US3552589A - Process for maintaining pressure tight seal on blast furnace bells - Google Patents
Process for maintaining pressure tight seal on blast furnace bells Download PDFInfo
- Publication number
- US3552589A US3552589A US752400*A US3552589DA US3552589A US 3552589 A US3552589 A US 3552589A US 3552589D A US3552589D A US 3552589DA US 3552589 A US3552589 A US 3552589A
- Authority
- US
- United States
- Prior art keywords
- bell
- seat
- blast furnace
- rotation
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 230000000694 effects Effects 0.000 claims abstract description 19
- 238000000227 grinding Methods 0.000 claims abstract description 12
- 239000000463 material Substances 0.000 abstract description 13
- 238000010298 pulverizing process Methods 0.000 abstract description 6
- 239000007789 gas Substances 0.000 description 5
- 239000000428 dust Substances 0.000 description 4
- 230000003628 erosive effect Effects 0.000 description 4
- 238000005491 wire drawing Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 235000011941 Tilia x europaea Nutrition 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000004571 lime Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/18—Bell-and-hopper arrangements
Definitions
- This method comprises imparting to the bell a rotational force just prior to the contact of the bell with the bell seat and thereby this motion of the bell as it comes into contact with the bell seat effects a pulverizing of such material and permits the bell to come into a pressure tight contact with the bell seat.
- This invention relates to apparatus and the process for operation thereof for maintaining a tight seal on bells used in the operation of blast furnaces. More specifically, it relates to apparatus and process for grinding or pulverizing any material which collects on the bell and otherwise prevents close contact of the bell with the bell seat of the hopper with which the bell is intended to make pressuretightcontact.
- the bell used in preventing escape of the pressurized gas within the blast furnace while the charge is being added is capable of effecting a seal between the bell and the seat against which the bell is intended to rest. This is necessary in order that the desired high pressure can be maintained over a long period of time, that is for the period between relinings of the furnace, which is 2 to 5 years depending on the type of furnace operation.
- While bells have previously been. rotated for other purposes and in other manners, the timing of the rotation in order to create a grinding effect between the surfaces of the bell and the bell seat and to effect only a small degree of rotation suffcient to produce the grinding effect, has not previously been contemplated.
- the small bell has been rotated 90 or 180 in order to distribute the charge and thereby prevent uneven distribution in the furnace bed.
- the degree of rotation is much greater, and much sooner in the sequence of operation of the bell than in the present invention.
- the manner of imparting the rotation to the bell is particularly timed and designed to effect the rotation just prior to the contact of the bell with the bell seat thereby effecting the grinding and also using the friction of the surfaces to stop the rotation of the bell.
- the effect of rotating the bell is similar to having a fly wheel in movement.
- the lapping effect also aids in smoothing into any pitted or eroded areas whatever foreign material might be on the surfaces. This aids in effecting a seal between the surfaces.
- the desired degree of rotation and timing of the rotation is effected by an adjustable slanted cam which presses against a lever arm as the rod supporting the bell moves upward in effecting the closing of the bell.
- This lever arm is in contact with and appropriately actuates a clutch which effects the turning of the supporting rod for the bell.
- This clutch is turned by the lever arm. The clutch rotates the supporting rod only during the upper passage of the rod. During the downward passage of the supporting rod the clutch rides freely.
- the turning of the blast furnace bells for the prior art purpose of distributing the charge as suggested by various references involves the turning of the bell at least between opening and closing the bell, in order to effect more even or uniform distribution of the charge into the blast furnace.
- the small bell is adapted to turn and effect discharge of its' load onto the big bell thereby distributing the charge evenly on the big bell which, open lowering, discharges the load into the blast furnace.
- the turning or the rotation of the bell is effected on the auxiliary bell.
- the charging chute 15 is rotated. in this same design the big bell is also rotated, but in this case the big bell has an oblong configuration instead of the conical design generally used, and is rotated at least 90 in each sequence of opening and closing of the bell.
- the purpose for rotating the large bell is likewise to effect a more even distribution of the charge into the blast furnace.
- the main bell has a diameter of at least about 12 feet and a weight of at least about 15 tons.
- the bell is supported by a rod of relatively small diameter.
- the rotation of the rod about its linear axis produces a torque in the rod.
- the inertia of the bell at rest is not overcome immediately upon turning of the rod at its upper end. Since the bell does not turn immediately, a twisting torsion is created in the rod. Consequently, it is in the last part of the upward movement of the bell that the rotation of the bell is effected. This rotation occurs just prior to and at the time of contact of the bell with the bell seat.
- FIG. 1 is a front elevational view of the top part of a blast furnace showing the respective charging devices.
- FIG. 2 is a perspective view of the rotating means portion of FIG. 1.
- FIG. 3 is a top cross-sectional view of the rotating means portion of FIG. 1 taken at lines 3-3.
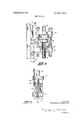
- FIG. 4 is an enlarged view of the rotating means portion shown in FIG. 1 showing the adjustable cam and clutch which effect rotation of the supporting rod and large bell.
- hopper 1 is shown as the charge inlet for blast furnace 2 with large bell 3 shown in position to seal the hopper from the interior of the blast furnace.
- This large bell 3 is supported by rod 4 which in turn is supported by rod 4' connected to rod 4 through rotating device 5.
- Lever 6 is connected to the top of supporting arm 4 and is used to raise and lower the bell 3 through supporting rods 4 and 4.
- Chute 7 feeds into the top of hopper 1 upon lowering of auxiliary bell 8 supported by sleeve 9 which encircles rod 4.
- Sleeve 9 and the auxiliary hell are raised and lowered by a means which, for purpose of simplicity, is not shown in the drawing.
- Funnel 10 feeds into the top of chute 7. The charge is emptied into the chute by a standard typeof skip which is not shown in the drawing.
- lever 11 is fastened to the top of supporting rod 4 by means of overrunning clutch 12.
- Clutch 12 will turn in one direction by movement of lever 11 to effect rotation of the supporting arm 4 and also bell 3 supported thereby, but when lever 11 is rotated in the opposite direction, the clutch rides freely without turning supporting rod 4.
- Lever 11 and clutch 12 ride up and down as the bell is raised or lowered.
- Yoke guide 13 is fixed to an independent support 14 which does not move with any movement of supporting. rod 4 or bell 3.
- Adjustable cam 15 is fastened to support 14 by the welding of angle clip 16 to support 14.
- Crossbar 17 has a groove 18 therein by which this crossbar fits around a portion of yoke guide 13 and moves along the length thereof.
- Lever 11 also has a groove 19 at the'end thereof in which adjustable cam 15 is received.
- a Selsyn" transmitter which transmits a signal of rotary motion to a Selsyn" receiver (not shown) located on the furnace operating floor. This device indicates how fast the bell is rotating, and how much it rotates for each closing operation of the bell.
- the amount of rotation and the rotary acceleration can be adjusted by changing the slant of the adjustable cam or wedge bar or even its shape.
- the large bell makes about four complete revolutions per week, which involves about 1400 closing operations of the bell. It is found that the bell turns about 1 each time it is closed, which means a travelling distance of 1.5 inches on a 16 ft. diameter bell seat. With such operation, the wire-drawing is practically eliminated.
- the arc of rotation is in the range of 1 to 10.
- a suitable practice is found to be a rotation of approximately 1.
- a process for improving the pressure seal between the main bell and the corresponding bell seat of the charging apparatus for a pressurized blast furnace comprising the step of rotating the main bell of said charging apparatus just prior to and at the moment of contact of the main hell with the corresponding bell seat and allowing the frictional forces between the contacting surfaces of said main bell and said bell seat to act as a brake in stopping said rotation whereby a grinding effeet is produced between said surfaces, the rotation of said main bell being in the range of 110.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Blast Furnaces (AREA)
Abstract
The disclosed process involves the method of grinding or pulverizing any material which may collect on the bell of a blast furnace and thereby might prevent close contact of the bell with the bell seat. This method comprises imparting to the bell a rotational force just prior to the contact of the bell with the bell seat and thereby this motion of the bell as it comes into contact with the bell seat effects a pulverizing of such material and permits the bell to come into a pressure tight contact with the bell seat.
Description
United States Patent lnventor Stephen W. Wheeler Youngstown, Ohio Appl. No. 752,400 Filed Mar. 4, 1968 Division of Ser. No. 511,835, Dec. 6, 1965, Patent No. 3,372,918. Patented Jan. 5, 1971 Assignee Republic Steel Corporation Cleveland, Ohio a corporation of New Jersey PROCESS FOR MAINTAINING PRESSURE TIGHT SEAL 0N BLAST FURNACE BELLS 3 Claims, 5 Drawing Figs.
U.S. Cl 214/152, 214/37 Int. Cl C2lb 7/18, F27b 1/20 Field of Search 266/25, 27; 214/36, 37, 152
[56] References Cited UNITED STATES PATENTS Re.12.536 10/1906 Baker 214/37 918,172 4/1909 Landgrebe 214/37 1,811,702 6/1931 Andrews 214/36 2,765,935 10/1956 Schuman... 214/36 3,116,842 1/1964 Mohr 214/37 Primary Examiner-J. Spencer Overholser Assistant Examiner-R. Spencer Annear AttorneysWilliam H. Woodlief and Robert P. Wright ABSTRACT: The disclosed process involves the method of grinding or pulverizing any material which may collect on the bell of a blast furnace and thereby might prevent close contact of the bell with the bell seat. This method comprises imparting to the bell a rotational force just prior to the contact of the bell with the bell seat and thereby this motion of the bell as it comes into contact with the bell seat effects a pulverizing of such material and permits the bell to come into a pressure tight contact with the bell seat.
PATENTED m 5 mm SHEET 1 [IF 2 INVENTOR STEPHEN W WHEELER BY (M w @MMQQQ ATTORNEY PATENTEB JAN 5187! saw 2 BF 2 INVENTOR STfPHE/V W WHEELER BY QWmQQQ/L ATTORNEY PROCESS FOR MAINTAINING PRESSURE TIGHT SEAL N BLAST FURNACE BELLS This is a divisional application of parent application Ser. No. 511,835, filed Dec. 6, 1965, now U.S. Pat. No. 3,372,918 issued Mar. 12, 1968.
This invention relates to apparatus and the process for operation thereof for maintaining a tight seal on bells used in the operation of blast furnaces. More specifically, it relates to apparatus and process for grinding or pulverizing any material which collects on the bell and otherwise prevents close contact of the bell with the bell seat of the hopper with which the bell is intended to make pressuretightcontact.
With the advent of high pressure operation of blast furnaces which increases the production capacity and effects other improvements in the operation of the furnace, it is imperative that the bell used in preventing escape of the pressurized gas within the blast furnace while the charge is being added is capable of effecting a seal between the bell and the seat against which the bell is intended to rest. This is necessary in order that the desired high pressure can be maintained over a long period of time, that is for the period between relinings of the furnace, which is 2 to 5 years depending on the type of furnace operation.
Very often the escape of gas and dust is caused by the accumulation of foreign material on the surface of the bell. Such material keeps the bell from making the desired close contact and sealing relationship with the bell seat. As a result, wire drawing," (a term used to describe the escape of gas and dust through a hole or crack in the furnace) commences with accompanying erosion of the bell in the adjacent areas. This erosion eventually causes leakage even whenthe surface of the bell is clean. This results in increasing amounts of wire drawing and accelerates the wear or erosion on the belt or bell seat.
It is presently common practice in such cases to gradually lower the top pressure of the furnace to insure that the bell and seat last until it is time to shut down the furnace for rolling. Because of the lowering of the pressure in the furnace,
- seat can be kept clean of foreign material, which would otherwise prevent a gastight seal, by imparting to the bell just prior to its coming into contact with the seat a small degree of rotation, namely ll0 degrees, just sufficient to grind together the respective surfaces and thereby clean, grind or lap the sealing surfaces of the bell and the bell seat of the hopper each time the bell is closed.
While bells have previously been. rotated for other purposes and in other manners, the timing of the rotation in order to create a grinding effect between the surfaces of the bell and the bell seat and to effect only a small degree of rotation suffcient to produce the grinding effect, has not previously been contemplated. For example, the small bell has been rotated 90 or 180 in order to distribute the charge and thereby prevent uneven distribution in the furnace bed. There the degree of rotation is much greater, and much sooner in the sequence of operation of the bell than in the present invention. Moreover, in the present instance, the manner of imparting the rotation to the bell is particularly timed and designed to effect the rotation just prior to the contact of the bell with the bell seat thereby effecting the grinding and also using the friction of the surfaces to stop the rotation of the bell.
Since the large bell in a blast furnace of present day design weights approximately 25 tons, and is supported by a rod of relatively small diameter and approximately 40 foot long, the effect of rotating the bell is similar to having a fly wheel in movement. As a result, there is considerable energy for effecting the grinding action between the contacting surfaces and thereby pulverizing any foreign material on either of the surfaces. The lapping effect also aids in smoothing into any pitted or eroded areas whatever foreign material might be on the surfaces. This aids in effecting a seal between the surfaces.
The desired degree of rotation and timing of the rotation is effected by an adjustable slanted cam which presses against a lever arm as the rod supporting the bell moves upward in effecting the closing of the bell. This lever arm is in contact with and appropriately actuates a clutch which effects the turning of the supporting rod for the bell. This clutch is turned by the lever arm. The clutch rotates the supporting rod only during the upper passage of the rod. During the downward passage of the supporting rod the clutch rides freely. 1 7
As indicated above, the turning of the blast furnace bells for the prior art purpose of distributing the charge as suggested by various references, involves the turning of the bell at least between opening and closing the bell, in order to effect more even or uniform distribution of the charge into the blast furnace.
In most cases in these prior art designs, the small bell is adapted to turn and effect discharge of its' load onto the big bell thereby distributing the charge evenly on the big bell which, open lowering, discharges the load into the blast furnace. In all such cases, the turning or the rotation of the bell is effected on the auxiliary bell. ln one case, namely US. Pat. No. 1,811,702, to Andrews, the charging chute 15 is rotated. in this same design the big bell is also rotated, but in this case the big bell has an oblong configuration instead of the conical design generally used, and is rotated at least 90 in each sequence of opening and closing of the bell. Moreover, the purpose for rotating the large bell is likewise to effect a more even distribution of the charge into the blast furnace. This is accomplished by the fact that some of the material drops off the short dimension, or side 34, and some of the charge drops off the edge of the longer dimension so that this latter material is distributed closer to the sidewalls of the blast furnace. None of these devices show an arrangement or method of rotating the bells only a few degrees and only just prior to the meeting of the surfaces of the bell and the bell seat.
In present day design, the main bell has a diameter of at least about 12 feet and a weight of at least about 15 tons. The bell is supported by a rod of relatively small diameter. The rotation of the rod about its linear axis produces a torque in the rod. Because of the large weight and large diameter of the bell the inertia of the bell at rest is not overcome immediately upon turning of the rod at its upper end. Since the bell does not turn immediately, a twisting torsion is created in the rod. Consequently, it is in the last part of the upward movement of the bell that the rotation of the bell is effected. This rotation occurs just prior to and at the time of contact of the bell with the bell seat.
As stated above the rotation of the bell is effected through only a few degrees. This degree of rotation is, at the time of contact, only enough to effect small amount of grinding between the surfaces before the frictional forces bring the bell to a stop. if rotation is much greater after contact the abrasion of the bell and bell seat is excessive. The rotation has been found generally satisfactory at l-2 but in no case over 10.
In the drawings:
FIG. 1 is a front elevational view of the top part of a blast furnace showing the respective charging devices.
FIG. 2 is a perspective view of the rotating means portion of FIG. 1.
FIG. 3 is a top cross-sectional view of the rotating means portion of FIG. 1 taken at lines 3-3.
FIG. 4 is an enlarged view of the rotating means portion shown in FIG. 1 showing the adjustable cam and clutch which effect rotation of the supporting rod and large bell.
In FIG. 1, hopper 1 is shown as the charge inlet for blast furnace 2 with large bell 3 shown in position to seal the hopper from the interior of the blast furnace. This large bell 3 is supported by rod 4 which in turn is supported by rod 4' connected to rod 4 through rotating device 5. Lever 6 is connected to the top of supporting arm 4 and is used to raise and lower the bell 3 through supporting rods 4 and 4.
1n the rotating device shown in greater detail in FIGS. 2, 3, 4 and 5, lever 11 is fastened to the top of supporting rod 4 by means of overrunning clutch 12. Clutch 12 will turn in one direction by movement of lever 11 to effect rotation of the supporting arm 4 and also bell 3 supported thereby, but when lever 11 is rotated in the opposite direction, the clutch rides freely without turning supporting rod 4. Lever 11 and clutch 12 ride up and down as the bell is raised or lowered. Yoke guide 13 is fixed to an independent support 14 which does not move with any movement of supporting. rod 4 or bell 3. Adjustable cam 15 is fastened to support 14 by the welding of angle clip 16 to support 14.
While supporting rods 4 and 4 and turning device 5 move up and down with the movement of the large bell, yoke guide 13 and adjustable cam 15 are fixed in position. Crossbar 17 has a groove 18 therein by which this crossbar fits around a portion of yoke guide 13 and moves along the length thereof. Lever 11 also has a groove 19 at the'end thereof in which adjustable cam 15 is received.
As lever arm 11 passes up and down in accordance with the movement of the large hell 3 and its supporting devices, one of the side walls 20 of groove 19 comes into contact with adjustable cam 15. Cam 15 is adjusted to such a position that when lever 11 travels upward, toward the end of its upward path, cam 15 comes into contact with sidewall 20 of lever 11. A force is imparted thereby through lever 11 and clutch 12 to rotate supporting rod 4, and eventually the large bell 3 is rotated a few degrees just before the bell 3 comes into contact with bell seat 3' at the bottom of hopper 1.
At the bottom of supporting arm 17', there is supported a Selsyn" transmitter which transmits a signal of rotary motion to a Selsyn" receiver (not shown) located on the furnace operating floor. This device indicates how fast the bell is rotating, and how much it rotates for each closing operation of the bell.
To overcome frictional forces, there is incorporated into the supporting structure a large antifriction self-aligning bearing keyed to the bell rod. The lever 11 actuates the clutch to turn rod 4 only on the upstroke and this in turn as explained above turns the large bell only toward the end of the upstroke. On the downstroke, the lever arm rotates in the reverse direction but does not actuate turning of the rod 4 or the bell 3 since the clutch moves freely in this direction.
The amount of rotation and the rotary acceleration can be adjusted by changing the slant of the adjustable cam or wedge bar or even its shape.
The rotary motion of the bell is stopped by the sliding of the hell on the bell seat of the bell hopper. This sliding motion cleans, grinds or laps the sealing surfaces of the bell and of the bell seat each time the bell is closed. Coke, .lime dust and moisture on the bell serve as lapping compound. This intermittent but unidirectional continual grinding action as the bell is rotated upon coming into closing contact with the bell seat assures a tight seat-seal and minimizes, and often completely overcomes, the possibility of wire-drawing caused by escaping dust ladened gases from high pressure blast furnaces, thereby minimizing or avoiding the resulting erosion described above.
In a typical blast furnace operation operating according to this invention, it is found that the large bell makes about four complete revolutions per week, which involves about 1400 closing operations of the bell. It is found that the bell turns about 1 each time it is closed, which means a travelling distance of 1.5 inches on a 16 ft. diameter bell seat. With such operation, the wire-drawing is practically eliminated.
In operating the main bell in accordance with this invention, it is found that only a few degrees of rotation are required to produce the grinding effect which pulverizes the foreign material on the surfaces of the bell and the respective bell seat so as to effect a much more efficient gas seal. Advantageously, the arc of rotation is in the range of 1 to 10. A suitable practice is found to be a rotation of approximately 1.
While certain features of this invention have been described in detail with respect to various embodiments thereof, it will, of course, be apparent that other modifications can be made within the spirit and scope of this invention and it is not intended to limit the invention to the exact details shown above except insofar as they are defined in the following claims.
lclaim:
1. A process for improving the pressure seal between the main bell and the corresponding bell seat of the charging apparatus for a pressurized blast furnace comprising the step of rotating the main bell of said charging apparatus just prior to and at the moment of contact of the main hell with the corresponding bell seat and allowing the frictional forces between the contacting surfaces of said main bell and said bell seat to act as a brake in stopping said rotation whereby a grinding effeet is produced between said surfaces, the rotation of said main bell being in the range of 110.
2. A process of claim 1 in which said main bell is rotated through an arc of 12.
3. A process of claim 1 in which said main bell is rotated through an arc of approximately 1.
Claims (3)
1. A process for improving the pressure seal between the main bell and the corresponding bell seat of the charging apparatus for a pressurized blast furnace comprising the step of rotating the main bell of said charging apparatus just prior to and at the moment of contact of the main bell with the corresponding bell seat and allowing the frictional forces between the contacting surfaces of said main bell and said bell seat to act as a brake in stopping said rotation whereby a grinding effect is produced between said surfaces, the rotation of said main bell being in the range of 1-10*.
2. A process of claim 1 in which said main bell is rotated through an arc of 1*-2*.
3. A process of claim 1 in which said main bell is rotated through an arc of approximately 1*.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US511835A US3372918A (en) | 1965-12-06 | 1965-12-06 | Apparatus for maintaining pressuretight seal on blast furnace bells |
| US75240068A | 1968-03-04 | 1968-03-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3552589A true US3552589A (en) | 1971-01-05 |
Family
ID=27057367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US752400*A Expired - Lifetime US3552589A (en) | 1965-12-06 | 1968-03-04 | Process for maintaining pressure tight seal on blast furnace bells |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3552589A (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US918172A (en) * | 1908-09-22 | 1909-04-13 | Karl Louis Landgrebe | Stock-distribution for blast-furnaces. |
| US1811702A (en) * | 1928-02-01 | 1931-06-23 | Brassert & Co | Furnace charging bell |
| US2765935A (en) * | 1948-03-24 | 1956-10-09 | Republic Steel Corp | Clean gas seal for bell and hopper |
| US3116842A (en) * | 1961-06-28 | 1964-01-07 | Mohr & Sons John | Gas seal structure for high top pressure operation |
-
1968
- 1968-03-04 US US752400*A patent/US3552589A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US918172A (en) * | 1908-09-22 | 1909-04-13 | Karl Louis Landgrebe | Stock-distribution for blast-furnaces. |
| US1811702A (en) * | 1928-02-01 | 1931-06-23 | Brassert & Co | Furnace charging bell |
| US2765935A (en) * | 1948-03-24 | 1956-10-09 | Republic Steel Corp | Clean gas seal for bell and hopper |
| US3116842A (en) * | 1961-06-28 | 1964-01-07 | Mohr & Sons John | Gas seal structure for high top pressure operation |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021114515A1 (en) | Micro-powder dry magnetic separator | |
| US3552589A (en) | Process for maintaining pressure tight seal on blast furnace bells | |
| EP0737108B1 (en) | Tubular mill for grinding natural and synthetic raw materials, in particular for the cement industry | |
| US3372918A (en) | Apparatus for maintaining pressuretight seal on blast furnace bells | |
| AU2376999A (en) | Feeding and distributing device for retary platforms particularly for rotary-hearth furnaces | |
| CN219488552U (en) | Material feeding unit that prevents material skew | |
| US7655181B2 (en) | Screw conveyor of rotary hearth furnace for discharging reduced iron | |
| US3182983A (en) | Air-tight sealing device for the top of a blast furnace | |
| KR19990007484U (en) | Sintered Compound Raw Material Loading Device | |
| US4143777A (en) | Blast furnace charging device | |
| US2822987A (en) | Apparatus for grinding solid material | |
| JPH0569576B2 (en) | ||
| US3429463A (en) | Shaft furnace feeding device and method | |
| US2938994A (en) | Electric arc welding apparatus | |
| SK139199A3 (en) | Improvements to crushers with ring-shaped track and roller | |
| SU985041A1 (en) | Loading tray for blast furnace | |
| JPH09103697A (en) | Roller mill | |
| CN212502654U (en) | Conveying device capable of uniformly feeding materials for steel slag magnetic separation processing | |
| CN220048377U (en) | Feeding mechanism of ball mill | |
| SU892171A1 (en) | Roller-type laying-feeder raw pellets | |
| US2897984A (en) | Charging apparatus for blast furnace | |
| SU954422A1 (en) | Cone-less charging apparatus for blast furnace | |
| CN106583743A (en) | Reduction furnace machining system | |
| SU1296389A1 (en) | Protecting arrangement of shot-blasting machine | |
| AU771192B2 (en) | Method and apparatus for grinding of particulate material |