the ingot container is moved slightly (e.g., again, about 1 inch) away from the die 12. A drive shaft 96 (FIG. 7) having a suitably shaped hexagonalor square-holed) socket 97 is then inserted through the hole 94 in the gate housing, into engagement with the correspondingly shaped (hexagonal or square) end 90 of rod 82. This drive shaft rotates the rod 32 and also rotates the rod 73 through the chain and sprocket drive 88, 89 in such direction as to effect opening of the gates 70 and 7H, i.e. to cause the gates to move apart, sufficiently to release the segments comprising the minor die 35. In other words, the spacing between the gates is thereby widened until the gates no longer abut the outlet face of the minor die (although they still abut the outlet face of the major die 30), the minor die segments being then free to pass between the gates in the direction of extrusion.
After the gates have been opened, the ingot container is again brought forward into sealing engagement with the die inlet face and the ram is once more actuated to continue the extruding operation. As extrusion resumes, the metal being extruded through the die carries the segments of minor die 35 forwardly with it through and beyond the open gates 70, 7i (as shown in FIG. 9), which still retain the major die 34) against movement in the direction of extrusion. Accordingly, the portion of the extrusion formed after the gates are opened has a cross section shaped by the major die aperture 31, i.e. it constitutes the second portion at as shown in FIG. 3. When the required length of this second portion 66 has been extruded, the remaining butt of ingot 17 in the tool container is ejected and sheared off in accordance with conventional procedure.
By the described use of the device of the present invention, a continuous stepped extrusion having first and second portions differing from each other in cross section may by rapidly and easily produced. In particular, the necessary change in die aperture is effected at the desired time in an advantageously facile manner, without extended delay or interruption of the extruding operation as would be required if the tool container had to be withdrawn from the press for such change. At the same time, owing to the fact that the device 24 fits wholly within a conventional tool container as well as being operable in situ, no structural change or modification of a conventional gate lock press is necessary to achieve these advantages, apart from the cutting of the small access hole 9d in the gate housing 92 to admit the drive shaft 96 for opening the gates.
While the device of the invention has been described above as employed in a gate lock press, it may also be used in production of stepped extrusions in other types of conventional direct extrusion presses, again without requiring modification of the press structure. For example, as shown in FIGS. and ill, it may be used in a so-called die slide press wherein the tool container is inserted laterally between the billet container and platen.
The press of FIGS. 110 and H is generally similar to that of FIG. ll, i.e. including an ingot container 110 for holding a heated aluminum ingot H7 which is extruded by means of a ram 19 through a die 12 which may comprise a major die 30 and minor die 35 received in a recess on the outlet face of the major die. This die, together with the device 24 and one or more supporting subbolsters 25, are held in a tool container 98 which as stated (and as particularly indicated in FIG. 10) is inserted laterally between the ingot container and a platen 99. The operation of the device 24 in the press of FIGS, 10 and 11K is as described above with reference to the FIG. I press; ie. the gates 70 and 71 are initially closed, to retain the minor die 35 in position so that the first portion 45 of the extruded article has a cross section formed by the minor die aperture, and the gates are then opened (by rotation of the rods 78 and 82) to release the minor die so that the remainder of the extrusion has a cross section formed by the major die aperture. Since the tool container in a die slide press is not surrounded by gate housing structure, the upper extremity of rod 82 is readily accessible and may be turned (for opening the gates) by means such as a ratchet wrench.
It is to be understood that the invention is not limited to the features and embodiments hereinabove specifically set forth, but may be carried out in other ways without departure from its spirit.
We claim:
I. A variable-opening bolster for use in an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough, said bolster comprising, in combination,
a. a rigid frame dimensioned to fit within said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
b. first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and
c. means accessible from the exterior of said tool container for simultaneously moving said first and second gates as aforesaid in opposite directions and retaining said gates fixedly in any position to which said gates are moved, said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
2. A bolster as defined in claim l, wherein each of said gates has, in opposite side portions thereof, two internally threaded bores both extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and wherein said gate-moving means comprises a pair of rods rotatably joumaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith, each of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates.
3. A bolster as defined in claim 2, wherein one of said rods has an end portion projecting above said frame for access from the exterior of said tool container, said rod end portion being shaped for engagement with means for effecting rotation of said one rod, and wherein said gate-moving means further includes means interconnecting said pair of rods for transmitting rotary motion for said one rod to the other of said rods.
4. In an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough, the combination, with die structure disposed in said tool container and including a major die having a first die aperture enlarged on the outlet face of said major die to form a recess and a minor die positioned within said recess to define a second die aperture in register with but smaller than said first aperture, of a device for selectively preventing and permitting movement of said minor die from said recess during extrusion of an article through said die structure, said device comprising:
a. a rigid frame disposed within said tool container and including a pair of frame members positioned in abutting relation to the outlet face of said major die and on opposite sides of said recess to define a channel wider than said recess and extending transversely of the direction of extrusion of said article, each of said frame members having an edge portion adjacent said channel defining a groove extending along and opening into said channel, said frame being adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
b. first and second gates disposed in said channel and cooperating with said frame members to define an opening in register with said recess, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and abutting the outlet face of said major die, said gates being immovable relative to said frame in the direction of extrusion but being movable toward and away from each other within said channel for varying the size of said opening from a minimum size at which said gates abut the outlet face of said minor die to a maximum size greater than said recess, each of said gates having two sleeve portions respectively disposed on opposite sides thereof and received in said grooves of said frame members, each of said sleeve portions having an internally threaded bore extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and
c. means for moving said gates within said channel, said means comprising i. a pair of rods rotatably journaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith each of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates in said channel, one of said rods having an end portion accessible from the exterior of said tool container for engagement by means for rotating said one rod; and
ii. means interconnecting said pair of rods for transmitting rotary motion from said one rod to the other of said rods.
5. A deviceas defined in claim 4, wherein said frame further includes a rigid bolster disc disposed in said tool container on the side of said frame members remote from said die structure and secured to said frame member for supporting said frame members in fixed position, said bolster disc having an aperture, in register with but larger than said recess of said major die, opening into said channel.
6. An extrusion press including a. a tool container arranged and adapted to hold an extrusion die and at least one supporting element for maintaining said die fixed in position during extrusion of an article therethrough in a given direction, said tool container having side and bottom wall portions extending from said die in said given direction and forming a receptacle for receiving and holding said die and said one supporting element against displacement laterally of said given direction; and
b. means disposed beyond said one supporting element in said given direction for restraining said one supporting element against displacement in said given direction; wherein the improvement comprises:
. a variable-opening bolster constituting said one supporting element and removably received within said receptacle, said bolster comprising, in combination,
i. a rigid frame dimensioned to fit within said receptacle of said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article;
ii. first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and
iii. means accessible from the exterior of said tool container for simultaneously moving said first and second gates as aforesaid in opposite directions and retaining said gates fixedly in any position to which said gates are moved, said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
Claims (6)
1. A variable-opening bolster for use in an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough, said bolster comprising, in combination, a. a rigid frame dimensioned to fit within said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article; b. first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and c. means accessible from the exterior of said tool container for simultaneously moving said first and second gates as aforesaid in opposite directions and retaining said gates fixedly in any position to which said gates are moved, said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
2. A bolster as defined in claim 1, wherein each of said gates has, in opposite side portiOns thereof, two internally threaded bores both extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and wherein said gate-moving means comprises a pair of rods rotatably journaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith, each of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates.
3. A bolster as defined in claim 2, wherein one of said rods has an end portion projecting above said frame for access from the exterior of said tool container, said rod end portion being shaped for engagement with means for effecting rotation of said one rod, and wherein said gate-moving means further includes means interconnecting said pair of rods for transmitting rotary motion for said one rod to the other of said rods.
4. In an extrusion press having a tool container arranged and adapted to hold an extrusion die and supporting elements for maintaining said die fixed in position during extrusion of an article therethrough, the combination, with die structure disposed in said tool container and including a major die having a first die aperture enlarged on the outlet face of said major die to form a recess and a minor die positioned within said recess to define a second die aperture in register with but smaller than said first aperture, of a device for selectively preventing and permitting movement of said minor die from said recess during extrusion of an article through said die structure, said device comprising: a. a rigid frame disposed within said tool container and including a pair of frame members positioned in abutting relation to the outlet face of said major die and on opposite sides of said recess to define a channel wider than said recess and extending transversely of the direction of extrusion of said article, each of said frame members having an edge portion adjacent said channel defining a groove extending along and opening into said channel, said frame being adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article; b. first and second gates disposed in said channel and cooperating with said frame members to define an opening in register with said recess, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and abutting the outlet face of said major die, said gates being immovable relative to said frame in the direction of extrusion but being movable toward and away from each other within said channel for varying the size of said opening from a minimum size at which said gates abut the outlet face of said minor die to a maximum size greater than said recess, each of said gates having two sleeve portions respectively disposed on opposite sides thereof and received in said grooves of said frame members, each of said sleeve portions having an internally threaded bore extending in the direction of movement of said gates, the bores of said first gate being axially aligned with the bores of said second gate and having internal threads opposite in rotational sense to the internal threads of the bores of said second gate; and c. means for moving said gates within said channel, said means comprising i. a pair of rods rotatably journaled in said frame, each of said rods extending through one of the bores of said first gate and through the bore of said second gate aligned therewith eAch of said rods having two externally threaded portions respectively engaging the internal threads of the two bores through which it extends, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rods effects simultaneous oppositely directed translational movement of said first and second gates in said channel, one of said rods having an end portion accessible from the exterior of said tool container for engagement by means for rotating said one rod; and ii. means interconnecting said pair of rods for transmitting rotary motion from said one rod to the other of said rods.
5. A device as defined in claim 4, wherein said frame further includes a rigid bolster disc disposed in said tool container on the side of said frame members remote from said die structure and secured to said frame member for supporting said frame members in fixed position, said bolster disc having an aperture, in register with but larger than said recess of said major die, opening into said channel.
6. An extrusion press including a. a tool container arranged and adapted to hold an extrusion die and at least one supporting element for maintaining said die fixed in position during extrusion of an article therethrough in a given direction, said tool container having side and bottom wall portions extending from said die in said given direction and forming a receptacle for receiving and holding said die and said one supporting element against displacement laterally of said given direction; and b. means disposed beyond said one supporting element in said given direction for restraining said one supporting element against displacement in said given direction; wherein the improvement comprises: c. a variable-opening bolster constituting said one supporting element and removably received within said receptacle, said bolster comprising, in combination, i. a rigid frame dimensioned to fit within said receptacle of said tool container in abutting relation to the outlet face of said die and adapted to withstand extrusion pressure transmitted by said die in the direction of extrusion of said article; ii. first and second gates mounted in said frame and cooperating therewith to define an opening in register with an aperture of said die, said gates having facing edges constituting opposite edges of said opening, each of said gates having one face extending transversely of the direction of extrusion and positioned to abut said outlet face of said die when said frame is disposed in abutting relation thereto, said gates being immovable relative to said frame in the direction of extrusion but being movable within said frame toward and away from each other in a direction transverse to the direction of extrusion for varying the size of said opening, each of said gates having, in a side portion thereof, an internally threaded bore extending in the direction of movement of said gates, the bore of said first gate being axially aligned with the bore of said second gate and having an internal thread opposite in rotational sense to the internal thread of the bore of said second gate; and iii. means accessible from the exterior of said tool container for simultaneously moving said first and second gates as aforesaid in opposite directions and retaining said gates fixedly in any position to which said gates are moved, said gate-moving means including at least one rod rotatably journaled in said frame and extending through the bore of said first gate and the bore of said second gate aligned therewith, said rod having first and second externally threaded portions respectively engaging the internal threads of said bores, the external thread of each of said rod portions corresponding in rotational sense to the internal thread it engages, so that rotation of said rod effects simultaneous oppositely directed translational movement of said first and second gates.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US73388668A | 1968-06-03 | 1968-06-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3585834A true US3585834A (en) | 1971-06-22 |
Family
ID=24949516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US733886A Expired - Lifetime US3585834A (en) | 1968-06-03 | 1968-06-03 | Variable opening die bolster for extrusion press |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US3585834A (en) |
| DE (1) | DE1927719A1 (en) |
| FR (1) | FR2010033A1 (en) |
| GB (1) | GB1259794A (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4984946A (en) * | 1972-08-03 | 1974-08-15 | ||
| US5022252A (en) * | 1989-02-20 | 1991-06-11 | Alcan International Limited | Extruding apparatus for extruding stepped products |
| US5775155A (en) * | 1995-01-12 | 1998-07-07 | Mitsubishi Aluminum Co., Ltd. | Variable section extrusion die set and variable extrusion molding method |
| US5989466A (en) * | 1995-03-16 | 1999-11-23 | Mitsubishi Aluminum Co., Ltd. | Variable section extrusion die set and variable extrusion molding method |
| US20050121318A1 (en) * | 2002-06-17 | 2005-06-09 | Richard Laliberte | Process and apparatus for manufacturing lithium or lithium alloy thin sheets for electrochemical cells |
| US20070089471A1 (en) * | 2005-08-03 | 2007-04-26 | Showa Denko K.K. | Upsetting method and upsetting apparatus |
| US20090126449A1 (en) * | 2005-11-08 | 2009-05-21 | Kab. Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Roughly shaped material for forging, forged product, apparatus for molding roughly shaped material for forging, and method of molding roughly shaped material for forging |
| US20100175454A1 (en) * | 2006-10-16 | 2010-07-15 | The Boeing Company | Planar beam dump |
| US20140065436A1 (en) * | 2012-08-28 | 2014-03-06 | Chris Taylor | Extruded Stock |
| CN113877977A (en) * | 2021-09-14 | 2022-01-04 | 广东兴发铝业有限公司 | High-strength aluminum profile extrusion die |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3334057C2 (en) * | 1983-09-21 | 1987-02-19 | Claus 4300 Essen Radebold | Pocket umbrella with central canopy and retractable outer panels |
| DE3924546A1 (en) * | 1989-02-16 | 1991-06-06 | Christl Schmailzl | Illuminated umbrella with improved visibility - has attached light source powered via batteries contained within umbrella handle |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US899518A (en) * | 1902-12-15 | 1908-09-29 | Morgan Construction Co | Twist-delivery guide for rolling-mills. |
| GB544114A (en) * | 1940-12-04 | 1942-03-27 | High Duty Alloys Ltd | Improvements in and relating to the production of metal articles by extrusion |
| US2715459A (en) * | 1953-01-02 | 1955-08-16 | Loewy Construction Company Inc | Die locking arrangement for extrusion presses |
| CA565608A (en) * | 1958-11-04 | Kreidler Alfred | Process and apparatus for producing profiled elongated bodies | |
| US3165141A (en) * | 1961-05-26 | 1965-01-12 | Tishken Paul | Adjustable fixture |
-
1968
- 1968-06-03 US US733886A patent/US3585834A/en not_active Expired - Lifetime
-
1969
- 1969-05-01 GB GB22377/69A patent/GB1259794A/en not_active Expired
- 1969-05-13 FR FR6915445A patent/FR2010033A1/fr not_active Withdrawn
- 1969-05-30 DE DE19691927719 patent/DE1927719A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA565608A (en) * | 1958-11-04 | Kreidler Alfred | Process and apparatus for producing profiled elongated bodies | |
| US899518A (en) * | 1902-12-15 | 1908-09-29 | Morgan Construction Co | Twist-delivery guide for rolling-mills. |
| GB544114A (en) * | 1940-12-04 | 1942-03-27 | High Duty Alloys Ltd | Improvements in and relating to the production of metal articles by extrusion |
| US2715459A (en) * | 1953-01-02 | 1955-08-16 | Loewy Construction Company Inc | Die locking arrangement for extrusion presses |
| US3165141A (en) * | 1961-05-26 | 1965-01-12 | Tishken Paul | Adjustable fixture |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4984946A (en) * | 1972-08-03 | 1974-08-15 | ||
| JPS5911364B2 (en) * | 1972-08-03 | 1984-03-15 | ウイ−ン ユナイテツド インコ−ポレ−テツド | extrusion press |
| US5022252A (en) * | 1989-02-20 | 1991-06-11 | Alcan International Limited | Extruding apparatus for extruding stepped products |
| US5775155A (en) * | 1995-01-12 | 1998-07-07 | Mitsubishi Aluminum Co., Ltd. | Variable section extrusion die set and variable extrusion molding method |
| US5989466A (en) * | 1995-03-16 | 1999-11-23 | Mitsubishi Aluminum Co., Ltd. | Variable section extrusion die set and variable extrusion molding method |
| US7194884B2 (en) * | 2002-06-17 | 2007-03-27 | Avestor Limited Partnership | Process and apparatus for manufacturing lithium or lithium alloy thin sheets for electrochemical cells |
| US20050121318A1 (en) * | 2002-06-17 | 2005-06-09 | Richard Laliberte | Process and apparatus for manufacturing lithium or lithium alloy thin sheets for electrochemical cells |
| US20070089471A1 (en) * | 2005-08-03 | 2007-04-26 | Showa Denko K.K. | Upsetting method and upsetting apparatus |
| US7296454B2 (en) * | 2005-08-03 | 2007-11-20 | Showa Denko K K | Upsetting method and upsetting apparatus |
| US20090126449A1 (en) * | 2005-11-08 | 2009-05-21 | Kab. Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Roughly shaped material for forging, forged product, apparatus for molding roughly shaped material for forging, and method of molding roughly shaped material for forging |
| US8544310B2 (en) | 2005-11-08 | 2013-10-01 | Kobe Steel, Ltd. | Method of molding forged product from roughly shaped material |
| US20100175454A1 (en) * | 2006-10-16 | 2010-07-15 | The Boeing Company | Planar beam dump |
| US7971465B2 (en) * | 2006-10-16 | 2011-07-05 | The Boeing Company | Planar beam dump |
| US20140065436A1 (en) * | 2012-08-28 | 2014-03-06 | Chris Taylor | Extruded Stock |
| CN113877977A (en) * | 2021-09-14 | 2022-01-04 | 广东兴发铝业有限公司 | High-strength aluminum profile extrusion die |
Also Published As
| Publication number | Publication date |
|---|---|
| DE1927719A1 (en) | 1970-07-02 |
| FR2010033A1 (en) | 1970-02-13 |
| GB1259794A (en) | 1972-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3585834A (en) | Variable opening die bolster for extrusion press | |
| US2903130A (en) | Method of extruding tubes | |
| DE69018292T2 (en) | Extrusion device. | |
| US3559720A (en) | Continuous casting apparatus having a two part separable mold | |
| US3345854A (en) | Extruder having means for exchanging pressure plates and dies | |
| US2818014A (en) | Slab marking apparatus | |
| EP0832706B1 (en) | Die-casting machine | |
| DE3750932T2 (en) | INDIRECT EXTRUSION METHOD AND DEVICE THEREFOR. | |
| US3083827A (en) | Extrusion press with multiple-station billet container unit | |
| US4063483A (en) | Apparatus for severing billets | |
| DE69210538T2 (en) | Fast loading short stroke extrusion press and process | |
| US2164397A (en) | Extrusion | |
| JPS6076209A (en) | Roll stand with work roll supported by support roller | |
| DE2524018B2 (en) | Continuous ironing and embossing machine for leather or the like | |
| US3014583A (en) | Extrusion apparatus | |
| JP2738094B2 (en) | Mold clamping device of molding machine | |
| US3391565A (en) | Carrier for shaping dies in extrusion presses | |
| US3357226A (en) | Metal extrusion press with die-assembly locking means | |
| US3718026A (en) | Cluster mill with cantilevered rolls | |
| DE2536142C3 (en) | Device for handling the rotors of electric motors and for the injection molding of aluminum cage windings | |
| US2757794A (en) | Extrusion equipment | |
| DE2446505C2 (en) | Ingot mold for the manufacture of metallic ingots, billets or slabs | |
| US2960220A (en) | Adjusting means for extrusion press die slide block | |
| DE60203493T2 (en) | FASTENING DEVICE FOR MOLDING TOOLS | |
| DE2201630C3 (en) | Locking device for a profile roll of a calender |