JP4768509B2 - Fuse mounting method and electrical junction box - Google Patents
Fuse mounting method and electrical junction box Download PDFInfo
- Publication number
- JP4768509B2 JP4768509B2 JP2006135099A JP2006135099A JP4768509B2 JP 4768509 B2 JP4768509 B2 JP 4768509B2 JP 2006135099 A JP2006135099 A JP 2006135099A JP 2006135099 A JP2006135099 A JP 2006135099A JP 4768509 B2 JP4768509 B2 JP 4768509B2
- Authority
- JP
- Japan
- Prior art keywords
- fuse
- cover
- holding
- housing
- mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Fuses (AREA)
Description
本発明は、主に自動車の電気部品として搭載する電気接続箱などに用いられるヒューズボックスへヒューズを装着する方法および電気接続箱に関する。 The present invention relates to a method and an electrical junction box for mounting a fuse to a fuse box mainly used in an electrical junction box mounted as an electrical component of an automobile.
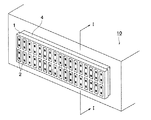
従来、主に自動車の電気部品として搭載されているヒューズボックスとしては、図10に示すように電気接続箱100の一部に図示しない雌型端子を備えたヒューズ装着部101を複数備えたヒューズハウジング102を設けて、各ヒューズ装着部101にブレード型のヒューズ103を装着している。電気接続箱100は内部にリレーやヒューズ103などに導通する回路導体を備え、外部からの配線と接続するための図示しないコネクタや端子などを備えている。
Conventionally, as a fuse box mounted mainly as an electric part of an automobile, as shown in FIG. 10, a fuse housing provided with a plurality of
このような構成からなる電気接続箱100のヒューズ装着部101にヒューズ103を装着する際には図11に示すように、各ヒューズ装着部101にヒューズ103を並べてから挿入冶具などを用いて一括でヒューズ装着部101内の雌型端子に電気的に接続されるように挿入することで装着していた。そして図12に示すようにヒューズハウジング102の外周に嵌合するようにヒューズカバー104を取りつけて、ヒューズカバー104の外表面104aにラベル105を貼り付けることでヒューズ装着の作業が完了となる。
When the
上述したようなヒューズ装着方法は、電気接続箱の組み立て工程(ヒューズ装着工程)において高価なヒューズ自動挿入機が必要であり、さらに組み立て後に高価な画像処理装置などで誤挿入を検査する必要があった。このような問題に対して、特許文献1および2のようなヒューズボックスが提案されている。特許文献1および2に記載されているヒューズボックスはいずれも、ヒューズハウジングを2つに分割し、一方でヒューズを保持させてヒューズ接続端子等を備える他方に嵌合させることでヒューズが装着できるようになっている。
上述した特許文献1および2に記載のヒューズボックスは、ヒューズハウジングを2つに分割しているため、従来とは全く異なる形状のヒューズハウジングを作成しなければならず組み立て工程に使用する機器等の変更や新規のヒューズハウジング作成によるコストアップが発生する可能性がある。さらに、ヒューズハウジングが分割されていることで強度的に不安定となるという問題があった。
In the fuse box described in
そこで、本発明は、上記のような問題点に着目し、高価な機器や検査装置などを使用せずに誤挿入が発生しないようなヒューズ装着方法および電気接続箱を提供することを目的とする。 Accordingly, the present invention focuses on the above-described problems, and an object thereof is to provide a fuse mounting method and an electrical junction box that do not cause erroneous insertion without using expensive equipment or an inspection device. .
上記課題を解決するためになされた請求項1記載の発明は、複数のヒューズ保持部を備えたヒューズカバーの複数の前記ヒューズ保持部夫々にヒューズを保持させる第1の工程と、前記ヒューズが前記ヒューズ保持部に保持された状態の前記ヒューズカバーを前記ヒューズに対して電気的接続を行う接続端子を備えたヒューズ装着部を複数設けたヒューズハウジングに嵌合させる第2の工程と、前記ヒューズを前記接続端子に電気的接続を行うために前記ヒューズ装着部へ挿入する第3の工程と、を有することを特徴とするヒューズ装着方法に存する。The invention according to
請求項2記載の発明は、前記第1の工程において、複数の前記ヒューズは前記ヒューズカバーの予め定めた所定位置の前記ヒューズ保持部に夫々保持されることを特徴とする請求項1に記載のヒューズ装着方法に存する。 According to a second aspect of the present invention, in the first step, the plurality of fuses are respectively held by the fuse holding portions at predetermined positions of the fuse cover. The method is to install a fuse.
請求項3記載の発明は、前記第3の工程の後に、前記ヒューズカバーにラベルを貼り付ける第4の工程を有することを特徴とする請求項1または2に記載のヒューズ装着方法に存する。 A third aspect of the invention resides in the fuse mounting method according to the first or second aspect, further comprising a fourth step of attaching a label to the fuse cover after the third step.
請求項4記載の発明は、ヒューズと、前記ヒューズが電気的に導通可能に装着されるヒューズ装着部が複数形成されたヒューズハウジングと、前記ヒューズハウジングと嵌合可能に形成されたヒューズカバーと、を備えた電気接続箱において、前記ヒューズカバーは、前記ヒューズを通して内面で該ヒューズを保持可能な通し孔が前記ヒューズ装着部に対応する位置にそれぞれ設けられたヒューズ保持部を備えるとともに、前記ヒューズを前記ヒューズ装着部に装着して電気的に導通可能な状態になった際に、前記ヒューズの保持が解除されて前記ヒューズとの間に所定の隙間が設けられることを特徴とする電気接続箱に存する。
The invention according to
以上説明したように請求項1記載の発明によれば、ヒューズカバーに複数のヒューズを保持させてからヒューズハウジングに嵌合させて、挿入冶具によって各ヒューズを対応するヒューズ装着部に挿入する。即ち、予めヒューズカバーに複数のヒューズを保持させてからヒューズ装着部へ一斉に装着することができので、高価なヒューズ自動挿入機や検査機器が不要となり、安価な挿入機のみで行うことができる。また、ヒューズカバーにヒューズを保持させているのでヒューズ搬送用のキャリアー等が不必要となる。As described above, according to the first aspect of the present invention, the fuse cover is held with a plurality of fuses and then fitted into the fuse housing, and each fuse is inserted into the corresponding fuse mounting portion by the insertion jig. In other words, since a plurality of fuses can be held in the fuse cover in advance and can be simultaneously mounted on the fuse mounting portion, an expensive automatic fuse insertion machine and inspection equipment are not required, and only an inexpensive insertion machine can be used. . Further, since the fuse is held in the fuse cover, a carrier for conveying the fuse or the like becomes unnecessary.
請求項2記載の発明によれば、ヒューズをヒューズカバーの予め定めた位置のヒューズ保持部に保持させるので、予め別の場所でヒューズをヒューズカバーに保持させる工程を行い、ヒューズ装着工程ではヒューズが保持されたヒューズカバーを1つの部品として扱えば、ヒューズ装着工程の前にヒューズの配列を品番管理しておくことができるので、ヒューズを装着する工程での誤挿入が発生しなくなる。 According to the second aspect of the invention, since the fuse is held in the fuse holding portion at a predetermined position of the fuse cover, the step of holding the fuse in the fuse cover in another place is performed in advance, If the held fuse cover is handled as one component, the fuse arrangement can be managed before the fuse mounting process, so that erroneous insertion does not occur in the fuse mounting process.
請求項3記載の発明によれば、ヒューズカバーにラベルを貼ることで、従来と同一の外観とすることができる。 According to invention of Claim 3, it can be set as the same external appearance by sticking a label to a fuse cover.
請求項4記載の発明によれば、ヒューズカバーは、ヒューズ保持部としてヒューズを通して内面で該ヒューズを保持可能な通し孔を有するので、ヒューズをヒューズ挿入部に挿入するとき以外はヒューズがヒューズカバーから外れないように保持することができる。また、ヒューズがヒューズカバーの孔から外れて保持が解かれ、ヒューズ装着部内に挿入されヒューズ装着部内の接続端子と電気的に導通可能な状態となると、ヒューズカバーとヒューズとの間に所定の大きさの隙間が確保できヒューズが放熱できる。 According to the fourth aspect of the present invention, the fuse cover has a through hole through which the fuse can be held on the inner surface as a fuse holding portion, so that the fuse is removed from the fuse cover except when the fuse is inserted into the fuse insertion portion. It can be held so as not to come off. In addition, when the fuse is removed from the hole of the fuse cover and released, and inserted into the fuse mounting portion and electrically connected to the connection terminal in the fuse mounting portion, the fuse cover and the fuse have a predetermined size. The gap can be secured and the fuse can dissipate heat .
以下、本発明の実施の形態を図面に基づいて説明する。図1ないし図9は本発明の一実施形態を示す説明図である。まず、第1の工程としてヒューズカバー1にヒューズ2を保持させる。
Hereinafter, embodiments of the present invention will be described with reference to the drawings. 1 to 9 are explanatory views showing an embodiment of the present invention. First, the
ヒューズカバーは図1に示すように、絶縁性の合成樹脂材などを箱型に成形し、その表面部1aにヒューズ保持部としての孔1bを設けている。孔1bは後述するヒューズハウジング4に設けられたヒューズ装着部3に対応した位置に設けられている。
As shown in FIG. 1, the fuse cover is formed of an insulating synthetic resin material or the like in a box shape, and a
ヒューズ2は図2に示すように一対の端子2aを図示しない可溶体で結合し絶縁体による外装部2bで被覆している。なお、本実施例では低背ヒューズを用いているがそれに限らず、ヒューズの一方に一対の端子を備えた形状のもの(ブレード型など)であれば適用可能である。
As shown in FIG. 2, the
上述したヒューズ2を図2および図3に示すようにヒューズカバー1の孔1bに通して保持させる。複数の孔1bに保持されるヒューズ2は予めどの孔1bにどういう特性(電流の容量など)のヒューズを保持させるか決まっており、その配列にしたがって複数のヒューズ2を保持させる。なお、図3は図2を後方から見た図である。図2および図3に示すように孔1bの内面はヒューズ2外表面と略同じ大きさ、すなわちヒューズ2の外装部2bを保持可能な程度の大きさとなっている。
The
次に、第2の工程として第1の工程でヒューズ2を保持させたヒューズカバー1を電気接続箱10のヒューズハウジング4に嵌合させる。
Next, as a second step, the
電気接続箱10は、内部に図示しないリレーやヒューズ2などに導通する回路導体を備え、外部からの配線と接続するための図示しないコネクタや端子などを備えている。
The
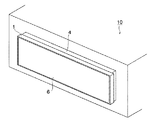
ヒューズハウジング4は図4に示すように電気接続箱10の外表面に設けられ、絶縁性の合成樹脂材などにより箱型に成形され開口部には複数のヒューズ装着部3が設けられている。
As shown in FIG. 4, the
ヒューズ装着部3は長方形状に形成された孔であり、内部に図示しないヒューズ2との接続端子が設けられている。ヒューズ2が装着されるとヒューズ2の端子2aと該接続端子が電気的に導通可能な状態になる。
The fuse mounting part 3 is a hole formed in a rectangular shape, and a connection terminal for the fuse 2 (not shown) is provided inside. When the
上述した構成のヒューズハウジング4に第1の工程でヒューズ2を保持させたヒューズカバー1を図4に示すように嵌合させる。図5はヒューズハウジング4にヒューズカバー1が嵌合した状態を示す図である。ヒューズカバー1をヒューズハウジングに嵌合させると、複数のヒューズ2は夫々対応するヒューズ装着部3に挿入されるが、まだこの時点ではヒューズ装着部3内の接続端子とヒューズ2の端子は導通可能な状態にはなっていない。なお、図5に示すようにヒューズハウジング4の外周は、ヒューズカバー1が嵌合できるようにヒューズカバー1の内周と略同じ大きさに形成されている。
The
次に、第3の工程として図6ないし図8に示すようにヒューズ2が保持されたヒューズカバー1をヒューズハウジング4に嵌合させた状態で挿入冶具5によってヒューズ2の外装部2bを押圧してヒューズ装着部3内に挿入する。図6は図5のI−I線に沿う断面図、図7はヒューズ2がヒューズ装着部3内に挿入された状態を示す図、図8は図7のII−II線に沿う断面図である。
Next, as shown in FIGS. 6 to 8, as shown in FIGS. 6 to 8, the
挿入冶具5は図6に示すように各ヒューズ2に対応した位置及び数の挿入部5aと、各挿入部5aを固定する固定部5bとを備えている。
As shown in FIG. 6, the
挿入冶具5によってヒューズ2を矢印Xの方向に押圧すると図7および図8に示すように、ヒューズ2はヒューズカバー1の孔1bから外れることによって保持が解かれ、ヒューズ装着部3内に挿入されヒューズ装着部3内の接続端子と電気的に導通可能な状態となる。なお、この際にヒューズカバー1の嵌合位置は変化しないので、ヒューズカバー1とヒューズ2との間にはヒューズ放熱のために必要な所定の大きさの隙間が確保できる。
When the
次に、第4の工程として、図9に示すようにヒューズカバー1の表面部1aにラベル6を貼り付ける。ラベル6を貼り付けることでヒューズカバー1の孔1bを塞ぐことができる。
Next, as a fourth step, a label 6 is affixed to the
以上のヒューズ装着方法によれば、ヒューズ2をヒューズカバー1の孔1bに保持させ、ヒューズ2が保持された状態のヒューズカバー1をヒューズハウジング4へ嵌合し、そして挿入冶具5によってヒューズ2をヒューズカバー1の孔1bから外してヒューズ装着部3へ挿入することでヒューズを装着する。そして、ヒューズカバー1の表面部1aにはラベル6を貼る。以上のようにすることにより、高価なヒューズ自動挿入機や検査機器が不要となり、安価な挿入冶具5のみで行うことができる。
According to the above fuse mounting method, the
また、ヒューズ2をヒューズカバー1の予め定めた位置の孔1bに保持させるので、例えば予め別の場所でヒューズ2をヒューズカバー1に保持させる工程を行い、ヒューズ装着工程ではヒューズ2が保持されたヒューズカバー1を1つの部品として扱えば、ヒューズ装着工程の前にヒューズ2の配列を品番管理しておくことができるので、ヒューズ2を装着する工程での誤挿入が発生しなくなる。したがって高価な検査機器が不要となる。
In addition, since the
また、ヒューズカバー1にヒューズ2を保持させているのでヒューズ搬送用のキャリアー等が不必要となる。
Further, since the
さらに、ヒューズハウジング4は従来と同形状のままで良く、ヒューズカバー1との嵌合構造も変更する必要が無い。変更はヒューズカバー1のみとなるので変更部分が小さくて済む。そして、ヒューズカバー1の外表面にラベル6を貼りつければ従来と変わらない外観とすることができる。
Furthermore, the
なお、前述した実施形態は本発明の代表的な形態を示したに過ぎず、本発明は、実施形態に限定されるものではない。すなわち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。 In addition, embodiment mentioned above only showed the typical form of this invention, and this invention is not limited to embodiment. That is, various modifications can be made without departing from the scope of the present invention.
1 ヒューズカバー
1b 孔(ヒューズ保持部)
2 ヒューズ
3 ヒューズ装着部
4 ヒューズハウジング
5 挿入冶具
6 ラベル
10 電気接続箱
1 Fuse
2 Fuse 3
Claims (4)
前記ヒューズが前記ヒューズ保持部に保持された状態の前記ヒューズカバーを前記ヒューズに対して電気的接続を行う接続端子を備えたヒューズ装着部を複数設けたヒューズハウジングに嵌合させる第2の工程と、
前記ヒューズを前記接続端子に電気的接続を行うために前記ヒューズ装着部へ挿入する第3の工程と、
を有することを特徴とするヒューズ装着方法。A first step of holding a fuse in each of the plurality of fuse holding portions of a fuse cover having a plurality of fuse holding portions;
A second step of fitting the fuse cover in a state where the fuse is held in the fuse holding portion to a fuse housing provided with a plurality of fuse mounting portions each having a connection terminal for electrically connecting the fuse cover to the fuse; ,
A third step of inserting the fuse into the fuse mounting portion for electrical connection to the connection terminal;
A fuse mounting method characterized by comprising:
前記ヒューズカバーは、前記ヒューズを通して内面で該ヒューズを保持可能な通し孔が前記ヒューズ装着部に対応する位置にそれぞれ設けられたヒューズ保持部を備えるとともに、前記ヒューズを前記ヒューズ装着部に装着して電気的に導通可能な状態になった際に、前記ヒューズの保持が解除されて前記ヒューズとの間に所定の隙間が設けられることを特徴とする電気接続箱。 In an electrical junction box, comprising: a fuse, a fuse housing in which a plurality of fuse mounting portions on which the fuse is mounted to be electrically conductive are formed, and a fuse cover formed so as to be able to be fitted to the fuse housing.
The fuse cover includes a fuse holding portion in which through holes capable of holding the fuse on the inner surface through the fuse are provided at positions corresponding to the fuse mounting portion, and the fuse is mounted on the fuse mounting portion. The electrical junction box, wherein when the electrical connection is enabled, the holding of the fuse is released and a predetermined gap is provided between the fuse and the fuse .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006135099A JP4768509B2 (en) | 2006-05-15 | 2006-05-15 | Fuse mounting method and electrical junction box |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006135099A JP4768509B2 (en) | 2006-05-15 | 2006-05-15 | Fuse mounting method and electrical junction box |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007305520A JP2007305520A (en) | 2007-11-22 |
| JP4768509B2 true JP4768509B2 (en) | 2011-09-07 |
Family
ID=38839264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006135099A Expired - Fee Related JP4768509B2 (en) | 2006-05-15 | 2006-05-15 | Fuse mounting method and electrical junction box |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4768509B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5003562B2 (en) * | 2008-03-31 | 2012-08-15 | 住友電装株式会社 | Automotive electrical component holder |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3243766B2 (en) * | 1992-01-23 | 2002-01-07 | 矢崎総業株式会社 | Fuse box |
| JP3526212B2 (en) * | 1998-06-04 | 2004-05-10 | 矢崎総業株式会社 | Fuser puller |
| JP2001118487A (en) * | 1999-10-14 | 2001-04-27 | Sumitomo Wiring Syst Ltd | Electric connection box |
| JP2001202868A (en) * | 2000-01-17 | 2001-07-27 | Sumitomo Wiring Syst Ltd | Flat type fuse inserting tool |
| JP2003086074A (en) * | 2001-09-13 | 2003-03-20 | Sumitomo Wiring Syst Ltd | Fuse box |
-
2006
- 2006-05-15 JP JP2006135099A patent/JP4768509B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007305520A (en) | 2007-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6929489B2 (en) | Electric junction box | |
| JP2009038966A (en) | Cable connecting portion | |
| JP2009189193A (en) | Electrical junction box | |
| EP2355259B1 (en) | Electric Junction Box | |
| JP2007149762A (en) | Connection structure of electronic component | |
| JP6472897B2 (en) | Electrical connector kit, electronic component, and assembly method | |
| CN113196577A (en) | Multi-piece printed circuit board adapter plug | |
| EP2345840B1 (en) | Connector terminal for lamps | |
| JP6617119B2 (en) | Electronic component unit, wire harness, and connector fixing structure | |
| JP4768509B2 (en) | Fuse mounting method and electrical junction box | |
| JP2006115638A (en) | Electric junction box | |
| JP2010033991A (en) | Electronic equipment | |
| US6869293B2 (en) | Electronic device having integrated connector | |
| JP5532825B2 (en) | Electrical junction box | |
| JP7294173B2 (en) | electric junction box | |
| JP2019008916A (en) | Electronic component unit, wiring harness, and connector fixing structure | |
| JP2005136154A (en) | Circuit board housing structure and electrical junction box | |
| JP5633223B2 (en) | Circuit structure and electrical junction box | |
| JP2016171721A (en) | Electric connection box | |
| WO2021020255A1 (en) | Electronic module | |
| JP2006120440A (en) | Electric component apparatus | |
| JP2010028986A (en) | Electric junction box | |
| JP5531565B2 (en) | Electrical junction box and method of manufacturing electrical junction box | |
| JP2009136041A (en) | Circuit protective material and connecting structure for circuit protective material | |
| JP2007295787A (en) | Electrical connection box |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090417 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110614 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4768509 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140624 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |