JP7309280B2 - Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method - Google Patents
Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method Download PDFInfo
- Publication number
- JP7309280B2 JP7309280B2 JP2019190079A JP2019190079A JP7309280B2 JP 7309280 B2 JP7309280 B2 JP 7309280B2 JP 2019190079 A JP2019190079 A JP 2019190079A JP 2019190079 A JP2019190079 A JP 2019190079A JP 7309280 B2 JP7309280 B2 JP 7309280B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- workpiece
- block
- processing
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Dicing (AREA)
Description
本発明は、半導体等の材料からなるウエーハを加工できる切削装置、レーザー加工装置、研削装置等の加工装置で加工される被加工体と、該被加工体を製造する被加工体製造方法と、該被加工体を加工する被加工体の加工方法と、に関する。 The present invention provides an object to be processed by a processing apparatus such as a cutting apparatus, a laser processing apparatus, and a grinding apparatus capable of processing a wafer made of a material such as a semiconductor; and a method for processing the object to be processed.
携帯電話やパソコン等の電子機器に使用されるデバイスチップの製造工程では、まず、半導体等の材料からなるウエーハの表面に複数の交差する分割予定ライン(ストリート)を設定する。そして、該分割予定ラインで区画される各領域にIC(Integrated Circuit)、LSI(Large-Scale Integration)等のデバイスを形成する。 2. Description of the Related Art In the manufacturing process of device chips used in electronic devices such as mobile phones and personal computers, first, a plurality of intersecting dividing lines (streets) are set on the surface of a wafer made of a material such as a semiconductor. Then, devices such as ICs (Integrated Circuits) and LSIs (Large-Scale Integration) are formed in each region partitioned by the planned division lines.
次に、研削装置でウエーハを裏面側から研削して該ウエーハをデバイスチップの仕様の厚みに薄化する。その後、分割予定ラインに沿ってウエーハを分割すると、個々のデバイスチップが形成される。ウエーハの分割には、例えば、円環状の切削ブレードを備える切削装置や、レーザービームをウエーハに照射してウエーハをレーザー加工できるレーザー加工装置が使用される。 Next, the wafer is ground from the back side by a grinding machine to thin the wafer to the thickness of the specification of the device chip. Thereafter, by dividing the wafer along the dividing lines, individual device chips are formed. For dividing the wafer, for example, a cutting device having an annular cutting blade or a laser processing device capable of laser processing the wafer by irradiating the wafer with a laser beam is used.
また、デバイスチップを製造する他の方法として、デバイスチップの仕様の厚さに相当する深さの溝を分割予定ラインに沿ってウエーハの表面に形成し、その後、ウエーハを裏面側から研削して溝の底面が除去されるまで薄化する方法が知られている(例えば、特許文献1参照)。
As another method for manufacturing device chips, grooves having a depth corresponding to the thickness of the device chip specification are formed on the front surface of the wafer along the dividing lines, and then the wafer is ground from the back side. A method of thinning until the bottom surface of the groove is removed is known (see
ところで、デバイスチップの仕様を変更するために、ウエーハの材質を変更する場合や、デバイスを構成する各膜の材質、厚さ、パターン形状等を変更する場合がある。また、製造するデバイスチップの大きさを変更する場合がある。これらの場合、切削装置、レーザー加工装置、研削装置等の加工装置においてそれまでに実施されていた加工条件でウエーハを加工しても、所望の加工結果が得られるとは限らない。そのため、ウエーハが適切に加工されるか否かを検証するためにテスト加工が実施され、加工結果が評価される。 By the way, in order to change the specifications of the device chip, there are cases where the material of the wafer is changed, or the material, thickness, pattern shape, etc. of each film constituting the device is changed. Moreover, the size of the device chip to be manufactured may be changed. In these cases, it is not always possible to obtain the desired processing result even if the wafer is processed under the processing conditions that have been practiced in a processing device such as a cutting device, a laser processing device, or a grinding device. Therefore, test processing is performed to verify whether the wafer is processed appropriately, and the processing results are evaluated.
既存の加工条件では所望の加工結果が得られない場合、所望の加工結果が得られる加工条件を追求するために、様々な加工条件でテスト加工が繰り返し実施される。また、デバイスチップの仕様を変更しない場合においても、より適切かつ高効率な加工を実現するために、最適な加工条件を追求するためのテスト加工も繰り返し実施される。 When the desired machining results cannot be obtained with the existing machining conditions, test machining is repeatedly performed under various machining conditions in order to pursue machining conditions that will yield the desired machining results. Also, even if the specifications of the device chip are not changed, test machining is repeatedly performed to pursue optimum machining conditions in order to realize more appropriate and highly efficient machining.
デバイスをウエーハの表面に形成する際、デバイスを構成する多数の膜を積層するために、ウエーハに成膜工程及びパターニング工程を繰り返し実施する必要がある。そして、高性能なデバイスチップを製造するために、各工程においては高品質な部材と高性能な装置が使用される。そのため、複数のデバイスが形成されたウエーハを製造するには、極めて大きな金銭的コスト及び時間的コストを要する。そして、テスト加工では、複数のデバイスが形成された高価値なウエーハが次々に消費されるため、損失が無視できない。 When forming a device on the surface of a wafer, it is necessary to repeatedly perform a film formation process and a patterning process on the wafer in order to stack a large number of films constituting the device. In order to manufacture high-performance device chips, high-quality members and high-performance equipment are used in each process. Therefore, manufacturing a wafer on which a plurality of devices are formed requires extremely large financial and time costs. In test processing, high-value wafers on which a plurality of devices are formed are consumed one after another, so loss cannot be ignored.
また、特にデバイスチップの仕様を変更する場合等、デバイスチップの試作段階においてテスト加工等に供されるウエーハを早期に十分な数で揃えることはそもそも困難である。十分な数のウエーハが揃っていない状態では、テスト加工を十分に実施できず、適切な加工条件を追求しきれない。その一方で、仕様が変更されたデバイスチップをいち早く市場に供給するためには、十分な数のウエーハが揃うまでテスト加工を待機することもできない。 In addition, it is difficult in the first place to prepare a sufficient number of wafers to be subjected to test processing, etc. at an early stage, especially when the specifications of device chips are changed. If a sufficient number of wafers are not available, test processing cannot be sufficiently performed, and appropriate processing conditions cannot be pursued. On the other hand, in order to quickly supply device chips with changed specifications to the market, test processing cannot wait until a sufficient number of wafers are available.
本発明はかかる問題点に鑑みてなされたものであり、その目的とするところは、テスト加工等で消費されるウエーハの数を劇的に低減できる被加工体、被加工体製造方法、及び被加工体の加工方法を提供することである。 The present invention has been made in view of these problems, and its object is to provide a work piece, a work piece manufacturing method, and a work piece that can dramatically reduce the number of wafers consumed in test processing or the like. An object of the present invention is to provide a method for processing a workpiece.
本発明の一態様によれば、互いに交差する複数の分割予定ラインが表面に設定され該分割予定ラインで区画された各領域にデバイスが形成されたウエーハを分割して複数の被加工体を製造する被加工体製造方法であって、該複数の分割予定ラインに含まれる一部の分割予定ラインに沿って該ウエーハを分割して、複数の該デバイスと、該デバイス間の未加工の該分割予定ラインと、をそれぞれ備えた複数のブロックを形成するブロック形成工程と、該ブロックを収容する開口を備え該ウエーハの大きさ及び形状を呈する模擬ウエーハを準備する模擬ウエーハ準備工程と、該模擬ウエーハの該開口に該ブロックを収容するブロック収容工程及び該開口を塞ぐように該模擬ウエーハに保護部材を配設する保護部材配設工程を実施し、該模擬ウエーハと該ブロックとを該保護部材を介して一体にして被加工体を形成する被加工体形成工程と、を含むことを特徴とする被加工体製造方法が提供される。 According to one aspect of the present invention, a plurality of workpieces are manufactured by dividing a wafer in which a plurality of mutually intersecting dividing lines are set on the surface and devices are formed in respective regions partitioned by the dividing lines. wherein the wafer is divided along some of the planned division lines included in the plurality of planned division lines to produce the plurality of devices and the unprocessed divisions between the devices a block forming step of forming a plurality of blocks each having a predetermined line; a simulated wafer preparing step of preparing a simulated wafer having openings for accommodating the blocks and exhibiting the size and shape of the wafer; and a protective member disposing step of disposing a protective member on the simulated wafer so as to block the opening, wherein the simulated wafer and the block are connected to each other by the protective member. and a workpiece forming step of forming the workpiece by integrating the workpiece through the workpiece.
好ましくは、該模擬ウエーハの材質は、該ブロックの材質と同質の材質である。 Preferably, the material of the simulated wafer is the same material as the material of the block.
また、好ましくは、該被加工体形成工程において、該保護部材は、該ブロックの該デバイスを備える表面または裏面のいずれかに配設される。 Also, preferably, in the workpiece forming step, the protective member is disposed on either the surface or the back surface of the block having the device.
また、本発明の他の一態様によると、該被加工体製造方法で製造された該被加工体を加工する被加工体の加工方法であって、該ウエーハを保持できる保持面を有する保持ユニットと、該保持ユニットに保持された該ウエーハを加工できる加工ユニットと、を備えた加工装置の該保持ユニットの該保持面で該被加工体を保持させる被加工体保持工程と、該保持ユニットの該保持面で保持された該被加工体を該加工ユニットで加工する加工工程と、を含むことを特徴とする被加工体の加工方法が提供される。 According to another aspect of the present invention, there is provided a method of processing a workpiece for processing the workpiece manufactured by the method of manufacturing a workpiece, the holding unit having a holding surface capable of holding the wafer. and a processing unit capable of processing the wafer held by the holding unit; and a machining step of machining the workpiece held by the holding surface with the machining unit.
本発明のさらに他の一態様によると、表面に複数のデバイスを備え、該デバイス間に分割予定ラインが設定されたブロックと、該ブロックを収容する開口を備えた模擬ウエーハと、該模擬ウエーハの開口に収容された該ブロックと、該模擬ウエーハと、を一体にする保護部材と、を含むことを特徴とする被加工体が提供される。 According to still another aspect of the present invention, a block having a plurality of devices on its surface and having dividing lines set between the devices, a simulated wafer having openings for accommodating the blocks, and the simulated wafer An object to be processed is provided, comprising a protective member that integrates the block accommodated in the opening and the simulated wafer.
好ましくは、該模擬ウエーハの材質は、該ブロックの材質と同質の材質である。 Preferably, the material of the simulated wafer is the same material as the material of the block.
また、好ましくは、該保護部材は、該ブロックの該表面または裏面のいずれかに配設される。 Also, preferably, the protective member is disposed on either the front surface or the back surface of the block.
本発明のさらに他の一態様によると、該被加工体を加工する被加工体の加工方法であって、該模擬ウエーハと大きさ及び形状を呈するウエーハを保持できる保持面を有する保持ユニットと、該保持ユニットに保持された該ウエーハを加工できる加工ユニットと、を備えた加工装置の該保持ユニットの該保持面で該被加工体を保持させる被加工体保持工程と、該保持ユニットの該保持面で保持された該被加工体を該加工ユニットで加工する加工工程と、を含むことを特徴とする被加工体の加工方法が提供される。 According to still another aspect of the present invention, there is provided a processing method for processing the workpiece, comprising: a holding unit having a holding surface capable of holding the simulated wafer and a wafer having a size and shape; a processing unit capable of processing the wafer held by the holding unit; a workpiece holding step of holding the workpiece on the holding surface of the holding unit of a processing apparatus; and a machining step of machining the workpiece held by the surface with the machining unit.
ウエーハにテスト加工を実施して加工結果を評価する際、デバイスが形成された領域と、分割予定ラインが設定された領域と、の状態が評価の主要な対象となる。本発明の一態様に係る被加工体、被加工体製造方法、及び被加工体の加工方法では、模擬ウエーハと、該模擬ウエーハの開口に収容されたブロックと、が保護部材を介して一体となる。ここで、製造された被加工体を構成する該ブロックは、分割予定ラインと、複数のデバイスと、を含む。そのため、ウエーハに代えて該被加工体をテスト加工に使用できる。 When performing test processing on a wafer and evaluating processing results, the states of regions where devices are formed and regions where division lines are set are the main objects of evaluation. In the object to be processed, the method for manufacturing the object to be processed, and the method to process the object to be processed according to one aspect of the present invention, the simulated wafer and the block accommodated in the opening of the simulated wafer are integrated with each other via the protective member. Become. Here, the block constituting the manufactured workpiece includes a line to be divided and a plurality of devices. Therefore, the object to be processed can be used for test processing instead of the wafer.
したがって、テスト加工を実施する場面において被加工体は、高価値なウエーハと同等の価値を有する。その一方で、被加工体を製造する工程は高価な部材や複雑な工程を必要としないため、ウエーハを製造する工程と比較して極めて低コストであり、かつ工程の所要時間も極めて短い。また、被加工体は、ウエーハから切り出されるブロックの数だけ製造できるため、少数のウエーハから大量に製造できる。換言すると、テスト加工に被加工体を使用すると、消費されるウエーハの数を劇的に低減できコスト削減を実現できる。 Therefore, the object to be processed has the same value as a high-value wafer when performing test processing. On the other hand, since the process of manufacturing a workpiece does not require expensive members or complicated processes, the cost is extremely low and the time required for the process is extremely short compared to the process of manufacturing a wafer. In addition, since the workpieces can be manufactured in the same number as the blocks cut out from the wafer, they can be manufactured in large quantities from a small number of wafers. In other words, the use of workpieces for test processing can dramatically reduce the number of wafers consumed, resulting in cost savings.
ここで、ウエーハから切り出したブロックのみを使用してテスト加工を実施することも考えられるが、形状及び大きさ等がブロックとウエーハで大きく異なるため、同一の条件で両者をそれぞれ加工しても加工結果はまったく異なるものとなる。その上、ブロック単体だけでは加工装置の保持ユニットに適切に保持することもできない。これではテスト加工を適切に実施できず、テスト加工の結果を正当に評価できない。 Here, it is conceivable to perform test processing using only blocks cut out from a wafer, but since the shape and size of blocks and wafers differ greatly, it is possible to process both under the same conditions. The results are quite different. Moreover, the block alone cannot be adequately retained in the retaining unit of the processing apparatus. As a result, the test machining cannot be performed properly, and the results of the test machining cannot be properly evaluated.
これに対して該被加工体では、ブロックの周囲に模擬ウエーハが配されるため、該被加工体は加工装置の保持ユニットに適切に保持される。そして、ウエーハを加工するときと同様に模擬ウエーハとともにブロックが加工される。すなわち、ブロック及び模擬ウエーハは、ウエーハと同様に加工され同様の加工結果が得られる。そのため、ウエーハに代えて被加工体をテスト加工に使用しても、加工結果を適切に評価できる。 On the other hand, in the object to be processed, since the simulated wafer is arranged around the block, the object to be processed is properly held by the holding unit of the processing apparatus. Then, the block is processed together with the simulated wafer in the same manner as when processing the wafer. That is, the blocks and the simulated wafers are processed in the same manner as the wafers, and similar processing results are obtained. Therefore, even if the object to be processed is used for test processing instead of the wafer, the processing result can be properly evaluated.
したがって、本発明の一態様によると、テスト加工等で消費されるウエーハの数を劇的に低減できる被加工体、被加工体製造方法、及び被加工体の加工方法が提供される。 Therefore, according to one aspect of the present invention, there are provided a work piece, a work piece manufacturing method, and a work piece processing method that can dramatically reduce the number of wafers consumed in test processing or the like.
添付図面を参照して、本発明の一態様に係る実施形態について説明する。まず、本実施形態に係る被加工体に使用されるブロックの材料となるウエーハについて説明する。図1には、ウエーハ1を模式的に示す斜視図が含まれている。
An embodiment according to one aspect of the present invention will be described with reference to the accompanying drawings. First, a description will be given of a wafer as a material for a block used for the object to be processed according to the present embodiment. FIG. 1 includes a perspective view schematically showing the
ウエーハ1は、例えば、Si(シリコン)、SiC(シリコンカーバイド)、GaN(ガリウムナイトライド)、GaAs(ヒ化ガリウム)、若しくは、その他の半導体等の材料、または、サファイア、ガラス、石英等の材料からなる略円板状の基板等である。該ガラスは、例えば、アルカリガラス、無アルカリガラス、ソーダ石灰ガラス、鉛ガラス、ホウケイ酸ガラス、石英ガラス等である。ただし、ウエーハ1の形状は円板状に限定されない。
The
ウエーハ1の表面1aには、互いに交差する複数の分割予定ライン3が設定される。そして、ウエーハ1の表面1aの分割予定ライン3で区画された各領域にはICやLSI等のデバイス5が形成される。デバイス5が形成されたウエーハ1を裏面側から研削して所定の厚さに薄化し、その後、ウエーハ1を分割予定ライン3に沿って分割すると、所定の厚さの個々のデバイスチップが得られる。製造されたデバイスチップは、電子機器に搭載されて使用される。
A plurality of
近年、デバイスチップが搭載される電子機器の性能向上への要求が著しく、これに対応する新規なデバイスチップの開発が日々行われている。ここで、新規なデバイスチップを製造する際に、複数のデバイス5が形成されたウエーハ1を研削する工程やウエーハ1を分断する工程を従来通りに実施することが適切であるとは限らない。そこで、ウエーハ1に形成されるデバイス5の仕様が変更された際等に、ウエーハ1をテスト加工して加工結果を評価する必要がある。
2. Description of the Related Art In recent years, there has been a significant demand for improving the performance of electronic equipment on which device chips are mounted, and new device chips are being developed to meet this demand. Here, when manufacturing a new device chip, it is not always appropriate to carry out the conventional process of grinding the
しかしながら、デバイスチップの試作段階においては、仕様が変更されたデバイス5が形成されたウエーハ1は極めて貴重であり、十分なテスト加工を実施できる数のウエーハ1を確保することは困難である。
However,
また、デバイスチップを製造する際、デバイス5を構成する導電膜や絶縁膜等の原料となる部材が必要であり、これらの膜を所定の形状にパターニングする際、レジスト材料や各種の薬液も必要となる。ウエーハ1自体にも、管理された品質の部材が使用される。その上、デバイス5を形成する際に成膜装置やエッチング装置、洗浄装置等の各種の装置が必要となる。そして、デバイス5は、これらの装置において膨大な数の工程が実施されて形成される。
In addition, when manufacturing a device chip, materials such as a conductive film and an insulating film that constitute the
すなわち、複数のデバイス5が形成されたウエーハ1には、多大な金銭的コスト及び時間的コストがかけられており、テスト加工のためにウエーハ1が次々と消費されると損失が甚大となる。これは、デバイスチップの仕様を変更する場合に限らず、より好ましい加工条件を追求するためにテスト加工を実施し加工結果を評価する場合についても同様である。デバイス5の高性能化に伴ってデバイス5を形成するための各種のコストが増大しているため、この問題は近年特に顕著である。
That is, the
そこで、デバイス5が形成されたウエーハ1のテスト加工における消費量を劇的に低減させるために、本実施形態に係る被加工体、被加工体の加工方法、被加工体製造方法が提供される。該被加工体は、テスト加工を実施する際にウエーハ1に代えて消費される。そして、該被加工体に実施されたテスト加工の結果を評価することで、ウエーハ1にテスト加工を実施した場合と同等の知見が得られる。次に、本実施形態に係る被加工体と、該被加工体の製造方法と、について説明する。
Therefore, in order to dramatically reduce the amount of consumption in the test processing of the
該被加工体の製造方法では、図1に示す通りウエーハ1を分割して図2(B)に示すブロック13を形成する。また、図4に示す開口21が形成された模擬ウエーハ19を準備する。そして、図4に示す通り、模擬ウエーハ19の開口21にブロック13を収容するとともにテープ状の保護部材23を模擬ウエーハ19及びブロック13に配設することで図5に例示される被加工体27を製造できる。
In the method of manufacturing the workpiece, the
図11(A)は、被加工体27の製造方法の各工程の流れを示すフローチャートである。該製造方法では、ブロック形成工程S10と、模擬ウエーハ準備工程S20と、被加工体形成工程S30と、を実施する。図11(B)は、被加工体形成工程S30で実施される各工程の流れを示すフローチャートである。被加工体形成工程S30では、ブロック収容工程S31と、保護部材配設工程S32と、を実施する。以下、該製造方法の各工程を詳述するとともに被加工体27についても説明する。
FIG. 11A is a flow chart showing the flow of each step of the method for manufacturing the
図1は、ブロック形成工程S10を実施する様子を模式的に示す斜視図である。ブロック形成工程S10では、まず、ウエーハ1を準備する。ウエーハ1は、上述の通り、互いに交差する複数の分割予定ライン3が表面1aに設定されており、分割予定ライン3で区画された各領域にデバイス5が形成されている。ブロック形成工程S10では、ウエーハ1に設定された複数の分割予定ライン3に含まれる一部の分割予定ライン3に沿ってウエーハ1を分割する。
FIG. 1 is a perspective view schematically showing how the block forming step S10 is carried out. In the block forming step S10, first, the
ウエーハ1を分割するには、例えば、図1に示す切削装置2を使用してウエーハ1を分割予定ライン3に沿って切削するとよい。ただし、ウエーハ1の分割方法はこれに限定されない。切削装置2は、ウエーハ1を切削する切削ユニット4と、ウエーハ1を保持する保持ユニット(不図示)と、を備える。切削ユニット4は、円環状の切削ブレード8と、切削ブレード8の中央の貫通孔に先端12側が突き通されるスピンドルと、を備える。
In order to divide the
切削ブレード8は、例えば、中央に該貫通孔を備える環状基台と、該環状基台の外周部に配設された環状の砥石部と、を備える。該スピンドルの基端側は、スピンドルハウジング6の内部に収容されたスピンドルモータ(不図示)に接続されており、該スピンドルモータを作動させると切削ブレード8を回転できる。
The
切削ブレード8によりウエーハ1を切削すると、切削ブレード8と、ウエーハ1と、の摩擦により熱が発生する。また、ウエーハ1が切削されるとウエーハ1から切削屑が発生する。そこで、切削により生じた熱及び切削屑を除去するため、ウエーハ1を切削する間、切削ブレード8及びウエーハ1に純水等の切削水が供給される。切削ユニット4は、切削ブレード8等に切削水を供給する切削水供給ノズル10を切削ブレード8の側方に備える。
When the
なお、切削装置2にウエーハ1を搬入する前に、ウエーハ1と、金属等で形成された環状のフレーム9と、ダイシングテープと呼ばれる粘着テープ7と、が一体化されてフレームユニット11が形成される。粘着テープ7は、環状のフレーム9の開口を塞ぐように該環状のフレーム9に貼られており、粘着テープ7の粘着面は環状のフレーム9の該開口内に露出している。ウエーハ1は、該開口内に露出した該粘着面に貼着される。そして、ウエーハ1は、フレームユニット11の状態で切削装置2に搬入され切削される。
Before carrying the
ウエーハ1を切削する際には、保持ユニットの上にフレームユニット11を載せ、粘着テープ7を介して保持ユニットでウエーハ1を保持する。そして、保持ユニットを回転させウエーハ1の分割予定ライン3を切削装置2の加工送り方向に合わせる。また、分割の対象となる分割予定ライン3の延長線の上方に切削ブレード8が配設されるように、保持ユニット及び切削ユニット4の相対位置を調整する。
When cutting the
次に、スピンドルを回転させることで切削ブレード8を回転させる。そして、切削ユニット4を所定の高さ位置に下降させ、保持ユニットと、切削ユニット4と、を保持ユニットの上面に平行な加工送り方向に沿って相対移動させる。すると、回転する切削ブレード8の砥石部がウエーハ1に接触しウエーハ1が切削され、分割予定ライン3に沿った切削溝3aがウエーハ1に形成される。
The
一つの分割予定ライン3に沿って切削を実施した後、保持ユニット及び切削ユニット4を加工送り方向とは垂直な割り出し送り方向に移動させ、分割の対象となる他の分割予定ライン3に沿って同様にウエーハ1の切削を実施する。一つの方向に沿った全ての分割の対象となる分割予定ライン3に沿って切削を実施した後、保持ユニットを保持面に垂直な軸の回りに回転させ、同様に他の方向に沿った分割の対象となる分割予定ライン3に沿ってウエーハ1を切削する。
After performing cutting along one
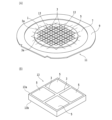
図2(A)には、分割されて個々のブロック13が形成されたウエーハ1を模式的に示す斜視図が示されている。分割の対象となる分割予定ライン3に沿ってウエーハ1を切削すると、切削溝3aで囲まれた複数のブロック13が形成される。なお、分割の対象となる分割予定ライン3は、ブロック13の形状に応じて適宜決定される。ここで、ブロック13と、分割の対象となる分割予定ライン3と、について説明する。
FIG. 2A shows a schematic perspective view of the
図2(B)には、ブロック13の斜視図が模式的に示されている。形成されたブロック13は、それぞれ、複数のデバイス5と、デバイス5間の未加工の分割予定ライン3と、を備える。図2(B)に示すブロック13は、縦横に2つずつ並ぶ計4つのデバイス5と、中央で互いに交差する2つの未加工の分割予定ライン3と、を備える。
FIG. 2B schematically shows a perspective view of the
ブロック13は、後述の通り、本実施形態に係る被加工体を構成する。そして、ブロック13を備える該被加工体にはテスト加工が実施され、加工の結果が評価される。ここで、テスト加工の結果を評価する際、デバイス5が形成された領域と、デバイス5間の分割予定ライン3が設定された領域と、の状態が評価の主要な対象となる。
The
ウエーハ1の表面1aに形成された複数のデバイス5は基本的に同一の構造を有し、デバイス5間に設定された分割予定ライン3もまた同一の構造を有する。ウエーハ1にテスト加工を実施すると、各デバイス5が形成された領域はそれぞれ同様に加工され、各分割予定ライン3が設定された領域もそれぞれ同様に加工される。
The plurality of
そのため、テスト加工の結果を評価する上で、ウエーハ1の全域を観察せずとも、デバイス5が形成された領域の少なくとも1箇所と、分割予定ライン3が設定された領域の少なくとも1箇所と、を観察すれば十分である場合がある。例えば、加工結果のうち加工箇所の積層構造に起因する要素を評価する場合等である。そこで、本実施形態に係る被加工体の製造方法においては、複数のデバイス5と、該デバイス5間の未加工の分割予定ライン3と、を備えるブロック13が形成される。
Therefore, in evaluating the result of the test processing, at least one region in which the
なお、図2(A)及び図2(B)では、表面13aに4つのデバイス5を備え、2つの分割予定ライン3を含むブロック13が示されているが、ブロック13はこれに限定されない。すなわち、ブロック13には、互いに隣接する2つのデバイス5と、2つのデバイス5の間の1つの分割予定ライン3と、が少なくとも含まれていればよい。また、一つのウエーハ1が分割されて形成される各ブロック13に含まれるデバイス5の数及び分割予定ライン3の数も一定である必要はない。
2(A) and 2(B) show the
次に、本実施形態に係る被加工体製造方法で実施される模擬ウエーハ準備工程S20について説明する。模擬ウエーハ準備工程S20では、ウエーハ1を模した模擬ウエーハ19(図4等参照)が準備される。模擬ウエーハ19は、後述の通りブロック13と一体化されて被加工体27の一部として使用される。そして、ウエーハ1に代えて被加工体27にテスト加工が実施され、テスト加工の結果が評価される。このとき、被加工体27がウエーハ1と同様に加工されるのでなければ、テスト加工の結果を適切に評価できない。
Next, the simulated wafer preparation step S20 performed in the method for manufacturing a workpiece according to this embodiment will be described. In the simulated wafer preparation step S20, a simulated wafer 19 (see FIG. 4, etc.) which imitates the
したがって、模擬ウエーハ準備工程S20で準備される模擬ウエーハ19は、ブロック13と一体化されて被加工体27が形成されたときに被加工体27がウエーハ1と同様の形態となるように準備される部材である。そのため、模擬ウエーハ19には、ブロック13の材質と同質の材質の部材を使用することが好ましい。そして、模擬ウエーハ19は、ウエーハ1の大きさ及び形状を呈するとともに、ブロック13を収容する開口21(図4参照)を備える。
Therefore, the
例えば、ウエーハ1が円板状の基板である場合、模擬ウエーハ19はウエーハ1と同一の径及び厚さを有する円板状の基板とされる。模擬ウエーハ19は、例えば、複数のデバイス5が形成されたウエーハ1を製造する際の基板となるウエーハに、デバイス5を形成せずに開口21を形成することで準備できる。図3は、デバイス5が形成されていないウエーハ15に開口21を形成する様子を模式的に示す斜視図である。
For example, if the
ウエーハ15に開口21を形成する加工には、例えば、図3に示すレーザー加工装置14が使用される。レーザー加工装置14は、ウエーハ15にレーザービーム18を照射するレーザー加工ユニット16と、ウエーハ15を保持するチャックテーブル等の保持ユニット(不図示)と、を備える。レーザー加工ユニット16は、レーザーを発振できるレーザー発振器(不図示)を備える。該保持ユニットは、上面に平行な方向に沿って移動できる。
For processing to form the
レーザー加工ユニット16は、該レーザー発振器から出射されたレーザービーム18を該保持ユニットに保持されたウエーハ15に照射する。レーザー加工ユニット16は、レーザービーム18の集光点を所定の高さ位置に位置付ける機構を備える。
A
レーザー加工ユニット16がウエーハ15に照射するレーザービーム18の波長は、例えば、ウエーハ15が吸収性を有する波長(ウエーハ15に吸収される波長)とされる。そして、保持ユニットを移動させながら開口21が形成される領域の輪郭に沿ってレーザービーム18をウエーハ15に照射すると、ウエーハ15がアブレーション加工されて加工痕17が形成される。そして、ウエーハ15の加工痕17で囲まれた領域を除去すると、図4に示す開口21がウエーハ15に形成される。
The wavelength of the
または、レーザー加工ユニット16がウエーハ15に照射するレーザービーム18の波長は、ウエーハ15が透過性を有する波長(ウエーハ15を透過する波長)とされる。この場合、ウエーハ15の内部の所定の深さにレーザービーム18の集光点を位置付け、開口21が形成される領域に沿ってレーザービーム18をウエーハ15に集光させると、ウエーハ15の内部に改質層が形成される。そして、ウエーハ15に外力を加えて該改質層から上下方向にクラックを伸長させて加工痕17を形成し、同様に開口21を形成する。
Alternatively, the wavelength of the
また、開口21は他の方法で形成されてもよい。例えば、図1に示される切削装置2を使用してウエーハ15を切削して開口21を形成してもよい。この場合、まず、開口21が形成される領域の輪郭の一端の上方に切削ブレード8を位置付け、切削ブレード8を回転させながら切削ブレード8の下端がウエーハ15の裏面15bに達するように切削ユニット4を下降させる。そして、保持ユニットを移動させて切削ブレード8を該輪郭に沿ってウエーハ15に切り込ませ、切削ユニット4を上昇させる。
Also, the
このような切削を繰り返して開口21が形成される領域の輪郭に沿ってウエーハ15に加工痕17を形成し、加工痕17で囲まれた領域を除去すると、図4に示す開口21がウエーハ15に形成される。
Such cutting is repeated to form processing marks 17 on the
なお、開口21が形成され模擬ウエーハ19となるウエーハ15の表面15aまたは裏面15bには、デバイス5が形成されていてもよい。例えば、デバイスチップを製造する際に使用されるウエーハであって、複数のデバイス5が形成された後に何らかの問題が生じてデバイスチップの製造に適さなくなったウエーハをウエーハ15として再利用してもよい。
The
ここで、ウエーハ15に形成される開口21は、ブロック13に厳密に対応した形状及び大きさでなくてもよく、ブロック13を収容できる大きさ及び形状であればよい。例えば、開口21は、ブロック13よりも大きくてもよい。さらに、開口21は複数のブロック13を収容できる大きさ及び形状を呈してもよい。また、ウエーハ15には、複数の開口21が形成されてもよく、それぞれの開口21にブロック13が収容されてもよい。
Here, the
以上に例示する方法でウエーハ15に開口21を形成すると、模擬ウエーハ19が製造される。ここで、模擬ウエーハ19は、ブロック13を含む被加工体27を形成する直前に製造されてもよい。この場合、模擬ウエーハ準備工程S20では、ウエーハ15に開口21を形成することで模擬ウエーハ19を準備する。
A
また、模擬ウエーハ19は、被加工体27の製造に備えて予め数多く製造されて保管されてもよい。この場合、模擬ウエーハ準備工程S20では、予め製造され保管された模擬ウエーハ19を保管場所から搬出することで準備される。
Also, a large number of
なお、ブロック形成工程S10及び模擬ウエーハ準備工程S20は、いずれを先に実施してもよい。本実施形態に係る被加工体製造方法では、ブロック形成工程S10及び模擬ウエーハ準備工程S20を実施した後、被加工体形成工程S30を実施する。図4は、被加工体形成工程S30を実施する様子を模式的に示す斜視図である。 Either the block formation step S10 or the simulated wafer preparation step S20 may be performed first. In the method for manufacturing a workpiece according to the present embodiment, after performing the block forming step S10 and the simulated wafer preparation step S20, the workpiece forming step S30 is performed. FIG. 4 is a perspective view schematically showing how the workpiece forming step S30 is carried out.
図11(B)は、被加工体形成工程S30において実施される各工程の流れを模式的に示すフローチャートである。被加工体形成工程S30では、模擬ウエーハ19の開口21にブロック13を収容するブロック収容工程S31及び該開口21を塞ぐように模擬ウエーハ19に保護部材23を配設する保護部材配設工程S32を実施する。
FIG. 11B is a flow chart schematically showing the flow of each step performed in the workpiece forming step S30. In the workpiece forming step S30, a block accommodating step S31 of accommodating the
ここで、ブロック収容工程S31と、保護部材配設工程S32と、はいずれを先に実施してもよい。すなわち、模擬ウエーハ19の開口21にブロック13を収容した後、開口21に収容されたブロック13ごと模擬ウエーハ19に保護部材23を配設してもよい。または、開口21を塞ぐように模擬ウエーハ19に保護部材23を配設した後、開口21の内部に露出した保護部材23にブロック13を配設するように模擬ウエーハ19の開口21にブロック13を収容してもよい。
Here, either the block accommodating step S31 or the protective member disposing step S32 may be performed first. That is, after the
被加工体形成工程S30では、該保護部材23を介して模擬ウエーハ19及びブロック13を一体にして被加工体27を形成する。ここで、保護部材23は、例えば、図1に示す粘着テープ7と同様に構成されるダイシングテープと呼ばれる粘着テープ、または、模擬ウエーハ19及びブロック13に熱圧着される樹脂シート等である。保護部材23が樹脂シートである場合、保護部材23の融点未満の温度において模擬ウエーハ19及びブロック13に熱圧着される。
In the work piece forming step S30, the
後述の加工工程において裏面13b側が上方に露出されブロック13が加工される場合、デバイス5が形成された表面13aに保護部材23が配設される。また、表面13a側が上方に露出されブロック13が加工される場合、裏面13bに保護部材23が配設される。保護部材23は、一連の工程が実施される間、ブロック13の保護部材23と接触する面を保護する機能を有する。
When the
ここで、例えば図5に示す通り、保護部材23は外周側が金属等で形成された環状のフレーム25に接着または密着されていてもよい。なお、環状のフレーム25は、図1に示す環状のフレーム9と同様に構成され、同様の機能を奏する。この場合、被加工体27がフレームユニット11と同様の形態を呈し、環状のフレーム25を介してブロック13及び模擬ウエーハ19を容易に取り扱える。
Here, for example, as shown in FIG. 5, the
さらに、後述の加工工程においてブロック13及び模擬ウエーハ19を分割する加工が実施される場合、分割されたブロック13及び模擬ウエーハ19から生じた各個片は保護部材23により支持されるため、各個片の取り扱いも容易となる。
Furthermore, when the
被加工体形成工程S30を実施して被加工体27を形成すると、ブロック13は、模擬ウエーハ19と一体化されウエーハ1と同様の形態となる。そのため、模擬ウエーハ19とともにブロック13に対して各種の加工を実施すると、ウエーハ1を加工する場合と同様にブロック13が加工され、ウエーハ1を加工する場合と同様の加工結果が得られる。
When the workpiece formation step S<b>30 is performed to form the
したがって、複数の被加工体27を製造して各被加工体27にそれぞれ異なる加工条件でテスト加工を実施すると、複数のウエーハ1にそれぞれ異なる加工条件でテスト加工を実施する場合と同様に、各加工条件の良否等を比較検討できる。そのため、テスト加工を実施する上で、被加工体27はウエーハ1と同等の価値を有する。本実施形態に係る被加工体製造方法によると、ウエーハ1から複数の被加工体27を製造できるため、被加工体27を使用してテスト加工を実施すると、ウエーハ1の消費量を大幅に低減できる。
Therefore, when a plurality of
次に、本実施形態に係る被加工体の加工方法について説明する。該加工方法では、ウエーハ1を加工するのと同様に被加工体27を加工する。該加工は、例えば、テスト加工である。ここでは、該加工方法について説明することにより、ウエーハ1を加工するのと同様に被加工体27に含まれるブロック13を加工できることを示す。
Next, a method for processing a workpiece according to this embodiment will be described. In this processing method, the
該加工方法には、ウエーハ1を保持できる保持面を有する保持ユニットと、該保持ユニットに保持された該ウエーハを加工できる加工ユニットと、を備えた加工装置が使用される。該加工方法では、加工装置の保持ユニットの保持面で被加工体27を保持させる被加工体保持工程と、保持ユニットの保持面で保持された被加工体27を加工する加工工程と、を実施する。以下、該加工方法で実施される各工程について説明する。
The processing method uses a processing apparatus comprising a holding unit having a holding surface capable of holding the
図5は、被加工体保持工程を模式的に示す斜視図である。図5には、該加工装置の保持ユニット20の斜視図が模式的に示されている。保持ユニット20は、本実施形態の説明に登場する各加工装置の保持ユニットと同様に構成される。次に示す保持ユニット20の説明及び該保持ユニット20の使用方法の説明は、他の加工装置における保持ユニットの説明及び使用方法の説明として参酌される。
FIG. 5 is a perspective view schematically showing the workpiece holding step. FIG. 5 schematically shows a perspective view of the holding
保持ユニット20は、上面に、ウエーハ1の径に対応する径の多孔質部材を備える。該多孔質部材の上面は、保持ユニット20の保持面22となる。保持ユニット20は、一端が該多孔質部材に通じた排気路(不図示)を内部に有し、該排気路の他端側には吸引源(不図示)が配設される。
The holding
被加工体保持工程では、まず、模擬ウエーハ19及びブロック13が保持面22と重なるように被加工体27を保持ユニット20の上に載せる。その後、該吸引源を作動させ、生じた負圧を被加工体27に作用させ、保護部材23を介して保持ユニット20にブロック13及び模擬ウエーハ19を保持させる。なお、保持ユニット20は、このときフレーム25を保持するクランプ等のフレーム保持機構(不図示)を保持ユニット20の保持面22の外周側に備えてもよい。
In the process of holding the object to be processed, first, the object to be processed 27 is placed on the holding
次に、加工工程について説明する。加工工程では、保持ユニット20の保持面22で保持された被加工体27を加工装置が備える加工ユニットで加工する。図6は、該加工工程を模式的に示す斜視図である。なお、図6では説明の便宜のために保持ユニット20を省略している。
Next, the processing steps will be described. In the machining step, the
また、図6では、加工装置がレーザー加工装置24である場合について示されている。レーザー加工装置24は、加工ユニットとしてレーザー加工ユニット26を備える。そして、該加工工程では、レーザー加工ユニット26を用いて被加工体27にレーザービーム28に照射して模擬ウエーハ19及びブロック13をレーザー加工する。
Also, FIG. 6 shows a case where the processing device is the
ここで、レーザー加工ユニット26は、レーザーを発振できるレーザー発振器(不図示)を備え、例えば、ウエーハ1に対して吸収性を有する波長(ウエーハ1が吸収できる波長)のレーザービーム28を出射できる。レーザー加工ユニット26は、集光レンズ(不図示)を内部に備え、該レーザー発振器から出射されたレーザービーム28を保持ユニット20に保持されたウエーハ1に集光する。ウエーハ1にレーザービーム28を集光すると、ウエーハ1がアブレーション加工されて加工痕が形成される。
Here, the
ブロック13はウエーハ1が切断されて形成されているため、ブロック13にレーザービーム28を集光するとウエーハ1と同様にブロック13がアブレーション加工されて加工痕が形成される。
Since the
レーザー加工装置24の保持ユニット20は、保持面22に平行な方向に沿って移動(加工送り)できる。被加工体27を保持する保持ユニット20を移動させると、被加工体27を加工送りできる。
The holding
ブロック13及び模擬ウエーハ19を含む被加工体27をレーザー加工する際には、保持ユニット20を回転させることでレーザー加工装置14の加工送り方向にブロック13の分割予定ライン3の伸長方向を合わせる。また、分割予定ライン3の延長線の上方にレーザー加工ユニット26が配設されるように、保持ユニット20及びレーザー加工ユニット26の相対位置を調整する。例えば、模擬ウエーハ19の端部の上方にレーザー加工ユニット26を位置付ける。
When the
次に、レーザー加工ユニット26から被加工体27にレーザービーム28を照射しながら保持ユニット20と、レーザー加工ユニット26と、を加工送り方向に沿って相対移動させる。すると、図6に示す通り、分割予定ライン3の伸長方向に沿って模擬ウエーハ19及びブロック13に加工痕3bが形成される。加工痕3bが模擬ウエーハ19及びブロック13の上面から下面に至る深さで形成されていると、加工痕3bにより模擬ウエーハ19及びブロック13が分割される。
Next, the holding
ブロック13に他の分割予定ライン3が含まれる場合、次に、該他の分割予定ライン3に沿って被加工体27を同様に加工する。そして、ブロック13に含まれるすべての分割予定ライン3に沿ってブロック13に加工痕3bを形成する。
If the
例えば、本実施形態に係る被加工体の加工方法を加工装置における加工条件を追求するためのテスト加工として実施する場合、加工条件や、加工結果の評価の内容次第では、模擬ウエーハ19をまったく加工せずブロック13のみを加工すれば十分である場合がある。この場合、模擬ウエーハ19を加工せず、ブロック13にのみ加工痕3bを形成してもよい。
For example, when the method for processing a workpiece according to the present embodiment is performed as test processing for pursuing processing conditions in a processing apparatus, the
また、テスト加工の加工条件や加工結果の評価の内容次第では、ウエーハ1の全体を加工するのと同様にブロック13及び模擬ウエーハ19の全体を加工しなければテスト加工の結果を適切に評価できない場合がある。この場合、ブロック13に含まれる分割予定ライン3に沿ってブロック13及び模擬ウエーハ19を加工するだけでなく、模擬ウエーハ19にさらなる分割予定ライン3を設定して模擬ウエーハ19を加工する。
Also, depending on the processing conditions of the test processing and the content of evaluation of the processing results, the test processing results cannot be properly evaluated unless the
例えば、ウエーハ1と同様に配置された分割予定ライン3を模擬ウエーハ19に設定し、各分割予定ライン3に沿って模擬ウエーハ19をも加工する。なお、一部の分割予定ライン3には、ブロック13が含まれなくてもよい。この場合、ウエーハ1にテスト加工を実施するのと同様にブロック13及び模擬ウエーハ19をテスト加工できる。
For example,
なお、本実施形態に係る被加工体の加工方法によらず、ウエーハ1から切り出されたブロック13にそのままテスト加工を実施することも考えられる。しかし、ブロック13のみではウエーハ1と同様には加工を実施できない。そのため、テスト加工の結果を適切に評価できない場合がある。
It is also conceivable to directly perform test processing on the
その上、ウエーハ1を保持する保持面22を有する保持ユニット20でブロック13のみを保持しようとしても、ブロック13とは重ならない領域で保持面22から負圧が漏れる。そのため、ウエーハ1を保持ユニット20で保持するようにはブロック13を保持ユニット20で保持できないため、適切な加工を実施できない。または、ブロック13を保持するためには、保持面22の形状がブロック13に対応した保持ユニット20への交換作業が必要となる。
Moreover, even if only the
これに対して、本実施形態に係る被加工体の加工方法によると、被加工体27に含まれるブロック13の基となるウエーハ1を加工するのと同様にブロック13を加工できる。また、被加工体27は上述の通り保持ユニット20で保持可能である。そのため、ウエーハ1にテスト加工を実施するのに代えて、被加工体27を使用してテスト加工を実施できる。
On the other hand, according to the method for processing the object to be processed according to the present embodiment, the
ここで、レーザー加工装置24においてウエーハ1にアブレーション加工を実施するときのレーザービーム28の照射条件は、ウエーハ1がシリコンウエーハである場合、例えば下記のように設定される。
波長 :355nm
繰り返し周波数:50kHz
平均出力 :5W
送り速度 :200mm/秒
被加工体27に対するテスト加工を実施し加工結果を評価すると最適な条件を追求でき、レーザービーム28の照射条件を適宜調整できる。
Here, when the
Wavelength: 355nm
Repetition frequency: 50kHz
Average output: 5W
Feeding speed: 200 mm/sec By performing test machining on the
なお、本実施形態に係る被加工体の加工方法で被加工体27に実施される加工は、レーザーアブレーション加工には限定されない。例えば、レーザー加工ユニット26は、ブロック13に対して透過性を有する波長(ブロック13を透過する波長)のレーザービーム28を被加工体27に照射できてもよい。この場合、ブロック13等の内部の所定の高さ位置にレーザービーム28を集光することで、ブロック13等の内部に加工痕3bとして改質層を形成できる。
The processing performed on the
ブロック13等の内部に分割予定ライン3に沿った改質層を形成した後、該改質層からブロック13等の上下にクラックを伸長させると、ブロック13が分割予定ライン3に沿って分割される。本実施形態に係る被加工体の加工方法では、被加工体27にこのようなレーザー加工が実施されてもよい。すなわち、被加工体27を使用すると、該レーザー加工におけるテスト加工を実施して、加工結果を評価できる。
After forming a modified layer along the planned
ここで、レーザー加工装置24においてウエーハ1に改質層を形成するレーザー加工を実施するときのレーザービーム28の照射条件は、ウエーハ1がシリコンウエーハである場合、例えば下記のように設定される。
波長 :1064nm
繰り返し周波数:50kHz
平均出力 :1W
送り速度 :200mm/秒
被加工体27に対するテスト加工を実施し加工結果を評価すると最適な条件を追求でき、レーザービーム28の照射条件を適宜調整できる。
Here, when the
Wavelength: 1064nm
Repetition frequency: 50 kHz
Average output: 1W
Feeding speed: 200 mm/sec By performing test machining on the
さらに、本実施形態に係る被加工体の加工方法では、被加工体27にレーザー加工ではなく切削加工が実施されてもよい。図7は、切削装置30において被加工体27に切削加工を実施する様子を模式的に示す斜視図である。切削装置30は、図1に示した切削装置2と同様に構成される。
Furthermore, in the method for processing the object to be processed according to the present embodiment, the object to be processed 27 may be subjected to cutting instead of laser processing. FIG. 7 is a perspective view schematically showing how the cutting
すなわち、切削装置30は、ウエーハ1を切削する切削ユニット32を備える。切削ユニット32は、円環状の切削ブレード36と、切削ブレード36の中央の貫通孔に先端40側が突き通されるスピンドルと、を備える。該スピンドルは、スピンドルハウジング34の内部に収容されたスピンドルモータ(不図示)に接続されている。さらに、切削ユニット32は、切削ブレード36に切削水を供給する切削水供給ノズル38を切削ブレード36の側方に備える。
That is, the cutting
また、切削装置30は、レーザー加工装置24と同様に保持ユニット(不図示)を備え、切削装置30ではレーザー加工装置24と同様に被加工体保持工程が実施される。そして、切削装置30では、被加工体保持工程が実施された後、加工工程が実施される。図7は、切削装置30で実施される加工工程を模式的に示す斜視図である。
The cutting
加工工程では、まず、模擬ウエーハ19の外周側においてブロック13に含まれる分割予定ライン3の延長線の上方に切削ブレード36を位置付け、切削ブレード36を回転させるとともに所定の高さ位置に下降させる。次に、保持ユニットを加工送りして、模擬ウエーハ19及びブロック13に切削ブレード36を切り込ませる。すると、模擬ウエーハ19及びブロック13に切削溝3cが形成される。
In the processing step, first, the
なお、切削装置30において加工工程を実施する場合においても、必要に応じてブロック13に集中して切削を実施してもよく、ウエーハ1の全域を切削する実加工と同様に模擬ウエーハ19及びブロック13の全域に切削を実施してもよい。被加工体27を使用すると、ウエーハ1にテスト加工を実施するのと同様にテスト加工を実施して、加工結果を評価できる。
In the case where the machining process is performed by the cutting
さらに、本実施形態に係る被加工体の加工方法では、ウエーハ1を研削できる研削装置でブロック13を含む被加工体が加工されてもよい。この場合、被加工体製造方法において、フレームユニットとは異なる態様の被加工体を製造する。研削装置で研削される被加工体を製造する場合、被加工体27を製造する場合と同様にブロック形成工程S10及び模擬ウエーハ準備工程S20を実施する。
Furthermore, in the method for processing the object to be processed according to the present embodiment, the object to be processed including the
そして、図8に示す通り、被加工体形成工程S30を実施する。研削装置で研削される被加工体を製造する場合、模擬ウエーハ19の径と同様の径の保護部材29を使用する。そして、模擬ウエーハ19の開口21にブロック13を収容するとともに、保護部材29を介してブロック13及び模擬ウエーハ19を一体化する。図9には、製造された被加工体31が示されている。なお、研削される被加工体31を形成する場合、ブロック13のデバイス5が形成された表面13aに保護部材29を配設する。
Then, as shown in FIG. 8, a workpiece forming step S30 is performed. When manufacturing a workpiece to be ground by a grinding machine, a
その後、本実施形態に係る被加工体の加工方法では、図10に示す研削装置42に被加工体31を搬送し、研削装置42で被加工体31を研削する。研削装置42は、ウエーハ1を保持できる保持ユニット44を備えるとともに、ウエーハ1を加工する加工ユニットとして研削ユニット46を備える。保持ユニット44は、図5に示す保持ユニット20と同様に構成される。
Thereafter, in the method for processing a workpiece according to the present embodiment, the
研削ユニット46は、保持ユニット44の保持面に概ね垂直な方向に沿ったスピンドル48と、スピンドル48の下端に設けられたホイールマウント50と、スピンドル48の上端に接続されたモータ等の回転駆動源(不図示)と、を備える。さらに、ホイールマウント50の下面には、円環状に並ぶ研削砥石56を備える研削ホイール54が装着される。研削ホイール54は、ボルト等の固定具52によりホイールマウント50に固定されている。
The grinding
本実施形態に係る被加工体の加工方法では、まず、被加工体保持工程を実施する。被加工体保持工程では、保持ユニット44の保持面上に被加工体31を載せる。このとき、被加工体31の被研削面となるブロック13の裏面13b側(模擬ウエーハ19の裏面19b側)を上方に向け、ブロック13の表面13a側(模擬ウエーハ19の表面19a側)を該保持面に向ける。そして、保持ユニット44の吸引源を作動させ、保護部材29を介してブロック13及び模擬ウエーハ19を保持ユニット44に保持させる。
In the method for processing a workpiece according to the present embodiment, first, a workpiece holding step is performed. In the workpiece holding process, the
次に、加工工程を実施して、保持ユニット44で保持された被加工体31を研削ユニット46で研削する。加工工程では、該回転駆動源を作動させてスピンドル48を回転させることで、研削ホイール54を回転させる。また、保持ユニット44の保持面に垂直な軸の周りに回転させる。そして、研削ユニット46を下降させて、回転軌道上を移動する研削砥石56をブロック13の裏面13b及び模擬ウエーハ19の裏面19bに接触させる。すると、ブロック13及び模擬ウエーハ19が研削されて薄化される。
Next, a machining step is performed, and the
その後、ブロック13及び模擬ウエーハ19の厚さが所定の厚さとなるときに研削ユニット46の下降を停止させて研削加工を停止させる。なお、該所定の厚さは、ウエーハ1から形成されるデバイスチップの仕様の厚さである。ここで、研削装置42では研削されているウエーハ1の厚さを測定する厚さ測定ユニット(不図示)が保持ユニット44の近傍に設けられる。
After that, when the thickness of the
厚さ測定ユニットは、研削ホイール54と重ならない領域においてウエーハ1の被研削面に接触するプローブを備え、プローブが該被研削面に接触することでウエーハ1の裏面1bの高さを検出する。そして、保持ユニット44の保持面と、ウエーハ1の裏面1bと、の高さの差に基づいてウエーハ1の厚さを算出する。ここで、ウエーハ1では、裏面1bの一部の領域が研削されている間、他の一部の領域が研削ホイール54の外部で露出しているため、厚さ測定ユニットの該プローブは常にウエーハ1の裏面1bに接触できる。
The thickness measuring unit has a probe that contacts the surface to be ground of the
そして、被加工体31を研削装置42で研削する場合においては、被加工体31を構成するブロック13の裏面13bに常に厚さ測定ユニットの該プローブを接触できるとは限らないが、該プローブは模擬ウエーハ19の裏面19bには常に接触できる。ここで、模擬ウエーハ19はブロック13と同様に研削されて薄化されるため、模擬ウエーハ19の厚さを測定することでブロック13の厚さを測定できる。
When the object to be processed 31 is ground by the grinding
その一方で、本実施形態に係る被加工体の加工方法によらず、ブロック13のみに対して研削を実施する場合、厚さ測定ユニットのプローブはブロック13の裏面13bに常に接触できるとは限らない。そのため、ブロック13の厚さを適切に測定できず、ブロック13が所定の厚さとなるときに研削ユニット46の下降を停止するのは困難である。
On the other hand, when grinding only the
そもとも、保持ユニット44の保持面でブロック13のみを保持するのは困難である。そのため、ブロック13のみではウエーハ1と同様に加工を実施できない。仮にブロック13を保持ユニット44で保持できた場合においても、ブロック13のみを研削する場合と、ウエーハ1を研削する場合と、で加工状況は全く異なる。したがって、ブロック13のみでは、テスト加工を実施しても結果を適切に評価できない。
In the first place, it is difficult to hold only the
これに対して、本実施形態に係る被加工体の加工方法では、ブロック13とともに模擬ウエーハ19が加工されるため、ウエーハ1と同様に被加工体31を加工できる。したがって、ウエーハ1に代えて被加工体31を使用してテスト加工を実施できる。この場合、テスト加工で消費されるウエーハ1の数を劇的に低減できる。
On the other hand, in the method for processing an object to be processed according to the present embodiment, the
ここで、研削装置42においてウエーハ1に研削を実施するときの加工条件は、例えば、研削ホイール54の回転速度が6,000回転/分、保持ユニット44の回転速度が300回転/分、研削ユニット46の下降速度が1μm/秒に設定される。被加工体31に対するテスト加工を実施し加工結果を評価すると最適な条件を追求でき、これらの加工条件を適宜調整できる。
Here, the processing conditions for grinding the
なお、本実施形態に係る被加工体27,31をウエーハ1に代えて使用してテスト加工を実施する場合、被加工体27,31に含まれるブロック13を観察し、加工結果を評価するとよい。ブロック13には、テスト加工における主要な観察対象となる分割予定ライン3及びデバイス5が含まれるため、テスト加工の結果を十分に評価できる。
When performing test machining using the
なお、本発明は上記実施形態の記載に限定されず、種々変更して実施可能である。例えば、上記実施形態では、模擬ウエーハ19にブロック13を収容できる開口21を模擬ウエーハ19の中央に形成する場合について図示しながら説明した。しかしながら、開口21の形成位置は模擬ウエーハ19の中央付近に限定されない。
It should be noted that the present invention is not limited to the description of the above embodiments, and can be implemented with various modifications. For example, in the above embodiment, the case where the
例えば、模擬ウエーハ19の中央を含まない外周側の領域に開口21が形成されていてもよい。この場合、被加工体27,31にテスト加工を実施すると、模擬ウエーハ19におけるブロック13の位置に依存する要素を評価できる。
For example, the
さらに、被加工体27,31に複数のブロック13が含まれる場合、各ブロック13の種別は同一である必要はない。例えば、異なる種別のウエーハ1から形成されたブロック13のそれぞれに対して同一の加工条件でテスト加工を実施したい場合がある。この場合、被加工体27,31に複数の種別のブロック13が含まれていると、それぞれのブロック13に対して同一の加工条件で同時にテスト加工を実施して加工結果を評価できる。
Furthermore, when the
その他、上記実施形態に係る構造、方法等は、本発明の目的の範囲を逸脱しない限りにおいて適宜変更して実施できる。 In addition, the structures, methods, and the like according to the above-described embodiments can be modified as appropriate without departing from the scope of the present invention.
1,15 ウエーハ
1a,13a,15a,19a 表面
1b,13b,15b,19b 裏面
3 分割予定ライン
3a,3c 切削溝
3b 加工痕
5 デバイス
7 粘着テープ
9,25 フレーム
11 フレームユニット
13 ブロック
17 加工痕
19 模擬ウエーハ
21 開口
23,29 保護部材
27,31 被加工体
2,30 切削装置
4,32 切削ユニット
6,34 スピンドルハウジング
8,36 切削ブレード
10,38 切削水供給ノズル
12,40 先端
14,24 レーザー加工装置
16,26 レーザー加工ユニット
18,28 レーザービーム
20,44 保持ユニット
22 保持面
42 研削装置
46 研削ユニット
48 スピンドル
50 ホイールマウント
52 固定具
54 研削ホイール
56 研削砥石
REFERENCE SIGNS
Claims (8)
該複数の分割予定ラインに含まれる一部の分割予定ラインに沿って該ウエーハを分割して、複数の該デバイスと、該デバイス間の未加工の該分割予定ラインと、をそれぞれ備えた複数のブロックを形成するブロック形成工程と、
該ブロックを収容する開口を備え該ウエーハの大きさ及び形状を呈する模擬ウエーハを準備する模擬ウエーハ準備工程と、
該模擬ウエーハの該開口に該ブロックを収容するブロック収容工程及び該開口を塞ぐように該模擬ウエーハに保護部材を配設する保護部材配設工程を実施し、該模擬ウエーハと該ブロックとを該保護部材を介して一体にして被加工体を形成する被加工体形成工程と、
を含むことを特徴とする被加工体製造方法。 A workpiece manufacturing method for manufacturing a plurality of workpieces by dividing a wafer in which a plurality of mutually intersecting dividing lines are set on the surface and devices are formed in respective regions partitioned by the dividing lines, comprising: ,
dividing the wafer along some of the planned division lines included in the plurality of planned division lines to form a plurality of devices each having the plurality of the devices and the unprocessed planned division lines between the devices; a block forming step of forming a block;
a simulated wafer preparation step of preparing a simulated wafer having an opening for accommodating the block and having the size and shape of the wafer;
A block accommodating step of accommodating the block in the opening of the simulated wafer and a protective member disposing step of disposing a protective member on the simulated wafer so as to block the opening are carried out to separate the simulated wafer and the block. A workpiece forming step of forming a workpiece integrally via a protective member;
A method for manufacturing a workpiece, comprising:
該ウエーハを保持できる保持面を有する保持ユニットと、該保持ユニットに保持された該ウエーハを加工できる加工ユニットと、を備えた加工装置の該保持ユニットの該保持面で該被加工体を保持させる被加工体保持工程と、
該保持ユニットの該保持面で保持された該被加工体を該加工ユニットで加工する加工工程と、
を含むことを特徴とする被加工体の加工方法。 A method of processing a workpiece for processing the workpiece manufactured by the method for manufacturing a workpiece according to claim 1,
The object to be processed is held by the holding surface of the holding unit of a processing apparatus comprising a holding unit having a holding surface capable of holding the wafer and a processing unit capable of processing the wafer held by the holding unit. a workpiece holding step;
a machining step of machining the workpiece held by the holding surface of the holding unit with the machining unit;
A method of processing an object to be processed, comprising:
該ブロックを収容する開口を備えた模擬ウエーハと、
該模擬ウエーハの開口に収容された該ブロックと、該模擬ウエーハと、を一体にする保護部材と、
を含むことを特徴とする被加工体。 a block having a plurality of devices on its surface and having dividing lines set between the devices;
a simulated wafer having openings for accommodating the blocks;
a protective member that integrates the block accommodated in the opening of the simulated wafer and the simulated wafer;
An object to be processed, comprising:
該模擬ウエーハと大きさ及び形状を呈するウエーハを保持できる保持面を有する保持ユニットと、該保持ユニットに保持された該ウエーハを加工できる加工ユニットと、を備えた加工装置の該保持ユニットの該保持面で該被加工体を保持させる被加工体保持工程と、 該保持ユニットの該保持面で保持された該被加工体を該加工ユニットで加工する加工工程と、
を含むことを特徴とする被加工体の加工方法。 6. A method for machining a workpiece for machining the workpiece according to claim 5,
The holding of the holding unit of a processing apparatus comprising: a holding unit having a holding surface capable of holding the simulated wafer and a wafer of size and shape; and a processing unit capable of processing the wafer held by the holding unit. a workpiece holding step of holding the workpiece on a surface; and a machining step of machining the workpiece held by the holding surface of the holding unit by the machining unit;
A method of processing an object to be processed, comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019190079A JP7309280B2 (en) | 2019-10-17 | 2019-10-17 | Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019190079A JP7309280B2 (en) | 2019-10-17 | 2019-10-17 | Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021064760A JP2021064760A (en) | 2021-04-22 |
| JP7309280B2 true JP7309280B2 (en) | 2023-07-18 |
Family
ID=75486577
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019190079A Active JP7309280B2 (en) | 2019-10-17 | 2019-10-17 | Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7309280B2 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002151444A (en) | 2000-11-14 | 2002-05-24 | Disco Abrasive Syst Ltd | Precutting method using cutting blade |
| JP2005136292A (en) | 2003-10-31 | 2005-05-26 | Disco Abrasive Syst Ltd | Method for processing plate-like object |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3472336B2 (en) * | 1994-04-04 | 2003-12-02 | 株式会社ディスコ | Dicing apparatus and dicing method |
| JPH11111650A (en) * | 1997-08-04 | 1999-04-23 | Hitachi Ltd | Manufacture of semiconductor device, and jig used thereof and semiconductor device |
| JPH11176772A (en) * | 1997-12-05 | 1999-07-02 | Disco Abrasive Syst Ltd | Precut method |
-
2019
- 2019-10-17 JP JP2019190079A patent/JP7309280B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002151444A (en) | 2000-11-14 | 2002-05-24 | Disco Abrasive Syst Ltd | Precutting method using cutting blade |
| JP2005136292A (en) | 2003-10-31 | 2005-05-26 | Disco Abrasive Syst Ltd | Method for processing plate-like object |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021064760A (en) | 2021-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102163441B1 (en) | Wafer processing method | |
| US10755946B2 (en) | Method for producing a wafer from a hexagonal single crystal ingot by applying a laser beam to form a first production history, an exfoliation layer, and a second production history | |
| JP2009206162A (en) | Method of dividing wafer | |
| JPWO2004100240A1 (en) | Method and apparatus for dividing plate-like member | |
| KR20150140215A (en) | Wafer machining method | |
| KR20180050225A (en) | Method for processing wafer | |
| KR20170029385A (en) | Wafer machining method | |
| JP2014135348A (en) | Wafer processing method | |
| JP5615107B2 (en) | Split method | |
| JP2010135537A (en) | Method of processing wafer | |
| JP7309280B2 (en) | Workpiece, Workpiece Manufacturing Method, and Workpiece Processing Method | |
| JP7126852B2 (en) | Laser processing method | |
| JP5244548B2 (en) | Holding table and processing device | |
| JP2013219115A (en) | Method for dividing wafer | |
| CN111571043B (en) | Wafer processing method | |
| CN113001262B (en) | Method for grinding workpiece | |
| JP7258421B2 (en) | Wafer processing method | |
| JP2023020446A (en) | Method for manufacturing chip | |
| JP2019034391A (en) | Processing method | |
| JP2019102481A (en) | Workpiece processing method | |
| CN112420608A (en) | Method for manufacturing multiple device chips | |
| JP2005066675A (en) | Laser beam machining method | |
| JP7555676B2 (en) | Manufacturing method of the holding table | |
| JP7473414B2 (en) | Wafer processing method | |
| TW202230486A (en) | Chip manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230704 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7309280 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |