US20090229032A1 - Method of Manufacturing of Aerogel Composites - Google Patents
Method of Manufacturing of Aerogel Composites Download PDFInfo
- Publication number
- US20090229032A1 US20090229032A1 US12/365,234 US36523409A US2009229032A1 US 20090229032 A1 US20090229032 A1 US 20090229032A1 US 36523409 A US36523409 A US 36523409A US 2009229032 A1 US2009229032 A1 US 2009229032A1
- Authority
- US
- United States
- Prior art keywords
- batting
- aerogel
- gel
- composite
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000004964 aerogel Substances 0.000 title claims abstract description 125
- 239000002131 composite material Substances 0.000 title claims abstract description 114
- 238000004519 manufacturing process Methods 0.000 title description 6
- 229920001410 Microfiber Polymers 0.000 claims abstract description 37
- 239000003658 microfiber Substances 0.000 claims abstract description 37
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 50
- 238000000034 method Methods 0.000 claims description 39
- 239000000499 gel Substances 0.000 claims description 36
- 239000002243 precursor Substances 0.000 claims description 23
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 22
- 239000000377 silicon dioxide Substances 0.000 claims description 21
- 229910052751 metal Inorganic materials 0.000 claims description 19
- 239000002184 metal Substances 0.000 claims description 19
- 229920000728 polyester Polymers 0.000 claims description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 15
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 14
- 229910052799 carbon Inorganic materials 0.000 claims description 13
- 239000006229 carbon black Substances 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 11
- -1 polyethylene Polymers 0.000 claims description 10
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 claims description 9
- 239000002019 doping agent Substances 0.000 claims description 9
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 9
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 9
- 239000002904 solvent Substances 0.000 claims description 9
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 7
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 claims description 6
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 claims description 6
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 claims description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 6
- 239000011152 fibreglass Substances 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- XPFVYQJUAUNWIW-UHFFFAOYSA-N furfuryl alcohol Chemical compound OCC1=CC=CO1 XPFVYQJUAUNWIW-UHFFFAOYSA-N 0.000 claims description 4
- 229920000058 polyacrylate Polymers 0.000 claims description 4
- 239000010453 quartz Substances 0.000 claims description 4
- 229910052710 silicon Inorganic materials 0.000 claims description 4
- 239000010703 silicon Substances 0.000 claims description 4
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 claims description 4
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 3
- 239000004693 Polybenzimidazole Substances 0.000 claims description 3
- 239000004642 Polyimide Substances 0.000 claims description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 3
- 239000006227 byproduct Substances 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 3
- 229920002480 polybenzimidazole Polymers 0.000 claims description 3
- 229920002530 polyetherether ketone Polymers 0.000 claims description 3
- 229920001721 polyimide Polymers 0.000 claims description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 3
- LFQCEHFDDXELDD-UHFFFAOYSA-N tetramethyl orthosilicate Chemical compound CO[Si](OC)(OC)OC LFQCEHFDDXELDD-UHFFFAOYSA-N 0.000 claims description 3
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 claims description 2
- ZRYCRPNCXLQHPN-UHFFFAOYSA-N 3-hydroxy-2-methylbenzaldehyde Chemical compound CC1=C(O)C=CC=C1C=O ZRYCRPNCXLQHPN-UHFFFAOYSA-N 0.000 claims description 2
- 229920001817 Agar Polymers 0.000 claims description 2
- 229920000936 Agarose Polymers 0.000 claims description 2
- ZNZYKNKBJPZETN-WELNAUFTSA-N Dialdehyde 11678 Chemical compound N1C2=CC=CC=C2C2=C1[C@H](C[C@H](/C(=C/O)C(=O)OC)[C@@H](C=C)C=O)NCC2 ZNZYKNKBJPZETN-WELNAUFTSA-N 0.000 claims description 2
- 239000004593 Epoxy Substances 0.000 claims description 2
- 229920000877 Melamine resin Polymers 0.000 claims description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 2
- 229920006282 Phenolic fiber Polymers 0.000 claims description 2
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000004793 Polystyrene Substances 0.000 claims description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 2
- 239000008272 agar Substances 0.000 claims description 2
- SMZOGRDCAXLAAR-UHFFFAOYSA-N aluminium isopropoxide Chemical compound [Al+3].CC(C)[O-].CC(C)[O-].CC(C)[O-] SMZOGRDCAXLAAR-UHFFFAOYSA-N 0.000 claims description 2
- GREPRXTWWXHFPD-UHFFFAOYSA-N aluminum magnesium propan-2-olate Chemical compound [Mg++].[Al+3].CC(C)[O-].CC(C)[O-].CC(C)[O-].CC(C)[O-].CC(C)[O-] GREPRXTWWXHFPD-UHFFFAOYSA-N 0.000 claims description 2
- 229910001038 basic metal oxide Inorganic materials 0.000 claims description 2
- KVBYPTUGEKVEIJ-UHFFFAOYSA-N benzene-1,3-diol;formaldehyde Chemical compound O=C.OC1=CC=CC(O)=C1 KVBYPTUGEKVEIJ-UHFFFAOYSA-N 0.000 claims description 2
- UCRXQUVKDMVBBM-UHFFFAOYSA-N benzyl 2-amino-3-(4-phenylmethoxyphenyl)propanoate Chemical compound C=1C=CC=CC=1COC(=O)C(N)CC(C=C1)=CC=C1OCC1=CC=CC=C1 UCRXQUVKDMVBBM-UHFFFAOYSA-N 0.000 claims description 2
- YXTPWUNVHCYOSP-UHFFFAOYSA-N bis($l^{2}-silanylidene)molybdenum Chemical compound [Si]=[Mo]=[Si] YXTPWUNVHCYOSP-UHFFFAOYSA-N 0.000 claims description 2
- JITPFBSJZPOLGT-UHFFFAOYSA-N cerium(3+);propan-2-olate Chemical compound [Ce+3].CC(C)[O-].CC(C)[O-].CC(C)[O-] JITPFBSJZPOLGT-UHFFFAOYSA-N 0.000 claims description 2
- 125000003700 epoxy group Chemical group 0.000 claims description 2
- XYIBRDXRRQCHLP-UHFFFAOYSA-N ethyl acetoacetate Chemical compound CCOC(=O)CC(C)=O XYIBRDXRRQCHLP-UHFFFAOYSA-N 0.000 claims description 2
- IVJISJACKSSFGE-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine Chemical compound O=C.NC1=NC(N)=NC(N)=N1 IVJISJACKSSFGE-UHFFFAOYSA-N 0.000 claims description 2
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 claims description 2
- 229910052735 hafnium Inorganic materials 0.000 claims description 2
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims description 2
- UQEAIHBTYFGYIE-UHFFFAOYSA-N hexamethyldisiloxane Chemical class C[Si](C)(C)O[Si](C)(C)C UQEAIHBTYFGYIE-UHFFFAOYSA-N 0.000 claims description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 2
- 235000013980 iron oxide Nutrition 0.000 claims description 2
- VBMVTYDPPZVILR-UHFFFAOYSA-N iron(2+);oxygen(2-) Chemical class [O-2].[Fe+2] VBMVTYDPPZVILR-UHFFFAOYSA-N 0.000 claims description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L manganese oxide Inorganic materials [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 claims description 2
- PPNAOCWZXJOHFK-UHFFFAOYSA-N manganese(2+);oxygen(2-) Chemical class [O-2].[Mn+2] PPNAOCWZXJOHFK-UHFFFAOYSA-N 0.000 claims description 2
- 239000012702 metal oxide precursor Substances 0.000 claims description 2
- 230000004048 modification Effects 0.000 claims description 2
- 238000012986 modification Methods 0.000 claims description 2
- 229910021344 molybdenum silicide Inorganic materials 0.000 claims description 2
- 229920001568 phenolic resin Polymers 0.000 claims description 2
- 229920002401 polyacrylamide Polymers 0.000 claims description 2
- 229920001230 polyarylate Polymers 0.000 claims description 2
- 239000004644 polycyanurate Substances 0.000 claims description 2
- 229920006294 polydialkylsiloxane Polymers 0.000 claims description 2
- 229920000647 polyepoxide Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 229920002223 polystyrene Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- NREVZTYRXVBFAQ-UHFFFAOYSA-N propan-2-ol;yttrium Chemical compound [Y].CC(C)O.CC(C)O.CC(C)O NREVZTYRXVBFAQ-UHFFFAOYSA-N 0.000 claims description 2
- ZGSOBQAJAUGRBK-UHFFFAOYSA-N propan-2-olate;zirconium(4+) Chemical compound [Zr+4].CC(C)[O-].CC(C)[O-].CC(C)[O-].CC(C)[O-] ZGSOBQAJAUGRBK-UHFFFAOYSA-N 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 239000011347 resin Substances 0.000 claims description 2
- 150000003839 salts Chemical class 0.000 claims description 2
- 238000000194 supercritical-fluid extraction Methods 0.000 claims description 2
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 claims description 2
- ZQZCOBSUOFHDEE-UHFFFAOYSA-N tetrapropyl silicate Chemical compound CCCO[Si](OCCC)(OCCC)OCCC ZQZCOBSUOFHDEE-UHFFFAOYSA-N 0.000 claims description 2
- 239000010936 titanium Substances 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- WOZZOSDBXABUFO-UHFFFAOYSA-N tri(butan-2-yloxy)alumane Chemical compound [Al+3].CCC(C)[O-].CCC(C)[O-].CCC(C)[O-] WOZZOSDBXABUFO-UHFFFAOYSA-N 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 229910052727 yttrium Inorganic materials 0.000 claims description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims 1
- 150000001298 alcohols Chemical class 0.000 claims 1
- 239000002798 polar solvent Substances 0.000 claims 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 claims 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims 1
- 230000002787 reinforcement Effects 0.000 abstract description 20
- 238000005245 sintering Methods 0.000 abstract description 17
- 239000000835 fiber Substances 0.000 description 71
- 239000010410 layer Substances 0.000 description 39
- 239000000463 material Substances 0.000 description 35
- 239000011159 matrix material Substances 0.000 description 19
- 239000002657 fibrous material Substances 0.000 description 13
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 229920000049 Carbon (fiber) Polymers 0.000 description 11
- 239000004917 carbon fiber Substances 0.000 description 11
- 229910052802 copper Inorganic materials 0.000 description 11
- 239000010949 copper Substances 0.000 description 11
- 239000000047 product Substances 0.000 description 11
- 150000004703 alkoxides Chemical class 0.000 description 10
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 10
- 230000015556 catabolic process Effects 0.000 description 8
- 238000006731 degradation reaction Methods 0.000 description 8
- 238000009413 insulation Methods 0.000 description 8
- 239000011148 porous material Substances 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 230000003014 reinforcing effect Effects 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000003870 refractory metal Substances 0.000 description 5
- 239000012783 reinforcing fiber Substances 0.000 description 5
- 229910001220 stainless steel Inorganic materials 0.000 description 5
- 239000010935 stainless steel Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 4
- 239000004965 Silica aerogel Substances 0.000 description 4
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- QFXZANXYUCUTQH-UHFFFAOYSA-N ethynol Chemical group OC#C QFXZANXYUCUTQH-UHFFFAOYSA-N 0.000 description 3
- 238000001879 gelation Methods 0.000 description 3
- 238000006460 hydrolysis reaction Methods 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000000352 supercritical drying Methods 0.000 description 3
- 239000011240 wet gel Substances 0.000 description 3
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000009435 building construction Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 229910052681 coesite Inorganic materials 0.000 description 2
- 239000000084 colloidal system Substances 0.000 description 2
- 229910052906 cristobalite Inorganic materials 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011491 glass wool Substances 0.000 description 2
- 230000007062 hydrolysis Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011490 mineral wool Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000001294 propane Substances 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 2
- 229910052682 stishovite Inorganic materials 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910052905 tridymite Inorganic materials 0.000 description 2
- RUDFQVOCFDJEEF-UHFFFAOYSA-N yttrium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 description 2
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 239000004966 Carbon aerogel Substances 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 241000588731 Hafnia Species 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 229920000784 Nomex Polymers 0.000 description 1
- 241000183024 Populus tremula Species 0.000 description 1
- 239000012494 Quartz wool Substances 0.000 description 1
- 229910007156 Si(OH)4 Inorganic materials 0.000 description 1
- 229910007154 Si(OH)4+4 Inorganic materials 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- 229920003027 Thinsulate Polymers 0.000 description 1
- 239000004789 Thinsulate Substances 0.000 description 1
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 1
- 241000350580 Zenia Species 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000003190 augmentative effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000007385 chemical modification Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000011928 denatured alcohol Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000007706 flame test Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011494 foam glass Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- CJNBYAVZURUTKZ-UHFFFAOYSA-N hafnium(IV) oxide Inorganic materials O=[Hf]=O CJNBYAVZURUTKZ-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000008236 heating water Substances 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 239000002086 nanomaterial Substances 0.000 description 1
- 239000004763 nomex Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000020477 pH reduction Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000003495 polar organic solvent Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- VBUBYMVULIMEHR-UHFFFAOYSA-N propa-1,2-diene;prop-1-yne Chemical compound CC#C.C=C=C VBUBYMVULIMEHR-UHFFFAOYSA-N 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000000375 suspending agent Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J13/00—Colloid chemistry, e.g. the production of colloidal materials or their solutions, not otherwise provided for; Making microcapsules or microballoons
- B01J13/0091—Preparation of aerogels, e.g. xerogels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/02—Layer formed of wires, e.g. mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C13/00—Fibre or filament compositions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/02—Granular materials, e.g. microballoons
- C04B14/04—Silica-rich materials; Silicates
- C04B14/06—Quartz; Sand
- C04B14/064—Silica aerogel
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B30/00—Compositions for artificial stone, not containing binders
- C04B30/02—Compositions for artificial stone, not containing binders containing fibrous materials
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/7654—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings
- E04B1/7658—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres
- E04B1/7662—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres comprising fiber blankets or batts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B9/00—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation
- E04B9/04—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation comprising slabs, panels, sheets or the like
- E04B9/045—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation comprising slabs, panels, sheets or the like being laminated
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0073—Shielding materials
- H05K9/0081—Electromagnetic shielding materials, e.g. EMI, RFI shielding
- H05K9/009—Electromagnetic shielding materials, e.g. EMI, RFI shielding comprising electro-conductive fibres, e.g. metal fibres, carbon fibres, metallised textile fibres, electro-conductive mesh, woven, non-woven mat, fleece, cross-linked
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/38—Meshes, lattices or nets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00241—Physical properties of the materials not provided for elsewhere in C04B2111/00
- C04B2111/00258—Electromagnetic wave absorbing or shielding materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00241—Physical properties of the materials not provided for elsewhere in C04B2111/00
- C04B2111/00413—Materials having an inhomogeneous concentration of ingredients or irregular properties in different layers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/50—Flexible or elastic materials
- C04B2111/503—Elastic materials
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B2001/7687—Crumble resistant fibrous blankets or panels using adhesives or meltable fibres
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/10—Insulation, e.g. vacuum or aerogel insulation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24008—Structurally defined web or sheet [e.g., overall dimension, etc.] including fastener for attaching to external surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249962—Void-containing component has a continuous matrix of fibers only [e.g., porous paper, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249962—Void-containing component has a continuous matrix of fibers only [e.g., porous paper, etc.]
- Y10T428/249964—Fibers of defined composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249962—Void-containing component has a continuous matrix of fibers only [e.g., porous paper, etc.]
- Y10T428/249964—Fibers of defined composition
- Y10T428/249965—Cellulosic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2475—Coating or impregnation is electrical insulation-providing, -improving, or -increasing, or conductivity-reducing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2631—Coating or impregnation provides heat or fire protection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2869—Coated or impregnated regenerated cellulose fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
- Y10T442/2902—Aromatic polyamide fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
- Y10T442/2918—Polypropylene fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2926—Coated or impregnated inorganic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2926—Coated or impregnated inorganic fiber fabric
- Y10T442/2984—Coated or impregnated carbon or carbonaceous fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
- Y10T442/622—Microfiber is a composite fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
- Y10T442/624—Microfiber is carbon or carbonaceous
Definitions
- the field of the present invention is aerogel composite materials. More particularly, this invention is directed to aerogel composites wherein the resulting composite exhibits improved performance as compared to prior aerogel composite products in one or more of the following qualities: reduced aerogel sintering; higher temperature performance; improved flexibility and drapeability; improved durability; decreased aerogel particle shedding; enhanced x-y plane thermal conductivity; enhanced x-y plane electrical conductivity; enhanced radio frequency interference (RFI) and/or electromagnetic interference (EMI) attenuation, enhanced infrared radiation (IR) suppression; and/or enhanced burn-through resistance.
- the fiber reinforcement is preferably a combination of a lofty fibrous structure (batting), individual randomly oriented short microfibers, and conductive layers. More particularly both fiber reinforcements are based upon either organic (e.g. thermoplastic polyester) or refractory (e.g. silica) fibers.
- Insulating materials have been developed to solve a number of physical problems.
- Stiff polymeric foam and fiberglass insulating boards are well known as insulators for low and high temperature applications in fields such as refrigeration, building construction, and heating systems.
- Flexible battings such as those made from fiberglass have been used in applications that required flexibility, low density, and the ability to expand to fill a void space such as building construction.
- Aerogels more specifically aerogel composites, were developed seeking to combine the strengths of both classes of materials.
- Aerogels describe a class of material based upon their structure, namely low density, open cell structures, large surface areas (often 900 m 2 /g or higher) and sub-nanometer scale pore sizes. Supercritical and subcritical fluid extraction technologies are commonly used to extract the fluid from the fragile cells of the material.
- a variety of different aerogel compositions are known and may be inorganic or organic.
- Inorganic aerogels are generally based upon metal alkoxides and include materials such as silica, carbides, and alumina.
- Organic aerogels include carbon aerogels and polymeric aerogels such as polyimides.
- Low density aerogels (0.02-0.2 g/cc) based upon silica are excellent insulators, better than the best rigid foams with thermal conductivities of 10 mW/m-K and below at 100° F. and atmospheric pressure. Aerogels function as thermal insulators primarily by minimizing conduction (low density, tortuous path for heat transfer through the nanostructures), convection (very small pore sizes minimize convection), and radiation (IR suppressing dopants may easily be dispersed throughout the aerogel matrix). Depending on the formulation, they can function well at temperatures of 550° C. and above. However, in a monolithic state they tend to be fragile and brittle and are thus not well suited for most applications outside of the laboratory.
- U.S. Pat. No. 5,306,555 discloses an aerogel matrix composite of a bulk aerogel with fibers dispersed within the bulk aerogel and a method for preparing the aerogel matrix composite.
- the fibers may be long or short fibers of varying thicknesses, whiskers, mineral wool, glass wool, and even particles.
- the composition of the reinforcing material is an oxide such as SiO 2 and Al 2 O 3 (fibers, whiskers, and wools) and carbon, metals, and a variety of oxides (particles).
- Preferred fibers are glass wool and rock wool.
- the fibers may be randomly distributed or oriented.
- the aerogel matrix composite is substantially crack-free with substantially no volume shrinkage.
- the composites are formed by infiltrating fibrous pre-forms, either woven or non-woven, with gel precursors, followed by drying of the wet gel under supercritical conditions.
- the products can be obtained on the scale of about 3-7 hours, but suffer a major drawback of having a high elastic modulus, making the products quite stiff as manufactured.
- the Ramamurthi et al. articles improve in flexibility as they are utilized because they form cracks in the aerogel matrix domains.
- a second drawback is that the thermal conductivities of the aerogel matrix composites are also relatively high (18 to 21 mW/m-K at ambient conditions) compared to the preferred embodiments of this invention 8.6 to 14 mW/m-K at ambient conditions).
- U.S. Pat. No. 5,789,075 appears to describe the same structure as Ramamurthi et al. after the Ramamurthi et al. structure is removed from its mold, except that the Frank et al. composite is intentionally cracked in a controlled manner. The controlled cracking is said to give additional flexibility to the resulting composite.
- Suitable fibers are individual fibers randomly or ordered, preferably at least 1 cm in length. The fibers may also be used in the form of a web or mat. A plurality of webs or mats can be superposed upon one another. In the case of a layered arrangement of mats, a change in the direction from one layer to the next is deemed advantageous.
- step (b) “adding fibers to the sol” the Examples only show the addition of a non-fiber-containing sol to a polyester or glass fiber web. Individual randomly distributed fibers are not used in combination with a fibrous web.
- U.S. Pat. No. 5,972,254 is directed to ultra-thin pre-stressed fiber reinforced aerogel honeycomb catalyst monoliths. Thin panels or monoliths of aerogels, xerogels, zeolites, and other low density material are reinforced with pre-stressed fibers in two of three dimensions. A mixture of metal alkoxides, water, and a catalyst are poured into a gas permeable mold containing pre-tensioned reinforcing fibers running perpendicular to each other at defined intervals, followed by polymerization and supercritical drying.
- U.S. Pat. Nos. 5,973,015 and 6,087,407 (Coronado, et al.) describe aerogel composites made from organic precursors, e.g. formaldehyde, which infiltrate a fiber pre-form. The resultant composite is said to have mechanical stability.
- the re-inforcing fibers described in the figures run lengthwise and are shown to be planar structures in the figures. The products suffer from relatively low thermal stability in air under high heat loads as well as insufficient flexibility for many uses.
- U.S. Pat. No. 6,068,882 disclose aerogel composite materials previously manufactured and sold by Aspen Systems, Inc.
- the aerogel contents of the product were an aerogel powder rather than an aerogel monolith.
- flexure of the product resulted in the shedding of significant quantities of the powder.
- the thermal performance was significantly degraded as compared to aerogel monolith alone.
- the prior products were stiff and readily fractured or fragmented.
- prior aerogel composite materials have not been suitable for many uses due to one or more of: low flexibility, low durability, excessive aerogel sintering when exposed to heat, less than ideal thermal conductivity, insufficient x-y thermal and/or electrical conductivity, poor RFI-EMI attenuation, and/or insufficient burn-through resistance.
- the present invention arose from research directed to resolving these problems. Accordingly, it is an object of the present invention to produce an improved aerogel composite structure which exhibits one or more of the following qualities: low sintering/higher temperature performance; improved flexibility, exceptionally low thermal conductivity, drapeability, or conformability; enhanced x-y thermal and/or electrical conductivity; enhanced RFI-EMI attenuation; and/or enhanced burn-through resistance.
- This invention is directed to an aerogel composite which exhibits improved performance over prior aerogel composites in one or more of the areas of flexibility, durability, aerogel sintering, x-y thermal and/or electrical conductivity, RFI and EMI attenuation, and burn-through resistance.
- the invention is directed to a composite having two parts, namely reinforcing fibers and an aerogel matrix wherein the reinforcing fibers are in the form of a lofty fibrous structure (i.e. batting), preferably based upon either thermoplastic polyester or silica fibers, and more preferably in combination with individual randomly distributed short fibers (microfibers).
- a lofty fibrous structure i.e. batting
- microfibers individual randomly distributed short fibers
- the resulting composite material at least maintains the thermal properties of a monolithic aerogel in highly flexible, drapeable form, making the composite suitable, for instance, for clothing applications.
- monolithic aerogels can rapidly sinter and shrink within seconds.
- the rate of shrinkage, sintering, and ultimate failure of the insulation structure can be delayed by one or more orders of magnitude time, i.e. increasing burn through from seconds to hours.
- an aerogel composite further including a thermally conductive layer has been found helpful in improving the thermal performance of the composite.
- carbon fiber cloth or two orthogonal plies of unidirectional carbon fiber placed at the center of a composite provide a thermal breakthrough barrier under a high heat load, a high degree of IR opacification, and a thermally dissipative layer structure that will spread the heat out in the x-y plane of the composite.
- the thermally conductive layer in the middle, through the thickness, of the aerogel composite can be selected to have a minimal effect on the stiffness of the composite.
- the layer can have malleability or intrinsic conformability so that the resulting aerogel composite will be conformable, e.g. a copper wire mesh placed at the interlayer of the aerogel composite article confers conformability and deformability when the composite is bent.
- the conductive mesh also provides RFI and EMI resistance.
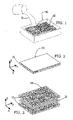
- FIG. 1 illustrates a general fabrication process of the present invention.
- FIG. 2 is a view of an aerogel composite of the present invention.
- FIG. 3 is an exploded view of a 3 layer laminate useful as a reinforcement material in the present invention.
- FIG. 4 is an exploded view of an alternative 3 layer laminate useful as a reinforcement material in the present invention.
- FIG. 5 is an exploded partial view of an aerogel composite showing the composite reinforced both on a macro level with a fiber batting and on a micro level with individual filaments.
- FIG. 6 is an exploded view of an alternative 5 layer laminate useful in the present invention.
- FIG. 7 is a graph of the thermal conductivity of five manufactured aerogel composites of this invention through a range of temperatures.
- Aerogels are a class of materials formed by removing a mobile interstitial solvent phase from the pores of a gel structure supported by an open-celled polymeric material at a temperature and pressure above the solvent critical point. By keeping the solvent phase above the critical pressure and temperature during the entire solvent extraction process, strong capillary forces generated by liquid evaporation from very small pores that cause shrinkage and pore collapse are not realized.
- Aerogels typically have low bulk densities (about 0.15 g/cc or less, preferably about 0.03 to 0.3 g/cc), very high surface areas (generally from about 400 to 1,000 m 2 /g and higher, preferably about 700 to 1000 m 2 /g), high porosity (about 95% and greater, preferably greater than about 97%), and relatively large pore volume (more than about 3.8 mL/g, preferably about 3.9 mL/g and higher).
- the combination of these properties in an amorphous structure gives the lowest thermal conductivity values (9 to 16 mW/m-K at 37° C. and 1 atmosphere of pressure) for any coherent solid material.
- Aerogels are for passive insulation bodies to maintain either a constant temperature or a significant delta temperature between an object and its surroundings at the lowest possible energy cost.
- Monolithic aerogel structures normally have minimal flexibility before failure (e.g. flexural modulus of 0.5 MPa at a density of 0.1 g/ce for silica aerogel monolith).
- the aerogel composite material of the present invention comprises two phases.
- the first is a low-density aerogel matrix and the second is a reinforcing phase.
- This reinforcing phase consists primarily of a lofty fibrous material, preferably a combination of the lofty batting and one or more fibrous materials of significantly different thickness, length, and/or aspect ratio.
- a preferred combination of a two fibrous material system is produced when a short, high aspect ratio microfiber (one fibrous material) dispersed throughout an aerogel matrix that penetrates a continuous lofty fiber batting (the second fibrous material).
- FIG. 1 illustrates the fabrication process of the present invention wherein a gel precursor 11 is added to a reinforcing batting 12 in some constraining mold type structure 10 .
- FIG. 2 shows an aerogel composite 20 of the present invention formed with an inorganic or organic batting 21 and an aerogel matrix.
- FIG. 3 shows a gel precursor mixed with microfiber material being cast into a continuous lofty fiber batting material to generate the composite illustrated in FIG. 4 .
- the aerogel matrix of the present invention may be organic, inorganic, or a mixture thereof.
- the wet gels used to prepare the aerogels may be prepared by any of the gel-forming techniques that are well-known to those trained in the art: examples include adjusting the pH and/or temperature of a dilute metal oxide sol to a point where gelation occurs (R. K. Iler, Colloid Chemistry of Silica and Silicates, 1954, chapter 6; R. K. Iler, The Chemistry of Silica, 1979, chapter 5, C. J. Brinker and G. W. Scherer, Sol - Gel Science, 1990, chapters 2 and 3).
- Suitable materials for forming inorganic aerogels are oxides of most of the metals that can form oxides, such as silicon, aluminum, titanium, zirconium, hafnium, yttrium, vanadium, and the like. Particularly preferred are gels formed primarily from alcohol solutions of hydrolyzed silicate esters due to their ready availability and low cost (alcogel).
- organic aerogels can be made from polyacrylates, polystyrenes, polyacrylonitriles, polyurethanes, polyimides, polyfurfural alcohol, phenol furfuryl alcohol, melamine formaldehydes, resorcinol formaldehydes, cresol formaldehyde, phenol formaldehyde, polyvinyl alcohol dialdehyde, polycyanurates, polyacrylamides, various epoxies, agar, agarose, and the like (see for instance C. S. Ashley, C. J. Brinker and D. M. Smith, Journal of Non - Crystalline Solids, volume 285, 2001).
- these materials can burn away and are thus not preferred for this invention.
- the principal synthetic route for the formation of an inorganic aerogel is the hydrolysis and condensation of an appropriate metal alkoxide.
- the most suitable metal alkoxides are those having about 1 to 6 carbon atoms, preferably from 1-4 carbon atoms, in each alkyl group.
- Specific examples of such compounds include tetraethoxysilane (TEOS), tetramethoxysilane (TMOS), tetra-n-propoxysilane, aluminum isopropoxide, aluminum sec-butoxide, cerium isopropoxide, hafnium tert-butoxide, magnesium aluminum isopropoxide, yttrium isopropoxide, titanium isopropoxide, zirconium isopropoxide, and the like.
- TEOS tetraethoxysilane
- TMOS tetramethoxysilane
- tetra-n-propoxysilane aluminum isopropoxide, aluminum sec-butoxide, cerium iso
- silica precursors these materials can be partially hydrolyzed and stabilized at low pH as polymers of polysilicic acid esters such as polydiethoxysiloxane (PDEOS). These materials are commercially available in alcohol solution (for example Silbond® 40, 40% silica content, Silbond Corporation). Pre-polymerized silica precursors are especially preferred for the aerogel composite articles of this invention.
- PDEOS polydiethoxysiloxane
- Suitable materials for use in forming the aerogels to be used at low temperatures are the non-refractory metal alkoxides based on oxide-forming metals.
- Preferred such metals are silicon and magnesium as well as mixtures thereof.
- suitable alkoxides are generally refractory metal alkoxides that will form oxides, e.g. such as zirconia, yttria, hafnia, alumina, titania, ceria, and the like, as well as mixtures thereof such as zirconia and yttria.
- Mixtures of non-refractory metals with refractory metals, such as silicon and/or magnesium with aluminum, may also be used.
- An advantage of using more than one metal oxide matrix material for the aerogel structure is an enhancement of IR opacification, achieved by providing chemical functional groups that absorb radiation at a wider range of wavelengths.
- Finely dispersed dopants such as carbon black, titania, iron oxides, silicon carbide, molybdenum silicide, manganese oxides, polydialkylsiloxanes wherein the alkyl groups contain 1 to 4 carbon atoms, and the like, may be added to improve thermal performance at higher temperatures by increasing the opacity of the article to IR transmission. Suitable amounts of such dopants generally range from about 1 to 20% by weight of the finished composite, preferably about 2 to 10%.
- Major variables in the inorganic aerogel formation process include the type of alkoxide, solution pH, and alkoxide/alcohol/water ratio. Control of the variables can permit control of the growth and aggregation of the matrix species throughout the transition from the “sol” state to the “gel” state. While properties of the resulting aerogels are strongly affected by the pH of the precursor solution and the molar ratio of the reactants, any pH and any molar ratio that permits the formation of gels may be used in the present invention.
- the solvent will be a lower alcohol, i.e. an alcohol having 1 to 6 carbon atoms, preferably 2 to 4, although other liquids can be used as is known in the art.
- examples of other useful liquids include but are not limited to: ethyl acetate, ethyl acetoacetate, acetone, dichloromethane, and the like.
- any of the following methods can be utilized to make an aerogel composite article of this invention, but the methods that allow for obtaining the lowest density and/or best thermally insulating articles are preferred.
- a water soluble, basic metal oxide precursor can be gelled by acidification in water to make a hydrogel.
- Sodium silicate has been widely used for this purpose.
- Salt by-products may be removed from the silicic acid precursor by ion-exchange and/or by washing subsequently formed gels with water. Removing the water from the pores of the gel can be performed via exchange with a polar organic solvent such as ethanol, methanol, or acetone.
- the resulting dried aerogel has a structure similar to that directly formed by supercritical extraction of gels made in the same organic solvent.
- a second alternative method entails reducing the damaging capillary pressure forces at the solvent/pore interface by chemical modification of the matrix materials in their wet gel state via conversion of surface hydroxyl groups to tri-methylsilylethers (see U.S. Pat. No. 5,877,100 for example) to allow for drying of the aerogel materials at temperatures and pressures below the critical point of the solvent.
- the currently preferred ingredients are tetraethoxysilane (TEOS), water, and ethanol (EtOH).
- TEOS tetraethoxysilane
- EtOH ethanol
- the preferred ratio of TEOS to water is about 0.2-0.5:1
- the preferred ratio of TEOS to EtOH is about 0.02-0.5:1
- the preferred pH is about 2 to 9.
- the natural pH of a solution of the ingredients is about 5. While any acid may be used to obtain a lower pH solution, HCl, H 2 SO 4 or HF are currently the preferred acids.
- NH 4 OH is the preferred base.
- a lofty batting is defined as a fibrous material that shows the properties of bulk and some resilience (with or without full bulk recovery).
- the preferred form is a soft web of this material.
- the use of a lofty batting reinforcement material minimizes the volume of unsupported aerogel while avoiding substantial degradation of the thermal performance of the aerogel.
- Batting preferably refers to layers or sheets of a fibrous material, commonly used for lining quilts or for stuffing or packaging or as a blanket of thermal insulation.
- the reinforcing fibrous material used in the present invention is one or more layers of a lofty fibrous batting.
- a lofty batting reinforcement minimizes the volume of unsupported aerogel while avoiding substantial degradation of the thermal performance of the aerogel.
- a “batting” is a product resulting from carding or Garnetting fiber to form a soft web of fiber in sheet form
- “batting” also includes webs in non-sheet form, e.g. the Primaloft® products from Albany International, provided that they are sufficiently open to be “lofty.” Batting commonly refers to a fibrous material commonly used for lining quilts or for stuffing or packaging or as a blanket of thermal insulation.
- Suitable fibers for producing the batting are relatively fine, generally having deniers of 15 and below, preferably 10 and below.
- the softness of the web is a byproduct of the relatively fine, multi-directionally oriented fibers that are used to make the fiber web.
- a batting is “lofty” for purposes of this invention if it contains sufficiently few individual filaments (or fibers) that it does not significantly alter the thermal properties of the reinforced composite as compared to a non-reinforced aerogel body of the same material. Generally this will mean that upon looking at a cross-section of a final aerogel composite, the cross-sectional area of the fibers is less than 10% of the total surface area of that cross section, preferably less than 8%, and most preferably less than 5%.
- the lofty batting preferably has a thermal conductivity of 50 mW/m-K, or less at room temperature and pressure to facilitate the formation of low thermal conductivity aerogel composites.
- a lofty batting is one that (i) is compressible by at least 50% of its natural thickness, preferably at least 65%, and most preferably at least 80%, and (ii) is sufficiently resilient that after compression for a few seconds it will return to at least 70% of its original thickness, preferably at least 75%, and most preferably at least 80%.
- a lofty batting is one that can be compressed to remove the air (bulk) yet spring back to substantially its original size and shape.
- a HolofilTM batting may be compressed from its original 1.5′′ thickness to a minimum of about 0.2′′ and spring back to its original thickness once the load is removed.
- This batting can be considered to contain 1.3′′ of air (bulk) and 0.2′′ of fiber. It is compressible by 87% and returns to essentially 100% of its original thickness.
- Fiberglass batting used for home insulation may be compressed to a similar extent and springs back to about 80% of its original thickness, but does that quite slowly.
- the batting useful herein is substantially different from a fibrous mat.
- a fibrous mat is “a densely woven or thickly tangled mass,” i.e. dense and relatively stiff fibrous structures with minimal open space between adjacent fibers, if any. While a mat generally has a density of greater than 25 lbs/ft 3 (0.41 g/cc), a lofty batting useful herein has a much lower density, i.e. in the range of about 0.1 to 16 lbs/ft 3 (0.001-0.26 g/cc), preferably about 2.4 to 6.1 lbs/ft 3 (0.04 to 0.1 g/cc). Generally, mats are compressible by less than about 20% and show little to no resilience. In an aerogel composite prepared with a mat reinforcement, the cross sectional surface area of the mat fibers is about 30 to 50% of the total surface area of the cross section.
- the batting retains at least 50% of its thickness after the gel forming liquid is poured in.
- a way of understanding the need for openness in the fiber reinforcing material used herein is to recognize that fiber reinforcements that tend to run along the z axis, (in the direction of the heat flow) will significantly increase the thermal conductivity of the resulting composite by acting as thermal conduits.
- a batting that has highly aligned (straight) fibers, particularly in the x-y horizontal plane is stiffer than a typical lofty batting of the same density with bent or crimped fibers running in all three axes.
- the batting should have low heat flow along the z axis (in the direction of the heat flow).
- a suitable batting has a high enough quantity of fibers oriented along the z axis to maintain loft, yet not so great a quantity that the insulating properties of the resulting composite are compromised by these fibers.
- the fibers along the z axis may be of a different material (preferably one with lower thermal conductivity) than those in the x and y axes.
- the z axis fibers may also be made more circuitous, so that they present a more tortuous path for heat conduction than do the fibers in the x-y direction.
- the same fiber materials and methods may be used throughout the batting in an attempt to minimize thermal conduction in all axes, but in many insulating applications, however, it is heat flow in a specific direction that is being addressed, and using such materials and methods may compromise the flexibility of the resulting composite.
- the ideal lofty batting is one with fine, crimped fibers, evenly dispersed throughout the composite.
- the performance of the aerogel composite may be substantially enhanced by incorporating randomly distributer microfibers into the composite, particularly microfibers that will help resist sintering while increasing durability and decreasing dusting.
- the effect of short fiber reinforcement (microfiber) on the performance of a composite will depend on a number of variables, such as fiber alignment, diameter, length, aspect ratio (fiber length/fiber diameter), strength, modulus, strain to failure, coefficient of thermal expansion, and the strength of the interface between the fiber and the matrix.
- the microfibers are incorporated into the composite by dispersing them in the gel precursor liquid and then using that liquid to infiltrate the lofty batting.
- Suitable microfibers useful herein typically range from 0.1 to 100 ⁇ m in diameter, have high aspect ratios (L/d>5, preferably L/d>100), and are relatively uniformly distributed throughout the composite. Since higher aspect ratios improve composite performance, the longest microfibers possible are desired. However, the length of the fibers used herein is constrained to avoid (or at least minimize) any filtration by the chosen lofty batting has when a microfiber-containing gel precursor is infused into the batting.
- the microfibers should be short enough to minimize filtration by the lofty batting and long enough to have the maximum possible effect on the thermal and mechanical performance of the resulting composite.
- the micro-fibers preferably have a thermal conductivity of 200 mW/m-K or less to facilitate the formation of low thermal conductivity aerogel composites.
- suspension/dispersion agents include solutions of high molecular weight block copolymers with pigment affinic groups (Disperbyk-184 and 192 from BYK-Chemie), and the like. The agents need to be effective during at least the period of time between the dispersion of the microfiber in the gel precursor and the gelation of the sol.
- the quantity, type, and/or size and aspect ratio of the microfibers used within a specific aerogel composite may be varied to meet specific tasks. For example, an application may involve insulating regions of different temperatures using a continuous aerogel composite; the composite may be made such that more microfibers will be present in the areas of the composite that will contact the higher temperature regions. Similarly, different microfibers (e.g. different material, different aspect ratio, size) may be incorporated in such areas for best insulation performance. Such microfiber modification may be accomplished by using a variety of suspension agents and/or microfibers to cause the microfibers to settle into the composite at different rates and thus in different locations.
- Suitable fibrous materials for forming both the lofty batting and the micro-fibers include any fiber-forming material.
- Particularly suitable materials include: fiberglass, quartz, polyester (PET), polyethylene, polypropylene, polybenzimidazole (PBI), polyphenylenebenzo-bisoxasole (PBO), polyetherether ketone (PEEK), polyarylate, polyacrylate, polytetrafluoroethylene (PTFE), poly-metaphenylene diamine (Nomex), poly-paraphenylene terephthalamide (Kevlar), ultra high molecular weight polyethylene (UHMWPE) e.g. SpectraTM, novoloid resins (Kynol), polyacrylonitrile (PAN), PAN/carbon, and carbon fibers.
- While the same fibrous material may be used in both the batting and the microfibers, a combination of different materials may be utilized.
- One such combination is a lofty fiberglass batting with carbon microfibers distributed throughout.
- FIG. 5 is an exploded view of such an aerogel composite where the composite is reinforced on both a macro level with a fibrous batting 51 and on a micro level with carbon fiber filaments 52 .
- carbon microfibers When dispersed in a silica matrix, carbon microfibers provide a combination of IR opacification and microscale strengthening that give a non-refractory metal oxide such as silica greatly improved thermal and mechanical performance at higher temperatures relative to non-strengthened and opacified silica.
- the lofty reinforcing fibrous batting is used in the form of a multi-layer laminate as shown in FIGS. 3 , 4 , and 6 .
- the laminates may include layers of materials which will help provide specific characteristics to the final composite structure.
- a metal layer in the x-y plane such as a copper mesh
- RFI-EMI attenuation can improve x-y thermal and/or electrical conductivity, RFI-EMI attenuation, the ability to anchor the composite to a support structure, and/or provide additional physical strength.
- any metal can be used to produce the metal mesh, copper and stainless steel are currently preferred.
- Suitable meshes will be made from wires having diameters ranging from about 0.001 to 0.1 inches, preferably about 0.01 to 0.05, and the wire spacing may range from as tight as a window screen to 0.3 inches.
- the additional layer is of a high (>1 W/m-K) thermal conductivity material such as a carbon fiber, silicon carbide, or a metal
- the resulting composite has been found to exhibit a significantly enhanced ability to rapidly dissipate heat throughout the x-y plane of a multilayer composite, further improving the durability of the composite under a high heat load.
- FIG. 3 shows a 3 layer laminate consisting of a layer of lofty fiber batting 32 , a fine copper mesh 31 , and a second layer of lofty fiber batting 32 .
- FIG. 4 shows another 3 layer laminate of a layer of lofty fiber batting 42 , a woven carbon fiber textile 41 , and a second layer of fiber batting 42 . While these laminates are shown to be symmetric, this is preferred and not mandatory.
- a metal mesh When a metal mesh is used as one or more of the central layers, it also offers the benefit of producing an aerogel composite material which is not only drapeable or flexible, but is also conformable, i.e. it can retain its shape after bending.
- the conductive layer has a number of secondary benefits. Aerogel composites containing metal conductive layers, may be deformed to conform to a shape and hold that shape.
- the composite of FIG. 3 can be deformed to both simple and complex curvatures. It can spring back to a limited extent but also effectively plastically deformed to hold a shape.
- Another benefit of the conductive layer is that it commonly consists of structural fibers—strong and continuous. This conductive layer can serve as an anchoring material through which mechanical fasteners may be driven. The fasteners would grip onto composite or the conductive layer itself.
- Mechanical loads experienced by the composite can be transmitted through a metal conductive layer to the fastener and into other structures.
- An example of this would be fastening the aerogel composite onto a vehicle chassis to serve as a heat barrier. If the reinforcement is adequately magnetized, it may be attached to a ferrous or magnetic structure without the need of mechanical fasteners.
- the heat transmitted by the conductive layer can be either dumped to the environment and/or a heat sink (radiation, convection) or used to run secondary processes. For example, excess heat may be used directly (heating water, etc.) or converted into electrical energy through a Peltier element or the like.
- the design of the aerogel composite can be such that the hot side of the blanket has a conductive layer near the surface that directs heat flux to the cold side of the blanket only at points where Peltier elements are placed.
- Examples of high thermal conductivity fibers include graphite, silicon carbide, copper, stainless steel, aluminum, and the like.
- FIG. 6 is an exploded view of a laminate consisting of a layer of fiber batting 61 , a layer of silicon carbide felt 62 , a fine copper mesh 63 , a layer of silicon carbide felt 62 , and a layer of fiber batting 61 .
- a suitable metal alkoxide-alcohol solution is prepared.
- the preparation of aerogel-forming solutions is well known in the art. See, for example, S. J. Teichner et al, Inorganic Oxide Aerogel, Advances in Colloid and Interface Science, Vol. 5, 1976, pp 245-273, and L. D. Le May, et al., Low - Density Microcellular Materials, MRS Bulletin, Vol. 15, 1990, p 19.
- alkoxide-alcohol solution While a single alkoxide-alcohol solution is generally used, a combination of two or more alkoxide-alcohol solutions may be used to fabricate mixed oxide aerogels. After formation of the alkoxide-alcohol solution, water is added to cause hydrolysis so that a metal hydroxide in a “sol” state is present.
- the hydrolysis reaction using tetra-ethoxysilane as an example, is:
- this sol state alkoxide solution is then aged for a sufficiently long period (commonly overnight) so that a condensation reaction (as shown in Eq. 2) occurs and forms precursors which after supercritical drying become aerogels.
- a section (2′ ⁇ 3′ ⁇ 1 ⁇ 4′′) of polyester Thinsulate® Lite Loft insulation from 3M Company was placed in a walled container.
- 1300 ml of a commercially available pre-hydrolyzed silica precursor (Silbond H-5) is mixed with 1700 ml of denatured alcohol, 95%.
- the solution is stirred for 15 min.
- the solution is then gelled by the slow addition of HF (2% by volume of the total solution) with stirring.
- the resulting solution is poured on the blanket previously placed in a container. Gelation occurs within a few minutes.
- the fresh “blanket-gel” is aged overnight in a sealed bath of ethanol at 50° C.
- the alcohol trapped in the gel is removed by subcritical and supercritical CO 2 extraction over the span of four days.
- the resulting aerogel composite has a density of approximately 0.1 g/cc.
- the thermal conductivity of the aerogel composite was determined by a Thin Heater Thermal Conductivity Test (ASTM C1114-98) to be 16.6 mW/m°K.
- a pure aerogel monolith prepared using the same source materials and manufacturing process had a thermal conductivity of 17.4 mW/m°K.
- the aerogel composite is extremely flexible. It can be draped over a person's arm without macroscopic failure. This “drape test” is the equivalent of approximately a 2′′ radius of curvature, 180° bend.
- the blanket shows a significant resistance to heat transfer and thermal degradation/sintering when subjected to propane, a combination of liquefied petroleum and methylacetylene-propadiene (MAPP) gas, and oxyacetylene torch flames. If the blanket is subjected to the heat from the flame on one side, the other side can be touched by bare skin without damage.
- the poly-ester batting alone degrades rapidly when exposed to direct flame.
- the polyester batting reinforced aerogel composite resists thermal degradation of the polyester to a much greater degree (instantaneous vs. approximately 40 seconds for burn-through for a 1 ⁇ 4′′ thick sample subjected to a propane torch flame). As long as the polyester remains in the aerogel matrix, the composite remains flexible and has a low degree of thermal conductivity. Burn-through will occur if the flame is placed too close to the aerogel composite.
- Example 1 The procedure of Example 1 is repeated except that the polyester fiber batting was replaced by a lofty silica fiber structure (Quartzel from Saint-Gobain Quartz) having a density of 65 g/m 2 with a polyvinylalcohol binder.
- a lofty silica fiber structure Quartzel from Saint-Gobain Quartz
- the resulting silica batting/silica aerogel composite has a thermal conductivity of 15.0 mW/m-K as tested on a guarded hotplate (ASTM C-177).
- the flexibility of the composite is less than that of the aerogel-polyester blanket of Example 1, but still significant. It is quite flexible but does not drape to the same extent.
- the density of the aerogel composite was 0.113 g/cc.
- the thickness of the composite was approximately 3 mm. This composite resists thermal degradation when exposed to open flame much better than the product of Example 1.
- Aerogel sintering appears to be minimized by the presence of the fiber.
- An oxyacetylene torch is placed 5-6′′ below the sample with the top of the flame impinging on the bottom of the blanket. Minimal sintering is seen on the bottom surface of the sample after 5 hours of exposure. The top of the sample could be touched with a bare hand during the test.
- the temperature on the top of the aerogel composite varies from 150-230° C. based upon the distance between the blanket and the flame source.
- the bottom of the blanket glows orange-yellow.
- a single pyrometer reading taken from the yellow section of the blanket bottom yields a temperature of 1100° C.
- the thermal conductivity (tested per ASTM C-177) is 12.5 mW/m-K (average).
- the composite is not very flexible.
- the thickness of the laminate is 10.3 mm.
- the copper mesh improves the x-y thermal conductivity by spreading out point loads over a larger area.
- the copper mesh also provides an EMI-RFI shield. Aerogel sintering appears to be minimized by the presence of the reinforcing polyester and silicon carbide fibers.
- Example 3 The procedure of Example 3 is repeated except that the reinforcement consists of a 4 layer laminate of polyester batting, uni-directional carbon fiber with a polymeric binder, light copper mesh, and a lofty polyester batting.
- the thermal conductivity (tested per ASTM C-177) is 14.1 mW/m-K (average).
- the composite has little flexibility.
- the thickness of the laminate is 8.0 mm. Aerogel sintering is minimized by the presence of the reinforcing fibers.
- Example 3 The procedure of Example 3 is repeated except that the reinforcement consists of a 3 layer laminate of silica felt, stainless steel mesh, and silica felt, about 6′′ on a side. A second reinforced aerogel composite where a copper mesh is substituted for the stainless steel is also prepared.
- the thermal conductivity (tested per ASTM C-177) is 12.4 mW/m-K (average).
- the composite is somewhat flexible and is conformable in that it retains the shape into which it is bent.
- the thickness of the laminate is 5.3 mm. Aerogel sintering appears to be minimized by the presence of the reinforcing fibers in a flame test using an oxyacetylene torch set at a 6′′ distance from the bottom of the composite and giving approximately a 2 inch diameter impingement area (glowing red-orange).
- the temperature is 120° C. at the edge of the composite (thermocouple attached to the steel mesh through the top), while more than two inches away from the center of the impingement (though still directly over the flame) the temperature measures 60° C. at steady state conditions.
- Example 2 The procedure of Example 2 is repeated except that two additional ingredients are added to the silica sol.
- the first is a low denier carbon fiber (Pyrograf III, Grade PR-11-AG from Pyrograf Products, Zenia, Ohio.
- the second is a dispersion agent (Disperbyk 184 from BYK-Chemie). Two grams of carbon fiber and six grams of dispersion agent are added to 750 ml of ethanol in a 1000 ml beaker.
- the beaker is placed in an ice bath and sonicated at full power by a Misonix 2020 sonicator for one hour to break up fiber clumps and form a suspension that is visibly stable for at least an hour. When a drop of the suspension is placed on a glass slide and allowed to sheet the fibers do not rapidly clump.
- the resulting silica batting/carbon fiber/silica aerogel composite has a thermal conductivity of 14.8 mW/m-K (ASTM C-177).
- the flexibility of the composite is slightly less than that of the aerogel blanket of Example 2 (Blanket # 2), but still significant.
- the aerogel matrix tends to crack in a macroscopic fashion when strained.
- the density of the aerogel composite is approximately 0.12 g/cc.
- the thickness of the composite is approximately 3 mm.
- This composite material resists thermal degradation when exposed to open flame much better than the aerogel blanket of Example 2.
- a MAPP gas torch is used as the flame source.
- the torch when applied to the quartz batting alone, would pucker and finally melt the batting.
- the MAPP gas torch is used to similar effect with Blanket #2. If the torch nozzle is placed close to Blanket #2, eventual degradation/sintering and burn-through occurs.
- the short carbon fiber augmented aerogel batting of this Example shows no degradation other than on the very bottom surface. It can not be burned through using the MAPP gas torch.
- the top of the sample can be touched with a bare hand during the test.
- the bottom of the blanket glows orange-yellow-white depending on how far away the torch is placed. Aerogel sintering appears minimal.
- the combination of macro and micro fiber reinforcement works far better than the macro fiber reinforcement alone.
- FIG. 7 shows the results of thermal performance vs. temperature for the following samples:
- Sample A used a less than 2 denier lofty polyester batting where the cross-sectional area of fibers was less than 15% of the total cross-sectional area of the aerogel composite, and where after compression the lofty batting returned to 75% of its original thickness.
- Sample B used quartz wool prepared from 9 ⁇ m fibers, with a batting density of 0.005 g/cc, and where after compression the lofty batting returned to 75% of its original thickness.
- Sample C used the batting of Sample B, in combination with 5% by weight based upon the total weight of the dried composite carbon black dopant and 3% (same basis) carbon microfiber.
- the carbon black was Cabot Vulcan carbon black.
- the carbon microfibers were 0.1 to 100 ⁇ m diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample D used the batting of Sample B, in combination with 6% by weight based upon the total weight of the dried composite carbon black dopant and 4% (same basis) carbon microfiber.
- the carbon black was Cabot Vulcan carbon black.
- the carbon microfibers were 0.1 to 100 ⁇ m diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample E used the batting of Sample B, in combination with 6% by weight based upon the total weight of the dried composite carbon black dopant, 4% (same basis) carbon microfiber, and 10% by weight polydimethylsiloxane dopant.
- the carbon black was Cabot Vulcan carbon black.
- the carbon microfibers were 0.1 to 100 ⁇ m diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample E has survived more than 100,000 flexure cycles wherein the material was doubled over upon itself without loss of thermal performance.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Civil Engineering (AREA)
- Electromagnetism (AREA)
- Ceramic Engineering (AREA)
- Textile Engineering (AREA)
- Materials Engineering (AREA)
- Acoustics & Sound (AREA)
- Dispersion Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Geochemistry & Mineralogy (AREA)
- Inorganic Fibers (AREA)
- Nonwoven Fabrics (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Inorganic Insulating Materials (AREA)
- Insulating Bodies (AREA)
- Laminated Bodies (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Ceramic Products (AREA)
- Organic Insulating Materials (AREA)
- Conductive Materials (AREA)
- Non-Insulated Conductors (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
Aerogel composite materials having a lofty fibrous batting reinforcement preferably in combination with one or both of individual short randomly oriented microfibers and conductive layers exhibit improved performance in one or all of flexibility, drape, durability, resistance to sintering, x-y thermal conductivity, x-y electrical conductivity, RFI-EMI attenuation, and/or burn-through resistance.
Description
- The field of the present invention is aerogel composite materials. More particularly, this invention is directed to aerogel composites wherein the resulting composite exhibits improved performance as compared to prior aerogel composite products in one or more of the following qualities: reduced aerogel sintering; higher temperature performance; improved flexibility and drapeability; improved durability; decreased aerogel particle shedding; enhanced x-y plane thermal conductivity; enhanced x-y plane electrical conductivity; enhanced radio frequency interference (RFI) and/or electromagnetic interference (EMI) attenuation, enhanced infrared radiation (IR) suppression; and/or enhanced burn-through resistance. The fiber reinforcement is preferably a combination of a lofty fibrous structure (batting), individual randomly oriented short microfibers, and conductive layers. More particularly both fiber reinforcements are based upon either organic (e.g. thermoplastic polyester) or refractory (e.g. silica) fibers.
- Insulating materials have been developed to solve a number of physical problems. Stiff polymeric foam and fiberglass insulating boards are well known as insulators for low and high temperature applications in fields such as refrigeration, building construction, and heating systems. Flexible battings such as those made from fiberglass have been used in applications that required flexibility, low density, and the ability to expand to fill a void space such as building construction. Aerogels, more specifically aerogel composites, were developed seeking to combine the strengths of both classes of materials.
- Aerogels describe a class of material based upon their structure, namely low density, open cell structures, large surface areas (often 900 m2/g or higher) and sub-nanometer scale pore sizes. Supercritical and subcritical fluid extraction technologies are commonly used to extract the fluid from the fragile cells of the material. A variety of different aerogel compositions are known and may be inorganic or organic. Inorganic aerogels are generally based upon metal alkoxides and include materials such as silica, carbides, and alumina. Organic aerogels include carbon aerogels and polymeric aerogels such as polyimides.
- Low density aerogels (0.02-0.2 g/cc) based upon silica are excellent insulators, better than the best rigid foams with thermal conductivities of 10 mW/m-K and below at 100° F. and atmospheric pressure. Aerogels function as thermal insulators primarily by minimizing conduction (low density, tortuous path for heat transfer through the nanostructures), convection (very small pore sizes minimize convection), and radiation (IR suppressing dopants may easily be dispersed throughout the aerogel matrix). Depending on the formulation, they can function well at temperatures of 550° C. and above. However, in a monolithic state they tend to be fragile and brittle and are thus not well suited for most applications outside of the laboratory.
- U.S. Pat. No. 5,306,555 (Ramamurthi et al.) discloses an aerogel matrix composite of a bulk aerogel with fibers dispersed within the bulk aerogel and a method for preparing the aerogel matrix composite. The fibers may be long or short fibers of varying thicknesses, whiskers, mineral wool, glass wool, and even particles. The composition of the reinforcing material is an oxide such as SiO2 and Al2O3 (fibers, whiskers, and wools) and carbon, metals, and a variety of oxides (particles). Preferred fibers are glass wool and rock wool. The fibers may be randomly distributed or oriented. They may also be in the form of individual fibers, bundles of fibers, mats or sheets, woven or unwoven. The aerogel matrix composite is substantially crack-free with substantially no volume shrinkage. The composites are formed by infiltrating fibrous pre-forms, either woven or non-woven, with gel precursors, followed by drying of the wet gel under supercritical conditions. The products can be obtained on the scale of about 3-7 hours, but suffer a major drawback of having a high elastic modulus, making the products quite stiff as manufactured. The Ramamurthi et al. articles improve in flexibility as they are utilized because they form cracks in the aerogel matrix domains. A second drawback is that the thermal conductivities of the aerogel matrix composites are also relatively high (18 to 21 mW/m-K at ambient conditions) compared to the preferred embodiments of this invention 8.6 to 14 mW/m-K at ambient conditions).
- U.S. Pat. No. 5,789,075 (Frank et al.) appears to describe the same structure as Ramamurthi et al. after the Ramamurthi et al. structure is removed from its mold, except that the Frank et al. composite is intentionally cracked in a controlled manner. The controlled cracking is said to give additional flexibility to the resulting composite. Suitable fibers are individual fibers randomly or ordered, preferably at least 1 cm in length. The fibers may also be used in the form of a web or mat. A plurality of webs or mats can be superposed upon one another. In the case of a layered arrangement of mats, a change in the direction from one layer to the next is deemed advantageous. Although the Description and Claims disclose a manufacturing process which includes step (b) “adding fibers to the sol,” the Examples only show the addition of a non-fiber-containing sol to a polyester or glass fiber web. Individual randomly distributed fibers are not used in combination with a fibrous web.
- U.S. Pat. No. 5,972,254 (Sander) is directed to ultra-thin pre-stressed fiber reinforced aerogel honeycomb catalyst monoliths. Thin panels or monoliths of aerogels, xerogels, zeolites, and other low density material are reinforced with pre-stressed fibers in two of three dimensions. A mixture of metal alkoxides, water, and a catalyst are poured into a gas permeable mold containing pre-tensioned reinforcing fibers running perpendicular to each other at defined intervals, followed by polymerization and supercritical drying.
- U.S. Pat. Nos. 5,973,015 and 6,087,407 (Coronado, et al.) describe aerogel composites made from organic precursors, e.g. formaldehyde, which infiltrate a fiber pre-form. The resultant composite is said to have mechanical stability. The re-inforcing fibers described in the figures run lengthwise and are shown to be planar structures in the figures. The products suffer from relatively low thermal stability in air under high heat loads as well as insufficient flexibility for many uses.
- U.S. Pat. No. 6,068,882 (Ryu et al.) disclose aerogel composite materials previously manufactured and sold by Aspen Systems, Inc. The aerogel contents of the product were an aerogel powder rather than an aerogel monolith. Thus flexure of the product resulted in the shedding of significant quantities of the powder. The thermal performance was significantly degraded as compared to aerogel monolith alone. The prior products were stiff and readily fractured or fragmented.
- Thus the prior aerogel composite materials have not been suitable for many uses due to one or more of: low flexibility, low durability, excessive aerogel sintering when exposed to heat, less than ideal thermal conductivity, insufficient x-y thermal and/or electrical conductivity, poor RFI-EMI attenuation, and/or insufficient burn-through resistance.
- The present invention arose from research directed to resolving these problems. Accordingly, it is an object of the present invention to produce an improved aerogel composite structure which exhibits one or more of the following qualities: low sintering/higher temperature performance; improved flexibility, exceptionally low thermal conductivity, drapeability, or conformability; enhanced x-y thermal and/or electrical conductivity; enhanced RFI-EMI attenuation; and/or enhanced burn-through resistance.
- This invention is directed to an aerogel composite which exhibits improved performance over prior aerogel composites in one or more of the areas of flexibility, durability, aerogel sintering, x-y thermal and/or electrical conductivity, RFI and EMI attenuation, and burn-through resistance.
- More specifically, the invention is directed to a composite having two parts, namely reinforcing fibers and an aerogel matrix wherein the reinforcing fibers are in the form of a lofty fibrous structure (i.e. batting), preferably based upon either thermoplastic polyester or silica fibers, and more preferably in combination with individual randomly distributed short fibers (microfibers). The use of the lofty batting reinforcement minimizes the volume of unsupported aerogel while generally improving the thermal performance of the aerogel, rather than degrading it as in the prior art. Moreover, when an aerogel matrix is reinforced by a lofty batting material, particularly a continuous non-woven batting comprised of very low denier fibers, the resulting composite material at least maintains the thermal properties of a monolithic aerogel in highly flexible, drapeable form, making the composite suitable, for instance, for clothing applications.
- Under very high heat loads, such as those generated by direct surface impingement of a gas/oxygen torch flame, monolithic aerogels can rapidly sinter and shrink within seconds. When the aerogels are reinforced by the combination of the lofty fibrous batting and microfibers, as in one embodiment of this invention, the rate of shrinkage, sintering, and ultimate failure of the insulation structure can be delayed by one or more orders of magnitude time, i.e. increasing burn through from seconds to hours.
- Still more specifically, an aerogel composite further including a thermally conductive layer has been found helpful in improving the thermal performance of the composite. For example, carbon fiber cloth or two orthogonal plies of unidirectional carbon fiber placed at the center of a composite provide a thermal breakthrough barrier under a high heat load, a high degree of IR opacification, and a thermally dissipative layer structure that will spread the heat out in the x-y plane of the composite. More specifically, the thermally conductive layer in the middle, through the thickness, of the aerogel composite can be selected to have a minimal effect on the stiffness of the composite. Moreover, if desired the layer can have malleability or intrinsic conformability so that the resulting aerogel composite will be conformable, e.g. a copper wire mesh placed at the interlayer of the aerogel composite article confers conformability and deformability when the composite is bent. In addition, the conductive mesh also provides RFI and EMI resistance.
- These and still further embodiments of the present invention are described in greater detail below.
-
FIG. 1 illustrates a general fabrication process of the present invention. -
FIG. 2 is a view of an aerogel composite of the present invention. -
FIG. 3 is an exploded view of a 3 layer laminate useful as a reinforcement material in the present invention. -
FIG. 4 is an exploded view of an alternative 3 layer laminate useful as a reinforcement material in the present invention. -
FIG. 5 is an exploded partial view of an aerogel composite showing the composite reinforced both on a macro level with a fiber batting and on a micro level with individual filaments. -
FIG. 6 is an exploded view of an alternative 5 layer laminate useful in the present invention. -
FIG. 7 is a graph of the thermal conductivity of five manufactured aerogel composites of this invention through a range of temperatures. - Aerogels are a class of materials formed by removing a mobile interstitial solvent phase from the pores of a gel structure supported by an open-celled polymeric material at a temperature and pressure above the solvent critical point. By keeping the solvent phase above the critical pressure and temperature during the entire solvent extraction process, strong capillary forces generated by liquid evaporation from very small pores that cause shrinkage and pore collapse are not realized. Aerogels typically have low bulk densities (about 0.15 g/cc or less, preferably about 0.03 to 0.3 g/cc), very high surface areas (generally from about 400 to 1,000 m2/g and higher, preferably about 700 to 1000 m2/g), high porosity (about 95% and greater, preferably greater than about 97%), and relatively large pore volume (more than about 3.8 mL/g, preferably about 3.9 mL/g and higher). The combination of these properties in an amorphous structure gives the lowest thermal conductivity values (9 to 16 mW/m-K at 37° C. and 1 atmosphere of pressure) for any coherent solid material.
- One of the most attractive uses for aerogels is for passive insulation bodies to maintain either a constant temperature or a significant delta temperature between an object and its surroundings at the lowest possible energy cost. Monolithic aerogel structures normally have minimal flexibility before failure (e.g. flexural modulus of 0.5 MPa at a density of 0.1 g/ce for silica aerogel monolith).
- The aerogel composite material of the present invention comprises two phases. The first is a low-density aerogel matrix and the second is a reinforcing phase. This reinforcing phase consists primarily of a lofty fibrous material, preferably a combination of the lofty batting and one or more fibrous materials of significantly different thickness, length, and/or aspect ratio. A preferred combination of a two fibrous material system is produced when a short, high aspect ratio microfiber (one fibrous material) dispersed throughout an aerogel matrix that penetrates a continuous lofty fiber batting (the second fibrous material).
- The present invention can be seen via
FIGS. 1-6 .FIG. 1 illustrates the fabrication process of the present invention wherein agel precursor 11 is added to a reinforcingbatting 12 in some constrainingmold type structure 10.FIG. 2 shows anaerogel composite 20 of the present invention formed with an inorganic ororganic batting 21 and an aerogel matrix.FIG. 3 shows a gel precursor mixed with microfiber material being cast into a continuous lofty fiber batting material to generate the composite illustrated inFIG. 4 . - The aerogel matrix of the present invention may be organic, inorganic, or a mixture thereof. The wet gels used to prepare the aerogels may be prepared by any of the gel-forming techniques that are well-known to those trained in the art: examples include adjusting the pH and/or temperature of a dilute metal oxide sol to a point where gelation occurs (R. K. Iler, Colloid Chemistry of Silica and Silicates, 1954, chapter 6; R. K. Iler, The Chemistry of Silica, 1979, chapter 5, C. J. Brinker and G. W. Scherer, Sol-Gel Science, 1990, chapters 2 and 3). Suitable materials for forming inorganic aerogels are oxides of most of the metals that can form oxides, such as silicon, aluminum, titanium, zirconium, hafnium, yttrium, vanadium, and the like. Particularly preferred are gels formed primarily from alcohol solutions of hydrolyzed silicate esters due to their ready availability and low cost (alcogel).
- It is also well known to those trained in the art that organic aerogels can be made from polyacrylates, polystyrenes, polyacrylonitriles, polyurethanes, polyimides, polyfurfural alcohol, phenol furfuryl alcohol, melamine formaldehydes, resorcinol formaldehydes, cresol formaldehyde, phenol formaldehyde, polyvinyl alcohol dialdehyde, polycyanurates, polyacrylamides, various epoxies, agar, agarose, and the like (see for instance C. S. Ashley, C. J. Brinker and D. M. Smith, Journal of Non-Crystalline Solids, volume 285, 2001). However, as insulating articles at high temperatures in oxygen-containing atmospheres, these materials can burn away and are thus not preferred for this invention.
- For the sake of convenience the alcogel route of forming inorganic aerogels is used below to illustrate the invention, though this is not intended to limit the present invention to any specific type of aerogel and/or method of preparation. The invention is applicable to other aerogels and preparation methods.
- Generally the principal synthetic route for the formation of an inorganic aerogel is the hydrolysis and condensation of an appropriate metal alkoxide. The most suitable metal alkoxides are those having about 1 to 6 carbon atoms, preferably from 1-4 carbon atoms, in each alkyl group. Specific examples of such compounds include tetraethoxysilane (TEOS), tetramethoxysilane (TMOS), tetra-n-propoxysilane, aluminum isopropoxide, aluminum sec-butoxide, cerium isopropoxide, hafnium tert-butoxide, magnesium aluminum isopropoxide, yttrium isopropoxide, titanium isopropoxide, zirconium isopropoxide, and the like. In the case of silica precursors, these materials can be partially hydrolyzed and stabilized at low pH as polymers of polysilicic acid esters such as polydiethoxysiloxane (PDEOS). These materials are commercially available in alcohol solution (for
example Silbond® - Suitable materials for use in forming the aerogels to be used at low temperatures are the non-refractory metal alkoxides based on oxide-forming metals. Preferred such metals are silicon and magnesium as well as mixtures thereof. For higher temperature applications, suitable alkoxides are generally refractory metal alkoxides that will form oxides, e.g. such as zirconia, yttria, hafnia, alumina, titania, ceria, and the like, as well as mixtures thereof such as zirconia and yttria. Mixtures of non-refractory metals with refractory metals, such as silicon and/or magnesium with aluminum, may also be used. An advantage of using more than one metal oxide matrix material for the aerogel structure is an enhancement of IR opacification, achieved by providing chemical functional groups that absorb radiation at a wider range of wavelengths.
- Finely dispersed dopants, such as carbon black, titania, iron oxides, silicon carbide, molybdenum silicide, manganese oxides, polydialkylsiloxanes wherein the alkyl groups contain 1 to 4 carbon atoms, and the like, may be added to improve thermal performance at higher temperatures by increasing the opacity of the article to IR transmission. Suitable amounts of such dopants generally range from about 1 to 20% by weight of the finished composite, preferably about 2 to 10%.
- Major variables in the inorganic aerogel formation process include the type of alkoxide, solution pH, and alkoxide/alcohol/water ratio. Control of the variables can permit control of the growth and aggregation of the matrix species throughout the transition from the “sol” state to the “gel” state. While properties of the resulting aerogels are strongly affected by the pH of the precursor solution and the molar ratio of the reactants, any pH and any molar ratio that permits the formation of gels may be used in the present invention.
- Generally, the solvent will be a lower alcohol, i.e. an alcohol having 1 to 6 carbon atoms, preferably 2 to 4, although other liquids can be used as is known in the art. Examples of other useful liquids include but are not limited to: ethyl acetate, ethyl acetoacetate, acetone, dichloromethane, and the like.
- Alternatively, any of the following methods can be utilized to make an aerogel composite article of this invention, but the methods that allow for obtaining the lowest density and/or best thermally insulating articles are preferred. For example, in a first alternative implementation of gel making, a water soluble, basic metal oxide precursor can be gelled by acidification in water to make a hydrogel. Sodium silicate has been widely used for this purpose. Salt by-products may be removed from the silicic acid precursor by ion-exchange and/or by washing subsequently formed gels with water. Removing the water from the pores of the gel can be performed via exchange with a polar organic solvent such as ethanol, methanol, or acetone. The resulting dried aerogel has a structure similar to that directly formed by supercritical extraction of gels made in the same organic solvent. A second alternative method entails reducing the damaging capillary pressure forces at the solvent/pore interface by chemical modification of the matrix materials in their wet gel state via conversion of surface hydroxyl groups to tri-methylsilylethers (see U.S. Pat. No. 5,877,100 for example) to allow for drying of the aerogel materials at temperatures and pressures below the critical point of the solvent.
- For silica aerogel containing low temperature insulation, the currently preferred ingredients are tetraethoxysilane (TEOS), water, and ethanol (EtOH). The preferred ratio of TEOS to water is about 0.2-0.5:1, the preferred ratio of TEOS to EtOH is about 0.02-0.5:1, and the preferred pH is about 2 to 9. The natural pH of a solution of the ingredients is about 5. While any acid may be used to obtain a lower pH solution, HCl, H2SO4 or HF are currently the preferred acids. To generate a higher pH, NH4OH is the preferred base.
- For the purposes of this patent, a lofty batting is defined as a fibrous material that shows the properties of bulk and some resilience (with or without full bulk recovery). The preferred form is a soft web of this material. The use of a lofty batting reinforcement material minimizes the volume of unsupported aerogel while avoiding substantial degradation of the thermal performance of the aerogel. Batting preferably refers to layers or sheets of a fibrous material, commonly used for lining quilts or for stuffing or packaging or as a blanket of thermal insulation.
- The reinforcing fibrous material used in the present invention is one or more layers of a lofty fibrous batting. The use of a lofty batting reinforcement minimizes the volume of unsupported aerogel while avoiding substantial degradation of the thermal performance of the aerogel. While generally a “batting” is a product resulting from carding or Garnetting fiber to form a soft web of fiber in sheet form, for purposes of this invention “batting” also includes webs in non-sheet form, e.g. the Primaloft® products from Albany International, provided that they are sufficiently open to be “lofty.” Batting commonly refers to a fibrous material commonly used for lining quilts or for stuffing or packaging or as a blanket of thermal insulation. Suitable fibers for producing the batting are relatively fine, generally having deniers of 15 and below, preferably 10 and below. The softness of the web is a byproduct of the relatively fine, multi-directionally oriented fibers that are used to make the fiber web.
- A batting is “lofty” for purposes of this invention if it contains sufficiently few individual filaments (or fibers) that it does not significantly alter the thermal properties of the reinforced composite as compared to a non-reinforced aerogel body of the same material. Generally this will mean that upon looking at a cross-section of a final aerogel composite, the cross-sectional area of the fibers is less than 10% of the total surface area of that cross section, preferably less than 8%, and most preferably less than 5%. The lofty batting preferably has a thermal conductivity of 50 mW/m-K, or less at room temperature and pressure to facilitate the formation of low thermal conductivity aerogel composites.
- Another way of determining if a batting is sufficiently lofty to be within the scope of this invention is to evaluate its compressibility and resilience. In this case a lofty batting is one that (i) is compressible by at least 50% of its natural thickness, preferably at least 65%, and most preferably at least 80%, and (ii) is sufficiently resilient that after compression for a few seconds it will return to at least 70% of its original thickness, preferably at least 75%, and most preferably at least 80%. By this definition a lofty batting is one that can be compressed to remove the air (bulk) yet spring back to substantially its original size and shape. For example a Holofil™ batting may be compressed from its original 1.5″ thickness to a minimum of about 0.2″ and spring back to its original thickness once the load is removed. This batting can be considered to contain 1.3″ of air (bulk) and 0.2″ of fiber. It is compressible by 87% and returns to essentially 100% of its original thickness. Fiberglass batting used for home insulation may be compressed to a similar extent and springs back to about 80% of its original thickness, but does that quite slowly.
- The batting useful herein is substantially different from a fibrous mat. A fibrous mat is “a densely woven or thickly tangled mass,” i.e. dense and relatively stiff fibrous structures with minimal open space between adjacent fibers, if any. While a mat generally has a density of greater than 25 lbs/ft3 (0.41 g/cc), a lofty batting useful herein has a much lower density, i.e. in the range of about 0.1 to 16 lbs/ft3 (0.001-0.26 g/cc), preferably about 2.4 to 6.1 lbs/ft3 (0.04 to 0.1 g/cc). Generally, mats are compressible by less than about 20% and show little to no resilience. In an aerogel composite prepared with a mat reinforcement, the cross sectional surface area of the mat fibers is about 30 to 50% of the total surface area of the cross section.
- Preferably the batting retains at least 50% of its thickness after the gel forming liquid is poured in.
- A way of understanding the need for openness in the fiber reinforcing material used herein is to recognize that fiber reinforcements that tend to run along the z axis, (in the direction of the heat flow) will significantly increase the thermal conductivity of the resulting composite by acting as thermal conduits. A batting that has highly aligned (straight) fibers, particularly in the x-y horizontal plane is stiffer than a typical lofty batting of the same density with bent or crimped fibers running in all three axes. In order to minimize heat flow in the z direction (as is the desire with most insulating materials) the batting should have low heat flow along the z axis (in the direction of the heat flow). Thus a suitable batting has a high enough quantity of fibers oriented along the z axis to maintain loft, yet not so great a quantity that the insulating properties of the resulting composite are compromised by these fibers. The fibers along the z axis may be of a different material (preferably one with lower thermal conductivity) than those in the x and y axes. The z axis fibers may also be made more circuitous, so that they present a more tortuous path for heat conduction than do the fibers in the x-y direction. The same fiber materials and methods may be used throughout the batting in an attempt to minimize thermal conduction in all axes, but in many insulating applications, however, it is heat flow in a specific direction that is being addressed, and using such materials and methods may compromise the flexibility of the resulting composite. The ideal lofty batting is one with fine, crimped fibers, evenly dispersed throughout the composite.
- While the composite produced with a lofty batting is flexible, durable, has a low thermal conductivity and has a good resistance to sintering, the performance of the aerogel composite may be substantially enhanced by incorporating randomly distributer microfibers into the composite, particularly microfibers that will help resist sintering while increasing durability and decreasing dusting. The effect of short fiber reinforcement (microfiber) on the performance of a composite will depend on a number of variables, such as fiber alignment, diameter, length, aspect ratio (fiber length/fiber diameter), strength, modulus, strain to failure, coefficient of thermal expansion, and the strength of the interface between the fiber and the matrix. The microfibers are incorporated into the composite by dispersing them in the gel precursor liquid and then using that liquid to infiltrate the lofty batting.
- Suitable microfibers useful herein typically range from 0.1 to 100 μm in diameter, have high aspect ratios (L/d>5, preferably L/d>100), and are relatively uniformly distributed throughout the composite. Since higher aspect ratios improve composite performance, the longest microfibers possible are desired. However, the length of the fibers used herein is constrained to avoid (or at least minimize) any filtration by the chosen lofty batting has when a microfiber-containing gel precursor is infused into the batting. The microfibers should be short enough to minimize filtration by the lofty batting and long enough to have the maximum possible effect on the thermal and mechanical performance of the resulting composite. The micro-fibers preferably have a thermal conductivity of 200 mW/m-K or less to facilitate the formation of low thermal conductivity aerogel composites.
- When the microfibers are dispersed in a sol, they often will rapidly settle. To overcome this problem, a suspension or dispersion agent that will not deleteriously effect the gel formation should be added to the sol. Suitable suspension/dispersion agents include solutions of high molecular weight block copolymers with pigment affinic groups (Disperbyk-184 and 192 from BYK-Chemie), and the like. The agents need to be effective during at least the period of time between the dispersion of the microfiber in the gel precursor and the gelation of the sol.
- The quantity, type, and/or size and aspect ratio of the microfibers used within a specific aerogel composite may be varied to meet specific tasks. For example, an application may involve insulating regions of different temperatures using a continuous aerogel composite; the composite may be made such that more microfibers will be present in the areas of the composite that will contact the higher temperature regions. Similarly, different microfibers (e.g. different material, different aspect ratio, size) may be incorporated in such areas for best insulation performance. Such microfiber modification may be accomplished by using a variety of suspension agents and/or microfibers to cause the microfibers to settle into the composite at different rates and thus in different locations.
- Suitable fibrous materials for forming both the lofty batting and the micro-fibers include any fiber-forming material. Particularly suitable materials include: fiberglass, quartz, polyester (PET), polyethylene, polypropylene, polybenzimidazole (PBI), polyphenylenebenzo-bisoxasole (PBO), polyetherether ketone (PEEK), polyarylate, polyacrylate, polytetrafluoroethylene (PTFE), poly-metaphenylene diamine (Nomex), poly-paraphenylene terephthalamide (Kevlar), ultra high molecular weight polyethylene (UHMWPE) e.g. Spectra™, novoloid resins (Kynol), polyacrylonitrile (PAN), PAN/carbon, and carbon fibers.
- While the same fibrous material may be used in both the batting and the microfibers, a combination of different materials may be utilized. One such combination is a lofty fiberglass batting with carbon microfibers distributed throughout.
- As indicated the combination of batting and microfiber reinforcement has been found to enhance sintering resistance. This may be accomplished by incorporating microfibers of a suitable material, e.g. carbon filaments, within the gel precursor (generally in combination with a suitable non-reactive dispersing agent) prior to pouring the gel precursor onto the fibrous batting.
FIG. 5 is an exploded view of such an aerogel composite where the composite is reinforced on both a macro level with afibrous batting 51 and on a micro level withcarbon fiber filaments 52. When dispersed in a silica matrix, carbon microfibers provide a combination of IR opacification and microscale strengthening that give a non-refractory metal oxide such as silica greatly improved thermal and mechanical performance at higher temperatures relative to non-strengthened and opacified silica. - In another embodiment of this invention, the lofty reinforcing fibrous batting is used in the form of a multi-layer laminate as shown in
FIGS. 3 , 4, and 6. In addition to including fibrous material batting, the laminates may include layers of materials which will help provide specific characteristics to the final composite structure. For example, the inclusion of a metal layer in the x-y plane, such as a copper mesh, can improve x-y thermal and/or electrical conductivity, RFI-EMI attenuation, the ability to anchor the composite to a support structure, and/or provide additional physical strength. While any metal can be used to produce the metal mesh, copper and stainless steel are currently preferred. Suitable meshes will be made from wires having diameters ranging from about 0.001 to 0.1 inches, preferably about 0.01 to 0.05, and the wire spacing may range from as tight as a window screen to 0.3 inches. - When the additional layer is of a high (>1 W/m-K) thermal conductivity material such as a carbon fiber, silicon carbide, or a metal, the resulting composite has been found to exhibit a significantly enhanced ability to rapidly dissipate heat throughout the x-y plane of a multilayer composite, further improving the durability of the composite under a high heat load.
-
FIG. 3 shows a 3 layer laminate consisting of a layer oflofty fiber batting 32, afine copper mesh 31, and a second layer oflofty fiber batting 32.FIG. 4 shows another 3 layer laminate of a layer oflofty fiber batting 42, a wovencarbon fiber textile 41, and a second layer offiber batting 42. While these laminates are shown to be symmetric, this is preferred and not mandatory. - When a metal mesh is used as one or more of the central layers, it also offers the benefit of producing an aerogel composite material which is not only drapeable or flexible, but is also conformable, i.e. it can retain its shape after bending.
- Other approaches to couple the high conductivity layer into the composite include metal sheet where portions of the sheet are cut and bent out of plane. These bent portions serve as an anchor between the conductive layer and the rest of the composite. Metal foil strips may be similarly utilized, as may a combination of such materials.
- The conductive layer has a number of secondary benefits. Aerogel composites containing metal conductive layers, may be deformed to conform to a shape and hold that shape. The composite of
FIG. 3 can be deformed to both simple and complex curvatures. It can spring back to a limited extent but also effectively plastically deformed to hold a shape. Another benefit of the conductive layer is that it commonly consists of structural fibers—strong and continuous. This conductive layer can serve as an anchoring material through which mechanical fasteners may be driven. The fasteners would grip onto composite or the conductive layer itself. - Mechanical loads experienced by the composite can be transmitted through a metal conductive layer to the fastener and into other structures. An example of this would be fastening the aerogel composite onto a vehicle chassis to serve as a heat barrier. If the reinforcement is adequately magnetized, it may be attached to a ferrous or magnetic structure without the need of mechanical fasteners. The heat transmitted by the conductive layer can be either dumped to the environment and/or a heat sink (radiation, convection) or used to run secondary processes. For example, excess heat may be used directly (heating water, etc.) or converted into electrical energy through a Peltier element or the like. The design of the aerogel composite can be such that the hot side of the blanket has a conductive layer near the surface that directs heat flux to the cold side of the blanket only at points where Peltier elements are placed. Examples of high thermal conductivity fibers include graphite, silicon carbide, copper, stainless steel, aluminum, and the like.
-
FIG. 6 is an exploded view of a laminate consisting of a layer offiber batting 61, a layer of silicon carbide felt 62, afine copper mesh 63, a layer of silicon carbide felt 62, and a layer offiber batting 61. - After identification of the aerogel to be prepared, a suitable metal alkoxide-alcohol solution is prepared. The preparation of aerogel-forming solutions is well known in the art. See, for example, S. J. Teichner et al, Inorganic Oxide Aerogel, Advances in Colloid and Interface Science, Vol. 5, 1976, pp 245-273, and L. D. LeMay, et al., Low-Density Microcellular Materials, MRS Bulletin, Vol. 15, 1990, p 19.
- While a single alkoxide-alcohol solution is generally used, a combination of two or more alkoxide-alcohol solutions may be used to fabricate mixed oxide aerogels. After formation of the alkoxide-alcohol solution, water is added to cause hydrolysis so that a metal hydroxide in a “sol” state is present. The hydrolysis reaction, using tetra-ethoxysilane as an example, is:
-
Si(OC2H5)4+4 H2O→Si(OH)4+4 (C2H5OH) (1) - To form an aerogel monolith, this sol state alkoxide solution is then aged for a sufficiently long period (commonly overnight) so that a condensation reaction (as shown in Eq. 2) occurs and forms precursors which after supercritical drying become aerogels.
-
Si(OH)4→SiO2+2 H2O (2) - Further details and explanation of the present invention may be found in the following specific examples, which describe the manufacture of aerogel composites in accordance with the present invention and test results generated there from. All parts and percents are by weight unless otherwise specified.
- A section (2′×3′×¼″) of polyester Thinsulate® Lite Loft insulation from 3M Company was placed in a walled container. 1300 ml of a commercially available pre-hydrolyzed silica precursor (Silbond H-5) is mixed with 1700 ml of denatured alcohol, 95%. The solution is stirred for 15 min. The solution is then gelled by the slow addition of HF (2% by volume of the total solution) with stirring. The resulting solution is poured on the blanket previously placed in a container. Gelation occurs within a few minutes. The fresh “blanket-gel” is aged overnight in a sealed bath of ethanol at 50° C. The alcohol trapped in the gel is removed by subcritical and supercritical CO2 extraction over the span of four days.
- The resulting aerogel composite has a density of approximately 0.1 g/cc. The thermal conductivity of the aerogel composite was determined by a Thin Heater Thermal Conductivity Test (ASTM C1114-98) to be 16.6 mW/m°K. A pure aerogel monolith prepared using the same source materials and manufacturing process had a thermal conductivity of 17.4 mW/m°K.
- The aerogel composite is extremely flexible. It can be draped over a person's arm without macroscopic failure. This “drape test” is the equivalent of approximately a 2″ radius of curvature, 180° bend.
- The blanket shows a significant resistance to heat transfer and thermal degradation/sintering when subjected to propane, a combination of liquefied petroleum and methylacetylene-propadiene (MAPP) gas, and oxyacetylene torch flames. If the blanket is subjected to the heat from the flame on one side, the other side can be touched by bare skin without damage. The poly-ester batting alone degrades rapidly when exposed to direct flame. The polyester batting reinforced aerogel composite resists thermal degradation of the polyester to a much greater degree (instantaneous vs. approximately 40 seconds for burn-through for a ¼″ thick sample subjected to a propane torch flame). As long as the polyester remains in the aerogel matrix, the composite remains flexible and has a low degree of thermal conductivity. Burn-through will occur if the flame is placed too close to the aerogel composite.
- The procedure of Example 1 is repeated except that the polyester fiber batting was replaced by a lofty silica fiber structure (Quartzel from Saint-Gobain Quartz) having a density of 65 g/m2 with a polyvinylalcohol binder.
- The resulting silica batting/silica aerogel composite has a thermal conductivity of 15.0 mW/m-K as tested on a guarded hotplate (ASTM C-177). The flexibility of the composite is less than that of the aerogel-polyester blanket of Example 1, but still significant. It is quite flexible but does not drape to the same extent. The density of the aerogel composite was 0.113 g/cc. The thickness of the composite was approximately 3 mm. This composite resists thermal degradation when exposed to open flame much better than the product of Example 1.
- Aerogel sintering appears to be minimized by the presence of the fiber. An oxyacetylene torch is placed 5-6″ below the sample with the top of the flame impinging on the bottom of the blanket. Minimal sintering is seen on the bottom surface of the sample after 5 hours of exposure. The top of the sample could be touched with a bare hand during the test. The temperature on the top of the aerogel composite varies from 150-230° C. based upon the distance between the blanket and the flame source. The bottom of the blanket glows orange-yellow. A single pyrometer reading taken from the yellow section of the blanket bottom yields a temperature of 1100° C.
- The procedure of Examples 1 and 2 is repeated except that the reinforcement fiber batting is replaced by a 5 layer fiber laminate of polyester/silicon carbide/−16 copper mesh/silicon carbide/polyester).
- The thermal conductivity (tested per ASTM C-177) is 12.5 mW/m-K (average). The composite is not very flexible. The thickness of the laminate is 10.3 mm. The copper mesh improves the x-y thermal conductivity by spreading out point loads over a larger area. The copper mesh also provides an EMI-RFI shield. Aerogel sintering appears to be minimized by the presence of the reinforcing polyester and silicon carbide fibers.
- The procedure of Example 3 is repeated except that the reinforcement consists of a 4 layer laminate of polyester batting, uni-directional carbon fiber with a polymeric binder, light copper mesh, and a lofty polyester batting.
- The thermal conductivity (tested per ASTM C-177) is 14.1 mW/m-K (average). The composite has little flexibility. The thickness of the laminate is 8.0 mm. Aerogel sintering is minimized by the presence of the reinforcing fibers.
- The procedure of Example 3 is repeated except that the reinforcement consists of a 3 layer laminate of silica felt, stainless steel mesh, and silica felt, about 6″ on a side. A second reinforced aerogel composite where a copper mesh is substituted for the stainless steel is also prepared.
- The thermal conductivity (tested per ASTM C-177) is 12.4 mW/m-K (average). The composite is somewhat flexible and is conformable in that it retains the shape into which it is bent. The thickness of the laminate is 5.3 mm. Aerogel sintering appears to be minimized by the presence of the reinforcing fibers in a flame test using an oxyacetylene torch set at a 6″ distance from the bottom of the composite and giving approximately a 2 inch diameter impingement area (glowing red-orange). The temperature is 120° C. at the edge of the composite (thermocouple attached to the steel mesh through the top), while more than two inches away from the center of the impingement (though still directly over the flame) the temperature measures 60° C. at steady state conditions.
- The aerogel composite with the copper mesh substituted for the stainless steel mesh shows the same effect.
- The procedure of Example 2 is repeated except that two additional ingredients are added to the silica sol. The first is a low denier carbon fiber (Pyrograf III, Grade PR-11-AG from Pyrograf Products, Zenia, Ohio. The second is a dispersion agent (Disperbyk 184 from BYK-Chemie). Two grams of carbon fiber and six grams of dispersion agent are added to 750 ml of ethanol in a 1000 ml beaker. The beaker is placed in an ice bath and sonicated at full power by a Misonix 2020 sonicator for one hour to break up fiber clumps and form a suspension that is visibly stable for at least an hour. When a drop of the suspension is placed on a glass slide and allowed to sheet the fibers do not rapidly clump.
- The resulting silica batting/carbon fiber/silica aerogel composite has a thermal conductivity of 14.8 mW/m-K (ASTM C-177). The flexibility of the composite is slightly less than that of the aerogel blanket of Example 2 (Blanket # 2), but still significant. The aerogel matrix tends to crack in a macroscopic fashion when strained. The density of the aerogel composite is approximately 0.12 g/cc. The thickness of the composite is approximately 3 mm.
- This composite material resists thermal degradation when exposed to open flame much better than the aerogel blanket of Example 2.
- A MAPP gas torch is used as the flame source. The torch, when applied to the quartz batting alone, would pucker and finally melt the batting. The MAPP gas torch is used to similar effect with Blanket #2. If the torch nozzle is placed close to Blanket #2, eventual degradation/sintering and burn-through occurs. The short carbon fiber augmented aerogel batting of this Example shows no degradation other than on the very bottom surface. It can not be burned through using the MAPP gas torch. The top of the sample can be touched with a bare hand during the test. The bottom of the blanket glows orange-yellow-white depending on how far away the torch is placed. Aerogel sintering appears minimal. The combination of macro and micro fiber reinforcement works far better than the macro fiber reinforcement alone.
- To evaluate the effects of various reinforcing systems on aerogel composites of one or more embodiments of the present invention, a series of composites was prepared in accordance with the procedure of Example 1 but varying the reinforcements. The aerogel composites are prepared by infiltrating a lofty reinforcement with an appropriate sol followed by supercritical drying.
FIG. 7 shows the results of thermal performance vs. temperature for the following samples: - Sample A used a less than 2 denier lofty polyester batting where the cross-sectional area of fibers was less than 15% of the total cross-sectional area of the aerogel composite, and where after compression the lofty batting returned to 75% of its original thickness.
- Sample B used quartz wool prepared from 9 μm fibers, with a batting density of 0.005 g/cc, and where after compression the lofty batting returned to 75% of its original thickness.
- Sample C used the batting of Sample B, in combination with 5% by weight based upon the total weight of the dried composite carbon black dopant and 3% (same basis) carbon microfiber. The carbon black was Cabot Vulcan carbon black. The carbon microfibers were 0.1 to 100 μm diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample D used the batting of Sample B, in combination with 6% by weight based upon the total weight of the dried composite carbon black dopant and 4% (same basis) carbon microfiber. The carbon black was Cabot Vulcan carbon black. The carbon microfibers were 0.1 to 100 μm diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample E used the batting of Sample B, in combination with 6% by weight based upon the total weight of the dried composite carbon black dopant, 4% (same basis) carbon microfiber, and 10% by weight polydimethylsiloxane dopant. The carbon black was Cabot Vulcan carbon black. The carbon microfibers were 0.1 to 100 μm diameter and approximately 1-2 mm in length. Disperbyk 184 dispersant was used.
- Sample E has survived more than 100,000 flexure cycles wherein the material was doubled over upon itself without loss of thermal performance.
Claims (21)
1-10. (canceled)
11. A method of preparing a composite article, which comprises:
mixing a gel precursor to a lofty fibrous batting to form a mixture;
transitioning the mixture from sol state to gel state to obtain a gel; and
drying the gel to obtain the article wherein a continuous aerogel is through the batting.
12. The method of claim 1 wherein the gel precursor is obtained by acidifying a water soluble, basic metal oxide precursor in water and optionally removing any salt by-products.
13. The method of claim 1 wherein the gel precursor is obtained from the group consisting of oxides of silicon, aluminum, titanium, zirconium, hafnium, yttrium, vanadium and a combination thereof.
14. The method of claim 1 wherein the gel precursor is obtained from the group consisting of tetraethoxysilane, tetramethoxysilane, tetra-n-propoxy-silane, aluminum isopropoxide, aluminum sec-butoxide, cerium isopropoxide, hafnium tert-butoxide, magnesium aluminum isopropoxide, yttrium isopropoxide, titanium isopropoxide and zirconium isopropoxide.
15. The method of claim 1 wherein the gel precursor is a hydrolyzed or partially hydrolyzed silica precursor.
16. The method of claim 1 wherein the gel precursor is obtained from the group consisting of polyacrylates, polystyrenes, polyacrylonitriles, polyurethanes, polyimides, polyfurfural alcohol, phenol furfural alcohol, melamine formaldehyde, resorcinol formaldehyde, cresol formaldehyde, phenol formaldehyde, polyvinyl alcohol dialdehyde, polycyanurates, polyacrylamides, epoxies, agar, agarose and a combination thereof.
17. The method of claim 1 wherein the density of the batting is between 0.001 to 0.26 g/cc.
18. The method of claim 1 further comprising the step of mixing microfibers with the gel precursor.
19. The method of claim 1 wherein the batting may be formed from the group consisting of fiberglass, quartz, polyester, polyethylene, polypropylene, polybenzimidazole, polyphenylenebenzo-bisoxasole, polyetheretherketone, polyarylate, polyacrylate, polytetrafluoroethylene, poly-metaphenylene diamine, poly-paraphenylene terephthalamide, ultra high molecular weight polyethylene, novoloid resins, polyacrylonitrile, polyacrylonitrile/carbon and carbon.
20. The method of claim 1 further comprising the step of modification of the surface of the gels.
21. The method of claim 10 wherein surface hydroxyl groups of the gel are converted to tri-methylsilylethers.
22. The method of claim 2 wherein the water is exchanged with a polar solvent.
23. The method of claim 1 wherein the gel is dried by supercritical extraction.
24. The method of claim 12 wherein the gel is dried below the critical point of the solvent.
25. The method of claim 10 wherein the gel is dried below the critical point of the solvent.
26. The method of claim 1 wherein the batting comprising a conductive layer.
27. The method of claim 1 wherein the batting comprising a metal.
28. The method of claim 1 further comprising the step of adding dopants to the mixture.
29. The method of claim 18 wherein the dopants are selected from the group consisting of carbon black, titania, iron oxides, silicon carbide, molybdenum silicide, manganese oxides and polydialkylsiloxanes.
30. The method of claim 1 wherein the mixing is performed in a solvent selected from the group consisting of lower alcohols with 1 to 6 carbons, ethyl acetate, ethyl acetoacetate, acetone, dichloromethane and the like.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/365,234 US20090229032A1 (en) | 2000-12-22 | 2009-02-04 | Method of Manufacturing of Aerogel Composites |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US25743700P | 2000-12-22 | 2000-12-22 | |
| US10/034,296 US7078359B2 (en) | 2000-12-22 | 2001-12-21 | Aerogel composite with fibrous batting |
| US11/419,175 US7504346B2 (en) | 2000-12-22 | 2006-05-18 | Aerogel composite with fibrous batting |
| US12/365,234 US20090229032A1 (en) | 2000-12-22 | 2009-02-04 | Method of Manufacturing of Aerogel Composites |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/419,175 Continuation US7504346B2 (en) | 2000-12-22 | 2006-05-18 | Aerogel composite with fibrous batting |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20090229032A1 true US20090229032A1 (en) | 2009-09-17 |
Family
ID=22976306
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/034,296 Expired - Lifetime US7078359B2 (en) | 2000-12-22 | 2001-12-21 | Aerogel composite with fibrous batting |
| US11/419,175 Active 2026-10-17 US7504346B2 (en) | 2000-12-22 | 2006-05-18 | Aerogel composite with fibrous batting |
| US12/365,234 Abandoned US20090229032A1 (en) | 2000-12-22 | 2009-02-04 | Method of Manufacturing of Aerogel Composites |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/034,296 Expired - Lifetime US7078359B2 (en) | 2000-12-22 | 2001-12-21 | Aerogel composite with fibrous batting |
| US11/419,175 Active 2026-10-17 US7504346B2 (en) | 2000-12-22 | 2006-05-18 | Aerogel composite with fibrous batting |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US7078359B2 (en) |
| EP (1) | EP1358373A2 (en) |
| JP (4) | JP2004517222A (en) |
| KR (1) | KR100909732B1 (en) |
| CN (1) | CN1306993C (en) |
| BR (1) | BR0115523A (en) |
| CA (1) | CA2429771C (en) |
| IL (2) | IL155922A0 (en) |
| MX (1) | MXPA03004333A (en) |
| RU (1) | RU2310702C2 (en) |
| WO (1) | WO2002052086A2 (en) |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100107381A1 (en) * | 2005-07-15 | 2010-05-06 | Aspen Aerogels, Inc. | Methods of manufacture of secured aerogel composites |
| US20100190639A1 (en) * | 2009-01-28 | 2010-07-29 | Worsley Marcus A | High surface area, electrically conductive nanocarbon-supported metal oxide |
| US20100187484A1 (en) * | 2009-01-27 | 2010-07-29 | Worsley Marcus A | Mechanically robust, electrically conductive ultralow-density carbon nanotube-based aerogels |
| US20110024698A1 (en) * | 2009-04-24 | 2011-02-03 | Worsley Marcus A | Mechanically Stiff, Electrically Conductive Composites of Polymers and Carbon Nanotubes |
| DE102009046257A1 (en) * | 2009-10-30 | 2011-05-12 | Carcoustics Techconsult Gmbh | Plate-like insulating layer for plate-like wall element of wall, particularly building wall, has plate-like foamed plastic which is open-cell or mixed cell and subset of cell of foamed plastic is filled with gel |
| US20130202890A1 (en) * | 2012-02-03 | 2013-08-08 | Jing Kong | Aerogels and methods of making same |
| US8629076B2 (en) | 2010-01-27 | 2014-01-14 | Lawrence Livermore National Security, Llc | High surface area silicon carbide-coated carbon aerogel |
| US20150060026A1 (en) * | 2013-08-27 | 2015-03-05 | Hyundai Motor Company | Heat protector and manufacturing and mounting methods thereof |
| WO2015034515A1 (en) * | 2013-09-06 | 2015-03-12 | The Massachusetts Institute Of Technology | In-situ aerogels and methods of making same |
| US9218989B2 (en) | 2011-09-23 | 2015-12-22 | Raytheon Company | Aerogel dielectric layer |
| FR3033732A1 (en) * | 2015-03-17 | 2016-09-23 | Enersens | MULTILAYER COMPOSITE MATERIALS |
| WO2017009858A1 (en) | 2015-07-15 | 2017-01-19 | International Advanced Research Centre For Powder Metallurgy And New Materials (Arci) | An improved process for producing silica aerogel thermal insulation product with increased efficiency. |
| US9605427B2 (en) | 2011-10-14 | 2017-03-28 | Enersens | Process for manufacturing xerogels |
| US20170121964A1 (en) * | 2015-10-28 | 2017-05-04 | Armstrong World Industries, Inc. | Scrim attachment system |
| CN108058408A (en) * | 2017-12-14 | 2018-05-22 | 苏州科达科技股份有限公司 | A kind of assembly method of magnetic base and the magnetic base |
| US10493741B2 (en) | 2016-02-17 | 2019-12-03 | Lg Chem, Ltd. | Apparatus and method for manufacturing composite sheet comprising aerogel sheet |
| US10626306B2 (en) | 2014-12-17 | 2020-04-21 | Saint-Gobain Isover | High-performance thermal insulation products |
| US10682839B2 (en) | 2016-02-19 | 2020-06-16 | Lg Chem, Ltd. | Apparatus and method for manufacturing composite sheet comprising aerogel sheet |
| US10919772B2 (en) | 2015-11-03 | 2021-02-16 | Lg Chem, Ltd. | Method for preparing hydrophobic metal oxide-silica composite aerogel, and hydrophobic metal oxide-silica composite aerogel prepared thereby |
| US10941897B2 (en) | 2015-02-13 | 2021-03-09 | Lg Chem, Ltd. | Preparation method of silica aerogel-containing blanket and silica aerogel-containing blanket prepared by using the same |
| US11077641B2 (en) | 2014-09-22 | 2021-08-03 | Nichias Corporation | Fireproof construction and method for using same |
| US20210299633A1 (en) * | 2012-04-26 | 2021-09-30 | Lawrence Livermore National Security, Llc | Adsorption cooling system using metal organic frameworks |
| US20210308651A1 (en) * | 2012-04-26 | 2021-10-07 | Lawrence Livermore National Security, Llc | Adsorption cooling system using carbon aerogel |
| US11274044B2 (en) | 2016-03-08 | 2022-03-15 | Lg Chem, Ltd. | Method for producing aerogel blanket and aerogel blanket produced thereby |
| US11279622B2 (en) | 2016-09-12 | 2022-03-22 | Lg Chem, Ltd. | Method for producing silica aerogel and silica aerogel produced thereby |
| US11505657B2 (en) | 2016-03-24 | 2022-11-22 | Lg Chem, Ltd. | System and rotating blade unit for preparing silica aerogel |
Families Citing this family (185)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE44145E1 (en) | 2000-07-07 | 2013-04-09 | A.V. Topchiev Institute Of Petrochemical Synthesis | Preparation of hydrophilic pressure sensitive adhesives having optimized adhesive properties |
| IL155922A0 (en) * | 2000-12-22 | 2003-12-23 | Aspen Aerogels Inc | Aerogel composite with fibrous batting |
| US8541021B2 (en) | 2001-05-01 | 2013-09-24 | A.V. Topchiev Institute Of Petrochemical Synthesis | Hydrogel compositions demonstrating phase separation on contact with aqueous media |
| US8206738B2 (en) | 2001-05-01 | 2012-06-26 | Corium International, Inc. | Hydrogel compositions with an erodible backing member |
| ES2331302T3 (en) * | 2001-05-01 | 2009-12-29 | A.V. Topchiev Institute Of Petrochemical Synthesis | HYDROGEL COMPOSITIONS. |
| US20050113510A1 (en) * | 2001-05-01 | 2005-05-26 | Feldstein Mikhail M. | Method of preparing polymeric adhesive compositions utilizing the mechanism of interaction between the polymer components |
| US20050215727A1 (en) | 2001-05-01 | 2005-09-29 | Corium | Water-absorbent adhesive compositions and associated methods of manufacture and use |
| US8840918B2 (en) | 2001-05-01 | 2014-09-23 | A. V. Topchiev Institute of Petrochemical Synthesis, Russian Academy of Sciences | Hydrogel compositions for tooth whitening |
| AU2003261238A1 (en) | 2002-07-22 | 2004-02-09 | Aspen Aerogels, Inc. | Polyimide aerogels, carbon aerogels, and metal carbide aerogels and methods of making same |
| US20040018336A1 (en) * | 2002-07-29 | 2004-01-29 | Brian Farnworth | Thermally insulating products for footwear and other apparel |
| KR101156311B1 (en) | 2003-05-06 | 2012-06-13 | 아스펜 에어로겔, 인코포레이티드 | Thermally insulating pipe and methods for the same |
| US20040247819A1 (en) * | 2003-06-09 | 2004-12-09 | 3M Innovative Properties Company | Casing-free insulation blanket |
| EP2422950B1 (en) * | 2003-06-24 | 2014-10-01 | Aspen Aerogels Inc. | Methods to produce gel sheets |
| US7410718B2 (en) * | 2003-09-30 | 2008-08-12 | Lawrence Livermore National Security, Llc | Aerogel and xerogel composites for use as carbon anodes |
| US7118801B2 (en) * | 2003-11-10 | 2006-10-10 | Gore Enterprise Holdings, Inc. | Aerogel/PTFE composite insulating material |
| US7575789B2 (en) | 2003-12-17 | 2009-08-18 | E.I. Du Pont De Nemours And Company | Coated pipes for conveying oil |
| US20060035054A1 (en) * | 2004-01-05 | 2006-02-16 | Aspen Aerogels, Inc. | High performance vacuum-sealed insulations |
| JP2007524739A (en) * | 2004-01-06 | 2007-08-30 | アスペン エアロゲルズ,インコーポレイティド | Ormosil airgel containing silicon-bonded linear polymer |
| BRPI0506438A (en) * | 2004-01-06 | 2006-12-26 | Aspen Aerogels Inc | silicon-bound polymethacrylate ormosil airgel |
| KR20070007299A (en) | 2004-01-30 | 2007-01-15 | 코리움 인터네셔널, 인크. | Rapidly dissolving film for delivery of an active agent |
| US8467875B2 (en) | 2004-02-12 | 2013-06-18 | Medtronic, Inc. | Stimulation of dorsal genital nerves to treat urologic dysfunctions |
| US20050270746A1 (en) * | 2004-06-04 | 2005-12-08 | Reis Bradley E | Insulating structure having combined insulating and heat spreading capabilities |
| FR2871180B1 (en) * | 2004-06-08 | 2008-02-15 | Cellutec Sa | ACOUSTIC INSULATION ELEMENT |
| WO2006022993A2 (en) | 2004-06-10 | 2006-03-02 | Ndi Medical, Llc | Implantable generator for muscle and nerve stimulation |
| US9205255B2 (en) | 2004-06-10 | 2015-12-08 | Medtronic Urinary Solutions, Inc. | Implantable pulse generator systems and methods for providing functional and/or therapeutic stimulation of muscles and/or nerves and/or central nervous system tissue |
| US8195304B2 (en) | 2004-06-10 | 2012-06-05 | Medtronic Urinary Solutions, Inc. | Implantable systems and methods for acquisition and processing of electrical signals |
| US7761167B2 (en) | 2004-06-10 | 2010-07-20 | Medtronic Urinary Solutions, Inc. | Systems and methods for clinician control of stimulation systems |
| US8165692B2 (en) | 2004-06-10 | 2012-04-24 | Medtronic Urinary Solutions, Inc. | Implantable pulse generator power management |
| US9308382B2 (en) | 2004-06-10 | 2016-04-12 | Medtronic Urinary Solutions, Inc. | Implantable pulse generator systems and methods for providing functional and/or therapeutic stimulation of muscles and/or nerves and/or central nervous system tissue |
| WO2006009921A2 (en) * | 2004-06-19 | 2006-01-26 | Polarwrap, Llc | Insulating liner for an article of clothing |
| US20060254088A1 (en) * | 2004-06-19 | 2006-11-16 | Mccormick Bruce | Thermal liner for an article of clothing |
| WO2006002440A2 (en) * | 2004-06-29 | 2006-01-05 | Aspen Aerogels, Inc. | Energy efficient and insulated building envelopes |
| US7560062B2 (en) * | 2004-07-12 | 2009-07-14 | Aspen Aerogels, Inc. | High strength, nanoporous bodies reinforced with fibrous materials |
| US20070238008A1 (en) * | 2004-08-24 | 2007-10-11 | Hogan Edward J | Aerogel-based vehicle thermal management systems and methods |
| JP2008511537A (en) * | 2004-09-01 | 2008-04-17 | アスペン エアロジェルス,インク. | High-performance heat insulating material sealed in vacuum |
| WO2007086819A2 (en) * | 2004-11-24 | 2007-08-02 | Aspen Aerogels, Inc. | High strength aerogel panels |
| US7588058B2 (en) * | 2004-11-24 | 2009-09-15 | E. I. Du Pont De Nemours And Company | Coated pipes for harsh environments |
| US7691911B2 (en) * | 2004-11-26 | 2010-04-06 | Aspen Aerogels, Inc. | Polyolefin-based aerogels |
| KR100565940B1 (en) * | 2004-12-02 | 2006-03-30 | 한국과학기술연구원 | Vanadia-titania aerogel catalysts, preparing method of the same, and oxidative destruction of chlorinated aromatic compounds using the same |
| US7635411B2 (en) * | 2004-12-15 | 2009-12-22 | Cabot Corporation | Aerogel containing blanket |
| WO2006074449A2 (en) * | 2005-01-07 | 2006-07-13 | Aspen Aerogels, Inc. | A thermal management system for high temperature events |
| US20060196568A1 (en) * | 2005-01-10 | 2006-09-07 | Leeser Daniel L | Flexible, compression resistant and highly insulating systems |
| WO2006107420A2 (en) * | 2005-02-23 | 2006-10-12 | Aspen Aerogels, Inc. | Composites based on macro and nanoporous materials |
| WO2006091812A2 (en) * | 2005-02-25 | 2006-08-31 | Aspen Aerogels, Inc. | Insulated roofing systems |
| US20060223965A1 (en) * | 2005-03-31 | 2006-10-05 | Aspen Aerogels Inc. | High strength organic-inorganic hybrid gel materials |
| US9469739B2 (en) | 2005-04-07 | 2016-10-18 | Aspen Aerogels, Inc. | Microporous polyolefin-based aerogels |
| US8461223B2 (en) | 2005-04-07 | 2013-06-11 | Aspen Aerogels, Inc. | Microporous polycyclopentadiene-based aerogels |
| WO2006127182A2 (en) * | 2005-04-15 | 2006-11-30 | Aspen Aerogels Inc. | Coated insulation articles and their manufacture |
| US20060264133A1 (en) * | 2005-04-15 | 2006-11-23 | Aspen Aerogels,Inc. | Coated Aerogel Composites |
| US9476123B2 (en) | 2005-05-31 | 2016-10-25 | Aspen Aerogels, Inc. | Solvent management methods for gel production |
| US20060270248A1 (en) * | 2005-05-31 | 2006-11-30 | Gould George L | Solvent Management Methods for Gel Production |
| WO2007044341A2 (en) * | 2005-10-04 | 2007-04-19 | Aspen Aerogels, Inc. | Cryogenic insulation systems with nanoporous components |
| US8222302B2 (en) * | 2005-11-29 | 2012-07-17 | The Hong Kong University Of Science And Technology | Titania-silica aerogel monolith with ordered mesoporosity and preparation thereof |
| US7691474B2 (en) * | 2006-03-18 | 2010-04-06 | Aspen Aerogels, Inc. | Mitigation of hydrogen cyanide in aerogels |
| US7943225B2 (en) * | 2006-03-27 | 2011-05-17 | Polar Wrap, Llc | Vented insulating liner method and apparatus |
| WO2007133805A2 (en) * | 2006-05-15 | 2007-11-22 | Aspen Aerogels, Inc. | Aerogel-based enclosure systems |
| US9480846B2 (en) | 2006-05-17 | 2016-11-01 | Medtronic Urinary Solutions, Inc. | Systems and methods for patient control of stimulation systems |
| WO2007140293A2 (en) | 2006-05-25 | 2007-12-06 | Aspen Aerogels, Inc. | Aerogel compositions with enhanced performance |
| WO2007146945A2 (en) * | 2006-06-12 | 2007-12-21 | Aspen Aerogels, Inc. | Aerogel-foam composites |
| US8828540B2 (en) | 2006-06-16 | 2014-09-09 | United Technologies Corporation | Silicon carbide ceramic containing materials, their methods of manufacture and articles comprising the same |
| US8505857B2 (en) | 2006-08-18 | 2013-08-13 | Kellogg Brown & Root Llc | Systems and methods for supporting a pipe |
| US7997541B2 (en) * | 2006-08-18 | 2011-08-16 | Kellogg Brown & Root Llc | Systems and methods for supporting a pipe |
| US8453393B2 (en) * | 2006-08-25 | 2013-06-04 | Raytheon Company | Encapsulated and vented particulate thermal insulation |
| KR101105436B1 (en) * | 2006-10-25 | 2012-01-17 | 한국생산기술연구원 | Aerogel sheet and method for preparing thereof |
| WO2008055208A1 (en) * | 2006-11-01 | 2008-05-08 | New Jersey Institute Of Technology | Aerogel-based filtration of gas phase systems |
| DE102006052512A1 (en) * | 2006-11-06 | 2008-05-08 | Heraeus Quarzglas Gmbh & Co. Kg | Process for producing opaque quartz glass, semifinished product obtained by the process and component produced therefrom |
| US9086235B2 (en) * | 2006-11-30 | 2015-07-21 | Praxair Technology, Inc. | Insulation arrangement |
| DE502006006732D1 (en) * | 2006-12-22 | 2010-05-27 | Pavatex S A | ktromagnetic radiation |
| US8820028B2 (en) * | 2007-03-30 | 2014-09-02 | Certainteed Corporation | Attic and wall insulation with desiccant |
| JP5077659B2 (en) | 2007-07-20 | 2012-11-21 | ニチアス株式会社 | Catalytic converter and holding material for catalytic converter |
| US8734931B2 (en) | 2007-07-23 | 2014-05-27 | 3M Innovative Properties Company | Aerogel composites |
| CA2712682A1 (en) * | 2008-02-05 | 2009-08-13 | Guy Leath Gettle | Blast effect mitigating assembly using aerogels |
| US8402716B2 (en) * | 2008-05-21 | 2013-03-26 | Serious Energy, Inc. | Encapsulated composit fibrous aerogel spacer assembly |
| US7954283B1 (en) * | 2008-05-21 | 2011-06-07 | Serious Materials, Inc. | Fibrous aerogel spacer assembly |
| EP2123426A1 (en) | 2008-05-23 | 2009-11-25 | Rockwool International A/S | Pipe section and methods for its production |
| US9518163B2 (en) * | 2008-05-26 | 2016-12-13 | Semmes, Inc. | Reinforced polymer foams, articles and coatings prepared therefrom and methods of making the same |
| DE102008040367A1 (en) | 2008-07-11 | 2010-02-25 | Evonik Degussa Gmbh | Component for the production of vacuum insulation systems |
| DE102008046444A1 (en) | 2008-09-09 | 2010-03-11 | Evonik Röhm Gmbh | Façade panel, system and process for energy production |
| EP2180107A1 (en) | 2008-10-21 | 2010-04-28 | Rockwool International A/S | Building wall with improved insulation properties and fixing assembly for use in the building wall |
| EP2180104A1 (en) * | 2008-10-21 | 2010-04-28 | Rockwool International A/S | Facade insulation system |
| EP2180114A1 (en) | 2008-10-21 | 2010-04-28 | Rockwool International A/S | System for a building envelope with improved insulation properties and cassette for use in the building |
| EP2180113A1 (en) | 2008-10-21 | 2010-04-28 | Rockwool International A/S | System for a building envelope with improved insulation properties and cassette for use in the building envelope |
| US8069587B2 (en) | 2008-11-20 | 2011-12-06 | 3M Innovative Properties Company | Molded insulated shoe footbed and method of making an insulated footbed |
| US20100139193A1 (en) * | 2008-12-09 | 2010-06-10 | Goldberg Michael J | Nonmetallic ultra-low permeability butyl tape for use as the final seal in insulated glass units |
| CN102317210A (en) * | 2008-12-18 | 2012-01-11 | 3M创新有限公司 | Telechelic gas mixture gel |
| CA2751884C (en) | 2009-01-14 | 2018-09-25 | Corium International, Inc. | Transdermal administration of tamsulosin |
| DE102009018688B4 (en) | 2009-04-23 | 2017-03-02 | Knauf Insulation | Mineral wool product |
| KR20120023707A (en) | 2009-04-27 | 2012-03-13 | 캐보트 코포레이션 | Aerogel compositions and methods of making and using them |
| EP2281961A1 (en) * | 2009-06-25 | 2011-02-09 | Knauf Insulation Technology GmbH | Aerogel containing composite materials |
| WO2011020671A1 (en) | 2009-08-20 | 2011-02-24 | Evonik Röhm Gmbh | Insulation panel made of plastics, system and method for heat insulation |
| NL2005244A (en) * | 2009-09-22 | 2011-03-23 | Asml Netherlands Bv | Support or table for lithographic apparatus, method of manufacturing such support or table and lithographic apparatus comprising such support or table. |
| CN101698583B (en) * | 2009-11-13 | 2012-08-22 | 航天特种材料及工艺技术研究所 | Multi-element aerogel composite material and preparation method thereof |
| DE102009053784A1 (en) * | 2009-11-19 | 2011-05-26 | BSH Bosch und Siemens Hausgeräte GmbH | A method for producing a porous pore size SiO 2 xerogel by a bottom-up method via a precursor having organic solid skeletal supports |
| FI123674B (en) | 2009-12-23 | 2013-09-13 | Paroc Oy Ab | A process for making a mineral fiber composite product |
| FI122693B (en) | 2009-12-23 | 2012-05-31 | Paroc Oy Ab | Process for making a mineral wool composite material, product obtained by the process and its use as insulating material |
| US8507071B1 (en) | 2010-02-11 | 2013-08-13 | Zeroloft Corporation | Sheet insulator with improved resistance to heat transfer by conduction, convection and radiation |
| BR112012025011A2 (en) * | 2010-03-30 | 2019-09-24 | Jx Nippon Mining & Metals Corp | electromagnetic shielding composite |
| WO2011144249A1 (en) * | 2010-05-21 | 2011-11-24 | Nokia Siemens Networks Oy | Method and device for thermally coupling a heat sink to a component |
| WO2012021134A1 (en) * | 2010-08-13 | 2012-02-16 | Otis Elevator Company | Load bearing member having protective coating and method therefor |
| US8952119B2 (en) | 2010-11-18 | 2015-02-10 | Aspen Aerogels, Inc. | Organically modified hybrid aerogels |
| US8906973B2 (en) | 2010-11-30 | 2014-12-09 | Aspen Aerogels, Inc. | Modified hybrid silica aerogels |
| KR20120076997A (en) | 2010-12-30 | 2012-07-10 | 한국에너지기술연구원 | Fibrous aerogel sheet and preparation method therof |
| EP2481859A1 (en) | 2011-01-17 | 2012-08-01 | Aspen Aerogels Inc. | Composite aerogel thermal insulation system |
| PL2665876T3 (en) | 2011-01-17 | 2015-08-31 | Construction Research & Technology Gmbh | Composite thermal insulation system |
| CN103403273B (en) * | 2011-01-31 | 2016-05-25 | 罗克伍尔国际公司 | Be used for the shielding system of the facade of covering building |
| US9133280B2 (en) | 2011-06-30 | 2015-09-15 | Aspen Aerogels, Inc. | Sulfur-containing organic-inorganic hybrid gel compositions and aerogels |
| US20130196137A1 (en) * | 2012-01-27 | 2013-08-01 | Aspen Aerogels, Inc. | Composite Aerogel Thermal Insulation System |
| SI24001A (en) | 2012-02-10 | 2013-08-30 | Aerogel Card D.O.O. | Cryogenic device for transport and storage of liquefaction gas |
| ITPD20120039A1 (en) * | 2012-02-17 | 2013-08-18 | Everlux S R L | INSULATING PANEL FOR BUILDING AND PROCEDURE FOR ITS REALIZATION |
| FI126355B (en) | 2012-03-27 | 2016-10-31 | Paroc Group Oy | Insulating composite product comprising mineral wool and materials with excellent insulation properties |
| US9115498B2 (en) | 2012-03-30 | 2015-08-25 | Certainteed Corporation | Roofing composite including dessicant and method of thermal energy management of a roof by reversible sorption and desorption of moisture |
| US9302247B2 (en) | 2012-04-28 | 2016-04-05 | Aspen Aerogels, Inc. | Aerogel sorbents |
| RU2488244C1 (en) * | 2012-06-05 | 2013-07-20 | Федеральное государственное унитарное предприятие "Московское опытно-конструкторское бюро "Марс" (ФГУП МОКБ "Марс") | Method of increasing heat dissipation and radiation protection of electronic components |
| CN104603344B (en) * | 2012-06-26 | 2020-03-31 | 卡博特公司 | Flexible insulation structure and methods of making and using same |
| CN102807358B (en) * | 2012-07-13 | 2014-03-12 | 中国科学院研究生院 | Flexible aerogel block and preparation method thereof |
| US11053369B2 (en) * | 2012-08-10 | 2021-07-06 | Aspen Aerogels, Inc. | Segmented flexible gel composites and rigid panels manufactured therefrom |
| US20140087102A1 (en) * | 2012-09-21 | 2014-03-27 | Air Liquide Large Industries U.S. Lp | Air separation column low-density solid-state insulation patent |
| EP2928815A2 (en) | 2012-12-04 | 2015-10-14 | Carlsberg Breweries A/S | Beverage dispenser comprising an aerogel-insulated python and methods of producing such a python |
| CN105189104B (en) | 2013-03-08 | 2020-02-04 | 斯攀气凝胶公司 | Aerogel insulation panel and manufacture thereof |
| US20140287641A1 (en) * | 2013-03-15 | 2014-09-25 | Aerogel Technologies, Llc | Layered aerogel composites, related aerogel materials, and methods of manufacture |
| US9493941B2 (en) * | 2013-05-02 | 2016-11-15 | Donald George White | Thermal break wall systems and thermal adjustable clip |
| EP3009049B1 (en) * | 2013-06-10 | 2017-08-09 | Panasonic Intellectual Property Management Co., Ltd. | Seat heater |
| FR3007025B1 (en) | 2013-06-14 | 2015-06-19 | Enersens | INSULATING COMPOSITE MATERIALS COMPRISING INORGANIC AEROGEL AND MELAMINE FOAM |
| US10343131B1 (en) | 2013-08-16 | 2019-07-09 | The United States Of America As Represented By The Administrator Of National Aeronautics And Space Administration | High temperature, hydrophobic, flexible aerogel composite and method of making same |
| US10590000B1 (en) | 2013-08-16 | 2020-03-17 | United States Of America As Represented By The Administrator Of National Aeronautics And Space Administration | High temperature, flexible aerogel composite and method of making same |
| JP6361022B2 (en) * | 2013-09-17 | 2018-07-25 | パナソニックIpマネジメント株式会社 | Composite sheet |
| US9434831B2 (en) | 2013-11-04 | 2016-09-06 | Aspen Aerogels, Inc. | Benzimidazole based aerogel materials |
| EP3065863B1 (en) * | 2013-11-04 | 2017-10-25 | Aspen Aerogels Inc. | Benzimidazole based aerogel materials |
| DE202013010599U1 (en) | 2013-11-27 | 2015-03-05 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Sandwich structure with an airgel-containing core material |
| US20150176749A1 (en) | 2013-12-19 | 2015-06-25 | W. L. Gore & Associates, Inc. | Thermally Insulative Expanded Polytetrafluoroethylene Articles |
| CN103790248B (en) * | 2014-01-27 | 2016-08-17 | 钟春燕 | A kind of preparation method of thermal-insulation heat-resistant plate for building |
| US10418145B2 (en) * | 2014-06-06 | 2019-09-17 | President And Fellows Of Harvard College | Stretchable conductive composites for use in soft devices |
| US11380953B2 (en) | 2014-06-23 | 2022-07-05 | Aspen Aerogels, Inc. | Thin aerogel materials |
| FR3025205B1 (en) * | 2014-08-28 | 2016-09-09 | Univ De Lorraine | THERMAL INSULATING MATERIAL BASED ON AEROGEL |
| KR102103220B1 (en) | 2014-10-03 | 2020-04-22 | 아스펜 에어로겔, 인코포레이티드 | Improved hydrophobic aerogel materials |
| DE202014104869U1 (en) | 2014-10-13 | 2016-01-15 | Frenzelit Werke Gmbh | Thermal multilayer insulation molding and hot gas leading component |
| JP6393902B2 (en) * | 2014-12-15 | 2018-09-26 | パナソニックIpマネジメント株式会社 | Composite materials and electronics |
| US9593797B2 (en) | 2015-01-30 | 2017-03-14 | Johns Manville | Hybrid high temperature insulation |
| CH710694B1 (en) * | 2015-02-04 | 2019-05-15 | Rockwool Int | Process for producing an airgel resp. an airgel composite material, as well as airgel resp. Airgel composite obtainable by the process. |
| DE102015107233A1 (en) * | 2015-05-08 | 2016-11-10 | Elringklinger Ag | Airgel and process for producing the ore |
| JP6997925B2 (en) | 2015-07-27 | 2022-02-10 | ビーエーエスエフ ソシエタス・ヨーロピア | Foam as an adhesive for composites for insulation |
| FR3039539B1 (en) * | 2015-07-30 | 2020-10-09 | Enersens | MONOLITHIC AEROGEL REINFORCED BY DISPERSED FIBERS |
| JP6771195B2 (en) * | 2015-08-07 | 2020-10-21 | パナソニックIpマネジメント株式会社 | Insulation material and equipment using it and manufacturing method of insulation material |
| WO2017075554A1 (en) | 2015-10-29 | 2017-05-04 | Golfetto Michael | Methods freeze drying and composite materials |
| KR20170073550A (en) * | 2015-11-24 | 2017-06-28 | 웨이핑 위 | Structure for blocking heat transfer through thermal bridge of curtain wall building |
| CN108778707B (en) | 2016-01-27 | 2021-08-03 | W.L.戈尔及同仁股份有限公司 | Insulating material |
| KR101654795B1 (en) * | 2016-02-05 | 2016-09-06 | 김현철 | Method for Preparing High-insulation Aerogel - Impregnated Mat |
| WO2017142245A1 (en) * | 2016-02-17 | 2017-08-24 | 주식회사 엘지화학 | Method and apparatus for manufacturing composite sheet comprising aerogel sheet |
| JP6634595B2 (en) * | 2016-02-18 | 2020-01-22 | パナソニックIpマネジメント株式会社 | Thermal insulation and method of manufacturing the same |
| WO2017142244A1 (en) * | 2016-02-19 | 2017-08-24 | 주식회사 엘지화학 | Method and apparatus for manufacturing composite sheet comprising aerogel sheet |
| CN113140915A (en) | 2016-03-25 | 2021-07-20 | 康普技术有限责任公司 | Antenna with lens formed of lightweight dielectric material and associated dielectric material |
| US11431100B2 (en) * | 2016-03-25 | 2022-08-30 | Commscope Technologies Llc | Antennas having lenses formed of lightweight dielectric materials and related dielectric materials |
| CN107265913B (en) * | 2016-04-08 | 2020-02-18 | 南京唯才新能源科技有限公司 | Aerogel composite material and preparation method thereof |
| CH712479A1 (en) * | 2016-05-20 | 2017-11-30 | Flumroc Ag | Plant and method of making an airgel composite and airgel composite. |
| EP3260290A1 (en) * | 2016-06-23 | 2017-12-27 | Microtherm N.v. | Thermally insulating cloths |
| JP6934593B2 (en) * | 2016-07-22 | 2021-09-15 | パナソニックIpマネジメント株式会社 | Insulation material and its manufacturing method |
| WO2018078512A1 (en) | 2016-10-24 | 2018-05-03 | Blueshift International Materials, Inc. | Fiber-reinforced organic polymer aerogel |
| EP3405517B1 (en) | 2017-01-26 | 2021-11-10 | Blueshift Materials, Inc. | Organic polymer aerogels comprising microstructures |
| JP6960590B2 (en) * | 2017-02-28 | 2021-11-05 | パナソニックIpマネジメント株式会社 | Composite material and its manufacturing method |
| CN110506073A (en) | 2017-03-29 | 2019-11-26 | W.L.戈尔及同仁股份有限公司 | Thermal insulation expanded PTFE product |
| JPWO2018211906A1 (en) * | 2017-05-15 | 2020-05-14 | パナソニックIpマネジメント株式会社 | Heat insulating material and heat insulating structure using the same |
| CN109458519B (en) * | 2017-09-06 | 2021-11-30 | 松下电器产业株式会社 | Heat insulating material |
| CN111095674B (en) | 2017-09-15 | 2022-02-18 | 康普技术有限责任公司 | Method for preparing composite dielectric material |
| WO2019232087A1 (en) | 2018-05-31 | 2019-12-05 | Aspen Aerogels, Inc. | Fire-class reinforced aerogel compositions |
| CN112955313A (en) * | 2018-09-25 | 2021-06-11 | 气凝胶科技有限责任公司 | High temperature polymer aerogel composites |
| RU187338U1 (en) * | 2018-10-15 | 2019-03-01 | Екатерина Михайловна Огренич | PANEL CONSTRUCTION HEAT-INSULATING |
| RU2696638C1 (en) * | 2019-01-17 | 2019-08-05 | Общество с ограниченной ответственностью "Ниагара" | Method for making heat-insulating material based on airgel |
| CA3131698A1 (en) | 2019-02-27 | 2020-09-03 | Aspen Aerogels, Inc. | Carbon aerogel-based electrode materials and methods of manufacture thereof |
| AU2020248357A1 (en) | 2019-03-22 | 2021-10-14 | Aspen Aerogels, Inc. | Carbon aerogel-based cathodes for lithium-sulfur batteries |
| US20240295069A1 (en) * | 2019-10-11 | 2024-09-05 | Aerogel Technologies, Llc | Polymer-aerogel/fiber and polymer-aerogel/textile composites and related systems and methods |
| MX2022006158A (en) | 2019-11-22 | 2022-08-08 | Aspen Aerogels Inc | A thermal insulation board comprising at least one aerogel composite material for the thermal insulation of buildings. |
| EP4069509A1 (en) * | 2019-12-02 | 2022-10-12 | Aspen Aerogels Inc. | Aerogel-based components and systems for electric vehicle thermal management |
| WO2021113188A1 (en) * | 2019-12-02 | 2021-06-10 | Aspen Aerogels Inc. | Components and systems to manage thermal runaway issues in electric vehicle batteries |
| DE202021004280U1 (en) * | 2020-01-07 | 2023-08-31 | Aspen Aerogels Inc. | Thermal management element |
| CN111151124A (en) * | 2020-01-08 | 2020-05-15 | 山东鲁阳浩特高技术纤维有限公司 | Nano-plate with catalytic and conductive functions and preparation method and application thereof |
| US11050144B1 (en) * | 2020-05-08 | 2021-06-29 | W. L. Gore & Associates, Inc. | Assembly with at least one antenna and a thermal insulation component |
| CH717558A1 (en) * | 2020-06-22 | 2021-12-30 | Rockwool Int | Airgel composite materials, as well as thermal insulation element. |
| DE102020118734A1 (en) | 2020-07-15 | 2022-01-20 | Outlast Technologies Gmbh | Airgel-containing insulation layer |
| CN111992149A (en) * | 2020-08-12 | 2020-11-27 | 中山大学 | Preparation method of porous carrier supported metal aerogel composite material |
| WO2022084394A1 (en) * | 2020-10-22 | 2022-04-28 | Basf Se | Composite article |
| WO2022144736A1 (en) * | 2020-12-30 | 2022-07-07 | Aspen Aerogels, Inc. | Fibrous carbon aerogels coated with nano-thin silicon as lithium battery anodes |
| CN112813584A (en) * | 2020-12-31 | 2021-05-18 | 中国科学院苏州纳米技术与纳米仿生研究所 | Aerogel fiber filling material and preparation method and application thereof |
| EP4265407A1 (en) | 2022-04-20 | 2023-10-25 | Basf Se | Thermal insulation composite |
| CN115304350B (en) * | 2022-08-29 | 2023-09-19 | 湖北硅金凝节能减排科技有限公司 | Preparation method of hydrophobic silica aerogel felt |
| CN115920790B (en) * | 2023-01-06 | 2023-06-02 | 南昌航空大学 | Preparation method of multifunctional nitrogen-doped carbon aerogel |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5306555A (en) * | 1991-09-18 | 1994-04-26 | Battelle Memorial Institute | Aerogel matrix composites |
| US6197415B1 (en) * | 1999-01-22 | 2001-03-06 | Frisby Technologies, Inc. | Gel-coated materials with increased flame retardancy |
| US20030077438A1 (en) * | 1995-09-11 | 2003-04-24 | Dierk Frank | Composite aerogel material that contains fibres |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4988560A (en) * | 1987-12-21 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Oriented melt-blown fibers, processes for making such fibers, and webs made from such fibers |
| US4933129A (en) * | 1988-07-25 | 1990-06-12 | Ultrafibre, Inc. | Process for producing nonwoven insulating webs |
| JPH03196110A (en) * | 1989-12-26 | 1991-08-27 | Minolta Camera Co Ltd | Finite distance zoom lens system |
| JPH03213545A (en) * | 1990-01-17 | 1991-09-18 | Petoka:Kk | Conductive carbon fiber mat and its production |
| DE69231205T2 (en) * | 1991-01-15 | 2001-02-22 | Hydrocool Pty. Ltd., Fremantle | Thermoelectric system |
| US5072254A (en) * | 1991-01-25 | 1991-12-10 | Ray Hicks | Photographic printer assembly |
| US5458962A (en) * | 1993-08-11 | 1995-10-17 | Minnesota Mining And Manufacturing Company | Nonwoven surface treating articles and methods of making and using same |
| JPH0834678A (en) * | 1994-07-27 | 1996-02-06 | Matsushita Electric Works Ltd | Aerogel panel |
| DE4430669A1 (en) * | 1994-08-29 | 1996-03-07 | Hoechst Ag | Process for the production of fiber-reinforced xerogels and their use |
| DE4430642A1 (en) * | 1994-08-29 | 1996-03-07 | Hoechst Ag | Airgel and xerogel composites, processes for their production and their use |
| WO1996019607A1 (en) * | 1994-12-21 | 1996-06-27 | Hoechst Aktiengesellschaft | Nonwoven fabric-aerogel composite material containing two-component fibres, a method of producing said material and the use thereof |
| US5624726A (en) * | 1995-01-09 | 1997-04-29 | Minnesota Mining And Manufacturing Company | Insulation blanket |
| DE19507732A1 (en) * | 1995-03-07 | 1996-09-12 | Hoechst Ag | Transparent component containing at least one fiber-reinforced airgel plate and / or mat |
| AU7720596A (en) | 1995-11-09 | 1997-05-29 | Aspen Systems, Inc. | Flexible aerogel superinsulation and its manufacture |
| DE19548128A1 (en) * | 1995-12-21 | 1997-06-26 | Hoechst Ag | Nonwoven airgel composite material containing at least one thermoplastic fiber material, process for its production and its use |
| US5877100A (en) * | 1996-09-27 | 1999-03-02 | Cabot Corporation | Compositions and insulation bodies having low thermal conductivity |
| JPH10147664A (en) * | 1996-11-20 | 1998-06-02 | C I Kasei Co Ltd | Aerogel heat-insulating panel and its production |
| US5972254A (en) | 1996-12-06 | 1999-10-26 | Sander; Matthew T. | Ultra-thin prestressed fiber reinforced aerogel honeycomb catalyst monoliths |
| US5708075A (en) * | 1996-12-30 | 1998-01-13 | Dow Corning Corporation | Silicone release coating compositions |
| DE19702239A1 (en) * | 1997-01-24 | 1998-07-30 | Hoechst Ag | Multilayer composite materials which have at least one airgel-containing layer and at least one layer which contains polyethylene terephthalate fibers, processes for their production and their use |
| US5973015A (en) * | 1998-02-02 | 1999-10-26 | The Regents Of The University Of California | Flexible aerogel composite for mechanical stability and process of fabrication |
| WO1999064504A1 (en) * | 1998-06-05 | 1999-12-16 | Cabot Corporation | Nanoporous interpenetrating organic-inorganic networks |
| JP2000106495A (en) * | 1998-09-29 | 2000-04-11 | Kitagawa Ind Co Ltd | Inner structure of electric/electronic apparatus |
| JP2001021094A (en) * | 1999-07-06 | 2001-01-26 | Dainippon Printing Co Ltd | Heat-insulating composite sheet and heat-insulating member |
| IL155922A0 (en) * | 2000-12-22 | 2003-12-23 | Aspen Aerogels Inc | Aerogel composite with fibrous batting |
-
2001
- 2001-12-21 IL IL15592201A patent/IL155922A0/en active IP Right Grant
- 2001-12-21 JP JP2002553559A patent/JP2004517222A/en not_active Withdrawn
- 2001-12-21 KR KR1020037006999A patent/KR100909732B1/en active IP Right Grant
- 2001-12-21 EP EP01992222A patent/EP1358373A2/en not_active Ceased
- 2001-12-21 US US10/034,296 patent/US7078359B2/en not_active Expired - Lifetime
- 2001-12-21 BR BR0115523-7A patent/BR0115523A/en not_active IP Right Cessation
- 2001-12-21 WO PCT/US2001/049540 patent/WO2002052086A2/en active Application Filing
- 2001-12-21 CN CNB018209971A patent/CN1306993C/en not_active Expired - Lifetime
- 2001-12-21 RU RU2003122514/12A patent/RU2310702C2/en not_active Application Discontinuation
- 2001-12-21 CA CA2429771A patent/CA2429771C/en not_active Expired - Lifetime
- 2001-12-21 MX MXPA03004333A patent/MXPA03004333A/en active IP Right Grant
-
2003
- 2003-05-14 IL IL155922A patent/IL155922A/en unknown
-
2006
- 2006-05-18 US US11/419,175 patent/US7504346B2/en active Active
-
2009
- 2009-02-04 US US12/365,234 patent/US20090229032A1/en not_active Abandoned
-
2012
- 2012-03-09 JP JP2012052980A patent/JP2012182135A/en not_active Withdrawn
-
2015
- 2015-05-28 JP JP2015108425A patent/JP2016001605A/en not_active Withdrawn
-
2017
- 2017-09-08 JP JP2017172629A patent/JP6592050B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5306555A (en) * | 1991-09-18 | 1994-04-26 | Battelle Memorial Institute | Aerogel matrix composites |
| US20030077438A1 (en) * | 1995-09-11 | 2003-04-24 | Dierk Frank | Composite aerogel material that contains fibres |
| US6197415B1 (en) * | 1999-01-22 | 2001-03-06 | Frisby Technologies, Inc. | Gel-coated materials with increased flame retardancy |
Cited By (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8214980B2 (en) * | 2005-07-15 | 2012-07-10 | Aspen Aerogels, Inc. | Methods of manufacture of secured aerogel composites |
| US12077891B2 (en) | 2005-07-15 | 2024-09-03 | Aspen Aerogels, Inc. | Inherently secured aerogel composites |
| US20100107381A1 (en) * | 2005-07-15 | 2010-05-06 | Aspen Aerogels, Inc. | Methods of manufacture of secured aerogel composites |
| US11413844B2 (en) | 2005-07-15 | 2022-08-16 | Aspen Aerogels, Inc. | Inherently secured aerogel composites |
| US11007748B2 (en) | 2005-07-15 | 2021-05-18 | Aspen Aerogels, Inc. | Inherently secured aerogel composites |
| US8664143B2 (en) | 2009-01-27 | 2014-03-04 | Lawrence Livermore National Security, Llc. | High surface area, electrically conductive nanocarbon-supported metal oxide |
| US9460865B2 (en) | 2009-01-27 | 2016-10-04 | Lawrence Livermore National Security, Llc | Mechanically robust, electrically conductive ultralow-density carbon nanotube-based aerogels |
| US9793026B2 (en) | 2009-01-27 | 2017-10-17 | Lawrence Livermore National Security, Llc | Mechanically stiff, electrically conductive composites of polymers and carbon nanotubes |
| US9384870B2 (en) | 2009-01-27 | 2016-07-05 | Lawrence Livermore National Security, Llc | Mechanically robust, electrically conductive ultralow-density carbon nanotube-based aerogels |
| US8685287B2 (en) | 2009-01-27 | 2014-04-01 | Lawrence Livermore National Security, Llc | Mechanically robust, electrically conductive ultralow-density carbon nanotube-based aerogels |
| US20100187484A1 (en) * | 2009-01-27 | 2010-07-29 | Worsley Marcus A | Mechanically robust, electrically conductive ultralow-density carbon nanotube-based aerogels |
| US9082524B2 (en) | 2009-01-27 | 2015-07-14 | Lawrence Livermore National Security, Llc | High surface area, electrically conductive nanocarbon-supported metal oxide |
| US9087625B2 (en) | 2009-01-27 | 2015-07-21 | Lawrence Livermore National Security, Llc | Mechanically stiff, electrically conductive composites of polymers and carbon nanotubes |
| US20100190639A1 (en) * | 2009-01-28 | 2010-07-29 | Worsley Marcus A | High surface area, electrically conductive nanocarbon-supported metal oxide |
| US20110024698A1 (en) * | 2009-04-24 | 2011-02-03 | Worsley Marcus A | Mechanically Stiff, Electrically Conductive Composites of Polymers and Carbon Nanotubes |
| DE102009046257A1 (en) * | 2009-10-30 | 2011-05-12 | Carcoustics Techconsult Gmbh | Plate-like insulating layer for plate-like wall element of wall, particularly building wall, has plate-like foamed plastic which is open-cell or mixed cell and subset of cell of foamed plastic is filled with gel |
| US8629076B2 (en) | 2010-01-27 | 2014-01-14 | Lawrence Livermore National Security, Llc | High surface area silicon carbide-coated carbon aerogel |
| US9218989B2 (en) | 2011-09-23 | 2015-12-22 | Raytheon Company | Aerogel dielectric layer |
| US9605427B2 (en) | 2011-10-14 | 2017-03-28 | Enersens | Process for manufacturing xerogels |
| US20130202890A1 (en) * | 2012-02-03 | 2013-08-08 | Jing Kong | Aerogels and methods of making same |
| US9208919B2 (en) * | 2012-02-03 | 2015-12-08 | Massachusetts Institute Of Technology | Aerogels and methods of making same |
| WO2013116733A1 (en) * | 2012-02-03 | 2013-08-08 | The Massachusetts Institute Of Technology | Aerogels and methods of making same |
| US11786883B2 (en) * | 2012-04-26 | 2023-10-17 | Lawrence Livermore National Security, Llc | Adsorption cooling system using metal organic frameworks |
| US11878282B2 (en) | 2012-04-26 | 2024-01-23 | Lawrence Livermore National Security, Llc | Adsorption cooling system using carbon aerogel |
| US20210308651A1 (en) * | 2012-04-26 | 2021-10-07 | Lawrence Livermore National Security, Llc | Adsorption cooling system using carbon aerogel |
| US20210299633A1 (en) * | 2012-04-26 | 2021-09-30 | Lawrence Livermore National Security, Llc | Adsorption cooling system using metal organic frameworks |
| US20150060026A1 (en) * | 2013-08-27 | 2015-03-05 | Hyundai Motor Company | Heat protector and manufacturing and mounting methods thereof |
| US9878405B2 (en) * | 2013-08-27 | 2018-01-30 | Hyundai Motor Company | Heat protector and manufacturing and mounting methods |
| WO2015034515A1 (en) * | 2013-09-06 | 2015-03-12 | The Massachusetts Institute Of Technology | In-situ aerogels and methods of making same |
| US11077641B2 (en) | 2014-09-22 | 2021-08-03 | Nichias Corporation | Fireproof construction and method for using same |
| US10626306B2 (en) | 2014-12-17 | 2020-04-21 | Saint-Gobain Isover | High-performance thermal insulation products |
| US10941897B2 (en) | 2015-02-13 | 2021-03-09 | Lg Chem, Ltd. | Preparation method of silica aerogel-containing blanket and silica aerogel-containing blanket prepared by using the same |
| FR3033732A1 (en) * | 2015-03-17 | 2016-09-23 | Enersens | MULTILAYER COMPOSITE MATERIALS |
| WO2017009858A1 (en) | 2015-07-15 | 2017-01-19 | International Advanced Research Centre For Powder Metallurgy And New Materials (Arci) | An improved process for producing silica aerogel thermal insulation product with increased efficiency. |
| US20170121964A1 (en) * | 2015-10-28 | 2017-05-04 | Armstrong World Industries, Inc. | Scrim attachment system |
| US9777472B2 (en) * | 2015-10-28 | 2017-10-03 | Awi Licensing Llc | Scrim attachment system |
| US10352041B2 (en) | 2015-10-28 | 2019-07-16 | Awi Licensing Llc | Scrim attachment system |
| US11549257B2 (en) | 2015-10-28 | 2023-01-10 | Awi Licensing Llc | Scrim attachment system |
| US10919772B2 (en) | 2015-11-03 | 2021-02-16 | Lg Chem, Ltd. | Method for preparing hydrophobic metal oxide-silica composite aerogel, and hydrophobic metal oxide-silica composite aerogel prepared thereby |
| US10493741B2 (en) | 2016-02-17 | 2019-12-03 | Lg Chem, Ltd. | Apparatus and method for manufacturing composite sheet comprising aerogel sheet |
| US10682839B2 (en) | 2016-02-19 | 2020-06-16 | Lg Chem, Ltd. | Apparatus and method for manufacturing composite sheet comprising aerogel sheet |
| US11274044B2 (en) | 2016-03-08 | 2022-03-15 | Lg Chem, Ltd. | Method for producing aerogel blanket and aerogel blanket produced thereby |
| US11505657B2 (en) | 2016-03-24 | 2022-11-22 | Lg Chem, Ltd. | System and rotating blade unit for preparing silica aerogel |
| US11279622B2 (en) | 2016-09-12 | 2022-03-22 | Lg Chem, Ltd. | Method for producing silica aerogel and silica aerogel produced thereby |
| CN108058408A (en) * | 2017-12-14 | 2018-05-22 | 苏州科达科技股份有限公司 | A kind of assembly method of magnetic base and the magnetic base |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016001605A (en) | 2016-01-07 |
| RU2003122514A (en) | 2004-10-20 |
| EP1358373A2 (en) | 2003-11-05 |
| JP6592050B2 (en) | 2019-10-16 |
| US7078359B2 (en) | 2006-07-18 |
| JP2004517222A (en) | 2004-06-10 |
| WO2002052086A2 (en) | 2002-07-04 |
| IL155922A0 (en) | 2003-12-23 |
| KR20040030462A (en) | 2004-04-09 |
| MXPA03004333A (en) | 2005-01-25 |
| JP2018012913A (en) | 2018-01-25 |
| RU2310702C2 (en) | 2007-11-20 |
| US20060199455A1 (en) | 2006-09-07 |
| CN1592651A (en) | 2005-03-09 |
| US20020094426A1 (en) | 2002-07-18 |
| IL155922A (en) | 2008-06-05 |
| BR0115523A (en) | 2003-09-16 |
| US7504346B2 (en) | 2009-03-17 |
| JP2012182135A (en) | 2012-09-20 |
| CA2429771C (en) | 2010-06-08 |
| CA2429771A1 (en) | 2002-07-04 |
| CN1306993C (en) | 2007-03-28 |
| KR100909732B1 (en) | 2009-07-29 |
| WO2002052086A3 (en) | 2003-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7504346B2 (en) | Aerogel composite with fibrous batting | |
| US7560062B2 (en) | High strength, nanoporous bodies reinforced with fibrous materials | |
| US20220177765A1 (en) | Aerogel composites including phase change materials | |
| US20230032529A1 (en) | Battery thermal management member | |
| EP4420874A1 (en) | Aerogel-based components and systems for electric vehicle thermal management | |
| US10493741B2 (en) | Apparatus and method for manufacturing composite sheet comprising aerogel sheet | |
| EP4069508A1 (en) | Components and systems to manage thermal runaway issues in electric vehicle batteries | |
| US12100848B2 (en) | Thin aerogel materials | |
| EP3326810B1 (en) | Method and apparatus for manufacturing composite sheet comprising aerogel sheet | |
| EA018081B1 (en) | Flexible insulating product | |
| AU2002232688A1 (en) | Aerogel composite with fibrous batting | |
| JP2024145842A (en) | Insulation and Structures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: ASPEN AEROGELS, INC., MASSACHUSETTS Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:STEPANIAN, CHRISTOPHER J;GOULD, GEORGE L;BEGAG, REDOUANE;REEL/FRAME:023073/0559;SIGNING DATES FROM 20020220 TO 20020221 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |