KR20090021094A - Vapor deposition mask and manufacturing method of vapor deposition mask - Google Patents
Vapor deposition mask and manufacturing method of vapor deposition mask Download PDFInfo
- Publication number
- KR20090021094A KR20090021094A KR1020080082254A KR20080082254A KR20090021094A KR 20090021094 A KR20090021094 A KR 20090021094A KR 1020080082254 A KR1020080082254 A KR 1020080082254A KR 20080082254 A KR20080082254 A KR 20080082254A KR 20090021094 A KR20090021094 A KR 20090021094A
- Authority
- KR
- South Korea
- Prior art keywords
- groove
- hole
- metal sheet
- holes
- deposition mask
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 64
- 238000007740 vapor deposition Methods 0.000 title claims description 85
- 229910052751 metal Inorganic materials 0.000 claims abstract description 219
- 239000002184 metal Substances 0.000 claims abstract description 219
- 230000008021 deposition Effects 0.000 claims abstract description 140
- 238000005530 etching Methods 0.000 claims description 84
- 238000000034 method Methods 0.000 claims description 63
- 239000011347 resin Substances 0.000 claims description 25
- 229920005989 resin Polymers 0.000 claims description 25
- 230000015572 biosynthetic process Effects 0.000 claims description 10
- 238000007789 sealing Methods 0.000 claims description 4
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 230000003247 decreasing effect Effects 0.000 claims 2
- 238000000151 deposition Methods 0.000 abstract description 135
- 239000000463 material Substances 0.000 abstract description 58
- 230000035515 penetration Effects 0.000 abstract 3
- 239000010408 film Substances 0.000 description 39
- 239000000758 substrate Substances 0.000 description 23
- 239000011521 glass Substances 0.000 description 19
- 238000012986 modification Methods 0.000 description 18
- 230000004048 modification Effects 0.000 description 18
- 238000005520 cutting process Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 230000003628 erosive effect Effects 0.000 description 6
- 238000004804 winding Methods 0.000 description 6
- 238000005137 deposition process Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

















Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
- C23F1/04—Chemical milling
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/10—Apparatus or processes specially adapted to the manufacture of electroluminescent light sources
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
- High Energy & Nuclear Physics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
Abstract
Description
본 발명은 원하는 패턴으로 증착을 행하기 위해 이용되는 증착 마스크에 관한 것으로, 특히 증착 재료를 높은 이용 효율로 성막할 수 있는 증착 마스크에 관한 것이다.BACKGROUND OF THE
또한, 본 발명은 원하는 패턴으로 증착을 행하기 위해 이용되는 증착 마스크를 제조하는 방법에 관한 것으로, 특히 증착 재료를 높은 이용 효율로 성막할 수 있는 증착 마스크의 제조 방법에 관한 것이다.The present invention also relates to a method of manufacturing a deposition mask used for performing deposition in a desired pattern, and more particularly, to a method of manufacturing a deposition mask capable of forming a deposition material with high utilization efficiency.
종래, 원하는 패턴으로 배열된 관통 구멍을 포함하는 증착용 마스크를 이용하여 원하는 패턴으로 박막을 형성하는 방법이 알려져 있다. 그리고, 작금에 있어서는, 예를 들어 유기 EL 표시 장치의 제조 시에 있어서 유기 재료를 기판 상에 증착할 경우 등, 매우 고가의 재료를 성막할 때에 증착이 이용되는 경우가 있다. 또한, 증착용 마스크는 일반적으로 포트리소그래피 기술을 이용한 에칭에 의해 금속판에 관통 구멍을 형성함으로써 제조될 수 있다(예를 들어, JP2004-39319A).Background Art Conventionally, a method of forming a thin film in a desired pattern using a deposition mask including a through hole arranged in a desired pattern is known. In recent years, vapor deposition may be used to form a very expensive material, for example, in the case of depositing an organic material on a substrate during the manufacture of an organic EL display device. In addition, a deposition mask can generally be manufactured by forming through holes in a metal plate by etching using a photolithography technique (for example, JP2004-39319A).
그런데, 증착 마스크를 이용하여 증착 재료를 기판에 성막할 경우 증착 마스 크에도 증착 재료가 부착된다. 즉, 사용된 증착 재료 전부가 기판에 부착되는 것은 아니다. 또한, 증착 마스크의 개공율이 낮아지면, 증착 재료의 이용 효율도 저하되어 버린다. 예를 들어, 컬러 표시 장치를 제조하기 위해 유기 발광 재료를 기판에 증착할 경우, 하나의 색을 발광할 수 있는 유기 발광 재료를 증착하기 위한 증착 마스크의 개공율은 통상 34% 미만이 되어, 증착 재료의 이용 효율은 매우 낮은 값이 된다. 고가의 증착 재료를 이용할 경우, 이용 효율이 낮은 것은 큰 문제가 된다. 또한, 여기서 말하는 이용 효율이란, 이용된 증착 재료 중 기판에 부착된 비율을 가리키고 있다.However, when the deposition material is deposited on the substrate using the deposition mask, the deposition material is also attached to the deposition mask. That is, not all of the deposition materials used are attached to the substrate. In addition, when the porosity of the deposition mask decreases, the utilization efficiency of the deposition material also decreases. For example, when an organic light emitting material is deposited on a substrate to manufacture a color display device, the porosity of the deposition mask for depositing an organic light emitting material capable of emitting a single color is usually less than 34%, so that the deposition is performed. The utilization efficiency of the material is very low. When using expensive evaporation materials, low use efficiency becomes a big problem. In addition, the utilization efficiency referred to here refers to the ratio which adhered to the board | substrate among the used vapor deposition materials.
또한, 증착 재료 중에는 증착 마스크를 이루는 금속제 시트의 시트면에 대하여 비스듬히 이동하여 기판을 향하는 것도 있다. 비스듬히 이동하는 증착 재료를 유효하게 이용하여 증착 재료의 이용 효율을 높이기 위해서는, 벽면이 크게 경사지고 끝이 가늘어지는 관통 구멍을 금속제 시트에 형성하는 것이 바람직하다. 그러나, 에칭에 의해 금속제 시트에 관통 구멍을 형성하려면, 관통 구멍의 벽면을 크게 경사지게 하는 것이 곤란할 경우가 있다. 구체적으로는, 인접하는 구멍의 이격 간격이 짧을 경우, 이웃한 구멍에 면하는 측의 벽면이 우뚝 솟아 버리는 경향이 있다. 또한, 평면에서 보아 장방형 형상을 갖는 관통 구멍을 에칭에 의해 제작할 경우에는 관통 구멍의 긴 변측의 벽면을 크게 기울게 할 수 있는 한편, 관통 구멍의 짧은 변측의 벽면이 우뚝 솟아 버리는 경향이 있다.In addition, some vapor deposition materials may move at an angle with respect to the sheet surface of the metal sheet constituting the vapor deposition mask and face the substrate. In order to increase the utilization efficiency of the vapor deposition material by effectively using the vapor deposition material moving at an angle, it is preferable to form through holes in which the wall surface is greatly inclined and the ends are thinned. However, in order to form a through hole in a metal sheet by etching, it may be difficult to incline the wall surface of a through hole largely. Specifically, when the spacing interval of adjacent holes is short, there exists a tendency for the wall surface of the side which faces an adjacent hole to rise. In addition, when a through hole having a rectangular shape in plan view is produced by etching, the wall surface on the long side of the through hole can be greatly inclined, while the wall surface on the short side of the through hole tends to rise.
본 발명은, 이러한 점을 고려하여 이루어진 것으로, 증착 재료를 높은 이용 효율로 성막할 수 있는 증착 마스크를 제공하는 것을 목적으로 한다. 또한, 본 발명은 증착 재료를 높은 이용 효율로 성막할 수 있는 증착 마스크의 제조 방법을 제공하는 것을 목적으로 한다.This invention is made | formed in view of this point, Comprising: It aims at providing the vapor deposition mask which can form a vapor deposition material into a high utilization efficiency. Moreover, an object of this invention is to provide the manufacturing method of a vapor deposition mask which can form a vapor deposition material into a high utilization efficiency.
그런데, 관통 구멍의 벽면이 우뚝 솟아 있으면, 증착 재료의 이용 효율이 악화될 뿐만 아니라, 또 다른 문제를 발생시킨다. 증착 마스크를 이루는 금속제 시트는 제조 상의 제약 또는 사용 상의 제약 때문에 어느 정도의 두께를 갖고 있다. 따라서, 관통 구멍의 벽면이 우뚝 솟아 있으면, 상술한 바와 같이 증착 재료의 일부가 비스듬히 이동하기 때문에 피증착 영역(성막되어야 할 영역)의 가장자리부 영역에 소정의 두께로 안정적으로 성막하는 것이 곤란하게 된다. 이 문제를 회피하기 위해 관통 구멍을 원하는 패턴보다도 크게 하는 것이 유효하다고 생각되어지고 있다. 그러나, 이 방법을 채용하면, 인접하는 피증착 영역이 근접하고 있을 경우에 증착 마스크의 관통 구멍이 연결되어 버린다. 따라서, 예를 들어 표시 장치의 각 화소로서 유기 발광 재료를 성막할 경우 등에 있어서는 이 방법을 채용할 수 없어, 인접하는 피성막 영역(화소)을 별도의 증착 공정으로 증착해야 한다. 즉, 1회의 증착 공정에 있어서 하나 간격으로 절반 정도의 피성막 영역을 증착하고, 2회째의 증착 공정에 있어서 남은 피성막 영역을 증착함으로써 동일 재료를 2회에 나누어 증착해야 한다. 이로 인해, 컬러 표시 장치를 제작하기 위해 3종류의 유기 발광 재료를 증착할 경우에는 1종류의 유기 발광 재료당 2회, 합계 6회의 증착 공정 을 마련해야 한다. 본 발명에 의해 이러한 문제를 해결하여 증착 공정의 횟수를 삭감할 수 있으면 더 바람직하다.By the way, when the wall surface of the through-hole rises, not only the utilization efficiency of vapor deposition material deteriorates but it also raises another problem. The metal sheet constituting the deposition mask has a certain thickness due to manufacturing restrictions or restrictions on use. Therefore, when the wall surface of the through hole is raised, part of the deposition material moves at an angle as described above, so that it is difficult to stably form a film with a predetermined thickness in the edge region of the deposition area (region to be deposited). . In order to avoid this problem, it is considered effective to make the through hole larger than the desired pattern. However, when this method is adopted, the through-holes of the deposition masks are connected when adjacent deposition areas are adjacent. Therefore, in the case of forming an organic light emitting material as each pixel of the display device, for example, this method cannot be employed, and adjacent film formation regions (pixels) must be deposited by a separate deposition process. That is, it is necessary to deposit the same material in two portions by depositing about half of the film formation region at one interval in one deposition process and depositing the remaining film formation region in the second deposition process. For this reason, when three types of organic light emitting materials are deposited in order to fabricate a color display device, it is necessary to provide a deposition process twice in total, six times per one type of organic light emitting material. It is more preferable if the present invention can solve such a problem and reduce the number of deposition steps.
본 발명에 의한 증착 마스크는 제1면 및 상기 제1면과는 반대측인 제2면을 갖고, 상기 제1면과 상기 제2면 사이를 연장하는 관통 구멍이 형성된 금속제 시트를 구비하고, 상기 금속제 시트의 상기 제1면측에 선 형상으로 연장되는 홈이 형성되고, 상기 금속제 시트의 상기 제2면측에 구멍이 형성되어 있어 상기 홈과 상기 구멍은 통해 있으며, 상기 홈과 상기 구멍에 의해 상기 금속제 시트를 관통하는 관통 구멍이 형성되어 있는 것을 특징으로 한다. The deposition mask according to the present invention includes a metal sheet having a first surface and a second surface opposite to the first surface, the metal sheet having a through hole extending between the first surface and the second surface, A groove extending in a linear shape is formed on the first surface side of the sheet, and a hole is formed on the second surface side of the metal sheet so that the groove and the hole are through, and the metal sheet is formed by the groove and the hole. It is characterized in that a through hole penetrating the through.
본 발명에 의한 증착 마스크에 있어서, 상기 홈은 상기 금속제 시트를 상기 제1면의 측부터 에칭함으로써 형성되도록 해도 된다.In the deposition mask according to the present invention, the groove may be formed by etching the metal sheet from the side of the first surface.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 제1면측으로부터 상기 제2면측을 향해 상기 금속제 시트의 시트면을 따른 단면에 있어서의 상기 홈의 단면적은 점차로 작아져 가도록 해도 된다.In the vapor deposition mask according to the present invention, the cross-sectional area of the groove in the cross section along the sheet surface of the metal sheet may be gradually reduced from the first surface side to the second surface side.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 구멍은 상기 금속제 시트를 상기 제2면의 측부터 에칭함으로써 형성되도록 해도 된다.In the vapor deposition mask according to the present invention, the hole may be formed by etching the metal sheet from the side of the second surface.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 제2면측으로부터 상기 제1면측을 향해, 상기 금속제 시트의 시트면을 따른 단면에 있어서의 상기 구멍의 단면적은 점차로 작아져 가도록 해도 된다.Moreover, in the vapor deposition mask which concerns on this invention, the cross-sectional area of the said hole in the cross section along the sheet surface of the said metal sheet may become small gradually from the said 2nd surface side toward the said 1st surface side.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 홈의 벽면과 상기 구멍의 벽면의 접속부에 의해 둘러싸이는 영역은, 상기 금속제 시트의 시트면의 법선 방향 으로부터 관찰한 경우에 있어서 장방형 형상을 갖고, 상기 접속부에 의해 둘러싸이는 영역의 길이 방향은 상기 선 형상의 홈의 길이 방향을 따라 연장되도록 해도 된다.Moreover, in the vapor deposition mask which concerns on this invention, the area | region enclosed by the connection part of the wall surface of the said groove | channel and the wall surface of the said hole has a rectangular shape when it observes from the normal direction of the sheet surface of the said metal sheet, The longitudinal direction of the area enclosed by the connecting portion may extend along the longitudinal direction of the linear groove.
또한, 본 발명에 의한 증착 마스크에 있어서 직선 형상으로 연장되는 상기 홈이 서로 평행하게 복수 형성되어 있도록 해도 된다.In the vapor deposition mask according to the present invention, a plurality of the grooves extending in a linear shape may be formed in parallel with each other.
또한, 본 발명에 의한 증착 마스크에 있어서 상기 구멍이 상기 홈의 길이 방향을 따라 간격을 두고 복수 형성되어 있도록 해도 된다.In the vapor deposition mask according to the present invention, a plurality of the holes may be formed at intervals along the longitudinal direction of the grooves.
또한, 본 발명에 의한 증착 마스크에 있어서, 서로 평행하게 연장되는 복수의 홈이 등간격을 두고 형성되고, 각 홈의 길이 방향을 따라 복수의 구멍이 등간격을 두고 형성되고, 상기 금속제 시트의 시트면의 법선 방향으로부터 관찰한 경우에 있어서, 각 홈의 길이 방향을 따라 인접하는 2개의 관통 구멍 사이의 길이는 인접하는 홈에 각각 형성된 2개의 관통 구멍 사이의 길이보다도 짧게 해도 된다.Further, in the deposition mask according to the present invention, a plurality of grooves extending in parallel to each other are formed at equal intervals, and a plurality of holes are formed at equal intervals along the longitudinal direction of each groove, and the sheet of the metal sheet In the case of observing from the normal direction of the surface, the length between two adjacent through holes in the longitudinal direction of each groove may be shorter than the length between two through holes respectively formed in the adjacent grooves.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 구멍이 상기 홈의 길이 방향을 따라 간격을 두고 복수 형성되어 있는 경우, 상기 홈의 상기 길이 방향에 직교하는 방향을 따른 상기 홈의 상기 제1면 상에 있어서의 폭은, 상기 길이 방향에 있어서의 상기 구멍이 형성되어 있는 부분보다도 상기 길이 방향에 있어서의 인접하는 2개의 구멍 사이의 부분에 있어서 좁아져 있도록 해도 된다.Further, in the deposition mask according to the present invention, when a plurality of the holes are formed at intervals along the longitudinal direction of the groove, on the first surface of the groove along a direction orthogonal to the longitudinal direction of the groove. The width in may be narrower in the portion between two adjacent holes in the longitudinal direction than in the portion in which the hole in the longitudinal direction is formed.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 홈은, 상기 제1면측에 형성된 복수의 구멍에 의해 형성되어 있고, 상기 복수의 구멍 중 상기 홈의 상기 길이 방향을 따라 인접하는 2개의 구멍은 상기 제1면에 있어서 접속되어 있도록 해도 된다.In the vapor deposition mask according to the present invention, the groove is formed by a plurality of holes formed on the first surface side, and two holes adjacent to each other along the longitudinal direction of the groove are among the plurality of holes. You may make it connected in a 1st surface.
또한, 본 발명에 의한 증착 마스크에 있어서, 상기 구멍이 상기 홈의 길이 방향을 따라 간격을 두고 복수 형성되어 있을 경우, 상기 홈은, 상기 제1면측에 형성된 복수의 구멍에 의해 형성되어 있으며, 상기 복수의 구멍 중 상기 홈의 상기 길이 방향을 따라 인접하는 2개의 구멍은 상기 제1면에 있어서 접속되어 있고, 상기 제2면측에 형성된 구멍은 상기 제1면측에 형성되어 상기 홈을 구성하는 구멍에 대면하는 위치에 배치되어 있도록 해도 된다.In the vapor deposition mask according to the present invention, when the plurality of holes are formed at intervals along the longitudinal direction of the grooves, the grooves are formed by a plurality of holes formed on the first surface side. Two holes which are adjacent in the said longitudinal direction of the said groove among the some hole are connected in the said 1st surface, and the hole formed in the said 2nd surface side is formed in the hole which is formed in the said 1st surface side, and comprises the said groove | channel You may be arrange | positioned at the position facing.
본 발명에 의한 증착 마스크의 제조 방법은 제1면 및 상기 제1면과는 반대측인 제2면을 갖는 금속제 시트를 에칭하여 상기 금속제 시트의 상기 제1면측에 선 형상으로 연장되는 홈을 형성하는 공정과, 상기 금속제 시트를 에칭하여 상기 금속제 시트의 상기 제2면측에 구멍을 형성하는 공정을 포함하고, 상기 홈과 상기 구멍이 통하여 상기 홈과 상기 구멍에 의해 상기 금속제 시트를 관통하는 관통 구멍이 형성되도록 상기 홈 및 상기 구멍이 형성되는 것을 특징으로 한다.In the method of manufacturing a deposition mask according to the present invention, a metal sheet having a first surface and a second surface opposite to the first surface is etched to form grooves extending linearly on the first surface side of the metal sheet. And forming a hole in the second surface side of the metal sheet by etching the metal sheet, wherein the through hole penetrates the metal sheet by the groove and the hole through the groove and the hole. The groove and the hole are formed to be formed.
본 발명에 의한 증착 마스크의 제조 방법에 있어서, 서로 평행하게 연장되는 복수의 홈이 등간격을 두고 형성되고, 각 홈의 길이 방향을 따르도록 하여 복수의 구멍이 등간격을 두고 형성되고, 상기 금속제 시트의 시트면의 법선 방향으로부터 관찰한 경우에 있어서, 각 홈의 길이 방향을 따라 인접하는 2개의 관통 구멍 사이의 길이는 인접하는 홈에 각각 형성된 2개의 관통 구멍 사이의 길이보다도 짧아지도록 해도 된다.In the method for manufacturing a deposition mask according to the present invention, a plurality of grooves extending in parallel to each other are formed at equal intervals, and a plurality of holes are formed at equal intervals along the longitudinal direction of each groove, and the metal In the case of observing from the normal direction of the sheet surface of the sheet, the length between two adjacent through holes along the longitudinal direction of each groove may be shorter than the length between two through holes respectively formed in the adjacent grooves.
또한, 본 발명에 의한 증착 마스크의 제조 방법에 있어서, 상기 홈의 벽면과 상기 구멍의 벽면의 접속부에 의해 둘러싸이는 영역이 상기 금속제 시트의 시트면의 법선 방향으로부터 관찰한 경우에 있어서, 장방형 형상을 갖도록 상기 홈 및 상기 구멍이 형성되고, 상기 접속부에 의해 둘러싸이는 영역의 길이 방향은 상기 선 형상의 홈의 길이 방향을 따라 연장되도록 해도 된다.Moreover, in the manufacturing method of the vapor deposition mask which concerns on this invention, when the area | region enclosed by the connection part of the wall surface of the said groove | channel and the wall surface of the said hole is observed from the normal direction of the sheet surface of the said metal sheet, a rectangular shape is formed. The groove and the hole are formed so as to have, and the longitudinal direction of the region enclosed by the connecting portion may extend along the longitudinal direction of the linear groove.
또한, 본 발명에 의한 증착 마스크의 제조 방법이 상기 금속제 시트를 공급하는 공정을 더 포함하고, 상기 홈을 형성하는 공정에 있어서 상기 금속제 시트의 공급 방향을 따라 연장되는 홈이 형성되도록 해도 된다.Moreover, the manufacturing method of the vapor deposition mask which concerns on this invention may further include the process of supplying the said metal sheet, In the process of forming the said groove | channel, you may make it the groove which extends along the supply direction of the said metal sheet.
또한, 본 발명에 의한 증착 마스크의 제조 방법에 있어서, 상기 금속제 시트를 에칭함으로써 상기 홈이 형성되고, 상기 금속제 시트를 에칭함으로써 상기 구멍이 형성되도록 해도 된다.In the method for manufacturing a deposition mask according to the present invention, the groove may be formed by etching the metal sheet, and the hole may be formed by etching the metal sheet.
이러한 증착 마스크의 제조 방법에 있어서, 상기 금속제 시트의 상기 제1면 및 상기 제2면이 동시에 에칭되어 상기 구멍을 형성하는 공정 및 상기 홈을 형성하는 공정이 병행되어 행해지도록 해도 된다.In the manufacturing method of such a vapor deposition mask, the said 1st surface and the said 2nd surface of the said metal sheet may be etched simultaneously, and the process of forming the said hole and the process of forming the said groove may be performed in parallel.
혹은, 이러한 증착 마스크의 제조 방법에 있어서, 상기 금속제 시트의 상기 제1면 및 상기 제2면이 동시에 에칭되어 상기 구멍을 형성하는 공정 및 상기 홈을 형성하는 공정이 병행되어 행해지고, 그 후 상기 구멍을 형성하는 공정 및 상기 홈을 형성하는 공정 중 어느 한 쪽만이 계속해서 행해지도록 해도 된다.Or in the manufacturing method of such a vapor deposition mask, the said 1st surface and the said 2nd surface of the said metal sheet are etched simultaneously, and the process of forming the said hole and the process of forming the said groove are performed in parallel, and the said hole after that Only one of the steps of forming the step and the step of forming the grooves may be performed continuously.
혹은, 이러한 증착 마스크의 제조 방법이 상기 금속제 시트를 에칭함으로써 상기 구멍이 형성된 후에 실시되는 공정이며, 형성된 상기 구멍을 수지로 밀봉하는 공정을 더 구비하고, 상기 구멍을 밀봉한 후에 상기 금속제 시트를 에칭함으로써 상기 제1면측부터 상기 구멍까지 통하는 상기 홈이 형성되도록 해도 된다. 이러한 증착 마스크의 제조 방법의 상기 구멍을 형성하는 공정에 있어서, 상기 금속제 시트의 상기 제1면 및 상기 제2면이 동시에 에칭되어 상기 홈의 형성이 부분적으로 진행되도록 해도 된다.Or the manufacturing method of such a deposition mask is a process performed after the said hole is formed by etching the said metal sheet, The process further includes the process of sealing the formed said hole with resin, and after sealing the said hole, the said metal sheet is etched. As a result, the grooves extending from the first surface side to the holes may be formed. In the step of forming the hole in the method for manufacturing the deposition mask, the first surface and the second surface of the metal sheet may be etched simultaneously to partially form the groove.
또한, 본 발명에 의한 증착 마스크의 제조 방법에 있어서, 상기 구멍을 형성하는 공정은 상기 홈을 형성하는 공정 전에 행해지도록 해도 된다.Moreover, in the manufacturing method of the vapor deposition mask by this invention, the process of forming the said hole may be performed before the process of forming the said groove | channel.
또한, 본 발명에 의한 증착 마스크의 제조 방법에 있어서, 상기 홈을 형성하는 공정은 상기 구멍을 형성하는 공정 전에 행해지도록 해도 된다.Moreover, in the manufacturing method of the vapor deposition mask by this invention, the process of forming the said groove may be performed before the process of forming the said hole.
또한, 본 발명에 의한 증착 마스크의 제조 방법의 상기 홈을 형성하는 공정에 있어서, 인접하는 2개의 구멍이 상기 제1면에 있어서 접속되도록 하고, 복수의 구멍을 선 형상으로 배열하여 상기 제1면측으로부터 형성함으로써 상기 홈을 형성하도록 해도 된다. 이러한 증착 마스크의 제조 방법에 있어서, 상기 제2면측에 형성되는 구멍은 상기 제1면측에 형성되어 상기 홈을 구성하는 구멍에 대면하게 되는 위치에 형성되어도 된다. 또한, 이러한 증착 마스크의 제조 방법의 상기 홈을 형성하는 공정에 있어서, 상기 홈을 구성하는 복수의 구멍은 복수의 관통 구멍이 간격을 두고 배열되어 형성된 레지스트를 상기 제1면 상에 배치한 상태로 상기 금속제 시트의 상기 제1면을 에칭함으로써 상기 레지스트의 상기 관통 구멍에 대응하는 위치에 있어서 상기 금속제 시트의 상기 제1면측에 형성되고, 상기 복수의 구멍으로 이루어지는 홈을 형성하기 위한 에칭은 상기 홈의 길이 방향을 따라 인접하는 2개의 구멍이 당해 2개의 구멍에 각각 대응하는 상기 레지스트의 2개의 관통 구멍 사이에 위치하는 레지스트의 브릿지부의 하측에 있어서 접속되도록 행해져도 좋다.In the step of forming the groove in the method for manufacturing a deposition mask according to the present invention, the two adjacent holes are connected on the first surface, and the plurality of holes are arranged in a linear shape so as to form the first surface side. The groove may be formed by forming from the above. In the manufacturing method of such a deposition mask, the hole formed in the said 2nd surface side may be formed in the position which is formed in the said 1st surface side and faces the hole which comprises the said groove | channel. Further, in the step of forming the groove of the method of manufacturing the deposition mask, the plurality of holes constituting the grooves are arranged in a state in which a plurality of through holes are arranged at intervals to form a resist formed on the first surface. By etching the first surface of the metal sheet, an etching is formed on the first surface side of the metal sheet at a position corresponding to the through hole of the resist, and the etching for forming a groove made of the plurality of holes is performed by the groove. Two holes adjacent to each other along the longitudinal direction of may be connected under the bridge portion of the resist located between the two through holes of the resist corresponding to the two holes, respectively.
본 발명에 따르면, 선 형상의 홈과 구멍에 의해 금속제 시트에 관통 구멍이 형성되어 있다. 따라서, 금속제 시트의 시트면에 대하여 비스듬히 진행하는 증착 재료이며 홈의 길이 방향을 대체적으로 따르도록 하여 진행하는 증착 재료를 높은 효율로 증착에 이용할 수 있다. 이에 의해, 증착 재료의 이용 효율을 높일 수 있다.According to the present invention, through holes are formed in the metal sheet by linear grooves and holes. Therefore, the vapor deposition material which advances at an angle with respect to the sheet surface of a metal sheet, and which advances so that it may generally follow the longitudinal direction of a groove | channel can be used for vapor deposition with high efficiency. Thereby, the utilization efficiency of vapor deposition material can be improved.
이하, 도1 내지 도18을 참조하여 본 발명에 의한 증착 마스크 및 증착 마스크의 제조 방법의 일 실시 형태에 대하여 설명한다. 여기서 도1 내지 도18은 본 발명의 일 실시 형태를 설명하기 위한 도면이다. 또한,이하의 실시 형태에서는 유기 EL 디스플레이 장치를 제조할 때에 유기 발광 재료를 원하는 패턴으로 글래스 기판 상에 패터닝하기 위해 이용되는 증착 마스크(증착용의 메탈 마스크) 및 증착 마스크의 제조 방법을 예로 들어 설명한다. 단, 이와 같은 적용에 한정되지 않고, 다양한 용도에 이용되는 증착 마스크(증착용의 메탈 마스크) 및 증착 마스크의 제조 방법에 대하여 본 발명을 적용할 수 있다.EMBODIMENT OF THE INVENTION Hereinafter, one Embodiment of the vapor deposition mask and the manufacturing method of a vapor deposition mask by this invention are demonstrated with reference to FIGS. 1 to 18 are views for explaining an embodiment of the present invention. In the following embodiments, the deposition mask (metal mask for deposition) used to pattern the organic light emitting material on the glass substrate in a desired pattern when manufacturing the organic EL display device will be described as an example. do. However, the present invention is not limited to such an application, but the present invention can be applied to a deposition mask (metal mask for deposition) and a method of manufacturing the deposition mask used for various applications.
우선 최초로, 본 발명에 의한 증착 마스크의 제조 방법에 의해 제조될 수 있는 증착 마스크의 일례에 대해서, 주로 도1 내지 도5를 참조하여 설명한다. 여기서 도1은 증착 마스크 및 증착 마스크 장치의 일례를 도시하는 사시도이고, 도2는 증착 마스크의 부분 평면도이며, 도3은 도2의 Ⅲ-Ⅲ선을 따라 자른 단면도이며, 도 4는 도2의 Ⅳ-Ⅳ선을 따라 자른 단면도이다.First, an example of the deposition mask which can be manufactured by the manufacturing method of the deposition mask by this invention is demonstrated mainly with reference to FIGS. 1 is a perspective view showing an example of a deposition mask and a deposition mask apparatus, FIG. 2 is a partial plan view of the deposition mask, FIG. 3 is a cross-sectional view taken along line III-III of FIG. 2, and FIG. A cross section taken along the line IV-IV.
도1 내지 도4에 도시한 바와 같이, 증착 마스크(20)는 대향하는 제1면(34a) 및 제2면(34b)을 갖는 금속제 시트(34)로 이루어져 있다. 금속제 시트(34)에는 제1면(34a)과 제2면(34b) 사이를 연장하는 다수의 관통 구멍(25)이 형성되어 있다. 증착 마스크 장치(10)는 도1에 도시한 바와 같이, 증착 마스크(20)와, 이 증착 마스크(20)에 고정된 프레임(15)을 갖고 있다. 도1에 도시하는 예에서, 프레임(15)은 증착 마스크(20)[금속제 시트(34)]의 가장자리부에 설치되어 있다.As shown in Figs. 1 to 4, the
도1에 도시된 증착 마스크 장치(10)는 도5에 도시한 바와 같이 증착 마스크(20)가 글래스 기판(42)에 대면하도록 하여 증착 장치(40) 내에 지지된다. 여기서 도5는 증착 마스크 장치(10)의 사용 방법을 설명하기 위한 도면이다. 증착 장치(40) 내에는 이 증착 마스크 장치(10)를 끼운 글래스 기판(42)의 하측에 증착 재료(일례로서, 유기 발광 재료)(48)를 수용하는 도가니(44)와, 도가니(44)를 가열하는 히터(46)가 배치되어 있다. 도가니(44) 내의 증착 재료(48)는 히터(46)로부터의 가열에 의해 기화 또는 승화되어 글래스 기판(42)의 표면에 부착되게 된다. 상술한 바와 같이, 증착 마스크(20)에는 다수의 관통 구멍(25)이 형성되어 있고, 증착 재료(48)는 이 관통 구멍(25)을 통하여 글래스 기판(42)에 부착된다. 그 결과, 증착 마스크(20)의 관통 구멍(25)의 위치에 대응한 원하는 패턴으로 증착 재료(48)가 글래스 기판(42)의 표면에 성막된다.The
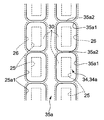
도1 및 도2에 도시한 바와 같이, 본 실시 형태에 있어서 증착 마스크(20)를 이루는 금속제 시트(34)는 평면에서 보아 대략 사각형 형상, 더 정확하게는 평면에 서 보아 대략 사각 형상의 윤곽을 갖고 있다. 도3 및 도4에 도시한 바와 같이 금속제 시트(34)의 제1면(34a)의 측에 선 형상으로 연장되는 홈(26)이 형성되고, 금속제 시트(34)의 제2면(34b)의 측에 구멍(오목부, 구멍)(27)이 형성되어 있다. 구멍(27)과 홈(26)은 통해 있어, 그 결과 구멍(27)과 홈(26)에 의해 금속제 시트(34)를 관통하는 관통 구멍(25)이 형성되어 있다.As shown in Figs. 1 and 2, in the present embodiment, the
도3에 도시하는 예에서, 제1면(34a)측으로부터 제2면(34b)측을 향해, 금속제 시트(34)의 시트면을 따른 단면에 있어서의 홈(26)의 단면적은 점차로 작아져 간다. 이러한 홈(26)은, 예를 들어 후술하는 바와 같이 금속제 시트(34)를 제1면(34a)의 측부터 에칭함으로써 형성될 수 있다. 마찬가지로, 도3 및 도4에 도시하는 예에서, 제2면(34b)측으로부터 제1면(34a)측을 향해 금속제 시트(34)의 시트면을 따른 단면에 있어서의 구멍(27)의 단면적은 점차로 작아져 간다. 이러한 구멍(27)은, 예를 들어 후술하는 바와 같이 금속제 시트(34)를 제2면(34b)의 측부터 에칭함으로써 형성될 수 있다.In the example shown in Fig. 3, the cross-sectional area of the
도1 및 도2에 도시한 바와 같이, 홈(26)은 금속제 시트(34)의 시트면을 따라서 직선 형상으로 연장되어 있다. 금속제 시트(34)의 제1면(34a)에는 서로 평행하게 연장되는 다수의 홈(26)이 형성되어 있다. 각 홈(26)에 대하여, 당해 홈(26)에 통하는 구멍(27)이 다수 형성되어 있다. 각 홈(26)에 대면하는 다수의 구멍(27)은 당해 홈(26)의 길이 방향을 따라 일정한 간격을 두고 직선 상에 배열되어 있다.As shown in Figs. 1 and 2, the
금속제 시트(34)의 시트면에 직교하는 방향(두께 방향, 법선 방향)으로부터 관찰한 경우에 있어서, 다시 말하면 금속제 시트(34)의 평면에서 보아 구멍(27)은 직사각 형상, 더 상세하게는 장방형 형상으로 형성되어 있다. 구멍(27)의 길이 방향, 즉 구멍(27)을 구비한 장방형 형상 윤곽의 긴 변을 따른 방향은 홈(26)의 길이 방향[홈(26)이 연장되는 방향(연장 방향)]을 따라 있다. 도2에 도시한 바와 같이 구멍(27)은 홈(26)에 대면하는 위치에 형성되어 있다. 더 구체적으로는, 홈(26)의 길이 방향에 직교하는 폭 방향 중심에 구멍(27)의 평면에서 보아 중심이 위치하도록 구멍(27)이 배치되어 있다. 구멍(27)의 폭은 홈(26)의 폭보다도 좁다. 또한, 여기서 말하는 직사각 형상 또는 장방형 형상이란 정확한 직사각 형상이나 정확한 장방형만을 가리키는 것은 아니며, 에칭에 의해 직사각 형상 또는 장방형을 제작하고자 한 경우에 제작될 수 있는 대략 사각 형상 및 대략 직사각형을 포함하는 개념이다.In the case of observing from the direction (thickness direction, normal direction) orthogonal to the sheet surface of the
구멍(27)은 금속제 시트(34)의 제2면(34b)으로부터 홈(26)의 저부로 연장되어 있다. 홈(26)의 벽면(26a)과 구멍(27)의 벽면(27a)은 둘레 형상의 접속부(28)에 의해 접속되어 있다. 도3 및 도4에 도시한 바와 같이, 접속부(28)는 개공 면적[평면에서 보아 관통 구멍(25)의 면적]이 최소가 되는 돌출부(28a)의 능선으로 이루어져 있다. 구멍(27)의 평면에서 보아 형상이 장방형 형상이기 때문에 둘레 형상의 접속부(28)에 의해 둘러싸이는 영역도 금속제 시트(34)의 시트면에 직교하는 방향으로부터 관찰한 경우에 있어서(평면에서 보아), 장방형 형상으로 되어 있다. 또한, 도2에 도시한 바와 같이 접속부(28)에 의해 둘러싸이는 영역의 길이 방향은 선 형상의 홈(26)의 길이 방향을 따라 연장되어 있다. 또한, 본 실시 형태에서는, 도2에 도시한 바와 같이 금속제 시트(34)의 시트면에 직교하는 방향으로부터 관찰한 경우에 있어서(평면에서 보아) 각 홈(26)의 길이 방향을 따라 인접하는 2개의 관통 구멍(25)[접속부(28)에 의해 둘러싸이는 영역] 사이의 길이(La)는 인접하는 홈(26)에 각각 형성된 2개의 관통 구멍(25)[접속부(28)에 의해 둘러싸이는 영역] 사이의 길이(Lb)보다도 짧아져 있다.The
그런데, 도6 및 도7에 도시한 바와 같이 증착 마스크 장치(10)가 증착 장치(40)에 수용된 경우 금속제 시트(34)의 제2면(34b)에 대응하는 증착 마스크(20)의 제2면(20b)은 글래스 기판(42)에 대면하고, 금속제 시트(34)의 제1면(34a)에 대응하는 증착 마스크(20)의 제1면(20a)이 증착 재료(48)를 유지한 도가니(44)에 대면한다. 즉, 도6 및 도7에 도시한 바와 같이 증착 재료(48)는 점차 끝이 가늘어 져 가는 홈(26)측부터 관통 구멍(25)으로 들어가고, 그 후 구멍(27)을 거쳐 관통 구멍(25)으로부터 나온다.6 and 7, when the
상술한 바와 같이, 구멍(27)은 제2면(34b)측으로부터 제1면(34a)측을 향하여 끝이 가늘게 되어 있으므로, 관통 구멍(25) 내에 개공 면적이 최소가 되는 돌출부(28a)가 형성되어 있다. 그리고, 이러한 증착 마스크(20)를 이용하여 증착을 행한 경우, 글래스 기판(42) 내의 돌출부(28a)의 이측에 대응하는 영역에 성막되는 증착막(49)의 막 두께는 안정적이지 않다. 본건 발명자가 확인한 바, 유기 EL 디스플레이를 제작할 때에 유기 발광 재료를 증착시키기 위하여 이용되는 증착 마스크(20)에 있어서는, 홈(26)의 벽면(26a)과 구멍(27)의 벽면(27a)의 접속부(28)부터 제2면[34b(20b)]까지의 금속제 시트(34)의 시트면에 직교하는 방향을 따른 길이(Lc)가 10㎛ 이하(더 바람직하게는 5㎛ 이하)이면, 혹은 홈(26)의 벽면(26a)과 구멍(27)의 벽면(27a)의 접속부(28)부터 제1면[34a(20a)]까지의 금속제 시트(34)의 시트면에 직교하는 방향을 따른 길이(Ld)의 3분의 1이하이면, 안정된 막 두께로 피성막 영역(성막되어야 할 영역)에 증착막(49)을 형성할 수 있었다.As described above, the
또한, 도6 및 도7에 도시한 바와 같이 일부 증착 재료(48)는 도가니(44)로부터 글래스 기판(42)을 향하여 직선적으로 이동하지 않고, 글래스 기판(42)의 판면에 대하여 비스듬히 이동하는 경우도 있다. 상술한 바와 같이, 관통 구멍(25)의 단면 형상이 금속제 시트(34)의 시트면에 직교하는 방향으로 우뚝 솟아 있으면, 비스듬히 이동하는 증착 재료(48)를 유효하게 이용할 수 없다.6 and 7 do not move linearly from the
그리고 일반적으로 인접하는 관통 구멍(25)의 이격 간격이 짧을 경우, 이웃한 관통 구멍측의 벽면이 우뚝 솟아 버리는 경향이 있다. 본 실시 형태에 있어서는, 평면에서 보아 관통 구멍(25)이 일방향을 따라 일정한 이격 간격(La)을 두고 배열되어 있는 동시에, 일방향과는 상이한 다른 방향을 따라 이격 간격(La)보다도 긴 이격 간격(Lb)을 두고 배열되어 있다. 그러나, 본 실시 형태에 따르면 보다 이격 간격(La)이 짧아지는 일방향을 따라 홈(26)이 연장되어 있기 때문에, 관통 구멍(25)의 길이 방향을 가로 지르는 단면에 있어서, 일방향에 있어서의 이웃한 관통 구멍측의 벽면이 우뚝 솟아 있기는 커녕, 도7에 도시한 바와 같이 관통 구멍(25)을 이루는 벽면 자체가 두께(Lc)를 조정한 구멍(27) 부분밖에 존재하지 않는다.And generally, when the space | interval spacing of the adjacent through-
또한 일반적으로, 평면에서 보아 장방형 형상을 갖는 관통 구멍(25)의 길이 방향을 가로 지르는 단면(장방형 형상의 짧은 변을 가로 지르는 단면)에 있어서, 관통 구멍(25)의 벽면은 우뚝 솟아 있는 경향이 있다. 즉, 평면에서 보아 장방형 형상을 갖는 관통 구멍(25)의 짧은 변측의 벽면은 우뚝 솟아 있는 경향이 있다. 그러나, 본 실시 형태에 따르면 관통 구멍(25)의 길이 방향은 홈(26)의 길이 방향에 일치하고 있기 때문에, 관통 구멍(25)의 길이 방향을 가로 지르는 단면에 있어서, 관통 구멍(25)을 이루는 벽면이 우뚝 솟아 있기는 커녕 도7에 도시한 바와 같이 관통 구멍(25)을 이루는 벽면 자체가 두께(Lc)를 조정한 구멍(27) 부분밖에 존재하지 않는다.Moreover, in general, in the cross section (the cross section crossing the short side of the rectangular shape) of the through
이상의 점에서, 도7에 도시하는 관통 구멍(25)의 길이 방향을 가로 지르는 단면에 있어서, 비스듬히 이동하여 글래스 기판(42)을 향하는 증착 재료(48)를 유효하게 이용하여 증착 재료의 이용 효율(성막 효율)을 대폭 향상시킬 수 있다. 또한, 도7에 도시한 바와 같이 관통 구멍(25)을 이루는 벽면이 거의 존재하지 않으므로 글래스 기판(42) 내의 관통 구멍(25)의 가장자리부 영역에 대응하는 영역에 있어서도 충분한 막 두께로 안정되게 성막할 수 있다. 따라서, 종래와 같이 피성막 영역(성막되어야 할 영역)보다도 관통 구멍(25)의 개공 면적을 크게 형성해 둘 필요가 없다. 이로 인해, 관통 구멍(25)을 짧은 간격으로 형성하고, 파인 피치로의 패터닝을 정밀도 좋게 1회로 행할 수 있다. In view of the above, in the cross section transverse to the longitudinal direction of the through
한편, 도6에 도시한 바와 같이 평면에서 보아 장방형 형상을 갖는 관통 구멍(25)의 폭 방향을 가로 지르는 단면(장방형 형상의 긴 변을 가로 지르는 단면)에 있어서, 관통 구멍(25)의 벽면은 홈(26) 부분에도 존재하고 있다. 관통 구멍(25)의 폭 방향에 있어서의 단면에 있어서, 홈(26)의 벽면(26a)이 도6의 점선으로 나타내는 윤곽을 갖고 있었다고 하면, 비스듬히 이동하는 증착 재료(48)는 증착 마스 크(20)에 부착되어 글래스 기판(42)까지 도달하지 않는다. 즉, 증착 재료의 이용 효율[글래스 기판(42)에 부착되는 비율]을 높여 고가의 증착 재료를 절약하기 위해서는 홈(26)의 길이 방향에 직교하는 동시에 금속제 시트(34)의 시트면에 직교하는 단면(도6에 도시하는 단면)에 있어서, 홈(26)의 벽면(26a) 및 구멍(27)의 벽면(27a)의 접속부(28)와 홈(26)의 제1면[34a(20a)]측의 단부를 연결하는 직선(L)이 제2면[34b(20b)]과 이루는 각도(θ)가 작은 편이 좋고, 각도(θ)가 45° 이하로 되어 있는 것이 바람직하다.On the other hand, as shown in Fig. 6, in the cross section (cross section crossing the long side of the rectangular shape) across the width direction of the through
또한, 각도(θ)를 작게 해 가면 도6에 2점 쇄선으로 나타낸 바와 같이 인접하는 홈(26)의 벽면(26a)끼리 접속되게 된다. 그러나, 증착 마스크(20)의 강도를 고려하면, 인접하는 홈(26)의 벽면(26a)끼리는 접속되어 있지 않는 것이 바람직하고, 평탄한 제1면[34a(20a)]에 있어서 인접하는 홈(26) 사이에 5㎛ 이상의 평탄한 면이 형성되어 있는 것이 더 바람직하다.Further, when the angle θ is made smaller, the wall surfaces 26a of the
즉, 직선(L)이 제2면[34b(20b)]에 대하여 이루는 각도(θ)는 제1면[34a(20a)]에 있어서 홈(26) 사이에 5㎛ 이상의 평탄한 면이 형성되게 되는 각도 이상이며, 45° 이하인 것이 바람직하다.That is, the angle θ formed by the straight line L with respect to the
상술한 바와 같이, 본 실시 형태에서는 직선 형상으로 연장되는 홈(26)을 따라 복수의 관통 구멍(25)이 일정한 이격 거리(La)를 두고 배치되어 있다. 또한, 소정의 간격을 두고 복수의 홈(26)이 형성되어 있다. 그 결과, 도2에 도시한 바와 같이 관통 구멍(25)은 홈(26)의 길이 방향뿐만 아니라, 홈(26)의 길이 방향에 직교하는 방향을 따라서도 일정한 이격 거리(Lb)를 두고 배치되어 있다. 일례로서, 증 착 마스크(20)[증착 마스크 장치(10)]가 중형의 디스플레이[예를 들어 20인치형의 디스플레이]를 제작하기 위해 이용될 경우, 상술한 이격 거리(La)는 20㎛ 이상 50㎛ 이하 정도로 할 수 있고, 이격 거리(Lb)는 84㎛ 이상 254㎛ 이하 정도로 할 수 있다. 또한, 직사각 형상을 갖는 관통 구멍(25)의 1변[관통 구멍(25)이 장방형 형상을 갖는 경우에는 긴 변 또는 짧은 변]의 길이는 8㎛ 이상 64㎛ 이하 정도로 할 수 있다.As described above, in the present embodiment, the plurality of through
그리고, 홈(26)의 길이 방향에 직교하는 방향을 따라 증착 마스크(20)[증착 마스크 장치(10)]와 글래스 기판(42)을 조금씩 상대 이동시키고, 적색용의 유기 발광 재료, 녹색용의 유기 발광 재료 및 청색용의 유기 발광 재료를 순서대로 증착시켜 감에 따라 컬러 표시용의 디스플레이를 제작할 수 있다. 특히, 본 실시 형태에 따르면, 관통 구멍(25)의 개공 면적을 증착되어야 할 영역에 비교하여 크게 설정해 둘 필요가 없으므로, 작은 이격 거리(La)로 이격한 화소를 1회의 증착 공정으로 성막할 수 있다. 따라서, 3색의 유기 발광 재료를 증착할 경우, 각 색의 성막을 2회에 나누어 행하였던 종래의 방법에 비해 3 공정도 생략할 수 있다.Then, the deposition mask 20 (the deposition mask apparatus 10) and the
또한, 증착 마스크(20)의 주연부에 설치된 프레임(15)은 증착 마스크(20)가 휘어 버리는 일이 없도록 증착 마스크(20)를 당긴 상태로 유지하기 위한 것이다. 증착 마스크(20)와 프레임(15)은, 예를 들어 스폿 용접에 의해 서로에 대하여 고정된다. 상술한 바와 같이, 증착 마스크 장치(10)는 고온 분위기가 되는 증착 장치(40)의 내부에 유지된다. 따라서, 증착 마스크(20) 및 프레임(15)은 증착 프레임의 휨이나 열응력의 발생을 방지하기 위해 열팽창율이 낮은 동일한 재료에 의해 제작되어 있는 것이 바람직하다. 이러한 재료로서, 예를 들어 36% Ni 인버재를 이용할 수 있다.Moreover, the
다음에, 이러한 증착 마스크(20) 및 증착 마스크 장치(10)의 제조 방법에 대해서, 주로 도8 내지 도10을 이용하여 설명한다. 이 중 도8은 증착 마스크의 제조 방법을 전체적으로 설명하기 위한 도면이며, 도9는 금속제 시트에 레지스트 패턴을 형성하는 방법을 설명하기 위한 도면이며, 도10은 금속제 시트를 에칭하는 방법을 설명하기 위한 도면이다.Next, the manufacturing method of such a
도8에 도시한 바와 같이, 본 실시 형태에 있어서의 증착 마스크의 제조 방법은 띠 형상으로 연장되는 금속제 시트(34)를 공급하는 공정과, 포트리소그래피 기술을 이용한 에칭을 금속제 시트(34)에 실시하여 금속제 시트(34)의 제1면(34a)측에 선 형상으로 연장되는 홈(26)을 형성하는 공정과, 포트리소그래피 기술을 이용한 에칭을 금속제 시트(34)에 실시하여 금속제 시트(34)의 제2면(34b)측에 구멍(27)을 형성하는 공정을 포함하고 있다. 각 공정에 대해서, 이하에 있어서 더 상세히 설명한다. 또한, 본 실시 형태에 있어서는, 이하에 설명한 바와 같이 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 동시에 에칭되어 홈(26)을 형성하는 공정 및 구멍(27)을 형성하는 공정이 병행되어 행해진다.As shown in FIG. 8, the manufacturing method of the vapor deposition mask in this embodiment provides the process of supplying the
도8에 도시한 바와 같이, 본 실시 형태에 있어서는 금속제 시트(34)를 공급 코어(31)에 권취한 권체(29)가 준비된다. 그리고, 이 공급 코어(31)가 회전하여 권체(29)가 되감아짐으로써 도8에 도시한 바와 같이 띠 형상으로 연장되는 금속제 시트(34)가 공급된다. 또한, 금속제 시트(34)는 관통 구멍(25)을 형성하여 증착 마스크(20)를 이루게 된다. 따라서, 상술한 바와 같이 금속제 시트(34)는, 예를 들어 36% Ni 인버재로 이루어진다. 단, 이것에 한하지 않고, 스테인레스, 동, 철, 알루미늄으로 이루어지는 시트를 금속제 시트(34)로서 이용하는 것도 가능하다.As shown in FIG. 8, in this embodiment, the winding
공급된 금속제 시트(34)는 에칭 장치(에칭 수단)(50)에 의해 에칭 처리를 실시한다. 구체적으로는, 우선 금속제 시트(34)의 제1면(34a) 상(도9의 지면에 있어서의 하측의 면 상) 및 제2면(34b) 상에 감광성 레지스트 재료를 도포하고, 금속제 시트(34) 상에 레지스트막(36a, 36b)을 형성한다. 다음에, 레지스트막(36a, 36b) 중 제거하려는 영역에 광을 투과시키지 않도록 한 글래스 건판(37a, 37b)을 준비하여 글래스 건판(37a, 37b)을 레지스트막(36a, 36b) 상에 배치한다.The supplied
그 후, 도9에 도시한 바와 같이 레지스트막(36)을 글래스 건판(37) 너머 노광하고, 또한 레지스트막(36)을 현상한다. 이상과 같이 하여 금속제 시트(34)의 제1면(34a) 상에 레지스트 패턴(단순히, 레지스트라고도 부른다)(35a)이 형성되는 동시에, 금속제 시트(34)의 제2면(34b) 상에 레지스트 패턴(단순히, 레지스트라고도 부른다)(35b)이 형성된다.Thereafter, as shown in FIG. 9, the resist film 36 is exposed beyond the glass dry plate 37, and the resist film 36 is further developed. As described above, a resist pattern (simply referred to as a resist) 35a is formed on the
또한, 글래스 건판(37a, 37b) 중 제거해야 할 레지스트막(36a, 36b)에 대면하는 영역을 흑색으로 해 두고, 노광광으로서 가시광을 이용하도록 해도 된다. 이 경우, 흑색 부분에서 가시광이 흡수됨으로써 레지스트막(36a, 36b)의 제거해야 할 영역에는 광이 입사되지 않아, 레지스트막(36a, 36b)이 금속제 시트(34) 상에 정착되지 않는다. 한편, 레지스트막(36a, 36b)의 제거해야 할 영역에는 광이 입사되어 당해 영역에 있어서의 레지스트막(36a, 36b)이 금속제 시트(34) 상에 정착한다. 정착되어 있지 않은 레지스트막(36a, 36b)은, 예를 들어 탕세(湯洗)에 의해 제거된다.In addition, the area | region which faces the resist
다음에, 도10에 도시한 바와 같이 금속제 시트(34) 상의 형성된 레지스트 패턴(35a, 35b)을 마스크로 하여, 에칭액(예를 들어 염화제2철 용액)(38)에 의해 금속제 시트(34)를 제1면(34a)측 및 제2면(34b)측부터 에칭한다. 본 실시 형태에 있어서는 에칭액(38)이 반송되는 금속제 시트(34)의 하측에 배치된 에칭 장치(50)의 하측 노즐(51a)로부터 레지스트 패턴(35a) 너머 금속제 시트(34)의 제1면(34a)을 향하여 분사된다. 동시에, 에칭액(38)이 반송되는 금속제 시트(34)의 상측에 배치된 에칭 장치(50)의 상측 노즐(51b)로부터 레지스트 패턴(35b) 너머 금속제 시트(34)의 제2면(34b)을 향하여 분사된다. 이때, 도10에 점선으로 나타내는 바와 같이 금속제 시트(34) 내의 레지스트 패턴(35a, 35b)에 의해 덮여 있지 않은 영역에서 에칭액에 의한 침식이 시작된다. 그 후, 침식은 금속제 시트(34)의 두께 방향뿐만 아니라 금속제 시트(34)의 시트면을 따른 방향으로도 진행되어 간다. 이상과 같이 하여 에칭액에 의한 침식이 금속제 시트(34)의 제1면(34a)으로부터 제2면(34b)측을 향하여 진행되어 홈(26)이 형성되어 가고, 마찬가지로 에칭액에 의한 침식이 금속제 시트(34)의 제2면(34b)으로부터 제1면(34a)측을 향하여 진행되어 구멍(27)이 형성되어 간다. 최종적으로 홈(26)과 구멍(27)이 서로 통하여, 홈(26)과 구멍(27)에 의해 금속제 시트(34)를 관통하는 관통 구멍(25)이 형성된다.Next, as shown in FIG. 10, the
그 후, 금속제 시트(34) 상의 레지스트 패턴(35a, 35b)을 제거하고, 또한 금 속제 시트(34)를 물로 세척한다. 이와 같이 하여, 다수의 관통 구멍(25)이 형성된 금속제 시트(34)로 이루어지는 증착 마스크용 시트 형상 부재(18)를 얻을 수 있다.Thereafter, the resist
이와 같이 하여 얻어진 증착 마스크용 시트 형상 부재(18)는 당해 증착 마스크용 시트 형상 부재(18)를 끼움 지지한 상태로 회전하는 한 쌍의 반송 롤러(52, 52)에 의해 절단 장치(절단 수단)(53)로 반송된다. 또한,이 반송 롤러(52, 52)의 회전에 의해 증착 마스크용 시트 형상 부재(18) 및 금속제 시트(34)에 작용하는 텐션(인장력)을 통해 상술한 공급 코어(31)가 회전되어 권체(29)로부터 금속제 시트(34)가 공급되도록 되어 있다. The sheet-shaped
다수의 관통 구멍(25)이 형성된 금속제 시트(34)를 절단 장치(절단 수단)(53)에 의해 소정의 길이로 절단함으로써 매엽 형상의 증착 마스크(20)가 얻어진다. 그리고, 각 증착 마스크(20)에 대하여 프레임(15)을 설치함으로써 증착 마스크 장치(10)가 얻어진다. 또한, 프레임(15)은 증착 마스크(20)의 한쪽 면(20a)에 설치되어도 좋고, 증착 마스크(20)의 다른 쪽의 면(20b)에 설치되어도 좋다.The sheet-like
또한, 상술한 바와 같이 직선 형상으로 가늘고 길게 연장되는 홈(26)을 형성할 경우, 홈(26)이 연장되는 방향과, 금속제 시트(34)가 공급되는 방향[금속제 시트(34)가 반송되는 방향]이 대략 평행하게 되어 있는 것이 바람직하다. 이 경우, 증착 마스크(20)의 제조 중에 두께가 얇아져 있는 홈(26)의 부분에 있어서 금속제 시트(34)가 연장되어 버리거나 절단되어 버리거나 하는 것을 방지할 수 있다.In addition, when forming the groove |
이상과 같이 본 실시 형태에 따르면, 선 형상의 홈(26)과 구멍(27)에 의해 금속제 시트(34)에 관통 구멍(25)이 형성되어 있다. 따라서, 금속제 시트(34)의 시트면에 대하여 비스듬히 진행하는 증착 재료(48)로서 홈(26)의 길이 방향을 대체적으로 따르도록 하여 진행하는 증착 재료(48)를 높은 효율로 증착에 이용할 수 있다. 이에 의해, 증착 재료(48)의 이용 효율을 대폭 높일 수 있다. 그리고, 본 실시 형태에 따른 증착 마스크(20)는 유기 EL 디스플레이 장치를 제조할 때, 예를 들어 고가의 유기 발광 재료를 원하는 패턴으로 기판(42) 상에 패터닝하기 위해 이용되는 증착 마스크(증착용의 메탈 마스크)에 매우 적합하다. As described above, according to the present embodiment, the through
또한, 본 실시 형태에 따르면, 금속제 시트(34)의 두께를 어느 정도 이상으로 확보하면서 증착 재료(48)의 이용 효율을 대폭 높이고 있다. 즉, 금속제 시트(34)의 두께를 전체적으로 얇게 하는 일 없이 금속제 시트(34)의 두께를 국소적으로 깎아 증착 재료(48)의 이용 효율을 대폭 높이고 있다. 따라서, 금속제 시트(34) 및 증착 마스크(20)의 강성을 확보하는 것이 가능해져 증착 마스크(20)의 제작 시나 취급 시(반송이나 사용 등)에 증착 마스크(20)[금속제 시트(34)]가 변형되어 버리는 것을 효과적으로 방지할 수 있다. 그 결과, 얻어진 증착 마스크(20)를 이용한 경우, 매우 고정밀한 패턴에 의한 증착을 정밀도 좋게 행할 수 있다. In addition, according to the present embodiment, the use efficiency of the
또한, 본 실시 형태에 따르면 금속제 시트(34)를 공급하는 공정에 있어서, 금속제 시트(34)를 권취한 권체(29)를 되감아 띠 형상으로 연장되는 금속제 시트(34)를 공급한다. 이러한 권체(29)는 저렴하게 입수 가능하며, 게다가 취급면에서도 매우 바람직하다.Moreover, according to this embodiment, in the process of supplying the
또한, 상술한 실시 형태에 관한 것으로, 본 발명의 요지의 범위 내에서 다양한 변경이 가능하다. 이하, 변형예의 일례에 대하여 적절하게 도면을 참조하면서 설명한다. 또한,이하에 참조하는 도13 내지 도18에 있어서, 상술한 실시 형태와의 동일한 부분, 및 이하에 설명하는 변형예끼리 동일한 부분에는 동일한 부호를 붙이고, 중복하는 상세한 설명은 생략한다.Moreover, it is related with embodiment mentioned above, and various changes are possible within the scope of the summary of this invention. Hereinafter, an example of a modification is demonstrated, referring drawings suitably. In addition, in FIGS. 13-18 mentioned below, the same code | symbol is attached | subjected to the same part as the above-mentioned embodiment, and the modified example demonstrated below, and the overlapping detailed description is abbreviate | omitted.
(변형예1)(Modification 1)
상술한 실시 형태에 있어서, 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 동시에 에칭되어 홈(26) 및 구멍(27)이 병행되어 형성되어 가는 예를 설명했으나, 이것에 한정되지 않는다. 예를 들어, 도11에 도시한 바와 같이 구멍(27)을 형성하는 공정이 홈(26)을 형성하는 공정 전에 행해지도록 해도 되고, 도12에 도시한 바와 같이 홈(26)을 형성하는 공정이 구멍(27)을 형성하는 공정 전에 행해지도록 해도 된다. 구멍(27)을 형성하는 공정이 홈(26)을 형성하는 공정 전에 행해질 경우, 금속제 시트(34)의 제2면(34b)측부터 에칭하여 구멍(27)을 형성한 후에 구멍(27)을 수지로 메우는 공정, 혹은 구멍(27)을 수지로 메우는 동시에 금속제 시트(34)의 제2면(34b)을 수지막으로 피복하는 공정을 더 설치하도록 해도 된다. 이 경우, 에칭에 의해 홈(26)을 정밀도 좋게 형성할 수 있다. 또한, 구멍(27) 및 제2면(34b) 상의 수지막은 홈(26)을 형성한 후에 제거된다. 마찬가지로, 홈(26)을 형성하는 공정이 구멍(27)을 형성하는 공정 전에 행해질 경우, 금속제 시트(34)의 제1 면(34a)측부터 에칭하여 홈(26)을 형성한 후에 홈(26)을 수지로 메우는 공정, 혹은 홈(26)을 수지로 메우는 동시에 금속제 시트(34)의 제1면(34a)을 수지막으로 피복하는 공정을 더 구비해도 된다. 이 경우, 에칭에 의해 구멍(27)을 정밀도 좋게 형성할 수 있다. 또한, 홈(26) 및 제1면(34a) 상의 수지막은 구멍(27)을 형성한 후에 제거된 다.In the above-mentioned embodiment, although the
혹은, 도13에 도시한 바와 같이 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 동시에 에칭되어 구멍(27)을 형성하는 공정 및 홈(26)을 형성하는 공정이 병행되어 행해지고, 그 후 구멍(27)을 형성하는 공정 및 홈(26)을 형성하는 공정 중 어느 한 쪽만이 계속 행해지도록 해도 된다. 즉, 이 방법에 있어서, 에칭이 2단계에 나뉘어 실시되며, 제1회째의 에칭에 있어서 구멍(27)을 형성하는 공정 및 홈(26)을 형성하는 공정이 병행되어 행해진다. 그리고, 제1회째의 에칭에 있어서 구멍(27)을 형성하는 공정 및 홈(26)을 형성하는 공정 중 어느 한 쪽이 종료되고, 제2회째의 에칭에 있어서, 구멍(27)을 형성하는 공정 및 홈(26)을 형성하는 공정 중 다른 어느 한 쪽만이 계속 실시된다. 상술한 실시 형태의 증착 마스크(20)의 제조에 적용할 경우, 에칭에 의한 절삭양이 적어도 되는 구멍(27)의 형성이 제1회째의 에칭에 의해 완성되게 되어 있는 것이 바람직하다. 이러한 방법에 따르면, 에칭에 의한 절삭량이 상이한 홈(26) 및 구멍(27)을 효율적으로 제작하는 것이 가능하게 된다. Alternatively, as shown in FIG. 13, the
여기서, 도14에 도시하는 제조 방법의 변형예를 상세하게 설명해 둔다. 여기서, 도14의 (a) 내지 도14의 (e)는 증착 마스크의 제조 방법의 하나의 변형예를 설명하기 위한 도면이며, 모두 홈(26)의 폭 방향을 따른 단면에 있어서 금속제 시트(34)를 도시하고 있다.Here, the modification of the manufacturing method shown in FIG. 14 is demonstrated in detail. 14A to 14E are views for explaining one modification of the method of manufacturing the deposition mask, all of which are made of
도14의 (a)에 도시한 바와 같이, 상술한 방법과 마찬가지로 하여 금속제 시트(34)의 제1면(34a) 상에 레지스트(레지스트 패턴)(35a)를 형성하고, 금속제 시 트(34)의 제2면(34b) 상에 레지스트(레지스트 패턴)(35b)를 형성한다. 다음에, 레지스트(35a, 35b) 너머 금속제 시트(34)에 대하여 제1회째의 에칭을 행한다. 제1회째의 에칭에 있어서는, 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 동시에 에칭되고, 제1면(34a)측의 홈(26) 및 제2면(34b)측의 구멍(27)이 병행되어 형성되어 간다. 단, 구멍(27)을 형성하기 위한 에칭에 의한 절삭량은 홈(26)을 형성하기 위한 에칭에 의한 절삭량보다도 훨씬 적다. 따라서, 도14의 (b)에 도시한 바와 같이, 원하는 형상의 구멍(27)이 금속제 시트(34)의 제2면(34b)측에 형성된 시점에서 홈(26)은 아직 형성 도중의 단계에 있다. 이 도14의 (b)에 도시하는 상태에 있어서, 금속제 시트(34)에 대한 제1회째의 에칭이 종료된다.As shown in Fig. 14A, a resist (resist pattern) 35a is formed on the
다음에, 도14의 (c)에 도시한 바와 같이 에칭액(38)에 대한 내성을 갖는 수지(39)에 의해 형성된 구멍(27)이 피복된다. 즉, 에칭액(38)에 대한 내성을 갖는 수지(39)에 의해 구멍(27)이 밀봉된다. 도14의 (c)에 도시하는 예에서, 수지(39)의 막이 형성된 구멍(27)뿐만 아니라, 제2면(34b)[레지스트(35b)]도 덮도록 형성되어 있다.Next, as shown in Fig. 14C, the
그 후, 금속제 시트(34)에 대하여 제2회째의 에칭을 행한다. 제2회째의 에칭에 있어서, 금속제 시트(34)는 제1면(34a)의 측부터만 에칭되는 제1면(34a)의 측으로부터 홈(26)의 형성이 진행되어 간다. 금속제 시트(34)는 제2면(34b)의 측에는 에칭액(38)에 대한 내성을 갖는 수지(39)가 피복되어 있기 때문이다. 따라서, 제1회째의 에칭에 의해 원하는 형상으로 형성된 구멍(27)의 형상이 손상되어 버릴 일은 없다. 그리고, 도14의 (d)에 도시한 바와 같이 원하는 형상의 홈(26)이 금속 제 시트(34)의 제1면(34a)측에 형성된 시점에서 금속제 시트(34)에 대한 제2회째의 에칭이 종료된다. 이때, 도14의 (d)에 도시한 바와 같이 홈(26)은 금속제 시트(34)의 두께 방향을 따라 구멍(27)에 도달하는 위치까지 연장되어 있으며, 이에 의해 서로 통해 있는 홈(26) 및 구멍(27)에 의해 관통 구멍(25)이 금속제 시트(34)에 형성되어 있다.After that, the second etching is performed on the
다음에, 금속제 시트(34)로부터 레지스트(35a, 35b) 및 수지막(39)이 제거된다. 또한, 수지막(39)은, 예를 들어 연소시킴으로써 제거할 수 있다. 이렇게 도14의 (e)에 도시한 바와 같이 증착 마스크(20)[증착 마스크용 시트 형상 부재(18)]가 얻어진다.Next, the resists 35a and 35b and the
이상의 제조 방법에 있어서는 제2회째의 에칭이 종료되어, 구멍(27)과 홈(26)이 연통되어 관통 구멍(25)이 제작되었을 때 구멍(27)은 수지(39)에 의해 밀봉되어 있다. 그리고, 이러한 제조 방법에 따르면, 홈(26) 및 구멍(27)[즉, 관통 구멍(25)]을 매우 정밀도 높게 안정적으로 형성할 수 있다.In the above manufacturing method, when the 2nd etching is complete | finished and the
가령, 구멍(27)이 수지로 밀봉되어 있지 않았다고 하면 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 관통 구멍(25)을 통하여 연통하게 된다. 이 경우, 침식 능력이 높은 프레시한 에칭액(38)(도10 참조)이 홈(26) 내로부터 구멍(27)측을 향하여 유입되게 된다. 이때, 단면적(개공 면적)이 작아지는 구멍(27) 속이나 돌출부(28a) 근방에 있어서 액압이 높아져, 이들 영역이 프레시한 에칭액에 의해 국소적으로 격렬하게 침식된다. 또한, 제1면(34a)측으로부터 제2면(34b)측으로 유입된 에칭액이 제2면(34b) 상에 있어서의 구멍(27) 주위에 잔류되는 경우도 있다. 그러한 이유로 관통 구멍(25)의 윤곽을 획정시키는 접속부(28)의 형상을 안정시키고, 또한 모든 관통 구멍(25)의 윤곽을 균일하게 하는 것이 어렵게 된다. 또한 원래 구멍(27)이 수지(39)로 밀봉되어 있지 않았다고 하면 홈(26)이 구멍(27)을 통해 에칭액이 제2면(34b)측으로 유입되기 시작할 때에 발생하는 압력에 의해, 관통 구멍(25)의 단면 형상[특히, 돌출부(28a)의 형상]이 쳐져 버리는 경우가 있다.For example, if the
그런 한편, 구멍(27)과 홈(26)이 연통되어 관통 구멍(25)이 제작되었을 때에 구멍(27)이 수지(39)에 의해 밀봉되어 있는 본 변형예에 따르면, 이상의 문제점을 전부 회피할 수 있어 원하는 형상의 관통 구멍(25)을 정밀도 좋게 안정적으로 형성할 수 있다. 또한, 이 방법에 따르면, 구멍(27)과 홈(26)을 매우 정밀도 좋게 원하는 형상으로 형성할 수 있으므로, 상술한 접속부(28)부터 제2면[34b(20b)]까지의 금속제 시트(34)의 시트면에 직교하는 방향을 따른 길이(Lc)(도6 참조)를 안정되게 5㎛ 이하(더 상세하게는 2 내지 4㎛)로 할 수 있다. 그 결과, 얻어진 증착 마스크(20)를 이용한 경우, 매우 고정밀한 패턴에 의한 증착을 정밀도 좋게 행할 수 있다. 특히, 피성막 영역(성막되어야 할 영역) 내에서의 가장자리부에 있어서의 증착막의 막 두께도 안정시킬 수 있게 된다.On the other hand, according to this modification in which the
(변형예2)(Modification 2)
또한, 상술한 실시 형태에 있어서, 금속제 시트(34)를 제1면(34a)의 측부터 에칭함으로써 홈(26)이 형성되고, 금속제 시트(34)를 제2면(34b)의 측부터 에칭함으로써 구멍(27)이 형성되는 예를 설명했으나, 이것에 한정되지 않는다. 예를 들어, 금속제 시트(34)를 제1면(34a)의 측부터 에칭하여 홈(26)을 형성한 후에, 또한 금속제 시트(34)의 제1면(34a)의 측에 레지스트 패턴(레지스트)을 형성하고, 금속제 시트(34)를 제1면(34a)의 측부터 에칭함으로써 구멍(27)을 형성하도록 해도 된다. 이 경우, 홈(26)의 저부로부터 금속제 시트(34)의 제2면(34b)으로 연장되는 구멍(27)을 형성할 수 있고, 형성된 구멍(27)은 홈(26)과 마찬가지로 금속제 시트(34)의 제1면(34a)측으로부터 제2면(34b)측을 향하여 단면적이 작아져 가게 된다. 즉, 이 방법에 따르면 제1면(34a)측으로부터 제2면(34b)측을 향해 금속제 시트(34)의 시트면을 따른 단면에 있어서의 관통 구멍(25)의 단면적(개공 면적)이 점차로 작아져 간다. 따라서, 이와 같이 하여 제조된 금속제 시트(34)로 이루어지는 증착 마스크(20)에 따르면 고정밀한 패턴에 의한 증착을 매우 정밀도 높게 행할 수 있게 된다.Moreover, in embodiment mentioned above, the
(변형예3) (Modification 3)
또한, 상술한 실시 형태에 있어서의 금속제 시트(34)의 제1면(34a)측에 형성된 홈(26)의 구성은 일례에 불과하다. 예를 들어, 상술한 실시 형태에 있어서 홈(26)이 그 길이 방향을 따라 대략 균일한 폭 및 대략 균일한 깊이를 갖는 예를 설명했으나, 이것에 한할 수 없다. 일례로서, 도15에 도시한 바와 같이 홈(26)의 길이 방향에 직교하는 방향(즉, 홈의 폭 방향)을 따른 홈(26)의 제1면(34a) 상에 있어서의 폭이 일정하지 않도록 해도 된다. 도15에 도시하는 증착 마스크(20)에 있어서, 홈(26)의 길이 방향에 있어서 구멍(27)이 형성되어 있는 부분의 폭(Wa)은 홈(26)의 길이 방향에 있어서 인접하는 2개의 구멍(27) 사이의 부분의 폭(Wb)보다도 굵어져 있다.In addition, the structure of the groove |
이러한 홈(26)은 홈(26)의 길이 방향을 따라 배열되어 제1면(34a)측에 형성된 복수의 구멍(홈 구성용 구멍)(30)으로 형성되어 있다. 이 홈(26)을 구성하는 복수의 구멍(30) 중 홈(26)의 길이 방향을 따라 인접하는 2개의 구멍(27)은 제1면(34a)에 있어서 접속되어 있다. 다시 말하면, 2개의 구멍(27)은 제1면(34a) 상에 있어서 부분적으로 중합되도록 하여 형성되어 있다. 즉, 제1면(34a)에 있어서, 2개의 구멍(27)의 외부 윤곽은 연결되어 있다. 또한, 도15 및 도16에 도시한 바와 같이 제2면(34b)측에 형성된 구멍(27)은 홈(26)을 구성하기 위해 제1면(34a)측에 형성된 구멍(30)에 대면하는 위치에 배치되어 있다. 특히, 본 실시 형태에 있어서는, 도15 및 도16으로부터 이해할 수 있는 바와 같이 제2면(34b)측에 형성된 구멍(27)의 홈(26)의 길이 방향을 따른 중심 위치(C27)는 제1면(34a)측에 형성된 홈 구성용 구멍(30)의 홈(26)의 길이 방향을 따른 중심 위치(C30)와, 홈(26)의 길이 방향에 있어서 일치하고 있다. 또한, 본 실시 형태에 있어서는 도15로부터 이해할 수 있는 바와 같이 제2면(34b)측에 형성된 구멍(27)의 홈(26)의 폭 방향을 따른 중심 위치는 제1면(34a)측에 형성된 홈 구성용 구멍(30)의 홈(26)의 폭 방향을 따른 중심 위치와, 홈(26)의 폭 방향에 있어서 일치하고 있다. 또한, 도16에는 이 홈(26)의 길이 방향을 따른 단면이 도시되어 있다.The
또한, 도16에 도시한 바와 같이 홈(26)은 선 형상으로 연장되어 있으나, 홈(26)의 깊이는 일정하지 않다. 홈(26)의 길이 방향에 있어서 구멍(27)이 형성되어 있는 부분의 깊이(Da)는 홈(26)의 길이 방향에 있어서 인접하는 2개의 구멍(27) 사이의 부분의 깊이(Db)보다도 깊어져 있다.As shown in Fig. 16, the
또한, 도15 및 도16에 도시된 증착 마스크(20)의 그 밖의 구성에 대해서는, 상술한 실시 형태에 있어서 설명한 증착 마스크와 동일한 구성으로 할 수 있다. 예를 들어, 홈(26)의 폭 방향을 따른 단면 형상은 상술한 증착 마스크에 있어서의 홈의 단면 형상(도3 참조)과 동일하게 할 수 있다.In addition, about the other structure of the
이러한 증착 시트(20)에 따르면, 상술한 실시 형태에 있어서의 증착 시트와 동일한 작용 효과를 기대할 수 있다. 예를 들어, 선 형상의 홈(26)과 구멍(27)에 의해 금속제 시트(34)에 관통 구멍(25)이 형성되어 있기 때문에, 금속제 시트(34)의 시트면에 대하여 비스듬히 진행하는 증착 재료(48)(도5 참조)이며 홈(26)의 길이 방향을 대체적으로 따르도록 하여 진행하는 증착 재료(48)를 높은 효율로 증착에 이용할 수 있다. 이에 의해, 증착 재료(48)의 이용 효율을 대폭 높일 수 있다. 특히, 본 변형예에 따르면 상술한 실시 형태에 있어서의 증착 마스크보다도 금속제 시트(34) 및 증착 마스크(20)의 강성을 확보하는 것이 가능하게 된다. 이로 인해, 증착 마스크(20)의 제작 시나 취급 시(반송이나 사용 등)에 증착 마스크(20)[금속제 시트(34)]가 변형되어 버리는 것을 더 효과적으로 방지할 수 있다. 그 결과, 얻어진 증착 마스크(20)를 이용한 경우, 매우 고정밀한 패턴에 의한 증착을 더 정밀도 좋게 행할 수 있다. According to this
여기서, 도15 및 도16에 도시된 증착 시트의 제조 방법의 일례에 대해 도17 및 도18을 참조하여 설명해 둔다. 또한, 도15 및 도16에 도시된 증착 시트(20)는 도8, 도11, 도12 및 도13에 도시한 상술한 제조 방법 중 어디 하나에 의해서도 제작될 수 있다. 일례로서, 이하에 설명하는 제조 방법은 도13 및 도14를 참조하여 설명한 제조 방법과 마찬가지의 방법으로 되어 있다. 여기서, 도17의 (a) 내지 도17의 (e)는 증착 마스크의 제조 방법을 설명하기 위한 도면이며, 모두 홈의 길이 방향을 따른 단면에 있어서 금속제 시트(34)를 도시하고 있다. 또한, 도18은 금속 시트(34)의 제1면(34a) 상에 배치될 수 있는 레지스트(레지스트 패턴)(35a)의 일례를 형성되어야 할 홈(26) 및 관통 구멍(25)의 외부 윤곽과 함께 도시하는 평면도이다.Here, an example of the manufacturing method of the vapor deposition sheet shown in FIG. 15 and FIG. 16 is demonstrated with reference to FIG. 17 and FIG. Further, the
우선, 도17의 (a)에 도시한 바와 같이 금속제 시트(34)의 제1면(34a) 상에 레지스트(레지스트 패턴)(35a)를 형성하고, 금속제 시트(34)의 제2면(34b) 상에 레지스트(레지스트 패턴)(35b)를 형성한다. 또한, 본 예에 있어서는 도18에 도시한 바와 같이 금속제 시트(34)의 제1면(34a) 상에 형성되는 레지스트(35a)에는 제1면(34a) 상에 있어서 홈(26)을 구성하게 되는 구멍(30)이 형성되어야 할 위치에 각각 관통 구멍(35a1)이 형성되어 있다. 도18에 도시한 바와 같이 복수의 관통 구멍(35a1)은 형성되어야 할 홈(26)의 길이 방향(도18의 지면에 있어서의 상하 방향)을 따라 간격을 두고 배열되어 있다. 따라서, 레지스트(35a)는 형성되어야 할 홈(26)의 길이 방향을 따라 인접하는 2개의 관통 구멍(35a1) 사이에 위치하는 브릿지부(35a2)를 갖게 되어 있다.First, as shown in Fig. 17A, a resist (resist pattern) 35a is formed on the
다음에, 레지스트(35a, 35b) 너머 금속제 시트(34)에 대하여 제1회째의 에칭을 행한다. 제1회째의 에칭에 있어서는 금속제 시트(34)의 제1면(34a) 및 제2면(34b)이 동시에 에칭되어, 제1면(34a)측의 홈(26)을 구성하게 되는 구멍(30)과, 제2면(34b)측의 구멍(27)이 병행되어 형성되어 간다. 즉, 홈(26)을 구성하는 복수 의 구멍(30)은 복수의 관통 구멍(35a1)이 간격을 두고 선 형상으로 배열되어 형성된 레지스트(35a)를 제1면(34a) 상에 배치된 상태로 금속제 시트(34)의 제1면(34a)을 에칭함으로써 레지스트(35a)의 관통 구멍(35a1)에 대응하는 위치에 있어서 금속제 시트(34)의 제1면(34a)측에 형성되어 간다. 그리고, 도17의 (b)에 도시한 바와 같이 원하는 형상의 구멍(27)이 금속제 시트(34)의 제2면(34b)측에 형성된 상태이며, 홈(26)을 구성하는 구멍(30)이 완전히 형성되어 있지 않은 상태에 있어서, 금속제 시트(34)에 대한 제1회째의 에칭이 종료된다. 다음에, 도17의 (c)에 도시한 바와 같이 에칭액(38)에 대한 내성을 갖는 수지로 이루어지는 수지막(39)이 형성된 구멍(27) 및 제2면(34b)[레지스트(35b)]을 덮도록 형성된다. 즉, 에칭액(38)에 대한 내성을 갖는 수지(39)에 의해 구멍(27)이 밀봉된다.Next, the first etching is performed on the
그 후, 금속제 시트(34)에 대하여 제2회째의 에칭을 행한다. 제2회째의 에칭에 있어서, 금속제 시트(34)는 제1면(34a)의 측으로부터만 제1면(34a)측으로부터 홈(26)을 구성하는 구멍(30)의 형성이 진행되어 간다. 이 때 구멍(27)이 에칭액(38)에 대한 내성을 갖는 수지(39)로 밀봉되어 있으므로, 제1회째의 에칭에 의해 형성된 구멍(27)의 형상이 손상되어 버릴 일은 없다. 그리고, 도17의 (d)에 도시한 바와 같이 원하는 형상의 구멍(30)이 금속제 시트(34)의 제1면(34a)측에 형성된 시점에서 금속제 시트(34)에 대한 제2회째의 에칭이 종료된다.After that, the second etching is performed on the
상술한 바와 같이 에칭에 의한 금속제 시트(34)의 침식은 금속제 시트(34)의 두께 방향뿐만 아니라 금속제 시트(34)의 시트면을 따른 방향으로도 진행해 간다. 그리고, 도17의 (d)에 도시한 바와 같이 2단계의 에칭 공정을 거쳐 제1면(34a)에 형성된 구멍(30)은 제2면(34b)측에 형성된 구멍(27)까지 금속제 시트(34)의 두께 방향으로 연장되는 동시에, 형성되어야 할 홈(26)의 길이 방향을 따라 인접하는 구멍(30)과 제1면(34a)에 있어서 연결되도록 금속제 시트(34)의 시트면을 따른 방향으로도 연장된다. 그리고, 2회째의 에칭은 복수의 구멍(30) 중 홈(26)의 길이 방향을 따라 인접하는 모든 2개의 구멍(30)이 당해 2개의 구멍(30)에 각각 대응하는 레지스트(35a)의 2개의 관통 구멍(35a1) 사이에 위치하는 레지스트(35a)의 브릿지부(35a2)의 하측에 있어서 접속될 때까지 계속된다. 즉, 2회째의 에칭이 종료된 후에는 레지스트(35a)의 브릿지부(35a2)와 금속제 시트(34) 사이에 간극이 형성되도록 이루어진다. 이와 같이 하여, 2단계의 에칭에 의해 인접하는 2개의 구멍(30)이 최종적으로 제1면(34a)에 있어서 접속되도록 하고, 복수의 구멍(홈 구성용 구멍)(30)이 선 형상으로 배열되어 제1면(34a)측으로부터 형성되어 가, 최종적으로 이 복수의 구멍(30)으로부터 홈(26)이 형성된다. 또한, 홈(26)의 길이 방향을 따라 인접하는 2개의 구멍(30)이 제1면(34a) 상에 있어서 중합되기 시작하는 것은 제1회째의 에칭 공정 중이어도 되고, 제2회째의 에칭 공정 중이어도 된다.As described above, the erosion of the
그 후, 금속제 시트(34)로부터 레지스트(35a, 35b) 및 수지막(39)이 제거되어 도17의 (e)에 도시한 바와 같이 증착 마스크(20)[증착 마스크용 시트 형상 부재(18)]가 얻어진다.Thereafter, the resists 35a and 35b and the
이상의 제조 방법에 따르면, 도13 및 도14를 참조하면서 설명한 제조 방법과 마찬가지의 작용 효과를 기대할 수 있다. 예를 들어, 이상의 제조 방법에 따르면, 원하는 형상의 관통 구멍(25)을 정밀도 좋게 안정적으로 형성할 수 있다. 또한, 이상의 제조 방법에 따르면, 상술한 접속부(28)부터 제2면[34b(20b)]까지의 금속제 시트(34)의 시트면에 직교하는 방향을 따른 길이(Lc)(도6 참조)를 안정되게 5㎛ 이하(더 상세히는 2 내지 4㎛)로 할 수 있다. 그 결과, 얻어진 증착 마스크(20)를 이용한 경우, 매우 고정밀한 패턴에 의한 증착을 정밀도 좋게 행할 수 있다. 특히, 피성막 영역(성막되어야 할 영역) 내의 가장자리부에 있어서의 증착막의 막 두께도 안정시킬 수 있게 된다.According to the above manufacturing method, the same operation and effect as the manufacturing method described with reference to FIGS. 13 and 14 can be expected. For example, according to the above manufacturing method, the through-
또한, 금속제 시트(34)의 제1면(34a) 상에 형성되는 레지스트(35a)는 관통 구멍(35a1) 사이에 브릿지부(35a2)를 갖고 있다. 따라서, 레지스트(35a)는 형성되어야 할 홈(26)에 대응하여 선 형상으로 연장되는 가늘고 긴 관통 구멍이 나란히 배열되어 있는 경우와 비교하여, 높은 강성을 갖게 되는 동시에 금속제 시트(34)로의 접착성이 향상된다. 즉, 에칭 도중에 레지스트(35a)가 금속제 시트(34)의 제1면(34a) 상에서 변형되어 버리거나 혹은 레지스트(35a)가 금속제 시트(34)의 제1면(34a)으로부터 박리되어 버리는 것을 효과적으로 방지할 수 있다. 이에 의해, 원하는 형상의 관통 구멍(25)을 더 정밀도 좋고 더 안정적으로 형성할 수 있다.In addition, the resist 35a formed on the
(변형예4)(Modification 4)
또한, 상술한 실시 형태에 있어서의 금속제 시트(34)의 제1면(34a)측에 형성 된 구멍(27)의 구성은 일례에 지나지 않는다. 예를 들어, 상술한 실시 형태에 있어서 구멍(27)이 평면에서 보아 장방형 형상인 예를 나타냈으나, 이에 한하지 않고, 예를 들어 정방형 등의 다양한 형상을 갖도록 해도 된다.In addition, the structure of the
(변형예5)(Modification 5)
또한, 상술한 실시 형태에 있어서 띠 형상으로 연장되는 금속제 시트(34)를 공급하는 예를 나타냈으나, 이것에 한정되지 않는다. 매엽 형상의 금속제 시트(34)를 공급하고 이 금속제 시트(34)에 에칭을 실시하여 증착 마스크(20)를 형성하도록 해도 된다.In addition, although the example which supplied the
(변형예6)(Modification 6)
또한, 상술한 실시 형태에 있어서는 소정의 길이로 절단된 증착 마스크(20)에 대하여 프레임(15)을 설치하는 예를 나타냈으나, 이것에 한정되지 않는다. 예를 들어, 절단 전의 증착 마스크용 시트 형상 부재(18)에 대하여 프레임(15)을 설치하고, 그 후 프레임(15)이 고정된 증착 마스크용 시트 형상 부재(18)를 소정의 길이로 절단해 가도록 해도 된다.In addition, although the example which provided the
(변형예7)(Modification 7)
또한, 이상에 있어서 상술한 실시 형태에 대한 몇개의 변형예를 설명해 왔으나, 당연히 복수의 변형예를 적절하게 조합하여 적용하는 것도 가능하다.In addition, although some modifications to the above-described embodiment have been described above, it is naturally possible to apply a combination of a plurality of modifications as appropriate.
도1은 본 발명에 의한 증착 마스크의 일 실시 형태를 도시하는 사시도.1 is a perspective view showing one embodiment of a deposition mask according to the present invention;
도2는 도1에 도시된 증착 마스크를 도시하는 부분 평면도.FIG. 2 is a partial plan view showing the deposition mask shown in FIG. 1; FIG.
도3은 도2의 Ⅲ-Ⅲ선을 따라 자른 단면에 있어서의 단면도.Fig. 3 is a cross sectional view taken along the line III-III of Fig. 2;
도4는 도3의 Ⅳ-Ⅳ선을 따라 자른 단면에 있어서의 단면도.4 is a cross-sectional view taken along a line IV-IV of FIG. 3;
도5는 증착 마스크의 사용 방법을 설명하기 위한 도면.5 is a view for explaining a method of using a deposition mask.
도6은 도3에 대응하는 단면에 있어서 증착 마스크의 작용을 설명하기 위한 도면.FIG. 6 is a view for explaining the operation of the deposition mask in the section corresponding to FIG. 3; FIG.
도7은 도4에 대응하는 단면에 있어서 증착 마스크의 작용을 설명하기 위한 도면.FIG. 7 is a view for explaining the operation of the deposition mask in the section corresponding to FIG. 4; FIG.
도8은 본 발명에 의한 증착 마스크의 제조 방법의 일 실시 형태를 설명하기 위한 도면.8 is a view for explaining an embodiment of a method for manufacturing a deposition mask according to the present invention.
도9는 금속제 시트에 레지스트 패턴을 형성하는 방법을 설명하기 위한 도면.9 is a view for explaining a method of forming a resist pattern on a metal sheet.
도10은 금속제 시트를 에칭하는 방법을 설명하기 위한 도면.10 is a diagram for explaining a method of etching a metal sheet.
도11은 도8에 대응하는 도면으로서, 증착 마스크의 제조 방법의 하나의 변형예를 설명하기 위한 도면.FIG. 11 is a view corresponding to FIG. 8 for explaining one modification of the method of manufacturing a deposition mask. FIG.
도12는 도8에 대응하는 도면으로서, 증착 마스크의 제조 방법의 다른 변형예를 설명하기 위한 도면.FIG. 12 is a view corresponding to FIG. 8 for explaining another modification of the method of manufacturing the deposition mask. FIG.
도13은 도8에 대응하는 도면으로서, 증착 마스크의 제조 방법의 또 다른 변형예를 설명하기 위한 도면.FIG. 13 is a view corresponding to FIG. 8 and for explaining another modification of the method of manufacturing the deposition mask. FIG.
도14의 (a) 내지 도14의 (e)는 도13에 도시된 제조 방법을 설명하기 위한 도면이며, 모두 형성될 홈의 폭 방향을 따른 단면에 있어서 금속제 시트를 도시하는 도면.14 (a) to 14 (e) are views for explaining the manufacturing method shown in FIG. 13, all showing a metal sheet in a cross section along the width direction of the grooves to be formed.
도15는 도2에 대응하는 도면으로서, 증착 마스크의 하나의 변형예를 도시하는 부분 평면도.FIG. 15 is a view corresponding to FIG. 2, showing a partial plan view of one modification of the deposition mask; FIG.
도16은 도15의 XVI-XVI선을 따라 자른 단면도.FIG. 16 is a cross-sectional view taken along the line XVI-XVI in FIG. 15; FIG.
도17의 (a) 내지 도17의 (e)는 도15에 도시된 증착 마스크의 제조 방법도 일례를 설명하기 위한 도면이며, 모두 형성되어야 할 홈의 길이 방향을 따른 단면에 있어서 금속제 시트를 도시하는 도면.17A to 17E are diagrams for explaining an example of the manufacturing method of the deposition mask shown in FIG. 15, and show a metal sheet in a cross section along the longitudinal direction of the grooves to be formed. Drawing.
도18은 도17에 도시된 제조 방법에 있어서 이용될 수 있는 레지스트의 일례를 도시하는 부분 평면도.FIG. 18 is a partial plan view showing an example of a resist that can be used in the manufacturing method shown in FIG. 17; FIG.
<도면의 주요 부분에 대한 부호의 설명><Explanation of symbols for the main parts of the drawings>
10:증착 마스크 장치10: Deposition mask device
15:프레임15: Frame
20:증착 마스크20: Deposition mask
25:관통 구멍25: Through hole
34:금속제 시트34: Metal sheet
40:증착 장치40: Deposition device
Claims (24)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2007-00218590 | 2007-08-24 | ||
| JP2007218590 | 2007-08-24 | ||
| JPJP-P-2008-00081349 | 2008-03-26 | ||
| JP2008081349A JP5262226B2 (en) | 2007-08-24 | 2008-03-26 | Vapor deposition mask and method of manufacturing vapor deposition mask |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140029607A Division KR20140051875A (en) | 2007-08-24 | 2014-03-13 | Vapor deposition mask and manufacturing method of vapor deposition mask |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20090021094A true KR20090021094A (en) | 2009-02-27 |
| KR101411216B1 KR101411216B1 (en) | 2014-06-23 |
Family
ID=40609415
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020080082254A KR101411216B1 (en) | 2007-08-24 | 2008-08-22 | Vapor deposition mask and manufacturing method of vapor deposition mask |
| KR1020140029607A KR20140051875A (en) | 2007-08-24 | 2014-03-13 | Vapor deposition mask and manufacturing method of vapor deposition mask |
| KR1020150061600A KR20150056754A (en) | 2007-08-24 | 2015-04-30 | Vapor deposition mask and manufacturing method of vapor deposition mask |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140029607A KR20140051875A (en) | 2007-08-24 | 2014-03-13 | Vapor deposition mask and manufacturing method of vapor deposition mask |
| KR1020150061600A KR20150056754A (en) | 2007-08-24 | 2015-04-30 | Vapor deposition mask and manufacturing method of vapor deposition mask |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5262226B2 (en) |
| KR (3) | KR101411216B1 (en) |
| TW (1) | TWI401324B (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101232181B1 (en) * | 2010-02-03 | 2013-02-12 | 엘지디스플레이 주식회사 | Mask Assembly |
| KR101443772B1 (en) * | 2012-01-12 | 2014-09-23 | 다이니폰 인사츠 가부시키가이샤 | Method for producing step-and-repeat vapor deposition mask, step-and-repeat vapor deposition mask obtained therefrom, and method for producing organic semiconductor element |
| US8852346B2 (en) | 2009-12-15 | 2014-10-07 | Samsung Display Co., Ltd. | Mask frame assembly for thin layer deposition and organic light emitting display device |
| KR20160081136A (en) * | 2014-12-30 | 2016-07-08 | 엘지이노텍 주식회사 | Mask for oled |
| KR20160126856A (en) * | 2015-07-01 | 2016-11-02 | 엘지이노텍 주식회사 | Metal substrate and Mask using the same |
| WO2017171309A1 (en) * | 2016-04-01 | 2017-10-05 | 엘지이노텍 주식회사 | Mask for deposition and oled panel using same |
| WO2018052197A1 (en) * | 2016-09-13 | 2018-03-22 | 엘지이노텍 주식회사 | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
| CN109072404A (en) * | 2016-04-15 | 2018-12-21 | 凸版印刷株式会社 | Vapor deposition uses metal mask |
| CN110306155A (en) * | 2013-01-10 | 2019-10-08 | 大日本印刷株式会社 | The manufacturing method of deposition mask |
| KR20210104160A (en) * | 2013-09-13 | 2021-08-24 | 다이니폰 인사츠 가부시키가이샤 | Metal plate, metal plate manufacturing method, and method for manufacturing mask using metal plate |
| US11217750B2 (en) | 2014-05-13 | 2022-01-04 | Dai Nippon Printing Co., Ltd. | Metal plate, method of manufacturing metal plate, and method of manufacturing mask by using metal plate |
| US11486031B2 (en) | 2013-10-15 | 2022-11-01 | Dai Nippon Printing Co., Ltd. | Metal plate |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201037086A (en) * | 2009-04-01 | 2010-10-16 | Singwei Technologies Co Ltd | Apparatus for recovering noble metal |
| JP2011146281A (en) * | 2010-01-15 | 2011-07-28 | Toppan Printing Co Ltd | Metal member having striped openings, and metal mask using the same |
| KR101182239B1 (en) | 2010-03-17 | 2012-09-12 | 삼성디스플레이 주식회사 | Mask and mask assembly having the same |
| JP2012104300A (en) * | 2010-11-09 | 2012-05-31 | Hitachi Displays Ltd | Organic electroluminescent panel and manufacturing method thereof |
| KR101854796B1 (en) | 2011-09-15 | 2018-05-09 | 삼성디스플레이 주식회사 | Method of manufacturing mask |
| JP5935629B2 (en) * | 2012-04-23 | 2016-06-15 | 大日本印刷株式会社 | Manufacturing method of vapor deposition mask |
| KR101951029B1 (en) * | 2012-06-13 | 2019-04-26 | 삼성디스플레이 주식회사 | Mask for deposition and method for manufacturing organic light emitting diode display using the same |
| JP5459632B1 (en) * | 2013-01-08 | 2014-04-02 | 大日本印刷株式会社 | Vapor deposition mask manufacturing method and vapor deposition mask |
| JP5382257B1 (en) * | 2013-01-10 | 2014-01-08 | 大日本印刷株式会社 | Metal plate, method for producing metal plate, and method for producing vapor deposition mask using metal plate |
| JP6142196B2 (en) | 2013-03-15 | 2017-06-07 | 株式会社ブイ・テクノロジー | Manufacturing method of vapor deposition mask |
| JP6229344B2 (en) * | 2013-07-22 | 2017-11-15 | 大日本印刷株式会社 | Metal mask manufacturing method |
| JP6221585B2 (en) * | 2013-09-30 | 2017-11-01 | 大日本印刷株式会社 | Vapor deposition mask and method of manufacturing vapor deposition mask |
| JP6409701B2 (en) * | 2013-11-14 | 2018-10-24 | 大日本印刷株式会社 | Vapor deposition mask, vapor deposition mask with frame, and method of manufacturing organic semiconductor element |
| JP5780350B2 (en) | 2013-11-14 | 2015-09-16 | 大日本印刷株式会社 | Vapor deposition mask, vapor deposition mask with frame, and method of manufacturing organic semiconductor element |
| JP6357777B2 (en) * | 2014-01-08 | 2018-07-18 | 大日本印刷株式会社 | Method for manufacturing laminated mask |
| JP2015129334A (en) * | 2014-01-08 | 2015-07-16 | 大日本印刷株式会社 | Method of manufacturing laminate mask, laminate mask, and laminate mask with protective film |
| JP6468480B2 (en) * | 2014-01-31 | 2019-02-13 | 大日本印刷株式会社 | Vapor deposition mask manufacturing method and vapor deposition mask |
| JP6515520B2 (en) * | 2014-12-15 | 2019-05-22 | 大日本印刷株式会社 | Method of manufacturing vapor deposition mask, metal plate used for producing vapor deposition mask, and vapor deposition mask |
| JP6079911B2 (en) | 2015-02-10 | 2017-02-15 | 大日本印刷株式会社 | Method for manufacturing vapor deposition mask, metal plate used for producing vapor deposition mask, and method for manufacturing the same |
| CN106033802B (en) * | 2015-03-17 | 2018-06-29 | 上海和辉光电有限公司 | A kind of evaporation mask plate and preparation method thereof |
| KR102528582B1 (en) * | 2015-04-24 | 2023-05-04 | 엘지이노텍 주식회사 | Metal substrate and Mask using the same |
| WO2016171337A1 (en) * | 2015-04-24 | 2016-10-27 | 엘지이노텍 주식회사 | Metal substrate, and deposition mask using same |
| KR102333411B1 (en) * | 2017-01-10 | 2021-12-02 | 다이니폰 인사츠 가부시키가이샤 | Vapor deposition mask, method for manufacturing vapor deposition mask device, and method for manufacturing vapor deposition mask |
| KR102657827B1 (en) * | 2017-01-17 | 2024-04-17 | 다이니폰 인사츠 가부시키가이샤 | Intermediate product |
| KR20190023652A (en) * | 2017-08-29 | 2019-03-08 | 엘지이노텍 주식회사 | A deposition mask of metal plate material for oled pixel deposition and method for manufacturing of the same |
| CN114899345A (en) * | 2017-09-07 | 2022-08-12 | Lg伊诺特有限公司 | Method for manufacturing organic light emitting diode deposition mask |
| JP7476535B2 (en) | 2017-10-13 | 2024-05-01 | Toppanホールディングス株式会社 | DEPOSITION MASK, METHOD FOR MANUFACTURING DEPOSITION MASK, AND METHOD FOR MANUFACTURING DISPLAY DEVICE |
| JP6299921B1 (en) | 2017-10-13 | 2018-03-28 | 凸版印刷株式会社 | Vapor deposition mask substrate, vapor deposition mask substrate production method, vapor deposition mask production method, and display device production method |
| CN108193168B (en) * | 2018-01-19 | 2019-11-29 | 昆山国显光电有限公司 | Mask plate and preparation method thereof |
| JP6962306B2 (en) * | 2018-10-18 | 2021-11-05 | 株式会社ダイフク | Goods transport device |
| CN109207920B (en) * | 2018-11-12 | 2021-02-09 | 京东方科技集团股份有限公司 | Mask plate |
| JP7449485B2 (en) * | 2019-03-28 | 2024-03-14 | 大日本印刷株式会社 | Vapor deposition mask and method for manufacturing a vapor deposition mask |
| CN113549870A (en) * | 2020-04-23 | 2021-10-26 | 旭晖应用材料股份有限公司 | Metal mask |
| KR102235244B1 (en) * | 2020-07-20 | 2021-04-02 | (주)제이에스엠티 | Open mask sheet for thin film deposition and method for manufacturing thereof |
| CN111893432B (en) * | 2020-08-11 | 2022-11-29 | 京东方科技集团股份有限公司 | Mask plate and manufacturing method thereof, display substrate and manufacturing method thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS612450U (en) * | 1984-06-09 | 1986-01-09 | 株式会社 堀場製作所 | Mask for filter manufacturing |
| JP2004183044A (en) * | 2002-12-03 | 2004-07-02 | Seiko Epson Corp | Mask vapor deposition method and apparatus, mask and mask manufacturing method, display panel manufacturing apparatus, display panel and electronic equipment |
| JP2004218034A (en) * | 2003-01-17 | 2004-08-05 | Toppan Printing Co Ltd | Method of producing metal mask, and metal mask |
| KR100525819B1 (en) * | 2003-05-06 | 2005-11-03 | 엘지전자 주식회사 | Shadow mask for manufacturing organic electroluminiscent display panel |
| JP3915734B2 (en) * | 2003-05-12 | 2007-05-16 | ソニー株式会社 | Vapor deposition mask, display device manufacturing method using the same, and display device |
| KR100905060B1 (en) * | 2003-10-07 | 2009-06-30 | 에스케이씨 주식회사 | Mask for organic electro luminescence device |
| JP2005183153A (en) * | 2003-12-18 | 2005-07-07 | Dainippon Screen Mfg Co Ltd | Manufacturing method of mask for vapor deposition |
| US20060081184A1 (en) * | 2004-10-19 | 2006-04-20 | Yeh Te L | Evaporation mask with high precision deposition pattern |
| JP2007056345A (en) * | 2005-08-26 | 2007-03-08 | Kansai Paint Co Ltd | Electrode pattern forming method, and photoelectric cell module |
-
2008
- 2008-03-26 JP JP2008081349A patent/JP5262226B2/en active Active
- 2008-08-14 TW TW097131003A patent/TWI401324B/en active
- 2008-08-22 KR KR1020080082254A patent/KR101411216B1/en active IP Right Grant
-
2014
- 2014-03-13 KR KR1020140029607A patent/KR20140051875A/en active Search and Examination
-
2015
- 2015-04-30 KR KR1020150061600A patent/KR20150056754A/en active Search and Examination
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8852346B2 (en) | 2009-12-15 | 2014-10-07 | Samsung Display Co., Ltd. | Mask frame assembly for thin layer deposition and organic light emitting display device |
| KR101232181B1 (en) * | 2010-02-03 | 2013-02-12 | 엘지디스플레이 주식회사 | Mask Assembly |
| KR101443772B1 (en) * | 2012-01-12 | 2014-09-23 | 다이니폰 인사츠 가부시키가이샤 | Method for producing step-and-repeat vapor deposition mask, step-and-repeat vapor deposition mask obtained therefrom, and method for producing organic semiconductor element |
| CN110306155A (en) * | 2013-01-10 | 2019-10-08 | 大日本印刷株式会社 | The manufacturing method of deposition mask |
| CN110306155B (en) * | 2013-01-10 | 2022-04-26 | 大日本印刷株式会社 | Method for manufacturing vapor deposition mask |
| KR20210104160A (en) * | 2013-09-13 | 2021-08-24 | 다이니폰 인사츠 가부시키가이샤 | Metal plate, metal plate manufacturing method, and method for manufacturing mask using metal plate |
| US11486031B2 (en) | 2013-10-15 | 2022-11-01 | Dai Nippon Printing Co., Ltd. | Metal plate |
| US11217750B2 (en) | 2014-05-13 | 2022-01-04 | Dai Nippon Printing Co., Ltd. | Metal plate, method of manufacturing metal plate, and method of manufacturing mask by using metal plate |
| KR20160081136A (en) * | 2014-12-30 | 2016-07-08 | 엘지이노텍 주식회사 | Mask for oled |
| KR20160126856A (en) * | 2015-07-01 | 2016-11-02 | 엘지이노텍 주식회사 | Metal substrate and Mask using the same |
| KR20170112673A (en) * | 2016-04-01 | 2017-10-12 | 엘지이노텍 주식회사 | Metal mask for deposition, and oled pannel using the same |
| CN109314192A (en) * | 2016-04-01 | 2019-02-05 | Lg伊诺特有限公司 | Mask for deposition and the oled panel using it |
| WO2017171309A1 (en) * | 2016-04-01 | 2017-10-05 | 엘지이노텍 주식회사 | Mask for deposition and oled panel using same |
| CN109314192B (en) * | 2016-04-01 | 2021-02-23 | Lg伊诺特有限公司 | Mask for deposition and OLED panel using the same |
| CN109072404B (en) * | 2016-04-15 | 2020-01-24 | 凸版印刷株式会社 | Metal mask for vapor deposition |
| CN109072404A (en) * | 2016-04-15 | 2018-12-21 | 凸版印刷株式会社 | Vapor deposition uses metal mask |
| US10727409B2 (en) | 2016-09-13 | 2020-07-28 | Lg Innotek Co., Ltd. | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
| US11335854B2 (en) | 2016-09-13 | 2022-05-17 | Lg Innotek Co., Ltd. | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
| WO2018052197A1 (en) * | 2016-09-13 | 2018-03-22 | 엘지이노텍 주식회사 | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
| US11732364B2 (en) | 2016-09-13 | 2023-08-22 | Lg Innotek Co., Ltd. | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
| US11795549B2 (en) | 2016-09-13 | 2023-10-24 | Lg Innotek Co., Ltd. | Metal plate for deposition mask, and deposition mask and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5262226B2 (en) | 2013-08-14 |
| KR20140051875A (en) | 2014-05-02 |
| TW200923110A (en) | 2009-06-01 |
| TWI401324B (en) | 2013-07-11 |
| KR101411216B1 (en) | 2014-06-23 |
| JP2009074160A (en) | 2009-04-09 |
| KR20150056754A (en) | 2015-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20090021094A (en) | Vapor deposition mask and manufacturing method of vapor deposition mask | |
| JP7125678B2 (en) | Evaporation mask, organic EL substrate manufacturing method, and organic EL substrate | |
| JP6086305B2 (en) | Vapor deposition mask manufacturing method and vapor deposition mask | |
| JP6631897B2 (en) | Manufacturing method of evaporation mask and evaporation mask | |
| KR101359045B1 (en) | Vapor deposition mask, vapor deposition mask device, method of producing vapor deposition mask, method of producing vapor deposition mask device and method of producing sheet shape member for vapor deposition mask | |
| US11136664B2 (en) | Deposition mask and method of manufacturing deposition mask | |
| TWI417403B (en) | A manufacturing method of a vapor deposition mask, a method of manufacturing a vapor deposition mask, and a sheet having a vapor deposition mask | |
| US11859274B2 (en) | Deposition mask and method of manufacturing deposition mask | |
| JP4046269B2 (en) | Vapor deposition mask for organic EL element and method for producing vapor deposition mask for organic EL element | |
| JP5534093B1 (en) | Metal mask and metal mask manufacturing method | |
| CN110760800A (en) | Vapor deposition mask device and method for manufacturing vapor deposition mask device | |
| JP6357777B2 (en) | Method for manufacturing laminated mask | |
| JPS6160889A (en) | Production of shadow mask | |
| JP6548085B2 (en) | Method of manufacturing vapor deposition mask | |
| JP6155650B2 (en) | Manufacturing method of vapor deposition mask | |
| JP2015127446A (en) | Production method of vapor deposition mask and vapor deposition mask device with protective film | |
| JP2015036436A (en) | Method of producing vapor deposition mask and vapor deposition mask | |
| JP6221585B2 (en) | Vapor deposition mask and method of manufacturing vapor deposition mask | |
| JP6497596B2 (en) | Intermediate of vapor deposition mask device | |
| CN115951523A (en) | Transfer printing plate and alignment liquid coating device | |
| JP7196717B2 (en) | Mask manufacturing method | |
| JP2000200548A (en) | Manufacture of shadow mask | |
| JP2017206741A (en) | Vapor deposition mask |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| A107 | Divisional application of patent | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170609 Year of fee payment: 4 |