JP7500201B2 - Honing device and processing method using same - Google Patents
Honing device and processing method using same Download PDFInfo
- Publication number
- JP7500201B2 JP7500201B2 JP2020004458A JP2020004458A JP7500201B2 JP 7500201 B2 JP7500201 B2 JP 7500201B2 JP 2020004458 A JP2020004458 A JP 2020004458A JP 2020004458 A JP2020004458 A JP 2020004458A JP 7500201 B2 JP7500201 B2 JP 7500201B2
- Authority
- JP
- Japan
- Prior art keywords
- grindstone
- honing
- honing tool
- speed
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003672 processing method Methods 0.000 title claims 2
- 230000007246 mechanism Effects 0.000 claims description 54
- 238000003754 machining Methods 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000002159 abnormal effect Effects 0.000 description 8
- 230000000630 rising effect Effects 0.000 description 6
- 230000001133 acceleration Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000010687 lubricating oil Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
Images





Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
本発明は、ワークに形成された円筒内面を加工するホーニング加工装置及びそれを用いた加工方法に関するものである。 The present invention relates to a honing device for machining the inner cylindrical surface of a workpiece and a machining method using the same.
従来、自動車等に搭載される、レシプロエンジンのシリンダーブロック、コンプレッサの軸受や油圧部品、燃料噴射ノズル等、高精度な加工が要求されるワークに形成された円筒状の加工部において、その円筒内面に対して切削加工や研削加工を施し、ホーニング加工装置によって仕上げ加工が行われてきた。 Conventionally, in cylindrical machining areas formed on workpieces that require high-precision machining, such as cylinder blocks for reciprocating engines mounted on automobiles, compressor bearings and hydraulic parts, and fuel injection nozzles, the cylindrical inner surface has been subjected to cutting and grinding processes, and then finished using a honing device.
ホーニング加工装置による仕上げ加工では、円筒内面の真円度・円筒度が高められるとともに、潤滑油保持のために、油溜りとして円筒内面にクロスハッチ(交差した溝又は条痕)が形成される。クロスハッチは、円筒内面に進入させるホーニング砥石を軸周りに回転させながら軸方向に往復移動させることによって形成される。 In finishing processing using a honing device, the roundness and cylindricity of the cylinder's inner surface are improved, and crosshatching (intersecting grooves or striations) is formed on the cylinder's inner surface as an oil reservoir to retain lubricating oil. The crosshatching is formed by rotating the honing stone that is inserted into the cylinder's inner surface around the axis while moving it back and forth in the axial direction.
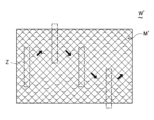
ホーニング加工装置の軸方向の往復移動は、例えば、上昇から下降又は下降から上昇のように移動方向が切り替わるとき、一定の速度から減速され、停止して移動方向が切り替わった後、加速されて再び一定の速度に戻る。従来のホーニング加工装置では、このような減速及び加速によって、図6に示すように、減速・加速中に砥石Zが当接する範囲では、円筒内面に湾曲した形状のクロスハッチM’が形成されることが問題であった。このような乱れたクロスハッチM’は軸方向端部付近に多く形成され、軸方向中央へ近づくほど少なくなり、砥石Zが略一定の速度で移動する軸方向略中央では形成されない。なお、図6はクロスハッチM’が形成されたワークW’の円筒内面を周方向に展開した模式図である。 When the honing device moves back and forth in the axial direction, for example, when the direction of movement is changed, such as from rising to falling or from falling to rising, the device is decelerated from a constant speed, stopped, the direction of movement is changed, and then accelerated back to a constant speed. In conventional honing devices, the problem was that such deceleration and acceleration caused crosshatch M' with a curved shape to be formed on the inner surface of the cylinder in the area where the grinding wheel Z abuts during deceleration and acceleration, as shown in Figure 6. Such irregular crosshatch M' is formed in large amounts near the axial end and becomes less frequent as it approaches the axial center, and is not formed at approximately the axial center where the grinding wheel Z moves at an approximately constant speed. Note that Figure 6 is a schematic diagram of the cylindrical inner surface of the workpiece W' on which crosshatch M' is formed, expanded in the circumferential direction.
このようにワークの軸方向端部付近において形状の乱れたクロスハッチM’が形成されることに対処すべく、加速時間及び減速時間の短縮が行われたが、それでもクロスハッチM’の湾曲部分の軸方向の寸法は数mm~数十mmに及ぶことがあり、十分な対処法とは言えなかった。 In order to deal with the formation of crosshatch M' with irregular shapes near the axial end of the workpiece, the acceleration and deceleration times were shortened, but even so, the axial dimension of the curved part of the crosshatch M' can range from several mm to several tens of mm, so this was not a sufficient solution.
また、特許文献1のような研削装置も提案されている。特許文献1の研削装置は、往復移動機構により往復移動される砥石の転向点(上死点,下死点)における砥石の回転速度をゼロにして、砥石の往復移動速度と回転速度とを同期させることにより、ワークの全加工領域においてクロスハッチ線の交差角を一定化することができると記載されている。
A grinding device such as that disclosed in
しかし、上記従来の特許文献1の研削装置では、砥石の移動速度の変化に合わせて回転速度を減速、停止及び加速させるため、大きなモータを搭載する必要があり、消費電力も大きい。また、ワークの軸方向端部において、砥石が異常摩耗を起こすおそれやワークへの異常切込みが発生するおそれがあった。
However, the grinding device of the above-mentioned
本発明は斯かる点に鑑みてなされたものであり、その目的とするところは、既存のホーニング加工装置に大きな改造を加えることなく容易にクロスハッチの形成を制御することにある。 The present invention was made in consideration of these points, and its purpose is to easily control the formation of crosshatching without making major modifications to existing honing equipment.
上記の目的を達成するために、この発明では、ホーニングツールの往復移動の速度と、砥石の径方向の進退の制御を同期させることにより、簡易な構成でクロスハッチの形成を制御し、ワークの軸方向端部にクロスハッチを形成しないようにした。 To achieve the above objective, this invention controls the formation of crosshatching with a simple configuration by synchronizing the reciprocating speed of the honing tool with the control of the radial advancement and retreat of the grinding wheel, thereby preventing crosshatching from forming at the axial end of the workpiece.
具体的には、第1の発明では、
回転軸及び該回転軸に対して径方向に進退する砥石を有するホーニングツールによって、ワークに形成された円筒内面を加工するホーニング加工装置において、
上記回転軸を回転駆動する回転機構と、
上記ホーニングツールを軸方向へ往復移動させる往復移動機構と、
上記砥石を径方向に進退させる砥石制御機構と、を備え、
上記砥石制御機構は、上記往復移動機構による上記軸方向への上記ホーニングツールの移動速度が、
目標速度となったときに上記砥石を径方向外側へ押し出すことにより上記円筒内面と該砥石とを接触状態とし、
上記接触状態となった後、上記目標速度から減速されたときに上記砥石を径方向内側へ引き込むことにより上記円筒内面と該砥石とを非接触状態とするように構成されている。
Specifically, in the first invention,
A honing device for machining a cylindrical inner surface formed on a workpiece by a honing tool having a rotating shaft and a grindstone that moves radially forward and backward relative to the rotating shaft,
A rotation mechanism that rotates the rotation shaft;
A reciprocating mechanism for reciprocating the honing tool in an axial direction;
a grindstone control mechanism for moving the grindstone radially forward and backward;
The grindstone control mechanism controls the speed of movement of the honing tool in the axial direction by the reciprocating movement mechanism.
When the target speed is reached, the grindstone is pushed outward in the radial direction to bring the inner surface of the cylinder into contact with the grindstone,
After the contact state is reached, the grinding wheel is pulled radially inward when the speed is reduced from the target speed, thereby bringing the cylindrical inner surface and the grinding wheel into a non-contact state.
第1の発明では、ホーニングツールの軸方向への往復移動の移動速度と砥石の径方向の進退の制御とを同期させることにより、クロスハッチの形成を制御することができる。なお、ここでいうクロスハッチとは、ワークの加工部であるの円筒内面に潤滑油を保持するために付ける網目状に交差した細かい傷(溝や条痕等)であり、軸方向とは、回転軸が延びる方向と平行な方向である。 In the first invention, the formation of crosshatch can be controlled by synchronizing the speed of the axial reciprocating movement of the honing tool with the control of the radial advancement and retreat of the grinding wheel. Note that the crosshatch here refers to fine scratches (grooves, stripes, etc.) that intersect in a mesh pattern on the cylindrical inner surface of the workpiece to retain lubricant, and the axial direction is the direction parallel to the extension of the rotation axis.
具体的には、ホーニングツールの軸方向への移動速度が次第に大きくなり、目標速度となったときに、砥石制御機構が砥石を径方向外側へ押し出すことにより、円筒内面と砥石とが接触状態となる。そして、その状態のままホーニングツールが軸方向へさらに移動することにより、円筒内面には砥石によってクロスハッチの一部となる直線状の条痕が形成される。そして、ホーニングツールが、例えば、上昇から下降又は下降から上昇のように移動方向を切り替えるべく、移動速度が次第に小さくなり、目標速度から減速されたときに、砥石制御機構が砥石を径方向内側へ引き込むことにより、円筒内面と砥石とが非接触状態となる。その状態のままホーニングツールが移動方向を切り替えるので、移動方向の切り替え前後において円筒内面に湾曲した条痕が形成されない。そして、反対方向へと移動する際に移動速度が次第に大きくなり、目標速度となったときに、砥石制御機構が再び砥石を径方向外側へ押し出すことにより、円筒内面と砥石とが接触状態となる。その状態のままホーニングツールが軸方向へさらに移動することにより、円筒内面には砥石によってクロスハッチの一部となる直線状の条痕がさらに形成される。これによって、ホーニングツールの移動方向が切り替わる際には湾曲した条痕が形成されないので、クロスハッチの乱れ部分が形成されない。このように、簡易な構成でクロスハッチの形成を制御することができるため、ホーニング加工装置の小型化やコスト削減に貢献できる。 Specifically, the axial movement speed of the honing tool gradually increases, and when it reaches the target speed, the grindstone control mechanism pushes the grindstone radially outward, so that the cylinder inner surface and the grindstone come into contact with each other. Then, as the honing tool continues to move in the axial direction while remaining in this state, the grindstone forms linear streaks on the cylinder inner surface that become part of the crosshatch. Then, as the honing tool switches its movement direction, for example, from rising to falling or from falling to rising, the movement speed gradually decreases, and when it is decelerated from the target speed, the grindstone control mechanism pulls the grindstone radially inward, so that the cylinder inner surface and the grindstone come into a non-contact state. Since the honing tool switches its movement direction while remaining in this state, no curved streaks are formed on the cylinder inner surface before and after the change in movement direction. Then, as the movement speed gradually increases when moving in the opposite direction, and when it reaches the target speed, the grindstone control mechanism pushes the grindstone radially outward again, so that the cylinder inner surface and the grindstone come into contact with each other. As the honing tool continues to move in the axial direction in this state, the grindstone further forms linear marks on the inner surface of the cylinder that become part of the crosshatch. As a result, no curved marks are formed when the honing tool changes direction of movement, and no disturbed parts of the crosshatch are formed. In this way, the formation of the crosshatch can be controlled with a simple configuration, which contributes to the miniaturization and cost reduction of honing equipment.
さらに、往復移動の方向が切り替わる際に、移動速度の変化によって砥石の制御をおこなうことで、ホーニング加工に最適な加工速度で加工することができるため、ワークの軸方向端部における砥石の異常摩耗やワークへの異常切込みを防止できる。 In addition, by controlling the grindstone by changing the movement speed when the direction of reciprocating movement is switched, honing can be performed at the optimum processing speed, preventing abnormal wear of the grindstone at the axial end of the workpiece and abnormal cutting into the workpiece.
第2の発明では、第1の発明において、
上記ワークの加工中に上記ホーニングツールが往復移動する間、上記回転機構は上記回転軸の回転速度を一定に保つことを特徴とする。
In a second aspect of the present invention, in the first aspect,
The rotating mechanism is characterized in that it keeps the rotational speed of the rotating shaft constant while the honing tool reciprocates during machining of the workpiece.
この第2の発明では、回転速度を変化させることなく、クロスハッチの形成範囲を制御できるため、従来のような大きなモータを搭載する必要がなく、従来よりも消費電力を抑えることができる。 In this second invention, the range in which the crosshatch is formed can be controlled without changing the rotation speed, so there is no need to install a large motor as in the past, and power consumption can be reduced compared to the past.
第3の発明では、第1又は第2の発明において、
上記ホーニングツールが上記軸方向への移動により所定の位置に達したとき、上記砥石制御機構によって上記砥石の進退が駆動されることを特徴とする。
In a third aspect of the present invention, in the first or second aspect of the present invention,
When the honing tool reaches a predetermined position by the movement in the axial direction, the grindstone control mechanism drives the grindstone to move forward and backward.
この第3の発明では、既存のホーニング加工装置に大幅な改造を施すことなく、ホーニングツールの位置によってクロスハッチの形成範囲を制御することができるため、より有用である。 This third invention is more useful because it allows the crosshatch formation range to be controlled by the position of the honing tool without requiring major modifications to existing honing equipment.
第4の発明では、第1から第3のいずれかの発明を用い、
上記円筒内面において、上記円筒内面と該砥石とが上記接触状態である上記ホーニングツールを、上記ワークの軸方向端部へ向かって軸方向に移動させ、
上記ワークの軸方向端部へ達する前に、上記ホーニングツールの上記移動速度が減速され、上記目標速度よりも減速されたとき、上記砥石制御機構が駆動して上記円筒内面と該砥石とを非接触状態とし、
上記非接触状態で上記ホーニングツールが上記ワークの軸方向端部へ達し、上記移動速度がゼロになった後、移動方向が切り替わり、上記ホーニングツールの上記移動速度が加速され、再び上記目標速度に達したとき、上記砥石制御機構が駆動して上記円筒内面と該砥石とを接触状態とすることを特徴とする。
In a fourth aspect of the present invention, any one of the first to third aspects of the present invention is used,
The honing tool, in which the cylindrical inner surface and the grindstone are in contact with each other on the cylindrical inner surface, is moved in an axial direction toward an axial end of the workpiece;
Before the honing tool reaches the axial end of the workpiece, the moving speed of the honing tool is decelerated, and when the moving speed of the honing tool is decelerated below the target speed, the grindstone control mechanism is driven to bring the cylindrical inner surface and the grindstone into a non-contact state;
When the honing tool reaches the axial end of the workpiece in the non-contact state and the moving speed becomes zero, the moving direction is switched, the moving speed of the honing tool is accelerated, and when the moving speed again reaches the target speed, the grindstone control mechanism is driven to bring the cylindrical inner surface and the grindstone into contact with each other.
この第4の発明では、ホーニングツールが軸方向端部へ達する前に砥石を引き込み、移動方向が切り替わった後にまた砥石を押し出すことにより、ワークの軸方向端部における砥石の異常摩耗やワークへの異常切込みをより確実に防止することができる。 In this fourth invention, the grindstone is retracted before the honing tool reaches the axial end, and then pushed out again after the direction of movement is changed, making it possible to more reliably prevent abnormal wear of the grindstone at the axial end of the workpiece and abnormal cutting into the workpiece.
以上説明したように、本発明によると、ホーニングツールの往復移動の移動速度と砥石の径方向の進退の制御とを同期させることにより、簡易な構成でクロスハッチの形成を制御することができるため、ホーニング加工装置の小型化やコスト削減に貢献できる。 As described above, according to the present invention, by synchronizing the reciprocating speed of the honing tool with the control of the radial advance and retreat of the grinding wheel, it is possible to control the formation of crosshatch with a simple configuration, which contributes to the miniaturization and cost reduction of honing processing equipment.
以下、本発明の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものでは全くない。 The following describes in detail the embodiments of the present invention with reference to the drawings. The following description of the preferred embodiment is merely exemplary in nature and is in no way intended to limit the present invention, its applications, or its uses.
なお、以下の説明において、ホーニングツールの回転軸が延びる方向に平行な方向を「軸方向」と呼び、回転軸を中心とする径方向を「径方向」と呼ぶ。また、軸方向を上下方向として、図面の上側を単に「上方」と呼び、下側を単に「下方」と呼ぶ。ホーニングツールの往復移動の移動速度は、単に「移動速度」と呼ぶ。 In the following description, the direction parallel to the direction in which the rotation axis of the honing tool extends is referred to as the "axial direction," and the radial direction centered on the rotation axis is referred to as the "radial direction." Furthermore, the axial direction is the up-down direction, and the upper side of the drawing is simply referred to as the "upper side," and the lower side is simply referred to as the "lower side." The reciprocating movement speed of the honing tool is simply referred to as the "moving speed."
本発明のホーニング加工装置1による被加工物であるワークWには、円筒状の加工部が形成されており、本発明のホーニング加工装置1は、その加工部の円筒内面W1を加工する。
The workpiece W, which is the object to be machined by the
図1に示すように、ホーニング加工装置1は、直方体形状のベッド2とベッド2の後方側に立設された直方体形状のコラム3とを備え、ベッド2とコラム3とで側面視略L字形状をなすように構成されている。
As shown in FIG. 1, the
また、ホーニング加工装置1は、コラム3の前側に設けられ、ワークWの円筒内面W1を加工する加工部4と、ベッド2上に設置され、ワークWを支持するワーク支持部5と、を備える。
The
次に、ホーニング加工装置1の詳細構造を以下にて説明する。
Next, the detailed structure of the
ワーク支持部5は、ベッド2の上面側に固定されたワークテーブル52と、ワークテーブル52の上面側に、ワークWを保持する保持台53と、を有する。ワークWの中心軸は、ホーニングツール70の回転軸74が延びる方向に平行な方向(軸方向)へ延びるように保持されている。
The
加工部4は、コラム3の前面側に固定されたツールテーブル41を備え、ツールテーブル41には、ホーニング加工ユニット7が設けられている。
The
ホーニング加工ユニット7は、ツールテーブル41の前面側に取付けられた矩形状のホーニング本体部71と、ホーニング本体部71のさらに前面側に取付けられたホーニング支持部72と、ホーニング支持部72内を上下方向に延びて設けられた支持シャフト73と、支持シャフト73の下部に取付けられたホーニングツール70を備える。
The honing
ホーニングツール70は、回転軸74と、回転軸74のさらに下部に設けられた砥石75を有する。砥石75は、回転軸74とともに回転し、回転軸74に対して径方向に進退する。
The honing
ホーニング加工装置1は、ホーニングツール70の回転軸74を回転駆動する回転機構7aを備える。回転機構7aは、ホーニング本体部71に配設され、ホーニングツール70に回転力を伝導する伝導ベルト(図示しない)と、伝導ベルトを介してホーニングツール70を回転軸74中心に回転させる回転駆動モータ(図示しない)とを含む。
The honing
また、ホーニング加工装置1は、ホーニングツール70を軸方向へ往復移動させる往復移動機構7bを備える。往復移動機構7bは、ワークWの円筒内面W1に、潤滑油の油溜りとして機能する網目状のクロスハッチMを形成するために、回転軸74及び砥石75を上下方向(軸方向)に往復移動させるものである。往復移動機構7bは、具体的には、ホーニング本体部71に対してホーニング支持部72を軸方向に往復移動させる往復動モータ81と、ホーニング本体部71の前面側に設けられたスライドレール82と、ホーニング支持部72に設けられスライドレール82に案内されてスライドする、スライド受け部83とを備える。
The honing
さらに、ホーニング加工装置1は、砥石75を径方向に進退させる砥石制御機構7cを備える。砥石制御機構7cは、支持シャフト73に配設されている。詳細は後述するが、砥石制御機構7cは、駆動シャフト調整モータ(図示しない)を有し、駆動シャフト調整モータは、ホーニングツール70の駆動シャフト76を上昇及び下降させ、テーパー部77の上下方向の移動量を調整することで、砥石75を径方向に進退させる。
The honing
砥石制御機構7cは、往復移動機構7bによる軸方向へのホーニングツール70の移動速度が、目標速度Qとなったときに砥石75を径方向外側へ押し出すことにより円筒内面W1と砥石75とを接触状態とし、接触状態となった後、目標速度Qから減速されたときに砥石75を径方向内側へ引き込むことにより円筒内面W1と砥石75とを非接触状態とするように構成されている。
The
そして、ベッド2内部に配設された制御装置58は、ホーニング加工装置1の各種機器の作動を制御するものであり、本実施形態では、例えば、回転機構7aを構成する回転駆動モータ、ホーニング支持部72を軸方向に往復移動させる往復動モータ81、砥石75を径方向に進退させるための駆動シャフト調整モータを制御するように設けられている。
The
次に、ホーニング加工ユニット7の詳細構造を図2に基づいて説明する。
Next, the detailed structure of the honing
回転軸74の下端部には、回転軸74と一体に形成された保持枠体79が軸方向に延びており、保持枠体79の下部には軸方向に延びるスリット79aが形成されている。砥石75は、このスリット79aから出入り可能に装着されている。
A holding
回転軸74及び保持枠体79は円筒状であり、例えば、NC制御や油圧等によって軸方向に摺動可能な駆動シャフト76が内部に設けられている。駆動シャフト76の下部には、下方へ向かって縮径する円錐状のテーパー部77が2つ設けられている。
The rotating
砥石75は、回転軸74の周方向に少なくとも1つ設けられ、例えば等間隔に複数個並べて配置されている。また、砥石75は、駆動シャフト76のテーパー部77のテーパー面77aに接触可能なテーパー面75aを備える。この砥石75が、保持枠体79に形成されたスリット79aから出入りすることで、回転軸74に対して径方向に進退する。
At least one
具体的には、テーパー部77(駆動シャフト76)が下方へ摺動することによって、テーパー部77に接触した砥石75が径方向外側へ押し出されて、ホーニングツール70の径が拡張するようになっている。また、テーパー部77が上方に摺動することによって、テーパー部77に接触する砥石75が径方向内側へ引き込まれて、ホーニングツール70の径が縮小し、元の径に戻る。ワークWをホーニング加工する際には、ワークWの円筒内に進入したホーニングツール70のホーニング砥石75がスリット79aから飛び出して、すなわち砥石75が拡張してワークWの円筒内面W1と接触した状態でワークWが回転することにより、ホーニング加工できるようになっている。
Specifically, as the tapered portion 77 (drive shaft 76) slides downward, the
次に、図3乃至図5に基づいて、ワークWの円筒内面W1にクロスハッチMを形成する手順について説明する。なお、図3は、クロスハッチを形成する際の砥石の進退及び回転数とホーニングツールの移動速度との関係を示すタイミングチャートであり、横軸である時間軸が0の位置は、砥石75が図5におけるZ1の位置にある状態に該当する。
Next, the procedure for forming the crosshatch M on the cylindrical inner surface W1 of the workpiece W will be described with reference to Figures 3 to 5. Note that Figure 3 is a timing chart showing the relationship between the advancement and retreat of the grindstone and the rotation speed and the movement speed of the honing tool when forming the crosshatch, and the position of 0 on the horizontal axis (time axis) corresponds to the state where the
まず、回転機構7aの回転駆動モータ(図示しない)を作動させて、回転軸74を所定の回転速度Rにする。なお、ワークWの加工中にホーニングツール70が往復移動する間、回転機構7aは回転軸74の回転速度を一定に保つ。
First, the rotation drive motor (not shown) of the
その後、往復動モータ81を作動させると、徐々に移動速度が加速されながら、ホーニング支持部72に設けられたスライド受け部83が、ホーニング本体部71に設けられたスライドレール82に案内されて、ホーニング支持部72、回転軸74及び砥石75がワークWに近付くよう軸方向に下降する。このとき、砥石75は径方向内側へ引き込まれた状態である。
Then, when the
そして、砥石75がワークWの円筒内面W1に進入し、移動速度が所定の目標速度Qとなったとき、砥石制御機構7cの駆動シャフト調整モータ(図示しない)が作動して駆動シャフト76が下方へ摺動する。このとき、砥石75は径方向外側へ押し出されて径が拡張し、円筒内面W1と砥石75とが接触状態となる。このとき砥石75は図5中、Z1の位置にある。
Then, when the
円筒内面W1において、円筒内面W1と砥石75とが接触状態であるホーニングツール70は、往復動モータ81の作動により、目標速度Q以上の一定速度でワークWの軸方向端部へ向かって上昇する。すなわち、図5中、砥石75はZ1からZ2へ移動する。これにより、図4に示すように、ワークWの円筒内面W1にクロスハッチMの一部であるX方向の直線状の条痕が形成される。
The honing
次いで、ワークWの軸方向端部W2へ達する前に、ホーニングツール70の移動速度が減速される。そして、その移動速度が目標速度Qよりも減速されたとき、砥石制御機構7cが駆動して駆動シャフト76が軸方向上方に摺動する。このとき、砥石75は径方向内側へ引き込まれて径が縮小し、円筒内面W1と砥石75とが非接触状態となる。
Next, the moving speed of the honing
この非接触状態でホーニングツール70がワークの軸方向端部W2へ達し、すなわち、図5中、砥石75がZ2からZ3へ移動し、移動速度がゼロになった後、移動方向が上昇から下降へと切り替わる。そして、ホーニングツール70の移動速度が加速され、下降しながら再び目標速度Qに達したとき、砥石制御機構7cが駆動して円筒内面W1と砥石75とが再び接触状態となる(図5中、Z3からZ4)。
In this non-contact state, the honing
この接触状態のまま、さらに、往復動モータ81の作動により、目標速度Q以上の一定速度でワークWの軸方向端部W3へ向かって下降させる。すなわち、図5中、Z4からZ5への移動である。これにより、ワークWの円筒内面W1にクロスハッチMの一部であるY方向の直線状の条痕が形成される。
While maintaining this contact state, the reciprocating
そして、ワークWの軸方向端部W3へ達する前に、ホーニングツール70の移動速度が減速される。そして、その移動速度が目標速度Qよりも減速されたとき、砥石制御機構7cが駆動し、砥石75は径方向内側へ引き込まれて径が縮小し、円筒内面W1と砥石75とが非接触状態となる(図5中、Z5からZ6)。
Then, the moving speed of the honing
なお、ホーニングツール70の往復移動の制御はNC制御によっておこなってもよく、具体的には、ホーニングツール70が軸方向への移動により所定の位置に達したとき、砥石制御機構7cによって砥石75の進退が駆動されるような構成とすれば、より高い精度でクロスハッチMの形成範囲を制御することができる。
The reciprocating movement of the honing
その場合、例えば、加減速時定数t(sec)と速度v(m/sec)から加減速距離S(mm)を式1のように計算することが可能であり、
S=v×t×1000 ・・・(式1)
停止位置のSmm手前に到達した瞬間に、砥石制御機構7cを駆動させ、円筒内面W1と砥石75とを非接触状態とし、停止後、移動方向を切り替えてSmm進んだ瞬間に、砥石制御機構7cを駆動させ、円筒内面W1と砥石75とが再び接触状態となるように制御することができる。
In this case, for example, the acceleration/deceleration distance S (mm) can be calculated from the acceleration/deceleration time constant t (sec) and the speed v (m/sec) as shown in Equation 1:
S = v × t × 1000 ... (Equation 1)
At the moment when it reaches S mm before the stopping position, the
このように、本実施形態によると、ホーニングツール70の往復移動の移動速度と砥石75の径方向の進退の制御とを同期させることにより、簡易にクロスハッチMの形成を制御することができる。具体的には、ホーニングツール70の軸方向の移動速度が次第に大きくなり、目標速度Qとなったときに、砥石制御機構7cが砥石75を径方向外側へ押し出すことにより、円筒内面W1と砥石75とが接触状態となる。そして、その状態のままホーニングツール70が一定の速度で軸方向へさらに移動することにより、円筒内面W1にはクロスハッチMの一部となる直線状の条痕が形成される。そして、ホーニングツール70が、例えば、上昇から下降又は下降から上昇のように移動方向を切り替えるべく、移動速度が次第に小さくなり、目標速度Qから減速されたときに、砥石制御機構7cが砥石75を径方向内側へ引き込むことにより、円筒内面W1と砥石75とが非接触状態となる。その状態のままホーニングツール70が移動方向を切り替えるので、移動方向の切り替え前後において円筒内面W1に湾曲した条痕が形成されない。そして、反対方向へと移動する際に移動速度が次第に大きくなり、目標速度Qとなったときに、砥石制御機構7cが再び砥石75を径方向外側へ押し出すことにより、円筒内面W1と砥石75とが接触状態となる。その状態のままホーニングツール70が一定の速度で軸方向へさらに移動することにより、円筒内面W1にはクロスハッチMの一部となる直線状の条痕がさらに形成される。これによって、ホーニングツール70の移動方向が切り替わる際にはクロスハッチMが形成されないので、クロスハッチMの乱れ部分が形成されない。簡易な構成でクロスハッチMの形成を制御することができるため、ホーニング加工装置1の小型化やコスト削減に貢献できる。
In this manner, according to the present embodiment, the formation of the crosshatch M can be easily controlled by synchronizing the reciprocating movement speed of the honing
さらに、往復移動の方向が切り替わる際に、移動速度の変化によって砥石75の制御をおこなうことで、ホーニング加工に最適な加工速度で加工することができるため、ワークWの軸方向端部W2,W3における砥石75の異常摩耗やワークWへの異常切込みを防止できる。
Furthermore, when the direction of reciprocating movement is switched, the
また、加工中に回転軸74の回転速度を変化させることなく、クロスハッチMの形成範囲を制御できるため、従来のような大きなモータを搭載する必要がなく、従来よりも消費電力を抑えることができる。
(その他の実施形態)
本実施形態では、軸方向を上下方向としているが、これに限られるのものではない。また、ワークWの円筒内面に形成されるクロスハッチMは、図4の模様に限られるものではなく、ワークWの大きさや潤滑油保持の機能等を考慮して、間隔、傾斜角度、深さ、幅等は適宜設定すればよいものである。
Furthermore, since the range in which the crosshatch M is formed can be controlled without changing the rotational speed of the
Other Embodiments
In this embodiment, the axial direction is the up-down direction, but is not limited to this. Also, the crosshatch M formed on the cylindrical inner surface of the work W is not limited to the pattern shown in Fig. 4, and the interval, inclination angle, depth, width, etc. may be appropriately set in consideration of the size of the work W and the function of retaining the lubricating oil.
また、本実施形態では、回転機構7a及び往復動モータ81はホーニング本体部71に配設され、砥石制御機構7cは支持シャフト73に配設され、制御装置58はベッド2内部に配設されているが、これらが配設される場所はこれに限られるのものではない。
In addition, in this embodiment, the
また、本実施形態では、回転機構7aの回転駆動モータ、往復移動機構7bの往復動モータ81及び砥石制御機構7cの駆動シャフト調整モータを設けるようにしたが、それぞれ作動させる機能を果たせばよいものであり、モータに限られるものではない。
In addition, in this embodiment, a rotary drive motor for the
回転軸74の回転駆動の開始は、砥石75が円筒内面W1へ進入した後や進入途中でもよい。
The rotation of the
1 ホーニング加工装置
7a 回転機構
7b 往復移動機構
7c 砥石制御機構
70 ホーニングツール
74 回転軸
75 砥石
M クロスハッチ
Q 目標速度
W ワーク
W1 円筒内面
W2 軸方向端部
W3 軸方向端部
Claims (2)
上記回転軸を回転駆動する回転機構と、
上記ホーニングツールを軸方向へ往復移動させる往復移動機構と、
上記砥石を径方向に進退させる砥石制御機構と、を備え、
上記砥石制御機構は、上記往復移動機構による上記軸方向への上記ホーニングツールの移動速度が、
目標速度となったときに上記砥石を径方向外側へ押し出すことにより上記円筒内面と該砥石とを接触状態とし、
上記接触状態となった後、上記目標速度から減速されたときに上記砥石を径方向内側へ引き込むことにより上記円筒内面と該砥石とを非接触状態とし、
上記砥石の進退が、上記ホーニングツールの移動速度が変化している間に行われるように構成されていることを特徴とするホーニング加工装置。 A honing device for machining a cylindrical inner surface formed on a workpiece by a honing tool having a rotating shaft and a grindstone that moves radially forward and backward relative to the rotating shaft,
A rotation mechanism that rotates the rotation shaft;
A reciprocating mechanism for reciprocating the honing tool in an axial direction;
a grindstone control mechanism for moving the grindstone forward and backward in a radial direction;
The grindstone control mechanism controls the speed of movement of the honing tool in the axial direction by the reciprocating movement mechanism.
When the target speed is reached, the grindstone is pushed outward in the radial direction to bring the inner surface of the cylinder into contact with the grindstone;
After the contact state is established, when the speed is decelerated from the target speed, the grindstone is pulled inward in the radial direction to bring the cylindrical inner surface and the grindstone into a non-contact state;
A honing device configured such that the grindstone is advanced and retreated while the moving speed of the honing tool is changed.
上記円筒内面において、上記円筒内面と上記砥石とが接触状態である上記ホーニングツールを、上記ワークの軸方向端部へ向かって軸方向に移動させる工程と、
上記ワークの軸方向端部へ達する前に、上記ホーニングツールの移動速度が減速され、目標速度よりも減速されたとき、上記砥石制御機構が駆動して上記円筒内面と該砥石とを非接触状態とする工程と、
上記非接触状態で上記ホーニングツールが上記ワークの軸方向端部へ達し、上記移動速度がゼロになった後、移動方向が切り替わり、上記ホーニングツールの上記移動速度が加速され、再び上記目標速度に達したとき、上記砥石制御機構が駆動して上記円筒内面と該砥石とを接触状態とする工程と、を含み、
上記砥石の進退が、上記ホーニングツールの移動速度が変化している間に行われることを特徴とするホーニング加工装置を用いた加工方法。 A step of preparing a honing device including a honing tool having a rotating shaft and a grindstone which moves radially forward and backward with respect to the rotating shaft and which processes a cylindrical inner surface formed on a workpiece, a rotation mechanism which rotates and drives the rotating shaft, a reciprocating mechanism which moves the honing tool back and forth in the axial direction, and a grindstone control mechanism which moves the grindstone forward and backward in the radial direction;
A step of moving the honing tool, with the cylindrical inner surface and the grindstone in contact with each other on the cylindrical inner surface, in an axial direction toward an axial end of the workpiece;
a step of decelerating the moving speed of the honing tool before the honing tool reaches an axial end of the workpiece, and when the moving speed of the honing tool is decelerated below a target speed, the grindstone control mechanism is driven to bring the cylindrical inner surface and the grindstone into a non-contact state;
a step of: after the honing tool reaches an axial end of the workpiece in the non-contact state and the moving speed becomes zero, the moving direction is switched, the moving speed of the honing tool is accelerated, and when the moving speed again reaches the target speed, the grindstone control mechanism is driven to bring the cylindrical inner surface and the grindstone into contact with each other;
A processing method using a honing device, characterized in that the grindstone is advanced and retreated while the moving speed of the honing tool is changed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020004458A JP7500201B2 (en) | 2020-01-15 | 2020-01-15 | Honing device and processing method using same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020004458A JP7500201B2 (en) | 2020-01-15 | 2020-01-15 | Honing device and processing method using same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021109299A JP2021109299A (en) | 2021-08-02 |
| JP7500201B2 true JP7500201B2 (en) | 2024-06-17 |
Family
ID=77059065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020004458A Active JP7500201B2 (en) | 2020-01-15 | 2020-01-15 | Honing device and processing method using same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7500201B2 (en) |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3443106A1 (en) * | 1984-11-27 | 1986-06-05 | Maschinenfabrik Gehring Gmbh & Co Kg, 7302 Ostfildern | METHOD FOR PRODUCING BORES OF HIGH SURFACE QUALITY AND DEVICE FOR CARRYING OUT THE METHOD |
-
2020
- 2020-01-15 JP JP2020004458A patent/JP7500201B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021109299A (en) | 2021-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101583563B1 (en) | Honing method and honing machine | |
| CN111660066A (en) | Forming method and forming equipment for needle cylinder of high-precision circular knitting machine | |
| CN112605720B (en) | Method for uniformly removing tool tip material of arc-edge diamond tool | |
| KR102020853B1 (en) | Machine and method for turning at least flat shoulders of a crankshaft that surround bearing pins | |
| JP7500201B2 (en) | Honing device and processing method using same | |
| JP3765176B2 (en) | Cylinder bore inner surface fine groove machining method | |
| JP6943693B2 (en) | Processing equipment and processing method using it | |
| JP6943692B2 (en) | Processing equipment and processing method using it | |
| CN107695877B (en) | Tailstock | |
| JP2000176716A (en) | Cylinder bore machining device and machining method using it | |
| CN110919468A (en) | Novel wriggling grinding machine | |
| JP6900183B2 (en) | Honing processing equipment | |
| JP4255662B2 (en) | Thread grinding machine | |
| CN211708833U (en) | Novel wriggling grinding machine | |
| JP7104506B2 (en) | Inner peripheral surface processing equipment and inner peripheral surface processing method | |
| CN113510285B (en) | Planer special for machining slide valve and machining method thereof | |
| JP6927779B2 (en) | Processing equipment and processing method using it | |
| CN220445983U (en) | Bearing retainer burr removing device | |
| JP2019042899A (en) | Processing device and processing method using the same | |
| JPH09254011A (en) | Hole forming device | |
| JP2670508B2 (en) | Grinding wheel cutting device and honing machine | |
| US4080852A (en) | Method and apparatus for machining crankshafts | |
| US6154941A (en) | Crankshaft thrust face burnisher and method | |
| JPH0748326Y2 (en) | Cutting edge diameter variable cutting device | |
| KR0151754B1 (en) | Method and device for horning |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7500201 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |