JP6600121B2 - 半導体装置用Cu合金ボンディングワイヤ - Google Patents
半導体装置用Cu合金ボンディングワイヤ Download PDFInfo
- Publication number
- JP6600121B2 JP6600121B2 JP2019535669A JP2019535669A JP6600121B2 JP 6600121 B2 JP6600121 B2 JP 6600121B2 JP 2019535669 A JP2019535669 A JP 2019535669A JP 2019535669 A JP2019535669 A JP 2019535669A JP 6600121 B2 JP6600121 B2 JP 6600121B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- bonding
- less
- ball
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004065 semiconductor Substances 0.000 title claims description 24
- 229910000881 Cu alloy Inorganic materials 0.000 title claims description 18
- 239000013078 crystal Substances 0.000 claims description 84
- 239000012535 impurity Substances 0.000 claims description 10
- 229910052733 gallium Inorganic materials 0.000 claims description 9
- 229910052732 germanium Inorganic materials 0.000 claims description 9
- 229910052737 gold Inorganic materials 0.000 claims description 9
- 229910052738 indium Inorganic materials 0.000 claims description 9
- 229910052763 palladium Inorganic materials 0.000 claims description 9
- 229910052698 phosphorus Inorganic materials 0.000 claims description 9
- 229910052697 platinum Inorganic materials 0.000 claims description 9
- 229910052709 silver Inorganic materials 0.000 claims description 9
- 229910052759 nickel Inorganic materials 0.000 claims description 8
- 238000000034 method Methods 0.000 description 58
- 239000010949 copper Substances 0.000 description 44
- 206010040844 Skin exfoliation Diseases 0.000 description 42
- 238000010438 heat treatment Methods 0.000 description 34
- 238000011156 evaluation Methods 0.000 description 33
- 230000000694 effects Effects 0.000 description 27
- 238000012360 testing method Methods 0.000 description 22
- 238000005259 measurement Methods 0.000 description 21
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 14
- 229910052802 copper Inorganic materials 0.000 description 13
- 238000001887 electron backscatter diffraction Methods 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- 230000007547 defect Effects 0.000 description 11
- 239000010931 gold Substances 0.000 description 11
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- 238000005304 joining Methods 0.000 description 9
- 239000000654 additive Substances 0.000 description 8
- 230000000996 additive effect Effects 0.000 description 8
- 238000001816 cooling Methods 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 239000012298 atmosphere Substances 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- KDLHZDBZIXYQEI-UHFFFAOYSA-N palladium Substances [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 229910000765 intermetallic Inorganic materials 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 238000005275 alloying Methods 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 238000002788 crimping Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 238000005491 wire drawing Methods 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 2
- 239000005751 Copper oxide Substances 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229910000431 copper oxide Inorganic materials 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910001260 Pt alloy Inorganic materials 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- WBLJAACUUGHPMU-UHFFFAOYSA-N copper platinum Chemical compound [Cu].[Pt] WBLJAACUUGHPMU-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000011978 dissolution method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000002003 electron diffraction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L24/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0227—Rods, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/302—Cu as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/40—Making wire or rods for soldering or welding
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/03—Making non-ferrous alloys by melting using master alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
- H01B1/026—Alloys based on copper
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/43—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L24/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/05—Structure, shape, material or disposition of the bonding areas prior to the connecting process of an individual bonding area
- H01L2224/0554—External layer
- H01L2224/05599—Material
- H01L2224/056—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/05617—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/05624—Aluminium [Al] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/432—Mechanical processes
- H01L2224/4321—Pulling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/438—Post-treatment of the connector
- H01L2224/43848—Thermal treatments, e.g. annealing, controlled cooling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/4501—Shape
- H01L2224/45012—Cross-sectional shape
- H01L2224/45015—Cross-sectional shape being circular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45147—Copper (Cu) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/484—Connecting portions
- H01L2224/48455—Details of wedge bonds
- H01L2224/48456—Shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85053—Bonding environment
- H01L2224/85054—Composition of the atmosphere
- H01L2224/85065—Composition of the atmosphere being reducing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/85053—Bonding environment
- H01L2224/85054—Composition of the atmosphere
- H01L2224/85075—Composition of the atmosphere being inert
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/85—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a wire connector
- H01L2224/8538—Bonding interfaces outside the semiconductor or solid-state body
- H01L2224/85399—Material
- H01L2224/854—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/85438—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/85444—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01015—Phosphorus [P]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01028—Nickel [Ni]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01031—Gallium [Ga]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01032—Germanium [Ge]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01046—Palladium [Pd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01047—Silver [Ag]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01049—Indium [In]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01078—Platinum [Pt]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01079—Gold [Au]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/102—Material of the semiconductor or solid state bodies
- H01L2924/1025—Semiconducting materials
- H01L2924/10251—Elemental semiconductors, i.e. Group IV
- H01L2924/10253—Silicon [Si]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Wire Bonding (AREA)
Description
本明細書におけるボンディングワイヤ表面の結晶方位の測定方法について説明する。本明細書において、ワイヤ表面の結晶方位とは、ワイヤ表面に存在するCuおよびCuを主体とする合金部分の結晶方位と定義する。ワイヤ表面の結晶方位の測定には、SEMに備え付けた、後方散乱電子線回折(EBSD:Electron Backscattered Diffraction)法を利用することができる。EBSD法は、試料に電子線を照射したときに発生する反射電子の回折パターンを検出器面上に投影し、その回折パターンを解析することによって、各測定点の結晶方位を決定する手法である。EBSD法によって得られたデータの解析には専用ソフト(TSLソリューションズ製 OIM analysis等)が好適である。本実施形態では、ボンディングワイヤを試料台に固定し、一方向からワイヤ表面に電子線を照射させて、結晶方位のデータを取得する。この方法を用いることにより、ワイヤ表面の結晶方位のうち、ワイヤ中心軸を含む1つの平面に垂直な方向に対する結晶方位と、ワイヤ中心軸方向に対する結晶方位を決定することができる。前記方法により決定した結晶方位データを用いて、特定の結晶方位の存在比率を算出することができる。
発明者らは、ピーリングの発生率の支配因子を調査した結果、ワイヤ表面の結晶方位と相関が認められることを見出した。すなわち、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率とピーリングの発生率の間に相関があり、<110>結晶方位の存在比率を適正な範囲に制御することにより、ピーリングの発生率が低減する効果が得られる。ピーリングの発生率が低減することにより、その後に形成されるボールのボール形状のばらつきが抑制される。
本実施形態のボンディングワイヤは、さらにワイヤ表面の結晶方位のうち、ワイヤ中心軸方向に対して角度差が15度以下である<111>と<100>結晶方位の存在比率の合計が、平均面積率で50%以上98%以下であることが好ましく、50%以上90%以下であることがより好ましい。具体的には、本実施形態のボンディングワイヤを用いて、低温でのウェッジ接合における不着の発生率を調査した結果、優れた低減効果が得られた。この理由として、ワイヤ表面の結晶方位のうち、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率を平均面積率で25%以上70%以下とすることによって、ワイヤ表面の強度のばらつきを抑制する効果と、ワイヤ中心軸方向に対して角度差が15度以下である<111>と<100>結晶方位の存在比率を高めることにより、ワイヤ内のワイヤ中心軸方向に対する強度のばらつきが低減される効果が相乗的に作用し、ウェッジ接合部の形状のばらつきが低減されること等が考えられる。前記存在比率が平均面積率で50%未満の場合は、低温でのウェッジ接合における不着の発生率を低減する効果が十分ではない。前記存在比率が平均面積率で98%を超える場合は、ボンディングワイヤの降伏強度が高くなりすぎて、ウェッジ接合工程において、接合面積が不十分となるため、不着の発生率を低減する効果が十分ではない。前記存在比率が平均面積率で90%以下の場合、ボンディングワイヤの降伏強度が高くなることをより確実に抑えることができる。
本実施形態のボンディングワイヤは、さらにNi,Pd,Pt,Auの1種以上を総計で0.01質量%以上3.00質量%以下含むことが好ましい。これにより、200℃の高温放置試験におけるボール接合部寿命を改善することができる。これは、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率を制御することで、ピーリングが抑制された結果、その後のボール形状のばらつきが抑制されることで、添加したNi,Pd,Pt,Auのボール接合部への拡散が促進され、前記元素が接合強度低下の原因となる金属間化合物の成長速度を低下させる効果が、相乗的に高まったためと考えられる。前記元素の濃度が0.01質量%未満の場合は、金属間化合物の成長速度を低下させる効果が十分ではない。前記元素の濃度が3.00質量%を越える場合は、ボールの硬度が上昇して、金属間化合物の形成が不均一になるため、200℃の高温放置試験におけるボール接合部寿命の改善効果が十分ではない。
本実施形態のボンディングワイヤは、さらにP,In,Ga,Ge,Agの1種以上を総計で0.001質量%以上1.00質量%以下含むことが好ましい。これにより、ボール接合部の圧着形状を改善することができる。このような効果が得られた理由は、ボールを構成する結晶粒が微細化されて、等方的な変形が促進されたためと推定される。前記濃度が0.001質量%未満の場合は、上記の効果が十分ではない。前記濃度が1.00質量%を超えると偏析が顕著になり、ボール形成時のボールの直径がばらつくため、上記の効果が十分ではない。
本実施形態の半導体装置用ボンディングワイヤの製造方法について説明する。
まず、銅の純度が4N〜6N(Cu濃度:99.99質量%以上99.9999質量%以下)である高純度銅を用い、添加元素を必要な濃度含有した銅合金を溶解により作製する。溶解には、アーク溶解炉、高周波溶解炉等を利用することができる。大気中からのO2、H2等のガスの混入を防ぐために、真空雰囲気あるいはArやN2等の不活性雰囲気中で溶解を行うことが好ましい。溶解後は、炉内で徐冷してインゴット(鋳塊)を作製する。溶解によって製造したインゴットは表面に対し酸洗浄、アルコール洗浄を行い、その後乾燥させることが好ましい。
製造した銅合金のインゴットは、まず圧延や鍛造加工により太径に加工し、次いで引抜加工により最終線径まで細く加工していくことが好ましい。引抜加工には、ダイヤモンドコーティングされたダイスを複数個セットできる連続伸線装置を用いることができる。連続伸線の際は、ダイスの磨耗およびワイヤの表面疵の低減を目的として、潤滑液を使用することが好ましい。最終線径に到達する前段階の中間線径では、引抜加工の途中段階で、ひずみ取りを主目的として中間熱処理を行うことが好ましい。最終線径では、ボンディングワイヤを再結晶させて破断伸びを調整するための最終熱処理を行う。中間熱処理および最終熱処理は、ワイヤを連続的に掃引しながら行う方法を用いることが有効である。なお、熱処理時のボンディングワイヤ表面の酸化をできるだけ抑制する目的から、ArガスやN2ガスを還流させながら行うことが好ましい。H2を数%含むことも有効である。
ワイヤ表面の結晶方位は、ワイヤの引抜加工条件や最終熱処理条件を制御することが有効である。その代表的な制御方法を以下に示す。ワイヤ表面の結晶方位のうち、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率を、平均面積率で25%以上70%以下に制御する方法の一例を示す。引抜加工を行うと、ワイヤ表面の結晶方位は、ワイヤ中心軸を含む1つの平面に垂直な方向に対して<110>結晶方位の存在比率が増加する傾向にある。一方、引抜加工を行った後に熱処理を行うと、再結晶によってランダムな方位が発達するため、<110>結晶方位は減少する傾向にある。ワイヤ表面の結晶方位を制御するためには、引抜加工によって前記<110>結晶方位を発達させた後、最終熱処理によって再結晶させることにより、前記<110>結晶方位の存在比率を制御することが有効である。
P:引抜加工の加工率
R1:引抜加工前のワイヤの直径(mm)、R2:引抜加工後のワイヤの直径(mm)
続いて、ワイヤ表面の結晶方位のうち、ワイヤ中心軸方向に対して角度差が15度以下である<111>と<100>結晶方位の存在比率の合計を、平均面積率で50%以上98%以下に制御する方法について説明する。前記<111>と<100>結晶方位を制御するためには、引抜加工時のワイヤの送り速度と引抜加工に使用するダイス1個あたりの加工率を制御することが有効である。ワイヤの送り速度を変化させることによって、ワイヤ表面のワイヤ中心軸方向の結晶方位の発達に係るダイスとワイヤの界面に発生する摩擦力を制御することができる。前記<111>と<100>結晶方位を制御するためには、ワイヤの送り速度は800m/min以上1100m/min以下、ダイス1個あたりの加工率は14%以上24%以下とすることが有効である。上記の条件であれば、前記<111>と<100>結晶方位の存在比率の合計を、平均面積率で50%以上98%以下に制御することができる。ワイヤの送り速度の下限が800m/min未満、ダイス1個あたりの加工率の下限が14%未満である理由は、前記<111>と<100>結晶方位の存在比率の合計が平均面積率で50%未満となってしまうためである。ワイヤの送り速度の上限が1100m/min、ダイス1個あたりの加工率の上限が24%である理由は、これらの上限を超える条件では、前記<111>と<100>結晶方位の存在比率の合計が、平均面積率で98%を超えてしまうためである。
銅に合金元素を添加して合金化する場合には、銅と高純度の添加成分を直接溶解して合金化する方法と、銅に添加元素を3〜5質量%程度含有する母合金を予め作製しておき、銅と母合金を溶解して合金化する方法などを用いることができる。母合金を利用する手法は、低濃度で元素分布を均一化する場合に有効である。
ボンディングワイヤの作製方法について説明する。原材料となるCuは純度が99.99質量%以上で残部が不可避不純物からなるものを用いた。ボンディングワイヤが、添加元素としてNi,Pd,Pt,Au,P,In,Ga,Ge,Agを含む場合には、Cuとこれらの元素を高周波溶解炉によって溶解させ、合金化を行った。不可避不純物元素以外の添加元素の合計の狙い濃度が0.5質量%未満の場合には、添加元素を高濃度で含んだCu合金を使用して、目的とする濃度の合金を製造した。

本実施形態のボンディングワイヤに含まれる各添加元素の濃度は、ICP発光分光分析装置用いて分析した。本評価に用いたボンディングワイヤの線径はφ20μmとした。
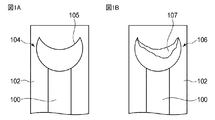
市販の接合装置を用いて、ボンディングワイヤを、Pd−PPFを有する金属リードフレームに100本の接合を行った。その後、ウェッジ接合部を光学顕微鏡で観察し、100箇所すべてのウェッジ接合部におけるピーリングの発生有無を調査した。ピーリングの発生率は、ウェッジ接合部100箇所に対するピーリングが発生した箇所の割合とした。上記の評価において、ピーリングの発生率が7%以上であれば実用上問題があると判断し0点、7%未満5%以上であれば実用可能と判断し1点、5%未満1%以上であれば実用上問題ないと判断し2点、ピーリングが全く発生しなければ優れていると判断し3点とした。評価結果は、表2A,2Bの「ピーリング発生率」の欄に表記した。0点のみが不合格であり、それ以外は合格である。
偏芯発生率の評価は、市販の接合装置を用いてボールを100個形成し、各ボールをSEMによって観察することにより行った。ボール直径の狙い値は、ワイヤ直径の1.4倍の28μmとした。ボールの直径のばらつきは、28±1μm以内であれば評価結果に影響を及ぼさないと判断し評価に用いた。ボールは、N2+5vol.%H2ガスを吹き付けながら形成した。流量は0.5±0.1L/minとした。偏芯の発生率が5%以上であれば実用上問題があると判断し0点、5%未満であれば実用上問題ないと判断し1点とした。評価結果は、表2A,2Bの「偏芯発生率」の欄に表記した。0点が不合格、1点が合格である。
低温ボンディグ性能の評価は、160℃の接合温度で2000本の接合を行い、不着が発生して接合装置が停止した回数によって判定した。接合相手は、Agめっきを施した金属リードフレームとした。上記の評価において、接合装置の停止回数が5回以上であれば実用上問題があると判断し0点、5回未満1回以上であれば実用上問題ないと判断し1点、接合装置が全く停止しなければ優れていると判断し2点とした。評価結果は、表2A,2Bの「低温ボンディング性能」の欄に表記した。0点のみが不合格であり、それ以外は合格である。
高温放置試験用のサンプルは、一般的な金属フレーム上のSi基板に厚さ1.0μmのAl膜を成膜した電極に、市販のワイヤボンダーを用いてボール接合を行い、市販のエポキシ樹脂によって封止して作製した。ボールはN2+5vol.%H2ガスを流量0.4〜0.6L/minで流しながら形成し、ボール径はワイヤ線径に対して1.5〜1.6倍の範囲とした。高温放置試験には、N2ガスを還流させた恒温炉を使用した。試験温度は200℃とした。高温放置試験におけるボール接合部の寿命は、ボール接合部の接合強度が試験開始前の50%以下に低下するまでに要する時間とした。本評価では、ボール接合部の接合強度を、100時間毎に測定した。ボール接合部の接合強度は、DAGE社製の微小強度試験機を用いて測定した値を用いた。高温放置試験後のシェア試験は、酸処理によって樹脂を除去して、ボール接合部を露出させてから行った。シェア強度の値は無作為に選択したボール接合部の10か所の測定値の平均値を用いた。上記の評価において、ボール接合部の寿命が500時間未満であれば実用上問題があると判断し0点、500時間以上700時間未満であれば、実用上問題ないと判断し1点、700時間以上であれば優れていると判断し2点、1000時間以上であれば特に優れていると判断し3点と表記した。評価結果は、表2A,2Bの「高温放置試験におけるボール接合部寿命」の欄に表記した。0点のみが不合格であり、それ以外は合格である。
ボールの圧着形状の評価は、Si基板に厚さ1.2μmのAl膜を成膜した電極に、市販のワイヤボンダーを用いてボール接合を行い、直上から光学顕微鏡で観察することにより行った。ボールの圧着形状の判定は、圧着形状が円形に近いのであれば良好と判定し、楕円形や花弁状の形状であれば不良と判定した。100箇所のボール接合部を光学顕微鏡で観察し、不良が9個以上あれば実用上問題があると判断し0点、不良が8個以下6個以上であれば実用上問題がないと判断し1点、不良が5個以下3個以上であれば良好であると判断し2点、不良が1個または2個であれば優れていると判断し3点、不良が全く発生しなければ特に優れていると判断し4点と表記した。評価結果は、表2A,2Bの「ボール圧着形状」の欄に表記した。0点のみが不合格であり、それ以外は合格である。
実施例No.1〜94は、半導体装置用銅合金ボンディングワイヤであって、ワイヤ表面の結晶方位のうち、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率が、平均面積率で25%以上70%以下であるので、ピーリング発生率および偏芯発生率はいずれも実用可能だった。実施例1〜90,93,94は、上記<110>結晶方位の存在比率が、平均面積率で30%以上70%以下であるので、ピーリング発生率および偏芯発生率はいずれも実用上問題なかった。
Claims (5)
- 半導体装置用Cu合金ボンディングワイヤであって、ワイヤ表面の結晶方位のうち、ワイヤ中心軸を含む1つの平面に垂直な方向に対して角度差が15度以下である<110>結晶方位の存在比率が、平均面積率で25%以上70%以下であることを特徴とする半導体装置用Cu合金ボンディングワイヤ。
- 前記ワイヤ表面の結晶方位のうち、前記ワイヤ中心軸方向に対して角度差が15度以下である<111>と<100>結晶方位の存在比率の合計が、平均面積率で50%以上98%以下であることを特徴とする請求項1に記載の半導体装置用Cu合金ボンディングワイヤ。
- Ni,Pd,Pt,Auの1種以上を総計で0.01質量%以上3.00質量%以下含み、残部がCuおよび不可避不純物であることを特徴とする請求項1又は2に記載の半導体装置用Cu合金ボンディングワイヤ。
- P,In,Ga,Ge,Agの1種以上を総計で0.001質量%以上1.00質量%以下含み、残部がCuおよび不可避不純物であることを特徴とする請求項1又は2に記載の半導体装置用Cu合金ボンディングワイヤ。
- さらにP,In,Ga,Ge,Agの1種以上を総計で0.001質量%以上1.00質量%以下含み、残部がCuおよび不可避不純物であることを特徴とする請求項3に記載の半導体装置用Cu合金ボンディングワイヤ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154770 | 2017-08-09 | ||
| JP2017154770 | 2017-08-09 | ||
| PCT/JP2018/029588 WO2019031497A1 (ja) | 2017-08-09 | 2018-08-07 | 半導体装置用Cu合金ボンディングワイヤ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6600121B2 true JP6600121B2 (ja) | 2019-10-30 |
| JPWO2019031497A1 JPWO2019031497A1 (ja) | 2019-11-07 |
Family
ID=65272449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019535669A Active JP6600121B2 (ja) | 2017-08-09 | 2018-08-07 | 半導体装置用Cu合金ボンディングワイヤ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10790259B2 (ja) |
| EP (1) | EP3667709B1 (ja) |
| JP (1) | JP6600121B2 (ja) |
| KR (1) | KR102167481B1 (ja) |
| CN (1) | CN110998814B (ja) |
| PH (1) | PH12020500219A1 (ja) |
| SG (1) | SG11202001066VA (ja) |
| TW (1) | TWI692822B (ja) |
| WO (1) | WO2019031497A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10790259B2 (en) | 2017-08-09 | 2020-09-29 | Nippon Steel Chemical & Material Co., Ltd. | Cu alloy bonding wire for semiconductor device |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4109498A4 (en) * | 2020-02-18 | 2023-11-08 | NIPPON STEEL Chemical & Material Co., Ltd. | BONDING WIRE MADE OF CU ALLOY FOR SEMICONDUCTOR COMPONENT |
| KR20220143664A (ko) * | 2020-02-21 | 2022-10-25 | 닛데쓰마이크로메탈가부시키가이샤 | 구리 본딩 와이어 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6148543A (ja) * | 1984-08-10 | 1986-03-10 | Sumitomo Electric Ind Ltd | 半導体素子結線用銅合金線 |
| JP3300684B2 (ja) | 1999-07-08 | 2002-07-08 | 清仁 石田 | 形状記憶特性及び超弾性を有する銅系合金、それからなる部材ならびにそれらの製造方法 |
| JP4617375B2 (ja) * | 2007-12-03 | 2011-01-26 | 新日鉄マテリアルズ株式会社 | 半導体装置用ボンディングワイヤ |
| JP5270467B2 (ja) | 2009-06-18 | 2013-08-21 | タツタ電線株式会社 | Cuボンディングワイヤ |
| CN105023902B (zh) * | 2009-07-30 | 2018-01-30 | 新日铁住金高新材料株式会社 | 半导体用接合线 |
| CN102666889A (zh) * | 2009-12-02 | 2012-09-12 | 古河电气工业株式会社 | 铜合金板材及其制造方法 |
| JP5219316B1 (ja) | 2012-09-28 | 2013-06-26 | 田中電子工業株式会社 | 半導体装置接続用銅白金合金細線 |
| JP5747970B2 (ja) * | 2013-10-10 | 2015-07-15 | 三菱マテリアル株式会社 | ボンディングワイヤ用銅素線 |
| EP3128019B1 (en) * | 2014-03-31 | 2020-10-14 | Furukawa Electric Co. Ltd. | Copper alloy wire material and manufacturing method thereof |
| SG10201403532QA (en) * | 2014-06-23 | 2016-01-28 | Heraeus Deutschland Gmbh & Co Kg | Copper bonding wire with angstrom (a) thick surface oxide layer |
| JP6422768B2 (ja) * | 2014-12-24 | 2018-11-14 | タツタ電線株式会社 | 銅ボンディングワイヤの製造方法 |
| WO2016189752A1 (ja) * | 2015-05-26 | 2016-12-01 | 日鉄住金マイクロメタル株式会社 | 半導体装置用ボンディングワイヤ |
| MY162884A (en) * | 2015-08-12 | 2017-07-20 | Nippon Micrometal Corp | Bonding wire for semiconductor device |
| JP6410692B2 (ja) * | 2015-08-28 | 2018-10-24 | 田中電子工業株式会社 | 銅合金ボンディングワイヤ |
| CN110998814B (zh) | 2017-08-09 | 2021-04-23 | 日铁化学材料株式会社 | 半导体装置用Cu合金接合线 |
-
2018
- 2018-08-07 CN CN201880051715.6A patent/CN110998814B/zh active Active
- 2018-08-07 EP EP18843445.0A patent/EP3667709B1/en active Active
- 2018-08-07 US US16/637,672 patent/US10790259B2/en active Active
- 2018-08-07 SG SG11202001066VA patent/SG11202001066VA/en unknown
- 2018-08-07 WO PCT/JP2018/029588 patent/WO2019031497A1/ja unknown
- 2018-08-07 KR KR1020207006449A patent/KR102167481B1/ko active IP Right Grant
- 2018-08-07 JP JP2019535669A patent/JP6600121B2/ja active Active
- 2018-08-09 TW TW107127755A patent/TWI692822B/zh active
-
2020
- 2020-01-29 PH PH12020500219A patent/PH12020500219A1/en unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10790259B2 (en) | 2017-08-09 | 2020-09-29 | Nippon Steel Chemical & Material Co., Ltd. | Cu alloy bonding wire for semiconductor device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3667709B1 (en) | 2024-05-15 |
| EP3667709A4 (en) | 2021-06-09 |
| JPWO2019031497A1 (ja) | 2019-11-07 |
| PH12020500219A1 (en) | 2020-10-19 |
| CN110998814A (zh) | 2020-04-10 |
| KR20200039714A (ko) | 2020-04-16 |
| TWI692822B (zh) | 2020-05-01 |
| KR102167481B1 (ko) | 2020-10-19 |
| TW201921531A (zh) | 2019-06-01 |
| EP3667709A1 (en) | 2020-06-17 |
| US10790259B2 (en) | 2020-09-29 |
| CN110998814B (zh) | 2021-04-23 |
| SG11202001066VA (en) | 2020-03-30 |
| WO2019031497A1 (ja) | 2019-02-14 |
| US20200168578A1 (en) | 2020-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4542203B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP6254649B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP6618662B2 (ja) | 半導体装置用Cu合金ボンディングワイヤ | |
| JP4904252B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP5985127B1 (ja) | 半導体装置用ボンディングワイヤ | |
| JP6600121B2 (ja) | 半導体装置用Cu合金ボンディングワイヤ | |
| WO2016203899A1 (ja) | 半導体装置用ボンディングワイヤ | |
| JP2007012776A (ja) | 半導体装置用ボンディングワイヤ | |
| JP2006216929A (ja) | 半導体装置用ボンディングワイヤ | |
| JP5393614B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP2021114609A (ja) | 半導体装置用ボンディングワイヤ | |
| JP5591987B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP2018190995A (ja) | 半導体装置用ボンディングワイヤ | |
| JP2010245574A (ja) | 半導体装置用ボンディングワイヤ | |
| JP6371932B1 (ja) | 半導体装置用ボンディングワイヤ | |
| WO2021166081A1 (ja) | 半導体装置用Cu合金ボンディングワイヤ | |
| JPWO2020059856A1 (ja) | 半導体装置用Cu合金ボンディングワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190808 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190808 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191003 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6600121 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |