TWI748069B - 晶圓研磨方法及研磨裝置 - Google Patents
晶圓研磨方法及研磨裝置 Download PDFInfo
- Publication number
- TWI748069B TWI748069B TW107109666A TW107109666A TWI748069B TW I748069 B TWI748069 B TW I748069B TW 107109666 A TW107109666 A TW 107109666A TW 107109666 A TW107109666 A TW 107109666A TW I748069 B TWI748069 B TW I748069B
- Authority
- TW
- Taiwan
- Prior art keywords
- polishing
- wafer
- unit
- hot air
- polishing pad
- Prior art date
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 317
- 238000000034 method Methods 0.000 title claims abstract description 49
- 230000001681 protective effect Effects 0.000 claims abstract description 28
- 238000007664 blowing Methods 0.000 claims abstract description 6
- 238000002347 injection Methods 0.000 claims description 39
- 239000007924 injection Substances 0.000 claims description 39
- 238000005259 measurement Methods 0.000 claims description 26
- 238000005507 spraying Methods 0.000 claims description 8
- 239000013078 crystal Substances 0.000 claims description 3
- 238000012545 processing Methods 0.000 abstract description 31
- 235000012431 wafers Nutrition 0.000 description 191
- 238000012360 testing method Methods 0.000 description 27
- 238000007517 polishing process Methods 0.000 description 13
- 238000004140 cleaning Methods 0.000 description 10
- 239000006061 abrasive grain Substances 0.000 description 6
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 238000004590 computer program Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000036632 reaction speed Effects 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
- B24B37/015—Temperature control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/324—Thermal treatment for modifying the properties of semiconductor bodies, e.g. annealing, sintering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L22/00—Testing or measuring during manufacture or treatment; Reliability measurements, i.e. testing of parts without further processing to modify the parts as such; Structural arrangements therefor
- H01L22/10—Measuring as part of the manufacturing process
- H01L22/12—Measuring as part of the manufacturing process for structural parameters, e.g. thickness, line width, refractive index, temperature, warp, bond strength, defects, optical inspection, electrical measurement of structural dimensions, metallurgic measurement of diffusions
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
[課題]本發明係提供一種可以抑制加工時間的晶圓研磨方法以及研磨裝置。[解決手段]一種晶圓研磨方法,其具備:保護構件黏貼步驟ST1,將保護構件黏貼於晶圓的表面,該晶圓在形成於表面的格子狀分割預定線所劃分的多個區域中形成有元件;以及研磨步驟ST2,於卡盤台藉由保護構件保持晶圓,並以研磨墊研磨晶圓的背面。其中於研磨步驟ST2,使用直徑比晶圓大的研磨墊,一邊向未與晶圓接觸而露出的研磨墊的下表面區域吹熱風以加熱,一邊進行研磨。
Description
本發明係關於一種晶圓研磨方法及研磨裝置。
表面形成有半導體元件由矽等組成的半導體晶圓,或形成有光學元件由藍寶石、SiC(碳化矽)等組成的光學元件晶圓等各種晶圓,為了使厚度變薄,用研削磨石研削以薄化。其後,為了去除因研削而產生的被研削面(背面)的破碎層,並提升成為晶片時的抗折強度,以研磨墊研磨晶圓(例如參閱專利文獻1)。 [習知技術文獻] [專利文獻]
[專利文獻1]日本特開2003-243345號公報
研磨晶圓的研磨方法除了CMP(Chemical Mechanical Polishing;化學機械拋光)研磨,另有使用含有磨粒而較為柔軟的研磨墊之乾式加工,稱作乾式拋光的加工方法。乾式拋光係將研磨墊按壓至晶圓的被研磨面並同時使晶圓與研磨墊旋轉,去除晶圓的預定厚度,並去除形成在被研磨面的破碎層。破碎層以數μm的厚度存在,並為了將那個區域全部去除而執行研磨,但乾式拋光是去除量設定愈多就要花更長的加工時間。
本發明的目的係提供一種可以抑制加工時間的晶圓研磨方法及研磨裝置。
為了解決上述課題並達成目的,本發明的晶圓研磨方法,其特徵在於具備:保護構件黏貼步驟,將保護構件黏貼於晶圓的表面,該晶圓在形成於表面的格子狀分割預定線所劃分的多個區域中形成有元件;以及研磨步驟,於卡盤台藉由該保護構件保持該晶圓,並以研磨墊研磨該晶圓的背面,其中於該研磨步驟,使用直徑比該晶圓大的該研磨墊,一邊向未與該晶圓接觸而露出的該研磨墊的下表面區域吹熱風以加熱,一邊進行研磨。
於前述晶圓研磨方法,在該研磨步驟也可以向未與該晶圓接觸而露出的該研磨墊的下表面選擇性地加熱。
於前述晶圓研磨方法,在該研磨步驟也可以測量未與該晶圓接觸而露出的該研磨墊之下表面之區域的溫度,並依照測量到的該研磨墊之溫度調整熱風的溫度或量。
本發明的研磨裝置,其特徵在於具備:卡盤台,其保持晶圓;研磨單元,其以直徑比該晶圓的直徑大且安裝於主軸下端之研磨墊研磨被保持在該卡盤台的該晶圓;以及溫度調整單元,其調整該晶圓研磨加工中的該研磨墊之溫度,其中該溫度調整單元,具備向未與該晶圓接觸而露出的該研磨墊之下表面區域吹熱風的熱風噴射單元。
於前述研磨裝置,其中該溫度調整單元,也可以具備選擇性地向未與該晶圓接觸而露出的該研磨墊之下表面的期望區域吹熱風的選擇噴射部。
於前述研磨裝置,其中該溫度調整單元,也可以具備:溫度測量器,其測量未與該晶圓接觸而露出之該研磨墊的下表面區域之溫度;以及控制單元,其依照該溫度測量器的測量結果,調整該熱風噴射單元的熱風噴射溫度或量。
本案發明的晶圓研磨方法及研磨裝置係能夠發揮可以抑制加工時間的效果。
參閱圖式並詳細說明用以實施本發明的實施例(實施方式)。本發明不為以下實施方式所記載之內容所限定。此外,對於以下所記載的構成要素,包含本領域的技術人員能輕易思及或實質相同者。再來,以下所記載的構成可以作適當的組合。又,在不超出本發明技術思想的範圍,可進行省略、置換或變更各種構成。
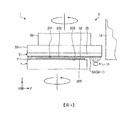
(第1實施例) 根據圖式說明本發明實施方式1的晶圓研磨方法及研磨裝置。圖1係實施方式1之研磨裝置的構成例之立體圖。圖2係表示實施方式1之晶圓研磨方法之研磨對象的晶圓之立體圖。圖3係從背面側看圖2所示晶圓之立體圖。
實施方式1之圖1所示的研磨裝置,係為了高精確度地平坦化藉由研削裝置而薄化的圖2所示之晶圓201的背面202而進行研磨。晶圓201係由矽作為母材的圓板狀半導體晶圓、或藍寶石、SiC(碳化矽)等組成的光學元件晶圓。晶圓201係如圖2所示,在被形成於正面203的格子狀分割預定線204所劃分的多個區域中形成有元件205。晶圓201係如圖3所示,以在正面203黏貼有保護構件206的狀態下被研磨背面202。
研磨裝置1係如圖1所示,主要具備有裝置本體2、卡盤台7、研磨單元5、卡匣8及9、對位單元10、搬入單元11、清洗單元13、搬入搬出單元14、熱風噴射單元15、溫度測量器16、以及控制單元100。
卡盤台7係藉由保護構件206將晶圓201載置於保持面7-1上以保持晶圓201。卡盤台7係透過未圖示的真空吸引路徑與未圖示的真空吸引源連接,吸引載置於保持面7-1的晶圖201以保持,其中構成保持面7-1的部分係由多孔陶瓷材等所形成的圓盤形狀。此外。卡盤台7係被圍繞與Z軸方向平行的軸心旋轉自如的支撐基台7-2所支撐。再者,Z軸方向係與垂直方向平行。
此外,卡盤台7係設置為,藉由未圖示的加工進給單元橫跨靠近搬入單元11及搬入搬出單元14的搬入搬出位置101以及研磨單元5的下方的研磨位置104,在Y軸方向上可自由移動。再者,Y軸方向係與水平方向平行。
晶片盒8及9具有多個槽且為容納晶圓201的收容器。一邊的晶片盒8係容納研磨加工前的正面203上黏貼有保護構件206(如圖3所示)的晶圓201,另一邊的晶片盒9係容納研磨加工後的晶圓201。此外,對位單元10係用以暫置從晶片盒8取出的晶圓201,並執行將其中心對位的台面。
搬入單元11具有吸附墊,並吸附保持用對位單元10對位之研磨加工前的晶圓201,以搬入位於搬入搬出位置101的卡盤台7上。搬入單元11吸附保持被保持在位於搬入搬出位置101的卡盤台7上之研磨加工後的晶圓201,並將晶圓201搬出至清洗單元。
搬入搬出單元14例如為具備U字型手部14-1的機械拾取裝置,藉由U字型手部14-1吸附保持並搬送晶圓201。具體而言,搬入搬出單元14係將研磨加工前的晶圓201從晶片盒8搬出至對位單元10的同時,將研磨加工後的晶圓201從清洗單元13搬入晶片盒9。清洗單元13係清洗研磨加工後的晶圓201,並去除附著於經研削及研磨的加工面上的研磨屑等污染。
接著,根據圖式說明研磨單元5。圖4係表示圖1所示研磨裝置的研磨單元在研磨加工中的狀態之側視圖。圖5係表示圖4所示研磨墊與晶圓之位置關係的俯視圖。圖6係表示圖5所示研磨墊與晶圓之位置關係的側視圖。
研磨單元5係如圖1所示,由從裝置本體2立設之支柱18所支撐,如圖4所示研磨工具51的研磨墊52被安裝在主軸50的下端。研磨單元5將研磨工具51的研磨墊52配置於相對研磨位置104的卡盤台7之保持面7-1。研磨單元5一邊藉由主軸50旋轉研磨工具51,一邊藉由Z軸移動單元5-1沿著Z軸方向按壓保持於卡盤台7之保持面7-1上的晶圓201的背面202,其中卡盤台7位於研磨位置104且藉由支撐基台7-2旋轉。研磨單元5係用於,藉由研磨工具51的研磨墊52沿著Z軸方向按壓晶圓201的背面202,以研磨墊52研磨晶圓201的背面202。
研磨單元5係具備,設置為藉由設於支柱18的Z軸移動單元5-1在Z軸方向移動自如的主軸外殼53,設置為在主軸外殼53內圍繞軸心旋轉自如的主軸50,以及安裝於主軸50下端的研磨工具51。主軸50係配置為與Z軸方向平行,藉由圖1所示的主軸馬達54圍繞軸心旋轉。主軸50安裝有將研磨工具51安裝於下端的圓盤狀工具安裝構件50-1。
研磨工具51具備圓環狀的支撐基台55以及圓環狀的研磨墊52。支撐基台55係由鋁合金所構成。研磨墊52係安裝於支撐基台55的下表面,用於研磨被保持在卡盤台7上的晶圓201。研磨墊52由例如於聚氨酯(polyurethane)或毛氈(felt)上分散且固定磨粒的毛氈磨石之類的磨粒所形成。
研磨工具51係,藉由將支撐基台55重疊於安裝在主軸50下端的工具安裝構件50-1之下表面且支撐基台55由未圖示的螺栓安裝在工具安裝構件50-1上,而安裝在工具安裝構件50-1上。於實施方式1,研磨工具51的研磨墊52的直徑係如圖5及圖6所示,比晶圓201的直徑要大。
於實施方式1,以研磨墊52研磨晶圓201的時候,研磨單元5在不供給研磨液下,使研磨墊52的磨粒與晶圓201作化學反應,在晶圓201的背面202施行所謂的乾式拋光。亦即,於實施方式1,研磨工具51的研磨墊52係適合用於乾式拋光。
另外,於實施方式1,作為研磨單元5的研磨工具51的旋轉中心的軸心,與作為研磨位置104的卡盤台7的旋轉中心的軸心係互相平行,且於水平方向上有間隔地配置。此外,於實施方式1,研磨單元5係如圖4、圖5及圖6所示,研磨墊52覆蓋晶圓201的背面202全體,研磨晶圓201的背面202的同時,研磨墊52的下表面56的一部分區域56-1不與晶圓201的背面202接觸而露出來。再者,於實施方式1,於研磨裝置1的平面視角,如圖5所示,區域56-1係配置於Y軸方向之研磨位置104的卡盤台7與立柱18之間。
熱風噴射單元15係將熱風吹向研磨墊52的下表面56未與研磨加工中的晶圓201接觸而露出的區域56-1。熱風噴射單元15係如圖4所示,設置於在Z軸方向相對裝置本體2的研磨加工中的研磨墊52的區域56-1的位置。於實施方式中,熱風噴射單元15係如圖5所示,配置在Y軸方向之研磨位置104的卡盤台7與立柱18之間。
熱風噴射單元15係具備,由未圖示的熱風供給源供給熱風(即加熱過的氣體)的供給管151,以及設於供給管151的多個噴射口152。供給管151的長度方向係與相對Y軸方向正交的X軸方向平行。再者,X軸方向係與水平方向平行。噴射口152係沿著供給管151的長度方向即X軸方向間隔地配置。熱風噴射單元15係將從熱風供給源所供給的熱風從噴射口152朝向研磨加工中的研磨墊52之區域56-1噴射。再者,熱風噴射單元15供給至區域56-1的熱風係被比常溫高的溫度所加熱的氣體。此外,於實施方式1,熱風的溫度係期望為未滿保護構件206的熔融溫度,例如70度C。
溫度測量器16係測量研磨墊52的下表面56未與研磨加工中的晶圓201接觸而露出的區域56-1之溫度。溫度測量器16係設置於在Z軸方向相對裝置本體2的研磨加工中之研磨墊52的區域56-1之位置。於實施方式中,溫度測量器16係如圖5所示,配置在Y軸方向之研磨位置104的卡盤台7與立柱18之間。
溫度測量器16係安裝在設置於裝置本體2的設置構件161的前端。設置構件161係形成為長度方向與相對Y軸方向正交的X軸方向平行的棒狀。溫度測量器16係設置於設置構件161的研磨單元5側之前端。溫度測量器16係由放射溫度計、熱像儀(Thermographer)、或是高溫計所構成。溫度測量器16係將測量結果輸出至控制單元100。
控制單元100係各別地控制構成為研磨裝置1的上述構成要素。即,控制單元100使研磨裝置1執行對晶圓201的研磨加工。控制單元100係可執行計算機程式的計算機。控制單元100具有演算處理裝置,其具有如CPU(central processing unit;中央處理器)的微處理器;記憶裝置,其具有如ROM(read only memory;唯獨記憶體)或RAM(random access memory;隨機存取記憶體)的記憶體;以及輸入輸出介面裝置。控制單元100的CPU將記憶於ROM的計算機程式在RAM上執行,產生用以控制研磨裝置1的控制訊號。控制單元100的CPU藉由輸入輸出介面裝置將所產生的控制訊號輸出至研磨裝置1的各個構成要素。
此外,控制單元100係連接至由顯示加工動作的狀態或畫面的液晶顯示裝置之類所構成的未圖示的顯示單元,或用於操作員登錄例如加工內容資訊時的輸入單元。輸入單元係由設於顯示單元的觸控面板或鍵盤等至少其中之一所構成。
此外,控制單元100係依照溫度測量器16的測量結果,調整熱風噴射單元15的熱風噴射溫度或量。於實施方式1中,控制單元100雖為變更熱風噴射單元15對區域56-1噴射的熱風之溫度與熱風的量兩者,但於本發明中,只調整熱風的溫度或熱風的量至少其中一者即可。於實施方式1中,控制單元100為使研磨加工中溫度測量器16所檢測到的研磨墊52之下表面56的區域56-1之溫度成為預先設定的溫度,而變更熱風噴射單元15對區域56-1噴射的熱風的溫度與熱風的量兩者。如此,熱風噴射單元15、溫度測量器16以及控制單元100係構成為研磨加工晶圓201中調整研磨墊52溫度之溫度調整單元17。
接著,說明關於實施方式1的晶圓研磨方法。圖7係表示實施方式1之晶圓研磨方法的流程之流程圖。
實施方式1的晶圓研磨方法(以下簡稱為研磨方法)係如圖7所示,具備保護構件黏貼步驟ST1及研磨步驟ST2。
保護構件黏貼步驟ST1係如圖3所示,將保護構件206黏貼至晶圓201的正面203之步驟。於實施方式1中,保護構件黏貼步驟ST1係例如操作員將保護構件206黏貼至晶圓201的正面203,並將正面203黏貼有保護構件206的晶圓201收納至晶片盒8內。黏貼有保護構件206的晶圓201係於未圖示的研削步驟中,背面202被研削以薄化。
研磨步驟ST2係於研削步驟後,藉由保護構件206將黏貼有保護構件206的晶圓201保持於卡盤台7,並以研磨墊52研磨晶圓201的背面202之步驟。研磨步驟ST2係由如圖1所示的研磨裝置1所進行。研磨步驟ST2係實施為將晶片盒8與晶片盒9安裝至裝置本體2的同時(其中晶片盒8係容納經操作員將研磨加工前的保護構件206黏貼於正面203的晶圓201,而晶片盒9未容納晶圓201),操作員將加工情報登錄至控制單元100,並由操作員將加工動作的開始指示輸入至研磨裝置1。
於研磨步驟ST2,研磨裝置1的控制單元100係使搬入搬出單元14將晶圓201從晶片盒8中取出,搬出至對位單元10,使對位單元10將晶圓201的中心進行對位,使搬入單元11將經對位的晶圓201之正面203側搬入至位在搬入搬出位置101的卡盤台7之上。
於研磨步驟ST2,研磨裝置1的控制單元100係使晶圓201的正面203側藉由保護構件206保持於卡盤台7,且使背面202露出,以加工進給單元將保持有晶圓201的卡盤台7移動至研磨位置104。於研磨步驟ST2,研磨裝置1的控制單元100係一邊使研磨位置104的卡盤台7及研磨單元5的研磨工具51圍繞軸心旋轉,一邊將研磨單元5的研磨工51之研磨墊52按壓至晶圓201的背面202,以研磨晶圓201的背面202。如此,於研磨步驟ST2使用直徑比晶圓201要大的研磨墊52。
此外,於研磨步驟ST2,研磨裝置1的控制單元100係,從熱風噴射單元15將熱風吹向研磨墊52的下表面56之區域56-1以加熱並研磨的同時,藉由溫度測量器16測量研磨墊52的下表面56之區域56-1的溫度,並依照測量到的研磨墊52的溫度調整熱風的溫度或量。
於研磨步驟ST2,研磨裝置1的控制單元100係於研磨加工結束後,使研磨單元5上昇及使卡盤台7圍繞軸心的旋轉停止的同時,停止從熱風噴射單元15的熱風噴射。於研磨步驟ST2,研磨裝置1的控制單元100係,使卡盤台7移動至搬入搬出位置101,藉由搬入單元11將晶圓201搬入至清洗單元13,以清洗單元13清洗,並將清洗後的晶圓201以搬入搬出單元14搬入至晶片盒9。接著,研磨方法對下一個晶圓201實施研磨步驟ST2。研磨裝置1的控制單元100係對晶片盒8內的所有晶圓201執行研磨加工後,結束研磨步驟ST2即研磨方法。
如上所述,實施方式1的研磨方法及研磨裝置1於研磨步驟ST2,因以熱風噴射單元15噴射出的熱風加熱研磨墊52,而能夠提升研磨墊52的磨粒與晶圓201的反應速度。其結果,研磨方法及研磨裝置1係能夠增加單位時間晶圓201的去除量(指晶圓201所減少的厚度),可以提升研磨加工的流通量(產出量)。其結果,研磨方法及研磨裝置1係能夠抑制加工時間。
此外,實施方式1的研磨方法及研磨裝置1於研磨步驟ST2,因測量研磨墊52的下表面56之區域56-1的溫度,並依照測量結果調整熱風的溫度及量以成為預先設定的溫度,而能夠維持研磨墊52的下表面56之溫度於預先設定的溫度。
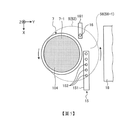
(第2實施例) 根據圖式說明本發明實施方式2的晶圓研磨方法及研磨裝置。圖8係實施方式2之研磨裝置的構成例之立體圖。圖8中,與實施方式1相同部分標記相同符號並省略說明。
實施方式2的研磨裝置1-2與實施方式1的研磨裝置1相異的點係更具備:設置於旋轉台6上的多個卡盤台7、第1研削單元3、及第2研削單元4。
旋轉台6係設置於裝置本體2上表面的圓盤狀台面,被設置為可在水平面內旋轉,被以預定的時序驅動旋轉。於此旋轉台6上,在實施方式2中,以例如90度的相位角於相等間隔配設有4個卡盤台7。於實施方式2,卡盤台7係藉由旋轉台6的旋轉,從搬入搬出位置101、粗研削位置102、精加工研削位置103、研磨位置104到搬入搬出位置101依序移動。
第1研磨單元3係藉由使未圖示的研削輪(其具有安裝在主軸下端的研削磨石)一邊旋轉一邊沿著與垂直方向平行的Z軸方向按壓至被保持在粗研削位置102的卡盤台7上之晶圓201的背面202,而對晶圓201的背面202粗研削加工。同樣地,第2研磨單元4係藉由使未圖示的研削輪(其具有安裝在主軸下端的研削磨石)一邊旋轉一邊沿著Z軸方向按壓至被保持在精加工研削位置103的卡盤台7上之經過粗研削的晶圓201之背面202,而將晶圓201的背面202精研削加工。
實施方式2的晶圓研磨方法(以下簡稱為研磨方法)係於研削步驟對晶圓201的背面202施加粗研削加工及精研削加工後,實施與實施方式1同樣的研磨步驟ST2之外,與實施方式1的研磨方法相同。
實施方式2的研磨方法及研磨裝置1-2於研磨步驟ST2,因以熱風噴射單元15噴射出的熱風加研磨墊52,而與實施方式1同樣能夠抑制加工時間。
(第3實施例) 根據圖式說明本發明實施方式3的晶圓研磨方法及研磨裝置。圖9係實施方式3之研磨裝置的主要部份之立體圖。圖10係實施方式3之研磨裝置的主要部份之俯視圖。圖11係表示實施方式3之晶圓研磨方法的流程之流程圖。圖12係表示圖11所示晶圓研磨方法之研磨前測量步驟之對測量路徑上晶圓厚度進行測量的狀態之側視圖。圖13係表示於圖11所示晶圓研磨方法之測試研磨步驟中被研磨的晶圓之側視圖。圖14係圖11所示晶圓研磨方法之研磨步驟後的晶圓之側視圖。圖9到圖14中,與實施方式1相同部分標記相同符號並省略說明。
實施方式3的研磨裝置1-3係如圖9所示,具備測量單元12。測量單元12係配置為相對位於搬入搬出位置101的卡盤台7之保持面7-1,設置為藉由未圖示的水平方向移動單元在與保持面7-1平行的方向移動自如。測量單元12的水平方向移動單元之圖1中以單點線表示的移動路徑207,係以通過位於搬入搬出位置101的卡盤台7之保持面7-1的中心之直線形狀與卡盤台7的直徑方向平行。此外,測量單元12的水平方向移動單元之移動路徑207,係通過將卡盤台7的保持面7-1之中心夾在中間的兩個外緣。
測量單元12係藉由一邊以光或超音波對被保持在位於搬入搬出位置101的卡盤台7之保持面7-1上的晶圓201之背面202照射,一邊接收背面202所反射的光或超音波而在移動路徑207上移動,測量移動路徑207上晶圓201的預先設定之預定間隔距離的各個位置之厚度。本說明書,以下將測量單元12的移動路徑207稱作測量路徑207。測量單元12係將測量結果輸出至控制單元100。另外,於實施方式1,測量單元12係照射光或超音波非接觸式的測量移動路徑上晶圓201各位置的厚度,但亦可為具備接觸晶圓201背面202的接觸端子之接觸式。此外,於實施方式3,雖將測量單元12設置於研磨裝置1,於本發明亦可使用與研磨裝置1-3不同的測量裝置測量晶圓201的厚度。
又,研磨裝置1-3的溫度調整單元17係如圖10所示,具備選擇性地向研磨墊52的下表面56之區域56-1中的期望區域吹熱風的選擇噴射部153。於實施方式3中,選擇噴射部153係分別對應噴射口152而設置,為可開關對應之噴射口152的閘門機構。多個選擇噴射部153置於熱風噴射單元15。各個選擇噴射部153係藉由控制單元100相互獨立地開關噴射口152。
接著,說明關於實施方式3的晶圓研磨方法。實施方式3的晶圓研磨方法(以下簡稱為研磨方法)係如圖11所示,具備保護構件黏貼步驟ST1、研磨步驟ST2,並加上藉由研磨裝置1-3執行選擇步驟ST3。
選擇步驟ST3係於保護構件黏貼步驟ST1之後且於研磨步驟ST2之前實施的步驟。選擇步驟ST3係為了抑制研磨步驟ST2後的晶圓201之厚度偏差,於研磨步驟ST2在研磨墊52的下表面56的區域56-1之中選擇吹熱風的區域之步驟,且是選擇開放噴射口152的選擇噴射部153以及關閉噴射口152的選擇噴射部153之步驟。選擇步驟ST3係如圖11所示,具有研磨前測量步驟ST31、測試研磨步驟ST32、取得步驟ST33、以及選定步驟ST34。
於選擇步驟ST3的研磨前測量步驟ST31,研磨裝置1-3的控制單元100係使搬入搬出單元14將晶圓201從晶片盒8中取出(另外,於選擇步驟ST3被研削研磨的晶圓201,以下稱作測試用晶圓201-1),搬出至對位單元10,使對位單元10將測試用晶圓201-1的中心進行對位,使搬入單元11將經對位的測試用晶圓201-1的正面203側搬入至位在搬入搬出位置101的卡盤台7之上。
於研磨前測量步驟ST31,研磨裝置1-3的控制單元100係使測試用晶圓201-1的正面203側藉由保護構件206保持於卡盤台7。於研磨前測量步驟ST31,研磨裝置1-3的控制單元100係如圖12所示,使測量單元12一邊沿著測量路徑207移動一邊對測量路徑207上測試用晶圓201-1的各位置之厚度進行測量。再者,如圖12所示定位在搬入搬出位置101的測試用晶圓201-1,於實施方式3中係中心的厚度與外緣的厚度為薄,中心與外緣的中央之厚度變厚一般,厚度是有偏差的。另外,圖12係記載為較實際的厚度偏差更大,誇大厚度的偏差。
測試研磨步驟ST32係以研磨單元5的研磨墊52研磨保持在卡盤台7上的測試用晶圓201-1,該測試用晶圓201-1已於研磨前測量步驟ST31取得作為晶圓201的厚度情報之移動路徑207上各位置之厚度。於測試研磨步驟ST32,研磨裝置1-3的控制單元100係使保持有測試用晶圓201-1的卡盤台7移動至研磨位置104,於研磨位置104使卡盤台7圍繞軸心旋轉,使研磨工具51一邊圍繞軸心旋轉一邊將研磨墊52按壓至保持於卡盤台7的晶圓201,以研磨晶圓201的背面202。研磨裝置1-3的控制單元100係於測試研磨步驟ST32結束後進到取得步驟ST33。
再者,如圖13所示研磨後的測試用晶圓201-1於實施方式3,係中心的厚度與外緣的厚度為薄,中心與外緣的中央之厚度變厚一般,厚度是有偏差的。另外,圖13係與圖12相同,記載為較實際的厚度偏差更大,誇大厚度的偏差。
取得步驟ST33係取得測量路徑207上測試用晶圓201-1的各位置之厚度(即實施測試研磨步驟ST32後測量之測試用晶圓201-1面上的厚度)之步驟。於取得步驟ST33,研磨裝置1-3的控制單元100係使卡盤台7的旋轉停止,將測試用晶圓201-1移動至搬入搬出位置101,使測量單元12一邊沿著測量路徑207移動一邊對測量路徑207上測試用晶圓201-1的各位置之厚度進行測量。
如此,於取得步驟ST33,研磨裝置1-3的控制單元100係取得測量路徑207上測試用晶圓201-1的各位置之厚度(即實施測試研磨步驟ST32後測量之測試用晶圓201-1面上的厚度)之步驟。
選定步驟ST34係選定晶圓201面上較其他區域更想提升研磨效率的區域之步驟。於選定步驟ST34,研磨裝置1-3的控制單元100係選定自以取得步驟ST33所測量的研磨後的測量路徑207上測試用晶圓201-1的各位置中厚度比所期望的精加工厚度更厚的位置,作為晶圓201面上較其他區域更想提升研磨效率的區域。於選定步驟ST34,研磨裝置1-3的控制單元100係預先記憶有晶圓201的背面202之各區域與選擇噴射部153的對應關係,基於這個預先記憶的對應關係,選擇對應於晶圓201面上較其他區域更想提升研磨效率的區域之選擇噴射部153,以進行研磨步驟ST2。
研磨步驟ST2係以卡盤台7保持與測試用晶圓201-1為同樣面上厚度的晶圓201以研磨的步驟。於研磨步驟ST2,研磨裝置1的控制單元100係如圖10所示,打開於選定步驟ST34所選擇的選擇噴射部153之噴射口152,關閉其他選擇噴射部153之噴射口152,並同時一邊選擇性地加熱研磨墊52的下表面56的區域56-1之中與希望提升晶圓201研磨效率的區域對應的期望區域一邊研磨。另外,圖10係以符號「153O」表示開放噴射口152的選擇噴射部153,並以符號「153C」表示關閉噴射口152的選擇噴射部153。於研磨步驟ST2,研磨裝置1的控制單元100係使搬入搬出單元14將晶圓201(另外,以下將於研磨步驟ST2被研削研磨的晶圓201稱作加工用晶圓201-2)從晶片盒8中取出,搬出至對位單元10,使對位單元10將加工用晶圓201-2的中心進行對位,使搬入單元11將經對位的加工用晶圓201-2的正面203側搬入至位在搬入搬出位置101的卡盤台7之上。
於研磨步驟ST2,研磨裝置1的控制單元100係使加工用晶圓201-2的正面203側藉由保護構件206保持於卡盤台7,並搬送往研磨位置104。於研磨步驟ST2,研磨裝置1的控制單元100係使於選定步驟ST34所選擇的選擇噴射部153打開噴射口152,並使其他選擇噴射部153關閉噴射口152,以一邊從開放的噴射口152向下表面56的區域吹熱風來加熱,一邊如圖14所示高精確度地平坦化加工用晶圓201-2的背面202。
研磨裝置1係將經研磨單元5研磨的加工用晶圓201-2定位於搬入搬出位置101,藉由搬入單元11搬入至清洗單元13,以清洗單元13清洗,並以搬入搬出單元14將清洗後的加工用晶圓201-2搬入晶片盒9。當研磨裝置1對晶片盒8內的所有加工用晶圓201-2執行研磨後,結束研磨方法。
如上所述,實施方式3的研磨方法及研磨裝置1-3於研磨步驟ST2,因以熱風噴射單元15噴射出的熱風加熱研磨墊52,而能夠提升研磨墊52的磨粒與晶圓201的反應速度。其結果,研磨方法及研磨裝置1-3能夠增加單位時間晶圓201的去除量(指晶圓201所減少的厚度),可以提升研磨加工的流通量(產出量)。其結果,研磨方法及研磨裝置1係能夠抑制加工時間。
此外,實施方式3的研磨方法及研磨裝置1-3,基於測試研磨步驟ST32後的測試用晶圓201-1的形狀(厚度),即使希望提升的只有期望區域的研磨效率,因為選擇性地對研磨墊52的下表面56的區域56-1之中的期望區域加熱,可以將加工用晶圓201-2研磨為期望的形狀(厚度)。
接著,為確認本發明之功效,本發明的發明者測量了從熱風噴射單元15噴射熱風至研磨墊52的區域56-1以加熱時的單位時間之去除量。測量結果以圖15表示。圖15係表示加熱圖1所示研磨裝置之研磨墊的區域時相對單位間之除去量。
圖15的本發明物1係預先設定溫度設為35.6度C,本發明物2係預先設定溫度設為38.5度C,從熱風噴射單元15噴射熱風以區域56-1加熱。本發明物1與本發明物2一起測量了進行150秒研磨加工時的單位時間去除量(μm/min)。
根據圖15,相對於本發明物1的單位時間去除量為0.49(μm/min),本發明物2的單位時間去除量為0.59(μm/min)。因此,根據圖15證實了藉由提高研磨墊52的溫度,可以增加單位時間的去除量,能夠提升研磨加工的產出量。
另外,本發明非限定於上述實施方式。亦即,在未超出本發明精神的範圍內可以實施各種變形。
1,1-2,1-3‧‧‧研磨裝置
5‧‧‧研磨單元
7‧‧‧卡盤台
15‧‧‧熱風噴射單元
16‧‧‧溫度測量器
17‧‧‧溫度調整單元
50‧‧‧主軸
52‧‧‧研磨墊
56‧‧‧下表面
56-1‧‧‧區域
100‧‧‧控制單元
153‧‧‧選擇噴射部
202‧‧‧背面
203‧‧‧正面
204‧‧‧分割預定線
205‧‧‧元件
206‧‧‧保護構件
ST1‧‧‧保護購件黏貼步驟
ST2‧‧‧研磨步驟
圖1係實施方式1之研磨裝置的構成例之立體圖。 圖2係表示實施方式1之晶圓研磨方法之研磨對象的晶圓之立體圖。 圖3係從背面側看圖2所示晶圓之立體圖。 圖4係表示圖1所示研磨裝置的研磨單元在研磨加工中的狀態之側視圖。 圖5係表示圖4所示研磨墊與晶圓之位置關係的俯視圖。 圖6係表示圖5所示研磨墊與晶圓之位置關係的側視圖。 圖7係表示實施方式1之晶圓研磨方法的流程之流程圖。 圖8係實施方式2之研磨裝置的構成例之立體圖。 圖9係實施方式3之研磨裝置的主要部份之立體圖。 圖10係實施方式3之研磨裝置的主要部份之俯視圖。 圖11係表示實施方式3之晶圓研磨方法的流程之流程圖。 圖12係表示圖11所示晶圓研磨方法之研磨前測量步驟之對測量路徑上晶圓厚度進行測量的狀態之側視圖。 圖13係表示於圖11所示晶圓研磨方法之測試研磨步驟中被研磨的晶圓之側視圖。 圖14係圖11所示晶圓研磨方法之研磨步驟後的晶圓之側視圖。 圖15係表示加熱圖1所示研磨裝置之研磨墊的區域時單位時間的去除量之圖。
ST1‧‧‧保護購件黏貼步驟
ST2‧‧‧研磨步驟
Claims (4)
- 一種晶圓研磨方法,其特徵在於具備:保護構件黏貼步驟,將保護構件黏貼於晶圓的表面,該晶圓在形成於表面的格子狀分割預定線所劃分的多個區域中形成有元件;以及研磨步驟,於卡盤台藉由該保護構件保持該晶圓,並以研磨墊研磨該晶圓的背面,其中於該研磨步驟,使用直徑比該晶圓大的該研磨墊,一邊藉由供給熱風的供給管上所設置的多個選擇噴射部向未與該晶圓接觸而露出的該研磨墊的下表面區域吹熱風以選擇性地加熱,一邊進行研磨。
- 如申請專利範圍第1項所述之晶圓研磨方法,其中於該研磨步驟,測量未與該晶圓接觸而露出的該研磨墊的下表面之區域的溫度,並依照所測量的該研磨墊的溫度調整熱風的溫度或量。
- 一種研磨裝置,其特徵在於具備:卡盤台,其保持晶圓;研磨單元,其以直徑比該晶圓的直徑大且安裝於主軸下端之研磨墊研磨被保持在該卡盤台的該晶圓;以及溫度調整單元,其調整研磨加工該晶圓時的該研磨墊之溫度,其中該溫度調整單元,具備向未與該晶圓接觸而露出的該研磨墊之下表面區域吹熱風的熱風噴射單元,該熱風噴射單元具備:供給管,其供給熱風;以及 選擇噴射部,其在該供給管設置有多個,選擇性地向未與該晶圓接觸而露出的該研磨墊之下表面的期望區域吹熱風。
- 如申請專利範圍第3項所述之研磨裝置,其中該溫度調整單元具備:溫度測量器,其測量未與該晶圓接觸而露出之該研磨墊的下表面區域之溫度;以及控制單元,其依照該溫度測量器的測量結果,調整該熱風噴射單元的熱風噴射溫度或量。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017058159A JP6896472B2 (ja) | 2017-03-23 | 2017-03-23 | ウエーハの研磨方法及び研磨装置 |
| JP2017-058159 | 2017-03-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| TW201834787A TW201834787A (zh) | 2018-10-01 |
| TWI748069B true TWI748069B (zh) | 2021-12-01 |
Family
ID=63706334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW107109666A TWI748069B (zh) | 2017-03-23 | 2018-03-21 | 晶圓研磨方法及研磨裝置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6896472B2 (zh) |
| KR (1) | KR102293098B1 (zh) |
| CN (1) | CN108621021A (zh) |
| TW (1) | TWI748069B (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111463141B (zh) * | 2019-01-18 | 2023-05-02 | 芯恩(青岛)集成电路有限公司 | 一种提高晶圆探针台利用率的方法 |
| CN110153885A (zh) * | 2019-06-03 | 2019-08-23 | 西安奕斯伟硅片技术有限公司 | 一种研磨垫的处理方法和研磨垫的处理装置 |
| CN110962022A (zh) * | 2019-12-31 | 2020-04-07 | 浙江芯晖装备技术有限公司 | 一种抛光设备 |
| JP7551439B2 (ja) * | 2020-10-13 | 2024-09-17 | 株式会社ディスコ | ウェーハの加工方法、及び、加工装置 |
| JP2023046628A (ja) * | 2021-09-24 | 2023-04-05 | 株式会社Screenホールディングス | 研磨装置、基板処理装置および研磨方法 |
| JP2023046630A (ja) * | 2021-09-24 | 2023-04-05 | 株式会社Screenホールディングス | 研磨方法および基板処理装置 |
| JP2023046631A (ja) * | 2021-09-24 | 2023-04-05 | 株式会社Screenホールディングス | 基板処理装置 |
| CN114161258B (zh) * | 2021-12-10 | 2024-08-27 | 中国电子科技集团公司第四十六研究所 | 一种氧化镓晶片防解理的边缘磨削方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW360920B (en) * | 1996-11-29 | 1999-06-11 | Matsushita Electric Ind Co Ltd | Method and device for polishing |
| JP2004235201A (ja) * | 2003-01-28 | 2004-08-19 | Okamoto Machine Tool Works Ltd | 基板の乾式化学機械研磨方法および乾式化学機械研磨装置 |
| JP2005260038A (ja) * | 2004-03-12 | 2005-09-22 | Disco Abrasive Syst Ltd | 研磨装置及びウェーハの研磨方法 |
| TW201234447A (en) * | 2011-02-04 | 2012-08-16 | Toshiba Kk | Semiconductor device and method for manufacturing the same |
| JP2016072327A (ja) * | 2014-09-29 | 2016-05-09 | 株式会社ディスコ | 研磨装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4149583B2 (ja) * | 1998-09-10 | 2008-09-10 | 株式会社ディスコ | 研削装置 |
| JP2003243345A (ja) * | 2002-02-18 | 2003-08-29 | Disco Abrasive Syst Ltd | 研磨装置 |
| JP2005019525A (ja) * | 2003-06-24 | 2005-01-20 | Disco Abrasive Syst Ltd | 半導体チップの製造方法 |
| JP4733934B2 (ja) * | 2004-06-22 | 2011-07-27 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2006173462A (ja) * | 2004-12-17 | 2006-06-29 | Disco Abrasive Syst Ltd | ウェーハの加工装置 |
| JP4787063B2 (ja) * | 2005-12-09 | 2011-10-05 | 株式会社荏原製作所 | 研磨装置及び研磨方法 |
| JP5547472B2 (ja) * | 2009-12-28 | 2014-07-16 | 株式会社荏原製作所 | 基板研磨装置、基板研磨方法、及び基板研磨装置の研磨パッド面温調装置 |
| JP2012222311A (ja) * | 2011-04-14 | 2012-11-12 | Disco Abrasive Syst Ltd | 板状物の研磨方法 |
| TWI613037B (zh) * | 2011-07-19 | 2018-02-01 | 荏原製作所股份有限公司 | 硏磨方法 |
| JP2013230509A (ja) * | 2012-04-27 | 2013-11-14 | Kyocera Corp | 研磨装置 |
| CN103050392B (zh) * | 2013-01-10 | 2015-10-07 | 武汉电信器件有限公司 | 一种晶圆片的研磨抛光方法 |
| JP6541476B2 (ja) * | 2015-07-02 | 2019-07-10 | 株式会社ディスコ | ウェーハの研磨方法 |
| JP6517108B2 (ja) * | 2015-08-05 | 2019-05-22 | 株式会社ディスコ | Cmp研磨装置 |
| KR102569631B1 (ko) * | 2015-12-18 | 2023-08-24 | 주식회사 케이씨텍 | 화학 기계적 연마장치 및 그 제어방법 |
| CN106002606A (zh) * | 2016-05-16 | 2016-10-12 | 苏州辰轩光电科技有限公司 | 蓝宝石衬底抛光贴蜡机 |
-
2017
- 2017-03-23 JP JP2017058159A patent/JP6896472B2/ja active Active
-
2018
- 2018-03-09 KR KR1020180028225A patent/KR102293098B1/ko active IP Right Grant
- 2018-03-20 CN CN201810228241.XA patent/CN108621021A/zh active Pending
- 2018-03-21 TW TW107109666A patent/TWI748069B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW360920B (en) * | 1996-11-29 | 1999-06-11 | Matsushita Electric Ind Co Ltd | Method and device for polishing |
| JP2004235201A (ja) * | 2003-01-28 | 2004-08-19 | Okamoto Machine Tool Works Ltd | 基板の乾式化学機械研磨方法および乾式化学機械研磨装置 |
| JP2005260038A (ja) * | 2004-03-12 | 2005-09-22 | Disco Abrasive Syst Ltd | 研磨装置及びウェーハの研磨方法 |
| TW201234447A (en) * | 2011-02-04 | 2012-08-16 | Toshiba Kk | Semiconductor device and method for manufacturing the same |
| JP2016072327A (ja) * | 2014-09-29 | 2016-05-09 | 株式会社ディスコ | 研磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201834787A (zh) | 2018-10-01 |
| JP2018160627A (ja) | 2018-10-11 |
| KR20180108449A (ko) | 2018-10-04 |
| JP6896472B2 (ja) | 2021-06-30 |
| KR102293098B1 (ko) | 2021-08-23 |
| CN108621021A (zh) | 2018-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI748069B (zh) | 晶圓研磨方法及研磨裝置 | |
| JP5276823B2 (ja) | ウェーハの研削加工装置 | |
| TWI726218B (zh) | 基板處理系統、基板處理方法及電腦記錄媒體 | |
| TW202305928A (zh) | 硬質晶圓的研削方法 | |
| TWI774805B (zh) | 晶圓加工方法 | |
| JP7046573B2 (ja) | 被加工物の加工方法 | |
| JP2008155292A (ja) | 基板の加工方法および加工装置 | |
| JP2008258554A (ja) | ウェーハの研削加工装置 | |
| JP2013004726A (ja) | 板状物の加工方法 | |
| JP6045926B2 (ja) | 研削研磨装置 | |
| TW202133254A (zh) | 晶圓之加工方法 | |
| TWI762680B (zh) | 晶圓加工方法 | |
| JP6773482B2 (ja) | 研削装置のアイドリング方法 | |
| JP7451043B2 (ja) | 被加工物の研削方法及び研削装置 | |
| JP7254425B2 (ja) | 半導体ウェーハの製造方法 | |
| JP7477330B2 (ja) | 研削装置及び被加工物の研削方法 | |
| JP7416591B2 (ja) | 研磨方法 | |
| JP7542404B2 (ja) | ウェーハの研削方法 | |
| JP6832738B2 (ja) | ウエーハの研磨方法、研磨パッド及び研磨装置 | |
| JP2024068111A (ja) | 加工装置 | |
| JP2022159750A (ja) | 被加工物の研削方法 | |
| TW202419187A (zh) | 加工裝置 | |
| JP6749202B2 (ja) | デバイスチップの製造方法 | |
| TW202133240A (zh) | 加工裝置 | |
| JP2024069068A (ja) | 加工装置及び保持テーブルの温度調整方法 |