JP5326412B2 - Speaker manufacturing method and speaker manufactured by the manufacturing method - Google Patents
Speaker manufacturing method and speaker manufactured by the manufacturing method Download PDFInfo
- Publication number
- JP5326412B2 JP5326412B2 JP2008203991A JP2008203991A JP5326412B2 JP 5326412 B2 JP5326412 B2 JP 5326412B2 JP 2008203991 A JP2008203991 A JP 2008203991A JP 2008203991 A JP2008203991 A JP 2008203991A JP 5326412 B2 JP5326412 B2 JP 5326412B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- yoke
- speaker
- voice coil
- coupled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Audible-Bandwidth Dynamoelectric Transducers Other Than Pickups (AREA)
Description
本発明は各種音響機器や映像機器に使用されるスピーカの製造方法、この製造方法によって製造されるスピーカに関するものである。 The present invention relates to a method of manufacturing a speaker used for various kinds of audio equipment and video equipment, and a speaker manufactured by this manufacturing method.
従来、スピーカを組み立てる場合、一般に機械による作業が困難であり、熟練を要する手作業に依存していた。 Conventionally, when assembling a speaker, it is generally difficult to work with a machine and relies on manual work that requires skill.
近年、携帯電話などの電子機器に対する小型化、薄型化の要求に伴い、電子機器に搭載されるスピーカにも小型化、薄型化の要求が高まっている。スピーカが小型化、薄型化されるに伴い、手作業による部品の位置ずれの影響が大きくなり、歩留まりが低くなっていた。特に、スピーカの構成部品であるマグネットのサイズが小さくなることによる性能の低下を補うために、プレートとヨークとの間の狭ギャップ化が要求されているが、ボイスコイルがプレートやヨークに接触して歩留まりが低くなることが予測できる。 In recent years, with the demand for downsizing and thinning electronic devices such as mobile phones, there is a growing demand for downsizing and thinning of speakers mounted on electronic devices. As the speakers are reduced in size and thickness, the influence of component displacement due to manual work has increased, and the yield has been reduced. In particular, a narrow gap between the plate and the yoke is required to compensate for the decrease in performance due to the reduction in the size of the magnet that is a component of the speaker. Therefore, it can be predicted that the yield will be lowered.
このため、治具を用いて歩留まりを向上させるスピーカの製造方法が検討されている(例えば、特許文献1を参照)。
しかし、現在、磁気回路部品、振動部品などの部品の組立ては、別々の工程で、別々の治具が使用されて行われている。また、ボイスコイルは、プレートとヨークとの間に治具が使用されずに、挿入されていたため、ボイスコイルとプレート或いはヨークとの狭ギャップ化を図ることができなかった。また、スピーカを製造する場合に部品同士がモールドされる仕様の物は、部品製造コストがかかった。 However, at present, the assembly of components such as magnetic circuit components and vibration components is performed in separate steps and using different jigs. Further, since the voice coil was inserted without using a jig between the plate and the yoke, it was impossible to reduce the gap between the voice coil and the plate or the yoke. In addition, when a speaker is manufactured, a product having a specification in which the components are molded with each other requires a component manufacturing cost.
本発明の目的は、性能面から狭ギャップ化することと、品質面から歩留まりを向上させることとを両立し、さらに、製造コストを下げることを目的とするものである。 An object of the present invention is to achieve both the narrowing of the gap in terms of performance and the improvement of the yield in terms of quality, and further reducing the manufacturing cost.
開口部を有するフレームと、このフレームの内周部に結合されるヨークと、このヨークの内側に結合されるマグネットと、このマグネットの上面に結合されるプレートと、前記フレームの載置部に結合された振動板と、この振動板に結合されるとともにその一部が前記ヨークと前記プレートとの間の磁気ギャップに配置されたボイスコイルとを備えたスピーカの構成部品とは別体に設けられたスピーカの組立て用の治具が用いられたスピーカの製造方法であって、前記治具の載置面上に設けられた2つの凸部からなるガイド部に、前記フレームの内周部がガイドされて前記治具に前記フレームが載置される工程と、前記ガイド部の2つの凸部において互いに対向する面に設けられた凹部に、前記ヨークの両端部に設けられた凸部が嵌め込まれながら前記ヨークがガイドされて前記フレームと前記ヨークとが結合される工程と、前記凹部に、前記マグネットが接合された前記プレートの両端に設けられた凸部が嵌め込まれながら前記プレートがガイドされて前記マグネットと前記ヨークとが結合される工程と、前記ガイド部に前記ボイスコイルがガイドされて前記治具に前記ボイスコイルが載置される工程と、前記フレームと、前記振動板とが結合される工程と、前記治具から前記スピーカの構成部品の組立て品が抜き取られる工程と、を有することを特徴とする。 A frame having an opening, a yoke coupled to the inner periphery of the frame, a magnet coupled to the inside of the yoke, a plate coupled to the upper surface of the magnet, and a mounting portion of the frame The speaker is provided separately from the structural component of the speaker, and the voice coil disposed in the magnetic gap between the yoke and the plate. A speaker manufacturing method using a jig for assembling a speaker, wherein an inner peripheral portion of the frame is guided by a guide portion comprising two convex portions provided on a mounting surface of the jig. And the step of placing the frame on the jig, and the convex portions provided at both ends of the yoke are fitted into the concave portions provided on the surfaces of the two convex portions of the guide portion facing each other. The step in which the yoke is guided and the frame and the yoke are coupled, and the plate is guided while the convex portions provided at both ends of the plate to which the magnet is joined are fitted into the concave portion. The step of coupling the magnet and the yoke, the step of guiding the voice coil to the guide portion and placing the voice coil on the jig, the frame and the diaphragm are coupled. And a step of extracting an assembly of the speaker components from the jig.
また、本発明の他の局面であるスピーカの製造方法は、治具の載置面上から突出する2つの凸部において、互いに対向する面を除く外周部に設けられた第1のガイド部に、開口部を有するフレームの内周部がガイドされて前記治具に前記フレームが載置される第1の工程と、前記2つの凸部において、互いに対向する面に設けられた第2のガイド部に、略矩形形状のヨークの短辺側の両端部に設けられた第1のガイド体部がそれぞれ嵌め込まれながらガイドされて前記フレームと前記ヨークとが結合される第2の工程と、前記第2のガイド部に、マグネットが接合された略矩形形状のプレートの短辺側の両端部に設けられた第2のガイド体部がそれぞれ嵌め込まれながらガイドされて前記マグネットと前記ヨークとが結合される第3の工程と、前記第1のガイド部より内側において、前記凸部の上面から突出する第3のガイド部に、ボイスコイルの内周部がガイドされて前記治具に前記ボイスコイルが載置される第4の工程と、前記フレームの載置部と前記振動板とが結合される第5の工程とを有することを特徴とする。 Further, in the speaker manufacturing method according to another aspect of the present invention, the first guide portion provided on the outer peripheral portion excluding the surfaces facing each other in the two protrusions protruding from the mounting surface of the jig is provided. A first step in which an inner peripheral portion of a frame having an opening is guided and the frame is placed on the jig; and a second guide provided on surfaces facing each other in the two convex portions A second step in which the first guide body portions provided at both ends on the short side of the substantially rectangular yoke are fitted into the portions and guided to join the frame and the yoke; The magnet and the yoke are coupled by being guided while the second guide body portions provided at both ends on the short side of the substantially rectangular plate to which the magnet is joined are fitted in the second guide portion. And the third step Inside the first guide portion, a third guide portion protruding from the upper surface of the convex portion guides the inner peripheral portion of the voice coil, and the voice coil is placed on the jig. And a fifth step in which the mounting portion of the frame and the diaphragm are coupled to each other.
また、本発明の他の局面であるスピーカは、開口部を有するフレームと、このフレームの内周部に結合されたヨークと、このヨークの内側に結合されたマグネットと、このマグネットに結合されたプレートと、フレームの載置部に結合された振動板と、この振動板に結合されるとともにその一部がヨークとプレートとの間の磁気ギャップ内に配置されたボイスコイルとを備え、前記ヨークの短辺側の両端部にはそれぞれ第1のガイド体部が設けられ、前記プレートの短辺側の両端部にはそれぞれ第2のガイド体部が設けられると共に、前記磁気ギャップは、前記第1のガイド体部と前記第2のガイド体部とを互いに位置合わせされて形成されたことを特徴とする。 Further, a speaker according to another aspect of the present invention includes a frame having an opening, a yoke coupled to the inner periphery of the frame, a magnet coupled to the inside of the yoke, and the magnet coupled to the magnet. A plate, a diaphragm coupled to the mounting portion of the frame, and a voice coil coupled to the diaphragm and partially disposed in a magnetic gap between the yoke and the plate, A first guide body portion is provided at each end portion on the short side, and a second guide body portion is provided at each end portion on the short side of the plate, and the magnetic gap is One guide body portion and the second guide body portion are formed so as to be aligned with each other.
本発明によれば、マグネットとヨークとの間を狭ギャップ化することと、歩留まりを向上させることとを両立でき、さらに、製造コストを下げることができる。 According to the present invention, the gap between the magnet and the yoke can be narrowed and the yield can be improved, and the manufacturing cost can be reduced.
以下、本発明の実施の形態について図面を用いて説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
(実施の形態1)
まず、スピーカ1と治具10との全体構成について、図1を用いて説明する。
(Embodiment 1)
First, the whole structure of the speaker 1 and the jig |
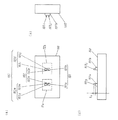
図1は、スピーカ1が備える各部品と、治具10とが示された分解斜視図である。本実施形態では、図1において見える上下の関係が、実際の上下の関係である。
FIG. 1 is an exploded perspective view showing each component included in the speaker 1 and a
スピーカ1は、図1に示されるように、フレーム2と、ヨーク3と、マグネット4と、プレート5と、ボイスコイル6と、振動板7と、プロテクタ8とを備える。ヨーク3とマグネット4とプレート5によって磁気回路が形成される。
As shown in FIG. 1, the speaker 1 includes a frame 2, a yoke 3, a
治具10は、第1の取り付け部11と、第2の取り付け部12とを備える。この第1の取り付け部11と、第2の取り付け部12とによってスピーカ1が備える各部品がガイドされる。
The
次に、スピーカ1の各部品について説明する。 Next, each component of the speaker 1 will be described.
まず、フレーム2について、図2、および、図3を用いて説明する。 First, the frame 2 will be described with reference to FIGS. 2 and 3.
図2は、フレーム2の外観図である。図2(a)は、背面図である。図2(b)は、左側面図である。図2(c)は、上面図である。図2(d)は、正面図である。図2(e)は、底面図である。なお、右側面図については、図2(b)の左側面図と対称なので省略する。図3(a)は、図2(c)において線A−Aに沿う断面を矢印Bの方向から見たときの断面図である。図3(b)は、図2(c)において線C−Cに沿う断面を矢印Dの方向から見たときの断面図である。 FIG. 2 is an external view of the frame 2. FIG. 2A is a rear view. FIG. 2B is a left side view. FIG. 2C is a top view. FIG. 2D is a front view. FIG. 2E is a bottom view. The right side view is omitted because it is symmetrical with the left side view of FIG. FIG. 3A is a cross-sectional view of the cross section taken along the line AA in FIG. FIG. 3B is a cross-sectional view of the cross section taken along the line CC in FIG.
フレーム2は、樹脂からなる。フレーム2は、図2に示されるように、略直方体となる形状を有する。また、図2(c)に示されるように、フレーム2の上面は、長辺側の部分と短辺側の部分とからなる矩形形状を有する。 The frame 2 is made of resin. As shown in FIG. 2, the frame 2 has a substantially rectangular parallelepiped shape. Further, as shown in FIG. 2C, the upper surface of the frame 2 has a rectangular shape including a long side portion and a short side portion.
図2(c)、(e)に示されるように、フレーム2の中央部には開口部が設けられている。この開口部によって、フレーム2には内周部21が設けられている。フレーム2の内周部21のうち、短辺側の部分である第1の端部22aと第2の端部22bとは、それぞれ第1の取り付け部11と第2の取り付け部12とによってガイドされる部分である。
As shown in FIGS. 2 (c) and 2 (e), an opening is provided in the center of the frame 2. By this opening, the frame 2 is provided with an inner
フレーム2は、図2(a)、(d)に示されるように、正面側に設けられた第1のロック爪24aと、背面側に設けられた第2のロック爪24bとを有する。
2A and 2D, the frame 2 includes a
フレーム2は、図2(c)に示されるように、内周部21の長辺側の部分にそれぞれ第1のロック部25aと第2のロック部25bとを有する。図3(a)に示されるように、第1のロック部25aは、第1のロック爪26aと第2のロック爪26bとを有する。図示されないが、第2のロック部25bも、同様に第3のロック爪26cと第4のロック爪26dとを有する。図3(a)に示されるように、フレーム2の内周部21の背面側の部分で、かつ、長辺側の部分には、第1のロック爪26aと第2のロック爪26bが設けられている。そして、第1のロック爪26aは先端に第1の係止部28aを有し、第2のロック爪26bは先端に第2の係止部28bを有する。また、図示されないが、フレーム2の内周部21の正面側の部分で、かつ、長辺側の部分には、第3のロック爪26cと第4のロック爪26dが設けられている。そして、図3(b)に示されるように、第3のロック爪26cは先端に第3の係止部28cを有する。また、図示されないが、第4のロック爪26dは先端に第4の係止部28dを有する。
As shown in FIG. 2C, the frame 2 includes a
また、図3(b)に示されるように、フレーム2の内周部21の底面側の部分で、かつ、長辺側の部分には、正面側と背面側のそれぞれにフレーム2の中心方向に突出する突出部27が設けられている。
Further, as shown in FIG. 3B, the center side direction of the frame 2 on the front side and the back side is the portion on the bottom side of the inner
各係止部28a、28b、28c、28dは、フレーム2の内周部21の側壁よりもフレーム2の中心側に突出している。
Each of the locking
フレーム2は、外周部23と内周部21との間に、トラック形状の載置部29を有する。
The frame 2 has a track-shaped mounting portion 29 between the outer
次に、ヨーク3について、図4を用いて説明する。 Next, the yoke 3 will be described with reference to FIG.
図4(a)は、ヨーク3の上面図である。図4(b)は、ヨーク3の右側面図である。図4(c)は、ヨーク3の正面図である。 FIG. 4A is a top view of the yoke 3. FIG. 4B is a right side view of the yoke 3. FIG. 4C is a front view of the yoke 3.
ヨーク3は、磁性材である鉄等からなる。ヨーク3は、図4(a)に示されるように、上面が長辺側の部分と短辺側の部分とからなる略矩形形状を有する。 The yoke 3 is made of iron or the like that is a magnetic material. As shown in FIG. 4A, the yoke 3 has a substantially rectangular shape whose upper surface is composed of a portion on the long side and a portion on the short side.
ヨーク3は、図4(a)に示されるように、短辺側の部分の両端に第1のガイド体部31を有する。第1のガイド体部31は、短辺側の部分のうち左側の部分から左側の水平方向に突出した第1の凸部31aと、短辺側の部分のうち右側の部分から右側の水平方向に突出した第2の凸部31bとを有する。
As shown in FIG. 4A, the yoke 3 includes first
ヨーク3は、図4(b)に示されるように、長辺側の部分の両端がヨーク3の底面側の部分から上向きに突出した突出部32を有する。突出部32は、長辺側の部分のうち背面側の部分に設けられた突出部32aと、長辺側の部分のうち正面側の部分に設けられた突出部32bとを有する。
As shown in FIG. 4B, the yoke 3 has protruding
ヨーク3には、図4(b)に示されるように、突出部32によって凹部33が設けられている。ヨーク3には、図4(b)に示されるように、凹部33の底面側の部分にさらに窪み部34が設けられている。そして、図4(b)に示されるように、ヨーク3の外周部の底面側の部分で、かつ、長辺側の部分であって、突出部32の底面側の部分に、段差部35が設けられている。
As shown in FIG. 4B, the yoke 3 is provided with a
次に、マグネット4について説明する。
Next, the
マグネット4は、略直方体の形状を有する。また、マグネット4の上面は、長辺側の部分と短辺側の部分とからなる矩形形状を有する。
The
次に、プレート5について、図5を用いて説明する。
Next, the
図5(a)は、プレート5の上面図である。図5(b)は、プレート5の右側面図である。図5(c)は、プレート5の正面図である。
FIG. 5A is a top view of the
プレート5は、図5(a)から(c)に示されるように、略直方体の形状を有する。また、図5(a)に示されるように、プレート5の上面は、長辺側の部分と短辺側の部分とからなる矩形形状を有する。また、プレート5の底面についても同様の形状を有する。プレート5の底面の矩形形状と、マグネット4の上面の矩形形状とは、略同一に形成される。
As shown in FIGS. 5A to 5C, the
プレート5は、図5(a)に示されるように、短辺側の部分の両端に第2のガイド体部51を有する。第2のガイド体部51は、短辺側の部分のうち左側の部分から左側の水平方向に突出した第1の凸部51aと、短辺側の部分のうち右側の部分から右側の水平方向に突出した第2の凸部51bとを有する。第1の凸部51aの形状は、ヨーク3に設けられた第1の凸部31aの形状と同じ形状に形成される。同様に、第2の凸部51bの形状は、ヨーク3に設けられた第2の凸部31bの形状と同じ形状に形成される。第1の凸部51aと第2の凸部51bとは、第1の凸部51aと第2の凸部51bとの間隔がヨーク3に設けられた第1の凸部31aと第2の凸部31bとの間隔と同じになるように形成される。プレート5には、ヨーク3の突出部32a、32bの内側の壁面との間の空隙を介して磁気ギャップが形成される。
As shown in FIG. 5A, the
次に、ボイスコイル6について、図6を用いて説明する。
Next, the
図6(a)は、ボイスコイル6の上面図である。図6(b)は、ボイスコイル6の右側面図である。図6(c)は、ボイスコイル6の正面図である。
FIG. 6A is a top view of the
ボイスコイル6は、巻回された1つの配線からなる。この配線が巻回されることによって、空隙61が形成されている。ボイスコイル6は、図6(a)に示されるように、トラック形状を有する。すなわち、ボイスコイル6は、長辺側の部分のうち背面側の部分に直線形状の直線部62aを有し、長辺側の部分のうち正面側の部分に直線形状の直線部62bを有する。また、ボイスコイル6は、短辺側の部分のうち左側の部分に湾曲形状の第1の湾曲部63a、短辺側の部分のうち右側の部分に第2の湾曲部63bを有する。ボイスコイル6は、図6(c)に示されるように、底面から上面までの高さt1を有する。
The
次に、振動板7について、図7を用いて説明する。
Next, the
図7は、振動板7の上面図である。
FIG. 7 is a top view of the
振動板7は、図7に示されるように、フレーム2の載置部29のトラック形状と同一の形状である外周部71と、ボイスコイル6のトラック形状と同一の形状である内周部72とを有する。
As shown in FIG. 7, the
次に、プロテクタ8について、図8を用いて説明する。 Next, the protector 8 will be described with reference to FIG.
図8(a)は、プロテクタ8の上面図である。図8(b)は、プロテクタ8の右側面図である。図8(c)は、プロテクタ8の正面図である。 FIG. 8A is a top view of the protector 8. FIG. 8B is a right side view of the protector 8. FIG. 8C is a front view of the protector 8.
プロテクタ8の上面は、図8(a)に示されるように、略直線形状の長辺側の部分と、湾曲形状の短辺側の部分とからなる。このプロテクタ8の外周部の形状は、振動板7の外周部71と略同一形状に形成されている。図8(b)、(c)に示されるように、プロテクタ8は、長辺側の部分のうち背面側の部分に設けられた第1のロック部81aと、長辺側の部分のうち正面側の部分に設けられた第2のロック部81bとを有する。第1のロック部81aには、フレーム2の第1のロック爪24aが引っかかる穴が設けられている。また、第2のロック部81bには、フレーム2の第2のロック爪24bが引っかかる穴が設けられている。プロテクタ8は、振動板7を覆って振動板7を保護する。
As shown in FIG. 8A, the upper surface of the protector 8 is composed of a substantially linear long-side portion and a curved short-side portion. The shape of the outer peripheral portion of the protector 8 is formed in substantially the same shape as the outer
次に、治具10について、図9、図10、図11を用いて説明する。
Next, the
図9(a)は、治具10の上面図である。図9(b)は、治具10の右側面図である。図9(c)は、治具10の正面図である。図10は、図9(a)における取り付け部11の拡大図である。図11は、図9(a)における取り付け部12の拡大図である。
FIG. 9A is a top view of the
治具10は、図9(a)から(c)に示されるように、平面である載置面100と、第1のガイド部101と、第2のガイド部102と、第3のガイド部103とを有する。
As shown in FIGS. 9A to 9C, the
まず、第1のガイド部101について説明する。
First, the
第1のガイド部101は、第1の凸部101aと、第2の凸部101bとを有する。第1の凸部101aと、第2の凸部101bとは、ともに載置面100より上向きに突出している。
The
図10に示されるように、第1の凸部101aの外周部の一部101cは、第1の凸部101aの外周部における長辺側の部分のうち第2の凸部101bと対向しない長辺側の部分101dと、第1の凸部101aの外周部における短辺側の部分101e、101fとからなる。第1の凸部101aの外周部の一部101cの形状は、フレーム2の内周部21における第1の端部22aと同じ形状になるように形成される。
As shown in FIG. 10, a part 101c of the outer peripheral portion of the first
また、図11に示されるように、第2の凸部101bの外周部の一部101gは、第2の凸部101bの外周部における長辺側の部分のうち第1の凸部101aと対向しない長辺側の部分101hと、第2の凸部101bの外周部における短辺側の部分101i、101jとからなる。また、第2の凸部101bの外周部の一部101gの形状は、フレーム2の内周部21における第2の端部22bと同じ形状になるように形成される。
Further, as shown in FIG. 11, a part 101g of the outer peripheral portion of the second
第1の凸部101aおよび第2の凸部101bと、フレーム2との関係について説明する。第1の凸部101aと第2の凸部101bとは、長辺側の部分101dと長辺側の部分101hとの間隔がフレーム2の内周部21の長辺側の部分の長さと同じになるように形成される。また、第1の凸部101aは、長辺側の部分101dの長さが、フレーム2の内周部21の短辺側の部分の長さと同じになるように形成される。言い換えると、第1の凸部101aは、一方の短辺側の部分101eと他方の短辺側の部分101fとの間隔が、フレーム2の内周部21の短辺側の部分の間隔と同じになるように形成される。また、第2の凸部101bは、長辺側の部分101hの長さが、フレーム2の内周部21の短辺側の部分の長さと同じになるように形成される。言い換えると、第2の凸部101bは、一方の短辺側の部分101iと他方の短辺側の部分101jとの間隔が、フレーム2の内周部21の短辺側の部分の間隔と同じになるように形成される。
The relationship between the first
次に、第2のガイド部102について説明する。
Next, the
第2のガイド部102は、第1の凹部102aと、第2の凹部102bとを有する。第1の凹部102aの形状は、ヨーク3に設けられた第1の凸部31aの形状と同じ形状になるように形成されている。第2の凹部102bの形状は、ヨーク3に設けられた第2の凸部31bの形状と同じ形状になるように形成されている。また、第1の凹部102aと、第2の凹部102bとは、第1の凹部102aと第2の凹部102bとの間隔が、ヨーク3に設けられた第1の凸部31aと第2の凸部31bとの間隔と同じになるように形成される。さらに、第1の凹部102aと、第2の凹部102bとは、第1の凹部102aと第2の凹部102bとの間隔が、プレート5に設けられた第1の凸部51aと第2の凸部51bとの間隔と同じになるように形成される。
The
次に、第3のガイド部103について説明する。
Next, the
第3のガイド部103は、第1の凸部103aと、第2の凸部103bとを有する。第1の凸部103aは、図9(b)、(c)に示されるように、載置面100から上向きに突出するとともに、第1のガイド部101が有する第1の凸部101aの上面から上向きに突出する。同様に、第2の凸部103bは、載置面100から上向きに突出するとともに、第1のガイド部101が有する第2の凸部101bの上面から上向きに突出する。
The
図9(c)に示されるように、第1の凸部103aは、第1の凸部101aの上面から第1の凸部103aの上面までの高さが高さt2となるように形成される。同様に、第2の凸部103bも、第2の凸部101bの上面から第2の凸部103bの上面までの高さが同じ高さt2となるように形成される。すなわち、第1のガイド部101の上面から第3のガイド部103の上面までの高さはt2となるように形成される。そして、第3のガイド部103は、高さt2がボイスコイル6の高さt1よりも低くなるように形成される。
As shown in FIG. 9 (c), the
図10に示されるように、第1の凸部103aは、第1の湾曲部103cを有する。第1の湾曲部103cの形状は、ボイスコイル6が有する第1の湾曲部63aの形状と同じになるように形成される。また、図11に示されるように、第2の凸部103bは、第2の湾曲部103dを有する。第2の湾曲部103dの形状は、ボイスコイル6が有する第2の湾曲部63bの形状と同じになるように形成される。第1の凸部103aと第2の凸部103bとは、第1の湾曲部103cと第2の湾曲部103dとの間隔が、ボイスコイル6に設けられた第1の湾曲部63aと第2の湾曲部63bとの間隔と同じになるように形成される。
As shown in FIG. 10, the first
次にスピーカ1の製造工程について説明する。 Next, the manufacturing process of the speaker 1 will be described.
第1の工程は、治具10に設けられた第1のガイド部101でフレーム2がガイドされ、フレーム2が治具10の載置面100に載置される工程である。すなわち、フレーム2の内周部21における第1の端部22aが第1の凸部101aにおける外周部の一部101cに上から嵌め込まれて第1の凸部101aに沿って載置面100までガイドされるとともに、フレーム2の内周部21における第2の端部22bが第2の凸部101bにおける外周部の一部101gに上から嵌め込まれて第2の凸部101bに沿って載置面100までガイドされる工程である。
The first step is a step in which the frame 2 is guided by the
第2の工程は、治具10に設けられた第2のガイド部102でヨーク3がガイドされ、ヨーク3がフレーム2と結合される工程である。この工程では、まずヨーク3の段差部35に接着剤が塗布される。そして、ヨーク3の第1の凸部31aが第1の凹部102aに上から嵌め込まれて第1の凹部102aに沿って下向きにガイドされるとともに、ヨーク3の第2の凸部31bが第2の凹部102bに上から嵌め込まれて第2の凹部102bに沿って下向きにガイドされる。そして、ヨーク3の段差部35とフレーム2の突出部27とが接合され、接着剤によって固定される。ここで、フレーム2のロック部25aは、ヨーク3の突出部32aの外側側面をフレーム2の内側方向に押圧し、フレーム2のロック部25bは、ヨーク3の突出部32bの外側側面をフレーム2の内側方向に押圧する。そして、第1の係止部28a、第2の係止部28bはヨーク3の突出部32aの上面と接してヨーク3を係止する。同様に、第3の係止部28c、第4の係止部28dはヨーク3の突出部32bの上面と接してヨーク3を係止する。そのため、組立て後、接着剤が乾くまでにヨーク3が水平方向や上下方向へずれることを防止することができる。
The second step is a step in which the yoke 3 is guided by the
第3の工程は、治具10に設けられた第2のガイド部102で、マグネット4が結合されたプレート5がガイドされ、マグネット4とヨーク3とが結合される工程である。この工程では、まず、マグネット4の上面とプレート5の底面とが接着剤によって接合され、固定される。そして、マグネット4の底面には接着剤が塗布される。そして、マグネット4がプレート5より下側にされた状態で、プレート5の第1の凸部51aが第1の凹部102aに上から嵌め込まれて第1の凹部102aに沿って下向きにガイドされるとともに、プレート5の第2の凸部51bが第2の凹部102bに上から嵌め込まれて第2の凹部102bに沿って下向きにガイドされる。そして、マグネット4の底面がヨーク3の窪み部34に嵌め込まれて接合され、接着剤によって固定される。このように、ヨーク3とマグネット4に接合されたプレート5とが同じ第2のガイド部102によってガイドされるため、ヨーク3の突出部32とプレート5との間隔である磁気ギャップが常に一定の間隔に保たれた磁気回路を製造することができる。
The third step is a step in which the
第4の工程は、治具10に設けられた第3のガイド部103でボイスコイル6がガイドされて、ボイスコイル6が第1のガイド部101の上面に載置される工程である。この工程では、第1の凸部103aの第1の湾曲部103cとボイスコイル6の第1の湾曲部63aの内周部とが接するようにボイスコイル6の第1の湾曲部63aが第1の凸部103aに上から嵌め込まれて第1の凸部103aに沿って下向きにガイドされるとともに、第2の凸部103bの第2の湾曲部103dとボイスコイル6の第2の湾曲部63bの内周部とが接するようにボイスコイル6の第2の湾曲部63bが第2の凸部103bに上から嵌め込まれて第2の凸部103bに沿って下向きにガイドされる。そして、ボイスコイル6の第1の湾曲部63aの底面が第1の凸部101aの上面に載置され、ボイスコイル6の第2の湾曲部63bの底面が第2の凸部101bの上面に載置される。このとき、ボイスコイル6の高さt1が第1のガイド部101の上面から第3のガイド部103の上面までの高さt2よりも高いため、ボイスコイル6は、第3のガイド部103より上に突出する。
The fourth step is a step in which the
この工程によれば、ボイスコイルの内周部は、ヨークとプレートとがガイドされる治具と同一の治具でガイドされるため、従来の治具を使用しない工法と比較してボイスコイルの内周部とプレート間の隙間を均一にすることができ、品質を向上することができる。さらに、従来の工法よりボイスコイルの内周部とプレート間の隙間を狭くすることができ、磁気ギャップの磁束密度を高くすることができるので、スピーカの性能を向上することができる。 According to this process, the inner peripheral portion of the voice coil is guided by the same jig as that for guiding the yoke and the plate. The gap between the inner peripheral portion and the plate can be made uniform, and the quality can be improved. Furthermore, since the gap between the inner periphery of the voice coil and the plate can be narrowed and the magnetic flux density of the magnetic gap can be increased as compared with the conventional construction method, the performance of the speaker can be improved.
第5の工程は、振動板7がフレーム2とボイスコイル6とに結合される工程である。この工程では、まず、フレーム2の載置部29、および、振動板7の内周部72の底面に接着剤が塗布される。そして、フレーム2の載置部29と振動板7の外周部71の底面とが接着剤によって接合され、固定されるとともに、ボイスコイル6の上面と振動板7の内周部72の底面とが接着剤によって接合され、固定される。
The fifth step is a step in which the
第6の工程は、プロテクタ8がフレーム2に結合される工程である。この工程では、プロテクタ8の第1のロック部81aにフレーム2の第1のロック爪24aが引っかけられるとともに、プロテクタ8の第2のロック部81bにフレーム2の第2のロック爪24bが引っかけられる。これにより、プロテクタ8がフレーム2に装着される。さらに、フレーム2とプロテクタ8が接着剤によって接合され、固定される。
The sixth step is a step in which the protector 8 is coupled to the frame 2. In this step, the
以上より、プレート5とヨーク3との間の磁気ギャップを狭めてスピーカの性能を向上することと、位置ずれを防いで歩留まりを向上させることとを両立することができる。また、歩留まりを向上させることができるので、製造コストを下げることができる。また、各部品を順次上から嵌め込めばスピーカを組み立てることができるため、工程に無駄が少なく、組立ても自動化することができ、さらに製造コストを下げることができる。また、フレーム2とヨーク4のモールド工程が不要になるため、さらに製造コストを下げることができる。
As described above, it is possible to improve both the performance of the speaker by narrowing the magnetic gap between the
(変形例1)
実施の形態1では、治具10に、第1の凸部101aと第1の凹部102aと第1の凸部103aとが一体に形成された第1の取り付け部11が設けられるとともに、第2の凸部101bと第2の凹部102bと第2の凸部103bとが一体に形成された第2の取り付け部12が設けられたが、一体に形成されず、第1のガイド部101と、第2のガイド部102と、第3のガイド部とがそれぞれ別々に治具10に設けられてもよい。この場合、本変形例は、第2のガイド部102の凹部102a、102bを形成するために、コの字状の凸部が載置面100から突出する点で、実施の形態1と異なる。また、第1の凸部103a、第2の凸部103bに載置面100から新たな載置部が突出して、この新たな載置部の上面から第1の凸部103aまでの高さと、新たな載置部の上面から第2の凸部103bの上面までの高さとが同じt3となるように形成される点が異なる。
(Modification 1)
In the first embodiment, the
(変形例2)
実施の形態1では、第2のガイド部102に第1の凹部102a、第2の凹部102bが設けられ、ヨーク3に第1の凸部31a、第2の31bが設けられ、プレート5に第1の凸部51a、第2の51bが設けられ、第2のガイド部102によってヨーク3とプレート5とがガイドされたが、逆の形状にされてもよい。すなわち、ヨーク3やプレート5に凹部が設けられ、第2のガイド部102に凸部が設けられてもよい。
(Modification 2)
In the first embodiment, the
(変形例3)
実施の形態1では、第2のガイド部102に第1の凹部102a、第2の102bが設けられ、ヨーク3に第1の凸部31a、第2の31bが設けられ、プレート5に第1の凸部51a、第2の51bが設けられ、同じ第2のガイド部102によってヨーク3とプレート5とがガイドされたが、ヨーク3とプレート5とが別々のガイド部によってガイドされてもよい。
(Modification 3)
In the first embodiment, the
(変形例4)
実施の形態1では、ボイスコイル6がトラック形状とされ、第3のガイド部103に湾曲形状の第1の湾曲部103c、第2の103dが設けられたが、ボイスコイル6が別の形状にされてもよい。例えばボイスコイル6が矩形形状にされてもよい。この場合、あわせて第1の湾曲部103c、第2の103dの形状も矩形形状にされる。また、ボイスコイル6の形状が変わらない場合であっても、第1の湾曲部103c、第2の103dが、別の形状にされてもよい。図12から図15は、本変形例における第3のガイド部103の形状が示された図である。図12は、変形例4におけるスピーカ1が備える各部品と、治具10とが示された分解斜視図である。図13(a)は、治具10の上面図である。図13(b)が、治具10の右側面図である。図13(c)は、治具10の正面図である。図14は、図13(a)における取り付け部11aの拡大図である。図15は、図13(a)における取り付け部12bの拡大図である。図12に示されるように、ボイスコイル6の形状はトラック形状であり、実施の形態1と変わらない。一方、図13、図14に示されるように、取り付け部11aは、第3の凸部103eを有する。第3の凸部103eは、第3の湾曲部103gと、第4の湾曲部103hを有する。また、図13、図15に示されるように、取り付け部12bは、第4の凸部103fを有する。第4の凸部103fは、第5の湾曲部103iと、第6の湾曲部103jを有する。これら第3の湾曲部103g、第4の湾曲部103h、第5の湾曲部103i、第6の湾曲部103jの形状は、ボイスコイル6の内周部の一部と略同じ形状になる。
(Modification 4)
In Embodiment 1, the
(変形例5)
実施の形態1では、第4の工程で、治具10に設けられた第3のガイド部103によってボイスコイル6がガイドされ、ボイスコイル6が第1のガイド部101の上面に載置され、第5の工程で、ボイスコイル6の上面と振動板7の内周部72の底面とが接着剤によって接合され、固定された。
(Modification 5)
In the first embodiment, in the fourth step, the
本変形例では、第4の工程で、ボイスコイル6の上面に振動板7の内周部72の底面が接着剤によって接合され、固定された後で、治具10に設けられた第3のガイド部103でボイスコイル6がガイドされて、ボイスコイル6が第1のガイド部101の上面に載置されてもよい。この場合、第5の工程では、ボイスコイル6が第1のガイド部101の上面に載置される前に、フレーム2の載置部29に接着剤が塗布され、ボイスコイル6が第1のガイド部101の上面に載置されるときに、フレーム2の載置部29と振動板7の外周部71の底面とが接着剤によって接合され、固定される。本変形例の工程は、ボイスコイル6が動作することにより振動が大きくなるスピーカを製造する場合に適した工程である。
In the present modification, in the fourth step, the bottom surface of the inner
本発明に係るスピーカの製造方法、および、この製造方法によって製造されるスピーカは、携帯電話などの小型の音響機器や電子機器に用いられるスピーカに有用である。 The speaker manufacturing method according to the present invention and the speaker manufactured by this manufacturing method are useful for a speaker used in a small acoustic device such as a mobile phone or an electronic device.
1 スピーカ
2 フレーム
3 ヨーク
4 マグネット
5 プレート
6 ボイスコイル
7 振動板
8 プロテクタ
10 治具
11 第1の取り付け部
12 第2の取り付け部
21 フレーム2の内周部
22a 第1の端部
22b 第2の端部
23 フレーム2の外周部
24a 第1のロック爪
24b 第2のロック爪
25a 第1のロック部
25b 第2のロック部
26a 第1のロック爪
26b 第2のロック爪
26c 第3のロック爪
27 突出部
28a 第1の係止部
28b 第2の係止部
28c 第3の係止部
29 載置部
31 第1のガイド体部
31a 第1の凸部
31b 第2の凸部
32、32a、32b 突出部
33 凹部
34 窪み部
35 段差部
51 第2のガイド体部
51a 第1の凸部
51b 第2の凸部
61 空隙
62a、62b 直線部
63a 第1の湾曲部
63b 第2の湾曲部
71 振動板7の外周部
72 振動板7の内周部
81a 第1のロック部
81b 第2のロック部
100 載置面
101 第1のガイド部
101a 第1の凸部
101b 第2の凸部
101c 第1の凸部101aの外周部の一部
101d 第1の凸部101aの外周部における長辺側の部分のうち第2の凸部101bと対向しない長辺側の部分
101e、101f 第1の凸部101aの外周部における短辺側の部分
101g 第2の凸部101bの外周部の一部
101h 第2の凸部101bの外周部における長辺側の部分のうち第1の凸部101aと対向しない長辺側の部分
101i、101j 第2の凸部101bの外周部における短辺側の部分
102 第2のガイド部
102a 第1の凹部
102b 第2の凹部
103 第3のガイド部
103a 第1の凸部
103b 第2の凸部
103c 第1の湾曲部
103d 第2の湾曲部
103e 第3の凸部
103f 第4の凸部
103g 第3の湾曲部
103h 第4の湾曲部
103i 第5の湾曲部
103j 第6の湾曲部
DESCRIPTION OF SYMBOLS 1 Speaker 2 Frame 3 Yoke 4 Magnet 5 Plate 6 Voice coil 7 Diaphragm 8 Protector 10 Jig 11 1st attachment part 12 2nd attachment part 21 Inner peripheral part 22a of frame 2 1st edge part 22b 2nd End 23 Peripheral part of frame 2 24a 1st lock claw 24b 2nd lock claw 25a 1st lock part 25b 2nd lock part 26a 1st lock claw 26b 2nd lock claw 26c 3rd lock claw 27 Protruding portion 28a First locking portion 28b Second locking portion 28c Third locking portion 29 Placement portion 31 First guide body portion 31a First convex portion 31b Second convex portion 32, 32a 32b Protruding part 33 Concave part 34 Depressed part 35 Step part 51 Second guide body part 51a First convex part 51b Second convex part 61 Cavity 62a, 62b Linear part 63a First curved portion 63b Second curved portion 71 Outer peripheral portion of diaphragm 7 72 Inner peripheral portion of diaphragm 7 First lock portion 81b Second lock portion 100 Placement surface 101 First guide portion 101a First 1st convex part 101b 2nd convex part 101c A part of the outer peripheral part of the 1st convex part 101a 101d The 2nd convex part 101b is not opposed among the long side parts in the outer peripheral part of the 1st convex part 101a Long side portions 101e, 101f Short side portions in the outer peripheral portion of the first convex portion 101a 101g Part of the outer peripheral portion of the second convex portion 101b 101h Long side in the outer peripheral portion of the second convex portion 101b Portion of the long side 101i, 101j that is not opposed to the first convex portion 101a in the portion of the first portion 101b on the short side in the outer peripheral portion of the second convex portion 101b 102 second guide portion 102a first concave portion 102b second of Part 103 Third guide part 103a First convex part 103b Second convex part 103c First curved part 103d Second curved part 103e Third convex part 103f Fourth convex part 103g Third curved part 103h 4th bending part 103i 5th bending part 103j 6th bending part
Claims (9)
前記治具の載置面上に設けられた2つの凸部からなるガイド部に、前記フレームの内周部がガイドされて前記治具に前記フレームが載置される工程と、
前記ガイド部の2つの凸部において互いに対向する面に設けられた凹部に、前記ヨークの両端部に設けられた凸部が嵌め込まれながら前記ヨークがガイドされて前記フレームと前記ヨークとが結合される工程と、
前記凹部に、前記マグネットが接合された前記プレートの両端に設けられた凸部が嵌め込まれながら前記プレートがガイドされて前記マグネットと前記ヨークとが結合される工程と、
前記ガイド部に前記ボイスコイルがガイドされて前記治具に前記ボイスコイルが載置される工程と、
前記フレームと、前記振動板とが結合される工程と、
前記治具から前記スピーカの構成部品の組立て品が抜き取られる工程と、
を有するスピーカの製造方法。 A frame having an opening, a yoke coupled to the inner periphery of the frame, a magnet coupled to the inside of the yoke, a plate coupled to the upper surface of the magnet, and a mounting portion of the frame The speaker is provided separately from the structural component of the speaker, and the voice coil disposed in the magnetic gap between the yoke and the plate. A speaker manufacturing method using a speaker assembly jig,
A step of placing the frame on the jig by guiding the inner peripheral portion of the frame to a guide portion comprising two convex portions provided on the placement surface of the jig;
The yoke is guided and the frame and the yoke are coupled while the convex portions provided at both ends of the yoke are fitted into the concave portions provided on the surfaces facing each other in the two convex portions of the guide portion. And the process
In the recess, a step of the plate is guided while the convex portion in which the magnet is provided at both ends of the plate which is joined are fitted between the magnet and the yoke are coupled,
A step of said voice coil is placed on the jig the voice coil is guided to the guide portion,
A step of combining the frame and the diaphragm ;
A step in which an assembly of the speaker components is extracted from the jig ;
The manufacturing method of the speaker which has this.
前記2つの凸部において、互いに対向する面に設けられた第2のガイド部に、略矩形形状のヨークの短辺側の両端部に設けられた第1のガイド体部がそれぞれ嵌め込まれながらガイドされて前記フレームと前記ヨークとが結合される第2の工程と、
前記第2のガイド部に、マグネットが接合された略矩形形状のプレートの短辺側の両端部に設けられた第2のガイド体部がそれぞれ嵌め込まれながらガイドされて前記マグネットと前記ヨークとが結合される第3の工程と、
前記第1のガイド部より内側において、前記凸部の上面から突出する第3のガイド部に、ボイスコイルの内周部がガイドされて前記治具に前記ボイスコイルが載置される第4の工程と、
前記フレームの載置部と前記振動板とが結合される第5の工程とを有することを特徴とするスピーカの製造方法。 In the two protrusions protruding from the mounting surface of the jig , the inner peripheral portion of the frame having the opening is guided by the first guide portion provided on the outer peripheral portion excluding the surfaces facing each other. A first step of placing the frame on a tool;
In the two convex portions, the first guide body portions provided at both end portions on the short side of the substantially rectangular yoke are fitted into the second guide portions provided on the surfaces facing each other, respectively. A second step of coupling the frame and the yoke;
The second guide portion is guided while being fitted with the second guide body portions provided at both ends on the short side of the substantially rectangular plate to which the magnet is joined. A third step to be combined;
Inside than the first guide portion, the third protruding from the upper surface of the convex portion to the guide portion, a fourth of the said jig inner peripheral portion is guided in the voice coil voice coil is placed Process,
A speaker manufacturing method comprising: a fifth step in which the mounting portion of the frame and the diaphragm are coupled.
このフレームの内周部に結合された略矩形形状のヨークと、
このヨークの内側に結合されたマグネットと、
このマグネットの上面に結合された略矩形形状のプレートと、
前記フレームの載置部に結合された振動板と、
この振動板の底面に結合されるとともにその一部が前記ヨークと前記プレートとの間の磁気ギャップ内に配置されたボイスコイルとを備え、
前記ヨークの短辺側の両端部にはそれぞれ第1のガイド体部が設けられ、
前記プレートの短辺側の両端部にはそれぞれ第2のガイド体部が設けられると共に、
前記磁気ギャップは、前記第1のガイド体部と前記第2のガイド体部とを互いに位置合わせされて形成されたことを特徴とするスピーカ。 A frame having an opening;
A substantially rectangular yoke coupled to the inner periphery of the frame;
A magnet coupled to the inside of this yoke;
A substantially rectangular plate coupled to the upper surface of the magnet;
A diaphragm coupled to the mounting portion of the frame;
A voice coil coupled to the bottom surface of the diaphragm and part of which is disposed in a magnetic gap between the yoke and the plate;
First guide body portions are provided at both end portions on the short side of the yoke,
A second guide body portion is provided at each of both end portions on the short side of the plate ,
The magnetic gap is formed by aligning the first guide body part and the second guide body part with each other .
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008203991A JP5326412B2 (en) | 2008-08-07 | 2008-08-07 | Speaker manufacturing method and speaker manufactured by the manufacturing method |
| PCT/JP2009/003639 WO2010016208A1 (en) | 2008-08-07 | 2009-07-31 | Speaker, and manufacturing method and manufacturing device therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008203991A JP5326412B2 (en) | 2008-08-07 | 2008-08-07 | Speaker manufacturing method and speaker manufactured by the manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010041547A JP2010041547A (en) | 2010-02-18 |
| JP5326412B2 true JP5326412B2 (en) | 2013-10-30 |
Family
ID=42013587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008203991A Expired - Fee Related JP5326412B2 (en) | 2008-08-07 | 2008-08-07 | Speaker manufacturing method and speaker manufactured by the manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5326412B2 (en) |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS615698A (en) * | 1984-06-20 | 1986-01-11 | Mitsubishi Electric Corp | Assembling method of loudspeaker |
| JPS6135495U (en) * | 1984-07-31 | 1986-03-04 | ナイルス部品株式会社 | speaker |
| JP4600037B2 (en) * | 2004-12-27 | 2010-12-15 | パナソニック株式会社 | Speaker |
| JP4718861B2 (en) * | 2005-02-18 | 2011-07-06 | スター精密株式会社 | Electroacoustic transducer |
| JP4690942B2 (en) * | 2006-05-24 | 2011-06-01 | パイオニア株式会社 | Speaker device manufacturing method and speaker device assembly jig |
| JP5082401B2 (en) * | 2006-11-17 | 2012-11-28 | 株式会社Jvcケンウッド | Speaker manufacturing method, speaker and speaker manufacturing jig |
| JP2008141274A (en) * | 2006-11-30 | 2008-06-19 | Citizen Electronics Co Ltd | Electroacoustic transducer |
| JP5194970B2 (en) * | 2008-04-09 | 2013-05-08 | パナソニック株式会社 | Speaker |
| JP4997173B2 (en) * | 2008-05-13 | 2012-08-08 | ホシデン株式会社 | Electroacoustic transducer |
-
2008
- 2008-08-07 JP JP2008203991A patent/JP5326412B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010041547A (en) | 2010-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7200241B2 (en) | Loudspeaker | |
| US8787611B2 (en) | Frame for speaker, speaker using same, and electronic apparatus and mobile device using speaker | |
| US7715585B2 (en) | Speaker | |
| JP6142410B2 (en) | Ultra-thin speaker unit with improved bass characteristics and sound pressure and board assembled with speaker unit | |
| US8516681B2 (en) | Loud speaker manufacturing method | |
| JP5087573B2 (en) | Speaker and manufacturing method thereof | |
| US20090202095A1 (en) | Speaker device | |
| CN104540078A (en) | Micro loudspeaker | |
| CN105050012A (en) | Loudspeaker and assembling method thereof | |
| US7574013B2 (en) | Speaker | |
| EP2811759A1 (en) | Slim width microspeaker | |
| US8126188B2 (en) | Speaker and method of producing the same | |
| JP5326412B2 (en) | Speaker manufacturing method and speaker manufactured by the manufacturing method | |
| JP2010041548A (en) | Fixture used for manufacturing speaker, and speaker manufactured by this tool | |
| EP1696697A1 (en) | Loudspeaker | |
| WO2010016208A1 (en) | Speaker, and manufacturing method and manufacturing device therefor | |
| CN204291370U (en) | Microspeaker | |
| JP4415882B2 (en) | Speaker manufacturing method | |
| JP5195338B2 (en) | Speaker manufacturing method | |
| JP5168101B2 (en) | Speaker manufacturing method and speaker manufactured by the manufacturing method | |
| JP5359189B2 (en) | Jigs used in speaker manufacturing | |
| JP4893798B2 (en) | Speaker | |
| JP4877378B2 (en) | Speaker | |
| KR101318699B1 (en) | Micro speaker | |
| JP4777866B2 (en) | Speaker |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110802 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20110913 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20121213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130708 |
|
| LAPS | Cancellation because of no payment of annual fees |