RU2172290C2 - Способ изготовления катушки из гибкого предмета и ее сердечника - Google Patents
Способ изготовления катушки из гибкого предмета и ее сердечника Download PDFInfo
- Publication number
- RU2172290C2 RU2172290C2 RU98115393/12A RU98115393A RU2172290C2 RU 2172290 C2 RU2172290 C2 RU 2172290C2 RU 98115393/12 A RU98115393/12 A RU 98115393/12A RU 98115393 A RU98115393 A RU 98115393A RU 2172290 C2 RU2172290 C2 RU 2172290C2
- Authority
- RU
- Russia
- Prior art keywords
- rings
- core
- elements
- supporting
- support
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/56—Winding of hanks or skeins
- B65H54/58—Swifts or reels adapted solely for the formation of hanks or skeins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/18—Constructional details
- B65H75/22—Constructional details collapsible; with removable parts
- B65H75/2218—Collapsible hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/18—Constructional details
- B65H75/22—Constructional details collapsible; with removable parts
- B65H75/2245—Constructional details collapsible; with removable parts connecting flange to hub
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/51—Cores or reels characterised by the material
- B65H2701/513—Cores or reels characterised by the material assembled mainly from rigid elements of the same kind
- B65H2701/5134—Metal elements
- B65H2701/51344—Metal profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/51—Cores or reels characterised by the material
- B65H2701/515—Cores or reels characterised by the material assembled from parts made of different materials
- B65H2701/5152—End flanges and barrel of different material
- B65H2701/51526—Metal barrel
Landscapes
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Manufacture Of Motors, Generators (AREA)
- Coils Or Transformers For Communication (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Basic Packing Technique (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Packaging Of Special Articles (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Wire Processing (AREA)
Abstract
Изобретение относится к изготовлению катушки из непрерывного гибкого изделия и покрытию катушки оболочкой с образованием тюка для доставки потребителю предмета. Сердечник катушки включает определенное количество продольных опорных элементов и два плоских торцевых кольца, каждое с центральным отверстием, внутренней круглой концентрической опорной поверхностью с заранее установленным радиусом и прорезями, выполненными по форме опорной поверхности. Торцевые части опорных элементов приводятся в зацепление с прорезям, чтобы скреплять торцевые кольца и опорные элементы друг с другом. Кроме того, внутренние стороны опорных элементов совпадают с опорными поверхностями торцевых колец, а торцевые поверхности совпадают с внешними сторонами торцевых колец. Описывается также способ изготовления указанной катушки, начинающийся со сборки сердечника. Изобретение позволяет уменьшить стоимость катушки и транспортные расходы при доставке упаковки с намотанным материалом потребителю. 2 с. и 11 з.п. ф-лы, 10 ил.
Description
Изобретение относится к способу изготовления катушки из непрерывного гибкого предмета, в частности шланга, гибкой трубы, троса и им подобных, и покрытие катушки оболочкой с образованием тюка для доставки потребителю указанного предмета, который наматывается на аксиально открытый сердечник для создания указанной катушки. Указанный способ включает стадии:
а) приведение сердечника в фиксированное состояние с помощью станка так, чтобы он крепко зажимался между двумя параллельными опорными кольцами станка и центрировался с помощью центрирующего элемента в каждом опорном кольце, посредством чего создается устройство, способное вращаться,
b) прикрепление указанного предмета к указанному устройству и приведение устройства в состояние вращения в намоточном станке так, чтобы предмет наматывался с образованием указанной катушки,
с) когда предмет отрезан, применение множества непрерывных лент, чтобы отгородить сердечник от внутренней части предмета, и катушки, окружающей сердечник, без сцепления с опорными кольцами, после чего ленты натягиваются и закрепляются с образованием указанного тюка.
а) приведение сердечника в фиксированное состояние с помощью станка так, чтобы он крепко зажимался между двумя параллельными опорными кольцами станка и центрировался с помощью центрирующего элемента в каждом опорном кольце, посредством чего создается устройство, способное вращаться,
b) прикрепление указанного предмета к указанному устройству и приведение устройства в состояние вращения в намоточном станке так, чтобы предмет наматывался с образованием указанной катушки,
с) когда предмет отрезан, применение множества непрерывных лент, чтобы отгородить сердечник от внутренней части предмета, и катушки, окружающей сердечник, без сцепления с опорными кольцами, после чего ленты натягиваются и закрепляются с образованием указанного тюка.
Изобретение также относится к сердечнику устройства, способного вращаться для изготовления катушки непрерывного гибкого предмета, в частности шланга, гибкой трубы, троса и им подобных, и покрытие катушки оболочкой с образованием тюка для доставки потребителю предмета.
Такой шланг и гибкая труба, используемые, например, для закладки кабеля волоконной оптики, доставляются в виде рулонов, известных как катушки, там, где это касается небольших количеств. Рулон является свободным от сердечника и обертки и скрепляется посредством определенного количества лент. В месте применения рулон помещается на особое устройство, чтобы иметь возможность разматывать шланг, когда ленты разрезаются, или же рулон помещается на землю, ленты режутся и шланг оттаскивается, что является сравнительно неудобным. Этот прием, следовательно, ограничивается доставками более коротких отрезков шланга.
Традиционные деревянные барабаны используются для доставки, в частности, более длинных отрезков шланга и гибкой трубы, например отрезки 500-2000 метров. Так как эти шланговые и трубчатые изделия требуют относительно большого радиуса, чтобы было возможным изгибание, деревянные барабаны должны подбираться так, чтобы они имели сердечники с диаметром около 1 метра и больше, отнесенного к внутренней цилиндрической части. Размер деревянного барабана будет, следовательно, обязательно значительным, обусловливая высокую стоимость при изготовлении и перемещении с деревянным барабаном. Когда шланг или гибкая труба доставляются на деревянных барабанах к месту использования, деревянный барабан монтируется на особое оборудование для размотки и оттаскивания шланга или троса. Деревянный барабан часто является перекошенным и шланг или труба, таким образом, стаскиваются с резкими толчками так, что работа отнимает больше времени. Кроме того, пустой деревянный барабан должен быть возвращен, чтобы использоваться для новой доставки шланга или трубы. Это увеличивает общие транспортные расходы и повторное использование деревянного барабана, которое влечет за собой износ и грубую обработку, может способствовать тому, что он становится перекошенным.
SE-9101042-1 описывает специальную систему для перемещения непрерывного гибкого предмета, такого как шланг или гибкая труба, указанное перемещение начинается с изготовления катушки из кабеля или жгута и покрытия катушки оболочкой с образованием тюка для доставки пользователю.
Катушка получается благодаря тому, что предмет наматывается на аксиально открытый цилиндрический полый вал. До того как наматывается катушка, полый вал снабжается двумя плоскими внешними предохранительными кольцами, имеющими концентрические опорные поверхности, соединенные с противоположными внутренними или внешними поверхностями полого вала в зависимости от того, какая форма предохранительных колец используется. Полый вал затем фиксируется с помощью станка, который имеет два параллельных опорных кольца с центрирующими элементами, расположенными напротив друг друга так, чтобы полый вал зажимался между опорными кольцами и центрировался с помощью их центрирующих элементов с тем, чтобы изготавливалось устройство, способное вращаться. Предмет затем прикрепляется к указанному устройству, и устройство приводится в состояние вращения в намоточном станке так, чтобы предмет наматывался с образованием катушки. Завершенная катушка оборачивается предохранительным покрытием, после чего закрепляющие ленты пропускаются сквоь полый вал для того, чтобы обмотать катушку и предохранительные кальца, и стягиваются, чтобы образовать указанный тюк. Опорные кольца удаляются из законченного тюка с тем, чтобы быть использованными для изготовления следующих катушек. Законченный тюк поступает фактически на рабочее место, туда, где другой инструмент устанавливается на тюк, чтобы подготовить разматывание предмета. Второй инструмент также имеет два параллельных опорных кольца с центрирующими элементами, расположенными напротив друг друга. Путем закрепления тюка между опорными кольцами и центрирования тюка с помощью их центрирующих элементов получается устройство, способное вращаться, которое может затем сохраняться для свободного вращения около горизонтальной или вертикальной оси вращения в специальном разматывающем устройстве. После отрезания лент и удаления предохранительного покрытия предмет подвергается разматыванию.
Хотя применение перемещаемой системы описывалось в вышеупомянутом описании SE-9101042-1 для шланга и гибкой трубы, было найдено, что для кабеля волокнистой оптики, например, изготовленный тюк является относительно дорогим и излишне прочным и, таким образом, имеет относительно большой вес. Способствующая этому причина заключается в том, что, как упоминалось ранее для деревянных барабанов, требуется сердечник, в этом случае полый вал с диаметром около 1 метра и предохранительными кольцами с диаметром вплоть до около 2,5 метра.
Целью изобретения является исключить проблемы, связанные с применением катушек и деревянных барабанов, и усовершенствовать известную выгодную передвижную систему для непрерывных гибких предметов так, чтобы изделия, такие как шланг и гибкая труба, могли доставляться в форме тюков с более низкой, приемлемой стоимостью, причем, чтобы изделия являлись в достаточной степени, но не излишне прочными, требовали меньше материала и поэтому имели уменьшенный вес.
Способ согласно изобретению характеризуется тем, что торцевые части заранее установленного количества продольных опорных элементов одинаковой длины приводятся в зацепление с двумя плоскими параллельными торцевыми кольцами с помощью соответствующих прорезей в них, расположенных близко к внутренней круглой концентрической опорной поверхности, которая окружает центральное отверстие, в которое прорези открываются так, чтобы торцевые поверхности опорных элементов совпадали с внешними сторонами торцевых колец и внутренние стороны опорных элементов совпадали с круглой опорной поверхностью с образованием указанного сердечника, между тем центрирующие элементы указанных опорных колец вводятся в указанное отверстие, чтобы активно оказывать давление на круглые опорные поверхности и внутренние стороны опорных элементов.
Сердечник согласно изобретению характеризуется тем, что он включает заранее установленное количество продольных опорных элементов одинаковой длины с торцевыми частями, параллельными торцевыми поверхностями и внешними и внутренними сторонами; два плоских параллельных торцевых кольца, каждое из которых имеет центральное отверстие, внутренняя круглая концентрическая опорная поверхность которого окружает центральное отверстие и имеет заранее установленный радиус, и определенное количество прорезей, соответствующих определенному количеству опорных элементов, прорези, которые приводятся в соединение с опорной поверхностью и являются открытыми по направлению к отверстию, причем торцевые части опорных элементов приводятся в зацепление с вырезами, чтобы удерживать торцевые кольца параллельно друг другу и удерживать опорные элементы в аксиальном положении перпендикулярно торцевым кольцам, причем внутренние стороны опорных элементов устроены так, чтобы совпадать с опорными поверхностями торцевых колец, а торцевые поверхности опорных элементов чтобы совпадали с внешними сторонами торцевых колец.
Торцевые части сердечника имеют форму шипов, каждый из которых с внутренней стороны определяется одной или двумя поперечными опорными поверхностями, выполненными с образованием аксиальных ограничителей для торцевых колец, и каждый имеет длину, соответствующую толщине торцевого кольца.
Опорный элемент выполнен на внутренних сторонах с пазом между торцевыми поверхностями для удержания лент вместе с покрытием катушки, при этом поперечные сечения опорных элементов являются одинаковыми по размеру.
Кроме того, опорные элементы, расположенные на одной окружности, занимают от 10 до 70%, предпочтительно, от 10 до 60% окружности, рассчитанной в точке между торцевыми кольцами, состоят из металла, предпочтительно алюминия, для повторного использования, а их количество и ширина выбираются в зависимости от жесткости и температуры предмета при его изготовлении и последующем наматывании на катушку.
Сердечник выполнен преимущественно из дерева или деревянного волокнистого материала и имеет диаметр по крайней мере 0,8 метра, измеренный между внутренними поверхностями торцевых колец, которые также состоят из деревянного волокнистого материала для полезного применения.
Зацепление между опорными элементами и торцевыми кольцами представляет собой фрикционные соединения без клея, гвоздей или других средств.
Изобретение будет описано более детально ниже со ссылкой на чертежи.
Фиг. 1 является перспективным видом законченного сердечника согласно первому варианту изобретения.
Фиг. 2 является изображением в разобранном виде сердечника согласно фиг. 1 и иллюстрирует положение различных деталей, когда они собираются с образованием законченного сердечника.
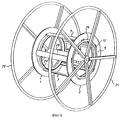
Фиг. 3 и 4 представляют эквивалентный перспективный вид и изображение в разобранном виде фиг. 1 и 2 для сердечника и его деталей согласно второму варианту изобретения.
Фиг. 5-10 иллюстрируют различные стадии для того, чтобы подготовить вначале устройство, способное вращаться, затем катушку и наконец законченный тюк.
Фиг. 1 показывает законченный сердечник, в то время как фиг. 2 иллюстрирует устройство сердечника согласно изобретению. Сердечник состоит из двух плоских идентичных (эквивалентных) коаксиальных торцевых колец (1, 2) и заранее установленного количества продольных опорных элементов 3, элементов в том самом сердечнике, который имеет ту же длину.
Каждое торцевое кольцо 1, 2 имеет внутреннюю сторону 4 и наружную сторону 5, а также центральное круглое отверстие 6. Торцевые кольца 1, 2 конструируются с функциональной внутренней концентрической опорной поверхностью 7, имеющей заранее установленный радиус и окружающей указанное отверстие 6. В соответствии с опорной поверхностью 7 торцевое кольцо 1, 2 снабжается заранее установленным количеством прорезей 8, аксиально через него проходящих и открытых радиально внутрь по направлению к отверстию 6. Количество прорезей 8 соответствует количеству опорных элементов 3. Длина прорезей, т.е. их протяженность в круговом направлении, увеличивается от опорной поверхности 7 по направлению к торцевому кольцу 1, 2, давая прорезь в виде ласточкиного хвоста. Расстояние между двумя смежными прорезями 8 является одинаковым вокруг всей опорной поверхности 7.
Торцевые кольца 1, 2, подобно опорным элементам 3, имеют устойчивую форму, т.е. они выдерживают нагрузки, которым они подвергаются во время наматывания и разматывания шланга. Ширина торцевых колец 1, 2, т.е. радиальное расстояние между внутренней периферией 7 и внешней периферией 18, выбирается достаточной, чтобы иметь возможность закрепить опорные элементы 3 во всех направлениях и противостоять радиальному напряжению. Для этой цели ширина торцевого кольца составляет по крайней мере около 50-100 мм, т.е. разница между внешним и внутренним диаметрами составляет около 100-200 мм. Могут использоваться более крупные значения ширин, если желательно, но затраты, связанные с увеличением расхода материала и увеличением веса, являются двумя факторами, которых обычно следует избегать.
Каждый опорный элемент имеет две торцевые части 9, 10, две торцевые поверхности 11, 12 обращенные в сторону друг от друга, внешнюю сторону 13 и внутреннюю сторону 14. Торцевые участки 9, 10 опорных элементов 3 соответствуют прорезям 8 торцевых колец 1, 2. Торцевые поверхности 11, 12 каждого опорного элемента, обращенные в сторону друг от друга, являются параллельными друг другу и торцевым кольцам 1, 2. В предпочтительном варианте, который показан, опорные элементы 3 являются более широкими, чем длина (в круговом направлении) прорезей 8, и торцевые части 9, 10 являются, таким образом, изготовленными в форме шипов с той же самой формой поперечного сечения, как форма прорези 8, которая видна сбоку. Каждый шип 9, 10, который имеет, таким образом, форму ласточкиного хвоста, имеет длину в аксиальном протяжении, которая является равной толщине торцевых колец 1, 2. Оформление торцевых частей в виде центрально расположенных шипов 9, 10 создает функциональные опорные поверхности 15, 16 на каждой стороне каждого шипа, которые устраиваются, чтобы создать примыкание к внутренней стороне 4 торцевого кольца 1, 2 и образовать раздельные ограничители для этого.
Во время сборки шипы 11, 12 вводятся в расположенные напротив прорези 8 в направлении к внутренним сторонам 4 торцевых колец 1, 2 так, чтобы образовать соединение ласточкиным хвостом без зазора. Зацепление, полученное с помощью соединения ласточкиным хвостом, предохраняет опорные элементы 3 от выпадения из прорезей 8 в радиальном направлении. Внутренние опорные поверхности 15, 16 опорных элементов объединяются с торцевыми кольцами 1, 2 так, чтобы они фиксировались в параллельном положении по отношению друг к другу и с наименее возможным расстоянием между ними. Для того чтобы получить поддающийся управлению сердечник в начальных операциях, описанных ниже, так, чтобы опорные элементы 3 удерживались в прорезях 8, которые видны в аксиальном направлении извне, является достаточным, чтобы поверхности противоположных сторон шипов 9, 10 и прорезей 8 обеспечивали зацепление трением друг с другом. Таким образом, преимуществом изобретения является то, что не нужно применять ни гвозди, ни клей, чтобы достигнуть функциональных соединений.
Каждый опорный элемент 3 обеспечивается на своей внутренней стороне центральным пазом 17, который протягивается между торцевыми поверхностями 11, 12, и имеет заранее определенное поперечное сечение.
Фиг. 3 показывает сердечник, в то время как фиг. 4 иллюстрирует изготовление сердечника согласно варианту, описанному выше, отличие которого состоит лишь в том, что опорные элементы 3 являются значительно более широкими, так же как прорези 8 являются значительно более длинными.
Ширина опорных элементов 3 и их количество выбираются в зависимости, среди прочих вещей, от жесткости и температуры шланга при изготовлении и последующем наматывании.
Фиг. 5 показывает станок, который будет устанавливаться на сердечник согласно фиг. 1, для того чтобы образовать устройство, способное вращаться, как показано более детально на фиг. 6. Станок состоит из двух круговых колесообразных устойчивой формы опорных колец 20, 21 из металла, такого как сталь или алюминий, и соединяющего элемента для закрепления опорных колец 20, 21 относительно друг друга. Каждое опорное кольцо 20, 21 включает внешнюю кольцевую часть 22 трубы, ступицу 23 и множество спиц 24, поддерживающих и центрирующих ступицу 23. В варианте, который показан, ступица 23 имеет направленный наружу осевой стержень 25 и указанный соединительный элемент образуется с помощью двух расположенных друг против друга частей 26, 27 вала, выступающих с внутренних сторон ступицы 23 для приведения в зацепление друг с другом, чтобы образовать ось вращения 28. Каждое опорное кольцо 20, 21 обеспечивается также на своей внутренней части центрирующим элементом 29, который является концентрическим с осью вращения и имеет заранее определенный радиус. В варианте, который показан, центрирующий элемент 29 состоит из замкнутого кольца с внешней цилиндрической поверхностью, имеющей радиус, который соответствует радиусу опорной поверхности 7 торцевого кольца 1, 2 для зацепления друг с другом без зазора. Части 26, 27 вала сцепляются вместе посредством подходящего замыкающего элемента (не показан). Опорные кольца 20, 21 выравниваются по отношению к сердечнику так, чтобы каждая спица 24 располагалась между, соответственно центрально между, шипами 9, 10 двух смежных опорных элементов 3. Законченное, способное вращаться устройство, которое более детально показано на фиг. 6, помещают затем в намоточный станок (не показан) для заранее установленной длины шланга 30, который будет наматываться для того, чтобы получить катушку 32, как более детально показано на фиг. 7. Как можно видеть, шланг 30 будет примыкать к внутренним сторонам торцевых колец 1, 2 и внутренней стороне спиц 24. Катушка 31, которая получена, затем закрепляется на сердечнике с помощью множества лент 32, которые можно легко пропустить через пазы 17 на внутренних сторонах 14 опорных элементов 3, так как они являются открытыми и, таким образом, доступными с обеих сторон центрирующего кольца 29 опорного кольца 20, 21 и радиально снаружи. Для предохранения катушки 31 предохранительные элементы 34, 35 помещаются по сторонам катушки и поперек нее, там, где размещаются ленты 32. Когда ленты 32 натягиваются и закрепляются, чтобы получить круговое соединение, как показано на фиг. 8, опорные кольца 20, 21 отсоединяются друг от друга и удаляются от законченного тюка 33, как иллюстрируется на фигурах 9 и 10, и законченный тюк 33 является готовым для доставки к месту использования, там где существенно простой станок, включающий два опорных кольца с центрирующими элементами и соединительное средство, является пригодным для монтажа с тюком 33 для того, чтобы еще раз получить устройство, способное вращаться, которое будет помещаться в разматывающее оборудование. После отрезания и удаления лент 32, шланг 30 может быть оттащен, покидая сердечник, который частично или полностью может быть сожжен на месте, в зависимости от того, содержит ли он какие-либо повторно используемые части, например опорные элементы 3 из алюминия.
Claims (13)
1. Способ изготовления катушки (31) из непрерывного, гибкого предмета (30), в частности шланга, гибкой трубы, троса, и покрытия катушки (31) оболочкой с образованием тюка (33) для доставки потребителю указанного предмета (30), который наматывается на аксиально открытый сердечник с получением указанной катушки (31), указанный способ включающий стадии: а) приведение сердечника в фиксированное состояние с помощью станка так, чтобы он крепко зажимался между двумя параллельными опорными кольцами (20, 21) станка и центрировался с помощью центрирующего элемента 29 в каждом опорном кольце (20, 21), посредством чего создается устройство, способное вращаться, b) прикрепление указанного предмета (30) к указанному устройству и приведение устройства в состояние вращения в намоточном станке так, чтобы предмет (30) наматывался с образованием указанной катушки (31), и с) когда предмет (30) отрезан, применение множества непрерывных лент (32), чтобы отгородить сердечник от внутренней части предмета, и катушки (31), окружающей сердечник, без сцепления с опорными кольцами (20, 21), после чего ленты (32) натягиваются и закрепляются с образованием указанного тюка (33), отличающийся тем, что торцевые части (9, 10) заранее установленного количества продольных опорных элементов (3) одинаковой длины приводятся в зацепление с двумя плоскими, параллельными торцевыми кольцами (1, 2) с помощью соответствующих прорезей (8) в них, расположенных близко к внутренней, круглой, концентрической опорной поверхности (7), которая окружает центральное отверстие (6), в которое прорези (8) открываются так, чтобы торцевые поверхности (11, 12) опорных элементов (3) совпадали с внешними сторонами (5) торцовых колец (1, 2), и внутренние стороны (14) опорных элементов (3) совпадали с круглой опорной поверхностью (7) с образованием указанного сердечника, между тем центрирующие элементы (29) указанных опорных колец (20, 21) вводятся в указанное отверстие (6), чтобы активно оказывать давление на круглые опорные поверхности (7) и внутренние стороны (14) опорных элементов (3).
2. Способ по п.1, отличающийся тем, что опорные элементы приводятся в указанное зацепление с торцевыми кольцами (1, 2) для того, чтобы получить фрикционные соединения без клея, гвоздей или подобных скрепляющих средств.
3. Сердечник устройства, способного вращаться для изготовления катушки (31) из непрерывного, гибкого предмета, в частности шланга, гибкой трубы, троса, с покрытием катушки 31 оболочкой с образованием тюка (33) для доставки потребителю предмета (30), содержащий два плоских, параллельных торцевых кольца (1, 2), каждое из которых имеет центральное отверстие (6), внутренняя круглая концентрическая опорная поверхность (7) которого окружает центральное отверстие и имеет заранее установленный радиус, отличающийся тем, что он включает заранее установленное количество продольных опорных элементов (3) одинаковой длины с торцевыми частями (9, 10), параллельными торцевыми поверхностями (11, 12) и внешними и внутренними сторонами (13, 14), а торцевые кольца (1, 2) имеют прорези (8), количество которых соответствует количеству опорных элементов (3) и которые приводятся в соединение с опорной поверхностью (7) и открываются по направлению к отверстию (6), причем торцевые части (9, 10) опорных элементов (3) приводятся в зацепление с прорезями (8), чтобы удерживать торцевые кольца (1, 2) параллельно друг другу и удерживать опорные элементы (3) в аксиальном положении перпендикулярно торцевым кольцам (1, 2), причем внутренние стороны (14) опорных элементов (3) устроены так, чтобы совпадать с опорными поверхностями (7) торцевых колец (1, 2), а торцевые поверхности (11, 12) опорных элементов (3), чтобы совпадали с внешними сторонами (5) торцевых колец (1, 2).
4. Сердечник по п.3, отличающийся тем, что торцевые части (9, 10) имеют форму шипов, каждый из которых с внутренней стороны определяется одной или двумя поперечными опорными поверхностями (15, 16), устроенными с образованием аксиальных ограничителей для торцевых колец (1, 2), и каждый из которых имеет длину, соответствующую толщине торцевого кольца (1, 2).
5. Сердечник по п. 3 или 4, отличающийся тем, что опорный элемент (3) обеспечивается на своих внутренних сторонах (14) пазом (17), который протягивается между торцевыми поверхностями (11, 12) и который устраивается для удерживания лент (32) вместе с указанным покрытием изготовленной катушки (31) и сердечника.
6. Сердечник по любому из пп.3 - 5, отличающийся тем, что поперечные сечения опорных элементов (3) являются одинаковыми по размеру.
7. Сердечник по любому из пп.3 - 5, отличающийся тем, что опорные элементы (3), которые расположены на той же самой окружности, занимают от 10 до 70%, предпочтительно от 10 до 60% окружности, рассчитанной в точке между торцевыми кольцами (1, 2).
8. Сердечник по любому из пп.3 - 6, отличающийся тем, что прорези (8) имеют форму ласточкина хвоста, если смотреть со стороны торцевого кольца (1, 2), и что торцевые части/шипы (9, 10) имеют соответствующую форму, которую можно видеть в их поперечном сечении.
9. Сердечник по любому из пп.3 - 8, отличающийся тем, что он имеет диаметр по крайней мере 0,8 м, измеренный между внутренними поверхностями торцевых колец (1, 2).
10. Сердечник по любому из пп.3 - 9, отличающийся тем, что указанное зацепление между опорными элементами (3) и торцевыми кольцами (1, 2) представляет фрикционные соединения без клея, гвоздей или других подобных средств крепления.
11. Сердечник по любому из пп.3 - 10, отличающийся тем, что количество опорных элементов (3) и их ширина выбираются в зависимости, среди прочих вещей, от жесткости и температуры предмета при его изготовлении и последующем наматывании на катушку.
12. Сердечник по любому из пп.3 - 11, отличающийся тем, что он состоит из дерева или деревянного волокнистого материала.
13. Сердечник по любому из пп.3 - 11, отличающийся тем, что опорные элементы (3) состоят из металла, предпочтительно алюминия, для повторного использования, в то время как торцевые кольца (1, 2) состоят из деревянного волокнистого материала для полезного применения.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9600198A SE505888C2 (sv) | 1996-01-19 | 1996-01-19 | Framställning av spole av böjligt föremål och kärna därför |
| SE9600198-7 | 1996-01-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU98115393A RU98115393A (ru) | 2000-09-20 |
| RU2172290C2 true RU2172290C2 (ru) | 2001-08-20 |
Family
ID=20401081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU98115393/12A RU2172290C2 (ru) | 1996-01-19 | 1997-01-16 | Способ изготовления катушки из гибкого предмета и ее сердечника |
Country Status (22)
| Country | Link |
|---|---|
| US (1) | US5954294A (ru) |
| EP (1) | EP0879205B1 (ru) |
| JP (1) | JP2000503290A (ru) |
| CN (1) | CN1093497C (ru) |
| AR (1) | AR004418A1 (ru) |
| AT (1) | ATE236068T1 (ru) |
| AU (1) | AU708082B2 (ru) |
| BR (1) | BR9707034A (ru) |
| CA (1) | CA2242330A1 (ru) |
| CZ (1) | CZ287487B6 (ru) |
| DE (1) | DE69720425T2 (ru) |
| EE (1) | EE03959B1 (ru) |
| HU (1) | HU220852B1 (ru) |
| IL (1) | IL125152A (ru) |
| NO (1) | NO310970B1 (ru) |
| PL (1) | PL184513B1 (ru) |
| RU (1) | RU2172290C2 (ru) |
| SE (1) | SE505888C2 (ru) |
| TR (1) | TR199801384T2 (ru) |
| UA (1) | UA29523C2 (ru) |
| WO (1) | WO1997026206A1 (ru) |
| ZA (1) | ZA97318B (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU220098U1 (ru) * | 2023-05-16 | 2023-08-24 | Алексей Викторович Золотенков | Сборный кабельный барабан |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6260790B1 (en) * | 1999-12-24 | 2001-07-17 | Kelly T. Harrah | Coiled pipe dispensing rack |
| US6527220B2 (en) * | 2000-12-06 | 2003-03-04 | Petroflex, N.A., Inc. | Knockdown, changeable reel system and method |
| US20040040450A1 (en) * | 2002-09-04 | 2004-03-04 | Peroni Drew B. | Wire coil winding apparatus and method |
| ES2239521B1 (es) * | 2003-10-07 | 2007-02-16 | Cables De Comunicaciones Zaragoza, S.L. | Dispositivo para conformar rollos de cable. |
| US20090084887A1 (en) * | 2005-04-15 | 2009-04-02 | Aiston Christopher J | Molded modular cable dunnage system |
| US7281679B1 (en) * | 2006-06-05 | 2007-10-16 | Douglas Kevin Jones | Replaceable reel stave cover and methods of making the same |
| WO2009143919A1 (de) * | 2008-05-29 | 2009-12-03 | Adc Gmbh | Vorrichtung zum abgeben eines telekommunikationskabels von einer rolle |
| ES2350779B1 (es) * | 2008-06-30 | 2011-11-18 | Jose Javier Ibiricu Resano | Carcasa para rollo de material filiforme |
| US8177157B2 (en) * | 2008-10-15 | 2012-05-15 | Lincoln Global, Inc. | Castellated reel core |
| US8827687B2 (en) * | 2008-11-24 | 2014-09-09 | Xerox Corporation | Mass-less belt mandrel |
| US8985541B2 (en) * | 2010-06-11 | 2015-03-24 | Sennco Solutions | Cable roller, system and/or method for extending and/or retracting a coiled cable |
| WO2012018787A2 (en) * | 2010-08-02 | 2012-02-09 | Adc Telecommunications, Inc. | Cable spool assembly |
| AU2010257221B2 (en) | 2010-12-15 | 2016-10-06 | Commscope Technologies Llc | Assembly for dispensing cable |
| FR2980785B1 (fr) * | 2011-09-30 | 2014-07-04 | Technip France | Bobine de grand diametre pour conduite tubulaire flexible et procede de fabrication |
| EP2751003B1 (en) * | 2011-09-30 | 2017-03-01 | Telefonaktiebolaget LM Ericsson (publ) | A stabilizing centre core for stabilizing a coil of duct or cable |
| US9669990B2 (en) * | 2011-12-22 | 2017-06-06 | Foretrek Systems Pty Ltd | Sleeve for a cable spool |
| CN102583114A (zh) * | 2012-02-09 | 2012-07-18 | 江苏群业电工有限公司 | 一种双反圈可拆卸式全钢瓦楞电线电缆交货盘 |
| EP2836452A4 (en) * | 2012-04-13 | 2015-11-18 | Ericsson Telefon Ab L M | CENTRAL WHEEL FOR WINDING A DRIVE OR CABLE ON A CENTRAL SOUL OF STABILIZATION |
| CN103010990B (zh) | 2012-12-03 | 2015-04-15 | 浙江双友物流器械股份有限公司 | 一种绞车的带轴连接件及制作方法 |
| CN103612950B (zh) * | 2013-11-29 | 2016-06-29 | 国家电网公司 | 钢丝绳缠绕器 |
| CN103754695A (zh) * | 2014-01-20 | 2014-04-30 | 李超 | 自动夹紧、分离的线带绕制装置 |
| US9670031B2 (en) | 2014-04-09 | 2017-06-06 | Sonoco Development, Inc. | Zero turn radius reel |
| US9463949B2 (en) * | 2014-04-09 | 2016-10-11 | Sonoco Development, Inc. | Zero turn radius reel |
| CN103879843B (zh) * | 2014-04-14 | 2016-03-16 | 张家港润盛科技材料有限公司 | 一种铝板收卷盘 |
| CN103879809B (zh) * | 2014-04-14 | 2016-03-02 | 张家港润盛科技材料有限公司 | 一种用于铝板收卷机构的支撑柱 |
| WO2016137421A1 (en) * | 2015-02-26 | 2016-09-01 | Kordsa Global Endustriyel Iplik Ve Kord Bezi Sanayi Ve Ticaret Anonim Sirketi | A yarn winding tube |
| US10730717B2 (en) * | 2015-04-29 | 2020-08-04 | Mick Zoske | Hose mover |
| KR101725136B1 (ko) * | 2015-10-08 | 2017-04-10 | 양병욱 | 권취장치 |
| MX2019004060A (es) | 2016-10-10 | 2019-09-19 | Trinity Bay Equipment Holdings Llc | Remolque de instalacion para tuberia flexible enrollada y metodo para utilizar el mismo. |
| CA3116208A1 (en) | 2018-10-12 | 2020-04-16 | Trinity Bay Equipment Holdings, LLC | Installation trailer for coiled flexible pipe and method of utilizing same |
| US10577230B1 (en) * | 2018-10-22 | 2020-03-03 | Gary Shelton | Winch device |
| KR101981652B1 (ko) * | 2019-03-12 | 2019-05-23 | 강병우 | 가변 가능한 호스 권치장치 |
| CN110526030B (zh) * | 2019-08-05 | 2021-04-13 | 晶锋集团股份有限公司 | 一种电缆生产用缠绕机 |
| CN111003239B (zh) * | 2019-12-12 | 2020-12-08 | 徐州汇捷机械制造有限公司 | 一种金属板材卷绕成型后捆扎处理机械 |
| CN111377306B (zh) * | 2020-03-30 | 2021-01-29 | 西安交通大学 | 一种快拆胀缩式背衬纸收卷装置及收卷方法 |
| CN111824863A (zh) * | 2020-08-19 | 2020-10-27 | 成都五一科技有限公司 | 新型卷绕轮及具有该新型卷绕轮的卷绕机 |
| TWI772168B (zh) * | 2021-09-02 | 2022-07-21 | 大陸商常州欣盛半導體技術股份有限公司 | 卷輪修復裝置及修復方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2667257A (en) * | 1952-02-19 | 1954-01-26 | S Ricardo Hurtado | Spool for typewriter ribbons |
| US3134557A (en) * | 1960-09-16 | 1964-05-26 | Cohen Leonard | Metal spool |
| US3552677A (en) * | 1968-12-16 | 1971-01-05 | Plastics Inc | Knockdown spool |
| US3661341A (en) * | 1969-11-24 | 1972-05-09 | Stephen L Eifrid | Collapsible reel |
| US3817475A (en) * | 1972-06-09 | 1974-06-18 | M Goldstein | Collapsible reel |
| US3836093A (en) * | 1972-11-17 | 1974-09-17 | Acrometal Products Inc | Barrel stave reel |
| GB1404448A (en) * | 1974-03-19 | 1975-08-28 | Freeland B E | Reels |
| GB2053848A (en) * | 1979-07-23 | 1981-02-11 | Borri & Sormani Essebi | A bead roll structure, and a supporting device for winding and unwinding the roll |
| US4620676A (en) * | 1985-09-19 | 1986-11-04 | Manfred Missalla | Dismountable reel |
| US4883178A (en) * | 1987-12-16 | 1989-11-28 | Agfa-Gevaert Aktiengessellschaft | Multiple packing for magnetic tapes wound on cores |
| SE9001334D0 (sv) * | 1990-04-12 | 1990-04-12 | Ulf Lindstrand | Kabeltrumma |
| US5464171A (en) * | 1993-11-03 | 1995-11-07 | Ripplinger; C. Robert | Mating spool assembly for relieving stress concentrations |
| US5575437A (en) * | 1995-01-12 | 1996-11-19 | Campbell; Kenneth E. | Knockdown reel |
-
1996
- 1996-01-19 SE SE9600198A patent/SE505888C2/sv not_active IP Right Cessation
-
1997
- 1997-01-15 ZA ZA97318A patent/ZA97318B/xx unknown
- 1997-01-16 EP EP97901861A patent/EP0879205B1/en not_active Expired - Lifetime
- 1997-01-16 US US09/101,199 patent/US5954294A/en not_active Expired - Fee Related
- 1997-01-16 UA UA98073903A patent/UA29523C2/ru unknown
- 1997-01-16 JP JP9525916A patent/JP2000503290A/ja active Pending
- 1997-01-16 AT AT97901861T patent/ATE236068T1/de not_active IP Right Cessation
- 1997-01-16 PL PL97327972A patent/PL184513B1/pl not_active IP Right Cessation
- 1997-01-16 CZ CZ19982146A patent/CZ287487B6/cs not_active IP Right Cessation
- 1997-01-16 CN CN97191789A patent/CN1093497C/zh not_active Expired - Fee Related
- 1997-01-16 DE DE69720425T patent/DE69720425T2/de not_active Expired - Fee Related
- 1997-01-16 IL IL12515297A patent/IL125152A/en not_active IP Right Cessation
- 1997-01-16 TR TR1998/01384T patent/TR199801384T2/xx unknown
- 1997-01-16 RU RU98115393/12A patent/RU2172290C2/ru not_active IP Right Cessation
- 1997-01-16 CA CA002242330A patent/CA2242330A1/en not_active Abandoned
- 1997-01-16 WO PCT/SE1997/000054 patent/WO1997026206A1/en active IP Right Grant
- 1997-01-16 BR BR9707034A patent/BR9707034A/pt not_active IP Right Cessation
- 1997-01-16 AU AU15613/97A patent/AU708082B2/en not_active Ceased
- 1997-01-16 EE EE9800206A patent/EE03959B1/xx not_active IP Right Cessation
- 1997-01-16 HU HU9901169A patent/HU220852B1/hu not_active IP Right Cessation
- 1997-01-17 AR ARP970100189A patent/AR004418A1/es unknown
-
1998
- 1998-07-06 NO NO19983110A patent/NO310970B1/no not_active IP Right Cessation
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU220098U1 (ru) * | 2023-05-16 | 2023-08-24 | Алексей Викторович Золотенков | Сборный кабельный барабан |
| RU2828874C1 (ru) * | 2023-12-16 | 2024-10-21 | Иван Юрьевич Пугачев | Размотчик |
| RU2822945C1 (ru) * | 2024-04-04 | 2024-07-16 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" | Способ размещения тел заданной формы в корпусе |
Also Published As
| Publication number | Publication date |
|---|---|
| IL125152A0 (en) | 1999-01-26 |
| ZA97318B (en) | 1997-07-17 |
| CN1209788A (zh) | 1999-03-03 |
| PL184513B1 (pl) | 2002-11-29 |
| NO310970B1 (no) | 2001-09-24 |
| CA2242330A1 (en) | 1997-07-24 |
| NO983110L (no) | 1998-08-31 |
| EP0879205A1 (en) | 1998-11-25 |
| IL125152A (en) | 2002-12-01 |
| EE9800206A (et) | 1998-12-15 |
| SE9600198L (sv) | 1997-07-20 |
| HUP9901169A3 (en) | 2000-07-28 |
| AU708082B2 (en) | 1999-07-29 |
| WO1997026206A1 (en) | 1997-07-24 |
| BR9707034A (pt) | 1999-07-20 |
| HU220852B1 (en) | 2002-06-29 |
| DE69720425T2 (de) | 2003-10-30 |
| CN1093497C (zh) | 2002-10-30 |
| TR199801384T2 (xx) | 1998-10-21 |
| CZ287487B6 (en) | 2000-12-13 |
| UA29523C2 (ru) | 2000-11-15 |
| EP0879205B1 (en) | 2003-04-02 |
| SE9600198D0 (sv) | 1996-01-19 |
| HUP9901169A2 (hu) | 1999-08-30 |
| US5954294A (en) | 1999-09-21 |
| SE505888C2 (sv) | 1997-10-20 |
| ATE236068T1 (de) | 2003-04-15 |
| EE03959B1 (et) | 2003-02-17 |
| PL327972A1 (en) | 1999-01-04 |
| DE69720425D1 (de) | 2003-05-08 |
| JP2000503290A (ja) | 2000-03-21 |
| AR004418A1 (es) | 1998-12-16 |
| CZ214698A3 (cs) | 1998-12-16 |
| AU1561397A (en) | 1997-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2172290C2 (ru) | Способ изготовления катушки из гибкого предмета и ее сердечника | |
| RU2075428C1 (ru) | Способ перемотки длинномерного нитевидного материала и установка для его осуществления | |
| RU98115393A (ru) | Способ изготовления катушки из гибкого предмета и ее сердечника | |
| US6722607B2 (en) | Knockdown, changeable reel system and method | |
| MXPA97004068A (en) | Winding arrangement for rolling an extended and average flexible element of rolling or devan | |
| US20150122929A1 (en) | Cable reel assembly | |
| MX2012004991A (es) | Estructura de carrete modular. | |
| US5921499A (en) | Tool for a disposable drum | |
| EP1165423B1 (en) | Box-like dispenser with a supporting device for a reel with a wound-on electrical cord or similar rope-like element, which can be unreeled from the dispenser | |
| CZ279896A3 (en) | Disposable drum | |
| WO1992021603A1 (en) | Tool for supporting a body with a coil of a continuous flexible object | |
| US11177637B1 (en) | Core-including item provided with staggered anchoring locations for holding windable material and associated method | |
| US20110180653A1 (en) | Spool assembly with a sealing barrel | |
| EP1301417B1 (en) | Antitwist box | |
| CA3206937A1 (en) | Reusable reel holder and bag with reusable reel holder | |
| US20220098002A1 (en) | Reusable reel | |
| JPH0249262Y2 (ru) | ||
| MX9801020A (es) | Carrete que tiene costillas de soporte radiales sobre la pestaña. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20040117 |