JP7115055B2 - 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 - Google Patents
撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 Download PDFInfo
- Publication number
- JP7115055B2 JP7115055B2 JP2018113860A JP2018113860A JP7115055B2 JP 7115055 B2 JP7115055 B2 JP 7115055B2 JP 2018113860 A JP2018113860 A JP 2018113860A JP 2018113860 A JP2018113860 A JP 2018113860A JP 7115055 B2 JP7115055 B2 JP 7115055B2
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- repellent
- silicone
- resin
- repellent layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
本実施形態に係る撥液性積層体は、基材と、該基材上に設けられた撥液性フィルムと、を備え、撥液層が少なくとも一方の最表面に配置された構造を有するものである。図1及び図2は、本実施形態に係る撥液性積層体の概略断面図である。本実施形態に係る撥液性積層体は、図1に示す撥液性積層体1のように、撥液層11からなる撥液性フィルム10と、基材14とが、接着剤13を介して積層された構造を有するものであってもよい。また、本実施形態に係る撥液性積層体は、図2に示す撥液性積層体2のように、撥液層11及び第2の樹脂層12からなる撥液性フィルム10と、基材14とが、接着剤13を介して積層された構造を有するものであってもよい。撥液性フィルム10が第2の樹脂層12を備える場合、撥液性フィルム10は、撥液層11が撥液性積層体2の最表面となるように、第2の樹脂層12が基材14と対向するように配置される。
撥液層11は撥液性を有する層である。撥液層11は、加熱によりヒートシール性を発現することができる層であってもよい。ここで、撥液性とは、撥水性及び撥油性の両特性を包含する概念であり、具体的には、液体状、半固体状、もしくはゲル状の水性又は油性材料に対し撥液する特性である。水性又は油性材料としては、水、油、ヨーグルト、ゼリー、プリン、シロップ、お粥、スープ、カレー、パスタソース等の食品、ハンドソープ、シャンプー等の洗剤、医薬品、化粧品、化学品などが挙げられる。また、ヒートシール性とは、一例として、100~200℃、0.1~0.3MPa、1~3秒間の条件にてヒートシールが可能である性質をいう。ヒートシールの条件は、撥液性積層体のヒートシールに要する条件に応じて容易に変更することが可能である。
本実施形態に係る撥液層形成用樹脂組成物は、(A)ポリオレフィン樹脂(以下、「(A)成分」ともいう)、(B)シリコーン(以下、「(B)成分」ともいう)、並びに、上記(A)ポリオレフィン樹脂と相溶する部位及び上記(B)シリコーンと相溶する部位を有する(C)相溶化剤(以下、「(C)成分」ともいう)を含む。
ポリオレフィン樹脂としては特に制限されず、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン-αオレフィン共重合体、ホモ、ブロック、あるいはランダムポリプロピレン、プロピレン-αオレフィン共重合体等が挙げられる。αオレフィン成分としては、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、4-メチル-1-ペンテンなどを例示することができる。共重合体は、ランダム共重合体でもブロック共重合体でもよい。上記以外でも、ポリオレフィン樹脂は、ポリノルボルネンなどの環状ポリオレフィンであってもよい。また、上記ポリオレフィン樹脂は、シール性及び強度物性(引張強度、衝撃強度など)の観点から、線状ポリオレフィンが好ましく、線状ポリオレフィンは直鎖状でも分岐状でもよい。
シリコーンは、撥液層11に撥液性を付与する成分である。シリコーンとしては、例えば、シリコーンオイル、シリコーンレジン、シリコーンオリゴマー、シリコーンパウダー等が挙げられる。これらの中でも、より良好な撥液性が得られ易いことから、シリコーンオイルが好ましい。
相溶化剤は、(A)ポリオレフィン樹脂と相溶する部位及び(B)シリコーンと相溶する部位を有する成分である。相溶化剤を用いることにより、(A)ポリオレフィン樹脂と(B)シリコーンとの相溶性を向上させることができる。
第2の樹脂層12は、ヒートシール性、耐熱性及び耐衝撃性、酸素・水蒸気バリア性等を向上させるために撥液層11と基材14との間に設けられる層である。第2の樹脂層12は、ヒートシール性を有する熱可塑性樹脂を含むことが好ましい。
上述した撥液層11単層、又は、撥液層11及び第2の樹脂層12の2層により、撥液性を有する撥液性フィルム10が形成される。撥液性フィルム10は、基材14の表面の一部又は全部を覆うように形成されている。なお、撥液性フィルム10は、用途に応じて、基材14と積層せずに撥液性フィルム10単独で使用してもよい。
基材14は、支持体となる物であれば特に制限はなく、例えば紙、樹脂フィルム、金属箔等が挙げられる。紙としては、上質紙、特殊上質紙、コート紙、アート紙、キャストコート紙、模造紙、クラフト紙等が挙げられる。樹脂フィルムとしては、ポリオレフィン(例えばポリエチレン(PE)、ポリプロピレン(PP)等)、酸変性ポリオレフィン、ポリエステル(例えばポリエチレンテレフタレート(PET)等)、ポリアミド(PA)、ポリ塩化ビニル(PVC)、セルロースアセテート、セロファン樹脂の少なくとも一種を含むフィルムが挙げられる。このフィルムは延伸フィルムでもよいし、非延伸フィルムでもよい。金属箔としては、例えばアルミ箔、ニッケル箔等が挙げられる。基材14は、材質の異なる複数の基材を積層したものであってもよい。
接着剤によるラミネート方法としては、ドライラミネート、ウェットラミネート、ノンソルベントラミネートなどの各種公知のラミネート方法を用いることができる。これらのラミネート方法に用いられる接着剤13としては以下のものが挙げられる。
接着剤13は、撥液性フィルム10と基材14とを接着するものである。接着剤13としては、例えば、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオール、カーボネートポリオールなどの主剤に対し、2官能以上のイソシアネート化合物を作用させたポリウレタン樹脂等が挙げられる。上述した各種ポリオールは、一種を単独で又は二種以上を組み合わせて用いることができる。
熱処理によるラミネート方法としては、大きく以下の方法が挙げられる。
(1)あらかじめ製膜した撥液性フィルム10を接着性樹脂と共に基材14上に押出ラミネートする方法。
(2)撥液性フィルム10を構成する樹脂層と接着性樹脂とを基材14上に押出ラミネートする方法。
(3)上記(1)もしくは(2)の方法で得られたラミネート基材を、更に熱ロールで加熱・加圧することにより接着させる方法。
(4)上記(1)もしくは(2)の方法で得られたラミネート基材を、更に高温雰囲気下で保管する、あるいは高温雰囲気下の乾燥・焼付け炉を通過させる方法。
本実施形態に係る包装材は、上述した撥液性積層体を用いて形成されたものである。包装材として具体的には、ヨーグルト、ゼリー、シロップ等の容器の蓋材、お粥、スープ、カレー、パスタソース等のレトルト食品包装材(レトルトパウチ)などが挙げられる。包装材の内面(内容物側)に撥液層が配置されるように包装材を形成することで、液体や半固体、ゲル状物質等の内容物の包装材内面への付着や残存を抑制することができると共に、撥液層から内容物へのシリコーンの移行を抑制することができる。また、レトルト食品包装材のような袋状の包装材においては、包装材の最内層同士がブロッキングすることで内容物が排出され難くなる場合があるが、本実施形態に係る包装材によれば、最内層である撥液層同士がブロッキングし難く、内容物を効率的に排出することができる。
本実施形態に係る容器は、上述した撥液層形成用樹脂組成物を用いて形成された撥液層を少なくとも内面(内容物側)に有する容器である。容器として具体的には、化学品や医薬品等の液体、半固体、ゲル状物質等の保存容器、ハンドソープやシャンプー等を収容するボトルなどが挙げられる。容器の内面(内容物側)に撥液層が配置されるように容器を形成することで、液体や半固体、ゲル状物質等の内容物の容器内面への付着や残存を抑制することができると共に、撥液層から内容物へのシリコーンの移行を抑制することができる。
<撥液層形成用樹脂組成物の作製>
(A)成分である直鎖状低密度ポリエチレン(LLDPE、商品名「エボリュー」、株式会社プライムポリマー製)と、(B)成分であるシリコーンオイル(ジメチルシリコーン、東レ・ダウコーニング株式会社製と、(C)成分であるPE-Si-PEのトリブロック共重合体(商品名「イクスフォーラ」、三井化学ファイン株式会社製)とを混合し、撥液層形成用樹脂組成物を調製した。各成分の含有量は、(A)成分、(B)成分及び(C)成分の総量を基準として、(B)成分が1質量%、(C)成分が0.05質量%、残部が(A)成分となるように調整した。
3層共押出し機を用いて、撥液層形成用樹脂組成物を押出し製膜し、厚さ100μmの撥液層からなる撥液性フィルムを得た。得られた撥液性フィルムと、基材である厚さ38μmのPETフィルム(商品名「エンブレット」、ユニチカ株式会社製)とを、ポリウレタン系接着剤(三井化学株式会社製)を用いてドライラミネートし、50℃で5日間エージングして、撥液性積層体を得た。
撥液層形成用樹脂組成物における(A)成分、(B)成分及び(C)成分の種類、並びに、(B)成分及び(C)成分の含有量((A)成分の含有量はそれらの残部)を、表1に示すように変更したこと以外は実施例1と同様にして、撥液層形成用樹脂組成物、撥液性フィルム及び撥液性積層体を作製した。
<撥液層形成用樹脂組成物の作製>
(B)成分及び(C)成分の含有量((A)成分の含有量はそれらの残部)を、表1に示すように変更したこと以外は実施例1と同様にして、撥液層形成用樹脂組成物を作製した。
(A)成分である直鎖状低密度ポリエチレン(LLDPE、商品名「エボリュー」、株式会社プライムポリマー製)を、第2の樹脂層形成用樹脂組成物とした。3層共押出し機を用いて、撥液層形成用樹脂組成物と第2の樹脂層形成用樹脂組成物とを共押出し製膜し、厚さ15μmの撥液層と厚さ85μmの第2の樹脂層からなる撥液性フィルムを得た。得られた撥液性フィルムの第2の樹脂層と、基材である厚さ38μmのPETフィルム(商品名「エンブレット」、ユニチカ株式会社製)とを、ポリウレタン系接着剤(三井化学株式会社製)を用いてドライラミネートし、撥液性積層体を得た。
撥液層形成用樹脂組成物における(A)成分、(B)成分及び(C)成分の種類、並びに、(B)成分及び(C)成分の含有量((A)成分の含有量はそれらの残部)と、第2の樹脂層形成用樹脂組成物における(A)成分の種類とを、表1に示すように変更したこと以外は実施例1と同様にして、撥液層形成用樹脂組成物、第2の樹脂層形成用樹脂組成物、撥液性フィルム及び撥液性積層体を作製した。
A1:直鎖状低密度ポリエチレン(LLDPE)、商品名「エボリュー」、融点116℃、株式会社プライムポリマー製
A2:プロピレン-エチレンランダム共重合体、商品名「プライムポリプロ」、融点134℃、株式会社プライムポリマー製
A3:プロピレン-エチレンブロック共重合体、商品名「ノバテック」、融点165~166℃、日本ポリプロ株式会社製
A4:直鎖状低密度ポリエチレン(LLDPE)、商品名「ノバテックLL」、融点122℃、日本ポリエチレン株式会社製
B1:シリコーンオイル(ジメチルシリコーン)、東レ・ダウコーニング株式会社製
B2:シリコーンオイル(アルキル変性シリコーン)、株式会社タナック製
C1:PE-Si-PEのトリブロック共重合体、商品名「イクスフォーラ」、三井化学ファイン株式会社製
C2:PP-Siのグラフト共重合体、東レ・ダウコーニング株式会社製
C3:PE-Siのグラフト共重合体、東レ・ダウコーニング株式会社製
<実施例1~34及び比較例1~6:熱処理なしでの撥液性>
図3に示した方法により、熱処理なしでの撥液性の評価を行った。まず、実施例1~34及び比較例1~6で得られた撥液性積層体を縦210mm×横300mmにカットしたサンプル100を、撥液層が内側となるように縦210mm×横150mmのサイズに2つに折り畳み(図3の(a)を参照)、縦方向端部の1辺と横方向端部の1辺(折り返した辺とは反対側の辺)とを、ヒートシーラーで190℃、0.03MPa、2secの条件で10mm幅にわたって熱封緘してシール部51を形成し、縦方向端部の一辺が開口しているパウチを作製した(図3の(b)を参照)。次に、パウチの開口部から100gのサラダ油52(商品名「日清サラダ油」、日清オイリオ社製)を注液した(図3の(c)を参照)。その後、開口部をヒートシーラーで190℃、0.03MPa、2secの条件で10mm幅にわたって熱封緘してシール部51を形成し、パウチを密閉した(図3の(d)を参照)。密閉したパウチの折り返した辺のある角部について、シール部51を除いた寸法で縦3cm×横3cmの三角形となる部分を切断して注ぎ口を形成した(図3の(e)を参照)。注ぎ口と対角線上にある角部53を持ち、パウチを逆さにして30秒間保持し、容器56にサラダ油52を排出させて、秤57により排出量を秤量した(図3の(f)を参照)。秤量した排出量から、下記式により残液量(%)を求めた。
残液量(%)={(100-排出量)/100}×100
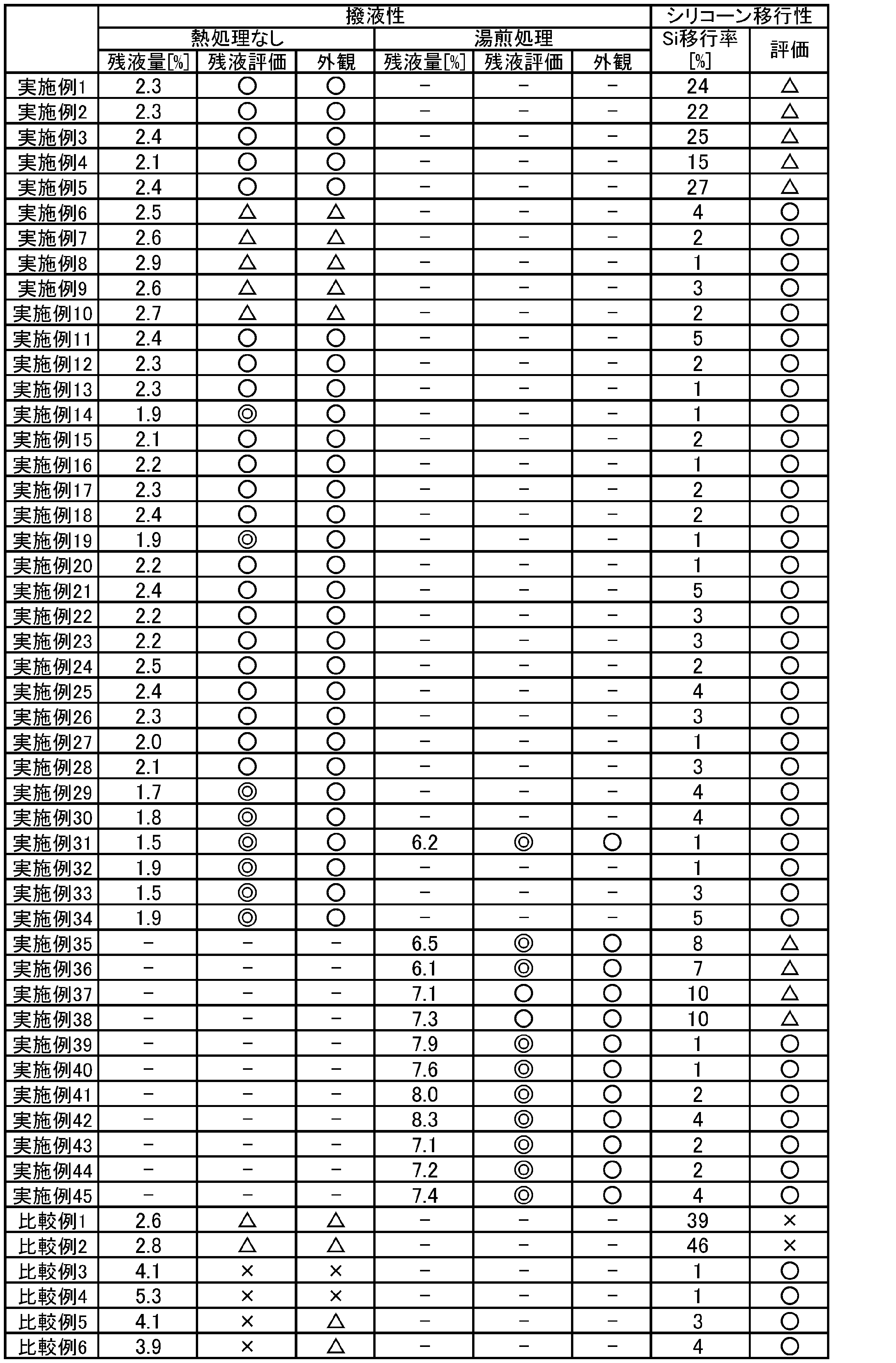
測定は3回行い、3回の平均残液量から下記評価基準により撥液性を評価した。平均残液量(%)及び撥液性の評価結果を表2に示す。
◎:平均残液量が2.0%未満
○:平均残液量が2.0%以上2.5%未満
△:平均残液量が2.5%以上3.0%未満
×:平均残液量が3.0%以上
図4に示した方法により、湯煎処理後の撥液性の評価を行った。まず、実施例31、35~45で得られた撥液性積層体を縦210mm×横150mmにカットしたサンプル200を2枚用意した。2枚のサンプル200を、それぞれの撥液層が内側となるように重ね、縦方向端部の1辺と横方向両端部の2辺とを、ヒートシーラーで190℃、0.03MPa、2secの条件で10mm幅にわたって熱封緘してシール部51を形成し、縦方向端部の一辺が開口しているパウチを作製した(図4の(a)を参照)。次に、パウチの開口部から100gの水中油分散型液体54(商品名「ボンカレー」、大塚食品社製)を注液した(図4の(b)を参照)。その後、開口部をヒートシーラーで190℃、0.03MPa、2secの条件で10mm幅にわたって熱封緘してシール部51を形成し、パウチを密閉した(図4の(c)を参照)。密閉したパウチを100℃で5分間湯煎処理した後、直ちに密閉したパウチの上部を切断して注ぎ口を形成した(図4の(d)を参照)。次いで、注ぎ口と反対側のシール部51を持ち、パウチを逆さにして30秒間保持し、容器56に水中油分散型液体54を排出させて、秤57により排出量を秤量した(図4の(e)を参照)。秤量した排出量から、下記式により残液量(%)を求めた。
残液量(%)={(100-排出量)/100}×100
測定は3回行い、3回の平均残液量から下記評価基準により撥液性を評価した。平均残液量(%)及び撥液性の評価結果を表2に示す。
◎:平均残液量が8.0%未満
○:平均残液量が8.0%以上10.0%未満
△:平均残液量が10.0%以上13.0%未満
×:平均残液量が13.0%以上
上記撥液性評価において、パウチ内から液体を排出した際の液体の排出挙動を目視にて観察し、下記評価基準により外観評価を行った。結果を表2に示す。
○:液体をはじく様子が見られ、撥液性積層体への付着が少ない。
△:液体をはじく様子は見られるが、撥液性積層体に付着している。
×:液体をはじく様子が見られない。
予め上記撥液性評価前の撥液性積層体における撥液層表面のSi量をX線光電子分光法(XPS)により測定した。次に、撥液性評価後の撥液性積層体における撥液層表面をイソプロピルアルコールでふき取り、撥液層表面のSi量をXPSにより測定した。得られた測定結果を用いて、下記計算方法で撥液層からパウチ内の液体へのSi移行率を算出した。
Si移行率(%)=[1-{撥液性評価後のSi量(atm%)/撥液性評価前のSi量(atm%)}]×100
得られたSi移行率から下記評価基準によりシリコーン移行性を評価した。Si移行率(%)及びシリコーン移行性の評価結果を表2に示す。また、XPSの測定条件を以下に示す。なお、実施例31では、熱処理なしでの撥液性、及び、湯煎処理後の撥液性の両方の評価を行ったが、Si移行率はいずれの撥液性評価後でも同じ結果であった。
○:Si移行率が5%以下
△:Si移行率が5%超30%以下
×:Si移行率が30%超
<XPSの測定条件>
装置名:JPS-9010MX(日本電子株式会社製)
分析領域:3mm×5mm
X線源:MgKα線

Claims (15)
- (A)ポリオレフィン樹脂、(B)シリコーン、並びに、前記(A)ポリオレフィン樹脂と相溶する部位及び前記(B)シリコーンと相溶する部位を有する(C)相溶化剤を含む、撥液層形成用樹脂組成物であって、
前記(C)相溶化剤が、前記(A)ポリオレフィン樹脂と同種のポリオレフィン構造を有するポリオレフィンと、シリコーンとのグラフト共重合体又はブロック共重合体であるシリル化ポリオレフィンを含み、
前記グラフト共重合体が、PE-Siグラフト共重合体である、撥液層形成用樹脂組成物。 - 前記(B)シリコーンの含有量に対する前記(C)相溶化剤の含有量の質量比((C)相溶化剤の質量/(B)シリコーンの質量)が0.1~20である、請求項1に記載の樹脂組成物。
- 請求項1又は2に記載の樹脂組成物を用いて形成された撥液層を備える撥液性フィルム。
- (A)ポリオレフィン樹脂、(B)シリコーン、並びに、前記(A)ポリオレフィン樹脂と相溶する部位及び前記(B)シリコーンと相溶する部位を有する(C)相溶化剤を含む撥液層形成用樹脂組成物を用いて形成された撥液層を備え、
前記撥液層の厚さが0.1~100μmである、撥液性フィルム。 - 前記(C)相溶化剤が、前記(A)ポリオレフィン樹脂と同種のポリオレフィン構造を有するポリオレフィンと、シリコーンとのグラフト共重合体又はブロック共重合体であるシリル化ポリオレフィンを含む、請求項4に記載の撥液性フィルム。
- 前記(B)シリコーンの含有量に対する前記(C)相溶化剤の含有量の質量比((C)相溶化剤の質量/(B)シリコーンの質量)が0.1~20である、請求項4又は5に記載の撥液性フィルム。
- 前記撥液層の一方の表面上に設けられた1層以上の樹脂層を更に備える、請求項3~6のいずれか一項に記載の撥液性フィルム。
- 前記撥液層中の前記(A)ポリオレフィン樹脂の融点T1(℃)と、前記1層以上の樹脂層のうち前記撥液層と接する樹脂層に含まれる樹脂の融点T2(℃)とが、T1<T2の関係を満たす、請求項7に記載の撥液性フィルム。
- (A)ポリオレフィン樹脂、(B)シリコーン、並びに、前記(A)ポリオレフィン樹脂と相溶する部位及び前記(B)シリコーンと相溶する部位を有する(C)相溶化剤を含む撥液層形成用樹脂組成物を用いて形成された撥液層を備える撥液性フィルムであって、
前記撥液層の一方の表面上に設けられた1層以上の樹脂層を更に備え、
前記撥液層中の前記(A)ポリオレフィン樹脂の融点T1(℃)と、前記1層以上の樹脂層のうち前記撥液層と接する樹脂層に含まれる樹脂の融点T2(℃)とが、T1<T2の関係を満たす、撥液性フィルム。 - 前記(C)相溶化剤が、前記(A)ポリオレフィン樹脂と同種のポリオレフィン構造を有するポリオレフィンと、シリコーンとのグラフト共重合体又はブロック共重合体であるシリル化ポリオレフィンを含む、請求項9に記載の撥液性フィルム。
- 前記(B)シリコーンの含有量に対する前記(C)相溶化剤の含有量の質量比((C)相溶化剤の質量/(B)シリコーンの質量)が0.1~20である、請求項9又は10に記載の撥液性フィルム。
- 基材と、該基材上に設けられた請求項3~11のいずれか一項に記載の撥液性フィルムと、を備え、前記撥液層が少なくとも一方の最表面に配置されている、撥液性積層体。
- 請求項12に記載の撥液性積層体を用いて形成された包装材。
- 80℃以上の加熱処理を施す用途に用いられる、請求項13に記載の包装材。
- 請求項1又は2に記載の樹脂組成物を用いて形成された撥液層を少なくとも内面に有する容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018113860A JP7115055B2 (ja) | 2018-06-14 | 2018-06-14 | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018113860A JP7115055B2 (ja) | 2018-06-14 | 2018-06-14 | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019214692A JP2019214692A (ja) | 2019-12-19 |
| JP7115055B2 true JP7115055B2 (ja) | 2022-08-09 |
Family
ID=68918469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018113860A Active JP7115055B2 (ja) | 2018-06-14 | 2018-06-14 | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7115055B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7456143B2 (ja) * | 2019-12-19 | 2024-03-27 | Toppanホールディングス株式会社 | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体および包装材 |
| JP7440267B2 (ja) * | 2020-01-07 | 2024-02-28 | 藤森工業株式会社 | 包装用フィルム及び包装袋 |
| JP7428103B2 (ja) * | 2020-08-21 | 2024-02-06 | 東洋紡株式会社 | シーラント用フィルム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012214677A (ja) | 2011-03-31 | 2012-11-08 | Toto Ltd | 防汚性樹脂組成物およびそれを用いた便座 |
| JP2015024548A (ja) | 2013-07-25 | 2015-02-05 | 大日本印刷株式会社 | 撥水性フィルム |
| JP2017039816A (ja) | 2015-08-18 | 2017-02-23 | 理研ビタミン株式会社 | ポリプロピレン系樹脂組成物 |
| JP2018123175A (ja) | 2017-01-30 | 2018-08-09 | 三井化学株式会社 | 樹脂組成物およびその成形体 |
| JP2019518117A (ja) | 2016-06-03 | 2019-06-27 | マルチベース・ソシエテ・アノニム | プラスチックフィルム |
-
2018
- 2018-06-14 JP JP2018113860A patent/JP7115055B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012214677A (ja) | 2011-03-31 | 2012-11-08 | Toto Ltd | 防汚性樹脂組成物およびそれを用いた便座 |
| JP2015024548A (ja) | 2013-07-25 | 2015-02-05 | 大日本印刷株式会社 | 撥水性フィルム |
| JP2017039816A (ja) | 2015-08-18 | 2017-02-23 | 理研ビタミン株式会社 | ポリプロピレン系樹脂組成物 |
| JP2019518117A (ja) | 2016-06-03 | 2019-06-27 | マルチベース・ソシエテ・アノニム | プラスチックフィルム |
| JP2018123175A (ja) | 2017-01-30 | 2018-08-09 | 三井化学株式会社 | 樹脂組成物およびその成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019214692A (ja) | 2019-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7383233B2 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 | |
| JP7139824B2 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 | |
| US8133560B2 (en) | Multilayer heat sealant structures, packages and methods of making the same | |
| CN114728733B (zh) | 包装体的制造方法、包装材料用膜以及具备该包装材料用膜的层叠膜及包装材料 | |
| JP7115055B2 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 | |
| JP5983242B2 (ja) | 蓋材 | |
| JP7225926B2 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 | |
| JP7326814B2 (ja) | 撥液性フィルム、撥液性積層体及び包装材 | |
| JP7331457B2 (ja) | 撥液性樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体および包装材 | |
| JP5983241B2 (ja) | 蓋材 | |
| JP7326909B2 (ja) | 撥液性積層体及び包装材 | |
| JP7331473B2 (ja) | シーラント層形成用樹脂組成物、並びに、それを用いたシーラントフィルム、積層フィルム及び包装材 | |
| JP7456143B2 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体および包装材 | |
| WO2020059717A1 (ja) | 撥液層形成用樹脂組成物、並びに、それを用いた撥液性フィルム、撥液性積層体、包装材及び容器 | |
| CN112703224B (zh) | 疏液层形成用树脂组合物、以及使用了其的疏液性膜、疏液性层叠体、包装材料及容器 | |
| JP7512760B2 (ja) | 包装体及びその製造方法 | |
| JP2023168914A (ja) | 付着性物質が付着される内容物用の包装袋及びそれを含む包装製品 | |
| TW202235337A (zh) | 包裝材料用薄膜、具備其之包裝材料、包裝袋及包裝體 | |
| JPH11147294A (ja) | 耐薬品性積層フィルムとその積層体からなる紙容器 | |
| JP2022176708A (ja) | 包装材用フィルム、包装材、包装袋及び包装体 | |
| JP2022188380A (ja) | 包装材用フィルム、これを備える包装材、包装袋及び包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210519 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220711 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7115055 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |