JP6233384B2 - Coil end joining method for stator segment coil - Google Patents
Coil end joining method for stator segment coil Download PDFInfo
- Publication number
- JP6233384B2 JP6233384B2 JP2015212685A JP2015212685A JP6233384B2 JP 6233384 B2 JP6233384 B2 JP 6233384B2 JP 2015212685 A JP2015212685 A JP 2015212685A JP 2015212685 A JP2015212685 A JP 2015212685A JP 6233384 B2 JP6233384 B2 JP 6233384B2
- Authority
- JP
- Japan
- Prior art keywords
- pair
- tapered
- portions
- stator core
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
- H02K15/0081—Connecting winding sections; Forming leads; Connecting leads to terminals for form-wound windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0414—Windings consisting of separate elements, e.g. bars, hairpins, segments, half coils
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/28—Layout of windings or of connections between windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
本発明は、ステータに用いられるセグメントコイルのコイルエンドの接合方法に関する。 The present invention relates to a method for joining coil ends of segment coils used in a stator.
モータのステータを製造する際に、接合によりコイルを形成するセグメントコイルが用いられる。特許文献1には、セグメントコイルの端部の接合方法が記載されている。このセグメントコイルは、先端が先細り形状に形成されており、ステータコアの径方向の内側から外側に向かって順番に組み付けられ、径方向に隣接する一対のセグメントコイルはステータコアの周方向に相互に逆向きに倒し込まれている。これにより、コイルエンドの高さを短縮している。そして、接合対象となる一対のセグメントコイルの先端の接合対象部分に導電性接着剤を塗布する。その後、ステータコアの径方向に沿って一対のセグメントコイルの先端のそれぞれの隙間に複数のくさび状の板状体を挿入して接合対象部分を径方向に沿って所定の位置に固定する。その後、板状体を所定の加圧力で加圧した状態を所定時間維持して導電性接着剤を硬化させ、セグメントコイル端部の接合を行っている。 When manufacturing the stator of a motor, the segment coil which forms a coil by joining is used. Patent Document 1 describes a method of joining end portions of segment coils. This segment coil has a tapered tip, and is assembled in order from the radially inner side to the outer side of the stator core, and a pair of radially adjacent segment coils are opposite to each other in the circumferential direction of the stator core. Have been defeated. Thereby, the height of the coil end is shortened. And a conductive adhesive is apply | coated to the joining object part of the front-end | tip of a pair of segment coil used as joining object. Thereafter, a plurality of wedge-shaped plate-like bodies are inserted into the gaps at the tips of the pair of segment coils along the radial direction of the stator core, and the joining target portions are fixed at predetermined positions along the radial direction. Thereafter, the state in which the plate-like body is pressed with a predetermined pressure is maintained for a predetermined time to cure the conductive adhesive, thereby joining the end portions of the segment coils.
特許文献1に記載されたセグメントコイルの端部の接合方法は、導電性接着剤を用いており、溶接による接合方法については記載されていない。また、この方法によると、一対のセグメントコイルの先端の位置について、ステータコアの径方向に沿った位置決めを可能とするが、ステータコアの軸方向および周方向に沿った位置決めについては記載されていない。従って、この方法を一対のセグメントコイルの先端の溶接に用いようとすると、ステータコアの軸方向および周方向に沿った位置決めが精度よく実施できないという課題がある。
本発明は、ステータコアの製造においてセグメントコイルのコイルエンドの位置決めを正確に行うことができる、コイルエンド溶接方法を提供することを目的とする。
The joining method of the edge part of the segment coil described in patent document 1 uses a conductive adhesive, and does not describe the joining method by welding. Further, according to this method, the position of the tip of the pair of segment coils can be positioned along the radial direction of the stator core, but the positioning along the axial direction and the circumferential direction of the stator core is not described. Therefore, when this method is used for welding the tips of the pair of segment coils, there is a problem that positioning along the axial direction and the circumferential direction of the stator core cannot be performed with high accuracy.
An object of this invention is to provide the coil end welding method which can perform positioning of the coil end of a segment coil correctly in manufacture of a stator core.
本発明は、ステータ用セグメントコイルにおける、先端が先細り形状でステータコア側に面取り部が形成された先細り部を有するコイルエンドの接合方法であって、
ステータコアのスロットに所定の形状に形成された各セグメントコイルは前記ステータコアの径方向の内側から外側に向かって順番に組み付けられ、
前記ステータコアにおいて前記径方向に隣接する一対の前記セグメントコイルのコイルエンドは前記ステータコアの周方向に相互に逆向きに倒し込まれており、
前記コイルエンドが倒し込まれた状態において前記径方向に隣接する一対の前記先細り部に嵌合する一対の爪部が設けられた一対の第1の押さえ治具を前記ステータコアの軸方向に沿って前記コイルエンドに接近させて前記一対の先細り部を押圧し、
前記一対の爪部の一方の爪部を前記一対の先細り部の一方の先細り部の前記面取り部に嵌合させ、かつ他方の爪部を前記一対の先細り部の他方の先細り部の前記面取り部に嵌合させて前記一対の先細り部の前記軸方向の位置を固定し、
前記一対の先細り部を一対の第2の押さえ治具によって前記径方向の内側および外側から挟持して前記一対の先細り部を接触させ前記一対の先細り部の前記径方向の位置を固定し、
前記一対の先細り部の接触部を溶接する。
The present invention is a method for joining coil ends having a tapered portion in which a tip is tapered and a chamfered portion is formed on the stator core side in a segment coil for a stator,
Each segment coil formed in a predetermined shape in the stator core slot is assembled in turn from the inside in the radial direction of the stator core toward the outside,
In the stator core, the coil ends of a pair of the segment coils adjacent in the radial direction are tilted in opposite directions in the circumferential direction of the stator core,
A pair of first pressing jigs provided with a pair of claw portions fitted to a pair of tapered portions adjacent in the radial direction in a state where the coil end is folded down are arranged along the axial direction of the stator core. Pressing the pair of tapered portions close to the coil ends,
One claw portion of the pair of claw portions is fitted to the chamfered portion of one tapered portion of the pair of tapered portions, and the other claw portion is the chamfered portion of the other tapered portion of the pair of tapered portions. To fix the axial position of the pair of tapered portions,
The pair of tapered portions are sandwiched from the inside and outside in the radial direction by a pair of second pressing jigs to contact the pair of tapered portions and fix the radial position of the pair of tapered portions,
The contact portions of the pair of tapered portions are welded.
本発明は、このような構成により、ステータコアにおいてコイルエンドの先細り部を第1の押さえ治具によって押圧し、第1の押さえ治具の一対の爪部を一対の先細り部に嵌合させることにより、先細り部のステータコアの軸方向に沿った位置を所定の位置に固定することができる。そして、一対の先細り部を一対の第2の押さえ治具によってステータコアの径方向に沿って挟持することにより一対の先細り部の径方向の位置を所定の位置に固定することができる。 According to the present invention, by such a configuration, the tapered portion of the coil end is pressed by the first pressing jig in the stator core, and the pair of claw portions of the first pressing jig are fitted to the pair of tapered portions. The position of the tapered portion along the axial direction of the stator core can be fixed at a predetermined position. The pair of tapered portions can be fixed at a predetermined position by sandwiching the pair of tapered portions along the radial direction of the stator core by the pair of second pressing jigs.
本発明はさらに、前記一対の爪部の一方の爪部を前記一対の先細り部の一方の先細り部の前記面取り部に嵌合させ、かつ他方の爪部を前記一対の先細り部の他方の先細り部の前記面取り部に嵌合させた状態で前記一対の爪部を互いに前記周方向に沿って近づけるように移動させることにより前記一対の先細り部の前記周方向の位置を固定する。 The present invention further includes fitting one claw portion of the pair of claw portions to the chamfered portion of one tapered portion of the pair of tapered portions, and setting the other claw portion to the other tapered portion of the pair of tapered portions. The circumferential position of the pair of tapered portions is fixed by moving the pair of claw portions so as to approach each other along the circumferential direction while being fitted to the chamfered portion.
本発明は、一対の爪部を互いにステータコアの周方向に沿って近づけるように移動させることにより一対の先細り部をステータコアの周方向に沿って挟持し、一対の先細り部のステータコアの周方向に沿った位置を所定の位置に固定することができる。この状態において、一対の先細り部は、一対の爪部によって軸方向に対しても所定の位置に固定されており、かつ一対の第2の押さえ治具によってステータコアの径方向に沿って固定されている。即ち、本発明は、コイルエンドの先細り部をステータコアの軸方向と径方向と周方向とに対して所定の位置に固定することができる。 The present invention clamps the pair of tapered portions along the circumferential direction of the stator core by moving the pair of claw portions so as to approach each other along the circumferential direction of the stator core, and extends along the circumferential direction of the stator core of the pair of tapered portions. The fixed position can be fixed at a predetermined position. In this state, the pair of tapered portions are fixed at predetermined positions in the axial direction by the pair of claw portions, and are fixed along the radial direction of the stator core by the pair of second pressing jigs. Yes. That is, according to the present invention, the tapered portion of the coil end can be fixed at a predetermined position with respect to the axial direction, the radial direction, and the circumferential direction of the stator core.
本発明はさらに、前記周方向に沿うと共に前記軸方向において前記ステータコアに近接する方向に傾斜している嵌合面を有しており、前記一対の爪部を互いに前記周方向に沿って近づけるように移動させた際に前記一対の先細り部のそれぞれの前記面取り部を前記嵌合面に嵌合させて前記一対の先細り部の前記周方向の位置を固定する。 The present invention further includes a fitting surface that is inclined in a direction along the circumferential direction and close to the stator core in the axial direction, so that the pair of claws are brought closer to each other along the circumferential direction. The chamfered portion of each of the pair of tapered portions is fitted to the fitting surface when the pair of tapered portions are moved, and the circumferential position of the pair of tapered portions is fixed.
本発明は、第1の押さえ治具の爪部に嵌合面が形成されていることにより、第1の押さえ治具をステータコアの周方向に移動させた際に、コイルエンドの先細り部を爪部に確実に嵌合させることができる。これにより、本発明は先細り部をステータコアの周方向と同時に軸方向に対して所定の位置に確実に固定することができる。 According to the present invention, since the fitting surface is formed on the claw portion of the first pressing jig, the tapered portion of the coil end is clawed when the first pressing jig is moved in the circumferential direction of the stator core. It can be reliably fitted to the part. Thereby, this invention can fix a taper part to the predetermined position reliably with respect to the axial direction simultaneously with the circumferential direction of a stator core.
本発明はさらに、前記第1の押さえ治具には、前記接触部を溶接するための貫通孔が形成されており、前記貫通孔は、前記接触部の前記軸方向に沿った位置に対応する位置に設けられており、
前記貫通孔を介して前記軸方向から前記接触部をレーザ溶接する。
According to the present invention, a through hole for welding the contact portion is formed in the first pressing jig, and the through hole corresponds to a position along the axial direction of the contact portion. In the position,
The contact portion is laser welded from the axial direction through the through hole.
本発明は、第2の押さえ治具および第1の押さえ治具によって所定の位置に固定された一対の先細り部を第1の押さえ治具に形成された貫通孔を介してステータコアの軸方向から一対の先細り部の接触部を溶接することができる。この貫通孔を通じてレーザを照射することにより、溶接対象である一対の先細り部以外の部分に影響を与えること無く、接触部を溶接することができる。 According to the present invention, a pair of tapered portions fixed at predetermined positions by the second pressing jig and the first pressing jig are arranged in the axial direction of the stator core through the through holes formed in the first pressing jig. The contact portions of the pair of tapered portions can be welded. By irradiating the laser through this through hole, the contact portion can be welded without affecting the portions other than the pair of tapered portions to be welded.
本発明によると、ステータコアの製造においてセグメントコイルのコイルエンドを接合する際に、セグメントコイルのコイルエンドの位置決めを正確に行うことができる。 According to the present invention, when the coil ends of the segment coils are joined in manufacturing the stator core, the coil ends of the segment coils can be accurately positioned.
以下、図面を参照して本発明に係るステータ用セグメントコイルのコイルエンド接合装置および接合方法の実施形態について説明する。 DESCRIPTION OF EMBODIMENTS Hereinafter, embodiments of a coil end joining apparatus and joining method for a stator segment coil according to the present invention will be described with reference to the drawings.
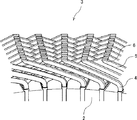
図1及び図2に示されるように、モータ用のステータ1は、円環状のステータコア2と、ステータコア2の内側にコイル3を形成するための複数のセグメントコイル4とを有する。ステータコア2は、ステータコア2は薄い円環状の鉄板を重ね合わせて形成される。ステータコア2の内側には、U字状に形成された複数のセグメントコイル4がステータコア2の周方向に沿って配列されている。そして、複数のセグメントコイル4は、ステータコア2の径方向に沿って内側から外側に向かって順番に積層されている。このようにして組み付けられた複数のセグメントコイル4によってコイル3が形成されている。
As shown in FIGS. 1 and 2, the motor stator 1 includes an annular stator core 2 and a plurality of
図3に示されるように、ステータコア2の径方向に隣接する一対のセグメントコイル4の一対のコイルエンド5は、ステータコア2の周方向に相互に逆向きに倒し込まれている。コイルエンド5の先端には、先細り形状に形成された先細り部6を有する。先細り部6は、コイルエンド5がステータコア2と平行に切断されたような形状に形成されている。これにより、コイルエンド5のステータコア2の軸方向に沿った高さを短縮している。隣接する一対のコイルエンド5の先端はお互いに溶接されており、電気的に接続されている。
As shown in FIG. 3, the pair of coil ends 5 of the pair of
図4に示されるように、先細り部6の先端には、ステータコア2の軸方向に先端が跳ね上がるように面取り部7が形成されている。面取り部7によって、先細り部6の先端の角度は鈍くなるように形成される。先細り部6の先端の角度θは90°未満である。図5に示されるように、面取り部7は、ステータコア2側に凸となるようにR形状に形成してもよい。先細り部6は、例えば、次のように形成する。直線状に伸ばされた帯状の導線の一部に対し、導線の軸線が帯の断面の長手方向に平行にずれるように屈曲させて屈曲部を形成する。屈曲部は、例えば、導線を金型に形成する。その後、屈曲部を帯の断面の短手方向の両側面からプレスする。その後、この屈曲部の帯の断面の長手方向から導線の軸線に対して斜めに切断することにより、面取り部7を有する先細り部6を形成する。
As shown in FIG. 4, a chamfered
隣接する一対の先細り部6の先端は溶接される。そして、ステータコア2の周方向には、一対の先細り部6の溶接部(絶縁皮膜が除去された箇所)が間隔をもって配置される。先細り部6の先端をこのような形状に形成することにより、ステータコア2の周方向に隣接する該溶接部の絶縁距離を拡大することができる。絶縁距離の拡大により、セグメントコイル4の渦電流損を低減することができる。以下、隣接する一対のコイルエンド5に用いられるコイルエンド接合装置50及び溶接方法について説明する。
The tip ends of a pair of adjacent
図6から図8に示されるように、コイルエンド接合装置50は、コイルエンド5のステータコア2の軸方向及び周方向の位置決めを行うための一対の第1の押さえ治具10,10’と、コイルエンド5のステータコア2の径方向の位置決めを行うための一対の第2の押さえ治具20,20’とを有している。
As shown in FIGS. 6 to 8, the coil
コイルエンド5には、先端が逆方向になるようにコイルエンド5’がステータコア2の径方向(Y方向)に隣接している。コイルエンド5の先細り部6には、先細り部6のステータコア2の軸方向(Z方向)および周方向(X方向)に沿った位置決めを行うための第1の押さえ治具10が嵌合している。第1の押さえ治具10の底部には、先細り部6を押圧するためのX方向に沿って平坦な平坦部11が形成されている。
The
平坦部11には、下方(-Z方向)に突出するように形成された爪部12が形成されている。爪部12には、移動方向(-X方向)に傾斜している嵌合面14が形成されている。嵌合面14は、周方向(X方向)に沿うと共に軸方向(Z方向)においてステータコア2に近接する方向に傾斜している。爪部12は、X方向に隣接するコイルエンド5と干渉しないように面取り部7とX方向に隣接するコイルエンド5とによって形成された空間Sに入るように形成される。平坦部11と爪部12とによって先細り部6は、第1の押さえ治具10に嵌合する。
The
第1の押さえ治具10には、コイルエンド5’を押圧するための第1の押さえ治具10’が-Y方向に隣接している。コイルエンド5’および第1の押さえ治具10’はそれぞれコイルエンド5および第1の押さえ治具10と同様の構成および形状を有しており、Z軸に対して回転対称に配置されている。従って、以下、コイルエンド5’および第1の押さえ治具10’については上記の構成と同様である。第1の押さえ治具10には、Z軸方向に沿って貫通した貫通孔13が形成されている。貫通孔13は、第1の押さえ治具10に先細り部6のZ軸方向に沿った位置に対応する位置に貫通して設けられている。貫通孔13及び貫通孔13’によりコイルエンド5を溶接するための1個の貫通孔が形成される。
A first
図9に示されるように、第1の押さえ治具10は、Z軸に沿って-Z方向にコイルエンド5に接近するように移動し、基準位置Pで-Z方向に力を与えながら停止する。このとき、爪部12は、面取り部7に接触しないように空間Sに入る。これにより、コイルエンド5の先細り部6の上端が平坦部11に当接し、コイルエンド5は、第1の押さえ治具10によって-Z方向に力が与えられる。このとき、先細り部6の上端は、基準位置Pに配置され、先細り部6のZ軸方向の位置が固定される。
As shown in FIG. 9, the first
同様に、コイルエンド5’の先細り部6’も第1の押さえ治具10’によってZ軸方向の位置が固定される。即ち、一対の先細り部6,6’は、一対の第1の押さえ治具10,10’によってステータコア2の軸方向に押圧され、一対の先細り部6,6’のステータコア2の軸方向の位置が固定される。
Similarly, the
その後、第1の押さえ治具10は、-X方向に移動し、爪部12が面取り部7に当接する。これにより、先細り部6が第1の押さえ治具10に嵌合し、先細り部6のX軸方向の位置が固定される。同様に、コイルエンド5’の先細り部6’も第1の押さえ治具10’によってX軸方向の位置が固定される。即ち、爪部12を先細り部6先細り部6の面取り部7に嵌合させ、かつ爪部12’を先細り部6’の面取り部7’に嵌合させた状態で一対の爪部12,12’を互いに周方向に沿って近づけるように移動させ、一対の先細り部6,6’の周方向の位置を固定する。
Thereafter, the first
このとき、一対の爪部12,12’を互いに周方向に沿って近づけるように移動させた際に、一対の先細り部6,6’のそれぞれの面取り部7,7’は、それぞれの嵌合面14,14’に嵌合され、一対の先細り部6,6’の周方向の位置が固定される。これにより、一対の先細り部6,6’は、一対の第1の押さえ治具10,10’によってステータコア2の周方向から挟持されて嵌合され、一対の先細り部6,6’のステータコア2の周方向の位置が固定される。
At this time, when the pair of
図10から図13に示されるように、セグメントコイル4の位置は種々のバラつきがある。セグメントコイル4の曲げ角度が小さい場合、コイルエンド5が基準位置Pより上方(Z軸方向)に突出する(図10参照)。この場合、第1の押さえ治具10がZ軸に沿って下降し、先細り部6を下方に押圧することにより、先細り部6が基準位置Pに配置される。一方、セグメントコイル4の曲げ角度が大きい場合、コイルエンド5が基準位置Pより下方(-Z方向)に下がって位置する(図11参照)。この場合、第1の押さえ治具10がX軸に沿って移動し、爪部12で先細り部6を上方に引き上げる。即ち、爪部12の嵌合面14に先細り部6の面取り部7を滑り上がらせて爪部12に先細り部6を嵌合させる。これにより、先細り部6が基準位置Pに配置される。
As shown in FIGS. 10 to 13, the position of the
また、セグメントコイル4の曲げのRが大きすぎる場合(図12参照)、コイルエンド5の位置がX軸方向にずれて配置される。この場合、第1の押さえ治具10がX軸に沿って移動し、爪部12で先細り部6を-X方向に移動させることにより、爪部12と平坦部11によってセグメントコイル4の軸方向に圧縮される力が加えられ、曲がりRが縮小され、正規の位置に先細り部6が配置される(図13参照)。
If the bending R of the
次に、コイルエンド5のステータコア2の径方向に対する位置決めについて説明する。一対のコイルエンド5,5’は、Y軸方向に沿って一対の第2の押さえ治具20,20’によって両側面が挟持される(図7参照)。一対の第2の押さえ治具20,20’の先端部21,21’には、一対の先細り部6,6’を両側面から挟持する突起部22,22’が設けられている。突起部22,22’は、ステータコア2の径方向に複数に隣接する一対の先細り部6,6’の間の空間Q,Q’に入るように−Z方向に突出して形成されている。即ち、一対のコイルエンド5,5’は、一対の第2の押さえ治具20,20’によってステータコア2の径方向の内側および外側から挟持される。これにより、一対のコイルエンド5,5’は、Y軸方向の動きが規制される。そして、一対の先細り部6は、ステータコア2の径方向の位置が正規の位置に固定される。
Next, positioning of the
一対の第1の押さえ治具10,10’と、一対の第2の押さえ治具20,20’とによって一対の先細り部6,6’は、ステータコア2の軸方向と、周方向と、径方向との3軸方向に固定されると共に正規の位置に配置される。この時、一対の先細り部6,6’は、相互に接触しており接触部Bが形成されている。接触部Bは、貫通孔13,13’を介してZ軸上方から確認される。その後、接触部Bは、Z軸方向の上方よりレーザ溶接機30によって貫通孔13,13’を介してレーザ31で溶接される。貫通孔13,13’からレーザを照射すると、溶接対象である接触部B以外の部分に影響を与えること無く、接触部Bを溶接することができる。
The pair of tapered
上述したように、セグメントコイル4のコイルエンド5の溶接方法によると、コイルエンド5が先細り形状に形成された先細り部6を有している場合、一対の先細り部6,6’を正規の位置に正確に位置決めすることができる。そして、一対の第1の押さえ治具10,10’に設けられた貫通孔13,13’によって、一対の先細り部6,6’をレーザ溶接することができる。貫通孔13,13’により、溶接対象でない他の場所に影響を与えることが無い。そして、コイルエンド5の溶接方法によると、セグメントコイル4の全長を短縮することができ、製造されるモータを小型化することができる。また、セグメントコイル4の全長を短縮することにより、モータの製造コストを低減することができる。
As described above, according to the welding method of the
なお、本発明は上記の実施形態に限られたものではなく、趣旨を逸脱しない範囲で適宜変更することが可能である。 Note that the present invention is not limited to the above-described embodiment, and can be modified as appropriate without departing from the spirit of the present invention.
図14に示されるように、一対の第1の押さえ治具10,10’と、一対の第2の押さえ治具20,20’とをステータコア2の周方向に延在するように複数配列して形成されたクランプ装置40を設けてもよい。以下の説明では上記で説明した構成と同一のものは同一の名称および符号を用い、同様な構成は同一の名称を用い、重複する説明は省略する。
As shown in FIG. 14, a plurality of pairs of first
クランプ装置40は、円環状の内周側クランプ41と、内周側クランプ41の外周に配置された円環状の外周側クランプ42と、外周側クランプ42の外周側に放射状に配置された複数の第2の押さえ治具43とを有する。内周側クランプ41と、外周側クランプ42とには複数の貫通孔41a,42aが形成されており、一対の貫通孔41a,42aにより貫通孔Hが形成されている。内周側クランプ41と、外周側クランプ42とは、相対的に同心に回転自在である。
The
図15に示されるように、第2の押さえ治具43は、外周側クランプ42の側面にY軸方向に摺動自在に配置される。内周側クランプ41の下面には、第2の押さえ治具43に対向して突起部41bが設けられている。第2の押さえ治具43と突起部41bとによって、一対の先細り部6,6’がY軸方向に沿って挟持される。
As shown in FIG. 15, the second
図16に示されるように、一対の先細り部6,6’は、内周側クランプ41の下面に形成された爪部41cと、外周側クランプ42の底面に形成された爪部42cとによってステータコア2の周方向に挟持される。ステータコア2の周方向に延在する多数の一対の先細り部6,6’は、内周側クランプ41と、外周側クランプ42との相対的な回転によりステータコア2の周方向に位置決めされる。そして、多数の一対の先細り部6,6’は、内周側クランプ41と、外周側クランプ42とによってステータコア2の軸方向に位置決めされる。その後、多数の一対の先細り部6,6’の接触部Bは、貫通孔Hを介してレーザ溶接される。
As shown in FIG. 16, the pair of tapered
ステータコア2の周方向にさらに延在する他の多数の一対の先細り部6,6’については、異なる外径を有するクランプ装置40によって位置決めされ、レーザ溶接される。
The other multiple pairs of
1…ステータ 2…ステータコア 3…コイル 4…セグメントコイル 5…コイルエンド 6…先細り部 7…面取り部 10…第1の押さえ治具 11…平坦部 12…爪部 13…貫通孔 14…嵌合面 20…第2の押さえ治具 30…レーザ溶接機 31…レーザ 40…クランプ装置 41…内周側クランプ 41a…貫通孔 41b…突起部 41c…爪部 42…外周側クランプ 42c…爪部 43…第2の押さえ治具 50…コイルエンド接合装置
DESCRIPTION OF SYMBOLS 1 ... Stator 2 ... Stator core 3 ...
Claims (4)
ステータコアのスロットに所定の形状に形成された各セグメントコイルは前記ステータコアの径方向の内側から外側に向かって順番に組み付けられ、
前記ステータコアにおいて前記径方向に隣接する一対の前記セグメントコイルのコイルエンドは前記ステータコアの周方向に相互に逆向きに倒し込まれており、
前記コイルエンドが倒し込まれた状態において前記径方向に隣接する一対の前記先細り部に嵌合する一対の爪部が設けられた一対の第1の押さえ治具を前記ステータコアの軸方向に沿って前記コイルエンドに接近させて前記一対の先細り部を押圧し、
前記一対の爪部の一方の爪部を前記一対の先細り部の一方の先細り部の前記面取り部に嵌合させ、かつ他方の爪部を前記一対の先細り部の他方の先細り部の前記面取り部に嵌合させて前記一対の先細り部の前記軸方向の位置を固定し、
前記一対の先細り部を一対の第2の押さえ治具によって前記径方向の内側および外側から挟持して前記一対の先細り部を接触させ前記一対の先細り部の前記径方向の位置を固定し、
前記一対の先細り部の接触部を溶接する、
コイルエンドの接合方法。 In a segment coil for a stator, a coil end joining method having a tapered portion in which a tip is tapered and a chamfered portion is formed on the stator core side,
Each segment coil formed in a predetermined shape in the stator core slot is assembled in turn from the inside in the radial direction of the stator core toward the outside,
In the stator core, the coil ends of a pair of the segment coils adjacent in the radial direction are tilted in opposite directions in the circumferential direction of the stator core,
A pair of first pressing jigs provided with a pair of claw portions fitted to a pair of tapered portions adjacent in the radial direction in a state where the coil end is folded down are arranged along the axial direction of the stator core. Pressing the pair of tapered portions close to the coil ends,
One claw portion of the pair of claw portions is fitted to the chamfered portion of one tapered portion of the pair of tapered portions, and the other claw portion is the chamfered portion of the other tapered portion of the pair of tapered portions. To fix the axial position of the pair of tapered portions,
The pair of tapered portions are sandwiched from the inside and outside in the radial direction by a pair of second pressing jigs to contact the pair of tapered portions and fix the radial position of the pair of tapered portions,
Welding the contact portions of the pair of tapered portions;
Coil end joining method.
請求項1に記載の接合方法。 One claw portion of the pair of claw portions is fitted to the chamfered portion of one tapered portion of the pair of tapered portions, and the other claw portion is the chamfered portion of the other tapered portion of the pair of tapered portions. Fixing the circumferential position of the pair of tapered portions by moving the pair of claw portions closer to each other along the circumferential direction in a state fitted to
The joining method according to claim 1.
請求項1または2に記載の接合方法。 The claw portion has a fitting surface that is inclined in a direction close to the stator core in the axial direction along the circumferential direction, so that the pair of claw portions can be brought closer to each other along the circumferential direction. The chamfered portion of each of the pair of tapered portions is fitted to the fitting surface when moved to the position, and the circumferential position of the pair of tapered portions is fixed.
The joining method according to claim 1 or 2.
前記貫通孔を介して前記接触部をレーザ溶接する、
請求項1から3のいずれか1項に記載の接合方法。 A through hole for welding the contact portion is formed in the pair of first pressing jigs, and the through hole is located at a position corresponding to a position along the axial direction of the contact portion. Provided along the axial direction,
Laser welding the contact through the through hole;
The joining method according to any one of claims 1 to 3.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015212685A JP6233384B2 (en) | 2015-10-29 | 2015-10-29 | Coil end joining method for stator segment coil |
| US15/295,155 US10355567B2 (en) | 2015-10-29 | 2016-10-17 | Joining method for coil ends of segment coils for stator |
| CN201610916250.9A CN106877583B (en) | 2015-10-29 | 2016-10-20 | The end turn joint method and engagement device of stator sectional coil |
| DE102016120208.8A DE102016120208B4 (en) | 2015-10-29 | 2016-10-24 | JOINING PROCESS FOR COIL ENDS OF SEGMENT COILS FOR A STATOR AND JOINT DEVICE |
| US16/406,490 US10879776B2 (en) | 2015-10-29 | 2019-05-08 | Joining apparatus for coil ends of segment coils for stator |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015212685A JP6233384B2 (en) | 2015-10-29 | 2015-10-29 | Coil end joining method for stator segment coil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017085806A JP2017085806A (en) | 2017-05-18 |
| JP6233384B2 true JP6233384B2 (en) | 2017-11-22 |
Family
ID=58546115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015212685A Active JP6233384B2 (en) | 2015-10-29 | 2015-10-29 | Coil end joining method for stator segment coil |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US10355567B2 (en) |
| JP (1) | JP6233384B2 (en) |
| CN (1) | CN106877583B (en) |
| DE (1) | DE102016120208B4 (en) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6729432B2 (en) * | 2017-02-03 | 2020-07-22 | 株式会社デンソー | Stator manufacturing equipment |
| JP2019068565A (en) * | 2017-09-29 | 2019-04-25 | トヨタ自動車株式会社 | Stator of rotary electric machine |
| CN109586454B (en) * | 2017-09-29 | 2021-07-20 | 比亚迪股份有限公司 | Stator assembly and motor and vehicle with same |
| CN109586445A (en) * | 2017-09-29 | 2019-04-05 | 比亚迪股份有限公司 | Conductor segment and stator module, motor with it |
| CN109586448A (en) * | 2017-09-29 | 2019-04-05 | 比亚迪股份有限公司 | Conductor segment and stator module, motor with it |
| JP7000134B2 (en) * | 2017-11-24 | 2022-01-19 | トヨタ自動車株式会社 | Method for forming the stator coil and its lead portion |
| JP6974206B2 (en) * | 2018-02-13 | 2021-12-01 | トヨタ自動車株式会社 | Stator manufacturing method and bending equipment |
| JP7068012B2 (en) | 2018-04-06 | 2022-05-16 | トヨタ自動車株式会社 | Manufacturing method and manufacturing equipment for rotary electric stator |
| DE102018121745A1 (en) * | 2018-09-06 | 2020-03-12 | Aumann AG | Method and device for producing an arrangement of coil elements for a plug-in coil of an electrical machine |
| JP7053419B2 (en) * | 2018-09-14 | 2022-04-12 | トヨタ自動車株式会社 | Bending molding jig |
| JP2020048359A (en) * | 2018-09-20 | 2020-03-26 | トヨタ自動車株式会社 | Method of manufacturing stator |
| JP7060487B2 (en) * | 2018-10-12 | 2022-04-26 | トヨタ自動車株式会社 | Manufacturing method of rotary electric stator |
| JP7057273B2 (en) * | 2018-12-19 | 2022-04-19 | トヨタ自動車株式会社 | Clamping device |
| CN111774728B (en) * | 2019-04-03 | 2022-07-05 | 通快激光与系统工程有限公司 | Stator copper wire welding method, controller, laser processing machine and readable program carrier |
| JP2021013222A (en) * | 2019-07-04 | 2021-02-04 | 本田技研工業株式会社 | Coil separation method and coil separation device |
| JP7294016B2 (en) | 2019-09-13 | 2023-06-20 | 株式会社デンソー | STATOR MANUFACTURING APPARATUS AND MANUFACTURING METHOD |
| WO2021059426A1 (en) * | 2019-09-26 | 2021-04-01 | 株式会社 東芝 | Coil, and dynamo-electric machine |
| JP6848131B1 (en) * | 2020-01-15 | 2021-03-24 | 株式会社東芝 | Stator and how to manufacture the stator |
| WO2021144898A1 (en) * | 2020-01-15 | 2021-07-22 | 株式会社 東芝 | Stator manufacturing method |
| WO2021144899A1 (en) * | 2020-01-15 | 2021-07-22 | 株式会社 東芝 | Stator manufacturing method and stator manufacturing device |
| WO2021144937A1 (en) * | 2020-01-16 | 2021-07-22 | 株式会社 東芝 | Rotating electric machine stator |
| JP7560372B2 (en) | 2021-01-29 | 2024-10-02 | トヨタ自動車株式会社 | Stator manufacturing method and clamping jig |
| CN116418154A (en) * | 2021-12-31 | 2023-07-11 | 联合汽车电子有限公司 | Winding end processing method, winding end structure and stator assembly |
| DE102023200907A1 (en) | 2023-02-03 | 2024-08-08 | Robert Bosch Gesellschaft mit beschränkter Haftung | Method for producing a plug-in winding of an electrical machine and a positioning device |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10016151A1 (en) * | 1999-04-02 | 2000-10-05 | Denso Corp | Stator of rotating electrical machine production method, involves providing several U shaped base conductor segments and several shaped connection conductor segments |
| JP2001069731A (en) * | 1999-08-31 | 2001-03-16 | Denso Corp | Manufacture of coil of rotary electric machine |
| JP3738733B2 (en) * | 2002-01-18 | 2006-01-25 | 株式会社デンソー | Stator for rotating electrical machine for vehicle and method for manufacturing the same |
| JP3889630B2 (en) * | 2002-01-21 | 2007-03-07 | 三菱電機株式会社 | Winding joining method for rotating electrical machines |
| JP3630141B2 (en) * | 2002-02-28 | 2005-03-16 | 株式会社デンソー | Manufacturing method of stator of rotating electric machine |
| JP4019951B2 (en) * | 2002-03-01 | 2007-12-12 | 株式会社デンソー | Manufacturing method of winding of rotating electrical machine and processing method of winding recess |
| JP3775317B2 (en) * | 2002-03-20 | 2006-05-17 | 株式会社デンソー | Manufacturing method of winding of rotating electric machine |
| JP3775349B2 (en) * | 2002-06-03 | 2006-05-17 | 株式会社デンソー | Method of manufacturing stator winding of rotating electrical machine, winding structure, and method of manufacturing winding |
| JP3832392B2 (en) * | 2002-06-25 | 2006-10-11 | 株式会社デンソー | Segment sequential joining stator coil of rotating electric machine and method for manufacturing the same |
| JP3786058B2 (en) * | 2002-06-25 | 2006-06-14 | 株式会社デンソー | Segment sequential joining stator coil of rotating electric machine and method for manufacturing the same |
| KR20050061522A (en) * | 2002-10-07 | 2005-06-22 | 발레오 에끼쁘망 엘렉뜨리끄 모뙤르 | Arrangement for welding ends of electrical conductor segment pairs of a rotating electrical machine winding |
| JP2004328861A (en) | 2003-04-23 | 2004-11-18 | Toyota Motor Corp | Welding method and grounding jig for segment coil |
| JP4539418B2 (en) * | 2005-04-21 | 2010-09-08 | トヨタ自動車株式会社 | Method of joining segment coil ends |
| US8302286B2 (en) * | 2008-09-30 | 2012-11-06 | Denso Corporation | Method for manufacturing a stator winding |
| JP5204627B2 (en) * | 2008-11-12 | 2013-06-05 | 日特エンジニアリング株式会社 | Connecting coil winding method and connecting coil winding apparatus |
| WO2013190860A1 (en) * | 2012-06-22 | 2013-12-27 | 本田技研工業株式会社 | Stator manufacturing device and stator manufacturing method |
| JP5954137B2 (en) | 2012-11-22 | 2016-07-20 | トヨタ自動車株式会社 | Stator manufacturing method and stator manufacturing apparatus |
| JP2014161176A (en) | 2013-02-20 | 2014-09-04 | Honda Motor Co Ltd | Manufacturing method for stator of rotary electric machine |
| JP5962607B2 (en) * | 2013-07-23 | 2016-08-03 | トヨタ自動車株式会社 | Rotating electrical machine stator and manufacturing method thereof |
| JP2015082868A (en) * | 2013-10-21 | 2015-04-27 | トヨタ自動車株式会社 | Motor stator manufacturing method, and motor |
| JP6203085B2 (en) * | 2014-03-07 | 2017-09-27 | 平田機工株式会社 | Positioning member, positioning device, and stator manufacturing method |
-
2015
- 2015-10-29 JP JP2015212685A patent/JP6233384B2/en active Active
-
2016
- 2016-10-17 US US15/295,155 patent/US10355567B2/en not_active Expired - Fee Related
- 2016-10-20 CN CN201610916250.9A patent/CN106877583B/en not_active Expired - Fee Related
- 2016-10-24 DE DE102016120208.8A patent/DE102016120208B4/en not_active Expired - Fee Related
-
2019
- 2019-05-08 US US16/406,490 patent/US10879776B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106877583B (en) | 2019-06-21 |
| DE102016120208B4 (en) | 2021-03-25 |
| US10879776B2 (en) | 2020-12-29 |
| US20190267879A1 (en) | 2019-08-29 |
| US10355567B2 (en) | 2019-07-16 |
| CN106877583A (en) | 2017-06-20 |
| US20170126106A1 (en) | 2017-05-04 |
| DE102016120208A1 (en) | 2017-05-04 |
| JP2017085806A (en) | 2017-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6233384B2 (en) | Coil end joining method for stator segment coil | |
| JP6390772B2 (en) | Stator assembly method and stator assembly apparatus | |
| JP6234457B2 (en) | Stator | |
| JP6531355B2 (en) | Coil parts | |
| JP2016189657A (en) | Clamp jig and method of manufacturing stator | |
| US10862367B2 (en) | Stator of electric rotary machine | |
| JP2013165615A (en) | Positioning device of segment coil | |
| JP2015104249A (en) | Coil joining method for rotary electric machine and coil for rotary electric machine | |
| JP2015035922A (en) | Coil joining method for rotating electrical machine | |
| US10811944B2 (en) | Stator of electric rotary machine | |
| JP5893904B2 (en) | Laminated iron core and method for manufacturing the same | |
| JP7560372B2 (en) | Stator manufacturing method and clamping jig | |
| JP6554809B2 (en) | Coil winding manufacturing method and coil winding | |
| US9444300B2 (en) | Core winding method and stator | |
| JP2015231277A (en) | Stator of rotary electric machine, and method and apparatus for manufacturing the same | |
| JP4114588B2 (en) | Segment positioning apparatus and stator manufacturing method | |
| JP2019161058A (en) | Winding component | |
| WO2020067353A1 (en) | Stator manufacturing method | |
| JP7160650B2 (en) | Clamping device and stator manufacturing method using the clamping device | |
| JPWO2017159865A1 (en) | Clamp jig, stator manufacturing apparatus, and stator manufacturing method | |
| WO2020067352A1 (en) | Stator manufacturing method | |
| JP7057273B2 (en) | Clamping device | |
| JP7503353B2 (en) | Segment coil welding device and method of manufacturing a stator for a rotating electric machine | |
| JP7290517B2 (en) | Stator manufacturing method | |
| JP4044566B2 (en) | Surface mount inductor and method of manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171009 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6233384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |