JP5309375B2 - インクジェットプリントヘッド及びその製造方法 - Google Patents
インクジェットプリントヘッド及びその製造方法 Download PDFInfo
- Publication number
- JP5309375B2 JP5309375B2 JP2011027774A JP2011027774A JP5309375B2 JP 5309375 B2 JP5309375 B2 JP 5309375B2 JP 2011027774 A JP2011027774 A JP 2011027774A JP 2011027774 A JP2011027774 A JP 2011027774A JP 5309375 B2 JP5309375 B2 JP 5309375B2
- Authority
- JP
- Japan
- Prior art keywords
- print head
- silicon layer
- pressure chamber
- manifold
- ink
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 239000000758 substrate Substances 0.000 claims description 139
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 105
- 229910052710 silicon Inorganic materials 0.000 claims description 105
- 239000010703 silicon Substances 0.000 claims description 105
- 238000000034 method Methods 0.000 claims description 73
- 238000005530 etching Methods 0.000 claims description 43
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 claims description 22
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 claims description 20
- 238000001039 wet etching Methods 0.000 claims description 20
- 238000001020 plasma etching Methods 0.000 claims description 19
- 238000009616 inductively coupled plasma Methods 0.000 claims description 10
- 230000001590 oxidative effect Effects 0.000 claims description 5
- 239000012212 insulator Substances 0.000 claims description 3
- 238000010030 laminating Methods 0.000 claims description 3
- 229920002120 photoresistant polymer Polymers 0.000 description 40
- 238000001312 dry etching Methods 0.000 description 21
- 239000010408 film Substances 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 15
- 230000008569 process Effects 0.000 description 12
- 238000010586 diagram Methods 0.000 description 7
- 238000000059 patterning Methods 0.000 description 7
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 5
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 3
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000000708 deep reactive-ion etching Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- -1 gold and silver Chemical class 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- CHWRSCGUEQEHOH-UHFFFAOYSA-N potassium oxide Chemical compound [O-2].[K+].[K+] CHWRSCGUEQEHOH-UHFFFAOYSA-N 0.000 description 1
- 229910001950 potassium oxide Inorganic materials 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001373 regressive effect Effects 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/161—Production of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14411—Groove in the nozzle plate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
本発明はインクジェットプリントヘッド及びその製造方法に関し、さらに詳細には、圧力チャンバの空間を減らすための突出部を備えてインクジェットプリントヘッドの駆動電圧を低めることができ、突出部をSOIウエハーからなる下部基板の上部シリコン層に形成して、製造工程を簡素化したインクジェットプリントヘッド及びその製造方法に関する。
一般的にインクジェットプリントヘッドは、電気信号を物理的な力に変換して小さいノズルを通じてインクが微小な液滴(droplet)の形態に吐出されるようにする構造体である。このようなインクジェットプリントヘッドはインク吐出方式によって様々な方式に分けられるが、特に圧電体を用いてインクを吐出させる圧電方式のインクジェットプリントヘッドが最近、産業用インクジェットプリンターにおいて広く用いられている。
例えば、フレキシブル印刷回路基板(FPCB)上に金、銀などの金属を溶かして作ったインクを噴射して回路パターンを直接形成させたり、産業グラフィックや液晶ディスプレー(LCD)、有機発光ダイオード(OLED)の製造及び太陽電池などに用いられる。
このような圧電方式のインクジェットプリントヘッドにおいて、産業用インクの粘度は一般OA用インクより大きいため、求める速度及びボリュームの液滴を吐出するためには高い駆動電圧を要する。
従って、本発明は上述のような従来技術の問題点を解決するために、圧力チャンバの空間を減らすための突出部を備えて、求める速度やボリュームの液滴を吐出するための駆動電圧を低めることができるインクジェットプリントヘッド及びその製造方法を提供することをその目的とする。
また、本発明は上記突出部をSOIウエハーからなる下部基板の上部シリコン層に形成することにより、製造工程を簡素化することができるインクジェットプリントヘッド及びその製造方法を提供することを他の目的とする。
本発明によるインクジェットプリントヘッドは、圧力チャンバが形成される上部基板、及び上部シリコン層、絶縁層、及び下部シリコン層を含む下部基板を含み、前記下部基板は前記上部シリコン層からなって、前記圧力チャンバの空間を減らすために前記圧力チャンバ内に突出される突出部を含み、前記上部基板の底面と前記下部基板の前記下部シリコン層の上面が固定されることができる。
また、本発明によるインクジェットプリントヘッドにおいて、前記上部基板は、第1シリコン層、中間酸化膜、及び第2シリコン層が順に積層されたSOI(Silicon on Insulator)ウエハーからなることができる。この際、前記突出部は高さが前記第1シリコン層の厚さより小さく形成されることが好ましい。
また、本発明によるインクジェットプリントヘッドにおいて、前記下部基板はインク流入口から流入されるインクを前記圧力チャンバに供給するマニホールド、及び前記圧力チャンバとノズルの間に形成されるダンパーを含むことができる。この際、前記マニホールド及び前記ダンパーのうち少なくとも一つは側面が傾斜して形成されたり、底面と垂直に形成されることができる。
また、本発明によるインクジェットプリントヘッドにおいて、前記マニホールドと前記圧力チャンバの間に前記圧力チャンバから前記マニホールドへのインクの逆流を防止するリストリクターが形成され、前記リストリクターは前記突出部の前記マニホールド側の側面と前記圧力チャンバの前記マニホールド側の側面によって形成されることができる。
また、本発明によるインクジェットプリントヘッドにおいて、前記絶縁層は前記下部シリコン層の表面を酸化させて形成される酸化膜からなることができる。
一方、本発明によるインクジェットプリントヘッドの製造方法は、上部基板に圧力チャンバ溝を形成する段階、下部シリコン層、絶縁層、及び上部シリコン層を順に積層して下部基板を準備する段階、前記上部シリコン層で、前記圧力チャンバ溝内に配置される突出部を形成するための部分以外の部分を除去する段階、及び前記突出部が前記圧力チャンバ溝の空間上に配置されるように、前記上部基板の底面と前記下部基板の絶縁層を固定する段階を含むことができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記上部基板の底面と前記下部基板の絶縁層を固定する段階は、シリコン直接接合(SDB)によってなされることができる。
また、本発明によるインクジェットプリントヘッドの製造方法は、インク流入口に流入されたインクを前記圧力チャンバに供給するマニホールド及び前記圧力チャンバとノズルの間のインク流路であるダンパーを形成するために、前記下部基板をエッチングする段階をさらに含むことができる。この際、前記マニホールド及び前記ダンパーを形成するために前記下部基板をエッチングする段階は、反応性イオンエッチング(RIE)方法によって遂行されることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記下部基板をエッチングする段階は、前記マニホールド及び前記ダンパーのうち少なくとも一つの側面が傾斜するようにエッチングしてなされることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記上部シリコン層で前記突出部を形成するための部分以外の部分を除去する段階は、誘導結合プラズマ(ICP:Inductively Coupled Plasma)を用いた反応性イオンエッチング(RIE)方法によって遂行されることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記上部シリコン層で前記突出部を形成するための部分以外の部分を除去する段階は、テトラメチル水酸化アンモニウム(TMAH:Tetramethyl Ammonium Hydroxide)または水酸化カリウム(KOH)を用いた湿式エッチング方法によって遂行されることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記上部シリコン層で前記突出部を形成するための部分以外の部分を除去する段階は、前記絶縁層をエッチング停止層として遂行されることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記上部基板はSOIウエハーからなり、前記上部基板に圧力チャンバ溝を形成する段階は前記SOIウエハーの中間酸化膜をエッチング停止層として遂行されることができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記下部基板を準備する段階は、前記下部シリコン層に、インク流入口に流入されたインクを前記圧力チャンバに供給するマニホールド及び前記圧力チャンバとノズルの間のインク流路であるダンパーを形成するように、前記下部シリコン層をエッチングする段階、前記下部シリコン層の上面に前記絶縁層を形成する段階、及び前記絶縁層の上部に前記上部シリコン層を積層する段階を含むことができる。
また、本発明によるインクジェットプリントヘッドの製造方法において、前記絶縁層を形成する段階は前記下部シリコン層の表面を酸化させてなされることができる。
本発明によるインクジェットプリントヘッド及びその製造方法によると、圧力チャンバ内に突出部を備えて圧力チャンバの空間を減らすことにより、求める速度やボリュームの液滴を吐出するためのインクジェットプリントヘッドの駆動電圧を低めることができる。
また、下部基板としてSOIウエハーを用いて、前記突出部をSOIウエハーの上部シリコン層によって形成することにより、インクジェットプリントヘッドの製造工程を簡素化することができる。
以下、図面を参照して本発明の具体的な実施形態を詳細に説明する。但し、本発明の思想は提示される実施形態に制限されず、本発明の思想を理解する当業者は同一の思想の範囲内にて他の構成要素を追加、変更、削除等によって、退歩的な他の発明や本発明の思想の範囲内に含まれる他の実施形態を容易に提案することができるが、これもまた本発明の思想の範囲内に含まれるとすべきであろう。
また、各実施形態の図面に示す同一の思想の範囲内の機能が同一の構成要素は、同一または類似の参照番号を用いて説明する。
図1は本発明の第1実施例によるインクジェットプリントヘッドを部分切断して示した分解斜視図であり、図2は本発明の第1実施例によるインクジェットプリントヘッドの垂直断面図であり、図3は本発明の第1実施例によるインクジェットプリントヘッドの上部基板にインク流路を形成する方法を示す工程図であり、図4は本発明の第1実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する段階を示す工程図である。
図1から図4を参照すると、本発明の第1実施例によるインクジェットプリントヘッドは、インク流路が形成される上部基板100及び下部基板200と、上部基板100の上面に形成される圧電アクチュエーター130を含む。
上部基板100には、インクが流入されるインク流入口110及び多数の圧力チャンバ150が形成されることができる。この際、上部基板100は単結晶シリコン基板や、二つのシリコン層の間に絶縁層が形成されるSOI(Silicon on Insulator)ウエハーであることができる。上部基板100がSOIウエハーである場合、圧力チャンバ150の高さはSOIウエハーの二つのシリコン層のうち下部のシリコン層の厚さと実質的に同一にすることができる。
圧電アクチュエーター130は圧力チャンバ150に対応するように上部基板100の上部に形成され、圧力チャンバ150に流入されたインクをノズル250に吐出するための駆動力を提供する。例えば、圧電アクチュエーター130は、共通電極の役割をする下部電極、電圧の印加によって変形される圧電膜、及び駆動電極の役割をする上部電極を含んで構成されることができる。
下部電極は上部基板100の全表面に形成されることができ、一つの導電性金属物質からなることができるが、チタン(Ti)と白金(Pt)からなる二つの金属薄膜層で構成されることが好ましい。下部電極は共通電極の役割だけでなく、圧電膜と上部基板100の間の相互拡散を防止する拡散防止層の役割もするようになる。圧電膜は下部電極上に形成され、多数の圧力チャンバ150夫々の上部に位置するように配置される。このような圧電膜は圧電物質、好ましくはPZT(Lead Zirconate Titanate)セラミックス材料からなることができる。上部電極は圧電膜上に形成されて、Pt、Au、Ag、Ni、Ti及びCuなどの物質のうち何れか一つの物質からなることができる。この際、上部電極はPZTペーストをスクリーンプリンティングした後、続いてAg/Pdペーストをスクリーンプリンティングしてともに焼結して製作することもできる。
本実施例では圧電アクチュエーター130を用いた圧電駆動方式によってインクが吐出される構成を例として説明しているが、インク吐出方式によって本発明が制限されたり限定されるのではなく、要求される条件によって熱駆動方式などの多様な方式でインクが吐出されるように構成されることができる。
下部基板200には、インク流入口110に流入されるインクを多数の圧力チャンバ150夫々に移送するマニホールド210、インクを吐出する多数のノズル250、圧力チャンバ150とノズル250の間に形成されるダンパー240が構成されることができる。マニホールド210とダンパー240は側面が傾斜して形成されることができ、上部から下部に行くほど水平断面が小さくなるように形成されることができる。ここで、水平断面とはインクジェットプリントヘッドの設置面に平行な断面を意味する。
下部基板200は単結晶シリコン基板やSOIウエハーからなることができ、下部シリコン層201、絶縁層202及び上部シリコン層203が順に積層してなされるSOIウエハーであることが好ましい。単結晶シリコン基板を用いる場合、突出部を除いた部分を湿式または乾式でエッチングすると、上部基板とのシリコン直接接合(SDB:Silicon Direct Bonding)時に要求されるシリコン基板の表面粗さ(roughness)を得ることができないためである。
下部シリコン層201の一部及び絶縁層202にマニホールド210とダンパー240が形成され、下部シリコン層201の一部にノズル250が形成されることができる。また、上部シリコン層203には圧力チャンバ150の空間内に配置される突出部230が形成されることができる。
突出部230は水平断面が長方形の形態からなることができ、これは例示的なものであり、他に平行四辺形または長い六角形など、圧力チャンバ内に挿入することができる多様な形態からなることができる。また、突出部230の高さも要求される設計条件によって圧力チャンバ150の空間内に配置されることができる限度内で多様な高さに設計されることができる。例えば、上部シリコン層203の厚さと実質的に同一に形成されることができ、要求される圧力チャンバ150の高さによって10〜100μm内で形成されることができる。この際、他のインク流路構成との関係でパターニングに問題がなければ突出部の高さを100μm以上にすることも可能である。
マニホールド210と圧力チャンバ150の間にはインクが吐出される時に圧力チャンバのインクがマニホールドに逆流することを抑制するために、多数のリストリクター220が形成されることができる。具体的に、リストリクター220は、圧力チャンバ150のマニホールド210側の側面と突出部230のマニホールド210側の側面によって形成されることができる。
以下、上述の構成を有した本発明の第1実施例によるインクジェットプリントヘッドを製造する方法を説明する。
まず、本発明の好ましい製造方法を概略的に説明すると、上部基板及び下部基板にインク流路を形成し、下部基板上に上部基板を積層して接合することにより、本実施例によるインクジェットプリントヘッドが完成される。一方、上部基板と下部基板にインク流路を形成する段階は順序に関わらず遂行されることができる。即ち、上部基板と下部基板のうち何れか一つにインク流路を形成することもでき、上部基板と下部基板に同時にインク流路が形成されることもできる。但し、以下では説明の便宜上、上部基板にインク流路を形成する工程を先に説明する。
図3の(a)を参照すると、本実施例では上部基板100として、略100〜200μm程度の厚さを有した第1シリコン層101と、略0.3〜2μm程度の厚さを有した中間酸化膜102と、略5〜13μm程度の厚さを有した第2シリコン層103からなったSOIウエハーを用いる。準備された上部基板100を湿式及び/または乾式酸化させて、上部基板100の上面と下面には略5、000〜15、000Å程度の厚さを有したシリコン酸化膜を形成することができる。
上部基板100の下面にフォトレジスト(photoresist)105を塗布し、塗布されたフォトレジスト105をパターニングして、インク流入口110を形成するための第1開口部111と、圧力チャンバ150を形成するための第2開口部151を形成する。この際、フォトレジストのパターニングは露光と現像を含む公知されたフォトリソグラフィ(photolithography)方法によってなされることができ、以下で説明される他のフォトレジストのパターニングもこれと同一の方法からなることができる。
次に、図3の(b)に図示されたように、パターニングされたフォトレジスト105をエッチングマスクとして第1開口部111及び第2開口部151を通じて露出された部分の第1シリコン層101をエッチングし、インク流入口110の一部である第1溝部112と、圧力チャンバ150溝を形成する。この際、上記上部基板100の第1シリコン層101に対するエッチングは、誘導結合プラズマ(ICP:Inductively Coupled Plasma)を用いた反応性イオンエッチング(RIE)のような乾式エッチング方法や、シリコン用エッチング液(etchant)として、例えばテトラメチル水酸化アンモニウム(TMAH:Tetramethyl Ammonium Hydroxide)または水酸化カリウム(KOH)を用いた湿式エッチング方法によって遂行されることができる。このようなシリコン層のエッチングは以下で説明される他のシリコン層に対するエッチングにも同一に適用されることができる。
圧力チャンバ150溝を形成するために第1シリコン層101をエッチングする時、中間酸化膜102がエッチング停止層としての役割をするため、圧力チャンバ150溝の高さは第1シリコン層101の厚さと実質的に同一になることができる。
次に、図3の(c)に図示されたように、第2シリコン層103をエッチングし、インク流入口110の一部である第2溝部113を形成する。この際、第2シリコン層103の上面にフォトレジストを塗布し、このフォトレジストをパターニングして、インク流入口110を形成するための開口部を形成した後、このパターニングされたフォトレジストをエッチングマスクとして上記開口部を通じて露出された部分の第2シリコン層103をエッチングすることにより、上記第2溝部113を形成することができる。
次に、図3の(d)に図示されたように、インク流入口110が形成される部分の中間酸化膜102をエッチングして、第1溝部112と第2溝部113を連通することにより、インク流入口110が形成される。この際、上記中間酸化膜102は第1シリコン層101の表面を酸化させて形成されるシリコン酸化幕であることができ、中間酸化膜102のエッチングは、反応性イオンエッチング(RIE)のような乾式エッチング方法、またはBOE(Buffered Oxide Etchant)を用いた湿式エッチング方法によって遂行されることができる。このような中間酸化膜のエッチングは、以下で説明される他の中間酸化膜または絶縁層に対するエッチングにも同一に適用されることができる。
以上、上部基板100としてSOIウエハーを用いてインク流路を形成することを図示して説明したが、上部基板100として単結晶シリコン基板を用いることもできることは勿論である。即ち、略100〜200μm程度の厚さを有した単結晶シリコン基板を準備した後、図3の(a)から(d)に図示された方法と同一の方法で上部基板100にインク流入口110と圧力チャンバ150を形成することができる。
以下では、図4を参照して本発明の第1実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する工程を説明する。
図4の(a)に図示されたように、下部基板200として、略数百μmの厚さ、好ましくは略 210μm程度の厚さを有した下部シリコン層201と、略1μm〜2μm程度の厚さを有した絶縁層202と、略10μm〜100μm程度の厚さを有した上部シリコン層203からなったSOIウエハーを用いる。準備された下部基板200を湿式及び/または乾式酸化させて、下部基板200の上面と下面に略5、000〜15、000Å程度の厚さを有したシリコン酸化膜を形成することができる。
下部基板200の下面にフォトレジスト205を塗布し、塗布されたフォトレジスト205をパターニングして、ノズル250を形成するための開口部251を形成する。この際、フォトレジストのパターニングは上述のようにフォトリソグラフィ方法によってなされることができる。
次に、図4の(b)に図示されたように、パターニングされたフォトレジスト205をエッチングマスクとして上記開口部251を通じて露出された部分の下部シリコン層201をエッチングして、ノズル250を形成する。
次に、図4の(c)に図示されたように、上部シリコン層203の上面にフォトレジスト206を塗布し、フォトレジスト206で突出部230を形成するための部分を除いた部分を除去した後、上記フォトレジスト206をエッチングマスクとして上述のように露出された部分の上部シリコン層203をエッチングすることにより、突出部230を形成する。この際、突出部230を形成するための上部シリコン層203のエッチングは、TMAHまたはKOHを用いた湿式エッチングや、ICPを用いた RIEのような乾式エッチング方法によってなされる。
突出部230の水平断面は長方形または平行四辺形などの形態からなることができ、長方形の断面を有する突出部230は上部シリコン層203を乾式エッチングして得ることができ、平行四辺形の断面を有する突出部230は上部シリコン層203を湿式エッチングして得ることができる。その他に、向かい合う二つの辺が長い六角形、逆ピラミッド形または楕円形など、多様な形態からなることができる。このように、突出部230は乾式エッチングまたは湿式エッチングによって形成することができるが、特に乾式エッチング例えばDRIEなどを用いる場合、求める形状の突出部を得ることができる。突出部230は上部シリコン層203をエッチングして形成されるため、上部シリコン層203の厚さと実質的に同一の高さを有し、突出部230の高さは上部シリコン層203の厚さを調整することにより多様に調整することができる。このように調整される突出部230の高さによって圧力チャンバ150の高さも調整されることは勿論である。
このように形成された突出部230の上面に存在するフォトレジスト206は、湿式エッチングや乾式エッチングによって除去されることができ、化学・機械的研磨(CMP:Chemical Mechanical Planarization)によって除去されることもできる。この際、突出部230の厚さの一部をともに除去して、突出部230の高さを調整することができる。
次に、図4の(d)に図示されたように、突出部230が形成された下部基板200の上面、即ち絶縁層202の上面と突出部230の上面を覆うようにフォトレジスト207を塗布し、これをパターニングしてマニホールド210を形成するための開口部211を形成する。
次に、図4の(e)に図示されたように、パターニングされたフォトレジスト207をエッチングマスクとして、絶縁層202と下部シリコン層201の一部をエッチングすることにより、マニホールド210を形成する。マニホールド210の形成は乾式エッチングや湿式エッチング方法によってなされることができ、特にTMAHまたはKOHを用いた湿式エッチング方法によってマニホールド210の側面が傾斜するようにエッチングされることができる。即ち、マニホールド210の水平断面が上部から下部に行くほど小さくなるように形成されることが好ましい。これは、インク流入口110に流入されたインクがマニホールド210から圧力チャンバ150に移送されることを容易にするためである。
次に、図4の(f)に図示されたように、突出部230とマニホールド210が形成された下部基板200の上面を覆うようにフォトレジスト208を塗布し、これをパターニングしてダンパー240を形成するための開口部241を形成する。
次に、図4の(g)に図示されたように、パターニングされたフォトレジスト208をエッチングマスクとして、絶縁層202と下部シリコン層201の一部をエッチングすることにより、ダンパー240を形成する。この際、ダンパー240の形成は乾式エッチングや湿式エッチング方法によってなされることができ、ダンパー240がノズル250と連通するようになされる。この際、TMAHまたはKOHを用いた湿式エッチング方法によってダンパー240の側面は傾斜して形成されることができる。即ち、ダンパー240の水平断面が下部に行くほど小さくなるように形成される。これは、圧力チャンバ150からノズル250へのインク吐出を容易にする。
本実施例では、下部基板200にノズル250、突出部230、マニホールド210、ダンパー240の順にインク流路を形成することを図示して説明しているが、これは例示的なものであり、この構成の加工段階の順序は求められる条件及び設計仕様によって変形されることができることは勿論である。例えば、下部基板200に突出部230を先に形成して、ノズル、マニホールド、ダンパーを任意の順に形成することもできる。
このように、インク流路が形成された上部基板100及び下部基板200を接合して、上部基板100の上面に圧力チャンバ150の位置に対応する位置に圧電アクチュエーター130を形成すると、図2に図示されたように、本実施例によるインクジェットプリントヘッドが完成される。
この際、上部基板100と下部基板200の接合はシリコン直接接合(SDB)によってなされることが好ましい。即ち、上部基板100の第1シリコン層101の下面と下部基板200の絶縁層202の上面を接合面として、この接合面を密着した後、熱処理することにより接合されることができる。
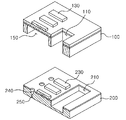
図5は本発明の第2実施例によるインクジェットプリントヘッドを部分切断して示した分解斜視図であり、図6は本発明の第2実施例によるインクジェットプリントヘッドの垂直断面図であり、図7は本発明の第2実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法を示す工程図である。
図5から図7に図示された本発明の第2実施例によるインクジェットプリントヘッドは、マニホールドとダンパーの水平断面が下部基板の厚さ方向に沿って同一に形成されるものであり、その他の構成は図1に図示された本発明の第1実施例によるインクジェットプリントヘッドと同一であるため、この構成に対する詳細な説明は省略し、以下では差異点を中心に説明する。
図5及び図6を参照すると、本発明の第2実施例によるインクジェットプリントヘッドは、インク流入口110及び圧力チャンバ150が形成される上部基板100、マニホールド210、突出部230、ダンパー240及びノズル250が形成される下部基板200、及び上部基板100の上面に形成される圧電アクチュエーター130を含む。
本実施例でマニホールド210は下部基板200の絶縁層202と、下部シリコン層201の一部によって形成され、マニホールド210の水平断面は下部基板200の厚さ方向に沿って同一に形成されている。即ち、マニホールド210の側面はマニホールド210の底面に垂直に形成される。これは、ICPを用いたRIEのような乾式エッチング方法によってなされることができる。
ダンパー240は下部基板200の絶縁層202と、下部シリコン層201の一部によって形成され、ノズル250と連通されるように形成される。この際、ダンパー240の水平断面は下部基板200の厚さ方向に沿って同一に形成されている。即ち、ダンパー240の側面はダンパー240の底面に垂直に形成される。これは、ICPを用いたRIEのような乾式エッチング方法によってなされることができる。
以下では、図7を参照して、本発明の第2実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法を説明する。本発明の第2実施例によるインクジェットプリントヘッドの上部基板の構成は第1実施例と同一であるため、これに対する説明は省略する。
図7に図示された本発明の第2実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法は、マニホールドとダンパーの水平断面が下部基板の厚さ方向に同一に形成されるものであり、マニホールドを形成する段階とダンパーを形成する段階の他の段階は図4に図示された第1実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する段階と実質的に同一である。従って、以下ではマニホールド及びダンパーを形成する段階を中心に説明する。
図7の(a)に図示されたように、下部シリコン層201、絶縁層202、及び上部シリコン層203を順に積層してなされた下部基板200の下面にフォトレジスト205を塗布し、塗布されたフォトレジスト205をパターニングして、ノズル250を形成するための開口部251を形成する。
次に、図7の(b)に図示されたように、パターニングされたフォトレジスト205をエッチングマスクとして上記開口部251を通じて露出された部分の下部シリコン層201をエッチングすることにより、ノズル250を形成する。
次に、図7の(c)に図示されたように、上部シリコン層203の上面にフォトレジスト206を塗布し、フォトレジスト206で突出部230を形成するための部分を除いた部分を除去した後、上記フォトレジスト206をエッチングマスクとして上述のように露出された部分の上部シリコン層203をエッチングすることにより、突出部230を形成する。
次に、図7の(d)に図示されたように、突出部230が形成された下部基板200の上面、即ち絶縁層202の上面と突出部230の上面を覆うようにフォトレジスト207を塗布し、これをパターニングしてマニホールド210を形成するための開口部211を形成する。
次に、図7の(e)に図示されたように、パターニングされたフォトレジスト207をエッチングマスクとして、絶縁層202と下部シリコン層201の一部をエッチングすることにより、マニホールド210を形成する。マニホールド210の形成は乾式エッチングや湿式エッチング方法によってなされることができ、特にICPを用いたRIEのような乾式エッチング方法によってマニホールド210の水平断面が下部基板200の厚さ方向に沿って同一に形成されることができる。即ち、マニホールド210の側面がマニホールド210の底面と垂直になるように形成される。
次に、図7の(f)に図示されたように、突出部230とマニホールド210が形成された下部基板200の上面を覆うようにフォトレジスト208を塗布し、これをパターニングしてダンパー240を形成するための開口部241を形成する。
次に、図7の(g)に図示されたように、パターニングされたフォトレジスト208をエッチングマスクとして、絶縁層202と下部シリコン層201の一部をエッチングすることにより、ダンパー240を形成する。この際、ダンパー240の形成は乾式エッチングや湿式エッチング方法によってなされることができ、特にICPを用いたRIEのような乾式エッチング方法によってダンパー240の水平断面の大きさが下部基板200の厚さ方向に沿って一定に形成されることができる。即ち、ダンパー240の側面がダンパー240の底面と垂直になるように形成される。この際、ダンパー240はノズル250と連通するようになされる。
次に、図7の(h)に図示されたように、下部基板200の上面に形成されたフォトレジスト208を除去すると、下部基板200が完成される。これは、乾式エッチングや湿式エッチングによってなされることができ、CMPによってなされることもできる。この際、突出部230の高さや下部基板200の厚さを求めるサイズにするために、突出部230及び下部シリコン層201を厚さ方向に一部除去することができる。
図8は本発明の第3実施例によるインクジェットプリントヘッドを部分切断して示した分解斜視図であり、図9は本発明の第3実施例によるインクジェットプリントヘッドの垂直断面図であり、図10は本発明の第3実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法を示す工程図である。
図8から図10に図示された本発明の第3実施例によるインクジェットプリントヘッドは、マニホールドの水平断面が下部基板の厚さ方向に沿って一定に形成され、ダンパーの垂直断面が逆台形の形状に形成されるものであり、その他の構成は図1に図示された本発明の第1実施例によるインクジェットプリントヘッドと同一であるため、この構成に対する詳細な説明は省略し、以下では差異点を中心に説明する。
図8及び図9を参照すると、本発明の第3実施例によるインクジェットプリントヘッドは、インク流入口110及び圧力チャンバ150が形成される上部基板100、マニホールド210、突出部230、ダンパー240及びノズル250が形成される下部基板200、及び上部基板100の上面に形成される圧電アクチュエーター130を含む。
本実施例でマニホールド210は下部基板200の絶縁層202と、下部シリコン層201の一部によって形成され、マニホールド210の水平断面は下部基板200の厚さ方向に沿って同一に形成されている。即ち、マニホールド210の側面はマニホールド210の底面に垂直に形成される。
ダンパー240は下部基板200の絶縁層202と、下部シリコン層201の一部によって形成され、垂直断面が逆台形の形状に形成される。この際、ダンパー240の垂直断面で下辺はノズル250の直径と同一に形成される。
以下では、図10を参照して本発明の第3実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法を説明する。本発明の第3実施例によるインクジェットプリントヘッドの上部基板の構成は、第1実施例と同一であるため、これに対する説明は省略する。
図10に図示された本発明の第3実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する方法は、下部基板にマニホールド、ダンパー、ノズルを形成した後、突出部を形成し、マニホールドの水平断面を下部基板の厚さ方向に沿って一定に形成し、ダンパーの垂直断面を逆台形の形状に形成するという点で、図4に図示された第1実施例によるインクジェットプリントヘッドの下部基板にインク流路を形成する段階と相異なる。従って、以下では差異点を中心に説明する。
図10の(a)に図示されたように、絶縁層202の上部にフォトレジスト205を塗布し、塗布されたフォトレジスト205をパターニングして、パターニングされたフォトレジスト205をエッチングマスクとして絶縁層202にマニホールド210とダンパー240を形成するための開口部211、241を形成する。
次に、図10の(b)に図示されたように、パターニングされたフォトレジスト205をエッチングマスクとして上記開口部211、241を通じて露出された部分の下部シリコン層201をエッチングして、マニホールド210とダンパー240溝を形成する。
マニホールド210の形成は乾式エッチングや湿式エッチング方法によってなされることができ、特に、ICPを用いたRIEのような乾式エッチング方法によってマニホールド210の水平断面が下部基板200の厚さ方向に沿って同一に形成されることができる。即ち、マニホールド210の側面がマニホールド210の底面と垂直になるように形成される。
ダンパー240溝の形成は、乾式エッチングや湿式エッチング方法によってなされることができ、特に、TMAHまたはKOHを用いた湿式エッチング方法によってダンパー240溝の垂直断面が逆三角形の形態に形成されることができる。
次に、図10の(c)に図示されたように、下部シリコン層201を求める厚さに研磨する。下部シリコン層201は略数百μmの厚さ、好ましくは略210μm程度の厚さになるように研磨されることができ、CMP工程によってなされることができる。
次に、図10の(d)に図示されたように、下部シリコン層201の下面にフォトレジスト206を塗布し、これをパターニングしてノズル250を形成するための開口部251を形成する。
次に、図10の(e)に図示されたように、パターニングされたフォトレジスト206をエッチングマスクとして下部シリコン層201の一部をエッチングして、ノズル250を形成する。この際、ダンパー240の垂直断面が逆台形の形態になるようにノズル250が連通されて、ダンパー240の垂直断面で下辺がノズル250の直径と実質的に同一に形成されることができる。
次に、図10の(f)に図示されたように、絶縁層202の上部に上部シリコン層203を形成する。上部シリコン層203は絶縁層202にSDB方法によって接合されることができる。この際、上部シリコン層203はCMPのような研磨工程によって求める厚さの突出部230と同一の厚さに形成することができる。
次に、図10の(g)に図示されたように、上部シリコン層203の上部にフォトレジスト207を塗布し、これをパターニングして上部シリコン層203で突出部230が形成される部分以外の部分が露出されるようにする。
次に、図10の(h)に図示されたように、上記パターニングされたフォトレジスト207をエッチングマスクとして上部シリコン層203の突出部230の形成部分以外の部分を除去する。これは上述のように、TMAHやKOHを用いた湿式エッチングまたはICPを用いたRIEのような乾式エッチングによってなされることができる。
次に、図10の(i)に図示されたように、突出部230の上面に形成されたフォトレジスト207を除去すると、下部基板200が完成される。
図11は本発明によるインクジェットプリントヘッドと比較例によるインクジェットプリントヘッドの液滴の吐出ボリュームの変化を示すグラフであり、図12は本発明によるインクジェットプリントヘッドと比較例によるインクジェットプリントヘッドの液滴の吐出速度の変化を示すグラフである。比較例によるインクジェットプリントヘッドは圧力チャンバの空間を減らしていないものであり、本発明によるインクジェットプリントヘッドが圧力チャンバの高さにおいて比較例によるインクジェットプリントヘッドより低い。
図11及び図12のグラフは比較例によるインクジェットプリントヘッドの場合、駆動電圧を70Vとした時に吐出されるインク液滴の吐出ボリュームと吐出速度を測定したものであり、本発明によるインクジェットプリントヘッドの場合、駆動電圧を62Vとした時に吐出されるインク液滴の吐出ボリュームと吐出速度を測定したものである。
図11のグラフでは比較例の場合は吐出ボリュームの平均が略19pl程度であり、本発明の場合は吐出ボリュームの平均が略21.8pl程度である。図12のグラフでは比較例の場合は吐出速度の平均が略3.5m/s程度であり、本発明の場合は吐出速度の平均が略3.1m/s程度である。
図11のグラフに表れたように、本発明によるインクジェットプリントヘッドの方が比較例より駆動電圧が低いにも関らず、吐出ボリュームがより高く表れたことが分かる。従って、本発明のインクジェットプリントヘッドに比較例と同一の駆動電圧が印加されたとしたら、さらに高いボリュームが表れることは当然である。
一方、図12のグラフでは本発明によるインクジェットプリントヘッドの方が比較例より吐出速度が少し低く表れている。しかし、比較例の駆動電圧が本発明より高いという点を勘案すると、平均吐出速度において差異が0.4m/sと非常に小さいといえる。また、一般的にインクジェットプリントヘッドの吐出速度は駆動電圧に敏感であるため、本発明によるインクジェットプリントヘッドに比較例と同一の駆動電圧、即ち70Vの駆動電圧が印加されたとしたら、比較例よりさらに高い吐出速度が表れたはずである。これは、図11で本発明の方が駆動電圧が低いにも関らず吐出ボリュームがより高く表れたことからも十分に予測することができる。
このように、圧力チャンバの空間を減らすことにより、ハンドリングするインクの体積を小さくして、より低い駆動電圧で吐出速度や吐出ボリュームのようなインク吐出特性が優れたインクジェットプリントヘッドを得ることができる。
以上、本発明の好ましい実施例を詳細に説明したが、これは例示に過ぎず、当該分野にて通常的知識を有した者であれば、これから多様な変形及び均等な他の実施例が可能であるという点を理解するであろう。例えば、本発明でインクジェットプリントヘッドのインク流路を形成する各構成要素を形成する方法はただ例示されたものであり、多様なエッチング方法が適用されることができ、製造方法の各段階の順序も例示されたものと異にすることができる。従って、本発明の真正な技術的保護範囲は添付された特許請求範囲によって決まるべきであろう。
100 上部基板
110 インク流入口
130 圧電アクチュエーター
150 圧力チャンバ
200 下部基板
210 マニホールド
220 リストリクター
230 突出部
240 ダンパー
250 ノズル
110 インク流入口
130 圧電アクチュエーター
150 圧力チャンバ
200 下部基板
210 マニホールド
220 リストリクター
230 突出部
240 ダンパー
250 ノズル
Claims (18)
- 圧力チャンバが形成される上部基板、並びに
上部シリコン層、絶縁層、及び下部シリコン層を含む下部基板
を含み、
前記下部基板は、前記上部シリコン層からなって、前記圧力チャンバの空間を減らすために前記圧力チャンバ内に突出される突出部を含み、
前記上部基板の底面と前記下部基板の前記絶縁層の上面が固定されることを特徴とするインクジェットプリントヘッド。 - 前記上部基板は、第1シリコン層、中間酸化膜、及び第2シリコン層が順に積層されたSOI(Silicon on Insulator)ウエハーからなることを特徴とする請求項1に記載のインクジェットプリントヘッド。
- 前記突出部は高さが前記第1シリコン層の厚さより小さく形成されることを特徴とする請求項2に記載のインクジェットプリントヘッド。
- 前記下部基板は、
インク流入口から流入されるインクを前記圧力チャンバに供給するマニホールド、及び
前記圧力チャンバとノズルの間に形成されるダンパーを含み、
前記マニホールド及び前記ダンパーのうち少なくとも一つは側面が傾斜して形成されることを特徴とする請求項1から3の何れか1項に記載のインクジェットプリントヘッド。 - 前記下部基板は、
インク流入口から流入されるインクを前記圧力チャンバに供給するマニホールド、及び
前記圧力チャンバとノズルの間に形成されるダンパーを含み、
前記マニホールド及び前記ダンパーのうち少なくとも一つは側面が底面と垂直に形成されることを特徴とする請求項1から3の何れか1項に記載のインクジェットプリントヘッド。 - 前記マニホールドと前記圧力チャンバの間に前記圧力チャンバから前記マニホールドへのインクの逆流を防止するリストリクターが形成され、
前記リストリクターは前記突出部の前記マニホールド側の側面と前記圧力チャンバの前記マニホールド側の側面によって形成されることを特徴とする請求項4または5に記載のインクジェットプリントヘッド。 - 前記絶縁層は前記下部シリコン層の表面を酸化させて形成される酸化膜からなることを特徴とする請求項1から6の何れか1項に記載のインクジェットプリントヘッド。
- 上部基板に圧力チャンバ溝を形成する段階、
下部シリコン層、絶縁層、及び上部シリコン層を順に積層して下部基板を準備する段階、
前記上部シリコン層から、前記圧力チャンバ溝内に配置される突出部を形成するための部分以外の部分を除去する段階、並びに
前記突出部が前記圧力チャンバ溝の空間上に配置されるように、前記上部基板の底面と前記下部基板の絶縁層を固定する段階を含むインクジェットプリントヘッドの製造方法。 - 前記上部基板の底面と前記下部基板の絶縁層を固定する段階は、シリコン直接接合(SDB)によってなされることを特徴とする請求項8に記載のインクジェットプリントヘッドの製造方法。
- インク流入口に流入されたインクを前記圧力チャンバに供給するマニホールド及び前記圧力チャンバとノズルの間のインク流路であるダンパーを形成するために、前記下部基板をエッチングする段階をさらに含むことを特徴とする請求項8または9に記載のインクジェットプリントヘッドの製造方法。
- 前記下部基板をエッチングする段階は、前記マニホールド及び前記ダンパーのうち少なくとも一つの側面が傾斜するようにエッチングしてなされることを特徴とする請求項10に記載のインクジェットプリントヘッドの製造方法。
- 前記マニホールド及び前記ダンパーを形成するために前記下部基板をエッチングする段階は、反応性イオンエッチング(RIE)方法によって遂行されることを特徴とする請求項10または11に記載のインクジェットプリントヘッドの製造方法。
- 前記上部シリコン層から前記突出部を形成するための部分以外の部分を除去する段階は、誘導結合プラズマ(ICP:Inductively Coupled Plasma)を用いた反応性イオンエッチング(RIE)方法によって遂行されることを特徴とする請求項8から12の何れか1項に記載のインクジェットプリントヘッドの製造方法。
- 前記上部シリコン層から前記突出部を形成するための部分以外の部分を除去する段階は、テトラメチル水酸化アンモニウム(TMAH:Tetramethyl Ammonium Hydroxide)または水酸化カリウム(KOH)を用いた湿式エッチング方法によって遂行されることを特徴とする請求項8から12の何れか1項に記載のインクジェットプリントヘッドの製造方法。
- 前記上部シリコン層から前記突出部を形成するための部分以外の部分を除去する段階は、前記絶縁層をエッチング停止層として遂行されることを特徴とする請求項8から14の何れか1項に記載のインクジェットプリントヘッドの製造方法。
- 前記上部基板はSOIウエハーからなり、
前記上部基板に圧力チャンバ溝を形成する段階は前記SOIウエハーの中間酸化膜をエッチング停止層として遂行されることを特徴とする請求項8から15の何れか1項に記載のインクジェットプリントヘッドの製造方法。 - 前記下部基板を準備する段階は、
前記下部シリコン層に、インク流入口に流入されたインクを前記圧力チャンバに供給するマニホールド及び前記圧力チャンバとノズルの間のインク流路であるダンパーを形成するように、前記下部シリコン層をエッチングする段階、
前記下部シリコン層の上面に前記絶縁層を形成する段階、並びに
前記絶縁層の上部に前記上部シリコン層を積層する段階を含むことを特徴とする請求項8から16の何れか1項に記載のインクジェットプリントヘッドの製造方法。 - 前記絶縁層を形成する段階は前記下部シリコン層の表面を酸化させてなされることを特徴とする請求項17に記載のインクジェットプリントヘッドの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2010-0070513 | 2010-07-21 | ||
| KR1020100070513A KR101197945B1 (ko) | 2010-07-21 | 2010-07-21 | 잉크젯 프린트 헤드 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012025146A JP2012025146A (ja) | 2012-02-09 |
| JP5309375B2 true JP5309375B2 (ja) | 2013-10-09 |
Family
ID=45493260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027774A Expired - Fee Related JP5309375B2 (ja) | 2010-07-21 | 2011-02-10 | インクジェットプリントヘッド及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8485639B2 (ja) |
| JP (1) | JP5309375B2 (ja) |
| KR (1) | KR101197945B1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8912617B2 (en) * | 2011-10-27 | 2014-12-16 | Solar Junction Corporation | Method for making semiconductor light detection devices |
| US9263611B2 (en) | 2011-11-17 | 2016-02-16 | Solar Junction Corporation | Method for etching multi-layer epitaxial material |
| US9142615B2 (en) | 2012-10-10 | 2015-09-22 | Solar Junction Corporation | Methods and apparatus for identifying and reducing semiconductor failures |
| JP6733144B2 (ja) * | 2015-09-30 | 2020-07-29 | ブラザー工業株式会社 | 液体噴射ヘッド |
| JP7081233B2 (ja) * | 2018-03-15 | 2022-06-07 | 株式会社リコー | 液体吐出ヘッド及びその製造方法、液体吐出装置、及び画像形成装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1005986B1 (en) * | 1998-06-18 | 2006-08-23 | Matsushita Electric Industrial Co., Ltd. | Fluid jetting device and its production process |
| KR100374601B1 (ko) * | 1999-12-22 | 2003-03-04 | 삼성전자주식회사 | 잉크젯 프린터 헤드 및 그 제조방법 |
| JP2001179996A (ja) | 1999-12-22 | 2001-07-03 | Samsung Electro Mech Co Ltd | インクジェットプリンタヘッド及びその製造方法 |
| KR100682917B1 (ko) * | 2005-01-18 | 2007-02-15 | 삼성전자주식회사 | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 |
| JP2007111957A (ja) * | 2005-10-19 | 2007-05-10 | Seiko Epson Corp | 液滴吐出ヘッド及びその製造方法並びに液滴吐出装置 |
| JP2007137015A (ja) * | 2005-11-22 | 2007-06-07 | Seiko Epson Corp | 液滴吐出ヘッド、液滴吐出装置、液滴吐出ヘッドの製造方法、及び液滴吐出装置の製造方法 |
| KR101153562B1 (ko) | 2006-01-26 | 2012-06-11 | 삼성전기주식회사 | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 |
| US7963640B2 (en) * | 2006-09-08 | 2011-06-21 | Canon Kabushiki Kaisha | Liquid discharge head and method for manufacturing the liquid discharge head |
| JP4936880B2 (ja) * | 2006-12-26 | 2012-05-23 | 株式会社東芝 | ノズルプレート、ノズルプレートの製造方法、液滴吐出ヘッド及び液滴吐出装置 |
| KR20080073129A (ko) | 2007-02-05 | 2008-08-08 | 삼성전자주식회사 | 잉크젯 헤드 및 그 제조방법 |
| KR20080096275A (ko) * | 2007-04-27 | 2008-10-30 | 삼성전기주식회사 | 잉크젯 헤드 |
| KR100900959B1 (ko) * | 2007-07-16 | 2009-06-08 | 삼성전기주식회사 | 잉크젯 헤드 제조방법 |
| KR101024009B1 (ko) * | 2008-11-10 | 2011-03-29 | 삼성전기주식회사 | 잉크젯 헤드 제조방법 |
-
2010
- 2010-07-21 KR KR1020100070513A patent/KR101197945B1/ko not_active IP Right Cessation
-
2011
- 2011-02-04 US US12/929,638 patent/US8485639B2/en not_active Expired - Fee Related
- 2011-02-10 JP JP2011027774A patent/JP5309375B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8485639B2 (en) | 2013-07-16 |
| US20120019596A1 (en) | 2012-01-26 |
| JP2012025146A (ja) | 2012-02-09 |
| KR20120009804A (ko) | 2012-02-02 |
| KR101197945B1 (ko) | 2012-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101153562B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| KR100438836B1 (ko) | 압전 방식의 잉크젯 프린트 헤드 및 그 제조방법 | |
| US7537319B2 (en) | Piezoelectric inkjet printhead and method of manufacturing the same | |
| JP5309375B2 (ja) | インクジェットプリントヘッド及びその製造方法 | |
| JP4638750B2 (ja) | インクジェットプリントヘッドの圧電アクチュエータ、及びその形成方法 | |
| KR100682917B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| JP6056329B2 (ja) | 液滴吐出ヘッド、印刷装置および液滴吐出ヘッドの製造方法 | |
| JP4634106B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JP2011126267A (ja) | インクジェットプリントヘッド、インクジェットプリントヘッドアセンブリー及びインクジェットプリントヘッドアセンブリーの製造方法 | |
| JP2007237718A (ja) | インクジェットヘッドの製造方法 | |
| US9033472B2 (en) | Piezo actuator and inkjet print head assembly having the same | |
| JP2009154433A (ja) | 液体噴射ヘッドおよびその製造方法 | |
| KR20090040157A (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| KR100561866B1 (ko) | 압전 방식 잉크젯 프린트헤드 및 그 제조방법 | |
| US20110232089A1 (en) | Method of manufacturing inkjet print head | |
| KR100709135B1 (ko) | 액적 토출 헤드와 그 제조 방법 및 액적 토출 장치 | |
| JP2007137015A (ja) | 液滴吐出ヘッド、液滴吐出装置、液滴吐出ヘッドの製造方法、及び液滴吐出装置の製造方法 | |
| JP5229514B2 (ja) | インクジェットヘッドの製造方法 | |
| JP2009269331A (ja) | 液滴吐出ヘッド、液滴吐出装置及び液滴吐出ヘッドの製造方法 | |
| JP2008265013A (ja) | 液滴吐出ヘッド、液滴吐出装置、液滴吐出ヘッドの製造方法及び液滴吐出装置の製造方法 | |
| JP6269794B2 (ja) | 液滴吐出ヘッド、印刷装置および液滴吐出ヘッドの製造方法 | |
| JP2009119699A (ja) | マスク基板及びその製造方法並びに液滴吐出ヘッド及び液滴吐出装置の製造方法 | |
| KR100528349B1 (ko) | 압전 방식의 잉크젯 프린트헤드 및 그 제조방법 | |
| KR100698347B1 (ko) | 반도체 제조 공정에 의해 제조된 정전형 액츄에이터 | |
| JPH09300630A (ja) | インクジェットヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121025 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130612 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |