US3540588A - Method and apparatus for cleaning liquid - Google Patents
Method and apparatus for cleaning liquid Download PDFInfo
- Publication number
- US3540588A US3540588A US690122A US3540588DA US3540588A US 3540588 A US3540588 A US 3540588A US 690122 A US690122 A US 690122A US 3540588D A US3540588D A US 3540588DA US 3540588 A US3540588 A US 3540588A
- Authority
- US
- United States
- Prior art keywords
- liquid
- pool
- tank
- hydroclone
- pump
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/0018—Separation of suspended solid particles from liquids by sedimentation provided with a pump mounted in or on a settling tank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/02—Settling tanks with single outlets for the separated liquid
- B01D21/04—Settling tanks with single outlets for the separated liquid with moving scrapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/18—Construction of the scrapers or the driving mechanisms for settling tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/24—Feed or discharge mechanisms for settling tanks
- B01D21/2444—Discharge mechanisms for the classified liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/24—Feed or discharge mechanisms for settling tanks
- B01D21/245—Discharge mechanisms for the sediments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/24—Feed or discharge mechanisms for settling tanks
- B01D21/2488—Feed or discharge mechanisms for settling tanks bringing about a partial recirculation of the liquid, e.g. for introducing chemical aids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/26—Separation of sediment aided by centrifugal force or centripetal force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D21/00—Separation of suspended solid particles from liquids by sedimentation
- B01D21/26—Separation of sediment aided by centrifugal force or centripetal force
- B01D21/267—Separation of sediment aided by centrifugal force or centripetal force by using a cyclone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2221/00—Applications of separation devices
- B01D2221/14—Separation devices for workshops, car or semiconductor industry, e.g. for separating chips and other machining residues
Definitions
- the dirty underflow from the hydroclone is collected by a trough and fed into an auxiliary pool in the drag tank separated from the main pool by a notched dam over which accompanying fluid flows, through a baffled passage, after settling out of the bulk of the returned solids.
- a conventional drag conveyor removes solids from the main pool and an extension thereof drags solids out of the auxiliary pool.
- This invention relates to the separation of solid particles from liquid and, more particularly, to an apparatus and method for cleaning liquid such as machine tool coolant in a system serving one or more machines having tools which remove metal chips and swarf from workpieces and may release particles of abrasive grit and bonding material as the tools themselves are worn away, for example, in honing and grinding machines.
- hydroclone One type of separator that has been used to some extent is the so-called hydroclone in which a stream of dirty liquid is introduced under pressure into a conical chamber to swirl around the chamber from the larger end toward the smaller end and separate the heavier substances by progressively increasing centrifugal action, the heavier particles being discharged at the smaller end as the underflow of the separator and the lighter substance, the clean liquid, being withdrawn along the axis of the cone at the larger end.
- the primary problems with such separators are the disposition of the dirty underfiow mixture, wear and plugging of the pump for feeding the hydroclone, and the effect on hydroclone operation of variations in the needs of the using system and the resulting changes in hydroclone pressure if variable restrictions are imposed upon its output.
- the primary object of the present invention is to provide a more effective separating apparatus and method which utilize a hydroclone separator and improve the overall performance of the separator by eliminating material changes in the system pressure, minimizing the amount of entrained solids that are pumped to the hydroclone, effectively handling the dirty underflow, and recirculating a substantial portion of the clean liquid for optimum cleaning when the using system requires less than the full output of the hydroclone. Moreover, these important advantages are achieved with a competitively priced apparatus that is high in operating efficiency and low in operating cost.
- the hydroclone is combined with a settling tank to which the dirty liquid is delivered from the using system and from which the liquid is pumped into the hydroclone, and the clean output of the latter is delivered .to a transfer tank from which the system is served according to its needs. Excess clean liquid is returned to the pumping system, without being released in the settling pool, and is recycled through the hydroclone with only that additional dirty liquid needed to make up for the liquid used, while the dirty underflow is returned to a part of the settling tank where the bulk of the solids are se gregated from the accompanying liquid by settling out before the latter flows back to the main settling pool and the pump,
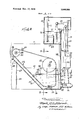
- FIG. I is a side elevational view of a separating apparatus embodying the novel features of the present invention and for practicing the method, parts of the apparatus being broken away and shown in cross section for clarity of illustration.
- FIG. 2 is a fragmentary cross-sectional view taken in a vertical plane through the apparatus shown in FIG. I substantially along the line 2-2 of FIG. 1.
- FIG. 3 is a fragmentary cross-sectional view taken substan-- tially along the line 3-3 of FIG. 2.
- FIG. 4 is a schematic perspective yiew of the basic parts of a drag conveyor incorporated in the settling tank for removal of accumulated solids therefrom.
- the invention is embodied in an apparatus for separating metal chips, swarf, grit and the like, from a flow of machine tool coolant delivered to the apparatus through a conduit 10 (FIGS. I and 2) from the machine or machines served by the system, and returning to the system a supply of clean coolantthrough a pipe 11.
- the apparatus comprises a settling tank 12 to which the dirty liquid is delivered, a hydroclone separator 13 to which liquid from the tank is delivered by a pumping apparatus 14, a transfer tank 15 receiving clean liquid from the hydroclone for return to the using system, and means for returning the underflow from the hydroclone to the settling tank and segregating the solids in the discharge from the liquid entering the pumping apparatus.
- the settling tank 12 is basically conventional drag tank of sheet metal construction illustrated most clearly in FIGS. 2 and 3 as having upright sidewalls 17, a right end wall I8, (FIGS. I and 2) and a bottom wall which has a horizontal portion 19 forming the bottom of the settling pool 20 and an upwardly inclined portion 21 closing the left end of the tank and terminating in a lip 22 over which accumulated solids are discharged into a receptacle 23 by a drag conveyor 24.
- the conveyor is supported on front and rear sprocket wheels 25 and 27 mounted on two horizontal shafts 28 and 29 disposed above the normal level 30 of liquid in the pool and journaled at their ends in bearings 31 on the tank sidewalls, as shown in FIG. 3.
- Endless drag chains 32 trained loosely around the sprockets hang down into the pool as shown in FIG. 2 and carry two elongated drag bars 33 spanning the chains and spaced apart by half the length of the latter so as to move alternately into the pool adjacent the right end wall l8, then horizontally along the bottom 19 to pick up a quantity of settled-out solids, then up the incline 21 to carry the solids over the discharge lip 22, and then back across the top of the spool to the downward run of the chains.
- a motor 34 (FIG. 1) drives the conveyor at slow speed through a reducer 35 and a belt drive 37 to the shaft 29, and a pivotally supported wiper 38 (FIG. 2) is positioned to clean each bar as it moves slowly over the receptacle 23.
- the hydroclone 13 is mounted on the outside of the end wall 18 (FIG. 2) and also may be of known basic construction, the same general type of separator being shown in US. Pat. No. 3,235,090 to which reference is made for details of construction and operation.
- an inlet section 13 defining a cylindrical portion of the treating chamber into which the dirty liquid is directed, tangent to the chamber wall and with a slight downward inclination.
- an intermediate section 13 which defines the conical portion of the chamber and the discharge outlet of the chamber.
- the pot section 13 At the lowerend is the pot section 13 from which the underflow is discharged.
- the liquid swirls around the conical wall in moving toward the apex outlet, creating an inner vortex of clean liquid which flows out through a vortex finder leading to an outlet pipe 39 which dumps the liquid into the transfer'tank 15.
- the specific design specifications including cone angle and length, outlet size and operating pressure of the hydroclone vary with the nature of the liquid being treated, and are within the capabilities of those skilled in the art.
- the pump 14 withdraws dirty liquid from the tank 12 through an outlet opening 40 in the right end wall 18 near a lower corner thereof, and the pump output is fed to the hydroclone 13 through a pipe 41 leading to the upper section 13 and the tangential inlet therein.
- This pump is of the centrifugal type and is driven by a motor 42 on a pedestal 43 extending above the pump.
- the pressure used will vary with the type of liquid being cleaned, and also with the requirements of the particular hydroclone, which preferably is of a relatively low-pressure type with which a pressure head on the order of 20 feet is adequate, although the present invention is not limited to low-pressure hydroclones.
- the total volume of liquid pumped to the hydroclone also is variable, depending upon the volume required by the using system, so different pumps are provided for different situations, and are selected to produce a hydroclone output at least as great as, and preferably somewhat greater than, the maximum requirements of the system when all machines are in operation and taking their maximum volume of coolant.
- the dirty mixture of liquid and solid particles discharged from the underflow pot 13 herein is caught by a trough 44 on the end wall 18 of the tank 12 and returned to the tank through an opening 45 (FIG. 3).
- a partition or baffle 47 is fitted into the tank, herein adjacent the left side wall 17 in FIG. 3, to form an auxiliary settling pool 20 along one side of the tank beneath the return opening 45.
- This partition extends well above the liquid level 30 in the main pool and thus forms a dam confining both the liquid and the solids of the underflow momentarily in the auxiliary pool to insure that the bulk of the returned solids will be segregated from the returned liquid, by settling out, before the liquid flows back over the dam to the main pool.
- a notch 48 in the upper edge portion of the partition forms a spillway for this liquid, the spillway being spaced from the return opening.
- an open-ended, channel shaped baffle 49 surrounds the spillway notch and projects both above and below the level 30" of liquid in the auxiliary pool 20".
- liquid must flow down to the level of the lower, inlet end 50 of the channel and then rise within the channel before spilling through the notch 48. This insures that no liquid can flow directly to the notch from the return opening, and also serves to skim any floating contamination off the liquid before it returns to the main pool.
- the drag conveyor 24 includes an auxiliary portion 24 comprising an endless chain 51 trained around sprockets 52 and 53 on the shafts 28 and 29 above the auxiliary pool 20", this chain following a path identical to the path of the main chains and carrying two short drag bars which, in effect, are separated extensions of the bars 33.
- the extension bars drag accumulated swarf from the auxiliary pool and dump this into the receptacle 23 for disposal. It will be evident that a second partition could be installed between the opening 54 and the pump inlet 40, if desired.
- the dirty coolant from the using machines enters the tank 12 through another opening 54 in the end wall 18 near the liquid level 30 and close to the partition 47 to flow alongthe latter toward the opposite end of the tank. This minimizes the disturbance of the main pool and provides optimum settling while the liquid reverses its direction and flows back toward the outlet 40.
- the inlet conduit is a generally horizontal U-shaped trough (see FIG. 1) opening into the opening 54.
- An important aspect of the present invention is the handling of the excess output of the hydroclone 13 over the requirements of the using machines. Instead of returning this clean liquid to the settling pool 20,, the apparatus recycles it through the hydroclone with only that amount of dirty liquid from the tank 12 necessary to make up for what has been used, thereby avoiding stirring up of the settling pool by the excess clean liquid and recirculating the once-cleaned liquid for even more effective cleaning. In addition, by reducing the amount of dirty liquid that is fed into the pump 14, wear on the pump is kept to a minimum.
- the transfer tank is provided with an outlet 55 at a preselected level 57 and the overflow from the tank at this level is returned through a pipe 58 to the inlet 59 of the hydroclone pump 14, herein through a compartment 60 defined along the end wall 18 by a baffle plate 61 extending upwardly from the bottom 19 to above the level 30 of the pool 20 and having side flanges 62 abutting against the end wall.
- a baffle plate 61 extending upwardly from the bottom 19 to above the level 30 of the pool 20 and having side flanges 62 abutting against the end wall.
- the overflow outlet 55 of the transfer tank 15 is simply the open upper end of the pipe 58 which herein extends vertically up through the bottom 63 of the transfer tank from the return compartment 60, and terminates well above the level of a transfer pump 64, herein a sealed centrifugal pump unit with its intake port adjacent the bottom of the tank and with the pipe 11 connected to its output port.
- a transfer pump 64 herein a sealed centrifugal pump unit with its intake port adjacent the bottom of the tank and with the pipe 11 connected to its output port.
- the transfer tank is a reservoir for clean liquid and is continually fed by the hydroclone while the transfer pump 64 feeds the using system, according to its needs.
- the rate of flow through the overflow pipe 58 also will vary, from a low rate when the machines are operating at full capacity to a much higher rate when only a small portion of the hydroclone output is needed. Accordingly, the excess clean liquid is baffled against return to the settling pool 20, and the amount of dirty liquid drawn from the pool by the pump 14 increases and decreases as the overflow rate varies.
- a hood 65 covers the top of the apparatus and encloses the transfer tank 15, the drag motor 34 and the upper end portion of the hydroclone 13 as shown in FIGS. 1 and 2, and the sidewalls 17 extend beyond the inclined wall 21 with the receptacle 23 fitted in notches in the walls to give a neat, attractive and integrated appearance to the apparatus.
- the motor 34 driving the drag conveyor 24, and a flow of dirty liquid entering the tank 12 through the conduit 10 and the opening 54
- dirty liquid is drawn into the pump 14 from the tank through the right portion (FIG. 3) of the opening 40 and the pump inlet 59, and is pumped through the pipe 41 to the upper section 13" of the hydroclone. Clean liquid flows out through the vortex finder pipe 39 to the transfer tank 15 and a concentrated mixture of dirty liquid and solids is discharged to the trough 44 from the underflow section 13 of the hydroclone.
- the transfer pump 64 delivers a flow of clean liquid from the transfer tank 15 to the pipe 11 and thus to the using machines, from which the liquid returns, after use, through the conduit 10 to the settling pool 20, entering in a flow along the partition 47 directed away from the outlet 40 to the hydroclone pump.
- the excess clean liquid from the hydroclone overflows through the pipe 58 to the return compartment 60 to be drawn into the pump 14 through the left section (FIG. 3) of the inlet 40, as an additional amount of dirty liquid, generally equal in volume to the volume used by the machines,. plus the volume discharged from the hydroclone as the underflow, is drawn from the settling pool 20 and mixed with the clean overflow for recycling through the hydroclone. Accordingly, the clean overflow does not stir up the settling pool, and the benefit of precleaning is retained to the fullest possible extent.
- the concentrated underflow mixture collected by the trough 44 spills into the auxiliary pool 20 through the opening 45, and the bulk of the solids settle in this pool for removal by the chain 51 and drag bars 54.
- the accompanying liquid is forced upwardly within the channel 49 to spill over the partition 47 at the notch 48 and return to the main pool 20. In this manner, the underflow is effectively handled by the settling tank and the drag conveyor without subjecting the pump 14 to exposure to the bulk of the solids discharged by the hydroclone.
- Apparatus for separating solid particles from a flow of dirty liquid from a using system and returning a flow of clean liquid to the system said apparatus having, in combination, a drag tank defining a settling pool and having an output opening below the normal level for liquid in said pool, a hydroclone separator operable to receive a flow of dirty liquid under pressure and discharge a first flow of clean liquid and a second flow of concentrated solid particles and accompanying liquid, a pump having a pump inlet communicating with said outlet opening and a pump outlet communicating with said'separator to deliver dirty liquid thereto from said pool, a transfer tank receiving said first flow from said separator, a transfer pump withdrawing clean liquid from said transfer tank at a rate less than the rate of said first flow and returning the liquid to said systems, said transfer tank having an overflow outlet establishing a preselected maximum liquid level and receiving excess clean liquid from the transfer tank, means returning said excess liquid to said pump inlet for recirculation through said separator with additional dirty liquid drawn from said pool, means receiving said second flow from said
- said means for returning excess clean liquid comprise a return compartment defined in said drag tank, and an overflow pipe opening into said transfer tank at a preselected maximum level therein, said outlet opening communicating both with said settling pool and with said return compartment to feed dirty and clean liquid to said pump.
- said compartment is defined by a baffle arranged along one wall of said drag tank and extending from the bottom thereof to above the level of liquid in said settling pool, said baffle having side portions abutting against said wall with one of said side portions overlying said outlet opening to divide the latter into first section communicating with said compartment and a second section communicating with said settling pool.
- Apparatus for separating solid particles from a flow of contaminated liquid from a using system and returning a flow of clean liquid to the system comprising a drag tank defining a settling pool provided with a liquid outlet opening below the normal level ofliquid in said settling pool; a hydrocyclone separator operable to receive a flow of dirty fluid under pressure and to separate and discharge a first flow of clean liquid from a first liquid outlet and a second flow of concentrated solid particles of contaminate and accompanying liquid from a second liquid outlet; a pump interposed between said drag tank outlet and said separator inlet and having an inlet connected by a liquid conduit with said separator to deliver contaminated liquid thereto from said drag tank pool, a liquid conduit system including a liquid directing means for receiving said flow of clean liquid from said separa tor and delivering part of the clean liquid to said using system and conduit means bypassing said drag tank to return excess clean liquid directly from said liquid directing means to said pump inlet for recycling of said clean liquid directly through said separator whereby only part of the pump output
- Apparatus for separating solid particles from a flow of dirty liquid including the combination of a first tank having a tank outlet and defining a settling pool for receiving dirty liquid for treatment; a hydrocyclone separator for separating undesired particles from said liquid, said separator having an inlet for dirty liquid, a first outlet for clean liquid and a second outlet for separated solid particles and accompanying liquid; a pump having an inlet, a conduit connecting said inlet with said tank outlet and said pool, said pump having an outlet and a conduit connecting said outlet with said separator inlet to deliver dirty liquid thereto under pressure; a transfer tank connected by a conduit to and receiving clean liquid from said first separator outlet; conduit and fluid regula tor means for transmitting a preselected maximum amount of clean liquid from said transfer tank to a using system, said amount being less than the output of said separator; and conduit means returning the excess of the output of clean liquid from said transfer tank to said inlet of said pump for recycling through said hydrocyclone separator whereby only a part of the pump output is dirty
- Apparatus as defined in claim 5 further including means for delivering separated solid particles and accompanying liquid from said second outlet to a portion of said first tank remote from said tank outlet, and a partition forming a dam between said remote portion and said outlet defining an auxiliary pool within said first tank whereby the bulk of the solid particles collects in said auxiliary pool as the accompanying liquid flows over said dam.
- Apparatus as defined in claim 6 further including means in said auxiliary pool adjacent said dam cooperating with the latter to prevent direct flow of floating particles from the sur face of the auxiliary pool over the dam.
- the method of cleaning a flow of dirty liquid having entrained solid particles and returning clean liquid to a using system comprising the steps of, delivering the dirty liquid to a settling tank defining a settling pool, withdrawing liquid from said pool at a point remote from the point of delivery and pumping the withdrawn liquid into a hydroclone separator, delivering clean liquid from said separator to a transfer reservoir, returning separated solid particles and accompanying liquid to said settling tank, delivering clean liquid from said reservoir to said using system at the rate needed by the system, recycling excess clean liquid from said reservoir directly to said hydroclone separator, and compensating for the flow from the reservoir to said system by drawing additional dirty liquid from said settling pool and mixing the additional liquid with said excess liquid.
- the method of cleaning a flow of dirty liquid having entrained solid particles and returning clean liquid to a using system comprising the steps of, delivering the dirty liquid to a settling pool, withdrawing liquid from the pool and pumping the withdrawn liquid to a hydroclone separator, delivering clean liquid from said separator to a transfer reservoir, delivering clean liquid from said reservoir to said using system at the rate needed by the system, recycling excess clean liquid from the reservoir directly to said hydroclone while preventing mixing of the clean liquid with said pool, withdrawing additional liquid from said pool and mixing the additional liquid with said clean liquid for pumping into said hydroclone separator, delivering separated solid particles and accompanying liquid from said separator to an auxiliary pool partitioned from said settling pool, permitting liquid from said tling pool, and dragging settled out solid particles from both of said pools for disposal.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Removal Of Floating Material (AREA)
- Cyclones (AREA)
Description
United States Patent Mark R. Estabrook [72] Inventor Rockford, Illinois [21] Appl. No. 690,122 [22] Filed Dec. 13, 1967 [45] Patented Nov. 17, 1970 [73] Assignee Barnes Drill Co.
Rockford, Illinois a corporation of Illinois [54] METHOD AND APPARATUS FOR CLEANING LIQUID 12 Claims, 4 Drawing Figs.
[52] U.S. Cl 210/73, 210/84, 210/195 [51] Int. Cl B0ld 21/26 [50] Field ol'Search 210/73, 84, 195l97,257,258,261,262
[56] References Cited UNITED STATES PATENTS 1,586,449 5/1926 Jones 210/73 2,861,688 11/1958 Harms... 210/73 2,886,287 5/1959 Croley 210/84X 13,540,sss
2,919,898 1/1960 Marwiletal 3,265,212 8/l966'BonsalLJr ABSTRACT: An apparatus and method for separating solid particles from a flow of machine tool coolant, using a drag tank as a settling pool for the dirty coolant, a centrifugal punip drawing dirty liquid from the pool through one section of an outlet opening, and a hydroclone separator receiving the pump output and delivering clean liquid to a transfer tank from which the clean liquid is pumped back to the using system. Excess clean liquid flows back to the drag tank through an overflow pipe opening into the transfer tank, and is delivered to a baffled compartment communicating with another section of the outlet opening. The dirty underflow from the hydroclone is collected by a trough and fed into an auxiliary pool in the drag tank separated from the main pool by a notched dam over which accompanying fluid flows, through a baffled passage, after settling out of the bulk of the returned solids. A conventional drag conveyor removes solids from the main pool and an extension thereof drags solids out of the auxiliary pool.
Patented Nov. 17, 1970 I 3,540,588
Sheet 1 M3 l I I l lL l. J| 1 Quark )gka za bmd & 444x44, wad/W @TTOIQNEJQ/ Patented Nov. 17, 1970 3,540,588
Sheet Q 013 eq-r-ronuosx METHOD AND APPARATUS FOR CLEANING LIQUID BACKGROUND OF THE INVENTION This invention relates to the separation of solid particles from liquid and, more particularly, to an apparatus and method for cleaning liquid such as machine tool coolant in a system serving one or more machines having tools which remove metal chips and swarf from workpieces and may release particles of abrasive grit and bonding material as the tools themselves are worn away, for example, in honing and grinding machines. An important problem in such systems has been the provision of a practical separating apparatus for effectively removing both ferrous and nonferrous particles from flows of coolant that vary from gallons or less per minute to as high as 2000 gallons per minute, and to accomplish this with an apparatus that is reasonable in initial cost and in operating expense.
One type of separator that has been used to some extent is the so-called hydroclone in which a stream of dirty liquid is introduced under pressure into a conical chamber to swirl around the chamber from the larger end toward the smaller end and separate the heavier substances by progressively increasing centrifugal action, the heavier particles being discharged at the smaller end as the underflow of the separator and the lighter substance, the clean liquid, being withdrawn along the axis of the cone at the larger end. The primary problems with such separators are the disposition of the dirty underfiow mixture, wear and plugging of the pump for feeding the hydroclone, and the effect on hydroclone operation of variations in the needs of the using system and the resulting changes in hydroclone pressure if variable restrictions are imposed upon its output.
SUMMARY OF THE INVENTION The primary object of the present invention is to provide a more effective separating apparatus and method which utilize a hydroclone separator and improve the overall performance of the separator by eliminating material changes in the system pressure, minimizing the amount of entrained solids that are pumped to the hydroclone, effectively handling the dirty underflow, and recirculating a substantial portion of the clean liquid for optimum cleaning when the using system requires less than the full output of the hydroclone. Moreover, these important advantages are achieved with a competitively priced apparatus that is high in operating efficiency and low in operating cost.
More specifically, the hydroclone is combined with a settling tank to which the dirty liquid is delivered from the using system and from which the liquid is pumped into the hydroclone, and the clean output of the latter is delivered .to a transfer tank from which the system is served according to its needs. Excess clean liquid is returned to the pumping system, without being released in the settling pool, and is recycled through the hydroclone with only that additional dirty liquid needed to make up for the liquid used, while the dirty underflow is returned to a part of the settling tank where the bulk of the solids are se gregated from the accompanying liquid by settling out before the latter flows back to the main settling pool and the pump,
Other objects and advantages of the invention will become apparent from the following detailed description of the preferred embodiment, taken in conjunction with the accompanying drawings.
BRIEF DESCRIPTION OF THE DRAWINGS FIG. I is a side elevational view of a separating apparatus embodying the novel features of the present invention and for practicing the method, parts of the apparatus being broken away and shown in cross section for clarity of illustration.
FIG. 2 is a fragmentary cross-sectional view taken in a vertical plane through the apparatus shown in FIG. I substantially along the line 2-2 of FIG. 1.
FIG. 3 is a fragmentary cross-sectional view taken substan-- tially along the line 3-3 of FIG. 2.
FIG. 4 is a schematic perspective yiew of the basic parts of a drag conveyor incorporated in the settling tank for removal of accumulated solids therefrom.
DETAILED DESCRIPTION OF THE INVENTION As shown in the drawings for purposes of illustration, the invention is embodied in an apparatus for separating metal chips, swarf, grit and the like, from a flow of machine tool coolant delivered to the apparatus through a conduit 10 (FIGS. I and 2) from the machine or machines served by the system, and returning to the system a supply of clean coolantthrough a pipe 11. In general, the apparatus comprises a settling tank 12 to which the dirty liquid is delivered, a hydroclone separator 13 to which liquid from the tank is delivered by a pumping apparatus 14, a transfer tank 15 receiving clean liquid from the hydroclone for return to the using system, and means for returning the underflow from the hydroclone to the settling tank and segregating the solids in the discharge from the liquid entering the pumping apparatus.
The settling tank 12 is basically conventional drag tank of sheet metal construction illustrated most clearly in FIGS. 2 and 3 as having upright sidewalls 17, a right end wall I8, (FIGS. I and 2) and a bottom wall which has a horizontal portion 19 forming the bottom of the settling pool 20 and an upwardly inclined portion 21 closing the left end of the tank and terminating in a lip 22 over which accumulated solids are discharged into a receptacle 23 by a drag conveyor 24. The conveyor is supported on front and rear sprocket wheels 25 and 27 mounted on two horizontal shafts 28 and 29 disposed above the normal level 30 of liquid in the pool and journaled at their ends in bearings 31 on the tank sidewalls, as shown in FIG. 3. Endless drag chains 32 trained loosely around the sprockets hang down into the pool as shown in FIG. 2 and carry two elongated drag bars 33 spanning the chains and spaced apart by half the length of the latter so as to move alternately into the pool adjacent the right end wall l8, then horizontally along the bottom 19 to pick up a quantity of settled-out solids, then up the incline 21 to carry the solids over the discharge lip 22, and then back across the top of the spool to the downward run of the chains. A motor 34 (FIG. 1) drives the conveyor at slow speed through a reducer 35 and a belt drive 37 to the shaft 29, and a pivotally supported wiper 38 (FIG. 2) is positioned to clean each bar as it moves slowly over the receptacle 23. With this arrangement much of the solid material delivered to the tank 12 through the conduit 10, including heavy inrushes of swarf, is eliminated by settling out in the tank before the liquid reaches the pump 14.
The hydroclone 13 is mounted on the outside of the end wall 18 (FIG. 2) and also may be of known basic construction, the same general type of separator being shown in US. Pat. No. 3,235,090 to which reference is made for details of construction and operation. At the upper end of the hydroclone is an inlet section 13 defining a cylindrical portion of the treating chamber into which the dirty liquid is directed, tangent to the chamber wall and with a slight downward inclination. Below this is an intermediate section 13" which defines the conical portion of the chamber and the discharge outlet of the chamber. At the lowerend is the pot section 13 from which the underflow is discharged. From the upper section, the liquid swirls around the conical wall in moving toward the apex outlet, creating an inner vortex of clean liquid which flows out through a vortex finder leading to an outlet pipe 39 which dumps the liquid into the transfer'tank 15. The specific design specifications including cone angle and length, outlet size and operating pressure of the hydroclone vary with the nature of the liquid being treated, and are within the capabilities of those skilled in the art.
In this instance, the pump 14 withdraws dirty liquid from the tank 12 through an outlet opening 40 in the right end wall 18 near a lower corner thereof, and the pump output is fed to the hydroclone 13 through a pipe 41 leading to the upper section 13 and the tangential inlet therein. This pump is of the centrifugal type and is driven by a motor 42 on a pedestal 43 extending above the pump. As previously stated, the pressure used will vary with the type of liquid being cleaned, and also with the requirements of the particular hydroclone, which preferably is of a relatively low-pressure type with which a pressure head on the order of 20 feet is adequate, although the present invention is not limited to low-pressure hydroclones. The total volume of liquid pumped to the hydroclone also is variable, depending upon the volume required by the using system, so different pumps are provided for different situations, and are selected to produce a hydroclone output at least as great as, and preferably somewhat greater than, the maximum requirements of the system when all machines are in operation and taking their maximum volume of coolant.
The dirty mixture of liquid and solid particles discharged from the underflow pot 13 herein is caught by a trough 44 on the end wall 18 of the tank 12 and returned to the tank through an opening 45 (FIG. 3). To segregate this mixture from the main body of liquid in the settling pool 20, a partition or baffle 47 is fitted into the tank, herein adjacent the left side wall 17 in FIG. 3, to form an auxiliary settling pool 20 along one side of the tank beneath the return opening 45. This partition extends well above the liquid level 30 in the main pool and thus forms a dam confining both the liquid and the solids of the underflow momentarily in the auxiliary pool to insure that the bulk of the returned solids will be segregated from the returned liquid, by settling out, before the liquid flows back over the dam to the main pool. A notch 48 in the upper edge portion of the partition forms a spillway for this liquid, the spillway being spaced from the return opening.
To further reduce the amount of contamination that is returned to the main pool 20, an open-ended, channel shaped baffle 49 surrounds the spillway notch and projects both above and below the level 30" of liquid in the auxiliary pool 20". Thus, liquid must flow down to the level of the lower, inlet end 50 of the channel and then rise within the channel before spilling through the notch 48. This insures that no liquid can flow directly to the notch from the return opening, and also serves to skim any floating contamination off the liquid before it returns to the main pool.
As shown most clearly in FIGS. 3 and 4, the drag conveyor 24 includes an auxiliary portion 24 comprising an endless chain 51 trained around sprockets 52 and 53 on the shafts 28 and 29 above the auxiliary pool 20", this chain following a path identical to the path of the main chains and carrying two short drag bars which, in effect, are separated extensions of the bars 33. The extension bars drag accumulated swarf from the auxiliary pool and dump this into the receptacle 23 for disposal. It will be evident that a second partition could be installed between the opening 54 and the pump inlet 40, if desired.
The dirty coolant from the using machines enters the tank 12 through another opening 54 in the end wall 18 near the liquid level 30 and close to the partition 47 to flow alongthe latter toward the opposite end of the tank. This minimizes the disturbance of the main pool and provides optimum settling while the liquid reverses its direction and flows back toward the outlet 40. Herein, the inlet conduit is a generally horizontal U-shaped trough (see FIG. 1) opening into the opening 54.
An important aspect of the present invention is the handling of the excess output of the hydroclone 13 over the requirements of the using machines. Instead of returning this clean liquid to the settling pool 20,, the apparatus recycles it through the hydroclone with only that amount of dirty liquid from the tank 12 necessary to make up for what has been used, thereby avoiding stirring up of the settling pool by the excess clean liquid and recirculating the once-cleaned liquid for even more effective cleaning. In addition, by reducing the amount of dirty liquid that is fed into the pump 14, wear on the pump is kept to a minimum.
To these ends, the transfer tank is provided with an outlet 55 at a preselected level 57 and the overflow from the tank at this level is returned through a pipe 58 to the inlet 59 of the hydroclone pump 14, herein through a compartment 60 defined along the end wall 18 by a baffle plate 61 extending upwardly from the bottom 19 to above the level 30 of the pool 20 and having side flanges 62 abutting against the end wall. It will be seen in FIG. 3 that the side flange 62 closest to the right side of the wall 17 of the tank 12 overlies the outlet opening 40 in the end wall 18 to divide the opening into two sections, one communicating with the return compartment 60 and the other with the main portion of the tank, so that the pump intake is a mixture ofclean and dirty liquid.
As shown in FIGS. 1 and 2, the overflow outlet 55 of the transfer tank 15 is simply the open upper end of the pipe 58 which herein extends vertically up through the bottom 63 of the transfer tank from the return compartment 60, and terminates well above the level of a transfer pump 64, herein a sealed centrifugal pump unit with its intake port adjacent the bottom of the tank and with the pipe 11 connected to its output port. Thus, the transfer tank is a reservoir for clean liquid and is continually fed by the hydroclone while the transfer pump 64 feeds the using system, according to its needs. With a substantially constant hydroclone output to the transfer tank and a variable transfer pump output, the rate of flow through the overflow pipe 58 also will vary, from a low rate when the machines are operating at full capacity to a much higher rate when only a small portion of the hydroclone output is needed. Accordingly, the excess clean liquid is baffled against return to the settling pool 20, and the amount of dirty liquid drawn from the pool by the pump 14 increases and decreases as the overflow rate varies.
Preferably, a hood 65 covers the top of the apparatus and encloses the transfer tank 15, the drag motor 34 and the upper end portion of the hydroclone 13 as shown in FIGS. 1 and 2, and the sidewalls 17 extend beyond the inclined wall 21 with the receptacle 23 fitted in notches in the walls to give a neat, attractive and integrated appearance to the apparatus. When the apparatus is put in operation with the pumps 14 and 64 operating, the motor 34 driving the drag conveyor 24, and a flow of dirty liquid entering the tank 12 through the conduit 10 and the opening 54, dirty liquid is drawn into the pump 14 from the tank through the right portion (FIG. 3) of the opening 40 and the pump inlet 59, and is pumped through the pipe 41 to the upper section 13" of the hydroclone. Clean liquid flows out through the vortex finder pipe 39 to the transfer tank 15 and a concentrated mixture of dirty liquid and solids is discharged to the trough 44 from the underflow section 13 of the hydroclone.
At the same time, the transfer pump 64 delivers a flow of clean liquid from the transfer tank 15 to the pipe 11 and thus to the using machines, from which the liquid returns, after use, through the conduit 10 to the settling pool 20, entering in a flow along the partition 47 directed away from the outlet 40 to the hydroclone pump. The excess clean liquid from the hydroclone overflows through the pipe 58 to the return compartment 60 to be drawn into the pump 14 through the left section (FIG. 3) of the inlet 40, as an additional amount of dirty liquid, generally equal in volume to the volume used by the machines,. plus the volume discharged from the hydroclone as the underflow, is drawn from the settling pool 20 and mixed with the clean overflow for recycling through the hydroclone. Accordingly, the clean overflow does not stir up the settling pool, and the benefit of precleaning is retained to the fullest possible extent.
The concentrated underflow mixture collected by the trough 44 spills into the auxiliary pool 20 through the opening 45, and the bulk of the solids settle in this pool for removal by the chain 51 and drag bars 54. The accompanying liquid is forced upwardly within the channel 49 to spill over the partition 47 at the notch 48 and return to the main pool 20. In this manner, the underflow is effectively handled by the settling tank and the drag conveyor without subjecting the pump 14 to exposure to the bulk of the solids discharged by the hydroclone.
The result is a practical separating apparatus tzat may be made in different sizes for different flow capaciti s at prices competitive with other types of separating devices, but with the increased cleaning efficiency and lower operating expense obtained from hydroclone separators. At the same time, variations in back pressure on the hydroclone have been eliminated, and both the underflow and excess clean output are accommodated without difficulty.
1 claim:
1, Apparatus for separating solid particles from a flow of dirty liquid from a using system and returning a flow of clean liquid to the system, said apparatus having, in combination, a drag tank defining a settling pool and having an output opening below the normal level for liquid in said pool, a hydroclone separator operable to receive a flow of dirty liquid under pressure and discharge a first flow of clean liquid and a second flow of concentrated solid particles and accompanying liquid, a pump having a pump inlet communicating with said outlet opening and a pump outlet communicating with said'separator to deliver dirty liquid thereto from said pool, a transfer tank receiving said first flow from said separator, a transfer pump withdrawing clean liquid from said transfer tank at a rate less than the rate of said first flow and returning the liquid to said systems, said transfer tank having an overflow outlet establishing a preselected maximum liquid level and receiving excess clean liquid from the transfer tank, means returning said excess liquid to said pump inlet for recirculation through said separator with additional dirty liquid drawn from said pool, means receiving said second flow from said separator and returning the same to a portion of said tank remote from said tank outlet, and a partition between said remote portion and said outlet opening forming a dam confining said second flow in an auxiliary pool for settling out of the returned solid particles before the accompanying liquid flows over the dam to said settling pool.
2. Apparatus as defined by claim 1 in which said means for returning excess clean liquid comprise a return compartment defined in said drag tank, and an overflow pipe opening into said transfer tank at a preselected maximum level therein, said outlet opening communicating both with said settling pool and with said return compartment to feed dirty and clean liquid to said pump.
3. Apparatus as defined by claim 2 in which said compartment is defined by a baffle arranged along one wall of said drag tank and extending from the bottom thereof to above the level of liquid in said settling pool, said baffle having side portions abutting against said wall with one of said side portions overlying said outlet opening to divide the latter into first section communicating with said compartment and a second section communicating with said settling pool.
4. Apparatus for separating solid particles from a flow of contaminated liquid from a using system and returning a flow of clean liquid to the system, said apparatus comprising a drag tank defining a settling pool provided with a liquid outlet opening below the normal level ofliquid in said settling pool; a hydrocyclone separator operable to receive a flow of dirty fluid under pressure and to separate and discharge a first flow of clean liquid from a first liquid outlet and a second flow of concentrated solid particles of contaminate and accompanying liquid from a second liquid outlet; a pump interposed between said drag tank outlet and said separator inlet and having an inlet connected by a liquid conduit with said separator to deliver contaminated liquid thereto from said drag tank pool, a liquid conduit system including a liquid directing means for receiving said flow of clean liquid from said separa tor and delivering part of the clean liquid to said using system and conduit means bypassing said drag tank to return excess clean liquid directly from said liquid directing means to said pump inlet for recycling of said clean liquid directly through said separator whereby only part of the pump output is contaminated liquid from the pool.
5. Apparatus for separating solid particles from a flow of dirty liquid, said apparatus including the combination ofa first tank having a tank outlet and defining a settling pool for receiving dirty liquid for treatment; a hydrocyclone separator for separating undesired particles from said liquid, said separator having an inlet for dirty liquid, a first outlet for clean liquid and a second outlet for separated solid particles and accompanying liquid; a pump having an inlet, a conduit connecting said inlet with said tank outlet and said pool, said pump having an outlet and a conduit connecting said outlet with said separator inlet to deliver dirty liquid thereto under pressure; a transfer tank connected by a conduit to and receiving clean liquid from said first separator outlet; conduit and fluid regula tor means for transmitting a preselected maximum amount of clean liquid from said transfer tank to a using system, said amount being less than the output of said separator; and conduit means returning the excess of the output of clean liquid from said transfer tank to said inlet of said pump for recycling through said hydrocyclone separator whereby only a part of the pump output is dirty liquid drawn from said pool in said first tank.
6. Apparatus as defined in claim 5 further including means for delivering separated solid particles and accompanying liquid from said second outlet to a portion of said first tank remote from said tank outlet, and a partition forming a dam between said remote portion and said outlet defining an auxiliary pool within said first tank whereby the bulk of the solid particles collects in said auxiliary pool as the accompanying liquid flows over said dam.
7. Apparatus as defined in claim 6 further including means in said auxiliary pool adjacent said dam cooperating with the latter to prevent direct flow of floating particles from the sur face of the auxiliary pool over the dam.
8. The method of cleaning a flow of dirty liquid having entrained solid particles and returning clean liquid to a using system, said method comprising the steps of, delivering the dirty liquid to a settling tank defining a settling pool, withdrawing liquid from said pool at a point remote from the point of delivery and pumping the withdrawn liquid into a hydroclone separator, delivering clean liquid from said separator to a transfer reservoir, returning separated solid particles and accompanying liquid to said settling tank, delivering clean liquid from said reservoir to said using system at the rate needed by the system, recycling excess clean liquid from said reservoir directly to said hydroclone separator, and compensating for the flow from the reservoir to said system by drawing additional dirty liquid from said settling pool and mixing the additional liquid with said excess liquid.
9. The method defined by claim 8 in which said excess liquid is mixed with the additionaldirty liquid by returning the excess liquid to the point of withdrawal from said pool and baffling the flow of excess liquid against release into the poolv 10. The method defined in claim 8 including the further steps of partitioning the returned solid particles and accompanying liquid from said settling pool and permitting the accompanying liquid to flow back to said pool over the partition thereby to segregate the bulk of the particles from the pool.
11. The method defined in claim 10 including the further step of dragging settled-out solid particles from said tank for disposal.
12. The method of cleaning a flow of dirty liquid having entrained solid particles and returning clean liquid to a using system, said method comprising the steps of, delivering the dirty liquid to a settling pool, withdrawing liquid from the pool and pumping the withdrawn liquid to a hydroclone separator, delivering clean liquid from said separator to a transfer reservoir, delivering clean liquid from said reservoir to said using system at the rate needed by the system, recycling excess clean liquid from the reservoir directly to said hydroclone while preventing mixing of the clean liquid with said pool, withdrawing additional liquid from said pool and mixing the additional liquid with said clean liquid for pumping into said hydroclone separator, delivering separated solid particles and accompanying liquid from said separator to an auxiliary pool partitioned from said settling pool, permitting liquid from said tling pool, and dragging settled out solid particles from both of said pools for disposal.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US69012267A | 1967-12-13 | 1967-12-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3540588A true US3540588A (en) | 1970-11-17 |
Family
ID=24771191
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US690122A Expired - Lifetime US3540588A (en) | 1967-12-13 | 1967-12-13 | Method and apparatus for cleaning liquid |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US3540588A (en) |
| DE (2) | DE6807630U (en) |
| FR (1) | FR1587152A (en) |
| GB (1) | GB1195507A (en) |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3840120A (en) * | 1973-03-05 | 1974-10-08 | Barnes Drill Co | Apparatus for separating particles from liquid |
| US3891557A (en) * | 1974-02-11 | 1975-06-24 | Fmc Corp | Peripheral feed clarification tank |
| US3894949A (en) * | 1973-09-26 | 1975-07-15 | Siegmund J Enzmann | Separator apparatus for separating liquids from a liquid mixture |
| US3959139A (en) * | 1974-09-16 | 1976-05-25 | Filter Tech, Inc. | Liquid purification system |
| US4001118A (en) * | 1975-08-11 | 1977-01-04 | Enzmann Siegmund J | Apparatus for separating foreign solid particles from a liquid |
| US4110218A (en) * | 1977-02-07 | 1978-08-29 | Barnes Drill Co. | Liquid cleaning apparatus having cyclonic separators |
| WO1982002344A1 (en) * | 1981-01-15 | 1982-07-22 | Co Inc Donaldson | Fluid recovery system |
| US4362628A (en) * | 1980-07-23 | 1982-12-07 | Methods Engineering, Inc. | Method and apparatus for cleaning basins |
| US4366069A (en) * | 1981-04-16 | 1982-12-28 | Donaldson Company, Inc. | Coolant recovery system |
| US4521313A (en) * | 1982-04-15 | 1985-06-04 | Donaldson Company, Inc. | Fluid purification system |
| US4791890A (en) * | 1987-04-02 | 1988-12-20 | Wynn Oil Company | Engine cooling system power flush with flush liquid filtering and recirculation |
| US4793403A (en) * | 1987-08-20 | 1988-12-27 | Wynn Oil Company | Engine coolant flush-filtering, using external gas pressure |
| US4809769A (en) * | 1987-08-20 | 1989-03-07 | Wynn Oil Company | Engine coolant flush-filtering using external gas pressure |
| US4849116A (en) * | 1986-05-28 | 1989-07-18 | Maschinenfabrik Andritz Actiengesellschaft | Process and a plant for separating low density material from substrate mixtures |
| US4899807A (en) * | 1987-08-20 | 1990-02-13 | Wynn Oil Company | Engine coolant flush-filtering using external gas pressure and blocked radiator fill port |
| EP0225017B1 (en) * | 1985-10-18 | 1993-01-13 | Bunri Industry Co., Ltd. | Filter apparatus |
| US5306430A (en) * | 1992-07-27 | 1994-04-26 | Wynn Oil Company | Engine coolant pressure relief method and apparatus |
| US5318700A (en) * | 1992-08-07 | 1994-06-07 | Wynn Oil Company | Engine and radiator coolant treatment and handling, enabling coolant reuse |
| US5390636A (en) * | 1994-02-14 | 1995-02-21 | Wynn Oil Company | Coolant transfer apparatus and method, for engine/radiator cooling system |
| US5425333A (en) * | 1994-02-14 | 1995-06-20 | Wynn Oil Company | Aspiration controlled collant transfer apparatus and method, for engine/radiator cooling systems |
| US5833868A (en) * | 1997-06-27 | 1998-11-10 | Recot, Inc. | Portable water recycler |
| US6193895B1 (en) | 1999-08-31 | 2001-02-27 | Century Mfg. Co. | Multipurpose vehicle coolant recycling device and method for recycling vehicle coolant |
| US6322694B1 (en) | 2000-08-29 | 2001-11-27 | Safety-Kleen Systems, Inc. | Machine coolant management system |
| WO2019214195A1 (en) * | 2018-05-11 | 2019-11-14 | 河海大学 | Floating sludge discharge device for square sedimentation tank |
-
1967
- 1967-12-13 US US690122A patent/US3540588A/en not_active Expired - Lifetime
-
1968
- 1968-09-13 GB GB43645/68A patent/GB1195507A/en not_active Expired
- 1968-10-18 FR FR1587152D patent/FR1587152A/fr not_active Expired
- 1968-11-18 DE DE6807630U patent/DE6807630U/en not_active Expired
- 1968-11-19 DE DE19681809736 patent/DE1809736A1/en active Pending
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3840120A (en) * | 1973-03-05 | 1974-10-08 | Barnes Drill Co | Apparatus for separating particles from liquid |
| US3894949A (en) * | 1973-09-26 | 1975-07-15 | Siegmund J Enzmann | Separator apparatus for separating liquids from a liquid mixture |
| US3891557A (en) * | 1974-02-11 | 1975-06-24 | Fmc Corp | Peripheral feed clarification tank |
| US3959139A (en) * | 1974-09-16 | 1976-05-25 | Filter Tech, Inc. | Liquid purification system |
| US4001118A (en) * | 1975-08-11 | 1977-01-04 | Enzmann Siegmund J | Apparatus for separating foreign solid particles from a liquid |
| US4110218A (en) * | 1977-02-07 | 1978-08-29 | Barnes Drill Co. | Liquid cleaning apparatus having cyclonic separators |
| US4362628A (en) * | 1980-07-23 | 1982-12-07 | Methods Engineering, Inc. | Method and apparatus for cleaning basins |
| WO1982002344A1 (en) * | 1981-01-15 | 1982-07-22 | Co Inc Donaldson | Fluid recovery system |
| WO1982002343A1 (en) * | 1981-01-15 | 1982-07-22 | Jahn Darrel D | Industrial coolant fluid recovery system |
| US4366069A (en) * | 1981-04-16 | 1982-12-28 | Donaldson Company, Inc. | Coolant recovery system |
| US4521313A (en) * | 1982-04-15 | 1985-06-04 | Donaldson Company, Inc. | Fluid purification system |
| EP0225017B1 (en) * | 1985-10-18 | 1993-01-13 | Bunri Industry Co., Ltd. | Filter apparatus |
| US4849116A (en) * | 1986-05-28 | 1989-07-18 | Maschinenfabrik Andritz Actiengesellschaft | Process and a plant for separating low density material from substrate mixtures |
| US4791890A (en) * | 1987-04-02 | 1988-12-20 | Wynn Oil Company | Engine cooling system power flush with flush liquid filtering and recirculation |
| US4793403A (en) * | 1987-08-20 | 1988-12-27 | Wynn Oil Company | Engine coolant flush-filtering, using external gas pressure |
| US4899807A (en) * | 1987-08-20 | 1990-02-13 | Wynn Oil Company | Engine coolant flush-filtering using external gas pressure and blocked radiator fill port |
| US4809769A (en) * | 1987-08-20 | 1989-03-07 | Wynn Oil Company | Engine coolant flush-filtering using external gas pressure |
| US5306430A (en) * | 1992-07-27 | 1994-04-26 | Wynn Oil Company | Engine coolant pressure relief method and apparatus |
| US5318700A (en) * | 1992-08-07 | 1994-06-07 | Wynn Oil Company | Engine and radiator coolant treatment and handling, enabling coolant reuse |
| US5390636A (en) * | 1994-02-14 | 1995-02-21 | Wynn Oil Company | Coolant transfer apparatus and method, for engine/radiator cooling system |
| US5425333A (en) * | 1994-02-14 | 1995-06-20 | Wynn Oil Company | Aspiration controlled collant transfer apparatus and method, for engine/radiator cooling systems |
| US5833868A (en) * | 1997-06-27 | 1998-11-10 | Recot, Inc. | Portable water recycler |
| US6193895B1 (en) | 1999-08-31 | 2001-02-27 | Century Mfg. Co. | Multipurpose vehicle coolant recycling device and method for recycling vehicle coolant |
| US6322694B1 (en) | 2000-08-29 | 2001-11-27 | Safety-Kleen Systems, Inc. | Machine coolant management system |
| WO2019214195A1 (en) * | 2018-05-11 | 2019-11-14 | 河海大学 | Floating sludge discharge device for square sedimentation tank |
| US11117074B2 (en) * | 2018-05-11 | 2021-09-14 | Hohai University | Floating sludge discharge device for square settling tank |
Also Published As
| Publication number | Publication date |
|---|---|
| DE6807630U (en) | 1969-06-26 |
| FR1587152A (en) | 1970-03-13 |
| DE1809736A1 (en) | 1969-08-14 |
| GB1195507A (en) | 1970-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3540588A (en) | Method and apparatus for cleaning liquid | |
| US3456798A (en) | Method and apparatus for clarifying liquids | |
| US3341983A (en) | Method and apparatus for continuously clarifying machine tool coolant and the like | |
| US4546783A (en) | Apparatus for washing drill cuttings | |
| US3731802A (en) | Liquid separator | |
| JP3587523B2 (en) | Liquid / solid separation | |
| JP3851694B2 (en) | Cooling lubricant purification device | |
| US4397424A (en) | Battery reclaiming method and apparatus | |
| US4110218A (en) | Liquid cleaning apparatus having cyclonic separators | |
| KR100434585B1 (en) | Chip conveyor and chip separating and collecting device used for the conveyor | |
| JP4134515B2 (en) | Polyolefin plastic sheet material recycling equipment | |
| US4664802A (en) | Apparatus for continuously separating liquid mixtures | |
| US3840120A (en) | Apparatus for separating particles from liquid | |
| US980001A (en) | Centrifugal sluicing-machine. | |
| US3795316A (en) | Industrial waste processing apparatus | |
| US5049260A (en) | Blast cleaning wet media feed and separation system | |
| US2422657A (en) | Hydraulic separation of stones from peas | |
| JP2001137743A (en) | Apparatus for cleaning and recovering coolant | |
| US3456797A (en) | Apparatus and method for cleaning dirty liquid | |
| US2496703A (en) | Three-way gravity liquid separation | |
| US2082467A (en) | Coal cleaning apparatus | |
| US3717255A (en) | Liquid clarification unit | |
| US3596769A (en) | Filter for coolant oils for cutting tools | |
| US1627550A (en) | baghmann | |
| US2230385A (en) | Method and apparatus for treating sewage sludges and the like |