JP5902064B2 - 金属箔成型容器 - Google Patents
金属箔成型容器 Download PDFInfo
- Publication number
- JP5902064B2 JP5902064B2 JP2012175977A JP2012175977A JP5902064B2 JP 5902064 B2 JP5902064 B2 JP 5902064B2 JP 2012175977 A JP2012175977 A JP 2012175977A JP 2012175977 A JP2012175977 A JP 2012175977A JP 5902064 B2 JP5902064 B2 JP 5902064B2
- Authority
- JP
- Japan
- Prior art keywords
- corner
- wall
- metal foil
- peripheral wall
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011888 foil Substances 0.000 title claims description 38
- 229910052751 metal Inorganic materials 0.000 title claims description 36
- 239000002184 metal Substances 0.000 title claims description 36
- 238000000465 moulding Methods 0.000 title claims description 18
- 230000002093 peripheral effect Effects 0.000 claims description 56
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 20
- 230000000630 rising effect Effects 0.000 claims description 18
- 238000005452 bending Methods 0.000 claims description 5
- 238000004804 winding Methods 0.000 description 8
- 235000013305 food Nutrition 0.000 description 6
- 235000014347 soups Nutrition 0.000 description 6
- 230000037303 wrinkles Effects 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 235000013611 frozen food Nutrition 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 235000012054 meals Nutrition 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 235000013555 soy sauce Nutrition 0.000 description 1
Images






Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Description
この種の食品包装体は、容器ごとガスコンロにかけて簡単に加熱調理することができ、また食後はその容器を使い捨てにできるため、便利であり広く流通している。
その場合、これらスープ(だし、つゆ)の袋を破って容器にあけ、さらに水を容器に入れて、そのスープが粉末である場合にはこれを水に溶かし、濃縮液体である場合にはこれを水で薄めて、適当な濃度に調整することになる。
このように喫水線を設け、その喫水線に水面が合致するように容器に水を入れると、スープが適当な濃度に調整されることになる。
したがって、この凹みは、いわば冷凍食品のグリップ部として機能するものであり、喫水線とは機能や目的を異にする。
底壁21には補強のための凹凸部21aが設けられている。このような金属箔成型容器20は金属箔からプレス成型されている。なお図3中、周壁22およびフランジ23に付されている線は、金属箔から容器20をプレス成型する際に自然に生じる皺を示している。
したがって、周壁22は底壁21から円錐形状に均等に広がっているのではなく、図4(a)および(b)に示すように、その周方向に等間隔をあけた四箇所が高さ方向の中途で外向きに屈曲し、他の箇所よりも大きく広がって、すなわち立ち上がり角度が小さくなっている。
そして、その屈曲部22aから上方に広がった上縁箇所が、略正方形の輪郭の四隅をそれぞれ含む角隅箇所となっている。
この四箇所の屈曲部22aは、周壁22の周方向に沿って弧状に連続しているため、視認が容易であり、これが容器20に入れる水の量の目安となる喫水線22aとして機能することになる。
特にこの種の容器を用いた食品包装体は、上下に積み重ねた状態で梱包され搬送されることが多いため、高さ方向(上下方向)に荷重がかかりやすくなっている。
そのような高さ方向の荷重がかかると、喫水線を起点として周壁が大きく折れ曲がり、容器が上下に潰れてしまうことがある。容器が潰れてしまうと、食品包装体の商品価値がなくなってしまうため、容器の上下荷重に対する強度が大きく低下することは避けなければならない。
前記周壁は、その全周のうち、前記上縁部の略正方形の四隅をそれぞれ含む所定範囲の箇所からその直下の下縁部にかけての箇所が四つの角隅壁を構成し、隣接する前記角隅壁間の箇所が四つの中間壁を構成している。
そして前記各角隅壁は、周方向の中央に位置する角隅中央壁と、周方向の両側に位置する角隅両側壁と、からなっている。
さらに前記各中間壁および前記各角隅中央壁は、その下縁部から上縁部にかけて略一定の角度で直線状に立ち上がっている。一方、前記各角隅両側壁は、その立ち上がり方向の中途に視認可能な喫水線となる屈曲部を有して内向きに屈曲して立ち上がっている。
前記容器を平面視した状態で、前記底壁の円の中心と前記周壁の周方向に隣接する屈曲部の近接する側の端部をそれぞれ結んだ両直線がなす角度θ1、すなわち角隅中央壁の周壁全周(360度)に占める範囲は、12〜36度であるのが好ましい。
前記周壁は、前記喫水線となる屈曲部よりも下方の全周に、周壁の立ち上がり方向に延びる縦リブを有するのが好ましい。
また周壁の一定範囲を占める角隅両側壁には、喫水線となる屈曲部が形成されているため、その視認性も図3および図4の容器に比べて大きく低下することもない。
ここで金属箔の種類はとくに限定されないが、軽量であり、安価であることから、アルミニウム箔が好ましい。また金属箔の厚みもとくに限定されない。
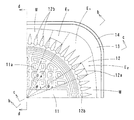
また周壁12は、略円形の輪郭を構成するその下縁部が底壁11の周縁に連設されており、ここから容器10の開口を構成する上縁部に向けて広がって立ち上がっている。周壁12の上縁部は、略正方形(角丸正方形)の輪郭を構成している。
フランジ13は、略方環形であり、周壁の上縁からほぼ水平に広がっている。なお図1中周壁12の上半部およびフランジ13に付されている線は、金型を用いて金属箔から容器10をプレス成型する際に自然に生じる皺を示している。なお、この皺は周壁12の下半部にも現れうるが、同図では説明の便宜上、図示していない。
上向きの縁巻き14は、フランジ13の外縁に連設されている。
また、底壁11の凹凸部11aは省略したり、これに代えてリブを設けたりしてもよい。フランジ13、縁巻き14についても、省略したり、縁巻き14を下向きとするなど、適宜形状を変更したりすることが可能である。
角隅中央壁E1は、図2(b)のように、その上縁部から下縁部にかけてほぼ一定の角度で直線状に立ち上がっている。
このように、周壁12の中央部を構成する角隅中央壁E1が直線状に立ち上がっているため、金属箔成型容器10は、上下方向の荷重に対する耐久性が向上している。
その立ち上がり角度αはとくに限定されないが、55〜60度が好ましい。
その立ち上がり角度はとくに限定されないが、屈曲部12aより下方における立ち上がり角度βは65〜75度、上方における立ち上がり角度γは50〜70度、かつ角度β>角度γであるのが好ましい。
屈曲部12aは、図1および図2(a)のように、角隅両側壁E2において周壁12の周方向に弧状に連続しているため、視認が容易であり、金属箔成型容器10にスープの濃度を調整するための水の入れる際の目安とできる。
θ1が以上の範囲が好適であるのは、12度を下回ると、上下荷重に対する耐久性が低下し、また36度を上回ると、角隅壁中に角隅両側壁E2が占める範囲が小さくなり、その結果、屈曲部12aが短くなって視認性が低下してしまうからである。
θ2が以上の範囲が好適であるのは、12度を下回ると、屈曲部12aが短くなってその視認性が低下し、また24度を上回ると、角隅壁中に角隅中央壁が占める範囲が小さくなり、その結果、上下荷重に対する耐久性が低下してしまうからである。
このことから、屈曲部12aの高さを基準にした場合の、角隅壁の周壁12全周に占める範囲は、θ1+2・θ2で表され、段落0011にいう「所定範囲」とは、このθ1+2・θ2を意味する。
その立ち上がり角度δは、角隅中央壁E1の立ち上がり角度αよりも大きくなっている。この立ち上がり角度δは、角隅中央壁E1の立ち上がり角度αよりも大きい限りにおいてとくに限定されないが、60〜70度が好ましい
なおこのような縦リブ12bによる周壁12の凹凸の深さは、容器10のプレス成型時に周壁12に自然に生じる皺の深さよりも大きいことは無論である。
たとえば周壁12の縦リブ12bは、省略することが可能である。
実施形態では周壁12は、屈曲部12aを除いて直線状に立ち上がっているが、屈曲部12aがある状態を維持したままで、周壁12全体を、その立ち上がり方向に若干外向きに湾曲する膨らんだ形状としてもよい。これにより、容器10の上下荷重に対する強度がさらに向上する。すなわち、このような周壁12が若干外向きに湾曲して立ち上がる形状も、本明細書にいう「直線状に立ち上がる」の一態様に含まれるものとする。
11 底壁
11a 凹凸部
12 周壁
12a 屈曲部(喫水線)
12b 縦リブ
13 フランジ
14 縁巻き
20 他の金属箔成型容器
21 底壁
21a 凹凸部
22 周壁
22a 屈曲部(喫水線)
23 フランジ
24 縁巻き
E1 角隅中央壁
E2 角隅両側壁
M 中間壁
θ1、θ2 角隅中央壁および角隅両側壁の周壁全周に対する占有角度
α、β、γ、δ 周壁の立ち上がり角度
Claims (3)
- 略円形の底壁11と、
前記底壁11の周縁に連設された略円形の輪郭を構成する下縁から広がって立ち上がり上縁が略正方形の輪郭を構成する周壁12と、を備え、
金属箔により一体に成型された金属箔成型容器10であって、
前記周壁12は、その全周のうち、前記上縁部の略正方形の四隅をそれぞれ含む所定範囲の箇所からその直下の下縁部にかけての箇所が四つの角隅壁を構成し、隣接する前記角隅壁間の箇所が四つの中間壁Mを構成し、
前記各角隅壁は、周方向の中央に位置する角隅中央壁E1と、周方向の両側に位置する角隅両側壁E2と、からなり、
前記各中間壁Mおよび前記各角隅中央壁E1は、その下縁部から上縁部にかけて略一定の角度で直線状に立ち上がっており、
前記各角隅両側壁E2は、その立ち上がり方向の中途に視認可能な喫水線となる屈曲部12aを有して内向きに屈曲して立ち上がっている、金属箔成型容器。 - 平面視した状態で、
前記底壁11の円の中心と前記周壁12の屈曲部12aの周方向の両端部をそれぞれ結んだ両直線とのなす角度θ2は、12〜24度であり、
前記底壁11の円の中心と前記周壁12の周方向に隣接する屈曲部12aの近接する側の端部をそれぞれ結んだ両直線とのなす角度θ1は、12〜36度である、請求項1に記載の金属箔成型容器。 - 前記周壁12は、前記喫水線となる屈曲部12aよりも下方の全周に、周壁12の立ち上がり方向に延びる縦リブ12bを有する請求項1または2に記載の金属箔成型容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012175977A JP5902064B2 (ja) | 2012-08-08 | 2012-08-08 | 金属箔成型容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012175977A JP5902064B2 (ja) | 2012-08-08 | 2012-08-08 | 金属箔成型容器 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016044093A Division JP6116723B2 (ja) | 2016-03-08 | 2016-03-08 | 金属箔成型容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014034404A JP2014034404A (ja) | 2014-02-24 |
| JP5902064B2 true JP5902064B2 (ja) | 2016-04-13 |
Family
ID=50283627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012175977A Active JP5902064B2 (ja) | 2012-08-08 | 2012-08-08 | 金属箔成型容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5902064B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6875812B2 (ja) * | 2016-09-21 | 2021-05-26 | 東洋アルミエコープロダクツ株式会社 | アルミニウム箔成形容器 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3185371A (en) * | 1963-05-24 | 1965-05-25 | Diamond Int Corp | Molded pulp article |
| JPS591931Y2 (ja) * | 1979-10-03 | 1984-01-19 | 積水化成品工業株式会社 | 容器 |
| US5083699A (en) * | 1990-12-17 | 1992-01-28 | Pressware International, Inc. | Pop up tab tray with intack shoulder portion |
| JP2008155937A (ja) * | 2006-12-22 | 2008-07-10 | Toyo Aluminum Ekco Products Kk | 金属箔成型容器 |
| JP5502630B2 (ja) * | 2009-09-09 | 2014-05-28 | 東洋アルミエコープロダクツ株式会社 | アルミニウム箔成型容器 |
-
2012
- 2012-08-08 JP JP2012175977A patent/JP5902064B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014034404A (ja) | 2014-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018115013A (ja) | 容器 | |
| JP2018167903A (ja) | 包装用容器 | |
| JP6585899B2 (ja) | プラスチック製の包装用容器とその使用方法 | |
| JP5902064B2 (ja) | 金属箔成型容器 | |
| JP5537884B2 (ja) | 包装用容器 | |
| JP6116723B2 (ja) | 金属箔成型容器 | |
| AU2012201019B2 (en) | Pallet-like underframe for transport and storage containers for liquids | |
| JP2016145071A5 (ja) | ||
| JP2014181043A (ja) | 金属箔容器 | |
| JP5483963B2 (ja) | 金属缶本体および金属缶 | |
| JP2014227185A (ja) | 食品包装用容器の蓋 | |
| JP2011213394A (ja) | 合成樹脂製角型ボトル | |
| JP5190727B2 (ja) | 合成樹脂製角形壜体 | |
| JP6966109B2 (ja) | 包装用容器 | |
| JP6265681B2 (ja) | 皿状容器 | |
| JP5323463B2 (ja) | 樹脂製封入容器 | |
| JP2008155937A (ja) | 金属箔成型容器 | |
| JP6139818B2 (ja) | ボトル | |
| JP5323464B2 (ja) | 樹脂製封入容器 | |
| JP6254992B2 (ja) | ボトル | |
| JP6875812B2 (ja) | アルミニウム箔成形容器 | |
| JP6823861B2 (ja) | 容器 | |
| JP6670573B2 (ja) | 胴部にパネル部が形成されたボトル | |
| JP7474478B2 (ja) | 容器 | |
| JP5700330B2 (ja) | 合成樹脂製角型ボトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150501 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160309 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5902064 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |