KR101707244B1 - 반도체용 본딩 와이어 - Google Patents
반도체용 본딩 와이어 Download PDFInfo
- Publication number
- KR101707244B1 KR101707244B1 KR1020107028435A KR20107028435A KR101707244B1 KR 101707244 B1 KR101707244 B1 KR 101707244B1 KR 1020107028435 A KR1020107028435 A KR 1020107028435A KR 20107028435 A KR20107028435 A KR 20107028435A KR 101707244 B1 KR101707244 B1 KR 101707244B1
- Authority
- KR
- South Korea
- Prior art keywords
- wire
- palladium
- bonding
- bonding wire
- copper
- Prior art date
Links
- 239000004065 semiconductor Substances 0.000 title claims abstract description 29
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims abstract description 413
- 229910052763 palladium Inorganic materials 0.000 claims abstract description 201
- 239000011247 coating layer Substances 0.000 claims abstract description 143
- 239000010410 layer Substances 0.000 claims abstract description 140
- 229910052709 silver Inorganic materials 0.000 claims abstract description 131
- 239000004332 silver Substances 0.000 claims abstract description 131
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 125
- 239000000956 alloy Substances 0.000 claims abstract description 125
- 239000010931 gold Substances 0.000 claims abstract description 123
- 229910052737 gold Inorganic materials 0.000 claims abstract description 118
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 114
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims abstract description 112
- 239000010949 copper Substances 0.000 claims abstract description 92
- 229910052802 copper Inorganic materials 0.000 claims abstract description 91
- 229910000510 noble metal Inorganic materials 0.000 claims abstract description 32
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 29
- 239000013078 crystal Substances 0.000 claims description 106
- 238000000034 method Methods 0.000 claims description 66
- 229910052698 phosphorus Inorganic materials 0.000 claims description 11
- 229910052711 selenium Inorganic materials 0.000 claims description 9
- 229910052796 boron Inorganic materials 0.000 claims description 7
- 230000003647 oxidation Effects 0.000 abstract description 32
- 238000007254 oxidation reaction Methods 0.000 abstract description 32
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 126
- 239000011162 core material Substances 0.000 description 71
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 63
- 230000000694 effects Effects 0.000 description 53
- 238000007747 plating Methods 0.000 description 44
- 239000000203 mixture Substances 0.000 description 37
- 238000010438 heat treatment Methods 0.000 description 36
- 229910052757 nitrogen Inorganic materials 0.000 description 29
- 238000004458 analytical method Methods 0.000 description 28
- 239000012298 atmosphere Substances 0.000 description 26
- 230000000052 comparative effect Effects 0.000 description 23
- 238000004519 manufacturing process Methods 0.000 description 19
- 238000009713 electroplating Methods 0.000 description 17
- 230000037303 wrinkles Effects 0.000 description 17
- 230000007547 defect Effects 0.000 description 16
- 238000009792 diffusion process Methods 0.000 description 16
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- 230000009467 reduction Effects 0.000 description 15
- 238000005275 alloying Methods 0.000 description 14
- 239000007789 gas Substances 0.000 description 13
- 230000007774 longterm Effects 0.000 description 13
- 238000003860 storage Methods 0.000 description 13
- 239000000523 sample Substances 0.000 description 12
- 238000005452 bending Methods 0.000 description 11
- 239000002994 raw material Substances 0.000 description 11
- 230000001629 suppression Effects 0.000 description 11
- 230000003287 optical effect Effects 0.000 description 10
- 238000000682 scanning probe acoustic microscopy Methods 0.000 description 10
- 229910001252 Pd alloy Inorganic materials 0.000 description 9
- 229910052782 aluminium Inorganic materials 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 229910001316 Ag alloy Inorganic materials 0.000 description 8
- 239000000654 additive Substances 0.000 description 8
- 230000000996 additive effect Effects 0.000 description 8
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 8
- 229910052739 hydrogen Inorganic materials 0.000 description 8
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 8
- 230000002441 reversible effect Effects 0.000 description 8
- 230000009471 action Effects 0.000 description 7
- 239000001257 hydrogen Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000005987 sulfurization reaction Methods 0.000 description 7
- 229910001020 Au alloy Inorganic materials 0.000 description 6
- 239000002585 base Substances 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 230000002950 deficient Effects 0.000 description 6
- 238000007772 electroless plating Methods 0.000 description 6
- 238000004453 electron probe microanalysis Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000001737 promoting effect Effects 0.000 description 6
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 5
- 230000002411 adverse Effects 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 239000012535 impurity Substances 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000010301 surface-oxidation reaction Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 229910001873 dinitrogen Inorganic materials 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000007373 indentation Methods 0.000 description 4
- 230000005764 inhibitory process Effects 0.000 description 4
- 238000011835 investigation Methods 0.000 description 4
- 230000015654 memory Effects 0.000 description 4
- 229910052697 platinum Inorganic materials 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000007740 vapor deposition Methods 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 239000012300 argon atmosphere Substances 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000005486 sulfidation Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 2
- 229910002555 FeNi Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010891 electric arc Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000003353 gold alloy Substances 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006388 chemical passivation reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910002058 ternary alloy Inorganic materials 0.000 description 1
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/04—Alloys based on a platinum group metal
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/02—Alloys based on gold
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4846—Leads on or in insulating or insulated substrates, e.g. metallisation
- H01L21/4864—Cleaning, e.g. removing of solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4885—Wire-like parts or pins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4885—Wire-like parts or pins
- H01L21/4889—Connection or disconnection of other leads to or from wire-like parts, e.g. wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/43—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L24/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/05—Structure, shape, material or disposition of the bonding areas prior to the connecting process of an individual bonding area
- H01L2224/0554—External layer
- H01L2224/05599—Material
- H01L2224/056—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/05617—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/05624—Aluminium [Al] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/431—Pre-treatment of the preform connector
- H01L2224/4312—Applying permanent coating, e.g. in-situ coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/432—Mechanical processes
- H01L2224/4321—Pulling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/438—Post-treatment of the connector
- H01L2224/43848—Thermal treatments, e.g. annealing, controlled cooling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/4501—Shape
- H01L2224/45012—Cross-sectional shape
- H01L2224/45015—Cross-sectional shape being circular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45117—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/45124—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45147—Copper (Cu) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/4516—Iron (Fe) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/4554—Coating
- H01L2224/45565—Single coating layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/4554—Coating
- H01L2224/4557—Plural coating layers
- H01L2224/45572—Two-layer stack coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/4554—Coating
- H01L2224/45599—Material
- H01L2224/456—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45638—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45639—Silver (Ag) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/4554—Coating
- H01L2224/45599—Material
- H01L2224/456—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45638—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45644—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/4554—Coating
- H01L2224/45599—Material
- H01L2224/456—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45663—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than 1550°C
- H01L2224/45664—Palladium (Pd) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4801—Structure
- H01L2224/48011—Length
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/481—Disposition
- H01L2224/48151—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/48221—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/48245—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
- H01L2224/48247—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic connecting the wire to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/484—Connecting portions
- H01L2224/4847—Connecting portions the connecting portion on the bonding area of the semiconductor or solid-state body being a wedge bond
- H01L2224/48471—Connecting portions the connecting portion on the bonding area of the semiconductor or solid-state body being a wedge bond the other connecting portion not on the bonding area being a ball bond, i.e. wedge-to-ball, reverse stitch
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/4851—Morphology of the connecting portion, e.g. grain size distribution
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48599—Principal constituent of the connecting portion of the wire connector being Gold (Au)
- H01L2224/486—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48617—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950 °C
- H01L2224/48624—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48717—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950 °C
- H01L2224/48724—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48738—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48739—Silver (Ag) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48738—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48744—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48763—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than 1550°C
- H01L2224/48764—Palladium (Pd) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48799—Principal constituent of the connecting portion of the wire connector being Copper (Cu)
- H01L2224/488—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48817—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950 °C
- H01L2224/48824—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48799—Principal constituent of the connecting portion of the wire connector being Copper (Cu)
- H01L2224/488—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48838—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48839—Silver (Ag) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48799—Principal constituent of the connecting portion of the wire connector being Copper (Cu)
- H01L2224/488—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48838—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48844—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48799—Principal constituent of the connecting portion of the wire connector being Copper (Cu)
- H01L2224/488—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48863—Principal constituent of the connecting portion of the wire connector being Copper (Cu) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than 1550°C
- H01L2224/48864—Palladium (Pd) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies and for methods related thereto
- H01L2224/78—Apparatus for connecting with wire connectors
- H01L2224/7825—Means for applying energy, e.g. heating means
- H01L2224/783—Means for applying energy, e.g. heating means by means of pressure
- H01L2224/78301—Capillary
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85009—Pre-treatment of the connector or the bonding area
- H01L2224/8503—Reshaping, e.g. forming the ball or the wedge of the wire connector
- H01L2224/85035—Reshaping, e.g. forming the ball or the wedge of the wire connector by heating means, e.g. "free-air-ball"
- H01L2224/85045—Reshaping, e.g. forming the ball or the wedge of the wire connector by heating means, e.g. "free-air-ball" using a corona discharge, e.g. electronic flame off [EFO]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85053—Bonding environment
- H01L2224/85054—Composition of the atmosphere
- H01L2224/85065—Composition of the atmosphere being reducing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85053—Bonding environment
- H01L2224/85054—Composition of the atmosphere
- H01L2224/85075—Composition of the atmosphere being inert
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8512—Aligning
- H01L2224/85148—Aligning involving movement of a part of the bonding apparatus
- H01L2224/85169—Aligning involving movement of a part of the bonding apparatus being the upper part of the bonding apparatus, i.e. bonding head, e.g. capillary or wedge
- H01L2224/8518—Translational movements
- H01L2224/85181—Translational movements connecting first on the semiconductor or solid-state body, i.e. on-chip, regular stitch
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8512—Aligning
- H01L2224/85148—Aligning involving movement of a part of the bonding apparatus
- H01L2224/85169—Aligning involving movement of a part of the bonding apparatus being the upper part of the bonding apparatus, i.e. bonding head, e.g. capillary or wedge
- H01L2224/8518—Translational movements
- H01L2224/85186—Translational movements connecting first outside the semiconductor or solid-state body, i.e. off-chip, reverse stitch
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/852—Applying energy for connecting
- H01L2224/85201—Compression bonding
- H01L2224/85205—Ultrasonic bonding
- H01L2224/85207—Thermosonic bonding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8538—Bonding interfaces outside the semiconductor or solid-state body
- H01L2224/85399—Material
- H01L2224/854—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/85438—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/85439—Silver (Ag) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8538—Bonding interfaces outside the semiconductor or solid-state body
- H01L2224/85399—Material
- H01L2224/854—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/85438—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/85444—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8538—Bonding interfaces outside the semiconductor or solid-state body
- H01L2224/85399—Material
- H01L2224/854—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/85463—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than 1550°C
- H01L2224/85464—Palladium (Pd) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8538—Bonding interfaces outside the semiconductor or solid-state body
- H01L2224/85399—Material
- H01L2224/85498—Material with a principal constituent of the material being a combination of two or more materials in the form of a matrix with a filler, i.e. being a hybrid material, e.g. segmented structures, foams
- H01L2224/85499—Material of the matrix
- H01L2224/855—Material of the matrix with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/85563—Material of the matrix with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than 1550°C
- H01L2224/85564—Palladium (Pd) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/00011—Not relevant to the scope of the group, the symbol of which is combined with the symbol of this group
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/00015—Technical content checked by a classifier the subject-matter covered by the group, the symbol of which is combined with the symbol of this group, being disclosed as prior art
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01004—Beryllium [Be]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01005—Boron [B]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01006—Carbon [C]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01013—Aluminum [Al]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01014—Silicon [Si]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01015—Phosphorus [P]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01016—Sulfur [S]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01018—Argon [Ar]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01019—Potassium [K]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/0102—Calcium [Ca]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01024—Chromium [Cr]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01025—Manganese [Mn]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01028—Nickel [Ni]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01029—Copper [Cu]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01033—Arsenic [As]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01046—Palladium [Pd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01047—Silver [Ag]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/0105—Tin [Sn]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01074—Tungsten [W]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01075—Rhenium [Re]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01078—Platinum [Pt]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01079—Gold [Au]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01082—Lead [Pb]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/014—Solder alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/102—Material of the semiconductor or solid state bodies
- H01L2924/1025—Semiconducting materials
- H01L2924/10251—Elemental semiconductors, i.e. Group IV
- H01L2924/10253—Silicon [Si]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/153—Connection portion
- H01L2924/1531—Connection portion the connection portion being formed only on the surface of the substrate opposite to the die mounting surface
- H01L2924/15311—Connection portion the connection portion being formed only on the surface of the substrate opposite to the die mounting surface being a ball array, e.g. BGA
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20751—Diameter ranges larger or equal to 10 microns less than 20 microns
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20752—Diameter ranges larger or equal to 20 microns less than 30 microns
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20753—Diameter ranges larger or equal to 30 microns less than 40 microns
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20754—Diameter ranges larger or equal to 40 microns less than 50 microns
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20755—Diameter ranges larger or equal to 50 microns less than 60 microns
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Ceramic Engineering (AREA)
- Wire Bonding (AREA)
- Lead Frames For Integrated Circuits (AREA)
Abstract
본 발명은 팔라듐 도금된 리드 프레임이라도 양호한 웨지 접합성을 확보할 수 있고, 내산화성이 우수한, 구리 또는 구리 합금을 코어선으로 하는 반도체용 본딩 와이어를 제공한다.
구리 또는 구리 합금으로 이루어지는 코어선과, 상기 코어선의 표면에, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과, 상기 피복층의 표면에, 1 내지 80㎚의 두께를 갖는 귀금속과 팔라듐을 포함하는 합금층을 갖고, 상기 귀금속이 은 또는 금이고, 상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하인 것을 특징으로 한다.
구리 또는 구리 합금으로 이루어지는 코어선과, 상기 코어선의 표면에, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과, 상기 피복층의 표면에, 1 내지 80㎚의 두께를 갖는 귀금속과 팔라듐을 포함하는 합금층을 갖고, 상기 귀금속이 은 또는 금이고, 상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하인 것을 특징으로 한다.
Description
본 발명은 반도체 소자 상의 전극과 외부 접속 단자를 접속하기 위해 사용되는 반도체용 본딩 와이어에 관한 것이다.
현재, 반도체 소자 상의 전극과 외부 접속 단자 사이를 접속하는 반도체용 본딩 와이어(이하, 「본딩 와이어」라고 함)로서는, 선 직경 20-50㎛ 정도이고, 재질은 고순도 4N(4-Nine, 순도가 99.99질량% 이상)의 금(Au)인 본딩 와이어(금 본딩 와이어)가 주로 사용되고 있다. 금 본딩 와이어를 반도체 소자인 실리콘 칩 상의 전극에 접합시키기 위해서는, 초음파 병용 열압착 방식의 볼 본딩을 행하는 것이 일반적이다. 즉, 범용 본딩 장치를 사용하여, 상기 금 본딩 와이어를 모세관이라고 불리는 지그의 내부에 통과시켜, 와이어 선단을 아크 입열로 가열 용융하고, 표면 장력에 의해 볼부를 형성시킨 후에, 150 내지 300℃의 범위 내에서 가열한 상기 전극 상에, 가열 용융하여 형성된 볼부를 압착 접합시키는 방법이다.
한편, 금 본딩 와이어를 리드나 랜드 등의 외부 접속 단자에 접속하는 경우에는, 전술한 바와 같은 볼부를 형성하지 않고, 금 본딩 와이어를 직접 전극에 접합하는, 소위 웨지 본딩을 행하는 것이 일반적이다. 최근, 반도체 실장의 구조ㆍ재료ㆍ접속 기술 등은 급속하게 다양화되고 있고, 예를 들어, 실장 구조에서는 현행의 리드 프레임을 사용한 QFP(Quad Flat Packaging)에 추가하여, 기판이나 폴리이미드 테이프 등을 사용하는 BGA(Ball Grid Array), CSP(Chip Scale Packaging) 등의 새로운 실장 형태가 실용화되어, 외부 접속 단자도 다양화되고 있다. 그로 인해, 웨지 본딩 특성은 종래 이상으로 중요시되고 있다.
또한, 반도체 소자의 소형화의 요구가 높아지고 있고, 박형 실장을 행하기 위해, 본딩 와이어 접속의 루프의 높이를 낮게 한다고 하는 저루프 본딩 기술이나, 복수매 적층한 칩을 향해 기판측으로부터 루프를 형성하는 역본딩 기술 등이 널리 퍼지고 있다.
그런데, 최근의 자원 가격의 앙등에 수반하여, 금 본딩 와이어의 원료가 되는 금의 가격도 급등하고 있어, 금을 대신하는 저비용의 와이어 소재로서, 구리(Cu)가 검토되고 있다. 그러나, 금에 비해 구리는 산화되기 쉬우므로, 단순한 구리 본딩 와이어로는 장기간의 보관이 어렵고, 웨지 본딩 특성도 양호하지 않다. 또한, 이와 같은 단순한 구리 본딩 와이어의 선단에 볼부를 형성할 때에는, 볼부가 산화되지 않도록, 환원 분위기로 해야만 한다. 구체적으로는, 질소(N2)에 4체적% 정도의 수소(H2)를 혼재시킨 가스를 사용하여, 볼부 주변을 환원 분위기로 하는 것이 일반적인 것이지만, 그래도 금 본딩 와이어를 사용한 것과 같은 양호한 볼 본딩을 행하는 것은 어렵다. 이들의 이유로부터, 구리 본딩 와이어의 이용은 일반적인 LSI 분야에 아직 널리 퍼져 있지 않다.
따라서, 구리 본딩 와이어의 산화라고 하는 과제를 해결하기 위해, 구리 와이어의 표면에 은(Ag)을 피복한 구리 본딩 와이어가 제안되어 있다. 예를 들어, 특허 문헌 1에서는 구리 와이어에 은을 피복한 구체예는 개시되어 있지 않지만, 본딩 와이어의 내부 금속으로서 알루미늄(Al), 구리, 철(Fe), 철과 니켈의 합금(FeNi) 등의 비순귀금속을 들 수 있고, 상기 본딩 와이어의 표면 피복 금속으로서 수분, 염분, 알칼리 등에 대한 내식성이 있는 금속, 예를 들어, 금이나 은으로 하는 것이 개시되어 있다. 또한, 특허 문헌 2에서는 구리 와이어에 은을 피복한 구체예는 개시되어 있지 않지만, 구리계 와이어에 금, 은을 포함하는 귀금속을 피복한 구리계 본딩 와이어가 예시되어 있고, 당해 구리계 와이어에 피복을 실시하면, 내부식성이 한층 향상된다고 기재되어 있다. 특허 문헌 3에서는 알루미늄(Al)이나 구리 와이어에, 금이나 은 등의 귀금속을 도금한 본딩 와이어가 개시되고, 구리 본딩 와이어의 경우에는, 상기 도금에 의해 내식성 및 열산화의 문제가 해소되어, 리드 프레임과의 접합성도 금 본딩 와이어와 동일한 신뢰성이 얻어진다고 되어 있다. 특허 문헌 4에서는 고순도 구리 극세선의 표면에, 귀금속 혹은 내식성 금속을 피복한 구리 본딩 와이어가 개시되고, 상기 피복하는 귀금속의 하나로서 은이 사용되어 있다. 이와 같이 구성함으로써, 구리 본딩 와이어의 표면 산화(구체적으로는, 대기 중에 10일간 방치 후의 표면 산화의 유무임)를 억제할 수 있는 것으로 하고 있다. 또한, 상기 구리 극세선의 직경으로서는 1.5 내지 80㎛로 하고, 상기 피복하는 피막은 10㎚ 내지 1㎛의 평균 층 두께로 하고 있다(실시예에서는, 25㎛ 직경의 와이어이고, 0.1㎛의 평균 층 두께의 피막임). 특허 문헌 5에서는 구리 세선의 표면에, 은을 선 직경의 0.001 내지 0.01배의 두께로 피복한 구리 본딩 와이어, 즉 직경 25㎛의 구리 세선이고 0.02 내지 0.3㎛ 두께의 은 피복으로 되는 구리 본딩 와이어가 개시되어 있다. 은을 피복함으로써 구리의 산화 억제 및 볼 형성능이 향상되는 것으로 하고 있다.
또한, 구리 본딩 와이어의 산화라고 하는 과제를 해결하기 위해, 구리 와이어의 표면에 귀금속, 구체적으로는 금(Au)을 피복한 구리 본딩 와이어가 제안되어 있다. 예를 들어, 특허 문헌 1에서는 구리 와이어에 금을 피복한 구체예는 개시되어 있지 않지만, 본딩 와이어의 내부 금속으로서 알루미늄(Al), 구리, 철(Fe), 철과 니켈의 합금(FeNi) 등의 비순귀금속을 들 수 있고, 상기 본딩 와이어의 표면 피복 금속으로서 수분, 염분, 알칼리 등에 대한 내식성이 있는 금속, 예를 들어 금이나 은으로 하는 것이 개시되어 있다. 특허 문헌 7에서는 구리 또는 주석을 포함한 구리 합금을 코어선으로 하고, 그 위에 도금한 본딩 와이어가 개시되어, 파단 강도가 향상된다고 기재되어 있다. 또한, 특허 문헌 2에서는 구리 와이어에 금을 피복한 구체예는 개시되어 있지 않지만, 구리계 와이어에 금, 은을 포함하는 귀금속을 피복한 구리 본딩 와이어가 예시되어 있고, 구리계 와이어에 피복을 실시하면, 내부식성이 한층 향상된다고 기재되어 있다. 특허 문헌 3에서는 알루미늄(Al)이나 구리 와이어에, 금이나 은 등의 귀금속을 도금한 본딩 와이어가 개시되고, 구리 본딩 와이어의 경우에는, 상기 도금에 의해 내식성 및 열산화의 문제가 해소되어, 리드 프레임과의 접합성도 금 본딩 와이어와 동일한 신뢰성이 얻어진다고 되어 있다. 특허 문헌 4에서는 고순도 구리 극세선의 표면에, 귀금속 혹은 내식성 금속을 피복한 구리 본딩 와이어가 개시되고, 상기 피복하는 귀금속의 하나로서 금이 사용되어 있다. 이와 같이 구성함으로써, 구리 본딩 와이어의 표면 산화(구체적으로는, 대기 중에 10일간 방치 후의 표면 산화의 유무임)를 억제할 수 있는 것으로 하고 있다. 또한, 상기 구리 극세선의 직경으로서는 15 내지 80㎛로 하고, 상기 피복하는 피막은 10㎚ 내지 1㎛의 평균 층 두께로 하고 있다(실시예에서는 25㎛ 직경의 와이어이고, 0.1㎛인 평균 층 두께의 피막임). 특허 문헌 8에서는 구리 코어선의 외주를 금으로 피복하는 것이 개시되어 있고, 알루미늄으로 이루어지는 전극으로의 접합성이 향상된다고 기재되어 있다. 특허 문헌 9에서는 소성 변형되지 않는 코어재와, 코어재보다도 연하게 소성 변형되는 외주재로 이루어지는 복합 도체가 개시되고, 코어재로서 금이, 외주재로서 구리 합금이 일례로서 개시되어 있고, 도선과 회로 사이의 접속 강도를 높이는 효과가 있다고 되어 있다. 특허 문헌 10에서는 구리 합금의 외측을 금 혹은 금 합금으로 덮는 것이 개시되어 있고, 반도체 소자를 수지 밀봉할 때에 본딩 와이어끼리가 접촉하는 불량 사고를 방지할 수 있는 것이 개시되어 있다. 특허 문헌 11에서는 무산소 구리 와이어로 이루어지는 선재의 표면에 순금 도금을 하는 것이 개시되어 있고, 고주파 전송이 우수한 신호 도통률이 높은 본딩 와이어가 개시되어 있다. 특허 문헌 12에서는 구리를 주성분으로 하는 코어재 상에 구리 이외의 금속으로 이루어지는 이종(異種) 금속층을 개재하여 구리보다도 고융점인 내산화성 금속으로 이루어지는 피복층을 갖는 본딩 와이어가 개시되어 있고, 진구의 볼부를 안정적으로 형성할 수 있고, 또한 피복층과 코어재 사이의 밀착성이 우수한 특성이 개시되어 있다.
그러나, 상술한 바와 같이 와이어 표면에 은 또는 금을 피복한 구리 본딩 와이어에서는, 구리의 표면 산화(특히, 보관 중인 산화의 진행)를 억제할 수 있지만, 본딩할 때에 와이어 선단에 형성하는 볼부가 진구로 되지 않고 찌그러지는 경우가 많아, 당해 구리 본딩 와이어의 실용화를 방해하고 있다. 은을 피복한 경우에는, 와이어 선단을 아크 입열로 가열 용융할 때에, 융점이 낮은 은(융점 961℃)이 우선적으로 용융되어 버리는 것에 비해, 융점이 높은 구리(융점 1083℃)는 일부분밖에 용융되지 않는 것이, 관계되어 있다고 생각된다. 또한, 금을 피복한 경우에는, 와이어 선단을 가열 용융하려고 아크에 의해 입열이 부여될 때, 구리는 비열이 크기 때문에(380J/㎏ㆍK) 용융시키기 어려운 것에 비해, 금은 비열이 작기 때문에(128J/㎏ㆍK) 약간의 입열로도 용융 가능하고, 그 결과, 구리와 금의 복층 구조체에서는 금이 우선적으로 용융되어 버리는 것이, 관계되어 있다고 생각된다. 또한, 특허 문헌 5에 있는 바와 같이, 본딩을 환원 분위기(10%H2-N2)에서 행하면, 은 피복으로도 볼부 형성이 양호해지는 경우가 많지만, 수소를 포함하지 않는 분위기에서는 용융 시의 산화를 억제할 수 없으므로 본딩을 행하는 것은 어렵고, 양호한 볼부 형성을 달성할 수 없다.
한편, 은 또는 금을 피복하는 대신에, 구리 와이어의 표면에 팔라듐(Pd)을 피복하는 것도 생각된다. 실제로, 특허 문헌 2 내지 4에는, 피복층에는 은이나 금 이외의 귀금속으로서 팔라듐도 예시되어 있다. 상기 문헌에서는, 팔라듐의 우세성은 개시되어 있지 않지만, 팔라듐의 융점은 은보다도 높고(융점 1554℃), 팔라듐의 비열은 금보다도 높으므로(244J/㎏ㆍK), 팔라듐을 피복하면, 상술한 은이나 금과 같이 구리 와이어가 용융되어 볼부가 형성되기 전에 피복층이 용융되어 진구 형상의 볼부를 형성할 수 없다고 하는 문제를 해결할 수 있다고 생각된다. 즉, 구리 와이어의 표면에 팔라듐을 피복함으로써, 구리의 산화 방지와 볼부의 진구성 확보라고 하는 2개의 과제를 동시에 해결할 수 있다고 생각된다. 특허 문헌 6에서는 코어선과 피복층(외주부)의 2층 본딩 와이어에 있어서 코어선과 피복층 사이에 확산층을 설치하여 피복층의 밀착성 등을 개선하는 것이 개시되어 있지만, 코어선에 구리를, 피복층에 팔라듐을 사용하는 예가 개시되어 있다. 이와 같은 팔라듐을 피복한 구리 본딩 와이어에서는, 구리의 산화가 억제되어 있으므로, 구리 본딩 와이어의 장기 보관이나 웨지 본딩 특성이 우수할 뿐만 아니라, 와이어 선단에 볼부를 형성할 때에 볼부가 산화될 우려가 대폭으로 개선되어 있다. 따라서, 위험한 가스인 수소를 사용하지 않고, 순질소 가스를 사용하여 볼부 주변을 질소 분위기로 한 것만으로도, 진구의 볼부를 형성할 수 있다.
전술한 바와 같이, 구리 본딩 와이어는 구리 와이어의 표면에 팔라듐을 피복함으로써, 금 본딩 와이어에 비해 저렴한 본딩 와이어로서 실용 가능하게 되어 왔지만, 최근의 반도체 실장에 있어서의 구조ㆍ재료ㆍ접속 기술 등의 급속한 변화나 다양화에 반드시 대응할 수 없다고 하는 문제가 현재화되어 왔다.
예를 들어, 지금까지의 리드 프레임의 표면은 은 도금되어 있는 것이 일반적이었던 것에 비해, 최근에는 팔라듐 도금된 리드 프레임의 사용이 진행되고 있다. 이는, 종래의 은 도금된 리드 프레임(이하, 「은 도금 리드 프레임」이라고 함)에서는, 리드 프레임을 머더 보드 등의 기판에 솔더링하기 전에, 땜납과의 습윤성을 조금이라도 높일 목적으로, 리드의 선단에 미리 얇게 땜납을 도금하는 공정(땜납 도금 공정)이 있어, 고비용으로 되어 있었으므로, 은보다도 땜납에 대해 높은 습윤성을 확보할 수 있는 팔라듐을 은 대신에 리드 프레임 상에 도금함으로써, 상기 땜납 도금 공정을 생략하여, 저비용으로 하는 것이다.
발명자들은 구리 와이어의 표면에 팔라듐을 피복한 구리 본딩 와이어의 경우, 지금까지의 은 도금 리드 프레임에서는 현재화하고 있지 않았지만, 팔라듐 도금된 리드 프레임에 대한 웨지 접합성이 불충분해진 케이스가 많아진다고 하는 문제를 발견하였다. 또한, 발명자들은 상기 문제에 대해 상세하게 검토한 바, 상기 구리 본딩 와이어의 최표면은 팔라듐이므로, 팔라듐 도금된 리드 프레임에 대한 웨지 접합에서는 팔라듐끼리가 접촉한다. 그렇게 하면, 팔라듐의 경도(팔라듐의 모스 경도 4.75, 구리의 모스 경도 3.0)가 높기 때문에 팔라듐이 변형되기 어려우므로, 따라서 팔라듐 표면의 산화 피막층의 파괴가 불충분해지는 것이, 상기 문제의 원인인 것을 발견하였다. 또한, 와이어 최표면의 팔라듐과 리드 프레임 상의 팔라듐 사이에서 발생하는 확산이 느린 것에 의해, 양 팔라듐층 사이에 충분한 확산층이 형성되지 않는 것도, 상기 문제의 원인인 것을 발견하였다.
구리 본딩 와이어의 산화를 방지하기 위해서는, 구리 와이어의 표면에, 구리보다도 산화되기 어려운 불활성 금속을 피복하는 것이 생각된다. 일반적으로, 구리보다도 불활성 금속으로서 은, 백금, 금이 알려져 있지만, 그 중 은 및 금은 상기와 같이 볼부의 형성성에 어려움이 있다. 한편, 백금은 극히 고가의 재료이므로, 구리 와이어의 표면에 백금을 피복한 구리 본딩 와이어의 공업적인 이용은 어렵다고 생각된다. 이와 같이, 구리 와이어의 표면에 단순하게 귀금속(금, 팔라듐, 은, 백금)을 피복해도, 팔라듐 도금된 리드 프레임 상에서의 양호한 웨지 접합성, 내산화성 및 내황화성을 동시에 만족시키는 것은 어렵다.
또한, 모터 등의 대전류를 흘리는 파워 디바이스에 사용되는 본딩 와이어는, 코어선의 선 직경이 200㎛ 정도 필요하지만, 이 경우, 선 직경이 크기 때문에, 웨지 접합 및 볼 접합에 있어서 특별히 문제는 발생하지 않는다. 이에 대해, 코어선의 선 직경이 15-50㎛ 정도인 LSI용 본딩 와이어의 경우, 선 직경이 작으므로 와이어 표면의 오염이나 흠집, 혹은 볼 형상 등이 접합성에 악영향을 미쳐 버린다고 하는 문제가 있다. 따라서, 코어선의 선 직경이 15-50㎛ 정도인 LSI용 본딩 와이어에서는, 웨지 접합성과 볼부의 진구성이 특히 중요해진다.
본 발명은 상기 문제점을 감안하여 이루어진 것으로, 그 목적으로 하는 바는, 팔라듐 도금된 리드 프레임이라도 양호한 웨지 접합성을 확보할 수 있고, 내산화성이 우수한, 구리 또는 구리 합금을 코어선으로 하는 반도체용 본딩 와이어를 제공하는 것을 목적으로 한다.
전술한 목적을 달성하기 위한 본 발명의 요지는 다음과 같다.
청구항 1에 관한 반도체용 본딩 와이어는, 구리 또는 구리 합금으로 이루어지는 코어선과, 상기 코어선의 표면에 형성된, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과, 상기 피복층의 표면에 형성된, 1 내지 80㎚의 두께를 갖는 귀금속과 팔라듐을 포함하는 합금층을 갖고, 상기 귀금속이 금 또는 은이고, 상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하인 것을 특징으로 한다.
청구항 2에 관한 반도체용 본딩 와이어는, 상기 귀금속이 금이며, 상기 합금층 중의 금의 농도가 15체적% 이상 75체적% 이하인 것을 특징으로 한다.
청구항 3에 관한 반도체용 본딩 와이어는, 상기 귀금속이 금이며, 상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 40% 이상 100% 이하인 것을 특징으로 한다.
청구항 4에 관한 반도체용 본딩 와이어는, 상기 합금층 중의 금의 농도가 40체적% 이상 75체적% 이하인 것을 특징으로 한다.
청구항 5에 관한 반도체용 본딩 와이어는, 상기 귀금속이 은이며, 상기 합금층이 1 내지 30㎚의 두께로 형성되고, 상기 합금층 중의 은의 농도가 10체적% 이상 70체적% 이하인 것을 특징으로 한다.
청구항 6에 관한 반도체용 본딩 와이어는, 상기 합금층 중의 은의 농도가 20체적% 이상 70체적% 이하인 것을 특징으로 한다.
청구항 7에 관한 반도체용 본딩 와이어는, 상기 귀금속이 은이며, 상기 본딩 와이어의 표면 결정립 중, <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 50% 이상 100% 이하인 것을 특징으로 한다.
청구항 8에 관한 반도체용 본딩 와이어는, 상기 귀금속이 은이며, 상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 60% 이상 100% 이하인 것을 특징으로 한다.
청구항 9에 관한 반도체용 본딩 와이어는, 상기 본딩 와이어의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위인 것을 특징으로 한다.
청구항 10 및 11에 관한 반도체용 본딩 와이어는, 상기 코어선이, B, P, Se 중 적어도 1종을 총계로 5 내지 300질량ppm 함유하는 것을 특징으로 한다.
본 발명에 따르면, 팔라듐 도금된 리드 프레임이라도 양호한 웨지 접합성을 확보할 수 있고, 내산화성이 우수한, 구리 또는 구리 합금을 코어선으로 하는 저렴한 반도체 소자용 본딩 와이어를 제공할 수 있다.
이하에, 본 발명의 본딩 와이어의 구성에 대해 더욱 설명한다. 또한, 이하의 설명에 있어서, 특별히 언급이 없는 한, 「%」는 「체적%」를 의미한다. 또한, 조성은 복수 개소를 분석했을 때에 얻어진 금속만의 수치의 평균치이고, 탄소는 자연 혼입물(불가피 불순물)로서는 존재하지만, 이하에 서술하는 조성에는 포함시키지 않는 것으로 한다.
팔라듐 도금된 리드 프레임(이하, 「팔라듐 도금 리드 프레임」이라고 함) 상에서의 양호한 웨지 접합성과 내산화성의 양자를 확보하고, 또한 구리 또는 구리 합금을 코어선으로 하는 저렴한 본딩 와이어를 제공하기 위해서는, 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 특정한 두께의 팔라듐을 포함하는 피복층을 형성하고, 또한 상기 피복층의 표면에 특정한 두께로 특정한 조성의 귀금속과 팔라듐의 합금층을 형성한 본딩 와이어가 유효한 것을 본 발명자들은 발견하였다. 본 발명에 관한 귀금속은 은 또는 금이다.
우선, 구리 또는 구리 합금으로 이루어지는 코어선의 표면에, 적절한 두께의 팔라듐을 포함하는 피복층을 형성하는 구성에 대해 설명한다. 전술한 바와 같이 구리 또는 구리 합금은 산화되기 쉬우므로, 구리 또는 구리 합금으로 이루어지는 본딩 와이어에서는 장기 보관이나 웨지 접합성이 뒤떨어진다. 한편, 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 팔라듐을 포함하는 피복층을 형성함으로써, 구리의 산화가 억제되므로, 전술한 장기 보관이나 웨지 본딩 특성이 우수할 뿐만 아니라, 본딩 와이어의 선단에 볼부를 형성할 때에 볼부가 산화될 우려가 대폭으로 개선되게 된다. 상기 효과는 상기 피복층에, 구리에 비해 산화되기 어려운[즉, 산화물 생성열(ΔH0)이 큰] 팔라듐을 포함함으로써 얻어진다. 이에 의해, 위험한 가스인 수소와 질소의 혼합 가스를 사용하지 않고, 순질소 가스를 사용하여 볼부 주변을 질소 분위기로 한 것만으로도, 진구의 볼부를 형성할 수 있다. 이와 같은 효과는 상기 피복층의 두께가 10 내지 200㎚에서 얻어진다. 한편, 상기 피복층의 두께가 10㎚ 미만에서는 산화 억제 효과가 불충분해진다. 상기 피복층의 두께가 200㎚를 초과하면, 볼부의 표면에 직경 수㎛의 크기의 기포가 발생하는 경우가 많아, 바람직하지 않다. 여기서, 팔라듐을 포함하는 피복층에 있어서의 팔라듐 이외에 포함되는 원소는 팔라듐의 불가피 불순물과 코어선이나 본딩 와이어의 최표면을 구성하는 원소이다. 또한, 상기 피복층의 팔라듐의 함유량은 50% 이상이면 충분한 산화 억제 효과가 얻어진다. 단, 상기 피복층에 포함되는 팔라듐 이외의 원소로서, 후술하는 최표면을 구성하는 은은 포함시키지 않거나, 혹은 은을 포함하는 경우에는 은의 농도가 10% 미만인 것이 바람직하다. 상기 피복층의 은의 농도가 10% 이상으로 되면 상술한 바와 같은 피복 와이어의 문제(볼 형성 시의 산화 등)가 드러나기 때문이다. 상기 피복층에 포함되는 팔라듐 이외의 원소로서, 후술하는 최표면을 구성하는 금은 포함시키지 않거나, 혹은 금을 포함하는 경우에는 금의 농도가 15% 미만인 것이 바람직하다. 상기 피복층의 금의 농도가 15% 이상으로 되면 상술한 바와 같은 금 피복 와이어의 문제(볼부가 진구로 되지 않고 찌그러지는 불량)가 드러나기 때문이다.
구리 또는 구리 합금으로 이루어지는 코어선의 표면에 팔라듐을 포함하는 피복층을 형성하는 상술한 구성만으로는, 팔라듐 도금 리드 프레임 상에서 양호한 웨지 접합성을 확보할 수는 없다. 이 과제를 해결하기 위해서는, 본 발명자들은, 또한, 은 또는 금과 팔라듐의 합금층을 상기 피복층의 표면에 더 형성하면 되는 것을 발견하였다. 상기 합금층은 상기 피복층 상에 또한 1 내지 80㎚의 두께로 형성되어 있는 것이다. 이는, 웨지 접합성이 본딩 와이어의 최표면으로부터 3㎚ 정도의 영역의 물성치에 지배되는 것에 기인한다. 즉, 본딩 와이어의 최표면으로부터 적어도 1㎚의 영역, 바람직하게는 본딩 와이어의 최표면으로부터 3㎚의 영역이, 은 또는 금과 팔라듐의 합금이면, 팔라듐 도금 리드 프레임 상에 웨지 접합시킬 때, 본딩 와이어의 최표면을 구성하는 합금층 중의 은 또는 금이 팔라듐 도금 리드 프레임 상의 팔라듐을 향해 우선적으로 확산되어, 본딩 와이어와 팔라듐 도금 리드 프레임의 양자 사이에 새로운 합금층을 형성하기 쉽게 한다. 이에 의해, 본 발명에 관한 본딩 와이어는 팔라듐 도금 리드 프레임과의 웨지 접합성이 향상되어, 예를 들어 2nd 박리 강도가 양호해진다. 이는, 은 또는 금과 팔라듐 사이의 상호 확산의 쪽이, 팔라듐의 자기 확산보다도 빠른 것에 기인한다. 단, 상기 합금층의 두께가 1㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 영향을 미쳐 버리므로, 팔라듐 도금 리드 프레임과의 웨지 접합성을 확보할 수 없다. 또한, 상기 합금층의 두께가 3㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 악영향을 미칠 위험성이 제로가 아니라, 상기 효과가 안정되지 않게 된다고 하는 리스크가 발생하므로, 보다 바람직하게는 상기 두께를 3㎚ 이상으로 하는 것이 좋다. 상기 효과를 얻기 위해서는, 상기 은 또는 금과 팔라듐의 합금층의 두께의 상한에 특별히 제한은 없다. 상기 합금층의 두께를 80㎚ 초과로 하기 위해서는, 후술하는 전해 도금이면 대전류 하이고, 무전해 도금이면 장시간, 증착법이면 장시간, 각각 은 도금이나 금 도금 혹은 은 증착이나 금 증착한 후, 또한 후술하는 노 내 온도를 740℃ 초과로 고온으로 해야만 해, 안정된 품질을 확보하는 것이 곤란해지므로 상기 합금의 두께의 상한을 80㎚ 이하로 하였다. 또한, 합금층의 두께는 상한을 50㎚ 이하로 하는 것이 보다 바람직하다. 상한을 50㎚ 이하로 하면, 상기 가열 온도를 600℃ 내지 650℃로 할 수 있기 때문이다.
또한, 상기 은 또는 금과 팔라듐의 합금층에 의한 상기 효과를 얻기 위해서는, 상기 합금층 중의 은 또는 금의 조성(은 또는 금 농도)이 특정한 범위일 필요가 있다. 구체적으로는, 상기 은 또는 금과 팔라듐의 합금층 중의 은 또는 금 농도가 10% 이상 75% 이하이면 전술한 팔라듐 도금 리드 프레임과의 웨지 접합성을 높일 수 있다. 상기 은 또는 금 농도가 10% 미만에서는 전술한 효과는 얻어지지 않는다. 반대로, 상기 은 또는 금 농도가 75%를 초과하면, 와이어 선단에 볼부를 형성할 때에 은 또는 금과 팔라듐으로 이루어지는 상기 합금층 중의 은 또는 금만이 우선적으로 용융되어 찌그러진 볼부가 형성될 위험성이 증가하므로 좋지 않다. 그것에 대해, 상기 합금층 중의 은 또는 금 농도가 75% 이하이면, 본딩 와이어의 합금층에서는 은 또는 금과 팔라듐이 균질하게 혼합되어 있으므로, 와이어 선단에 볼부를 형성할 때에 은 또는 금만 우선적으로 용융되어, 찌그러진 볼부가 형성될 위험성은 없고, 볼부의 진구성이나 치수 정밀도를 손상시키는 경우는 없다.
다음에, 상기 피복층의 표면에 은과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어에 대해 더욱 상세하게 설명한다.
상기 합금층은 상기 피복층 상에 또한 1 내지 30㎚의 두께로 형성되어 있는 것이 바람직하다. 이는, 웨지 접합성이 본딩 와이어의 최표면으로부터 3㎚ 정도의 영역의 물성치에 지배되는 것에 기인한다. 즉, 본딩 와이어의 최표면으로부터 적어도 1㎚의 영역, 바람직하게는 본딩 와이어의 최표면으로부터 3㎚의 영역이, 은과 팔라듐의 합금이면, 팔라듐 도금 리드 프레임 상에 웨지 접합시킬 때, 와이어의 최표면을 구성하는 합금층 중의 은이 팔라듐 도금 리드 프레임 상의 팔라듐을 향해 우선적으로 확산되어, 본딩 와이어와 팔라듐 도금 리드 프레임의 양자 사이에 새로운 합금층을 형성하기 쉽게 한다. 이에 의해, 본 발명에 관한 본딩 와이어는 팔라듐 도금 리드 프레임과의 웨지 접합성이 향상되어, 예를 들어 2nd 박리 강도가 양호해진다. 이는, 은과 팔라듐 사이의 상호 확산의 쪽이, 팔라듐의 자기 확산보다도 빠른 것에 기인한다. 단, 상기 합금층의 두께가 1㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 영향을 미쳐 버리므로, 팔라듐 도금 리드 프레임과의 웨지 접합성을 확보할 수 없다. 또한, 상기 합금층의 두께가 3㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 악영향을 미칠 위험성이 제로가 아니라, 상기 효과가 안정되지 않게 된다고 하는 리스크가 발생하므로, 보다 바람직하게는 상기 두께를 3㎚ 이상으로 하는 것이 좋다. 상기 효과를 얻기 위해서는, 상기 은과 팔라듐의 합금층의 두께의 상한에 특별히 제한은 없다. 상기 합금층의 두께를 30㎚ 초과로 하기 위해서는, 후술하는 노 내 온도를 720℃ 초과로 고온으로 해야만 해, 안정된 품질을 확보하기 어려워지므로 상기 합금의 두께의 상한을 30㎚ 이하로 하는 것이 바람직하다.
또한, 상기 은과 팔라듐의 합금층에 의한 상기 효과를 얻기 위해서는, 상기 합금층 중의 은의 조성(은 농도)이 특정한 범위일 필요가 있다. 구체적으로는, 상기 은과 팔라듐의 합금층 중의 은 농도가, 10% 이상 75% 이하이고, 보다 바람직하게는 20% 이상 70% 이하이면 전술한 팔라듐 도금 리드 프레임과의 웨지 접합성을 더욱 높일 수 있다. 상기 은 농도가 10% 미만에서는, 전술한 효과는 얻어지지 않는다. 반대로, 상기 은 농도가 75%를 초과하면, 와이어 선단에 볼부를 형성할 때에 은과 팔라듐으로 이루어지는 상기 합금층 중의 은만 우선적으로 용융되어 찌그러진 볼부가 형성될 위험성이 증가하므로 좋지 않다. 그것에 대해, 상기 합금층 중의 은 농도가 75% 이하이면, 본딩 와이어의 합금층에서는 은과 팔라듐이 균질하게 혼합되어 있으므로, 와이어 선단에 볼부를 형성할 때에 은만 우선적으로 용융되어 찌그러진 볼부가 형성될 위험성은 없고, 볼부의 진구성이나 치수 정밀도를 손상시키는 경우는 없다. 또한, 상기 은 농도가 10% 이상 70% 이하이면 볼부의 진구성이나 치수 정밀도가 더욱 양호해지므로 좋다.
따라서, 본 발명에 관한 본딩 와이어에서는, 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 적절한 두께의 팔라듐을 포함하는 피복층을 형성하여, 상기 피복층의 표면에 적절한 두께와 조성의 은과 팔라듐의 합금층을 실시함으로써, 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성과 내산화성의 양자를 확보하고, 또한 구리 또는 구리 합금을 코어선으로 하는 저렴한 본딩 와이어를 제공할 수 있다.
또한, 상기 은과 팔라듐의 합금층 중의 은 농도를, 20% 이상 70% 이하로 바꾸면, 다음과 같은 효과도 동시에 얻어지는 것이 판명되었다.
일반적으로, 모세관의 내벽에 있어서 모세관과 본딩 와이어가 접촉하는 영역에서는, 본딩의 공정 중, 끊임없이 모세관과 본딩 와이어가 서로 스치고 있다. 그때, 모세관이 본딩 와이어에 마찰 흠집을 부여하는 것을 피하기 위해, 모세관의 내벽은 상기 영역에 있어서 요철이 없도록 가공되어 있다.
이와 관련하여 종래의 경우, 팔라듐을 포함하는 피복층만을 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 갖는 본딩 와이어에서는, 예를 들어 5㎜를 초과하는 장척 스판의 본딩을 다수회 반복하면, 상기 모세관과 본딩 와이어가 접촉하는 모세관의 영역이 마모되어 버린다. 그렇다면, 상기 영역에 예리한 요철이 발생하게 되고, 그 결과, 모세관에 의해 형성된 마찰 흠집이 와이어 표면에서 눈에 띄게 된다. 이는, 팔라듐이 단단한 금속이므로 팔라듐을 포함하는 피복층도 단단해지는 것에 기인한다.
이에 대해 본 발명에서는, 상기 피복층의 표면에 설치되는, 상기 은과 팔라듐의 합금층에 있어서, 상기 합금층 중의 은의 농도를 높게 하였으므로, 상기와 같은 예리한 요철의 발생을 억제할 수 있다. 상기 은과 팔라듐의 합금층에서는, 은은 팔라듐과 전율 고용이라고 불리도록 균질하게 혼합되어 있고, 은의 농도가 높은 경우에는, 모세관과 본딩 와이어가 접촉하는 영역에 있어서 은이 우선적으로 변형에 기여함으로써, 상기와 같은 예리한 요철의 발생을 억제할 수 있다. 이와 같은 효과가 얻어지는 것은, 은 농도가 20% 이상이고, 보다 바람직하게는 30% 이상인 경우이다. 또한, 은 농도가 70%를 초과하면 전술한 이유로부터 볼부의 진구성이나 치수 정밀도가 충분하게는 얻어지지 않는다.
또한, 상기 은과 팔라듐의 합금층에서, 상기 합금층 중의 은 농도를 20% 이상으로 하면, 다음과 같은 효과도 동시에 얻어지는 것이 판명되었다.
이와 관련하여 종래의 경우, 팔라듐을 포함하는 피복층만을 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 갖는 본딩 와이어에서는, 상기 본딩 와이어의 선단에 30㎛가 약간 넘는 직경의 볼부를 만들면, 수㎛의 직경의 기포가 볼부의 표면에 다발해 버리는 경우가 있다. 이는, 최근의 전자 기기의 소형화, 고기능화가 관계되어 있다. 즉, 전자 기기의 소형화, 고기능화를 지지하기 위해, 반도체 소자도 소형화, 고기능화되어 있는 것이지만, 본딩 와이어에 있어서는 접합부의 면적을 작게 할 목적으로, 와이어 선단에 형성하는 볼부를 작게 하는 경향이 강해지고 있고, 종래에는 작아도 50㎛가 약간 안되는 직경의 볼부가 사용되어 있던 것에 대해, 최근에는 30㎛가 약간 넘는 직경의 볼부가 양산에서 사용되고 있다. 상기와 같은 수㎛의 미소한 기포는 종래의 50㎛ 이상의 직경의 볼부에 있어서도 형성되어 있었던 것이지만, 볼 직경이 크기 때문에 필연적으로 접합 면적도 커지고, 이와 같은 미소한 기포는 지금까지 특별히 문제시되지 않았다. 그러나, 최근의 30㎛가 약간 넘는 직경이 작은 볼부에서는 접합 면적도 작아지므로, 지금까지는 문제가 되지 않았던 정도의 상기 기포라도, 접합부의 접합 강도나 장기 신뢰성에 영향을 미친다고 하여, 문제시되고 있는 것이다.
본 발명자들은 이와 같은 기포의 존재 개소가 항상 팔라듐인 것을 발견하였다. 즉, 상기 기포의 원인은 볼부를 형성할 때에 와이어 표면에 존재하는 팔라듐이 볼 중에 편석하여 팔라듐 단층의 농화 영역을 형성하여, 상기 영역에 유기물 기인의 가스가 억류되는 데 있다.
이에 대해 본 발명에서는, 팔라듐을 포함하는 피복층의 표면에, 특정한 농도 이상의 은을 함유시킨 것에 의해, 볼부를 형성할 때에는 팔라듐의 농화 영역은 형성되지 않고, 대신에 은-팔라듐 합금 혹은 구리-팔라듐-은 3원 합금의 농화 영역이 형성되게 된다. 따라서, 본 발명의 본딩 와이어에서는, 상기 농화 영역이면, 유기물 기인의 가스가 억류될 위험성은 줄어드므로, 30㎛가 약간 넘는다고 하는 작은 직경의 볼부를 형성한 경우라도, 기포의 발생을 억제할 수 있다. 즉, 본 발명에 관한 은과 팔라듐의 합금 중의 은의 농도가 20% 이상이면 상기 효과가 얻어지는 것이고, 보다 바람직하게는 30% 이상이면 상기 효과가 더욱 높아지므로 좋다.
피복층 및 합금층의 두께와 조성의 측정 방법은 본딩 와이어의 표면으로부터 스패터법에 의해 깊이 방향으로 파내려 가면서 분석하는 방법이나, 본딩 와이어의 단면에서의 선 분석 또는 점 분석이 유효하다. 전자의 파내려 가면서 측정하는 방법에서는, 측정 깊이가 커지면 측정 시간이 지나치게 걸린다. 후자의 선 분석 또는 점 분석은 단면 전체에서의 농도 분포나 몇 군데에서의 재현성의 확인 등이 비교적 용이한 점이 이점이다. 본딩 와이어의 단면에서는 선 분석이 비교적 간편하지만, 분석의 정밀도를 향상시키고 싶은 경우에는, 선 분석에서의 분석 간격을 좁게 하거나, 특히 상세하게 분석하고 싶은 영역을 확대한 후에 점 분석을 행하는 것도 유효하다. 여기서, 합금층의 두께는 표면으로부터 깊이 방향으로 조성 분석하여 은의 농도가 10% 이상인 부분의 거리(깊이)이다. 또한, 피복층의 두께는 상기 합금층의 두께가 되는 계면으로부터 깊이 방향으로 조성 분석하여 팔라듐의 농도가 50% 이상인 부분의 거리(깊이)이다. 이들 분석에 사용하는 분석 장치로서, EPMA(전자선 마이크로 분석, Electron Probe Micro Analysis), EDX(에너지 분산형 X선 분석, Energy Dispersive X-Ray Analysis), AES(오제 전자 분광법, Auger Electron Spectroscopy), TEM(투과형 전자 현미경, Transmission Electron Microscope) 등을 이용할 수 있다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
상술한 바와 같은, 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성과 내산화성의 양자를 확보하고, 또한 후술하는 루프 특성도 만족시키기 위해서는, 와이어 표면의 결정 방위, 와이어 표면의 경도, 또는 코어선 중의 첨가 원소의 종류와 조성을 특정한 범위로 한 본딩 와이어가 유효한 것을 발명자들은 발견하였다.
와이어 표면의 결정 방위에 관해서는, 상기 본딩 와이어의 표면 결정립 중, <100> 결정 방위의 신선 방향에 대한 기울기가 없거나 또는 작은 쪽이 보다 바람직하다. 구체적으로는, 상기 기울기가 15도 이하인 결정립의 면적율을 50% 이상 100% 이하로 하면, 역본딩을 행하였을 때라도, 루프의 표면에 주름이 발생하기 어려워지므로 좋고, 보다 바람직하게는 70% 이상 100% 이하로 하면 더욱 그 효과가 높아지므로 더욱 좋다. 또한, 여기서의 주름이라 함은, 루프를 형성했을 때에 발생하는 표면의 미소한 흠집이나 요철의 총칭이다. 그 결과, 예를 들어 최근 증가하고 있는, 2nd 접합용 전극에 볼 접합을 하고, 1st 접합용 전극에 웨지 접합을 행함으로써 루프 높이를 억제하여 칩의 박형화를 용이하게 한다.
이와 관련하여, 상기와 같은 역본딩에서는, 우선 1st 접합용 전극에 볼 접합을 행하고, 접합한 볼 바로 위의 본딩 와이어를 절단하고, 그 후, 2nd 접합용 전극에 볼 접합을 하고, 마지막으로 조금 전에 제작한 1st 접합용 전극 상의 볼부에 대해 웨지 접합을 행한다. 이 1st 접합용 전극에 볼 접합한 후에 볼 바로 위의 본딩 와이어를 절단할 때에, 본딩 와이어에 큰 충격이 가해지면, 본딩 와이어의 표면에 주름이 발생한다. 또한, 디바이스의 사용에 의한 가열과 디바이스의 정지에 수반하는 실온으로의 냉각이라고 하는 열 피로가 장기간에 걸쳐서 디바이스에 가해지면, 상기 주름이 균열의 발생을 가속하는 경우가 있다.
본 발명자들이 예의 검토한 결과, 이 주름 불량에는 와이어 표면의 결정 방위가 관계되어 있고, 상기 방위가 <111> 결정 방위로 대표되도록, 강도는 높지만 연성이 부족한 방위인 경우에 현저하게 주름이 발생하는 것이 판명되었다. 본 발명자들이 더욱 검토를 거듭한 결과, 상기 주름을 억제하기 위해서는, 와이어 표면에 있어서 <100> 결정 방위의 신선 방향에 대한 기울기를 작게 하고, 상기 기울기가 15도 이하인 결정립의 면적율을 50% 이상으로 하면, 주름을 억제하는 데 충분한 연성을 확보할 수 있는 것이 판명되었다. 그러나, 상기 기울기가 15도 이하인 결정립의 면적율이 50% 미만에서는 이와 같은 효과는 얻어지지 않는다. 여기서, 상기 본딩 와이어의 표면에서 관찰되는 결정립의 <100> 결정 방위의 신선 방향에 대한 기울기는 TEM 관찰 장치 중에 설치한 미소 영역 X선법 혹은 전자 후방 산란 도형(EBSD, Electron Backscattered Diffraction)법 등으로 측정할 수 있는 것이다. 그 중에서도, EBSD법은 개별의 결정립의 방위를 관찰하여, 이웃하는 측정점 사이에서의 결정 방위의 각도 차를 도시할 수 있다고 하는 특징을 갖고, 본딩 와이어와 같은 세선이라도, 비교적 간편하면서 고정밀도로 결정립의 기울기를 관찰할 수 있으므로 보다 바람직하다. 또한, 상기 기울기가 15도 이하인 결정립의 면적율은, 미소 영역 X선법에 의해 각각의 결정립에 있어서의 결정 방위의 X선 강도를 기초로 결정 방위의 체적 비율로서 구할 수 있고, 또한 EBSD법에 의해 상기에서 관찰한 개별의 결정립의 방위로부터 직접 산출 가능하다. 상기 면적의 비율을 산출하기 위해서는, 와이어 표면의 임의의 면이며, 본딩 와이어의 신선 방향과 수직인 방향의 길이가 본딩 와이어의 직경의 적어도 1/4의 길이이며, 본딩 와이어의 신선 방향의 길이가 적어도 100㎛로 하는 면을 관찰하여, 그 관찰 면적을 100으로 하고, 상기 기울기가 15도 이하인 결정립이 차지하는 면적의 백분율로 한다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
와이어 표면의 결정 방위에 관해서는, 상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 없거나 또는 작은 쪽이 보다 바람직하다. 구체적으로는, 상기 기울기가 15도 이하인 결정립의 면적율을 60% 이상 100% 이하로 하면, 300㎛ 이상의 고루프 높이라고 하는 특수한 본딩을 행하였을 때라도, 리닝 불량이라고 불리는, 본딩 방향과 수직인 방향으로 루프가 쓰러지는 불량이 발생하기 어려워지므로 좋고, 보다 바람직하게는 70% 이상 100% 이하로 하면 또한 그 효과가 높아지므로 더욱 좋다. 이는, 상기 방위가 <111> 결정 방위 혹은 그 근방이면, 재료의 강도나 탄성률이 높아지기 때문이다. 본 발명자들이 더욱 검토를 거듭한 결과, 리닝 불량의 발생률을 억제하기 위해서는, 와이어 표면에 있어서 <111> 결정 방위의 신선 방향에 대한 기울기를 작게 하고, 상기 기울기가 15도 이하인 결정립의 면적율을 60% 이상으로 하면, 리닝 불량의 발생률을 억제하는 데 충분한 강도 및 탄성률을 확보할 수 있는 것이 판명되었다. 그러나, 상기 기울기가 15도 이하인 결정립의 면적율이 60% 미만에서는, 리닝 불량의 발생률을 억제하는 효과는 충분하지 않다. 여기서, 상기 본딩 와이어의 표면에서 관찰되는 결정립의 <111> 결정 방위의 신선 방향에 대한 기울기는, TEM 관찰 장치 중에 설치한 미소 영역 X선법 혹은 전자 후방 산란 도형(EBSD, Electron Backscattered Diffraction)법 등으로 측정할 수 있는 것이다. 그 중에서도, EBSD법은 개별의 결정립의 방위를 관찰하여, 이웃하는 측정점 사이에서의 결정 방위의 각도 차를 도시할 수 있다고 하는 특징을 갖고, 본딩 와이어와 같은 세선이라도, 비교적 간편하면서 고정밀도로 결정립의 기울기를 관찰할 수 있으므로 보다 바람직하다. 또한, 상기 기울기가 15도 이하인 결정립의 면적율은, 미소 영역 X선법에서는 각각의 결정립에 있어서의 결정 방위의 X선 강도를 기초로 결정 방위의 체적 비율로서 구할 수 있고, 또한 EBSD법에서는 상기에서 관찰한 개별의 결정립의 방위로부터 직접 산출 가능하다. 상기 면적의 비율을 산출하기 위해서는, 와이어 표면의 임의의 면이며, 본딩 와이어의 신선 방향과 수직인 방향에 있어서 본딩 와이어의 직경의 적어도 1/4의 폭을, 본딩 와이어의 신선 방향에 적어도 100㎛의 길이의 면을 관찰하여, 그 관찰 면적을 100으로 하고, 상기 기울기가 15도 이하인 결정립이 차지하는 면적의 백분율로 한다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
와이어 표면의 경도에 관해서는, 상기 와이어 표면의 마이어 경도를 0.2 내지 2.0㎬의 범위로 하면, 80㎛ 클래스의 루프 높이라고 하는 저루프 본딩 시라도, 네크 데미지라고 불리는 불량의 발생이 억제되므로 더욱 좋다.
이 네크 데미지는 볼부와 모선부의 경계 영역(네크부)에 있어서의 손상을 가리키고, 극단적으로 낮은 루프 높이로 루프를 형성할 때에, 네크부에 과도한 부담이 가해짐으로써 발생하는 불량이다. 최근의 플래쉬 메모리 등의 박형 전자 기기에서는, 메모리의 용량을 조금이라도 대용량화하기 위해, 얇은 실리콘 칩을 복수매 탑재한 박형 디바이스를 사용하고 있는 것이다. 이와 같은 박형 디바이스에서는 필연적으로 루프 높이를 낮게 할 수밖에 없으므로, 종래, 상기 네크 데미지가 발생하기 쉽게 되어 있다.
발명자들은, 상기 네크 데미지의 발생에는 와이어 표면의 경도가 밀접하게 관계되어 있는 것을 명백하게 하여, 상기 경도를 낮게 함으로써, 저루프 본딩 시에 네크에 과도한 부하가 부여되어도, 표면을 소성 변형할 수 있어, 네크 데미지를 억제할 수 있는 것을 발견하였다. 구체적으로는, 상기 본딩 와이어의 표면의 마이어 경도를 2.0㎬ 이하로 함으로써, 상기 효과가 얻어진다. 단, 상기 본딩 와이어의 표면의 마이어 경도가 2.0㎬를 초과하는 경우, 통상의 은 합금과 같은 정도의 경도로 되어 버려, 저루프 본딩 시에 네크에 과도한 부하가 부여되면, 표면층이 충분하게는 소성 변형될 수 없어, 상기 효과는 얻어지지 않는다. 한편, 상기 본딩 와이어의 표면의 마이어 경도가 0.2㎬ 미만인 경우에는, 경도가 지나치게 작으므로 본딩 와이어의 취급 과정에서 와이어 표면에 용이하게 흠집이 생기기 쉬워져, 취급 방법에 따라서는 많은 표면 흠집이 발생하는 경우가 있다. 여기서, 마이어 경도라 함은, 강구 혹은 초경합 금구의 압자를 사용하여 계측하는 경도로, 압자로 시험면에 오목부를 만들었을 때의 하중을, 영구 오목부의 직경의 투영 면적으로 나눈 값을 가리키고, 그 값은 응력의 차원을 갖는다. 나노인덴션법이라고 불리는 물질 표면의 해석 방법을 사용하면, 1㎚ 정도의 깊이에 있어서의 마이어 경도도 측정 가능하므로, 본 발명의 마이어 경도값의 확인에는, 나노인덴션법을 사용하는 것이 바람직하다. 또한, 본딩 와이어의 표면의 마이어 경도는 합금층 및 피복층을 갖는 본딩 와이어의 최표면을 나노인덴션법으로 측정하여 얻어지는 것이다. 또한, 0.2 내지 2.0㎬의 마이어 경도는 대략 50 내지 570Hv의 비커스 경도에 상당한다.
코어선 중의 첨가 원소의 종류와 조성에 관하여, 본 발명에 관한 코어선은 구리 또는 구리 합금으로 이루어지는 것이지만, 상기 코어선에는 본 발명의 작용 효과를 손상시키지 않는 범위에서 다양한 첨가 원소를 첨가해도 좋다. 상기 코어선에 첨가할 수 있는 원소의 예로서는, Ca, B, P, Al, Ag, Se 등을 들 수 있다. 이들 첨가 원소 중에서, B, P, Se 중 적어도 1종을 포함하는 것이 보다 바람직하다. 상기 첨가 원소가 총계로 5 내지 300질량ppm 함유되면, 본딩 와이어의 강도가 보다 향상된다. 그 결과, 예를 들어 5㎜를 초과하는 루프 길이라고 하는 장척 루프의 본딩을 했을 때라도 루프의 직진성을 확보할 수 있게 된다. 이는, 상기 첨가 원소가, 코어선에 있어서의 구리 결정립 내에서의 고용 강화 혹은 결정립계의 강화에 기여하기 때문이라고 생각된다. 단, 상기 첨가 원소의 농도가 5질량ppm 미만인 경우에는, 상기 강도의 가일층 향상이라고 하는 효과는 얻어지지 않는다. 한편, 상기 첨가 원소의 농도가 300질량ppm을 초과하는 경우에는, 볼부를 과잉으로 경화시키게 되므로, 볼 본딩 시에 칩을 손상시킬 위험성이 높아져 바람직하지 않은 경우가 있다. 코어선 중의 성분 함유량을 분석하는 방법에 대해서는, 본딩 와이어를 절단하여, 그 단면부로부터 스패터 등에 의해 깊이 방향으로 파내려 가면서 분석하는 방법이나, 상기 단면에서의 선 분석 또는 점 분석이 유효하다. 전자의 파내려 가면서 측정하는 방법에서는, 측정 깊이가 커지면 측정 시간이 지나치게 걸린다. 후자의 선 분석 또는 점 분석은 단면 전체에서의 농도 분포나 몇 군데에서의 재현성의 확인 등이 비교적 용이한 점이 이점이다. 본딩 와이어의 단면에서는 선 분석이 비교적 간편하지만, 분석의 정밀도를 향상시키고 싶은 경우에는, 선 분석에서의 분석 간격을 좁게 하거나, 특히 상세하게 분석하고 싶은 영역을 확대한 후 점 분석을 행하는 것도 유효하다. 이들 분석에 사용하는 분석 장치로서, EPMA, EDX, AES, TEM 등을 이용할 수 있다. 또한, 평균적인 조성의 조사에는 표면부로부터 단계적으로 산 등의 약액으로 본딩 와이어를 용해해 가고, 그 용액 중에 포함되는 농도로부터 용해한 부위의 조성을 구하는 방법도 가능하다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
이상, 본 발명의 적합한 예를 서술하였지만, 본 발명은 적절하게 변형이 가능하다. 예를 들어, 상기 코어선과 상기 피복층 사이에는 확산층이 형성되어 있어도 좋다. 예를 들어, 팔라듐을 함유하는 영역이 상기 피복층과 연속하여, 상기 팔라듐이나 코어선을 구성하는 구리가 확산되어 팔라듐을 50% 미만 함유하는 확산층이다. 이와 같은 확산층이 존재함으로써, 본딩 와이어는 피복층과 코어선의 밀착성을 향상시킬 수 있다.
다음에, 상기 피복층의 표면에, 금과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어에 대해 설명한다. 상기 합금층은 상기 피복층 상에, 또한 1 내지 80㎚의 두께를 갖는 것이다. 이는, 웨지 접합성이 본딩 와이어의 최표면으로부터 3㎚ 정도의 영역의 물성치에 지배되는 것에 기인한다. 즉, 와이어의 최표면으로부터 적어도 1㎚의 영역, 바람직하게는 본딩 와이어의 최표면으로부터 3㎚의 영역이, 금과 팔라듐의 합금이면, 팔라듐 도금 리드 프레임 상에 웨지 접합시킬 때, 와이어의 최표면을 구성하는 합금층 중의 금이 팔라듐 도금 리드 프레임 상의 팔라듐을 향해 우선적으로 확산되어, 본딩 와이어와 팔라듐 도금 리드 프레임의 양자 사이에 새로운 합금층을 형성하기 쉽게 한다. 이에 의해, 본 발명에 관한 본딩 와이어는, 팔라듐 도금 리드 프레임과의 웨지 접합성이 향상되고, 예를 들어 2nd 박리 강도가 양호해진다. 이는, 금과 팔라듐 사이의 상호 확산의 쪽이, 팔라듐의 자기 확산보다도 빠른 것에 기인한다. 단, 상기 합금층의 두께가 1㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 영향을 미쳐 버리므로, 팔라듐 도금 리드 프레임과의 웨지 접합성을 확보할 수 없다. 또한, 상기 합금층의 두께가 3㎚로 만족되지 않으면, 본딩 와이어의 기초인 피복층이 상기 웨지 접합성에 악영향을 미칠 위험성이 제로가 아니라, 상기 효과가 안정되지 않게 된다고는 리스크가 발생하므로, 보다 바람직하게는 상기 두께를 3㎚ 이상으로 하는 것이 좋다. 상기 효과를 얻기 위해서는, 상기 금과 팔라듐을 포함하는 합금층의 두께의 상한에 특별히 제한은 없다. 상기 합금층의 두께를 80㎚ 초과로 하기 위해서는, 후술하는 전해 도금이면 대전류 하이고, 무전해 도금이면 장시간, 증착법이면 장시간, 각각 금 도금 혹은 금 증착한 후, 또한 후술하는 가열 공정에서의 가열 온도를 700℃ 초과로 고온으로 해야만 해, 안정된 품질을 확보하기 어려워지므로 상기 합금의 두께의 상한을 80㎚ 이하로 하였다. 또한, 합금의 두께는 상한을 50㎚ 이하로 하는 것이 보다 바람직하다. 상한을 50㎚ 이하로 하면, 상기 가열 온도를 600℃ 내지 650℃로 할 수 있기 때문이다.
또한, 상기 금과 팔라듐을 포함하는 합금층에 의한 상기 효과를 얻기 위해서는, 상기 합금층 중의 금의 조성(금 농도)이 특정한 범위일 필요가 있다. 구체적으로는, 상기 금과 팔라듐을 포함하는 합금층 중의 금 농도가, 10% 이상 75% 이하이고, 보다 바람직하게는 40% 이상 75% 이하이면 전술한 팔라듐 도금 리드 프레임과의 웨지 접합성을 더욱 높일 수 있다. 상기 금 농도가 10% 미만에서는 전술한 효과는 얻어지지 않는다. 반대로, 상기 금 농도가 75%를 초과하면, 와이어 선단에 볼부를 형성할 때에 금과 팔라듐을 포함하는 상기 합금층 중의 금이 우선적으로 용융됨으로써, 찌그러진 볼부가 형성될 위험성이 증가하므로 좋지 않다. 이는, 상술한 바와 같이, 와이어 선단을 아크 입열로 가열 용융할 때에, 열전도율이 낮은 금(317W/mㆍK)에서는 열이 가둬지기 쉬워, 금이 우선적으로 용융되어 버리는 것에 비해, 열전도율이 높은 구리(401W/mㆍK)에서는 발열되기 쉬운 것으로, 구리는 일부분밖에 용융되지 않는 것이 관계되어 있다고 생각된다. 그것에 대해, 상기 합금층 중의 금 농도가 75% 이하이면, 본딩 와이어의 합금층에서는 금과 팔라듐이 균질하게 혼합되어 있으므로, 와이어 선단에 볼부를 형성할 때에, 금만 우선적으로 용융되어, 찌그러진 볼부가 형성될 위험성은 없고, 볼부의 진구성이나 치수 정밀도를 손상시키는 경우는 없다. 또한, 상기 금 농도가, 10% 이상 40% 미만이면 볼부의 진구성이나 치수 정밀도가 더욱 양호해지므로 좋다.
따라서, 본 발명에 관한 본딩 와이어에서는, 구리 또는 구리 합금으로 이루어지는 코어선의 표면에 특정한 두께의 팔라듐을 포함하는 피복층을 갖고, 상기 피복층의 표면에 특정한 두께와 특정한 조성의 금과 팔라듐을 포함하는 합금층을 가짐으로써, 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성, 내산화성 및 내황화성을 확보하고, 또한 구리 또는 구리 합금을 코어선으로 하는 저렴한 본딩 와이어를 제공할 수 있다.
피복층 및 합금층의 두께와 조성의 측정은 본딩 와이어의 표면으로부터 스패터법에 의해 깊이 방향으로 파내려 가면서 분석하는 방법이나, 본딩 와이어의 단면에서의 선 분석 또는 점 분석하는 방법을 사용한다. 여기서, 합금층의 두께는, 표면으로부터 깊이 방향으로 조성 분석하여 금의 농도가 10% 이상인 부분의 거리(깊이)이다. 또한, 피복층의 두께는 상기 합금층의 두께가 되는 계면으로부터 깊이 방향으로 조성 분석하여 팔라듐의 농도가 50% 이상인 부분의 거리(깊이)이다. 이들 분석에 사용하는 분석 장치로서, EPMA(전자선 마이크로 분석, Electron Probe Micro Analysis), EDX(에너지 분산형 X선 분석, Energy Dispersive X-Ray Analysis), AES(오제 전자 분광법, Auger Electron Spectroscopy), TEM(투과형 전자 현미경, Transmission Electron Microscope) 등을 이용할 수 있다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
상술한 바와 같은, 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성과 내산화성의 양자를 확보하고, 또한 후술하는 루프 특성도 만족시키기 위해서는, 와이어 표면의 결정 방위, 와이어 표면의 경도, 또는 코어선 중의 첨가 원소의 종류와 조성을 특정한 범위로 한 본딩 와이어가 유효한 것을, 발명자들은 발견하였다.
와이어 표면의 결정 방위에 관해서는, 상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 없거나 또는 작은 쪽이 보다 바람직하다. 구체적으로는, 상기 기울기가 15도 이하인 결정립의 면적율을 40% 이상 100% 이하로 하면, 300㎛ 이상의 고루프 높이라고 하는 특수한 본딩을 행했을 때라도, 리닝 불량이라고 불리는, 본딩 방향과 수직인 방향으로 루프가 쓰러지는 불량이 발생하기 어렵게 할 수 있고, 보다 바람직하게는 70% 이상 100% 이하로 하면 더욱 그 효과를 높일 수 있다. 이는, 상기 방위가 <111> 결정 방위 혹은 그 근방이면, 재료의 강도나 탄성률이 높아지기 때문이다. 본 발명자들이 더욱 검토를 거듭한 결과, 리닝 불량의 발생률을 억제하기 위해서는, 와이어 표면에 있어서 <111> 결정 방위의 신선 방향에 대한 기울기를 작게 하고, 상기 기울기가 15도 이하인 결정립의 면적율을 40% 이상으로 하면, 리닝 불량의 발생률을 억제하는 데 충분한 강도 및 탄성률을 확보할 수 있는 것이 판명되었다. 그러나, 상기 기울기가 15도 이하인 결정립의 면적율이 40% 미만에서는, 리닝 불량의 발생률을 억제하는 효과는 충분하지 않다. 여기서, 상기 본딩 와이어의 표면에서 관찰되는 결정립의 <111> 결정 방위의 신선 방향에 대한 기울기는, TEM 관찰 장치 중에 설치한 미소 영역 X선법 혹은 전자 후방 산란 도형(EBSD, Electron Backscattered Diffraction)법 등으로 측정할 수 있는 것이다. 그 중에서도, EBSD법은 개별의 결정립의 방위를 관찰하여, 이웃하는 측정점 사이에서의 결정 방위의 각도 차를 도시할 수 있다고 하는 특징을 갖고, 본딩 와이어와 같은 세선이라도, 비교적 간편하면서 고정밀도로 결정립의 기울기를 관찰할 수 있으므로 보다 바람직하다. 또한, 상기 기울기가 15도 이하인 결정립의 면적율은, 미소 영역 X선법에 의해 각각의 결정립에 있어서의 결정 방위의 X선 강도를 기초로 결정 방위의 체적 비율로서 구할 수 있고, 또한 EBSD법에 의해 상기에서 관찰한 개별의 결정립의 방위로부터 직접 산출 가능하다. 상기 면적의 비율을 산출하기 위해서는, 와이어 표면의 임의의 면이며, 본딩 와이어의 신선 방향과 수직인 방향의 길이가 본딩 와이어의 직경의 적어도 1/4의 길이이며, 본딩 와이어의 신선 방향의 길이를 적어도 100㎛로 하는 면을 관찰하여, 그 관찰 면적을 100으로 하고, 상기 기울기가 15도 이하인 결정립이 차지하는 면적의 백분율로 한다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
와이어 표면의 경도에 관해서는, 상기 와이어 표면의 마이어 경도를 0.2 내지 2.0㎬의 범위로 하면, 80㎛ 클래스의 루프 높이라고 하는 저루프 본딩 시라도, 네크 데미지라고 불리는 불량의 발생이 억제되므로 더욱 좋다.
이 네크 데미지는 볼부와 모선부의 경계 영역(네크부)에 있어서의 손상을 가리키고, 극단적으로 낮은 루프 높이로 루프를 형성할 때에, 네크부에 과도한 부담이 가해짐으로써 발생하는 불량이다. 최근의 플래쉬 메모리 등의 박형 전자 기기에서는, 메모리의 용량을 조금이라도 대용량화하기 위해, 얇은 실리콘 칩을 복수매 탑재한 박형 디바이스를 사용하고 있는 것이다. 이와 같은 박형 디바이스에서는 필연적으로 루프 높이를 낮게 할 수밖에 없으므로, 종래, 상기 네크 데미지가 발생하기 쉽게 되어 있었다.
본 발명자들은, 상기 네크 데미지의 발생에는 와이어 표면의 경도가 밀접하게 관계되어 있는 것을 명백하게 하여, 상기 경도를 낮게 함으로써, 저루프 본딩 시에 네크에 과도한 부하가 부여되어도, 표면이 소성 변형될 수 있어, 네크 데미지를 억제할 수 있는 것을 발견하였다. 구체적으로는, 상기 본딩 와이어의 표면의 마이어 경도를 2.0㎬ 이하로 함으로써, 상기 효과가 충분히 얻어진다. 단, 상기 본딩 와이어의 표면의 마이어 경도가 2.0㎬를 초과하는 경우, 통상의 금 합금과 같은 정도의 경도로 되어 버려, 저루프 본딩 시에 네크에 과도한 부하가 부여되면, 표면층이 충분하게는 소성 변형되기 어려워져, 상기 효과가 충분히 얻어지지 않는다. 한편, 상기 본딩 와이어의 표면의 마이어 경도가 0.2㎬ 미만인 경우에는, 경도가 지나치게 작으므로 본딩 와이어의 취급 과정에서 와이어 표면에 용이하게 흠집이 생기기 쉬워져, 취급 방법에 따라서는 많은 표면 흠집이 발생하는 경우가 있다. 여기서, 마이어 경도라 함은, 강구 혹은 초경합 금구의 압자를 사용하여 계측하는 경도로, 압자에 의해 시험면에 오목부를 만들었을 때의 하중을, 영구 오목부의 직경의 투영 면적으로 나눈 값을 가리키고, 그 값은 응력의 차원을 갖는다. 나노인덴션법이라고 불리는 물질 표면의 해석 방법을 사용하면, 1㎚ 정도의 깊이에 있어서의 마이어 경도도 측정 가능하므로, 본 발명의 마이어 경도값의 확인에는 나노인덴션법을 사용하는 것이 바람직하다. 또한, 본딩 와이어의 표면의 마이어 경도는, 합금층 및 피복층을 갖는 본딩 와이어의 최표면을 나노인덴션법으로 측정하여 얻어지는 것이다. 또한, 0.2 내지 2.0㎬의 마이어 경도는 대략 50 내지 570Hv의 비커스 경도에 상당한다.
코어선 중의 첨가 원소의 종류와 조성에 관하여, 본 발명에 관한 코어선은 구리 또는 구리 합금으로 이루어지는 것이지만, 상기 코어선에는 본 발명의 작용 효과를 손상시키지 않는 범위에서 다양한 첨가 원소를 첨가해도 좋다. 상기 코어선에 첨가할 수 있는 원소의 예로서는, Ca, B, P, Al, Ag, Se 등을 들 수 있다. 이들 첨가 원소 중에서, B, P, Se 중 적어도 1종을 포함하는 것이 보다 바람직하다. 상기 첨가 원소가 총계로 5 내지 300질량ppm 함유하면, 본딩 와이어의 강도가 보다 향상된다. 그 결과, 예를 들어, 루프 길이가 5㎜를 초과하는 장척 루프의 본딩을 했을 때라도 루프의 직진성을 확보할 수 있게 된다. 이는, 상기 첨가 원소가, 코어선에 있어서의 구리 결정립 내에서의 고용 강화 혹은 결정립계의 강화에 기여하기 때문이라고 생각된다. 단, 상기 첨가 원소의 농도가 5질량ppm 미만인 경우에는, 상기 강도의 가일층 향상이라고 하는 효과가 충분히 얻어지지 않는다. 한편, 상기 첨가 원소의 농도가 300질량ppm을 초과하는 경우에는, 볼부가 보다 경화하게 되므로, 볼 본딩 시에 칩을 손상시킬 위험성이 높아져 바람직하지 않은 경우가 있다. 코어선 중의 성분 함유량을 분석하기 위해서는, 본딩 와이어를 절단하여, 그 단면부로부터 스패터 등에 의해 깊이 방향으로 파내려 가면서 분석하는 방법이나, 상기 단면에서의 선 분석 또는 점 분석하는 방법을 사용한다. 이들 분석에 사용하는 분석 장치로서, EPMA, EDX, AES, TEM 등을 이용할 수 있다. 또한, 평균적인 조성의 분석에는 표면부로부터 단계적으로 산 등의 약액으로 본딩 와이어를 용해하여, 그 용액 중에 포함되는 농도로부터 용해된 부위의 조성을 구하는 방법을 사용할 수 있다. 상기 어느 하나의 방법으로 얻어지는 두께나 조성이 본 발명의 범위 내이면, 본 발명의 작용 효과가 얻어지는 것이다.
이상, 본 발명의 적합한 예를 서술하였지만, 본 발명은 적절하게 변형이 가능하다. 예를 들어, 상기 코어선과 상기 피복층 사이에는 확산층이 형성되어 있어도 좋다. 예를 들어, 팔라듐을 함유하는 영역이 상기 피복층과 연속하여, 상기 팔라듐이나 코어선을 구성하는 구리가 확산되어 팔라듐을 50% 미만 함유하는 확산층이다. 이와 같은 확산층이 존재함으로써, 본딩 와이어는 피복층과 코어선의 밀착성을 향상시킬 수 있다.
이하, 본 발명의 본딩 와이어의 제조 방법에 대해 일례를 설명한다.
우선, 상기 피복층의 표면에, 은과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어의 제조 방법에 대해 설명한다.
상기 조성의 본딩 와이어를 제조하기 위해서는, 고순도의 구리(순도 99.99% 이상), 또는 이들 고순도의 구리와 첨가 원소 원료를 출발 원료로서 칭량한 후, 이것을 고진공 하 혹은 질소나 Ar 등의 불활성 분위기 하에서 가열하여 용해함으로써 구리 또는 구리 합금의 잉곳을 얻는다. 상기 잉곳을 최종적으로 필요로 하는 코어선의 직경까지 금속제의 다이스를 사용하여 신선한다. 본 발명에 관한 팔라듐을 포함하는 피복층은 최종적인 코어선의 직경까지 신선한 후에 실시된다. 팔라듐을 포함하는 피복층을 형성하는 방법으로서는, 전해 도금, 무전해 도금, 증착법 등을 이용할 수 있다. 그 중에서도 막 두께를 안정적으로 제어할 수 있는 전해 도금을 이용하는 것이 공업적으로는 가장 바람직하다. 그 후, 상기 피복층의 표면에 은과 팔라듐으로 이루어지는 합금을 형성한다. 그 방법은 어떤 방법이라도 좋고, 예를 들어 상기 피복층을 형성한 후, 또한 그 표면에 표피층으로서 은막을 형성하고, 일정한 노 내 온도로 전기로 중, 와이어를 일정한 속도 하에서 연속적으로 스위프함으로써, 합금화를 재촉하는 방법이, 확실하게 상기 합금의 조성과 두께를 제어할 수 있으므로 바람직하다. 구체적으로는, 산화나 황화를 방지하면서 확실하게 상기 합금화를 행하기 위해, 180℃ 내지 210℃로 15 내지 24시간의 가열을 행하면 좋다. 상기 피복층의 표면에 또한 은막을 형성하는 방법으로서는, 전해 도금, 무전해 도금, 증착법 등을 이용할 수 있다. 이 경우에도 상기한 이유로 전해 도금을 이용하는 것이 공업적으로는 가장 바람직하다. 상기 합금화를 위한 가열 시에는, 은이 황화되기 쉬운 것을 고려하여, 노 내의 분위기를 질소나 Ar 등의 불활성 분위기로 하고, 또한 종래의 본딩 와이어의 가열법과는 달리, 상기 분위기 중에 함유되는 유황 농도를 900ppm 이하로 한다. 보다 바람직하게는, 불활성 가스 중에 수소 등의 환원성 가스를 적어도 100ppm 혼입시키면, 와이어의 황화를 방지하는 효과가 더욱 높아지므로 좋다. 가장 바람직하게는, 유황 등의 불순물 가스가 장치 외부로부터 반입되는 것을 가능한 한 피하기 위해, 분위기로(제1 분위기로)의 외측에 또 다른 1층의 제2 분위기로를 설치하면, 가령 제2 분위기로 중에 외부로부터 불순물 가스가 미량 혼입되었다고 해도, 이들 불순물 가스는 제1 분위기로에는 용이하게는 도달할 수 없으므로 좋다. 또한, 노 내의 적절한 온도는 와이어의 조성이나 와이어를 스위프하는 속도에 의해서도 다르지만, 대략 230℃ 내지 720℃의 범위로 하면, 안정된 품질의 본딩 와이어가 얻어지므로 좋다. 그리고, 신선 공정 중에 와이어를 스위프하는 속도는, 예를 들어 40 내지 80m/min 정도로 하면 안정된 조업을 할 수 있으므로 바람직하다.
본원 발명의 본딩 와이어의 제조 방법에 있어서, <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 50% 이상 100% 이하로 하는 제조 방법은, 통상의 제조 방법으로는 제조하는 것이 어렵고, 특수한 방법으로 제조된다.
구체적으로는, 상기한 요령으로 잉곳을 얻은 후, 상기 잉곳에 팔라듐을 포함하는 피복층을 상기와 마찬가지로 하여 형성한다. 또한 그 위에 은막을 상기와 마찬가지로 하여 형성한다. 상기 피복층과 은막을 형성한 잉곳을, 최종적인 코어선의 직경까지 금속제의 다이스를 사용하여 신선할 때에, 선 직경 80㎛ 이상의 굵기에서는 상기 다이스의 감면율을 11 내지 19% 정도로 하여 신선하고, 선 직경 80㎛ 미만의 굵기에 있어서의 신선 시에는 상기 감면율을 7 내지 17% 정도로 하는, 통상보다도 큰 감면율로 신선한다. 이에 의해, 은막 상의 방향성을 갖는 집합 조직(신선 방향으로 결정 방위가 정렬된 집합 조직)을 발달시킬 수 있다. 단, 큰 감면율로 신선하면 단선이 발생할 위험성이 높아지므로, 본딩 와이어의 단선을 방지하기 위해, 신선 속도는, 예를 들어 4 내지 8m/min이라고 하는 통상보다도 저속으로 하는 것이 보다 바람직하다. 본 본딩 와이어에서도, 신선 후에, 전술한 바와 마찬가지로 합금화를 재촉하는 열처리를 행한다. 신선 후에 합금화를 재촉하는 열처리 공정에 있어서의 온도가, 저온이면, <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적의 비율이 높아지고, 고온이면, 상기 면적의 비율이 저하된다. 이 면적의 저하는 상기 공정에서, 가열하여 재결정화가 촉진되면, 전술한 집합 조직에 있어서의 방향성이 상실되기 쉬워지는 것에 기인한다. 구체적으로는, 상기 노 내 온도가 230℃ 내지 280℃이면, 상기 면적의 비율이 100%로 되고, 상기 노 내 온도가 680℃ 내지 720℃의 범위이면, 상기 면적의 비율이 50% 정도로 되어, 상기 면적의 비율은 열처리의 온도로 제어할 수 있다.
본원 발명의 본딩 와이어의 제조 방법에 있어서, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 60% 이상 100% 이하로 하는 제조 방법은, 통상의 제조 방법에서는 제조하는 것은 어렵고, 특수한 방법으로 제조된다.
구체적으로는, 상기한 요령으로 잉곳을 얻은 후, 상기 잉곳에 팔라듐을 포함하는 피복층을 상기와 마찬가지로 하여 형성한다. 또한 그 위에 은막을 상기와 마찬가지로 하여 형성한다. 상기 피복층과 은막을 형성한 잉곳을, 최종적인 코어선의 직경까지 금속제의 다이스를 사용하여 신선할 때에, 선 직경 150㎛ 이상의 굵기에서는 상기 다이스의 감면율을 20 내지 22% 정도로 하여 신선하고, 선 직경 80㎛ 이상 150㎛ 미만의 굵기에서는 상기 다이스의 감면율을 18 내지 19% 정도로 약간 크게 하여 신선하고, 선 직경 80㎛ 미만의 굵기에 있어서의 신선 시에는 상기 감면율로서 다시 20 내지 22% 정도라고 하는 높은 값을 사용한다. 이에 의해, 은막 상의 방향성을 갖는 집합 조직(신선 방향으로 결정 방위가 정렬된 집합 조직)을 발달시킬 수 있다. 단, 큰 감면율로 신선하면 단선이 발생할 위험성이 높아지므로, 본딩 와이어의 단선을 방지하기 위해, 신선 속도는, 예를 들어 1 내지 3m/min라고 하는 통상보다도 저속으로 하는 것이 보다 바람직하다. 본 본딩 와이어에서도, 신선 후에, 전술한 바와 마찬가지로 합금화를 재촉하는 열처리를 행한다. 신선 후에 합금화를 재촉하는 열처리 공정에 있어서의 온도가, 저온이면 <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적의 비율이 높아지고, 고온이면 상기 면적의 비율이 저하된다. 이 면적의 저하는 상기 공정에서, 가열하여 재결정화가 촉진되면, 전술한 집합 조직에 있어서의 방향성이 상실되기 쉬워지는 것에 기인한다.
본원 발명의 본딩 와이어의 제조 방법에 있어서, 피복층의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위로 되는 본딩 와이어의 제조 방법은, 통상의 제조 방법으로는 제조하는 것은 어렵고, 특수한 방법으로 와이어 표면의 은과 팔라듐의 합금을 각별히 연하게 하여 제조한다. 구체적으로는, 상술한 어느 하나의 방법으로 원하는 선 직경까지 신선하여, 전술한 합금화를 위한 열처리 공정을 종료한 후, 또한 상기 본딩 와이어를 스풀마다 아르곤 분위기로 제어된 전기로 중에 설치하여, 150 내지 200℃로 20 내지 24시간의 가열을 함으로써 제조할 수 있다. 150℃보다 저온 또는 20시간보다 단시간의 가열에서는, 은과 팔라듐의 합금을 상기 경도와 같이 각별히 연하게 할 수는 없다. 200℃보다 고온 또는 24시간보다 장시간의 가열을 하면, 이웃하는 와이어 사이의 확산이 촉진되어, 와이어끼리가 달라붙어 버리는 경우가 있다.
다음에, 상기 피복층의 표면에, 금과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어의 제조 방법에 대해 설명한다.
상기 조성의 본딩 와이어를 제조하기 위해서는, 고순도의 구리(순도 99.99% 이상), 또는 이들 고순도의 구리와 첨가 원소 원료를 출발 원료로서 칭량한 후, 이것을 고진공 하 혹은 질소나 Ar 등의 불활성 분위기 하에서 가열하여 용해함으로써 구리 또는 구리 합금의 잉곳을 얻는다. 상기 잉곳을 최종적으로 필요로 하는 코어선의 직경까지 금속제의 다이스를 사용하여 신선한다. 본 발명에 관한 팔라듐을 포함하는 피복층은 최종적인 코어선의 직경까지 신선한 후에 실시된다. 팔라듐을 포함하는 피복층을 형성하는 방법으로서는, 전해 도금, 무전해 도금, 증착법 등을 이용할 수 있다. 그 중에서도 막 두께를 안정적으로 제어할 수 있는 전해 도금을 이용하는 것이 공업적으로는 가장 바람직하다. 그 후, 상기 피복층의 표면에 금과 팔라듐을 포함하는 합금층을 형성한다. 그 방법은 어떤 방법이라도 좋고, 예를 들어 상기 피복층을 형성한 후, 또한 그 표면에 표피층으로서 금막을 형성하고, 일정한 노 내 온도로 전기로 중, 와이어를 일정한 속도 하에서 연속적으로 스위프함으로써 합금화를 재촉하는 방법이, 확실하게 상기 합금의 조성과 두께를 제어할 수 있으므로 바람직하다. 구체적으로는, 산화를 방지하면서 확실하게 상기 합금화를 행하기 위해, 160℃ 내지 190℃로 16 내지 25시간의 가열을 행하면 좋다. 상기 피복층의 표면에 또한 금막을 형성하는 방법으로서는, 전해 도금, 무전해 도금, 증착법 등을 이용할 수 있다. 이 경우에도 상기한 이유로부터 전해 도금을 이용하는 것이 공업적으로는 가장 바람직하다. 상기 합금화를 위한 가열 시에는 원료의 오염을 고려하여, 노 내의 분위기를 질소나 Ar 등의 불활성 분위기로 하고, 또한 종래의 본딩 와이어의 가열법과는 달리, 상기 분위기 중에 함유되는 산소 농도를 5000ppm 이하로 한다. 보다 바람직하게는, 불활성 가스 중에 수소 등의 환원성 가스를 적어도 500ppm 혼입시키면, 와이어의 원료의 오염을 방지하는 효과가 더욱 높아지므로 좋다. 또한, 노 내의 적절한 온도는 와이어의 조성이나 와이어를 스위프하는 속도에 따라서도 다르지만, 대략 210℃ 내지 700℃의 범위로 하면, 안정된 품질의 본딩 와이어가 얻어지므로 좋다. 그리고, 신선 공정 중에 와이어를 스위프하는 속도는, 예를 들어 20 내지 40m/min 정도로 하면 안정된 조업을 할 수 있으므로 바람직하다.
본원 발명의 본딩 와이어의 제조 방법에 있어서, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 40% 이상 100% 이하로 하는 제조 방법은, 통상의 제조 방법으로는 제조하는 것은 어렵고, 특수한 방법으로 제조된다.
구체적으로는, 상기한 요령으로 잉곳을 얻은 후, 상기 잉곳에 팔라듐을 포함하는 피복층을 상기와 마찬가지로 하여 형성한다. 또한 그 위에 금막을 상기와 마찬가지로 하여 형성한다. 상기 피복층과 금막을 형성한 잉곳을, 최종적인 코어선의 직경까지 금속제의 다이스를 사용하여 신선할 때에, 선 직경 150㎛ 이상의 굵기에서는 상기 다이스의 감면율을 14 내지 21% 정도로 하여 신선하고, 선 직경 150㎛ 미만의 굵기에 있어서의 신선 시에는 상기 감면율을 12 내지 19% 정도라고 하는, 통상보다도 큰 감면율로 신선한다. 이에 의해, 금막 상의 방향성을 갖는 집합 조직(신선 방향으로 결정 방위가 정렬된 집합 조직)을 발달시킬 수 있다. 단, 큰 감면율로 신선하면 단선이 발생할 위험성이 높아지므로, 본딩 와이어의 단선을 방지하기 위해, 신선 속도는, 예를 들어 2 내지 4m/min이라고 하는 통상보다도 저속으로 하는 것이 보다 바람직하다. 본 본딩 와이어에서도, 신선 후에 전술한 바와 마찬가지로 합금화를 재촉하는 열처리를 행한다. 신선 후에 합금화를 재촉하는 열처리 공정에 있어서의 온도가, 저온이면, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적의 비율이 높아지고, 고온이면, 상기 면적의 비율이 저하된다. 이 면적의 저하는 상기 공정에서, 가열하여 재결정화가 촉진되면, 전술한 집합 조직에 있어서의 방향성이 상실되기 쉬워지는 것에 기인한다. 구체적으로는, 상기 노 내 온도가 210℃ 내지 260℃이면, 상기 면적의 비율이 100%로 되고, 상기 노 내 온도가 660℃ 내지 700℃의 범위이면, 상기 면적의 비율이 40% 정도로 되고, 상기 면적의 비율은 열처리의 온도로 제어할 수 있다.
본원 발명의 본딩 와이어의 제조 방법에 있어서, 피복층의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위로 되는 본딩 와이어의 제조 방법은, 통상의 제조 방법으로는 제조하기 어렵고, 특수한 방법으로, 와이어 표면의 금과 팔라듐을 포함하는 합금을 각별히 연하게 하여 제조한다. 구체적으로는, 상술한 어느 하나의 방법으로 원하는 선 직경까지 신선하고, 전술한 합금화를 위한 열처리 공정을 종료한 후, 또한 상기 본딩 와이어를 스풀마다 아르곤에 4%의 수소가 혼입된 분위기에 제어된 전기로 중에 설치하여, 130 내지 180℃로 24 내지 28시간의 가열을 함으로써 제조할 수 있다. 130℃보다 저온 또는 24시간보다 단시간의 가열에서는, 금과 팔라듐을 포함하는 합금을 상기 경도와 같이 각별하게 연하게 할 수는 없다. 180℃보다 고온 또는 28시간보다 장시간의 가열을 하면, 이웃하는 와이어 사이의 확산이 촉진되어, 와이어끼리가 달라붙어 버리는 경우가 있으므로 주의가 필요하다.
(실시예)
이하, 실시예에 대해 설명한다.
우선, 상기 피복층의 표면에, 은과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어에 관한 제조예 및 그 평가에 대해 설명한다.
본딩 와이어의 원재료로서, 코어선에 사용한 구리, 코어선 중의 첨가 원소로서 B, P, Se, Ca, Al, 피복층에 사용한 팔라듐, 표피층에 사용한 은으로서 순도가 99.99질량% 이상의 소재를 각각 준비하였다. 상기한 구리, 또는 구리와 첨가 원소 원료를 출발 원료로서 칭량한 후, 이것을 고진공 하에서 가열하여 용해함으로써 구리 또는 구리 합금의 직경 10㎜ 정도의 잉곳을 얻었다. 그 후, 단조, 압연, 신선을 행하여 소정의 직경의 와이어를 제작하였다. 그 후, 각 와이어의 표면에 팔라듐을 포함하는 피복층을 전해 도금으로 형성하였다. 여기서, 상기 피복층의 두께는 전해 도금의 시간으로 제어하였다. 또한 그 후, 상기 피복층의 표면에 전기 도금으로 은막을 형성하여, 300 내지 800℃로 유지된 노 내에서 상기 와이어를 60m/min의 속도로 연속적으로 스위프함으로써, 상기 피복층의 표면에 은과 팔라듐의 합금층을 형성하였다. 여기서, 합금층의 두께는 상기 은막의 도포량, 즉 전기 도금 시간으로 제어하였다. 이와 같이 하여 직경이 20㎛인 본딩 와이어를 얻었다. 또한, 일부의 시료에 있어서는, <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적을 제어하기 위해, 선 직경 80㎛ 이상의 굵기에서는 상기 다이스의 감면율을 13 내지 18% 정도로 하여 신선하고, 선 직경 80㎛ 미만의 굵기에 있어서의 신선 시에는 상기 감면율을 8 내지 12% 정도라고 하는, 통상보다도 큰 감면율로 신선하였다. 또한, 일부의 시료에 있어서는, 피복층의 표면의 마이어 경도를 제어하기 위해, 상기 본딩 와이어를 스풀마다 아르곤 분위기로 제어된 전기로 중에 설치하여, 150 내지 200℃로 20 내지 24시간의 가열을 실시하였다.
완성된 상기 본딩 와이어에 있어서의 코어선의 직경, 피복층 및 합금층의 두께는, 본딩 와이어의 표면을 스패터하면서 AES로 분석하고, 또한 상기 본딩 와이어를 단면 연마하여, EDX로 조성을 분석하면서 측정하였다. 팔라듐의 농도가 50% 이상이고, 또한 은의 농도가 10% 미만이었던 영역을 피복층으로 하고, 피복층의 표면에 있는 은과 팔라듐을 포함하는 합금층에 있어서는 농도가 10 내지 75%의 범위였던 영역을 합금층으로 하였다. 피복층 및 합금층의 두께 및 조성을 각각 표 1 내지 표 5에 기재하였다.
피복층에 의한 본딩 와이어의 산화 방지 효과를 평가하기 위해, 습도가 85%, 온도가 85℃라고 하는 고온 고습로 중에 72시간, 본딩 와이어를 스풀마다 방치하여, 억지로 와이어 표면의 산화를 촉진하는 가속 시험을 행하였다. 가열 후, 본딩 와이어를 고온 고습로로부터 취출하여, 표면의 산화의 정도를 광학 현미경으로 관찰하였다. 이때, 와이어 표면의 전체면이 산화되어 있으면 ×표로, 와이어 표면의 일부가 산화되어 있으면 Δ표로, 와이어 표면이 산화되어 있지 않으면 ○표로, 표 1, 표 5 중의 「장기 보관(산화)」의 란에 기록하였다.
피복층에 의한 본딩 와이어의 황화 방지 효과를 평가하기 위해, 대기 분위기 하에서 온도가 195℃로 유지된 고온로 중에 155시간, 본딩 와이어를 스풀마다 방치하여, 억지로 와이어 표면의 황화를 촉진하는 가속 시험을 행하였다. 상기와 같이 대기 분위기 중에, 고온에서 방치하면, 대기 중에 포함되는 극미량의 유황이라도 황화 반응을 가속할 수 있다. 가열 후, 본딩 와이어를 고온로로부터 취출하여, 표면의 황화의 정도를 시판의 색채계(미놀타 CR-300)로 관찰하여, 명도(L*)가 30 이하이면 황화라고 간주하고, 30 초과이고 또한 40 이하이면 실용상 지장이 없는 레벨, 40 초과를 바람직한 레벨로 하였다. 이때, 와이어 표면에 황화부가 관찰되면 ×표로, 실용상 지장이 없는 레벨이면 Δ표로, 와이어 표면이 황화되어 있지 않으면 ○표로, 표 1, 표 5 중의 「장기 보관(황화)」의 란에 표기하였다.
본딩 와이어의 접속에는 시판의 자동 와이어 본더를 사용하였다. 본딩 직전에 아크 방전에 의해 본딩 와이어의 선단에 볼부를 제작하였지만, 그 직경은 본딩 와이어의 직경의 1.7배로 되도록 34㎛로 해 두었다. 볼부 제작 시의 분위기는 질소로 하였다.
볼부의 실제의 직경은 각 볼부 모두 20개씩 SEM을 사용하여 측정하고, 그 최대치와 최소치의 차가, 볼 직경의 평균치의 10% 초과이면 편차가 심하게 불량이라고 하여 ×를, 5% 초과이고 또한 10% 이하이면 중간 정도로서 Δ를, 3% 초과이고 또한 5% 이하이면 실용상의 문제는 없어 양호라고 간주하여 ○를, 3% 이하이면 극히 양호로서 ◎를, 표 1, 표 5 중의 「질소 중 FAB 진구성」의 란에 기재하였다.
또한, 볼부를 SEM으로 관찰하여, 그 외관에 기포가 보이면, 표 1, 표 5 중의 「질소 중 FAB 기포 억제」의 란에 그 취지를 기재하였다. 또한, 각 볼부를 10개씩 단면 연마하여 광학 현미경으로 관찰하여, 단면부에 기포가 관찰되지 않으면 극히 양호로서 ◎◎표로, 10개 중 1 내지 2개의 볼부에만 기포가 관찰되면 양호로서 ◎표로, 10개 중 3 내지 4개의 볼부에만 기포가 관찰되면 실용상 문제가 없는 레벨로서 ○표로, 10개 중 5개의 볼부에만 기포가 관찰되면 실용상 허용할 수 있는 레벨로서 Δ표로, 10개 중 6개 이상의 볼부에 기포가 관찰되면 열악으로서 ×표로, 표 1, 표 5 중의 「질소 중 FAB 기포 억제」의 란에 기록하였다.
본딩 와이어의 접합의 상대로서는, Si칩 상에 형성된 두께 1㎛의 Al 전극과, 표면이 은 또는 팔라듐 도금 리드 프레임인 리드를 각각 사용하였다. 제작한 볼부를 260℃로 가열한 상기 전극과 볼 접합한 후, 본딩 와이어의 모선부를 260℃로 가열한 상기 리드와 웨지 접합하여, 다시 볼부를 제작함으로써, 연속적으로 본딩을 반복하였다. 루프 길이가 4.9㎜로 되도록 하였다. 또한, 일부의 시료에 있어서는 루프 길이가 약 1㎜인 상기 역본딩을, 다른 시료에 있어서는 루프 높이가 약 304.8㎛(12mil)이고 루프 길이가 약 2㎜인 상기 고루프 본딩을, 또 다른 시료에 있어서는 루프 길이가 약 3㎜이고 루프 높이가 76.2㎛(3mil)인 저루프 본딩을, 또 다른 시료에 있어서는 루프 길이가 5.3㎜(210mil)라고 하는 장척 본딩을 각각 행하였다.
본딩 와이어의 웨지 접합성에 대해서는, 웨지 접합된 상태의 본딩 와이어를 웨지 접합부 바로 위에서 파지하여, 절단될 때까지 상방으로 들어올려, 그 절단 시에 얻어지는 파단 하중을 판독하는, 소위 박리 강도 측정법으로, 40개의 파단 하중(박리 강도)을 측정하였다. 박리 강도의 표준 편차가 6mN 초과이면 편차가 커서 개선이 필요하므로 ×를, 5mN 초과이고 또한 6mN 이하이면 실용상 허용할 수 있는 레벨로서 Δ를, 5mN 이하이면 실용상의 큰 문제는 없으므로 ○를, 표 1, 표 5의 「Ag-L/F 2nd 접합」(은 도금 리드 프레임의 리드의 경우) 및 「Pd-L/F 2nd 접합」(팔라듐 도금 리드 프레임의 리드의 경우)의 란에 표기하였다.
여기서, 모세관에 의해 루프에 흠집이 발생하였는지 여부를 광학 현미경으로 관찰하였다. 관찰한 루프의 개수는 20개이고, 1개도 흠집이 없으면 극히 양호로 ◎◎표로, 1 내지 2개의 루프에만 흠집이 관찰된 경우는 양호로 ◎표로, 3 내지 4개의 루프에만 흠집이 관찰된 경우에는 실용상 문제가 없는 레벨로 ○표로, 5개의 루프에만 흠집이 관찰된 경우에는 실용상 허용할 수 있는 레벨로서 Δ표로, 6개 이상의 루프에 흠집이 관찰되면 열악으로 ×표로, 표 1, 표 5의 「흠집 억제」의 란에 표기하였다.
상기 본딩 와이어의 표면에서 관찰되는 결정립의 <100> 결정 방위의 신선 방향에 대한 기울기는 EBSD법으로 개별의 결정립의 방위를 관찰한 후에 산출하였다. 상기 산출 시에는, 본딩 와이어의 신선 방향과 수직인 방향으로 8㎛의 폭을 갖고, 본딩 와이어의 신선 방향으로 150㎛의 길이를 갖는 면을, 각 시료 모두 3시야씩 관찰하였다. 그 값을 표 2 내지 표 4의 「<100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율」의 란에 기재하였다.
상기 본딩 와이어의 표면에서 관찰되는 결정립의 <111> 결정 방위의 신선 방향에 대한 기울기는 EBSD법으로 개별의 결정립의 방위를 관찰한 후에 산출하였다. 상기 산출 시에는, 본딩 와이어의 신선 방향과 수직인 방향으로 8㎛의 폭을 갖고, 본딩 와이어의 신선 방향으로 150㎛의 길이를 갖는 면을, 각 시료 모두 3시야씩 관찰하였다. 그 값을 표 2 내지 표 4의 「<111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율」의 란에 기재하였다.
상기한 역본딩을 한 후의, 본딩 와이어 표면에 있어서의 주름은, 각 시료 모두 20개의 루프를 광학 현미경으로 관찰하여, 1개도 주름이 없으면 극히 양호로 ◎◎표로, 1 내지 2개의 루프에만 주름이 관찰된 경우에는 양호로 ◎표로, 3 내지 4개의 루프에만 주름이 관찰된 경우에는 실용상 문제가 없는 레벨로 ○표로, 5개 이상의 루프에 주름이 관찰되면 열악으로 ×표로, 표 2 내지 표 4의 「역본딩 주름 억제」의 란에 기재하였다.
상기한 고루프 본딩을 한 후의, 본딩 와이어 표면에 있어서의 리닝 불량은 각 시료 모두 20개의 루프를 광학 현미경으로 관찰하여, 1개도 리닝 불량이 관찰되지 않으면 극히 양호로 ◎◎표로, 1 내지 2개의 루프에만 리닝 불량이 관찰된 경우에는 양호로 ◎표로, 3 내지 4개의 루프에만 리닝 불량이 관찰된 경우에는 실용상 문제가 없는 레벨로 ○표로, 5개 이상의 루프에 리닝 불량이 관찰되면 열악으로 ×표로, 표 2의 「고루프 리닝 억제」의 란에 표기하였다.
와이어 표면의 마이어 경도는, 나노인덴션법에 의해, 1㎚ 정도의 깊이 정밀도로 측정하고, 그 값을 표 3 내지 표 4의 「와이어의 표면의 마이어 경도」의 란에 기재하였다.
상기한 저루프 본딩을 한 후의, 네크부에 있어서의 데미지의 유무는 각 시료 모두 20개의 루프를 광학 현미경으로 관찰하여, 1개도 데미지가 없으면 양호로 ◎표로, 20개 중 1 내지 2개로 데미지가 관찰되면 문제가 없는 레벨로 ○표로, 20개 중 3개 이상으로 데미지가 관찰되면 열악으로 ×표로, 표 3 내지 표 4의 「76.2㎛(3mil)급 저루프 네크 데미지」의 란에 기재하였다.
상기한 장척 본딩을 한 후의 루프의 구부러짐에 대해서는, 각 시료의 루프 20개를 투영기를 사용하여 측정하였다. 여기서, 그 평균치를 루프 길이로 나눈 값을 와이어 구부러짐률로 하고, 4% 미만이면 극히 양호로 ◎표로, 4 내지 5%이면 실용상 문제가 없는 레벨로서 ○표로, 5% 초과이면 불량이라고 판단하여 ×표로, 표 4의 「5.3㎜(210mil)급 장척 구부러짐」의 란에 표기하였다.
다음에, 상기 피복층의 표면에, 금과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어에 관한 제조예 및 그 평가에 대해 설명한다.
본딩 와이어의 원재료로서, 코어선에 사용한 구리, 코어선 중의 첨가 원소로서 B, P, Se, Ca, Al, 피복층에 사용한 팔라듐, 표피층에 사용한 금으로서 순도가 99.99질량% 이상인 소재를 각각 준비하였다. 상기한 구리, 또는 구리와 첨가 원소 원료를 출발 원료로서 칭량한 후, 이것을 고진공 하에서 가열하여 용해함으로써 구리 또는 구리 합금의 직경 10㎜ 정도의 잉곳을 얻었다. 그 후, 단조, 압연, 신선을 행하여 소정의 직경의 와이어를 제작하였다. 그 후, 각 와이어의 표면에 팔라듐을 포함하는 피복층을 전해 도금으로 형성하였다. 여기서, 상기 피복층의 두께는 전해 도금의 시간으로 제어하였다. 또한 그 후, 상기 피복층의 표면에 전기 도금으로 금막을 형성하여, 300 내지 800℃로 유지된 노 내에서 상기 와이어를 30m/min의 속도로 연속적으로 스위프함으로써, 상기 피복층의 표면에 금과 팔라듐의 합금층을 형성하였다. 여기서, 합금층의 두께는 상기 금막의 도포량, 즉 전기 도금 시간으로 제어하였다. 이와 같이 하여 코어선의 직경이 20㎛인 본딩 와이어를 얻었다. 또한, 일부의 시료에 있어서는, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적을 제어하기 위해, 선 직경 150㎛ 이상의 굵기에서는 상기 다이스의 감면율을 16 내지 20% 정도로 하여 신선하고, 선 직경 150㎛ 미만의 굵기에 있어서의 신선 시에는 상기 감면율을 13 내지 15% 정도라고 하는, 통상보다도 큰 감면율로 신선하였다. 또한, 일부의 시료에 있어서는, 피복층의 표면의 마이어 경도를 제어하기 위해, 상기 본딩 와이어를 스풀마다 아르곤 분위기로 제어된 전기로 중에 설치하여, 150 내지 200℃로 20 내지 24시간의 가열을 실시하였다.
완성된 상기 본딩 와이어에 있어서의 코어선의 직경, 피복층 및 합금층의 두께는 본딩 와이어의 표면을 스패터하면서 AES로 분석하고, 또한 상기 본딩 와이어를 단면 연마하여, EDX로 조성을 분석하면서 측정하였다. 팔라듐의 농도가 50% 이상이고, 또한 금의 농도가 10% 미만이었던 영역을 피복층으로 하고, 피복층의 표면에 있는 금과 팔라듐을 포함하는 합금층에 있어서는 금 농도가 10 내지 75%의 범위였던 영역을 합금층으로 하였다. 피복층 및 합금층의 두께 및 조성을 각각 표 6 내지 표 10에 기재하였다.
피복층에 의한 본딩 와이어의 산화 방지 효과를 평가하기 위해, 습도가 85%, 온도가 85℃라고 하는 고온 고습로 중에 72시간, 본딩 와이어를 스풀마다 방치하여, 억지로 와이어 표면의 산화를 촉진하는 가속 시험을 행하였다. 가열 후, 본딩 와이어를 고온 고습로로부터 취출하여, 표면의 산화의 정도를 광학 현미경으로 관찰하였다. 이때, 와이어 표면의 전체면이 산화되어 있으면 ×표로, 와이어 표면이 산화되어 있지 않으면 ○표로, 표 6, 표 10 중의 「장기 보관(산화)」의 란에 표기하였다.
피복층에 의한 본딩 와이어의 황화 방지 효과를 평가하기 위해, 대기 분위기 하에서 온도가 195℃로 유지된 고온로 중에 155시간, 본딩 와이어를 스풀마다 방치하여, 억지로 와이어 표면의 황화를 촉진하는 가속 시험을 행하였다. 상기와 같이 대기 분위기 중에 고온에서 방치하면, 대기 중에 포함되는 극미량의 유황이라도 황화 반응을 가속할 수 있다. 가열 후, 본딩 와이어를 고온로로부터 취출하고, 표면의 황화의 정도를 시판의 색채계(미놀타 CR-300)로 관찰하여, 명도(L*)가 30 이하이면 황화라고 간주하고, 30 초과이고 또한 40 이하이면 실용상 지장이 없는 레벨, 40 초과를 바람직한 레벨로 하였다. 이때, 와이어 표면에 황화부가 관찰되면 ×표로, 실용상 지장이 없는 레벨이면 Δ표로, 와이어 표면이 황화되어 있지 않으면 ○표로, 표 6, 표 10 중의 「장기 보관(황화)」의 란에 표기하였다.
본딩 와이어의 접속에는 시판의 자동 와이어 본더를 사용하였다. 본딩 직전에 아크 방전에 의해 본딩 와이어의 선단에 볼부를 제작하였지만, 그 직경은 본딩 와이어의 직경의 1.7배로 되도록 34㎛로 해 두었다. 볼부 제작 시의 분위기는 질소로 하였다.
볼부의 실제의 직경은 각 볼부 모두 20개씩 SEM을 사용하여 측정하여, 그 최대치와 최소치의 차가, 볼 직경의 평균치의 10% 초과이면 편차가 심하게 불량이라고 하여 ×를, 5% 초과이고 또한 10% 이하이면 중간 정도로서 Δ를, 3% 초과이고 또한 5% 이하이면 실용상의 문제는 없어 양호하다고 간주하여 ○를, 3% 이하이면 극히 양호로서 ◎를, 표 6, 표 10 중의 「질소 중 FAB 진구성」의 란에 표기하였다.
또한, 볼부를 SEM으로 관찰하여, 그 외관에 기포가 보이면, 표 6, 표 10 중의 「질소 중 FAB 기포 억제」의 란에 ×표를, 외관에 기포가 보이지 않으면 ○표를 각각 표기하였다.
본딩 와이어의 접합의 상대로서는, Si칩 상에 형성된 두께 1㎛의 Al 전극과, 표면이 금 또는 팔라듐 도금 리드 프레임인 리드를 각각 사용하였다. 제작한 볼부를 260℃로 가열한 상기 전극과 볼 접합한 후, 본딩 와이어의 모선부를 260℃로 가열한 상기 리드와 웨지 접합하여, 다시 볼부를 제작함으로써, 연속적으로 본딩을 반복하였다. 루프 길이가 4.9㎜로 되도록 하였다. 또한, 일부의 시료에 있어서는 루프 높이가 약 304.8㎛(12mil)이고 루프 길이가 약 2㎜인 상기 고루프 본딩을, 또 다른 시료에 있어서는 루프 길이가 약 3㎜이고 루프 높이가 76.2㎛(3mil)인 저루프 본딩을, 또 다른 시료에 있어서는 루프 길이가 5.3㎜(210mil)라고 하는 장척 본딩을 각각 행하였다.
본딩 와이어의 웨지 접합성에 대해서는, 웨지 접합된 상태의 본딩 와이어를 웨지 접합부 바로 위에서 파지하여, 절단할 때까지 상방으로 들어올려, 그 절단 시에 얻어지는 파단 하중을 판독하는, 소위 박리 강도 측정법으로, 40개의 파단 하중(박리 강도)을 측정하였다. 박리 강도의 표준 편차가 5mN 초과이면 편차가 커서 개선이 필요하므로 ×를, 3mN 초과이고 또한 5mN 이하이면 실용상의 큰 문제는 없으므로 ○를, 3mN 이하이면 편차가 극히 작고 양호하므로 ◎를, 표 6, 표 10의 「Ag-L/F 2nd 접합」(금 도금 리드 프레임의 리드의 경우) 및 「Pd-L/F 2nd 접합」(팔라듐 도금 리드 프레임의 리드의 경우)의 란에 표기하였다.
여기서, 모세관에 의해 루프에 흠집이 발생하였는지 여부를 광학 현미경으로 관찰하였다. 관찰한 루프의 개수는 20개이고, 1개도 흠집이 없으면 극히 양호로 ◎◎표로, 1 내지 2개의 루프에만 흠집이 관찰된 경우는 양호로 ◎표로, 3 내지 4개의 루프에만 흠집이 관찰된 경우에는 실용상 문제가 없는 레벨로 ○표로, 5개의 루프에만 흠집이 관찰된 경우에는 실용상 허용할 수 있는 레벨로서 Δ표로, 6개 이상의 루프에 흠집이 관찰되면 열악으로 ×표로, 표 6, 표 10의 「흠집 억제」의 란에 표기하였다.
상기 본딩 와이어의 표면에서 관찰되는 결정립의 <111> 결정 방위의 신선 방향에 대한 기울기는 EBSD법으로 개별의 결정립의 방위를 관찰한 후에 산출하였다. 상기 산출에 있어서는, 본딩 와이어의 신선 방향과 수직인 방향으로 8㎛의 폭을 갖고, 본딩 와이어의 신선 방향으로 150㎛의 길이를 갖는 면을, 각 시료 모두 3시야씩 관찰하였다. 그 값을 표 7 내지 표 9의 「<111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율」의 란에 표기하였다.
상기한 고루프 본딩을 한 후의, 본딩 와이어 표면에 있어서의 리닝 불량은, 각 시료 모두 20개의 루프를 광학 현미경으로 관찰하여, 1개도 리닝 불량이 관찰되지 않으면 극히 양호로 ◎◎표로, 1 내지 2개의 루프에만 리닝 불량이 관찰된 경우에는 양호로 ◎표로, 3 내지 4개의 루프에만 리닝 불량이 관찰된 경우에는 실용상 문제가 없는 레벨로 ○표로, 5개 이상의 루프에 리닝 불량이 관찰되면 열악으로 ×표로, 표 7 내지 표 9의 「고루프 리닝 억제」의 란에 표기하였다.
와이어 표면의 마이어 경도는 나노인덴션법에 의해, 1㎚ 정도의 깊이 정밀도로 측정하여, 그 값을 표 8 내지 표 9의 「와이어의 표면의 마이어 경도」의 란에 표기하였다.
상기한 저루프 본딩을 한 후의, 네크부에 있어서의 데미지의 유무는 각 시료 모두 20개의 루프를 광학 현미경으로 관찰하여, 1개도 데미지가 없으면 양호로 ◎표로, 20개 중 1 내지 2개에서 데미지가 관찰되면 문제가 없는 레벨로 ○표로, 20개 중 3개 이상에서 데미지가 관찰되면 열악으로 ×표로, 표 8 내지 표 9의 「76.2㎛(3mil)급 저루프 네크 데미지」의 란에 표기하였다.
상기한 장척 본딩을 한 후의 루프의 구부러짐에 대해서는, 각 시료의 루프 20개를 투영기를 사용하여 측정하였다. 여기서, 그 평균치를 루프 길이로 나눈 값을 와이어 구부러짐률로 하고, 4% 미만이면 극히 양호로 ◎표로, 4 내지 5%이면 실용상 문제가 없는 레벨로서 ○표로, 5 내지 6%이면 실용 가능한 레벨로서 Δ표로, 6% 초과이면 불량으로 판단하여 ×표로, 표 8의 「5.3㎜(210mil)급 장척 구부러짐」의 란에 표기하였다.
칩 데미지의 평가에서는 볼 접합부 20개를 단면 연마하여, 전극에 균열이 발생하고 있으면 불량이라고 판단하여 ×표로, 균열이 관찰되지 않으면 양호로서 ○표로, 표 8의 「칩 데미지」의 란에 표기하였다.
이하, 표 1 내지 표 10의 평가 결과에 대해 설명한다.
표 1의 제1 실시예 내지 제63 실시예 및 표 6의 제136 실시예 내지 제192 실시예에 기재한 바와 같이, 구리의 코어선의 표면에 10 내지 200㎚의 두께의 팔라듐 피복층을 형성하고, 상기 피복층의 표면에 또한 1 내지 80㎚의 두께의 은과 팔라듐, 혹은 금과 팔라듐의 합금층을 갖는 본딩 와이어에서는, 내산화성(「장기 보관(산화)」의 란)이나 볼부의 진구성(「질소 중 FAB 진구성」의 란)을 확보하면서, 또한 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성(「Pd-L/F 2nd 접합」의 란)이 얻어지는 것이다. 이들에 대해, 제1 비교예에 나타낸 바와 같이, 구리 와이어 상에 특별히 피복층을 설치하지 않는 코어선만으로는, 장기 보관이나 2nd 접합성이 열악하다. 또한, 제2 비교예에 나타낸 바와 같이, 구리 코어선의 표면의 피복층을 은으로 한 경우에는, 질소 중에서의 볼부의 진구성이 뒤떨어져 있다. 또한, 제3 비교예 내지 제5 비교예에 나타낸 바와 같이, 구리 코어선 상에 팔라듐의 피복층만을 설치한 경우에는, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제6 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 1㎚보다 얇은 경우에는, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제7 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 80㎚보다도 두꺼운 경우에는, 안정된 품질을 확보하기 어려워져, 상기 합금층이 산화되거나 황화됨으로써, 평가한 어떤 특성이든 열악하다. 또한, 제8 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층 중의 은 농도가 10%보다도 낮은 경우에는 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제9 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층 중의 은 농도가 75%를 초과하여 높은 경우에는 질소 중에서 볼부의 진구성이 뒤떨어진다. 또한, 제10 비교예에 나타낸 바와 같이, 구리 코어선 상에 형성한 팔라듐의 피복층의 두께가 10 내지 200㎚의 범위를 초과하면, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 1 내지 80㎚의 범위라도, 질소 중에서 소경의 볼부를 형성하면 기포가 발생한다「질소 중 FAB 기포 억제」의 란).
다음에, 상기 피복층의 표면에, 은과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어의 예에 대해 설명한다.
표 1의 제1 실시예 내지 제12 실시예, 제16 실시예 내지 제27 실시예, 제31 실시예 내지 제42 실시예, 제46 실시예 내지 제57 실시예에 기재한 바와 같이, 구리의 코어선의 표면에 10 내지 200㎚의 두께의 팔라듐 피복층을 형성하고, 상기 피복층의 표면에 또한 1 내지 30㎚의 두께의 은과 팔라듐의 합금층을 갖는 본딩 와이어에서는, 내산화성(「장기 보관(산화)」의 란)이나 볼부의 진구성(「질소 중 FAB 진구성」의 란)을 확보하면서, 또한 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성(「Pd-L/F 2nd 접합」의 란)이 얻어지는 것이다. 이들에 대해, 제1 비교예에 나타낸 바와 같이, 구리 와이어 상에 특별히 피복층을 설치하지 않는 코어선만으로는, 장기 보관이나 2nd 접합성이 열악하다. 또한, 제2 비교예에 나타낸 바와 같이, 구리 코어선의 표면의 피복층을 은으로 한 경우에는, 질소 중에서의 볼부의 진구성이 뒤떨어져 있다. 또한, 제3 비교예 내지 제5 비교예에 나타낸 바와 같이, 구리 코어선 상에 팔라듐의 피복층만을 설치한 경우에는, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제6 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 1㎚보다 얇은 경우에는, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제7 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 80㎚보다도 두꺼운 경우에는, 안정된 품질을 확보하기 어려워져, 상기 합금층이 산화되거나 황화됨으로써, 평가한 어떤 특성이든 열악하다. 또한, 제8 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층 중의 은 농도가 10%보다도 낮은 경우에는 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 열악하다. 또한, 제9 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층 중의 은 농도가 75%를 초과하여 높은 경우에는 질소 중에서의 볼부의 진구성이 뒤떨어진다. 또한, 제10 비교예에 나타낸 바와 같이, 구리 코어선 상에 형성한 팔라듐의 피복층의 두께가 10 내지 200㎚의 범위를 초과하면, 또한 그 표면 상에 형성한 은과 팔라듐의 합금층의 두께가 1 내지 30㎚의 범위라도, 질소 중에서 소경의 볼부를 형성하면 기포가 발생한다(「질소 중 FAB 기포 억제」의 란).
제16 실시예 내지 제63 실시예에 나타낸 바와 같이, 상기 은과 팔라듐으로 이루어지는 합금 중의 은 농도가 20% 이상이면 모세관에 의한 흠집 발생의 억제 효과가 보다 크고(「흠집 억제」의 란), 또한 질소 중에서 소경의 볼부를 형성해도 기포의 발생이 억제된다(「질소 중 FAB 기포 억제」의 란). 또한, 제31 실시예 내지 제63 실시예에 나타낸 바와 같이, 상기 은 농도가 30% 이상이면 전술한 효과가 더욱 높아졌다.
표 2의 제64 실시예 내지 제91 실시예에 나타낸 바와 같이, 상기 본딩 와이어의 표면에서 관찰되는 <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 50% 이상 100% 이하이면, 역본딩했을 때에 루프의 표면에서 발생하는 주름의 억제 효과가 높아지고(「역본딩 주름 억제」의 란), 상기 면적율이 70% 이상이면 그 효과가 더욱 높아졌다.
표 2의 제4 실시예 내지 제6 실시예에 나타낸 바와 같이, 상기 본딩 와이어의 표면에서 관찰되는 <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 60% 이상 100% 이하이면, 고루프 본딩했을 때에 리닝 불량의 발생을 억제하는 효과가 높아지고(「고루프 리닝 억제」의 란), 상기 면적율이 70% 이상이면 그 효과가 더욱 높아졌다.
표 3의 제92 실시예 내지 제96 실시예, 제99 실시예 내지 제102 실시예, 제104 실시예에 나타낸 바와 같이, 상기 본딩 와이어의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위이면, 또한 저루프 본딩을 행해도 네크 데미지가 억제된다[「76.2㎛(3mil)급 저루프 네크 데미지」의 란].
표 4의 제109 실시예 내지 제117 실시예, 제121 실시예 내지 제124 실시예에 나타낸 바와 같이, 상기 코어선이, B, P, Se 중 적어도 1종을 총계로 5 내지 300질량ppm 함유하는 구리 합금에서는, 장척 본딩을 행했을 때라도 루프의 구부러짐이 억제된다[「5.3㎜(210mil)급 장척 구부러짐」의 란].
표 5의 제125 실시예 내지 제135 실시예에 나타낸 바와 같이, 상기 피복층과 상기 코어선 사이에 확산층이 발생하고 있거나, 상기 코어선에 포함되는 구리가 상기 피복층 중에 확산되어 있어도, 본원 발명의 효과를 확보할 수 있었다.
다음에, 상기 피복층의 표면에, 금과 팔라듐을 포함하는 합금층을 갖는 구성의 본딩 와이어의 예에 대해 설명한다.
표 6의 제136 실시예 내지 제192 실시예에 기재한 바와 같이, 구리의 코어선의 표면에 10 내지 200㎚의 두께의 팔라듐 피복층을 갖고, 상기 피복층의 표면에 또한 1 내지 80㎚의 두께의 금과 팔라듐의 합금층을 갖는 본딩 와이어에서는, 내산화성[「장기 보관(산화)」의 란], 내황화성[「장기 보관(황화)」의 란]이나 볼부의 진구성(「질소 중 FAB 진구성」의 란)을 확보하면서, 또한 팔라듐 도금 리드 프레임 상에서의 양호한 웨지 접합성(「Pd-L/F 2nd 접합」의 란)이 얻어지는 것이다. 이들에 대해, 제1 비교예에 나타낸 바와 같이, 구리 와이어 상에 특히 피복층을 설치하지 않는 코어선만으로는, 장기 보관이나 2nd 접합성이 열악하다. 또한, 제11 비교예에 나타낸 바와 같이, 구리 코어선의 표면의 피복층을 금으로 한 경우에는, 질소 중에서의 볼부의 진구성이 뒤떨어져 있다. 또한, 제12 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 금과 팔라듐의 합금층의 두께가 1㎚보다 얇은 경우에는, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 충분하지 않다. 또한, 제13 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성해도, 또한 그 표면 상에 형성한 금과 팔라듐의 합금층의 두께가 80㎚보다도 두꺼운 경우에는, 안정된 품질을 확보하기 어려워져, 팔라듐 도금 리드 프레임 상에서의 웨지 접합성(「Pd-L/F 2nd 접합」의 란)이 뒤떨어져 있고, 또한 상기 합금층이 산화됨으로써, 볼부의 진구성(「질소 중 FAB 진구성」의 란)을 만족시킬 수 있는 것은 아니다. 또한, 제14 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 금과 팔라듐의 합금층 중의 금 농도가 10%보다도 낮은 경우에는 팔라듐 도금 리드 프레임 상에서의 웨지 접합성이 충분하지 않다. 또한, 제15 비교예에 나타낸 바와 같이, 구리 코어선 상에 10 내지 200㎚의 범위 내의 두께로 팔라듐의 피복층을 형성하고, 또한 그 표면 상에 형성한 금과 팔라듐의 합금층 중의 금 농도가 75%를 초과하여 높은 경우에는 질소 중에서의 볼부의 진구성이 뒤떨어진다. 또한, 제16 비교예에 나타낸 바와 같이, 구리 코어선 상에 형성한 팔라듐의 피복층의 두께가 10 내지 200㎚의 범위를 초과하면, 또한 그 표면 상에 형성한 금과 팔라듐의 합금층의 두께가 1 내지 80㎚의 범위라도, 질소 중에서 소경의 볼부를 형성하면 기포가 발생한다(「질소 중 FAB 기포 억제」의 란).
제136 실시예 내지 제168 실시예, 제250 실시예, 제251 실시예, 제253 실시예, 제256 실시예에 나타낸 바와 같이, 상기 금과 팔라듐으로 이루어지는 합금 중의 금 농도가, 10% 이상 40% 미만이면 볼부의 진구성이 보다 향상된다(「질소 중 FAB 진구성」의 란).
제169 실시예 내지 제192 실시예, 제252 실시예, 제254 실시예, 제255 실시예, 제257 실시예 내지 제260 실시예에 나타낸 바와 같이, 상기 금과 팔라듐으로 이루어지는 합금 중의 금 농도가 40% 이상이면, 웨지 본딩 특성이 보다 향상된다(「Pd-L/F 2nd 접합」의 란).
표 7의 제148 실시예, 제193 실시예 내지 제216 실시예에 나타낸 바와 같이, 상기 본딩 와이어의 표면에서 관찰되는 <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 40% 이상 100% 이하이면, 고루프 본딩했을 때에 리닝 불량의 발생을 억제하는 효과가 높아지고(「고루프 리닝 억제」의 란), 상기 면적율이 70% 이상이면 그 효과가 더욱 높아졌다.
표 8의 제217 실시예 내지 제222 실시예, 제225 실시예 내지 제228 실시예에 나타낸 바와 같이, 상기 본딩 와이어의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위이면, 또한, 저루프 본딩을 행해도 네크 데미지가 억제된다[「76.2㎛(3mil)급 저루프 네크 데미지」의 란].
표 9의 제234 실시예 내지 제242 실시예, 제246 실시예 내지 제249 실시예에 나타낸 바와 같이, 상기 코어선이, B, P, Se 중 적어도 1종을 총계로 5 내지 300질량ppm 함유하는 구리 합금에서는, 장척 본딩을 행했을 때라도 루프의 구부러짐이 억제된다[「5.3㎜(210mil)급 장척 구부러짐」의 란]. 한편, 제243 실시예에 나타낸 바와 같이, 상기 코어선에 300질량ppm 초과의 첨가를 행하면, 칩 데미지가 발생하였다(「칩 데미지」의 란).
표 10의 제250 실시예 내지 제260 실시예에 나타낸 바와 같이, 상기 피복층과 상기 코어선 사이에 확산층이 발생하고 있거나, 상기 코어선에 포함되는 구리가 상기 피복층 중에 확산되어 있어도, 본원 발명의 효과를 확보할 수 있었다.



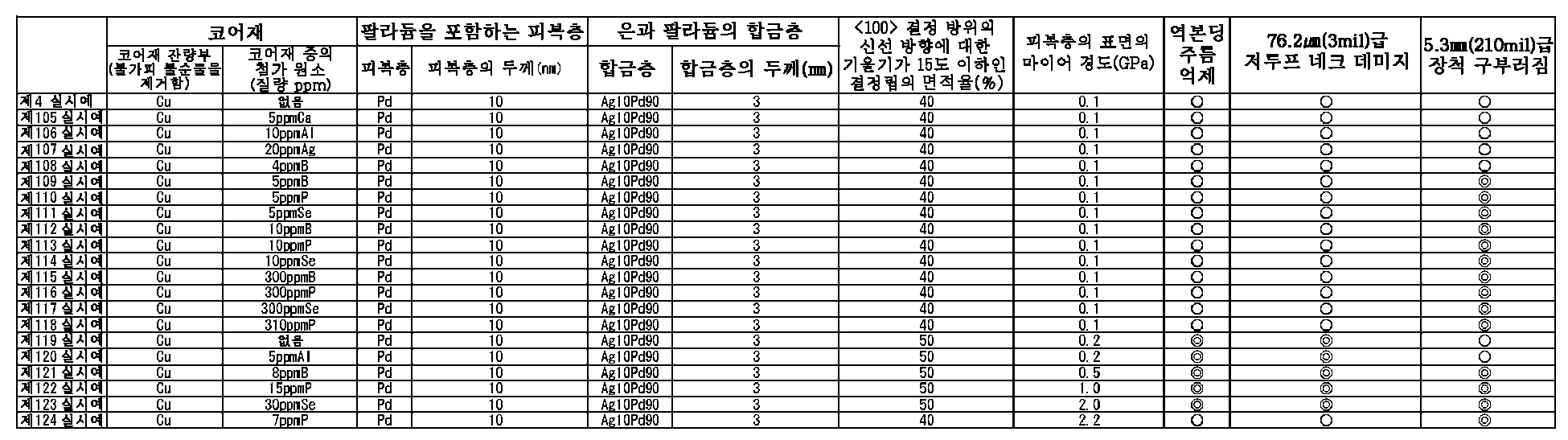






Claims (11)
- 구리 또는 구리 합금으로 이루어지는 코어선과,
상기 코어선의 표면에 형성된, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과,
상기 피복층의 표면에 형성된, 1 내지 80㎚의 두께를 갖는, 귀금속과 팔라듐을 포함하는 합금층을 갖는 반도체용 본딩 와이어이며,
상기 귀금속이 금이고,
상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하이고,
상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 40% 이상 100% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어. - 제1항에 있어서,
상기 합금층 중의 금의 농도가 15체적% 이상 75체적% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어. - 제1항에 있어서, 상기 합금층 중의 금의 농도가 40체적% 이상 75체적% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어.
- 구리 또는 구리 합금으로 이루어지는 코어선과,
상기 코어선의 표면에 형성된, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과,
상기 피복층의 표면에 형성된, 1 내지 80㎚의 두께를 갖는, 귀금속과 팔라듐을 포함하는 합금층을 갖는 반도체용 본딩 와이어이며,
상기 귀금속이 은이고,
상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하이고,
상기 본딩 와이어의 표면 결정립 중, <100> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 50% 이상 100% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어. - 제4항에 있어서,
상기 합금층이 1 내지 30㎚의 두께로 형성되고,
상기 합금층 중의 은의 농도가 10체적% 이상 70체적% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어. - 제5항에 있어서, 상기 합금층 중의 은의 농도가 20체적% 이상 70체적% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어.
- 구리 또는 구리 합금으로 이루어지는 코어선과,
상기 코어선의 표면에 형성된, 10 내지 200㎚의 두께를 갖는 팔라듐을 포함하는 피복층과,
상기 피복층의 표면에 형성된, 1 내지 80㎚의 두께를 갖는, 귀금속과 팔라듐을 포함하는 합금층을 갖는 반도체용 본딩 와이어이며,
상기 귀금속이 은이고,
상기 합금층 중의 상기 귀금속의 농도가 10체적% 이상 75체적% 이하이고,
상기 본딩 와이어의 표면 결정립 중, <111> 결정 방위의 신선 방향에 대한 기울기가 15도 이하인 결정립의 면적율이 60% 이상 100% 이하인 것을 특징으로 하는, 반도체용 본딩 와이어. - 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 본딩 와이어의 표면의 마이어 경도가 0.2 내지 2.0㎬의 범위인 것을 특징으로 하는, 반도체용 본딩 와이어.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 코어선이, B, P, Se 중 적어도 1종을 총계로 5 내지 300질량ppm 함유하는 것을 특징으로 하는, 반도체용 본딩 와이어.
- 제8항에 있어서, 상기 코어선이, B, P, Se 중 적어도 1종을 총계로 5 내지 300질량ppm 함유하는 것을 특징으로 하는, 반도체용 본딩 와이어.
- 삭제
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2009-177315 | 2009-07-30 | ||
| JP2009177315A JP5497360B2 (ja) | 2009-07-30 | 2009-07-30 | 半導体用ボンディングワイヤー |
| JP2009226464A JP4637256B1 (ja) | 2009-09-30 | 2009-09-30 | 半導体用ボンディングワイヤー |
| JPJP-P-2009-226464 | 2009-09-30 | ||
| PCT/JP2010/062082 WO2011013527A1 (ja) | 2009-07-30 | 2010-07-16 | 半導体用ボンディングワイヤー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120035093A KR20120035093A (ko) | 2012-04-13 |
| KR101707244B1 true KR101707244B1 (ko) | 2017-02-15 |
Family
ID=43529185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107028435A KR101707244B1 (ko) | 2009-07-30 | 2010-07-16 | 반도체용 본딩 와이어 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8742258B2 (ko) |
| EP (1) | EP2461358B1 (ko) |
| KR (1) | KR101707244B1 (ko) |
| CN (2) | CN105023902B (ko) |
| MY (1) | MY164643A (ko) |
| SG (1) | SG178063A1 (ko) |
| WO (1) | WO2011013527A1 (ko) |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105023902B (zh) * | 2009-07-30 | 2018-01-30 | 新日铁住金高新材料株式会社 | 半导体用接合线 |
| JP5983336B2 (ja) * | 2011-11-17 | 2016-08-31 | Tdk株式会社 | 被覆体及び電子部品 |
| JP5088981B1 (ja) * | 2011-12-21 | 2012-12-05 | 田中電子工業株式会社 | Pd被覆銅ボールボンディングワイヤ |
| EP2808873A1 (de) * | 2013-05-28 | 2014-12-03 | Nexans | Elektrisch leitfähiger Draht und Verfahren zu seiner Herstellung |
| DE202013004915U1 (de) * | 2013-05-29 | 2013-07-01 | Feindrahtwerk Adolf Edelhoff Gmbh & Co. Kg | Verbunddraht und Kontaktelement |
| CN104658916A (zh) * | 2013-11-25 | 2015-05-27 | 大亚电线电缆股份有限公司 | 具有表皮层的封装焊线的制备方法及其成品 |
| CN104658930B (zh) * | 2013-11-25 | 2018-06-15 | 大亚电线电缆股份有限公司 | 封装焊线的制备方法及其成品 |
| CN103681570A (zh) * | 2013-12-05 | 2014-03-26 | 昆山矽格玛材料科技有限公司 | 封装用键合丝及其制备方法 |
| EP2913424A1 (de) * | 2014-02-28 | 2015-09-02 | Aumann GMBH | Verfahren zum Ausbilden einer Edellmetallbeschichtung auf einem metallischen Substrat sowie Beschichtungsanordnung |
| KR101633414B1 (ko) | 2014-03-31 | 2016-06-24 | 닛데쓰스미킹 마이크로 메탈 가부시키가이샤 | 반도체 장치용 본딩 와이어 및 그 제조 방법 |
| MY162021A (en) | 2014-03-31 | 2017-05-31 | Nippon Micrometal Corp | Bonding wire for semiconductor device use and method of production of same |
| JP6167227B2 (ja) | 2014-04-21 | 2017-07-19 | 新日鉄住金マテリアルズ株式会社 | 半導体装置用ボンディングワイヤ |
| JP2017520121A (ja) * | 2014-07-11 | 2017-07-20 | ヘレウス ドイチェラント ゲーエムベーハー ウント カンパニー カーゲー | ボンディング用途のための厚い銅ワイヤを製造するための方法 |
| SG10201408302QA (en) * | 2014-12-11 | 2016-07-28 | Heraeus Materials Singapore Pte Ltd | COATED COPPER (Cu) WIRE FOR BONDING APPLICATIONS |
| SG10201408305YA (en) * | 2014-12-11 | 2016-07-28 | Heraeus Deutschland Gmbh & Co Kg | Bonding wire for a semiconductor device |
| SG10201408304UA (en) * | 2014-12-11 | 2016-07-28 | Heraeus Deutschland Gmbh & Co Kg | Improved coated copper wire for bonding applications |
| JP6516465B2 (ja) * | 2014-12-17 | 2019-05-22 | 日鉄ケミカル&マテリアル株式会社 | 半導体装置用ボンディングワイヤ |
| SG10201408586XA (en) * | 2014-12-22 | 2016-07-28 | Heraeus Materials Singapore Pte Ltd | Corrosion and moisture resistant bonding wire |
| JP5807992B1 (ja) * | 2015-02-23 | 2015-11-10 | 田中電子工業株式会社 | ボールボンディング用パラジウム(Pd)被覆銅ワイヤ |
| US10032741B2 (en) | 2015-02-26 | 2018-07-24 | Nippon Micrometal Corporation | Bonding wire for semiconductor device |
| JP6467281B2 (ja) * | 2015-04-30 | 2019-02-13 | 日鉄マイクロメタル株式会社 | ボンディングワイヤのボール形成方法 |
| WO2016189758A1 (ja) * | 2015-05-26 | 2016-12-01 | 日鉄住金マイクロメタル株式会社 | 半導体装置用ボンディングワイヤ |
| CN112038312B (zh) * | 2015-05-26 | 2024-08-30 | 日铁新材料股份有限公司 | 半导体装置用接合线 |
| WO2016189752A1 (ja) * | 2015-05-26 | 2016-12-01 | 日鉄住金マイクロメタル株式会社 | 半導体装置用ボンディングワイヤ |
| JP5985127B1 (ja) * | 2015-06-15 | 2016-09-06 | 日鉄住金マイクロメタル株式会社 | 半導体装置用ボンディングワイヤ |
| MY162048A (en) * | 2015-06-15 | 2017-05-31 | Nippon Micrometal Corp | Bonding wire for semiconductor device |
| CN105161476B (zh) * | 2015-06-19 | 2018-10-30 | 汕头市骏码凯撒有限公司 | 一种用于细间距ic封装的键合铜丝及其制造方法 |
| EP3136435B1 (en) | 2015-07-23 | 2022-08-31 | Nippon Micrometal Corporation | Bonding wire for semiconductor device |
| MY162884A (en) * | 2015-08-12 | 2017-07-20 | Nippon Micrometal Corp | Bonding wire for semiconductor device |
| JP6410692B2 (ja) * | 2015-08-28 | 2018-10-24 | 田中電子工業株式会社 | 銅合金ボンディングワイヤ |
| JP6002299B1 (ja) * | 2015-08-28 | 2016-10-05 | 田中電子工業株式会社 | ボールボンディング用金(Au)分散銅ワイヤ |
| JP6002300B1 (ja) * | 2015-09-02 | 2016-10-05 | 田中電子工業株式会社 | ボールボンディング用パラジウム(Pd)被覆銅ワイヤ |
| JP6047214B1 (ja) * | 2015-11-02 | 2016-12-21 | 田中電子工業株式会社 | ボールボンディング用貴金属被覆銅ワイヤ |
| CN105355616B (zh) * | 2015-11-20 | 2017-12-19 | 广东梅雁吉祥实业投资股份有限公司 | 一种抗氧化金属制品 |
| TW202143414A (zh) * | 2015-12-15 | 2021-11-16 | 日商日鐵化學材料股份有限公司 | 半導體裝置用接合線 |
| SG10201600329SA (en) * | 2016-01-15 | 2017-08-30 | Heraeus Materials Singapore Pte Ltd | Coated wire |
| TWI621720B (zh) * | 2016-04-28 | 2018-04-21 | Nippon Micrometal Corp | Bonding wire for semiconductor device |
| EP3667710B1 (en) * | 2017-08-09 | 2022-01-05 | NIPPON STEEL Chemical & Material Co., Ltd. | Cu ALLOY BONDING WIRE FOR SEMICONDUCTOR DEVICE |
| CN110998814B (zh) * | 2017-08-09 | 2021-04-23 | 日铁化学材料株式会社 | 半导体装置用Cu合金接合线 |
| US10622531B2 (en) | 2017-09-28 | 2020-04-14 | Nichia Corporation | Light-emitting device |
| CN107665870A (zh) * | 2017-11-15 | 2018-02-06 | 贵溪博远金属有限公司 | 一种铜钯银键合线 |
| CN107978577B (zh) * | 2017-11-22 | 2019-11-01 | 汕头市骏码凯撒有限公司 | 一种低阻抗的复合钯钌铜线及其制造方法 |
| JP2019111751A (ja) * | 2017-12-25 | 2019-07-11 | 東芝ホクト電子株式会社 | サーマルプリントヘッドおよびサーマルプリンタ |
| JP2019111752A (ja) | 2017-12-25 | 2019-07-11 | 東芝ホクト電子株式会社 | サーマルプリントヘッドおよびサーマルプリンタ |
| JP7014003B2 (ja) * | 2018-03-28 | 2022-02-01 | 住友金属鉱山株式会社 | はんだ接合電極およびはんだ接合電極の被膜形成用銅合金ターゲット |
| JP6651065B1 (ja) * | 2018-09-21 | 2020-02-19 | 日鉄ケミカル&マテリアル株式会社 | 半導体装置用Cu合金ボンディングワイヤ |
| EP3745450B1 (en) * | 2018-09-21 | 2024-08-28 | NIPPON STEEL Chemical & Material Co., Ltd. | Cu alloy bonding wire for semiconductor device |
| JP6833784B2 (ja) * | 2018-09-28 | 2021-02-24 | 芝浦メカトロニクス株式会社 | プラズマ処理装置 |
| CN113226610B (zh) * | 2018-12-28 | 2022-08-16 | 电化株式会社 | 陶瓷-铜复合体、陶瓷电路基板、功率模块及陶瓷-铜复合体的制造方法 |
| JP6507329B1 (ja) | 2019-02-08 | 2019-04-24 | 田中電子工業株式会社 | パラジウム被覆銅ボンディングワイヤ、ワイヤ接合構造、半導体装置及び半導体装置の製造方法 |
| CN113748493A (zh) * | 2019-03-12 | 2021-12-03 | 田中电子工业株式会社 | 钯覆盖铜接合线、钯覆盖铜接合线的制造方法、及使用了其的引线接合结构、半导体装置以及其制造方法 |
| JP2020155559A (ja) * | 2019-03-19 | 2020-09-24 | キオクシア株式会社 | 半導体装置 |
| WO2020261563A1 (ja) * | 2019-06-28 | 2020-12-30 | 住友電気工業株式会社 | 銅被覆鋼線、撚線、絶縁電線およびケーブル |
| JP7293142B2 (ja) | 2020-01-07 | 2023-06-19 | 東芝デバイス&ストレージ株式会社 | 半導体装置 |
| KR20220158711A (ko) * | 2020-03-25 | 2022-12-01 | 닛데쓰마이크로메탈가부시키가이샤 | Al 본딩 와이어 |
| US20240266313A1 (en) * | 2022-06-24 | 2024-08-08 | Nippon Steel Chemical & Material Co., Ltd. | Bonding wire for semiconductor devices |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000195888A (ja) | 1998-12-28 | 2000-07-14 | Sony Corp | 半導体装置 |
| JP2004006740A (ja) * | 2002-03-26 | 2004-01-08 | Sumitomo Electric Wintec Inc | ボンディングワイヤーおよびそれを使用した集積回路デバイス |
| JP2006190763A (ja) | 2005-01-05 | 2006-07-20 | Nippon Steel Corp | 半導体装置用ボンディングワイヤ |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5712543A (en) | 1980-06-27 | 1982-01-22 | Hitachi Ltd | Semiconductor device |
| JPS59155161A (ja) | 1983-02-23 | 1984-09-04 | Daiichi Denko Kk | 半導体素子のボンデイング用ワイヤ |
| JPS59181040A (ja) | 1983-03-30 | 1984-10-15 | Toshiba Corp | 半導体装置の製造方法 |
| JPS61285743A (ja) | 1985-06-12 | 1986-12-16 | Hitachi Ltd | 電気的装置 |
| JPS6297360A (ja) | 1985-10-24 | 1987-05-06 | Mitsubishi Metal Corp | 半導体装置のボンデイングワイヤ用表面被覆高純度銅極細線 |
| JPS62120057A (ja) | 1985-11-20 | 1987-06-01 | Furukawa Electric Co Ltd:The | ボンデイング用細線 |
| JPS6346738A (ja) | 1986-08-14 | 1988-02-27 | Kobe Steel Ltd | 半導体素子用ボンデイングワイヤ及びその製造方法 |
| JPH01291435A (ja) | 1988-05-18 | 1989-11-24 | Mitsubishi Metal Corp | 半導体装置用銅合金極細線及び半導体装置 |
| GB2220956B (en) * | 1988-05-18 | 1991-07-17 | Mitsubishi Metal Corp | Ultrafine wires made of copper alloy and semiconductor devices using same |
| JP2766933B2 (ja) | 1989-06-29 | 1998-06-18 | 株式会社日立製作所 | 電子装置 |
| JPH04206646A (ja) | 1990-11-30 | 1992-07-28 | Sumitomo Metal Mining Co Ltd | ボンデイングワイヤー |
| KR100717667B1 (ko) * | 2000-09-18 | 2007-05-11 | 신닛뽄세이테쯔 카부시키카이샤 | 반도체용 본딩 와이어 및 그 제조 방법 |
| JP2003059963A (ja) | 2001-08-01 | 2003-02-28 | Doko Cho | パッケージ及び高周波伝送用金ワイヤとその製造方法 |
| JP2004064033A (ja) * | 2001-10-23 | 2004-02-26 | Sumitomo Electric Wintec Inc | ボンディングワイヤー |
| TW200414453A (en) * | 2002-03-26 | 2004-08-01 | Sumitomo Electric Wintec Inc | Bonding wire and IC device using the bonding wire |
| US7390370B2 (en) * | 2002-04-05 | 2008-06-24 | Nippon Steel Corporation | Gold bonding wires for semiconductor devices and method of producing the wires |
| KR20060090700A (ko) * | 2003-10-20 | 2006-08-14 | 스미토모덴키고교가부시키가이샤 | 본딩와이어 및 그것을 사용한 집적회로 디바이스 |
| JP2005268771A (ja) | 2004-02-20 | 2005-09-29 | Nippon Steel Corp | 半導体装置用金ボンディングワイヤ及びその接続方法 |
| US7820913B2 (en) * | 2005-01-05 | 2010-10-26 | Nippon Steel Materials Co., Ltd. | Bonding wire for semiconductor device |
| JP4130843B1 (ja) * | 2007-04-17 | 2008-08-06 | 田中電子工業株式会社 | 高信頼性金合金ボンディングワイヤ及び半導体装置 |
| WO2009072525A1 (ja) * | 2007-12-03 | 2009-06-11 | Nippon Steel Materials Co., Ltd. | 半導体装置用ボンディングワイヤ |
| JP4617375B2 (ja) * | 2007-12-03 | 2011-01-26 | 新日鉄マテリアルズ株式会社 | 半導体装置用ボンディングワイヤ |
| MY147995A (en) * | 2008-01-25 | 2013-02-28 | Nippon Steel & Sumikin Mat Co | Bonding wire semiconductor device |
| CN105023902B (zh) * | 2009-07-30 | 2018-01-30 | 新日铁住金高新材料株式会社 | 半导体用接合线 |
-
2010
- 2010-07-16 CN CN201510431505.8A patent/CN105023902B/zh active Active
- 2010-07-16 SG SG2012004065A patent/SG178063A1/en unknown
- 2010-07-16 MY MYPI2012000003A patent/MY164643A/en unknown
- 2010-07-16 CN CN201080019191.6A patent/CN102422404B/zh active Active
- 2010-07-16 KR KR1020107028435A patent/KR101707244B1/ko active IP Right Grant
- 2010-07-16 EP EP10804273.0A patent/EP2461358B1/en active Active
- 2010-07-16 US US13/384,819 patent/US8742258B2/en active Active
- 2010-07-16 WO PCT/JP2010/062082 patent/WO2011013527A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000195888A (ja) | 1998-12-28 | 2000-07-14 | Sony Corp | 半導体装置 |
| JP2004006740A (ja) * | 2002-03-26 | 2004-01-08 | Sumitomo Electric Wintec Inc | ボンディングワイヤーおよびそれを使用した集積回路デバイス |
| JP2006190763A (ja) | 2005-01-05 | 2006-07-20 | Nippon Steel Corp | 半導体装置用ボンディングワイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120035093A (ko) | 2012-04-13 |
| MY164643A (en) | 2018-01-30 |
| CN102422404A (zh) | 2012-04-18 |
| US20120118610A1 (en) | 2012-05-17 |
| EP2461358A1 (en) | 2012-06-06 |
| US20130306352A2 (en) | 2013-11-21 |
| CN105023902A (zh) | 2015-11-04 |
| EP2461358A4 (en) | 2015-10-14 |
| CN105023902B (zh) | 2018-01-30 |
| US8742258B2 (en) | 2014-06-03 |
| SG178063A1 (en) | 2012-03-29 |
| WO2011013527A1 (ja) | 2011-02-03 |
| CN102422404B (zh) | 2015-08-12 |
| EP2461358B1 (en) | 2017-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101707244B1 (ko) | 반도체용 본딩 와이어 | |
| JP5497360B2 (ja) | 半導体用ボンディングワイヤー | |
| JP4637256B1 (ja) | 半導体用ボンディングワイヤー | |
| JP4886899B2 (ja) | 半導体用ボンディングワイヤ | |
| JP5116101B2 (ja) | 半導体実装用ボンディングワイヤ及びその製造方法 | |
| KR101016158B1 (ko) | 반도체 장치용 본딩 와이어 | |
| JP4941901B2 (ja) | ボンディングワイヤの接合構造 | |
| JP4866490B2 (ja) | 半導体用銅合金ボンディングワイヤ | |
| JP6254841B2 (ja) | 半導体装置用ボンディングワイヤ | |
| WO2009093554A1 (ja) | 半導体装置用ボンディングワイヤ | |
| JP7168779B2 (ja) | パラジウム被覆銅ボンディングワイヤ、パラジウム被覆銅ボンディングワイヤの製造方法、これを用いた半導体装置及びその製造方法 | |
| EP2960931A2 (en) | Copper bond wire | |
| JP5343069B2 (ja) | ボンディングワイヤの接合構造 | |
| KR101536554B1 (ko) | 본딩용 와이어 | |
| KR20200039726A (ko) | 반도체 장치용 Cu 합금 본딩 와이어 | |
| US20210280553A1 (en) | Palladium-coated copper bonding wire and method for manufacturing same | |
| JP2007012776A (ja) | 半導体装置用ボンディングワイヤ | |
| CN110998814B (zh) | 半导体装置用Cu合金接合线 | |
| JP2007123597A (ja) | 半導体装置用ボンディングワイヤ | |
| JP2006216929A (ja) | 半導体装置用ボンディングワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |