JP4761657B2 - 工作物搬送装置および加工システム - Google Patents
工作物搬送装置および加工システム Download PDFInfo
- Publication number
- JP4761657B2 JP4761657B2 JP2001201031A JP2001201031A JP4761657B2 JP 4761657 B2 JP4761657 B2 JP 4761657B2 JP 2001201031 A JP2001201031 A JP 2001201031A JP 2001201031 A JP2001201031 A JP 2001201031A JP 4761657 B2 JP4761657 B2 JP 4761657B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- spindle
- machine tool
- moving
- guide member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Feeding Of Workpieces (AREA)
Description
【発明の属する技術分野】
本発明は、主軸が略鉛直方向の軸線を有し主軸先端のチャックにより工作物の授受および搬送を行う主軸移動型立形工作機械、または、この主軸移動型立形工作機械を複数台並設した加工システムにおいて、工作機械や加工システムの設置面積および高さを増加させることなく設置することができ、また、作業者の安全性にも配慮した工作物搬送装置、および、その工作物搬送装置を使用した加工システムに関するものである。
【0002】
【従来の技術】
主軸が水平方向を向いている通常の旋盤を用いた加工システムにおいては、旋盤のスプラッシュガードの上方に走行路を設け、その走行路上に工作物把持部材を備えた走行体を走行させて工作物を搬送し、未加工の工作物を旋盤に搬入するとともに、加工済みの工作物を旋盤から搬出することが従来から行われている。このような工作物搬送装置は、特開2000−246579号公報、特開平7−251346号公報等に記載されている。
【0003】
また、これ以外の構成の工作物搬送装置としては、工作機械の前面側に走行路を設けた工作物搬送装置が特公昭50−7788号公報、特開平5−111802号公報、特開平6−190602号公報等により公知であり、さらに、工作機械の加工領域内に走行路の区画を設けた工作物搬送装置が特開平6−126585号公報により公知である。
【0004】
【発明が解決しようとする課題】
一方、主軸が略鉛直方向の軸線を有し主軸先端のチャックにより工作物の授受および搬送を行う主軸移動型立形工作機械は、工作機械としては種々の利点があるが、主軸がほぼ鉛直方向を向いており、さらに主軸台が主軸軸線方向に移動可能な構成であるために、工作機械の設置高さが高くなる傾向にある。そして、その主軸台の上方に走行路を設けるようにすると、加工システム全体の全高がかなり増大することになり、天井の高さが高い工場にしか設置できなくなるという問題点があった。
【0005】
工作機械の前面側に走行路を設けた工作物搬送装置であれば、主軸移動型立形工作機械に設置しても加工システムの全高は増大しないが、工作機械の前面側は作業者が作業を行う領域であり、この領域を走行体が走行すると作業者の安全性に問題を生じるおそれがあった。また、工作機械の加工領域内に走行路の区画を設けた工作物搬送装置でも、加工システムの全高は増大しないが、やはり作業者の安全性に問題点があり、また、工作物を搬送したり、工作物搬送装置と工作機械との間で工作物の授受を行ったりするための開閉機構等の構成や制御が複雑化するという問題点があった。
【0006】
そこで、本発明は、主軸移動型立形工作機械、または、この主軸移動型立形工作機械を複数台並設した加工システムにおいて、工作機械や加工システムの設置面積および高さを増加させることなく設置することができ、また、作業者の安全性にも配慮した工作物搬送装置、および、その工作物搬送装置を使用した加工システムを提供することを目的とする。
【0007】
【課題を解決するための手段】
上記目的を達成するために、本発明の工作物搬送装置は、前端にチャックを備えた主軸を回転可能に、かつ、主軸軸線がほぼ鉛直方向に向くように支持する主軸支持体が、少なくとも前記主軸軸線と平行な第1の方向および前記第1の方向と直交し、かつ、工作機械の正面側と背面側が対向する方向と直交する第2の方向に移動可能な主軸移動型立形工作機械に工作物を搬送するための工作物搬送装置であって、前記主軸移動型立形工作機械の基体に対して工作機械の正面側である作業者の作業領域の反対側となる背面側の位置に、前記第2の方向と平行に延設された案内部材と、前記案内部材に前記第2の方向に移動可能に設けられた走行本体と、前記走行本体に対して昇降移動可能に設けられ、工作物を把持可能な工作物把持部材と、前記主軸の前記第2の方向の移動軌跡上の第1の授受位置において前記チャックとの間で工作物を授受可能であるとともに、前記工作物把持部材の移動軌跡上の第2の授受位置において前記工作物把持部材との間で工作物を授受可能であり、かつ、前記第1の授受位置と前記第2の授受位置との間で工作物を移動可能な工作物移動部とを有し、前記案内部材は、前記主軸の前記第2の方向の移動軌跡よりも工作機械の背面側に位置するものである。
【0008】
また、上記の工作物搬送装置において、前記案内部材は、前記主軸支持体の最大高さよりも低い位置に設けられているものであることが好ましい。
【0009】
また、上記の工作物搬送装置において、前記案内部材は、前記主軸移動型立形工作機械の前記基体と、前記主軸移動型立形工作機械の動作を制御するための制御装置との間の空間部に設けられているものであることが好ましい。
【0010】
また、上記の工作物搬送装置において、未加工の工作物を載置する第1の載置部と、加工済みの工作物を載置する第2の載置部とを有し、前記案内部材は、前記工作物把持部材が前記第1の載置部との間で工作物を授受可能な位置まで移動可能であり、かつ、前記工作物把持部材が前記第2の載置部との間で工作物を授受可能な位置まで移動可能であるように延設されているものであることが好ましい。
【0011】
また、上記の工作物搬送装置において、前記工作物移動部には、未加工の工作物を載置可能な未加工工作物載置部と、加工済みの工作物を載置可能な加工済工作物載置部が設けられており、前記走行本体には、複数の前記工作物把持部材が昇降移動可能に設けられており、前記工作物把持部材は、前記工作物移動部との間で未加工の工作物および加工済みの工作物の授受を同時に行うことが可能なものであることが好ましい。
【0012】
また、本発明の加工システムは、前端にチャックを備えた主軸を回転可能に、かつ、主軸軸線がほぼ鉛直方向に向くように支持する主軸支持体が、少なくとも前記主軸軸線と平行な第1の方向および前記第1の方向と直交し、かつ、工作機械の正面側と背面側が対向する方向と直交する第2の方向に移動可能な主軸移動型立形工作機械が複数並設された加工システムであって、未加工の工作物を載置する第1の載置部と、加工済みの工作物を載置する第2の載置部と、前記主軸移動型立形工作機械の基体に対して工作機械の正面側である作業者の作業領域の反対側となる背面側の位置に、前記第2の方向と平行に延設された案内部材と、前記案内部材に前記第2の方向に移動可能に設けられた走行本体と、前記走行本体に対して昇降移動可能に設けられ、工作物を把持可能な工作物把持部材と、複数の前記主軸移動型立形工作機械のそれぞれに対して設けられた工作物移動部とを有し、前記案内部材は、前記主軸の前記第2の方向の移動軌跡よりも工作機械の背面側に位置するものであり、さらに、複数の前記主軸移動型立形工作機械は、前記第2の方向に並ぶように配置されており、前記工作物移動部は、各前記主軸移動型立形工作機械の前記主軸の前記第2の方向の移動軌跡上の第1の授受位置において前記チャックとの間で工作物を授受可能であるとともに、前記工作物把持部材の移動軌跡上の第2の授受位置において前記工作物把持部材との間で工作物を授受可能であり、かつ、前記第1の授受位置と前記第2の授受位置との間で工作物を移動可能なものである。
【0013】
また、上記の加工システムにおいて、前記案内部材は、各前記主軸移動型立形工作機械の前記主軸支持体の最大高さよりも低い位置に設けられているものであることが好ましい。
【0015】
【発明の実施の形態】
本発明の実施の形態について図面を参照して説明する。図1は、本発明の加工システムの例を示す正面図である。この加工システムには、複数の主軸移動型立形工作機械1a,1bが並設されている。主軸移動型立形工作機械1a,1bはほぼ同じ構成の工作機械であるが、主軸移動型立形工作機械1aは第1工程の加工を行い、主軸移動型立形工作機械1bは第2工程の加工を行う。図2は、この加工システムを上から見た平面図である。そして、図3は、この加工システムを図1における右側から見た側面図である。工作機械としては鉛直方向に主軸軸線を有する立て旋盤の場合の例である。
【0016】
主軸移動型立形工作機械1a,1bは、ベッド2a,2bに刃物台23a,23bが設けられている。刃物台23a,23bには割り出し回転可能なタレット21a,21bが設けられており、タレット21a,21bの外周部には外径加工用バイト、内径加工用工具等の加工工具が保持されている。また、主軸移動型立形工作機械1a,1bには、後述の直交する2方向(X,Z軸方向)に移動可能に主軸台4a,4bが設けられている。主軸台4a,4bには鉛直方向(Z軸方向)の回転軸線を有する主軸5a,5bが回転可能に軸支されており、主軸5a,5bの下端にはチャック6a,6bが設けられている。チャック6a,6bはチャックシリンダ28a,28bの駆動力により把持爪が開閉動作する。また、主軸5a,5bは、ビルトイン型の主軸モータ(図示せず)によって所望の回転速度に回転制御される。
【0017】
主軸5a,5bの回転軸線と平行な方向(Z軸方向)と直交する水平方向(X軸方向)に沿って、X軸ガイドレール11a,11bが設けられており、X軸ガイドレール11a,11b上にはサドル12a,12bがX軸方向に移動可能に設けられている。X軸ガイドレール11a,11bは、ベッド2a,2bの後部およびベッド2a,2bの後部に固定されたブラケット10a,10bに設けられている。ベッド2a,2bとブラケット10a,10bとは一体であってもよい。
【0018】
サドル12a,12bは、X軸用サーボモータ29a,29bにより歯付プーリ・歯付ベルト機構(図示せず)を介して回転駆動されるX軸送りねじ13a,13b、ナット14a,14bによりX軸ガイドレール11a,11bに案内されてX軸方向に移動される。サドル12a,12bにはZ軸ガイドレール(図示せず)によりZ軸方向に移動可能に主軸台4a,4bが設けられており、Z軸用サーボモータ26a,26bによってZ軸送りねじ(図示せず)を回転駆動することにより主軸台4a,4bをZ軸方向に移動する。これにより、主軸5a,5bおよび主軸台4a,4bはX,Z軸方向に移動可能となっている。主軸5a,5bをNC(数値制御)装置15a,15bにより回転制御するとともにX,Z軸方向に移動制御して、チャック6a,6bに把持した工作物をタレット21a,21b上の加工工具により加工する。
【0019】
加工中に主軸台4a,4bが移動する領域は加工領域17a,17bとして、カバー、スプラッシュガード61a,61bに覆われている。そして、この加工領域17a,17bに隣接して、工作物授受領域18a,18bが設けられている。主軸台4a,4bおよび主軸5a,5bは、加工領域17a,17bと工作物授受領域18a,18bとの間を相互に移動できる。また、主軸台4a,4bが加工領域17a,17bにあるときには、加工領域17a,17bと工作物授受領域18a,18bとの間は仕切手段により遮蔽されている。すなわち、加工中は切削屑や切削油剤等が工作物授受領域18a,18bに漏れ出ないようにされている。
【0020】
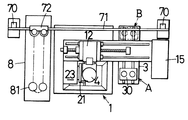
それぞれの工作機械の工作物授受領域18a,18bには、工作物移動部3a,3bが設置されている。工作物移動部3a,3bの上面には、移動部材30a,30bがX軸およびZ軸方向に直交するY軸方向に移動可能に設けられている。移動部材30a,30bは一対のガイドバー36a,36bに案内されて、流体圧シリンダ35a,35bによってY軸方向に移動する。移動部材30a,30bには、未加工の工作物を載置する未加工工作物載置部31a,31bおよび加工済みの工作物を載置する加工済工作物載置部32a,32bが設けられている。
【0021】
この移動部材30a,30bは、工作物授受領域18a,18b内の主軸5a,5bのX軸方向の移動軌跡上の第1の授受位置Aに移動でき、かつ、そこで停止することができる。また、移動部材30a,30bは、後述の工作物搬送装置7との間で工作物の授受を行うための第2の授受位置Bにも移動することができ、第1の授受位置Aと第2の授受位置Bとの間で工作物を移動させることができる。
【0022】
移動部材30a,30bと、未加工工作物載置部31a,31bおよび加工済工作物載置部32a,32bとの間には、各載置部について少なくとも3本の圧縮ばね等が設けられており、これらの載置部が所定量の傾斜動作および水平移動を行うことが可能となっている。また、これによりチャック6a,6bとの間で工作物の授受を行う際に、工作物をチャック6a,6bに押し付けることができる。
【0023】
なお、ここでは、移動部材30a,30bの案内部として、ガイドバーと無限直線運動するころがり軸受により構成したものを説明しているが、直動ころがり案内等のころがり案内やすべり案内を使用してもよい。また、駆動部としては、流体圧シリンダを使用するものと説明しているが、モータの回転運動をねじ機構、ラックピニオン機構等により直線運動に変換するものでもよい。要するに、移動部材を第1の授受位置Aと第2の授受位置Bに移動させることができるものであればよい。さらに、移動部材は、未加工工作物載置部と加工済工作物載置部を一体に移動させるものとして説明しているが、未加工工作物載置部を移動させるための移動部材と加工済工作物載置部を移動させるための移動部材とを別体に設けるようにしてもよい。
【0024】
X軸ガイドレール11a,11bは、X軸方向に工作物移動部3a,3bの位置まで延びている。すなわち、主軸5a,5bは第1の授受位置Aの直上位置に移動可能である。この第1の授受位置Aにおいて、チャック6a,6bと未加工工作物載置部31a,31bおよび加工済工作物載置部32a,32bとの間で工作物の授受を行うことができる。未加工工作物載置部31a,31bから受け取った未加工の工作物は加工領域17a,17bに移動して加工され、加工が終了した工作物は加工済工作物載置部32a,32bに戻される。
【0025】
主軸移動型立形工作機械1a,1bの正面側は、スプラッシュガード61a,61bに開閉ドアが設けられている。作業者は、開閉ドアを開けて保守作業や工具交換作業等を行ったり、開閉ドアを閉じたままスプラッシュガード61a,61bの前面に設けられた操作盤65a,65bを操作して工作機械の動作を指示したりする。このように、主軸移動型立形工作機械1a,1bの正面側は、作業者が種々の作業を行うための作業領域となっている。
【0026】
主軸移動型立形工作機械1a,1bのベッド2a,2bの背面側には、主軸移動型立形工作機械1a,1bの動作を制御するためのNC装置15a,15bが取付部材19aを介して設けられている。そして、NC装置15a,15bが発生する熱がサドル12a,12bおよび主軸台4a,4bの移動および位置決め精度に影響をおよぼさないように、NC装置15a,15bはサドル12a,12bが設置されているベッド後部20aとは、所定の間隔をもって設置されている。なお、NC装置15a,15bは背面側に保守用の開閉ドアが設けられている。
【0027】
主軸移動型立形工作機械1a,1bに対して工作物の搬入および搬出を行うために、工作物搬送装置7が設けられている。工作物搬送装置7の案内部材71は、NC装置15a,15bとベッド後部20aとの間の空間部を利用して、この空間部を貫通するように各工作機械にまたがって延設されている。案内部材71がNC装置15a,15bとベッド後部20aとの間の空間部に設けられているため、工作物搬送装置7を設けても、作業領域と干渉せず作業者の安全性が低下することがない。また、加工システム全体の設置面積はほとんど増加することがない。また、NC装置15a,15bの開閉ドアは背面側に設けられているため、案内部材71によってNC装置15a,15bの保守作業が妨げられることもない。
【0028】
案内部材71は、支柱部材70によって支持され、各工作機械が並設されている方向すなわちX軸方向と平行に延設されている。また、案内部材71は、その高さが主軸台4a,4bの最大高さ(すなわち工作機械の最大高さ)よりも低くなるように設置されている。このように、案内部材71を低い位置に設けることができ、加工システムの全高を工作機械の全高に比べて増加させることがない。すなわち、主軸移動型立形工作機械が設置できる工場であれば、問題なく工作物搬送装置も設置することができる。
【0029】
案内部材71には、X軸方向に2本のガイドレール71a,71aが設けられている。そして、このガイドレール71a,71aには走行本体72,73が移動可能に設けられている。また、案内部材71の上面にはX軸方向にラック71bが設けられており、走行本体72には走行用モータ72aが設けられている。走行本体72は、走行用モータ72aによってラック・ピニオン機構等を介して駆動され、ガイドレール71aに沿って走行する。走行本体73も同様の駆動機構により走行する。
【0030】
そして、走行本体72には内蔵された流体圧シリンダ(図示せず)により昇降移動可能に2つの工作物把持部材721,722が設けられている。走行本体73にも同様に昇降移動可能に2つの工作物把持部材731,732が設けられている。工作物把持部材721,722,731,732は、圧力流体の供給によって把持爪が開閉動作を行い、工作物の把持および把持解除を行う。移動部材30a,30bの第2の授受位置Bは、これらの工作物把持部材721,722,731,732の移動軌跡上に設定されている。
【0031】
主軸移動型立形工作機械1aの図1における右方には、ワークフィーダ8が設置されている。ワークフィーダ8には、複数の工作物載置部81がチェーンによって連接され旋回可能に設けられている。各工作物載置部81には、未加工の工作物が載置されている。各工作物載置部81を順次所定の第1の工作物授受位置100aに停止させ、走行本体72の工作物把持部材721,722によってその工作物を把持して搬送することができる。
【0032】
主軸移動型立形工作機械1bの図1における左方には、加工済みの工作物を搬出するためのコンベア9が設置されている。加工済みの工作物は、走行本体73の工作物把持部材731,732によって搬送されてコンベア9上に載置され、コンベア9によって搬出される。以上のように、案内部材71は、第1の載置部としてのワークフィーダ8、主軸移動型立形工作機械1a,1b、第2の載置部としてのコンベア9のそれぞれの間で工作物を搬送可能となるように延設されている。なお、第1の載置部、第2の載置部は、工作物が載置可能な載置台であってもよい。その場合には、ロボット等の他の搬送手段や作業者などによって、工作物が載置されたり、取り出されたりすればよい。
【0033】
次に、この加工システムにおける工作物の搬送動作を説明する。ここで、主軸移動型立形工作機械1aは未加工工作物(素材)の一方の側に第1工程の加工を行い、主軸移動型立形工作機械1bは第1工程の加工が終了した中間工作物の他方の側に第2工程の加工を行う。それぞれの工作機械では、第1工程および第2工程の加工が、並行してほぼ同時に行われているものとする。すなわち、主軸移動型立形工作機械1a,1bの加工時間は、なるだけ差が少ない方が好ましい。また、移動部材30aの加工済工作物載置部32aに第1工程の加工が終了した中間工作物が、移動部材30bの加工済工作物載置部32bに第1工程および第2工程の両方の加工が終了した加工済工作物(完成品)が載置されているものとする。さらに、移動部材30a,30bは、第2の授受位置Bに位置しているものとする。このような状態は、工作物を連続加工している途中の状態を示している。
【0034】
ワークフィーダ8の各工作物載置部81には未加工工作物が載置されている。未加工工作物が載置された工作物載置部81は、所定の第1の工作物授受位置100aに位置決めされる。工作物搬送装置7は、工作物把持部材721,722を搬送位置に上昇させ、走行本体72を第1の工作物授受位置100aまで走行させる。そして、工作物把持部材721,722を授受位置まで下降させ、工作物載置部81上の未加工工作物を工作物把持部材721に把持させる。未加工工作物を把持した工作物把持部材721は、搬送位置まで上昇した後、走行本体72により第2の工作物授受位置100bに移動される。それと同時に、ワークフィーダ8は、次の未加工工作物が載置された工作物載置部81を第1の工作物授受位置100aに移動位置決めする。
【0035】
次に、工作物把持部材721,722を授受位置まで下降させる。そして、工作物把持部材721を把持解除して移動部材30aの未加工工作物載置部31aに搬送してきた未加工工作物を載置すると同時に、加工済工作物載置部32aに載置されている中間工作物を工作物把持部材722により把持する。次に、工作物把持部材721,722を搬送位置まで上昇させ、第3の工作物授受位置100cに移動させる。そして、工作物把持部材722,721を授受位置まで下降させるとともに、工作物把持部材722を把持解除して中間工作物を工作物反転装置90に載置する。工作物反転装置90は中間工作物の向きを反転させる。この工作物把持部材721,722の第3の工作物授受位置100cへの移動と同時に、移動部材30aは流体圧シリンダ35aの駆動により第2の授受位置Bから第1の授受位置Aに移動する。
【0036】
主軸移動型立形工作機械1aの主軸台4aは、第1工程の加工が終了した後、工作物授受領域18aに移動する。主軸台4aのZ軸方向、X軸方向の移動により、第1工程の加工が終了した中間工作物を加工済工作物載置部32a上に移動させた後、チャック6aを把持解除して中間工作物を加工済工作物載置部32aに載置する。続いて、未加工工作物を載置している未加工工作物載置部31a上に移動し、チャック6aで未加工工作物を把持する。このようにして未加工工作物を受け取ると、主軸台4aは加工領域17aに移動し第1工程の加工を行う。主軸台4aの加工領域17a側への移動と同時に、移動部材30aは流体圧シリンダ35aの駆動によって第2の授受位置Bに移動する。
【0037】
一方、工作物反転装置90には向きが反転された中間工作物が載置されている。工作物搬送装置7は、工作物把持部材731,732を搬送位置に上昇させ、走行本体73を第3の工作物授受位置100cに走行させる。そして、工作物把持部材731,732を授受位置まで下降させ、工作物反転装置90上の中間工作物を工作物把持部材731に把持させる。中間工作物を把持した工作物把持部材731は、搬送位置まで上昇した後、第4の工作物授受位置100dに移動する。そして、工作物把持部材731,732を授受位置まで下降させ、工作物把持部材731を把持解除して移動部材30bの未加工工作物載置部31bに搬送してきた中間工作物を載置すると同時に、加工済工作物載置部32bに載置されている加工済工作物を工作物把持部材732によって把持する。
【0038】
次に、工作物把持部材731,732を搬送位置まで上昇させ、第5の工作物授受位置100eに移動させる。そして、工作物把持部材731,732を授受位置まで下降させるとともに、工作物把持部材732を把持解除して加工済工作物をコンベア9に載置する。コンベア9は、加工済工作物を搬送する。工作物把持部材731,732の第5の工作物授受位置100eへの移動と同時に、移動部材30bは流体圧シリンダ35bの駆動により第2の授受位置Bから第1の授受位置Aに移動する。
【0039】
主軸移動型立形工作機械1bの主軸台4bは、第2工程の加工が終了した後、工作物授受領域18bに移動する。主軸台4bのZ軸方向、X軸方向の移動により、第2工程の加工が終了した加工済工作物を加工済工作物載置部32b上に移動させた後、チャック6bを把持解除して加工済工作物を載置する。続いて、中間工作物を載置している未加工工作物載置部(中間工作物載置部)31b上に移動し、チャック6bに中間工作物を把持する。このようにして中間工作物を受け取ると、主軸台4bは加工領域17bに移動し第2工程の加工を行う。
【0040】
主軸台4bの加工領域17bへの移動と同時に、移動部材30bは流体圧シリンダ35bの駆動によって第2の授受位置Bに移動する。この状態は、以上の動作の説明の最初の状態に戻っている。このような一連の動作を繰り返すことにより、ワークフィーダ8に載置された未加工工作物を順次搬送して、未加工工作物に対して第1工程の加工、反転、第2工程の加工等の処理を連続して施すことができる。そして、ワークフィーダ8上の未加工工作物がなくなるまで連続して加工を行うことができる。
【0041】
なお、第1工程の主軸移動型立形工作機械1aと工作物把持部材721,722と移動部材30aの動作は、第2工程の主軸移動型立形工作機械1bと工作物把持部材731,732と移動部材30bの動作と並行してほぼ同時に行われている。このように、第1工程および第2工程の加工を並行して行うことにより高能率の自動加工が可能となる。また、走行本体が2台設けられているため、走行本体72がワークフィーダ8に未加工工作物を受け取りに行く動作と、走行本体73が工作物反転装置90に中間工作物を受け取りに行く動作をほぼ同時に実行でき、さらに、走行本体72が工作物反転装置90に中間工作物を渡しに行く動作と、走行本体73がコンベア9に加工済み工作物を渡しに行く動作をほぼ同時に実行でき、より高能率の自動加工が可能となっている。
【0042】
このようにして、工作物搬送装置7によって、ワークフィーダ8上の未加工工作物が順次、主軸移動型立形工作機械1a、主軸移動型立形工作機械1bに搬送されて、それぞれ第1工程、第2工程の加工が施される。加工が終了した加工済み工作物は、工作物搬送装置7によってコンベア9上に載置され搬出される。工作物の搬送が自動的に能率よく行われるために、高能率の自動運転を長時間連続して行うことが可能である。
【0043】
なお、ここでは工作物搬送装置7が2台の走行本体72,73を備えているが、走行本体を1台としてもよく、または、3台以上の走行本体を備えるようにしてもよい。また、主軸移動型立形工作機械を2台並設した加工システムを示したが、主軸移動型立形工作機械は1台でもよく、または、3台以上並設するようにしてもよい。さらに、この例では、主軸移動型立形工作機械の一方で第1工程、他方で第2工程の加工を行うようにしたが、第1工程の加工を2台の工作機械で行い、第2工程の加工を1台の工作機械で行うというように、任意の工程配分とすることができる。
【0044】
また、ここでは1台の走行本体に対して工作物把持部材を2つ設けているが、工作物把持部材は1つであってもよい。この場合の移動部材(未加工工作物載置部、加工済工作物載置部)との工作物授受動作を第1の主軸移動型立形工作機械を例にして説明する。工作物把持部材がワークフィーダから把持してきた未加工工作物を移動部材の未加工工作物載置部上方に搬送する。そして、工作物把持部材を授受位置に下降させ、把持解除して未加工工作物を未加工工作物載置部に載置する。次に、工作物把持部材を搬送位置に上昇させ、走行本体を移動させて工作物把持部材を加工済工作物載置部上方に位置させる。そして、工作物把持部材を授受位置に下降させ、加工済工作物載置部に載置されている中間工作物を把持する。次に、工作物把持部材を搬送位置に上昇させ、中間工作物を工作物反転装置に搬送する。
【0045】
なお、ここでは工作物把持部材を昇降動作させる駆動部を流体圧シリンダとして説明を行っているが、モータの回転力をラック・ピニオン機構、ねじ機構等で直線運動に変換して昇降移動を行う昇降部材を設け、その昇降部材に工作物把持部材を設けるようにしてもよい。昇降部材はリニアモータ等によって昇降させてもよい。すなわち、工作物把持部材を昇降動作させる駆動部は、工作物把持部材を昇降移動および位置決めできるものであればよい。駆動部に流体圧シリンダを使用したものでは、工作物把持部材を搬送位置(上昇位置)と授受位置(下降位置)の2位置にのみ移動・位置決めさせるものであったが、駆動部のモータを制御可能なサーボモータ、ステッピングモータ等の制御モータにすると、昇降方向の任意の位置に位置決めして授受動作を行うことができる。
【0046】
また、走行本体を走行移動させる駆動機構をモータとラック・ピニオン機構として説明を行っているが、モータとねじ機構、リニアモータ等の他の駆動機構であってもよい。要するに、走行本体を移動・位置決めできるものであればよい。
【0047】
また、移動台上の未加工工作物載置部、加工済工作物載置部に、工作物を保持可能なチャック等の部材を設けてもよい。このようにすると、工作物の回転方向の位相を保持しながら加工システムで加工することができる。さらに、加工システムの工作物搬送装置の工作物把持部材の移動軌跡上に計測装置、位相位置決め装置等を設けてもよい。計測装置を設けると、工作物の加工寸法の合否判定をして、不良品をコンベアとは別のNG用シュータ(NG用コンベア)に搬出することもできる。位相位置決め装置を設けると、未加工工作物(素材)に被位置決め部がある工作物の位相位置決めができる。
【0048】
次に、本発明の加工システムおよび工作物搬送装置の変形例を説明する。図4は、主軸移動型立形工作機械1を1台だけ設置した場合の加工システムを示す平面図である。この加工システムでは、第1の載置部と第2の載置部が一体に構成されたものとしてのワークフィーダ8と、1台の主軸移動型立形工作機械1とが並設されている。工作物搬送装置7は、ワークフィーダ8と工作物移動部3との間で工作物を搬送する。
【0049】
主軸移動型立形工作機械1の構成および工作物移動部3の構成は、図1から図3で説明したものと同様であるため説明は省略する。工作物搬送装置7の案内部材71は、NC装置15とベッド後部およびサドル12との間の空間部に延設されている。案内部材71は、支柱部材70によって支持され、X軸方向と平行に延設されている。また、案内部材71は、その高さが主軸台4の最大高さ(すなわち工作機械の最大高さ)よりも低くなるように設置されている。この案内部材71には、X軸方向に移動可能に走行本体72が設けられている。そして、走行本体72には昇降移動可能に2つの工作物把持部材721,722が設けられている。
【0050】
次に、この加工システムにおける工作物の搬送動作を説明する。説明の都合上、ワークフィーダ8の第1の工作物授受位置101には未加工工作物が載置された工作物載置部81が、第2の工作物授受位置102には加工済工作物を載置するため空の工作物載置部81が位置決めされているものとする。また、主軸移動型立形工作機械1では工作物に対する加工が開始されている。そして、工作物移動部3の移動部材30は、未加工工作物載置部31が空の状態、加工済工作物載置部32には加工済工作物が載置されている状態で、第2の授受位置Bに位置しているものとする。
【0051】
工作物把持部材721,722は、ワークフィーダ8との工作物授受位置103に移動し、工作物把持部材721は未加工工作物を把持し、工作物把持部材722は加工済工作物を渡す。そして、工作物把持部材721,722は工作物移動部3との工作物授受位置104に移動し、ワークフィーダ8は工作物載置部を1ピッチ割り出す。
【0052】
工作物把持部材721,722は工作物授受位置104に移動後、工作物把持部材721を把持解除して未加工工作物載置部31に未加工工作物を載置すると同時に、工作物把持部材722で加工済工作物を把持する。そして、工作物把持部材721,722は、搬送位置まで上昇した後、工作物授受位置103に移動し、ワークフィーダ8の第1の工作物授受位置101の工作物載置部81から未加工工作物を把持すると同時に、第2の工作物授受位置102の工作物載置部81に加工済工作物を載置する。
【0053】
一方、加工済工作物を渡し未加工工作物を載置された移動部材30は、第2の授受位置Bから第1の授受位置Aに移動する。主軸移動型立形工作機械1における加工が終了した後、主軸台4は加工領域から工作物授受領域に移動し、加工の終了した工作物を加工済工作物載置部32に載置する。その後、未加工工作物載置部31から未加工工作物を受け取り、加工領域に移動して加工を行う。主軸台4が加工領域側に移動すると、移動部材30は第1の授受位置Aから第2の授受位置Bに移動する。以下、同様の手順にして、ワークフィーダ8上の全ての未加工工作物を連続して加工することができる。
【0054】
図5は、NC装置15の設置位置を変更した加工システムを示す平面図である。この加工システムの構成は、図4のものとほとんど同じであるが、NC装置15を主軸移動型立形工作機械1の背面側でなく、右側に設置した点が異なる。NC装置15をこの位置に設置した場合でも、図4の加工システムと同様の作用効果を奏する。
【0055】
図6は、主軸移動型立形工作機械の配置を変更した加工システムを示す平面図である。この加工システムでは、複数の主軸移動型立形工作機械1a,1b,…がY軸方向に並ぶように配置されている。したがって、工作物搬送装置7の案内部材71は、Y軸方向と平行に延設されている。また、案内部材71は、その高さが主軸台4の最大高さ(すなわち工作機械の最大高さ)よりも低くなるように設置されている。この案内部材71には、Y軸方向に移動可能に走行本体72が設けられている。そして、走行本体72には昇降移動可能に1つの工作物把持部材723が設けられている。
【0056】
工作物移動部33は、複数の工作物載置部34がチェーン等により連接されたものである。工作物載置部34を互いに連動して旋回させることにより、工作物を第1の授受位置Aと第2の授受位置Bとの間で移動させることができる。なお、図6では図示を省略しているが、案内部材71の搬送路端部には、図1から図3に示した加工システムと同様に第1の載置部としてのワークフィーダ等、および、第2の載置部としてのコンベア等が設けられている。工作物の搬送は、図1から図3に示した加工システムにおける搬送とほぼ同様である。
【0057】
なお、図6の加工システムにおける工作物移動部33は、移動部材が第1の授受位置Aと第2の授受位置Bとの間を移動するようなものでもよい。この場合、移動部材には未加工工作物載置部と加工済工作物載置部を設けることが好ましい。この場合はさらに、走行本体72に工作物把持部材を2つ設けるようにした方が、工作物把持部材と移動部材の未加工工作物載置部および加工済工作物載置部との間で、工作物の把持、把持解除を同時に行えるので好ましい。
【0058】
以上に説明したような加工システムにより、ワークフィーダ等に載置された未加工工作物を、順次、1台または2台以上の主軸移動型立形工作機械に搬送し、連続的に加工を施すことができる。加工が終了した加工済み工作物は、再びワークフィーダ等に戻されるか、または、コンベア等に載置され搬出される。工作物の搬送が自動的に能率よく行われるために、高能率の自動運転を長時間連続して行うことが可能である。
【0059】
なお、以上の実施の形態においては、主軸移動型立形工作機械としては立て旋盤を例にして説明したが、本発明は、立て旋盤以外にも、主軸支持体が少なくとも第1の方向(Z軸方向)と第2の方向(X軸方向)に移動可能な工作機械、例えば、ターニングセンタ、研削盤、マシニングセンタ等の他の任意の工作機械にも適用できる。本発明をマシニングセンタに適用する場合には、工作物が固定されたパレット等を回転可能にする軸が本発明の主軸に相当し、パレット等をクランプする部材が本発明のチャックに相当する。
【0060】
【発明の効果】
本発明は、以上説明したように構成されているので、以下のような効果を奏する。
【0061】
工作物搬送装置の案内部材が、主軸移動型立形工作機械の基体に対して作業者の作業領域の反対側の位置に延設されているので、工作物搬送装置を設けても作業者の安全性が低下することがなく、また、加工システム全体の全高および設置面積はほとんど増加することがない。すなわち、主軸移動型立形工作機械が設置できる工場であれば、問題なく工作物搬送装置も設置することができる。
【0062】
工作物搬送装置の案内部材が主軸支持体の最大高さよりも低い位置に設けられているので、工作物搬送装置を含む加工システム全体の全高が主軸移動型立形工作機械の全高よりも増加することがなく、主軸移動型立形工作機械が設置できる工場であれば、問題なく工作物搬送装置も設置することができる。
【0063】
工作物搬送装置の案内部材が主軸移動型立形工作機械の基体と制御装置との間の空間部に設けられているので、工作物搬送装置を設けても作業者の安全性が低下することがなく、また、加工システム全体の全高および設置面積はほとんど増加することがない。そして、制御装置の保守用開閉ドアは背面側に設けることができ、工作物搬送装置によって制御装置の保守作業が妨げられることもない。
【0064】
未加工の工作物を載置する第1の載置部と、加工済みの工作物を載置する第2の載置部とを備えているので、工作物搬送装置により工作物を第1の載置部から順次1台または2台以上の主軸移動型立形工作機械に搬送し連続的に加工を施すことができる。加工が終了した加工済み工作物は、第2の載置部に搬送され載置される。工作物の搬送が自動的に能率よく行われるために、高能率の自動運転を長時間連続して行うことが可能である。
【0065】
工作物移動部には未加工工作物載置部と加工済工作物載置部が設けられており、走行本体には複数の工作物把持部材が設けられているので、未加工工作物の授受と加工済工作物の授受を同時に行うことができ、工作物の搬送時間を短縮することができる。
【図面の簡単な説明】
【図1】図1は、本発明の加工システムの例を示す正面図である。
【図2】図2は、加工システムの平面図である。
【図3】図3は、加工システムの側面図である。
【図4】図4は、主軸移動型立形工作機械が1台の場合の加工システムを示す平面図である。
【図5】図5は、NC装置の設置位置を変更した加工システムを示す平面図である。
【図6】図6は、主軸移動型立形工作機械の配置を変更した加工システムを示す平面図である。
【符号の説明】
1,1a,1b…主軸移動型立形工作機械
2a,2b…ベッド
3,3a,3b…工作物移動部
4,4a,4b…主軸台
5a,5b…主軸
6a,6b…チャック
7…工作物搬送装置
8…ワークフィーダ
9…コンベア
10a,10b…ブラケット
11a,11b…X軸ガイドレール
12,12a,12b…サドル
13a,13b…X軸送りねじ
14a,14b…ナット
15,15a,15b…NC装置
17a,17b…加工領域
18a,18b…工作物授受領域
19a…取付部材
20a…ベッド後部
21,21a,21b…タレット
23,23a,23b…刃物台
26a,26b…Z軸用サーボモータ
28a,28b…チャックシリンダ
30,30a,30b…移動部材
31,31a,31b…未加工工作物載置部
32,32a,32b…加工済工作物載置部
33…工作物移動部
34…工作物載置部
61a,61b…スプラッシュガード
65a,65b…操作盤
70…支柱部材
71…案内部材
72,73…走行本体
81…工作物載置部
721,722,723,731,732…工作物把持部材
Claims (7)
- 前端にチャック(6a,6b)を備えた主軸(5a,5b)を回転可能に、かつ、主軸軸線がほぼ鉛直方向に向くように支持する主軸支持体(4,4a,4b)が、少なくとも前記主軸軸線と平行な第1の方向および前記第1の方向と直交し、かつ、工作機械の正面側と背面側が対向する方向と直交する第2の方向に移動可能な主軸移動型立形工作機械(1,1a,1b)に工作物を搬送するための工作物搬送装置であって、
前記主軸移動型立形工作機械(1,1a,1b)の基体(2a,2b)に対して工作機械の正面側である作業者の作業領域の反対側となる背面側の位置に、前記第2の方向と平行に延設された案内部材(71)と、
前記案内部材(71)に前記第2の方向に移動可能に設けられた走行本体(72,73)と、
前記走行本体(72,73)に対して昇降移動可能に設けられ、工作物を把持可能な工作物把持部材(721,722,731,732)と、
前記主軸(5a,5b)の前記第2の方向の移動軌跡上の第1の授受位置(A)において前記チャック(6a,6b)との間で工作物を授受可能であるとともに、前記工作物把持部材(721,722,731,732)の移動軌跡上の第2の授受位置(B)において前記工作物把持部材(721,722,731,732)との間で工作物を授受可能であり、かつ、前記第1の授受位置(A)と前記第2の授受位置(B)との間で工作物を移動可能な工作物移動部(3,3a,3b)とを有し、
前記案内部材(71)は、前記主軸(5a,5b)の前記第2の方向の移動軌跡よりも工作機械の背面側に位置するものである工作物搬送装置。 - 請求項1に記載した工作物搬送装置であって、
前記案内部材(71)は、前記主軸支持体(4,4a,4b)の最大高さよりも低い位置に設けられているものである工作物搬送装置。 - 請求項1,2のいずれか1項に記載した工作物搬送装置であって、
前記案内部材(71)は、前記主軸移動型立形工作機械(1,1a,1b)の前記基体(2a,2b)と、前記主軸移動型立形工作機械(1,1a,1b)の動作を制御するための制御装置(15,15a,15b)との間の空間部に設けられているものである工作物搬送装置。 - 請求項1〜3のいずれか1項に記載した工作物搬送装置であって、
未加工の工作物を載置する第1の載置部(8)と、
加工済みの工作物を載置する第2の載置部(9)とを有し、
前記案内部材(71)は、前記工作物把持部材(721,722,731,732)が前記第1の載置部(8)との間で工作物を授受可能な位置まで移動可能であり、かつ、前記工作物把持部材(721,722,731,732)が前記第2の載置部(9)との間で工作物を授受可能な位置まで移動可能であるように延設されているものである工作物搬送装置。 - 請求項1〜4のいずれか1項に記載した工作物搬送装置であって、
前記工作物移動部(3,3a,3b)には、未加工の工作物を載置可能な未加工工作物載置部(31,31a,31b)と、加工済みの工作物を載置可能な加工済工作物載置部(32,32a,32b)が設けられており、
前記走行本体(72,73)には、複数の前記工作物把持部材(721,722,731,732)が昇降移動可能に設けられており、
前記工作物把持部材(721,722,731,732)は、前記工作物移動部(3,3a,3b)との間で未加工の工作物および加工済みの工作物の授受を同時に行うことが可能なものである工作物搬送装置。 - 前端にチャック(6a,6b)を備えた主軸(5a,5b)を回転可能に、かつ、主軸軸線がほぼ鉛直方向に向くように支持する主軸支持体(4a,4b)が、少なくとも前記主軸軸線と平行な第1の方向および前記第1の方向と直交し、かつ、工作機械の正面側と背面側が対向する方向と直交する第2の方向に移動可能な主軸移動型立形工作機械(1a,1b)が複数並設された加工システムであって、
未加工の工作物を載置する第1の載置部(8)と、
加工済みの工作物を載置する第2の載置部(9)と、
前記主軸移動型立形工作機械(1a,1b)の基体(2a,2b)に対して工作機械の正面側である作業者の作業領域の反対側となる背面側の位置に、前記第2の方向と平行に延設された案内部材(71)と、
前記案内部材(71)に前記第2の方向に移動可能に設けられた走行本体(72,73)と、
前記走行本体(72,73)に対して昇降移動可能に設けられ、工作物を把持可能な工作物把持部材(721,722,731,732)と、
複数の前記主軸移動型立形工作機械(1a,1b)のそれぞれに対して設けられた工作物移動部(3a,3b)とを有し、
前記案内部材(71)は、前記主軸(5a,5b)の前記第2の方向の移動軌跡よりも工作機械の背面側に位置するものであり、さらに、
複数の前記主軸移動型立形工作機械(1a,1b)は、前記第2の方向に並ぶように配置されており、
前記工作物移動部(3a,3b)は、各前記主軸移動型立形工作機械(1a,1b)の前記主軸(5a,5b)の前記第2の方向の移動軌跡上の第1の授受位置(A)において前記チャック(6a,6b)との間で工作物を授受可能であるとともに、前記工作物把持部材(721,722,731,732)の移動軌跡上の第2の授受位置(B)において前記工作物把持部材(721,722,731,732)との間で工作物を授受可能であり、かつ、前記第1の授受位置(A)と前記第2の授受位置(B)との間で工作物を移動可能なものである加工システム。 - 請求項6に記載した加工システムであって、
前記案内部材(71)は、各前記主軸移動型立形工作機械(1a,1b)の前記主軸支持体(4a,4b)の最大高さよりも低い位置に設けられているものである加工システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001201031A JP4761657B2 (ja) | 2001-07-02 | 2001-07-02 | 工作物搬送装置および加工システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001201031A JP4761657B2 (ja) | 2001-07-02 | 2001-07-02 | 工作物搬送装置および加工システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003011030A JP2003011030A (ja) | 2003-01-15 |
| JP4761657B2 true JP4761657B2 (ja) | 2011-08-31 |
Family
ID=19038059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001201031A Expired - Fee Related JP4761657B2 (ja) | 2001-07-02 | 2001-07-02 | 工作物搬送装置および加工システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4761657B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8888553B2 (en) | 2012-04-28 | 2014-11-18 | Matthew McMullen | Doll head having a magnetically adjustable facial contour and method of assembling same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05309543A (ja) * | 1992-05-13 | 1993-11-22 | Okuma Mach Works Ltd | 立形マシニングセンタにおけるワーク搬送装置 |
| JPH06126585A (ja) * | 1992-10-22 | 1994-05-10 | Mekutoron:Kk | 工作機械のローディング装置 |
| JP2809330B2 (ja) * | 1994-06-23 | 1998-10-08 | 本田技研工業株式会社 | ワーク搬送装置 |
| JPH08257880A (ja) * | 1995-03-23 | 1996-10-08 | Yazaki Corp | ライン上のワーク搬送方法および搬送装置 |
| JP3802627B2 (ja) * | 1996-11-11 | 2006-07-26 | 森精機興産株式会社 | 立旋盤及びその加工システム |
| JPH11347876A (ja) * | 1998-06-05 | 1999-12-21 | Hitachi Seiki Co Ltd | 主軸移動型工作機械における工作物搬送方法、その装置および加工システム |
-
2001
- 2001-07-02 JP JP2001201031A patent/JP4761657B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003011030A (ja) | 2003-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101537135B1 (ko) | 워크 가공 장치 및 워크 가공 방법 | |
| US5704262A (en) | Multiple-spindle lathe | |
| EP0028735B1 (en) | A machining center equipped with a robot device | |
| EP0806998B1 (en) | Machine tool with horizontal spindles | |
| US8082643B2 (en) | Machining apparatus | |
| JP5828745B2 (ja) | 工作機械 | |
| JP2008183705A (ja) | ワークピース処理装置 | |
| US20030145449A1 (en) | Processing arrangement | |
| US7008152B2 (en) | Machine tool for processing work pieces on at least three axes | |
| JPH11347876A (ja) | 主軸移動型工作機械における工作物搬送方法、その装置および加工システム | |
| US6161457A (en) | Machine tool | |
| JPH071204A (ja) | 立旋盤 | |
| KR100488247B1 (ko) | 입선반및그의가공시스템 | |
| EP1080828A2 (en) | Pallet-swing apparatus and machine tool having the pallet-swing apparatus | |
| JP4761657B2 (ja) | 工作物搬送装置および加工システム | |
| JP2009178831A (ja) | ローダ装置 | |
| JP3985998B2 (ja) | 複合加工用工作機械 | |
| JP2003175442A (ja) | 工作機械システム | |
| JPH02274403A (ja) | 旋盤用工具搬送摺動部材 | |
| JP4651878B2 (ja) | 工作物搬送装置および加工システム | |
| KR20230130357A (ko) | 공작기계의 매거진 | |
| US20060075625A1 (en) | Multiple side processing machine and positioning device for a workpiece | |
| JP4350820B2 (ja) | 搬送装置 | |
| JPH0890302A (ja) | 金属工作機械 | |
| JP2001347401A (ja) | 3主軸旋盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20080121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101026 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110607 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |