JP4366872B2 - 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 - Google Patents
燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 Download PDFInfo
- Publication number
- JP4366872B2 JP4366872B2 JP2001058173A JP2001058173A JP4366872B2 JP 4366872 B2 JP4366872 B2 JP 4366872B2 JP 2001058173 A JP2001058173 A JP 2001058173A JP 2001058173 A JP2001058173 A JP 2001058173A JP 4366872 B2 JP4366872 B2 JP 4366872B2
- Authority
- JP
- Japan
- Prior art keywords
- coat layer
- separator
- fuel cell
- metal
- noble metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0221—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0223—Composites
- H01M8/0226—Composites in the form of mixtures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0223—Composites
- H01M8/0228—Composites in the form of layered or coated products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
- H01M8/0254—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form corrugated or undulated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0258—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0267—Collectors; Separators, e.g. bipolar separators; Interconnectors having heating or cooling means, e.g. heaters or coolant flow channels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2483—Details of groupings of fuel cells characterised by internal manifolds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0213—Gas-impermeable carbon-containing materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Fuel Cell (AREA)
Description
【発明の属する技術分野】
本発明は、燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池に関し、詳しくは、単セルを複数積層して構成する燃料電池において、隣接する単セル間に設けられ、隣接する部材との間で燃料ガス流路あるいは酸化ガス流路を形成すると共に、燃料ガスと酸化ガスとを隔てる燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池に関する。
【0002】
【従来の技術】
燃料電池用ガスセパレータは、複数の単セルが積層された燃料電池スタックを構成する部材であって、充分なガス不透過性を備えることによって、隣り合う単セルのそれぞれに供給される燃料ガスおよび酸化ガスが混じり合うのを防いでいる。従来、このような燃料電池用ガスセパレータは、炭素材料あるいは金属材料を用いて製造されてきた。一般に、金属材料は強度に優れているため、炭素材料を用いる場合に比べてより薄いガスセパレータを製造することが可能であり、ガスセパレータを薄くすることによって、燃料電池全体を小型化することが可能となる。また、金属製のガスセパレータは、金属板をプレスするという簡便な方法によって製造することができるため、製造工程を簡素化・短期化して生産性を向上させ、製造コストの上昇を抑えることができる。
【0003】
金属製のガスセパレータを製造する際に用いる金属としては、充分な導電性と強度、および成形性を有する金属の中から適宜選択することができるが、ステンレスやアルミニウムなど、金属材料として特に広く大量に流通している金属を用いることによって、製造コストの大幅な削減が可能となる。このような金属材料を用いる場合には、通常は、燃料電池が動作する環境下での耐食性を充分に確保するための構成が要求される。ガスセパレータの耐食性を向上させるための構成としては、ガスセパレータの表面を、銀によって被覆する構成が提案されている(例えば、特開昭60−115173号公報等)。表面を銀で被覆することにより、金属製ガスセパレータの耐食性を大きく向上させることができる。
【0004】
【発明が解決しようとする課題】
しかしながら、動作している燃料電池内部の環境は、非常に強い酸性状態となり、銀によって金属製ガスセパレータの被覆を行っても、耐食性が不十分となるおそれがあった。燃料電池の内部環境を酸性化する要因としては、主として2つ考えられる。燃料電池(例えば固体高分子型燃料電池)では、電解質膜の表面に、白金や白金合金などを備える触媒層が設けられており、通常この触媒層には、上記触媒層を形成するための材料として用いた白金の硫酸塩などが残留している。従って、燃料電池の動作を開始すると、残留していた白金塩が、燃料電池内のガス流路に生じた生成水中に溶出して、燃料電池の内部環境を酸性化する。また、固体高分子型燃料電池が備える固体高分子電解質膜は、プロトン伝導性を実現する官能基としてスルホン酸基を備えているが、この固体高分子電解質膜は、燃料電池が発電を行うのに伴ってスルホン酸基の部分でごく微量ずつ徐々に分解して硫酸を生じ、燃料電池の内部環境を酸性化する。
【0005】
上記のように白金塩の溶出やスルホン酸基の分解が起こると、燃料電池の内部環境はpH2程度になるといわれており、このような強い酸性条件下では、長時間燃料電池の運転を行う間には、イオン化傾向の小さな銀を用いてガスセパレータの被覆を行う場合であっても、耐食性が不十分となるおそれがあった。ガスセパレータの表面が腐食すると、ガスセパレータを構成する金属のイオンが溶出する。このように、ガスセパレータから金属イオン(銀、あるいは銀で被覆したガスセパレータの基板部を構成する金属のイオン)が溶出して、ごく微量であってもこの金属イオンが固体高分子電解質膜中に混入すると、電解質膜が備えるイオン交換基(スルホン酸基)に上記金属イオンが引き寄せられて、固体高分子電解質膜のプロトン伝導性を損なうことになり、燃料電池の性能を維持していく上で望ましくない。したがって、より耐食性に優れた燃料電池用ガスセパレータが望まれていた。
【0006】
本発明の燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池は、こうした問題を解決し、金属製ガスセパレータにおいて、充分な耐食性を実現することを目的としてなされ、次の構成を採った。
【0007】
【課題を解決するための手段およびその作用・効果】
本発明の第1の燃料電池用ガスセパレータは、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータであって、
金属製のセパレータ基材と、
前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、貴金属によって構成される貴金属コート層と、
炭素材料によって前記貴金属コート層上に形成されるカーボンコート層と
を備え、
前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層であることを要旨とする。
【0008】
また、本発明の第1の燃料電池用ガスセパレータの製造方法は、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)所定の形状を有する金属製のセパレータ基材を成形する工程と、
(b)前記(a)工程で得た前記セパレータ基材表面において、前記ガスセパレータを燃料電池内に組み込んだときに隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、少なくとも、前記隣接する部材との間の接触抵抗に関わる表面上に、貴金属からなる貴金属コート層を形成する工程と、
(c)前記(b)工程で形成した前記貴金属コート層上に、炭素材料によってカーボンコート層を形成する工程と
を備え、前記(c)工程で形成する前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層であることを要旨とする。
【0009】
また、本発明の第2の燃料電池用ガスセパレータの製造方法は、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)前記燃料電池用ガスセパレータの基材となる金属部材において、その表面上の少なくとも一部の領域に、貴金属からなる貴金属コート層を形成する工程と、
(b)前記(a)工程で形成した前記貴金属コート層上に、炭素材料からなるカーボンコート層を形成する工程と、
(c)その表面上に前記貴金属コート層およびカーボンコート層を形成した前記金属部材を、所定の形状に成形する工程と
を備え、前記(b)工程で形成する前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層であることを要旨とする。
【0010】
以上のように構成された本発明の第1の燃料電池用ガスセパレータと、本発明の第1および第2の燃料電池用ガスセパレータの製造方法により製造されるガスセパレータは、前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、貴金属によって構成される貴金属コート層を備える。したがって、このようなセパレータを構成する金属において、上記貴金属コート層に覆われる領域、すなわち、燃料電池用ガスセパレータの導電性に関わる領域が酸化されて不動態を形成してしまうことがなく、不動態形成に起因する抵抗の増加を防ぐことができる。
【0011】
また、上記貴金属コート層を形成する貴金属は、イオン化傾向が小さく耐食性に優れた金属であるため、燃料電池用ガスセパレータにおいて、このような貴金属コート層を形成した領域の耐食性を充分に確保することができる。特に、貴金属からなる貴金属コート層上に、炭素材料によって構成されるカーボンコート層をさらに形成しているため、貴金属コート層を設けた領域において、極めて高い耐食性を実現することができる。また、貴金属コート層上にカーボンコート層を設けることで、貴金属コート層がさらされる環境がより穏やか(pHが中性より)となるため、充分な耐食性を実現するために必要な貴金属コート層の厚さをより薄くすることが可能となり、単に貴金属によって耐食性を確保する場合に比べて、燃料電池用ガスセパレータを製造するためのコストを削減することができる。
【0012】
なお、炭素材料によって構成されるカーボンコート層は、充分な導電性を実現可能な量の炭素材料を備えていればよく、カーボンコート層として成形するための結着剤(バインダ)などをさらに備えることとしてもよい。
【0013】
また、上記本発明の第1の燃料電池用ガスセパレータと、本発明の第1および第2の燃料電池用ガスセパレータの製造方法において、貴金属コート層上にカーボンコート層を形成する構成は、貴金属コート層の直上にカーボンコート層を形成する構成だけでなく、貴金属コート層の保護や、貴金属コート層とカーボンコート層との密着性を高める等の目的のために、貴金属コート層とカーボンコート層との間に介在するコート層をさらに設ける構成としても良く、本発明はそのようなものも対象としている。
【0014】
このような本発明の第1の燃料電池用ガスセパレータにおいて、前記貴金属コート層の厚さは、0.01μmから10μmの範囲にあることとしてもよい。メッキ層は、通常は一様でなめらかな層ではなく、微細な孔が生じている。この微細な孔は、メッキ厚を厚くするほどその形成を抑えることができるが、通常金属メッキにおいては、その厚さが10μm程度を越えると、上記微細な孔の形成を抑える効果は飽和状態となる。したがって、このような厚さの貴金属コート層を設けることによって、燃料電池用ガスセパレータを構成し貴金属コート層によって覆われる金属が、上記微細な孔を介して腐食するのを防止し、燃料電池用ガスセパレータの耐食性を効果的に確保することができる。特に、本発明の第1の燃料電池用ガスセパレータは、炭素材料によって構成されるカーボンコート層を備えることにより、貴金属コート層に要求される耐食性が低減され、貴金属からなる貴金属コート層を1μm以下という薄さにしても、充分な耐食性を得ることが可能となる。
【0015】
本発明の第1の燃料電池用ガスセパレータと、本発明の第1および第2の燃料電池用ガスセパレータの製造方法において、前記貴金属コート層を構成する前記貴金属は、銀であることとしてもよい。銀は、貴金属の中では卑な金属であるが、カーボンコート層をさらにその上に設けることによって銀自身は充分な耐食性を実現することができると共に、銀は貴金属の中では安価な金属であるため、耐食性および導電性に優れた燃料電池用ガスセパレータを製造するのに要するコストを削減することができる。
【0016】
本発明の第1の燃料電池用ガスセパレータと、本発明の第1および第2の燃料電池用ガスセパレータの製造方法において、前記貴金属コート層を構成する前記貴金属は、金であることとしてもよい。このようなガスセパレータを用いるならば、燃料電池をより高い温度で動作させる場合のように、燃料電池の内部環境をより厳しくする場合にも、ガスセパレータの耐食性に関する信頼性を充分に確保することができる。
【0017】
本発明の第1の燃料電池用ガスセパレータにおいて、
前記セパレータ基材は卑金属によって構成され、
前記カーボンコート層は、前記セパレータ基材上において、前記貴金属コート層が形成される領域に加えて、前記燃料電池用内で前記ガス流路を形成する領域上にも形成され、
前記セパレータ基材を構成する前記卑金属は、前記カーボンコート層が形成された条件下で、不動態を形成し得ることとしてもよい。
【0018】
このような構成とすれば、カーボンコート層が形成された条件下で不動態を形成し得る卑金属によってセパレータ基材が形成されるため、前記貴金属コート層を設けた領域以外も、カーボンコート層で覆うことによって充分な耐食性を備えることができる。酸化物被膜である不動態を形成する卑金属は、この不動態層を形成することによって卑金属自身は腐食から保護されるため、優れた耐食性を有している。また、このように不動態を形成する卑金属は、炭素材料によって構成されるカーボンコート層を形成することによって耐食性はさらに向上する。したがって、貴金属コート層を設けた領域以外においてもカーボンコート層を設けることで、燃料電池用ガスセパレータ全体の耐食性を充分に確保することができる。なお、その表面に不動態を形成して優れた耐食性を示し、セパレータ基材を構成するにふさわしい成形性を有すると共に充分な強度を有する卑金属材料としては、例えばステンレスを挙げることができる。
また、本発明の第1の燃料電池用ガスセパレータにおいて、
前記セパレータ基材は、ステンレスによって構成され、
前記貴金属コート層は、表面に形成された不動態層が除去されたステンレス部材である前記セパレータ基材上に、形成されていることとしても良い。
【0019】
また、本発明の第1の燃料電池用ガスセパレータにおいて、前記貴金属コート層は、前記セパレータ基材上において、前記接触抵抗に関わる表面上に加えて、前記ガス流路を形成する領域上にさらに形成されることとしてもよい。このような構成とすれば、前記ガス流路を形成する領域においても、貴金属によって形成される貴金属コート層およびこの上に形成されるカーボンコート層によって、耐食性を確保することができる。
【0020】
このような本発明の第1の燃料電池用ガスセパレータは、少なくとも、前記セパレータ基材における前記接触抵抗に関わる表面上において、前記貴金属コート層と前記セパレータ基材との間に、卑金属によって構成される下地コート層をさらに備えることとしてもよい。
【0021】
同様に、本発明の第1の燃料電池用ガスセパレータの製造方法において、
前記(b)工程は、
(b−1)前記貴金属コート層を形成するのに先立って、前記セパレータ基材上の、少なくとも前記接触抵抗に関わる表面上に、卑金属によって構成される下地コート層を形成する工程と、
(b−2)前記下地コート層上に、前記貴金属コート層を形成する工程と
を備えることとしてもよい。
【0022】
また、本発明の第2の燃料電池用ガスセパレータの製造方法において、
前記(a)工程は、
(a−1)前記貴金属コート層を形成するのに先立って、前記金属部材上の、少なくとも前記貴金属コート層を形成する領域に、卑金属によって構成される下地コート層を形成する工程と、
(a−2)前記下地コート層上に、前記貴金属コート層を形成する工程と
を備えることとしてもよい。
【0023】
以上のように構成された本発明の第1の燃料電池用ガスセパレータと、本発明の第1および第2の燃料電池用ガスセパレータの製造方法によれば、前記貴金属コート層と前記セパレータ基材との間に、卑金属によって構成される下地コート層をさらに設けることによって、セパレータ基材において、貴金属コート層を形成した領域で腐食が進行するのをより抑えることができると共に、貴金属からなる貴金属コート層をより薄くすることが可能となる。
【0024】
このような本発明の第1の燃料電池用ガスセパレータにおいて、前記下地コート層を構成する卑金属は、前記セパレータ基材を構成する金属よりも貴である、すなわち、イオン化傾向が小さいこととしてもよい。このような構成とすれば、イオン化傾向の大きい卑金属によってセパレータ基材を形成する場合にも、貴金属からなる貴金属コート層をより容易に形成することができる。すなわち、イオン化傾向の大きい卑金属は、貴金属メッキを施すためのメッキ浴中で侵されるおそれがあるため貴金属メッキが困難であるが、より貴な卑金属からなる下地コート層をセパレータ基材上に一旦形成することによって、貴金属メッキを容易に行なうことが可能となる。さらに、異種の金属が共存するときには卑である金属はより腐食しやすくなるおそれがあるが、より貴な卑金属からなる下地コート層を設けることによって、このような効果を抑え、セパレータ全体の耐食性を確保することができる。
【0025】
このような本発明の第1の燃料電池用ガスセパレータにおいて、
前記カーボンコート層および前記下地コート層は、前記セパレータ基材上において、前記接触抵抗に関わる表面上に加えて、前記燃料電池内で前記ガス流路を形成する領域上にさらに形成され、
前記下地コート層は、前記カーボンコート層が形成された条件下で不動態を形成し得る卑金属によって形成されることとしてもよい。
【0026】
このような構成とすれば、前記カーボンコート層が形成された条件下で不動態を形成し得る卑金属によって下地コート層が形成されるため、前記貴金属コート層を設けた領域以外も、その上にカーボンコート層を形成した下地コート層を設けることで、充分な耐食性を備えることができる。酸化物被膜である不動態を形成する卑金属は、この不動態層を形成することで卑金属自身は腐食から保護されるため、優れた耐食性を有している。また、カーボンコート層がさらに設けられることによって耐食性はさらに向上する。したがって、燃料電池内で前記ガス流路を形成する領域において貴金属コート層を設けない場合にも、この領域に、カーボンコート層をその上にさらに形成した下地コート層を設けることで、燃料電池用ガスセパレータ全体の耐食性を充分に確保することができる。
【0027】
このような本発明の第1の燃料電池用ガスセパレータにおいて、前記下地コート層の厚さは、0.01μmから10μmの範囲にあることとしてもよい。メッキ層は、通常は一様でなめらかな層ではなく、微細な孔が生じている。この微細な孔は、メッキ厚を厚くするほどその形成を抑えることができるが、通常金属メッキにおいては、その厚さが10μm程度を越えると、上記微細な孔の形成を抑える効果は飽和状態となる。したがって、このような厚さの下地コート層を設けることによって、燃料電池用ガスセパレータを構成し下地コート層によって覆われる金属が、上記微細な孔を介して腐食するのを防止し、燃料電池用ガスセパレータの耐食性を効果的に確保することができる。
【0028】
また、本発明の第1の燃料電池用ガスセパレータにおいて、前記カーボンコート層は、前記炭素材料の他に、耐酸性を有する樹脂あるいはゴムをバインダとして含むこととしてもよい。このような構成とすれば、燃料電池用ガスセパレータ上にカーボンコート層を設けることによってこのガスセパレータの耐食性を向上させる効果をさらに高めることができる。すなわち、上記したようなバインダは、耐食性に優れていると共に、炭素材料によって構成されるカーボンコート層を介して水が浸透するのを防止することができるため、カーボンコート層を浸透した水に起因して燃料電池用ガスセパレータを構成する金属が腐食してしまうのを抑えることができる。
【0029】
本発明の第2の燃料電池用ガスセパレータは、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータであって
金属製のセパレータ基材と、
前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、卑金属によって構成される卑金属コート層と、
炭素材料によって前記卑金属コート層上に形成されるカーボンコート層とを備え、
前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを要旨とする。
【0030】
また、本発明の第3の燃料電池用ガスセパレータの製造方法は、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)所定の形状を有する金属製のセパレータ基材を成形する工程と、
(b)前記(a)工程で得た前記セパレータ基材において、前記ガスセパレータを燃料電池内に組み込んだときに隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、少なくとも、前記隣接する部材との間の接触抵抗に関わる表面上に、卑金属からなる卑金属コート層を形成する工程と
(c)前記(b)工程で形成した前記卑金属コート層上に、炭素材料によってカーボンコート層を形成する工程と
を備え、
前記(b)工程で形成する前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを要旨とする。
【0031】
また、本発明の第4の燃料電池用ガスセパレータの製造方法は、燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)前記燃料電池用ガスセパレータの基材となる金属部材において、その表面上の少なくとも一部の領域に、卑金属からなる卑金属コート層を形成する工程と、
(b)前記(a)工程で形成した前記卑金属コート層上に、炭素材料からなるカーボンコート層を形成する工程と、
(c)その表面上に前記卑金属コート層およびカーボンコート層を形成した前記金属部材を、所定の形状に成形する工程と
を備え、
前記(a)工程で形成する前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを要旨とする。
【0032】
以上のように構成された本発明の第2の燃料電池用ガスセパレータと、本発明の第3および第4の燃料電池用ガスセパレータの製造方法により製造されるガスセパレータは、前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、卑金属によって構成される卑金属コート層を備える。また、この卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備える。したがって、卑金属コート層において、この卑金属コート層を形成する金属が酸化されて不動態を形成するなどの理由で導電性が低下することがあっても、セパレータの導電性は上記電子伝導性を有する粒子によって確保されるため、セパレータにおける抵抗の増加を防ぐことができる。
【0034】
また、本発明の第2の燃料電池用ガスセパレータと、本発明の第3および第4の燃料電池用ガスセパレータの製造方法において、卑金属コート層を形成する前記卑金属は、前記卑金属コート層上に前記カーボンコート層が形成された条件下において、その表面が酸化されて不動態層を形成し得る金属であることとしてもよい。
【0035】
このような構成とすれば、不動態を形成する卑金属によって卑金属コート層が形成されるため、前記卑金属コート層を設けた領域は充分な耐食性を備えることができる。酸化物被膜である不動態を形成する卑金属は、この不動態層を形成することで卑金属自身は腐食から保護されるため、優れた耐食性を有している。また、このような卑金属コート層上にカーボンコート層をさらに形成することによって、耐食性はさらに向上する。したがって、このような卑金属コート層を設けた領域においては、既述した導電性に加えて、充分な耐食性を実現することができる。
【0036】
なお、本発明の第2および第4の燃料電池用ガスセパレータの製造方法によれば、金属部材を所定の形状に成形するのに先立って、金属部材の表面に、金属のコート層および炭素材料から成るコート層を形成するため、金属のコート層や炭素材料から成るコート層を形成する操作は、成形前の金属部材に対して行なえば良く、これらの各層を形成するための操作をより容易に行なうことができる。
【0037】
また、本発明の第2および第4の燃料電池用ガスセパレータの製造方法において、
前記金属部材は、前記燃料電池用ガスセパレータを複数製造可能な板状部材であり、
前記(c)工程で行なう成形の工程は、
(c−1)前記金属部材に所定の凹凸形状を形成する工程と、
(c−2)前記(c−1)工程後、前記金属部材を複数に分割する工程と
を含むこととしてもよい。
【0038】
このような構成とすれば、金属のコート層および炭素材料から成るコート層を形成するための操作は、板状部材に対して行なえば良いため、これらの各層を形成するための操作をより容易に行なうことができる。さらに、上記各層を形成するための操作を上記金属部材に対して連続的に行なうことが容易となり、前記ガスセパレータを複数製造可能な金属部材を用いることで、複数の燃料電池用ガスセパレータを製造する際の生産性を大きく向上させることができる。
【0039】
【発明の実施の形態】
以上説明した本発明の構成・作用を一層明らかにするために、以下本発明の実施の形態を、実施例に基づいて以下の順序で説明する。
1.燃料電池の全体構成
2.第1実施例のセパレータ30の構成と製造工程および作用・効果
3.金属の腐食性に関する説明
4.種々の材料をセパレータ30に適用した際の実験による評価
5.セパレータ30に適用可能な金属種
6.第2実施例のセパレータ130の構成および作用・効果
7.セパレータの他の製造方法
【0040】
(1)燃料電池の全体構成:
図1は、本発明の好適な一実施例であるセパレータ30の様子を表わす説明図である。図1(A)は、セパレータ30の断面の形状を表わす図であり、図1(B)は、図1(A)において点線で囲んだ領域(B)についてその構成をより詳しく表わす模式図である。本発明の第1実施例のセパレータ30は、ステンレスによって構成された基板部60と、この基板部60を被覆する層であって銅によって構成された下地コート層62と、この下地コート層62をさらに被覆する層であって銀によって構成された貴金属コート層64と、貴金属コート層64をさらに被覆する層であって炭素材料を含有する部材からなるカーボンコート層66とからなる。また、セパレータ30は、後述するように、その表面でガスの流路を形成可能となるような所定の凹凸形状を有している。このセパレータ30に関する詳しい説明に先立って、説明の便宜上、まず、セパレータ30を用いて構成される燃料電池の全体構成について以下に説明する。
【0041】
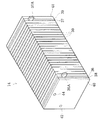
本発明の第1実施例であるセパレータ30を用いて構成した燃料電池は、構成単位である単セルを複数積層したスタック構造を有している。図2は、燃料電池の構成単位である単セル28の構成を例示する断面模式図、図3は、単セル28の構成を表わす分解斜視図、図4は、単セル28を積層したスタック構造14の外観を表わす斜視図である。
【0042】
本実施例の燃料電池は、固体高分子型燃料電池である。固体高分子型燃料電池は、湿潤状態で良好な導電性(イオン伝導性)を示す固体高分子からなる膜を電解質層として備えている。このような燃料電池は、アノード側に水素を含有する燃料ガスの供給を受け、カソード側に酸素を含有する酸化ガスの供給を受けて、以下に示す電気化学反応を進行する。
【0043】
H2 → 2H++2e- …(1)
(1/2)O2+2H++2e- → H2O …(2)
H2+(1/2)O2 → H2O …(3)
【0044】
(1)式はアノードにおける反応、(2)式はカソードにおける反応を表わし、燃料電池全体では(3)式に示す反応が進行する。このように、燃料電池は、燃料電池に供給される燃料が有する化学エネルギを直接電気エネルギに変換するものであり、エネルギ効率が非常に高い装置として知られている。燃料電池の構成単位である単セル28は、図2に示すように、電解質膜21と、アノード22およびカソード23と、セパレータ30a,30bとから構成されている。
【0045】
アノード22およびカソード23は、電解質膜21を両側から挟んでサンドイッチ構造を成すガス拡散電極である。セパレータ30a,30bは、このサンドイッチ構造をさらに両側から挟みつつ、アノード22およびカソード23との間に、燃料ガスおよび酸化ガスの流路を形成する。アノード22とセパレータ30aとの間には燃料ガス流路24Pが形成されており、カソード23とセパレータ30bとの間には酸化ガス流路25Pが形成されている。実際に燃料電池を組み立てるときには、上記単セル28を所定の枚数積層してスタック構造14を形成する。
【0046】
図2では、各セパレータ30a,30bの片面においてだけガス流路を成すリブが形成されているように表わされているが、実際の燃料電池では、図3に示すように、各セパレータ30a,30bは、その両方の面にそれぞれリブ54およびリブ55を形成している。セパレータ30a,30bのそれぞれの片面に形成されたリブ54は隣接するアノード22との間で燃料ガス流路24Pを形成し、セパレータ30の他面に形成されたリブ55は隣接する単セルが備えるカソード23との間で酸化ガス流路25Pを形成する。したがって、セパレータ30a,30bは、ガス拡散電極との間でガスの流路を形成すると共に、隣接する単セル間で燃料ガスと酸化ガスとの流れを分離する役割を果たしている。このように、セパレータ30a,30bは、実際に組み立てられる燃料電池では、形態上、あるいは働きの上で区別はなく、以後、セパレータ30と総称する。
【0047】
なお、各セパレータの表面に形成されたリブ54,55の形状は、ガス流路を形成してガス拡散電極に対して燃料ガスまたは酸化ガスを供給可能であれば良い。本実施例では、各セパレータの表面に形成されたリブ54,55は平行に形成された複数の溝状の構造とした。図2では、単セル28の構成を模式的に表わすために、燃料ガス流路24Pと酸化ガス流路25Pとを平行に表わしたが、燃料電池を組み立てる際に実際に用いるセパレータ30では、各セパレータ30の両面で、リブ54とリブ55とがそれぞれ直交する方向となるように、リブ54,55を形成した。
【0048】
電解質膜21は、固体高分子材料、例えばフッ素系樹脂により形成されたプロトン伝導性のイオン交換膜であり、湿潤状態で良好な電気伝導性を示す。本実施例では、ナフィオン膜(デュポン社製)を使用した。電解質膜21の表面には、触媒としての白金または白金と他の金属からなる合金が塗布されている。
【0049】
アノード22およびカソード23は、共に炭素繊維からなる糸で織成したカーボンクロスにより形成されている。なお、本実施例では、アノード22およびカソード23をカーボンクロスにより形成したが、炭素繊維からなるカーボンペーパまたはカーボンフエルトにより形成する構成も好適である。
【0050】
セパレータ30は、既述したように、金属製の基板部60上に3層のコート層が形成されている。このセパレータ30の周辺部には、4つの穴構造が設けられている。燃料ガス流路24Pを形成するリブ54を連絡する燃料ガス孔50,51と、酸化ガス流路25Pを形成するリブ55連絡する酸化ガス孔52,53である。燃料電池を組み立てたときには、各セパレータ30が備える燃料ガス孔50,51はそれぞれ、燃料電池内部をその積層方向に貫通する燃料ガス供給マニホールドおよび燃料ガス排出マニホールドを形成する。また、各セパレータ30が備える酸化ガス孔52,53は、同じく燃料電池内部をその積層方向に貫通する酸化ガス供給マニホールドおよび酸化ガス排出マニホールドをそれぞれ形成する。
【0051】
以上説明した各部材を備える燃料電池を組み立てるときには、セパレータ30、アノード22、電解質膜21、カソード23、セパレータ30の順序で順次重ね合わせ、その両端にさらに集電板36,37、絶縁板38,39、エンドプレート40,41を配置して、図4に示すスタック構造14を完成する。集電板36,37にはそれぞれ出力端子36A,37Aが設けられており、燃料電池で生じた起電力を出力可能となっている。
【0052】
エンドプレート40は、図4に示すように2つの穴構造を備えている。一つは燃料ガス供給孔42、もう一つは酸化ガス供給孔44である。エンドプレート40と隣接する絶縁板38および集電板36は、エンドプレート40が備える2つの穴構造と対応する位置に同様の2つの穴構造を形成している。この燃料ガス供給孔42は、セパレータ30の備える燃料ガス孔50の中央部に開口している。なお、燃料電池を動作させるときには、燃料ガス供給孔42と図示しない燃料供給装置とが接続され、水素リッチな燃料ガスが燃料電池内部に供給される。同様に、酸化ガス供給孔44は前記セパレータ30の備える酸化ガス孔52の中央部に対応する位置に形成されている。燃料電池を動作させるときには、この酸化ガス供給孔44と図示しない酸化ガス供給装置とが接続され、酸素を含有する酸化ガスが燃料電池内部に供給される。ここで、燃料ガス供給装置と酸化ガス供給装置は、それぞれのガスに対して所定量の加湿および加圧を行なって燃料電池に供給する装置である。
【0053】
また、エンドプレート41は、エンドプレート40とは異なる位置に、2つの穴構造である燃料ガス排出孔と酸化ガス排出孔(図示せず)とを備えている。絶縁板39、集電板37もまたエンドプレート41と同様の位置に、それぞれ2つの穴構造を形成している。エンドプレート41が備える穴構造の一つである燃料ガス排出孔は、セパレータ30の備える燃料ガス孔51の中央部に対応する位置に開口している。もう一つの穴構造である酸化ガス排出孔は、セパレータ30の備える酸化ガス孔53の中央部に対応する位置に開口している。燃料電池を動作させるときには、上記燃料ガス排出孔には図示しない燃料ガス排出装置が接続され、上記酸化ガス排出孔には図示しない酸化ガス排出装置が接続される。燃料電池の内部には、既述したように、単セル内の流路である燃料ガス流路24Pと燃料ガス供給マニホールドと燃料ガス排出マニホールドとが形成されているが、これらの流路によって、燃料電池の内部では、上記燃料ガス供給孔42から燃料ガス排出孔までの間は、燃料ガスが流通可能となるように連通している。また、燃料電池の内部には、既述したように、単セル内の流路である酸化ガス流路25Pと酸化ガス供給マニホールドと酸化ガス排出マニホールドとが形成されているが、これらの流路によって、燃料電池の内部では、上記酸化ガス供給孔44から酸化ガス排出孔までの間は、酸化ガスが流通可能となるように連通している。
【0054】
以上説明した各部材からなるスタック構造14は、その積層方向に所定の押圧力がかかった状態で保持され、燃料電池が完成する。スタック構造14を押圧する構成については図示は省略した。
【0055】
次に、以上のような構成を備えた燃料電池における燃料ガスおよび酸化ガスの流れについて説明する。燃料ガスは、上記した所定の燃料ガス供給装置から、エンドプレート40に形成された燃料ガス供給孔42を経て燃料電池内部に導入される。燃料電池内部で燃料ガスは、燃料ガス供給マニホールドを介して各単セル28が備える燃料ガス流路24Pに供給され、各単セル28のアノード側で進行する電気化学反応に供される。燃料ガス流路24Pから排出された燃料ガスは、燃料ガス排出マニホールドに集合して、エンドプレート41が備える既述した燃料ガス排出孔に達し、この燃料ガス排出孔から燃料電池の外部へ排出されて、所定の燃料ガス排出装置に導かれる。
【0056】
同様に酸化ガスは、上記した所定の酸化ガス供給装置から、エンドプレート40に形成された酸化ガス供給孔44を経て燃料電池内部に導入される。燃料電池内部で酸化ガスは、酸化ガス供給マニホールドを介して各単セル28が備える酸化ガス流路25Pに供給され、各単セル28のカソード側で進行する電気化学反応に供される。酸化ガス流路25Pから排出された酸化ガスは、酸化ガス排出マニホールドに集合して、エンドプレート41が備える既述した酸化ガス排出孔に達し、この酸化ガス排出孔から上記所定の酸化ガス排出装置に排出される。
【0057】
(2)第1実施例のセパレータ30の構成と製造工程および作用・効果:
以下に、上記燃料電池が備えるセパレータ30の構成について説明する。セパレータ30は、既述したように、基板部60と、下地コート層62と、貴金属コート層64と、カーボンコート層66とから構成されている。図5は、セパレータ30の製造工程を表わす説明図である。
【0058】
セパレータ30を製造する際には、まず、ステンレスの薄板を機械的にプレスすることによって、その両面に所定の凹凸形状を有する基板部60を成形する(ステップS100)。ここで、プレス成形によって形成される凹凸形状は、セパレータ30を燃料電池に組み込んだときに、各々の面に形成された凹凸形状によって、既述した燃料ガス流路24Pおよび酸化ガス流路25Pを形成可能となるものである。ステップS100においてステンレス板を機械的にプレスして所定の凹凸形状に成形した基板部60としては、ステンレス板を張り出し成形したものや曲げ加工品、あるいは、ステンレス板を部分的に打ち抜いて成形するハーフシャ品などを用いることができる。
【0059】
次に、ステップS100で得た基板部60に対して表面処理を施し、基板部60を構成するステンレスの表面に形成された不動態層を除去するとともに、不動態層を除去した基板部60上に、銅からなる下地コート層62を形成する(ステップS110)。ステンレスは、その表面に、導電性を有しない不動態層が形成されているが、このように不動態層を除去した上で下地コート層62を形成することによって、ステンレス表面に形成された不動態層に起因してセパレータ30の導電性が低下してしまう(基板部60上にさらに形成する貴金属コート層64との間の接触抵抗が上昇してしまう)のを防止している。なお、下地コート層62は、電解メッキ、無電解メッキのいずれの方法によっても形成することができる。また、本実施例では、下地コート層62の厚みは10μmとした。
【0060】
下地コート層62を形成すると、次に、その表面に、銀からなる貴金属コート層64を形成する(ステップS120)。この貴金属コート層64も、電解メッキあるいは無電解メッキなどの方法によって容易に形成することができる。本実施例では、貴金属コート層64の厚みは、2μmとした。
【0061】
貴金属コート層64を形成すると、その表面に、炭素材料を含有する部材からなるカーボンコート層66をさらに形成し(ステップS130)、セパレータ30を完成する。このカーボンコート層66は、黒鉛粒子およびカーボンブラックを炭素材料として含有し、この炭素材料にバインダを混合して形成されている。ここで、用いる黒鉛としては、人造黒鉛、鱗片状黒鉛、鱗状黒鉛、土状黒鉛などを挙げることができ、カーボンブラックとしては、チャンネルブラック、ファーネスブラック、アセチレンブラック、ケッチェンブラックなどを挙げることができる。また、バインダとしては、燃料電池の内部環境(酸性条件下や所定の高温下)において充分に安定な樹脂系材料あるいはゴム系材料などを用いればよい。このような樹脂系材料としては、例えば、フッ素樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、フェノール樹脂、フェノールエポキシ樹脂などを挙げることができる。また、ゴム系材料としては、例えば、スチレン−ブタジエンゴム(SBR)、ブチルゴム(IIR)、エチレン−プロピレンゴム(FPDM)、フッ素ゴム、ニトリルゴム(NBR)、クロロプロピレンゴム(CR)などを挙げることができる。これらの樹脂系材料やゴム系材料を単独、あるいはこれらのうちの複数のものを組み合わせて、バインダとして用いればよい。カーボンコート層66を形成するには、上記炭素材料と溶解したバインダとを混合したものに、下地コート層62および貴金属コート層64を形成した基板部60を浸漬したり、あるいは上記混合物を貴金属コート層64上にスプレーすればよい。また、上記混合物を、カーテンフロー塗装により塗布することもできる。なお、本実施例では、カーボンコート層66の厚みは、40μmとした。
【0062】
なお、上記した説明では、基板部60は、プレス成形によって、燃料ガス流路24Pおよび酸化ガス流路25Pを形成するための凹凸形状を、その各々の面に形成することとしたが、異なる構成とすることとしてもよい。例えば、一方の面に燃料ガス流路24Pを形成するための凹凸形状を形成した薄板と、一方の面に酸化ガス流路25Pを形成するための凹凸形状を形成した他の薄板とを用意し、これら2枚の薄板を貼り合わせることによって基板部60を形成することとしてもよい。
【0063】
以上のように構成されたセパレータ30によれば、ステンレスからなる基板部60を銀からなる貴金属コート層64で覆い、さらに、炭素材料を含有するカーボンコート層66で被覆しているため、耐食性および導電性に優れた燃料電池用セパレータを得ることができる。また、このようなセパレータ30を用いて燃料電池を構成することによって、耐久性に優れ、充分な電池性能を有する燃料電池を得ることができる。
【0064】
既述したように、発電を行なっている燃料電池の内部は酸性度が非常に強くなるため、このような環境下では、銀によってセパレータを被覆してもセパレータを被覆している銀自身が次第に腐食されてしまうおそれがあるが、本実施例では、銀からなる貴金属コート層64をさらにカーボンコート層66によって被覆しているため、銀がさらされる環境がより穏やか(pHが中性より)になり、貴金属コート層64が腐食してしまうのを充分に抑えることができる。カーボンコート層66は炭素材料をバインダによって結着させてなり、このカーボンコート層66は、貴金属コート層64の表面が直接燃料電池の内部環境にさらされるのを防いでいる。ここで、カーボンコート層66を構成している炭素材料は、ごく微量の水を徐々に浸透させる性質を有しており、さらに、炭素材料とバインダとの界面を介してもごく微量の水が徐々に浸透するおそれがあるが、貴金属コート層64上にカーボンコート層66を設けることで、貴金属コート層64の表面とセパレータ30の表面(カーボンコート層66の表面)との間には、充分なプロトン濃度勾配が生じ、セパレータ30の周囲の環境がpH2となった場合にも、カーボンコート層66に覆われた貴金属コート層64の表面は、はるかに穏やかな(pHが中性よりの)環境となる。このような環境下では、上記した燃料電池の内部環境に直接さらされる場合とは異なり、イオン化傾向が非常に小さい貴金属である銀は充分に安定である。したがって、銀によって形成される貴金属コート層64は、燃料電池の内部が上記したように酸性度が強い状態となり、カーボンコート層66が備える炭素材料を介して水が浸透してきても、燃料電池の運転中に腐食が進行してしまうおそれがない。このように貴金属コート層64が腐食するのを防止できることにより、貴金属コート層64によって覆われる下地コート層62および基板部60が腐食するのを充分に抑えることができる。炭素材料とバインダとからなるカーボンコート層66も充分な耐食性を有しているため、セパレータ30全体は高い耐食性を示し、これを用いる燃料電池の耐久性も充分となる。
【0065】
なお、炭素材料を備えるカーボンコート層66は、上記したように貴金属コート層64における腐食の進行を充分に抑えるという効果に加えて、貴金属コート層64の表面において、燃料電池が長時間発電を行なう間にたとえ腐食によってごくわずかな金属イオン(銀イオン)が貴金属コート層64の表面から溶出した場合にも、この溶出した金属イオンがカーボンコート層66を透過してセパレータ外に排出されるのを抑えるという効果を有している。このように、耐食性に優れた銀によって貴金属コート層64を形成し、炭素材料を備えるカーボンコート層66によって貴金属コート層64を被覆することで、セパレータ(を形成する金属部)の腐食の進行を抑えると共に、微量に生じる金属イオンに起因する問題が生じるのを抑えることができるため、このようなセパレータ30を用いることで、耐久性に優れた燃料電池を得ることができる。
【0066】
また、貴金属コート層64を構成する銀は、酸化されて不動態を形成することがないため、カーボンコート層66が備える炭素材料を介して貴金属コート層64の表面にまで水が浸透しても、この水による酸化を受けて貴金属コート層64の表面に不動態層が形成され、セパレータ30の導電性が低下してしまうことがない。すなわち、金属は、水や酸素の存在下において、腐食して金属イオンが溶出する他に、その表面に導電性が不十分である酸化物被膜を形成する場合があるが、貴金属である銀は、非常に安定であるため酸素との親和力が弱く、不動態を形成することがない。貴金属コート層64の下に形成された下地コート層62は、貴金属コート層64によって覆われているため、この下地コート層62もまた、表面に不動態層が形成されてセパレータ30の導電性を低下させてしまうことがない。また、基板部60を構成するステンレスは、本来その表面が不動態層によって覆われているが、基板部60上に下地コート層62を形成する際に、この不動態層を取り除いた上で下地コート層62を形成しているため、基板部60表面の不動態層に起因してセパレータ30の導電性が低下してしまうことがない。もとより、カーボンコート層66が備える炭素材料もまた、電池環境下で不動態層を形成することがないため、燃料電池の動作中にセパレータ30の表面で接触抵抗が上昇することがなく、セパレータ30を備える燃料電池の内部抵抗が上昇してしまうことがない。なお、これら金属の腐食および不動態形成に関しては、後でさらに詳しく説明する。
【0067】
なお、後述するように、貴金属の中でも最もイオン化傾向が小さい金は、燃料電池の内部環境においても極めて安定である。したがって、燃料電池用ガスセパレータの耐食性を充分に確保することは、金によって構成され、基板部を保護するのに充分な厚さを有する貴金属層をセパレータ上に形成することによっても実現可能であるが、上記実施例の構成とすることで、セパレータを製造するためのコストを充分に抑えることが可能となる。すなわち、本実施例の構成によれば、炭素材料を備えるカーボンコート層66によって貴金属コート層64を被覆するため、貴金属層である貴金属コート層64の厚みを、金によって基板部を保護する場合に要する貴金属層の厚みに比べてはるかに薄く(貴金属量を少なく)することができる。また、貴金属コート層64をカーボンコート層66で覆うことによって、必ずしも金を用いる必要がなくなり、金よりは卑であるがより安価な貴金属である銀を用いて貴金属コート層64を形成することにより、充分な耐食性を実現することができる。
【0068】
もとより、本実施例のセパレータ30において、銀に代えて金を用いて貴金属コート層64を形成しても、金からなる貴金属層だけによってセパレータの耐食性を確保する構成に比べてはるかに金の層(貴金属コート層64)の厚さを薄くしてコストを抑えつつ、充分に耐食性に優れたセパレータを得ることができる。
【0069】
なお、金属のメッキ層は、微小な孔であるピンホール(以下、メッキのミクロ欠陥と呼ぶ)を有しており、このメッキのミクロ欠陥を介して、メッキ層の下側の層において腐食が進行するおそれがあるため、一般には、メッキ層の厚さを充分に確保することによってこのメッキ層のミクロ欠陥を減少させ、メッキ層の下側の層が腐食するのを防止する。本実施例のセパレータ30では、貴金属コート層64と基板部60との間に、卑金属の中では比較的イオン化傾向が小さい銅からなる下地コート層62を設けているため、貴金属コート層64において多少のメッキのミクロ欠陥があっても、下地コート層62によって基板部60が保護される。したがって、貴金属コート層64の厚さを抑えつつ基板部60、ひいてはセパレータ30全体の耐食性を充分に確保することができる。もとより、貴金属コート層64の厚さが基板部60を保護するのに充分な厚さであれば、下地コート層62は設けないこととしてもよい。貴金属コート層64の厚さや、下地コート層62の厚さ、あるいは下地コート層62の有無は、貴金属からなる貴金属コート層64の厚さを、腐食を防ぐのに充分な厚さにするのに要するコストと、一旦卑金属でメッキして下地コート層62を形成するのに要するコスト、あるいは要求する耐食性の程度などに応じて適宜選択すればよい。なお、下地コート層62は、上記したように基板部60を保護する他に、基板部60と貴金属コート層64との間の密着性を向上させるという効果も奏する。
【0070】
また、本実施例のセパレータ30では、基板部60はステンレスによって構成したが、導電性や成形性に優れた他の金属、例えばアルミニウムなどによって構成することとしてもよい。ここで、アルミニウムのようにイオン化傾向の大きな金属によって基板部60を構成する場合には、イオン化傾向が非常に小さい貴金属を直接メッキすることが困難であるため(メッキ浴によって基板部60が侵されるおそれがあるため)、よりイオン化傾向の小さな卑金属によって下地コート層62を形成することによって、貴金属からなる貴金属コート層64の形成を容易にすることができる。
【0071】
図6は、炭素材料を備えるカーボンコート層66の構成を模式的に表わす説明図である。図6に示すように、カーボンコート層66は、黒鉛粒子同士の間に、これより粒子の大きさが小さいカーボンブラックが配設されてなり、このようにカーボンコート層66の厚さ方向にわたって炭素材料が互いに連接して積み重なることによって、カーボンコート層66全体で充分な導電性を確保している。ここで、炭素材料を結着させるバインダは、耐食性に優れており、また、炭素材料からなる粒子間の隙間を埋めることによって、炭素粒子間の隙間を通じて水が浸透するのを防止する役目を果たしている。このように、充分量のバインダを用いることによって、貴金属コート層64にまで到達する水の量を充分に抑えることができ、これによってセパレータ30全体の耐食性を向上させることができる。したがって、カーボンコート層66が備える炭素材料の量とバインダの量とは、カーボンコート層66全体で充分な導電性が確保できる範囲で適宜選択すればよい。
【0072】
なお、セパレータ30においては、燃料電池内で隣接する部材と接触する領域で充分な導電性が確保されていればよい。したがって、カーボンコート層66では、少なくとも、上記隣接する部材と接触する領域において充分量の炭素材料を備えていればよく、それ以外の領域では、必ずしも充分量の炭素材料を備えている必要はない。セパレータの導電性に関与しない領域では、単に充分量のバインダを備えることによって、下側の金属層を保護しその腐食を抑える効果を得ることができる。
【0073】
また、上記実施例では、貴金属コート層64の直上にカーボンコート層66を形成することとしたが、貴金属コート層64とカーボンコート層66との間に介在する所定のコート層をさらに形成することとしても良い。このようなコート層を、充分な耐食性および導電性を有する金属などにより形成する場合にも、本実施例の既述した効果が得られると共に、上記コート層によって、貴金属コート層64など下側の層を保護し、貴金属コート層64とカーボンコート層66との間の密着性を向上させる効果を得ることができる。
【0074】
(3)金属の腐食性に関する説明:
以下に、セパレータを構成し得る金属と、腐食および不動態形成との関係について説明する。既述したように、腐食とは、環境中に水や酸素などが存在することによって金属が酸化され、金属イオンが溶出する現象を指す。このように腐食とは、金属が酸化することによって劣化することをいうが、金属が酸化する現象の中で特に、金属の表面が酸化されて酸化物被膜(不動態被膜)を形成することを、不動態形成という。ここで、金属が腐食すると、既述したように、腐食によって溶出した金属イオンが固体高分子電解質膜に入り込んで電池性能を低下させてしまう。また、不動態が形成されると、不動態は充分な導電性を有しないためセパレータの導電性が低下し(セパレータと隣接部材との間の接触抵抗が増加し)、電池性能を低下させてしまう。したがって、燃料電池の性能低下を引き起こさない充分な耐久性をセパレータが備えるには、上記した腐食を受け難く(耐食性に優れ)高い導電性を有する(不動態を形成しない)ことが必要である。
【0075】
金属が、腐食や不動態の形成を起こすかどうかは、その金属のエネルギ状態が、どのような反応によってより安定な状態となるかということと、その金属の反応性によって決まる。すなわち、その金属が腐食することによってエネルギ状態が安定化する場合には腐食が進行し、不動態形成によってエネルギ状態が安定化する場合には不動態を形成し、このような反応を起こさない状態がエネルギ的に安定であれば腐食も不動態形成も起こらない。また、腐食と不導体形成のうちのいずれかの反応を起こす状態がエネルギ的に安定となる場合には、その反応が進行する速度は、金属のイオン化傾向や酸素との親和力に従って定まる。
【0076】
それぞれの金属は、その金属がおかれた環境に応じて、いずれの反応を起こすのが安定であるか、あるいは、反応を起こさないことが安定であるか、ということが定まっている。種々の金属に関するこのような性質を図7〜図10に示す。図7〜図10は、それぞれの金属を、pHや電位の異なる種々の環境下においたときに、どのような状態がより安定であるかを表わしており、以下、このような図を腐食図と呼ぶ。これらの腐食図においては、金属が腐食する状態がエネルギ的に安定である領域を腐食域と呼び、酸素と結びついて不動態を形成する状態がエネルギ的に安定である領域を不動態域と呼び、これらの反応を起こさない状態がエネルギ的に安定である領域を安定域と呼ぶ。なお、図8〜図10に示した各腐食図では、腐食域、不動態域、安定域のそれぞれに付したハッチの種類については、図7と同一とした。
【0077】
図7(A)、および、図7〜図10に示した他の腐食図では、その中央部に平行四辺形型の領域が描かれているが、この領域は水が安定して存在しうる領域(以下、水の安定化領域と呼ぶ)である。水の安定化領域ではない条件下では、水の分解が進行して、水素や酸素を発生する。燃料電池では、内部で進行する電気化学反応に伴って水が生成されるため(式(1)〜(3)を参照)、燃料電池の内部環境は、当然にこの水の安定化領域内に含まれると考えられる。また、既述したように、燃料電池の内部環境は、次第に酸性側に傾きpH2程度に達するといわれている。したがって、図7に示した腐食図においては、燃料電池の内部環境に相当する領域(以下、仮想的に燃料電池領域と呼ぶ)は、上記水の安定化領域内のうち、pH2〜7の範囲内に含まれると考えられる。このような燃料電池領域を含むと考えられる領域において、各金属が腐食域、不動態域、安定域のうちのいずれに属するかによって、その金属が燃料電池の内部環境でどのような影響を受けるかを知ることができる。さらに、腐食図に基づいた金属の反応性を考慮することによって、その金属を燃料電池用ガスセパレータとして用いることの是非を検討することが可能となる。
【0078】
図7に示すように、酸化などを受けにくい安定な金属である貴金属は、水の安定化領域内で広く安定域を有している。したがって、このような貴金属を用いてセパレータを被覆することによって、セパレータの導電性を充分に維持することができる。特に金は、水の安定化領域内全体が安定域となっているため、燃料電池の内部環境に直接さらしても、金自身が腐食したり不動態を形成したりするおそれは実質的に無いと考えられる。貴金属のうち、イリジウム、白金、ロジウム、ルテニウム、パラジウムといった白金族の貴金属は、水の安定化領域内に不動態域を有しており、燃料電池の内部環境において、不動態を形成する状態がエネルギ的に安定となる場合があると考えられるが、これらの貴金属は酸素との親和力が非常に小さいため、燃料電池の内部環境が不動態域に相当する状態であっても、実際に不動態を形成する速度はきわめて遅い。したがって、これらの貴金属によって上記実施例の貴金属コート層64を形成すれば、炭素材料を備えるカーボンコート層66でさらにその表面を被覆することによって貴金属コート層64の表面はより穏やかな環境となるため、貴金属コート層64は腐食を受けないばかりでなく不動態の形成も充分に防止することができ、腐食を起こさず導電性の低下を引き起こさない良好なセパレータを得ることができる。
【0079】
また、貴金属のうちの銀は、水の安定化領域内に腐食域を有しており、燃料電池の内部環境において、腐食して金属イオンが溶出する状態がエネルギ的に安定となるおそれがあるが、貴金属である銀はイオン化傾向が非常に小さいため、燃料電池の内部環境が腐食域に相当する状態であっても、実際に腐食が進行する速度はきわめて遅い。したがって、銀のような貴金属によって上記実施例の貴金属コート層64を形成すれば、炭素材料を備えるカーボンコート層66でさらにその表面を被覆することによって貴金属コート層64の表面はより穏やかな環境となるため、上記貴金属が腐食する速度はさらに遅くなり、貴金属コート層64は不動態を形成しないばかりでなく腐食の進行も充分に防止することができ、腐食を起こさず導電性の低下を引き起こさない良好なセパレータを得ることができる。
【0080】
図8〜図10に示したように、卑金属は、水の安定化領域のほとんどは腐食域あるいは不動態域によって占められている。卑金属は、貴金属に比べてはるかにイオン化傾向が大きいため、周囲の環境がより穏やか(pHが中性より)であっても、腐食域内にある限り腐食の速度は速い。また、卑金属は、貴金属に比べてはるかに酸素との親和力が大きいため、周囲の環境がより穏やかであっても、不動態域内にある限り不動態を形成する速度は速い。上記のように、銀以上に貴である貴金属によって貴金属コート層64を形成することによって、より薄く形成することが可能な貴金属層である貴金属コート層64と、炭素を含有するカーボンコート層66とを設けることで、金属セパレータの耐食性を充分に確保することが可能となる。
【0081】
(4)種々の材料をセパレータ30に適用した際の実験による評価:
(4−1)接触抵抗と腐食電流の測定:
貴金属からなる貴金属コート層64と、炭素材料を備えるカーボンコート層66とを備えるセパレータの耐食性および導電性(接触抵抗)について、実験により調べた結果を以下に示す。図11は、貴金属コート層64を構成する貴金属や、下地コート層62を構成する卑金属として種々の金属を選択して、その性能を調べた結果を表わす説明図である。ここでは、厚さ0.01μmで金によって形成される貴金属コート層64とニッケルによって形成される下地コート層62とを備えるセパレータ(セパレータA)と、厚さ0.01μmで金によって形成される貴金属コート層64と銅によって形成される下地コート層62とを備えるセパレータ(セパレータB)と、厚さ2μmで銀によって形成される貴金属コート層64と銅によって形成される下地コート層62とを備えるセパレータ(セパレータC)と、厚さ10μmでスズによって形成されるスズ層(貴金属コート層64に対応する)とニッケルによって形成される下地コート層62とを備えるセパレータ(セパレータD)とを用いて比較を行なった。なお、セパレータDにおいて、スズは貴金属ではないが、貴金属層の性能を評価するために、貴金属コート層64に相当する層を貴金属ではないスズで形成したセパレータDを用意した。これらセパレータA〜Dは、炭素材料を備えるカーボンコート層66を有しているが、さらに、上記各セパレータ(セパレータA〜C)に対応して、カーボンコート層66を備えないセパレータ(セパレータA’〜C’)についても比較を行なった。なお、図11に示したセパレータでは、下地コート層62の厚さは10μm、カーボンコート層66を設ける場合にはその厚さは10μmとし、基板部60はアルミニウムによって形成した。
【0082】
図11は、上記した各セパレータのそれぞれについて、不動態の形成に起因する接触抵抗の増加と、腐食に起因して生じる腐食電流について調べた結果を表わす。接触抵抗の変化を調べた結果とは、上記した各セパレータを燃料電池の内部環境と類似した環境中に所定時間さらし、その前後での接触抵抗の変化を調べた結果である。すなわち、カーボンコート層66を備えるセパレータA〜Dについては、80℃でpH2の硫酸中に100時間浸漬し、カーボンコート層66を備えないセパレータA’〜D’については、80℃でpH2の緩衝液中に24時間浸漬し、それぞれ、その前後での接触抵抗の変化を調べた。セパレータの接触抵抗の測定は、各セパレータを、カーボンクロス(既述した単セル28内で隣接する部材であるガス拡散電極に対応する)と重ね合わせて加圧しながら保持し、ここに定電流(1A)を流してその際の電圧降下を測定し、電流値と電圧値とから抵抗値を求めて、上記した酸による処理の前後での抵抗値(接触面積を乗じた値)の変化を調べた(単位は、mΩcm2 )。なお、ここでは、加圧して保持するセパレータとガス拡散電極とを合わせた全体の抵抗値を測定しており、セパレータ表面で生じる接触抵抗を含めた、燃料電池スタックの様子を反映して加圧などによる影響を受ける総合的な抵抗値によって比較を行なっている。
【0083】
また、腐食電流について調べた結果とは、燃料電池の内部環境と類似した環境中で腐食電流が生じるかどうかを調べた結果であり、これによって腐食の有無が判断できる。図12は、各セパレータについて腐食電流を測定する様子を表わす説明図である。腐食電流の測定は、試料である各セパレータを一方の電極とし、その対極として黒鉛電極を用い、pH2、80℃の硫酸中で、電気的に接続した上記それぞれのセパレータと黒鉛電極との間に流れる電流を、腐食電流として測定した。なお、ここでは、腐食電流は、上記したように黒鉛電極を対極として用いたときに流れる電流値を、セパレータの単位面積当たりに換算し、電流密度(単位は、μA/cm2 )として評価している。それぞれのセパレータについての測定結果の数値は、図11中に、四角で囲んで示している。測定の対象としているセパレータにおいて腐食が進行するときには、腐食の進行に伴って試料であるセパレータから金属イオン(図12ではM+ と表わす)が溶出すると共に電流が流れる。対象としているセパレータが上記溶液中で腐食しないときには、理論的には上記腐食電流は値0となる。しかしながら、腐食がほとんど進行しない場合にも、実際の測定値が値0として得られることは希であり、図11に示した結果では、腐食電流の測定値が負の値であるときには、腐食は起こっておらず長期的にも充分な耐食性を有しているものと判断して図中に示す測定値に「○」印を付し、腐食電流の測定値が正の値であっても非常に小さいときには、腐食の速度は非常におそくセパレータとしての使用に耐える可能性があると判断して図中の測定値に「△」印を付し、それよりも大きな値の腐食電流を示す時には、腐食の程度が許容できないと判断して図中の測定値に「×」印を付した。なお、このような腐食電流は、炭素材料からなるカーボンコート層66を有するセパレータ(セパレータA,B,C,D)については、pH2,80℃の硫酸中に100時間浸漬後、カーボンコート層66を有しないセパレータ(セパレータA’,B’,C’)については、同様の硫酸中に24時間浸漬後に、それぞれ測定した。
【0084】
図11に示したように、金の貴金属コート層64とニッケルの下地コート層62と炭素材料のカーボンコート層66とを備えるセパレータA、金の貴金属コート層64と銅の下地コート層62と炭素材料のカーボンコート層66とを備えるセパレータB、銀の貴金属コート層64と銅の下地コート層62と炭素材料のカーボンコート層66とを備えるセパレータCはいずれも、接触抵抗は充分に小さく、上記した硫酸の処理を行なった後も接触抵抗の増加は小さく、また、上記硫酸中に100時間浸漬した後であっても腐食電流の値は充分に小さい。これに対し、上記セパレータA〜Cに対応するセパレータであってカーボンコート層66を有しないセパレータA’〜C’は、接触抵抗はセパレータA〜Cに比べて小さいものの、上記硫酸中に24時間浸漬後の腐食電流ははるかに大きい。また、貴金属コート層64に対応するスズ層とニッケルの下地コート層62と炭素材料のカーボンコート層66とを備えるセパレータDは、炭素材料のカーボンコート層66を有するため、腐食電流は小さいものの、貴金属コート層64に対応する層が貴金属層ではないため、接触抵抗が大きい。このように、接触抵抗の増加は、セパレータ表面を薄い貴金属層で被覆することによって充分に抑えることができるが、腐食を充分に抑えるには、薄い(例えば、0.01μm以上の厚さの)貴金属層の表面をさらに炭素材料を備えるカーボンコート層66で被覆することが必要である。なお、セパレータA’およびB’の貴金属コート層64を構成する金は実質的に腐食することはなく、セパレータC’の貴金属コート層64を構成する銀も短期的にはほとんど腐食しないため、図11でセパレータA’〜C’が示す腐食電流は、下地コート層62をおよび基板部60を構成する金属が腐食した結果である。
【0085】
上記した結果とは異なり、貴金属コート層64に対応する層を卑金属によって形成した場合には、炭素材料を備えるカーボンコート層66によってセパレータ表面を被覆しても、貴金属コート層64に対応する層を構成する卑金属の(図7〜図10に示した)性質に従って、腐食あるいは不動態の形成が進行する。図11に示したセパレータDは、貴金属コート層64に対応するスズ層と、ニッケルからなる下地コート層62と備えているが、このセパレータDは、腐食電流は生じないものの接触抵抗は非常に大きく、燃料電池用ガスセパレータとしては不適当である。図9(E)に示すように、スズは、水の安定化領域内の燃料電池領域を含むと思われる領域全体が不動態域となっており、貴金属コート層64に対応するスズ層は、カーボンコート層66によって被覆されていても、このスズ層の表面全体で不動態を形成してしまう。なお、スズは、その表面に不動態を形成すると、この不動態によって下側の層を腐食から保護するため、セパレータDは腐食電流を生じない。
【0086】
(4−2)金属イオンの溶出量の測定:
図13(A)〜(D)は、それぞれ、上記セパレータA,C,A’,C’についてイオンの溶出試験を行なった結果を表わす。ここでは、各セパレータをそれぞれ、pH2、80℃の硫酸中に24時間浸漬し、腐食によって硫酸中に溶出した金属イオン(貴金属コート層64、下地コート層62、基板部60のそれぞれを構成する金属のイオン)の量を測定した。なお、図13では、各セパレータが備える基板部の表面のうち、一つの面だけが被覆されているように表わされているが、実際には、各セパレータの表面全体が、下地コート層62、貴金属コート層64、カーボンコート層66などによって被覆されている。また、図中の数字は、上記した24時間の間に硫酸中に溶出した各金属イオンの量を、セパレータの単位面積あたりで表わしたものである(単位はμmol/cm2 ・day)。
【0087】
図13(C),(D)に示すように、セパレータA’,C’では、貴金属コート層64および下地コート層62によって被覆されていても、基板部60を構成するアルミニウムのイオンは、相当量が溶出する。なお、セパレータA’の貴金属コート層64を構成する金は、安定域にあるため自身は溶出しないが、セパレータC’の貴金属コート層64を構成する銀は、貴金属であっても腐食域にあるためわずかに溶出が検出される。また、セパレータA’とC’とでは、どちらも貴金属からなる貴金属コート層64を備えているが、貴金属コート層64がより厚く形成されるセパレータC’の方が、下側の下地コート層62および基板部60を構成する金属の溶出量が少ない。これは、メッキ厚を厚くすることによりメッキのミクロ欠陥が減少し、下側の層がより充分に保護されるためと考えられる。
【0088】
上記セパレータA’、C’に対して、図13(A),(B)に示すように、セパレータA,Cでは、貴金属層である貴金属コート層64をさらに被覆するカーボンコート層66が設けられているため、金属イオンの溶出がほとんどなく、きわめて効果的にセパレータの腐食が抑えられている。なお、図13(A)、(B)においてセパレータAの結果とセパレータCの結果とを比較すると、セパレータCの方が金属イオンの溶出量が少なく、ここでは金属イオンの溶出量は検出限界未満となっているが、これは、貴金属層である貴金属コート層64をより厚く形成することによって、金属イオンの溶出(腐食)を防ぐ効果をより高めることができるためと考えられる。
【0089】
(4−3)燃料電池の性能評価:
さらに、これらのセパレータを用いて構成した燃料電池の性能を調べた結果を図14に示す。図14では、既述したセパレータAとセパレータCとセパレータDと、セパレータC’のそれぞれを用いて単セルを構成し、この単セルに対して所定の負荷を接続して発電を行なわせ、単セルからの出力電圧の変化を調べた結果を示している。また、図14では、セパレータCとセパレータDとを備える単セルを用いて発電を行ない、その際の単セル全体の抵抗値の変化を調べた結果を併せて示している。単セルの出力電圧は、腐食が進行する場合には、金属イオンが電解質膜中に入り込むのに従って低下すると共に、セパレータにおける接触抵抗が増大する場合にも低下するため、出力電圧値の変化(低下)の様子から、セパレータの腐食状態と不動態形成の状態とを評価することができる。併せて示した単セル全体の抵抗値の変化からは、不動態の形成の様子を評価することができる。
【0090】
図14に示すように、セパレータAおよびセパレータCを用いて構成した単セルでは、長時間連続して発電を行なっても電圧降下は非常に緩やかである。また、セパレータCを用いて構成した単セルでは、発電に伴って抵抗値が上昇することもない。したがって、これらのセパレータは、優れた耐食性を有していると共に、高い導電性を維持できるといえる。これに対し、セパレータDを用いて構成した単セルでは、時間の経過に伴う電圧降下の程度はそれほど大きくないものの、出力電圧値そのものが低い。さらに、セパレータDを用いて構成した単セルでは、発電に伴って抵抗値が大きく上昇している。これは、セパレータDを用いて構成した単セルでは、貴金属コート層64に対応するスズ層の表面に形成される不動態層によってセパレータは腐食から保護されるものの、この不動態によって接触抵抗(燃料電池の内部抵抗)が増大することを示している。また、セパレータC’を用いて構成した単セルでは、発電に伴って顕著な電圧降下がみられる。これは、炭素材料を備えるカーボンコート層66によってセパレータが保護されていないため、セパレータが備える各層を構成する金属が溶出して、この金属のイオンが電解質膜に入り込んでプロトン伝導性を低下させることを示している。
【0091】
ここで、貴金属である銀は、腐食域にあるものの、自身が腐食される速度は非常に遅いため、セパレータC’において表面を被覆する銀によって構成される層をより厚く形成するならば、下側の卑金属の層が腐食して金属イオンが溶出するのを抑えることができる。一般に、金属メッキにおいて、メッキのミクロ欠陥は、メッキ厚が10μm程度で飽和状態に近づくといわれており、これ以上の厚さの銀メッキによってセパレータを被覆すれば、下側の層を構成する卑金属の溶出を防いである程度の耐食性を有するセパレータを得ることができる。これに対して本実施例のように炭素材料を有するカーボンコート層66をさらに設けることで、銀などからなる貴金属層(貴金属コート層64)をより薄くすることができると共に、たとえ貴金属(銀)自身が腐食域にあったとしても、長期的にみてもこの腐食域にある貴金属自身が腐食するおそれのない耐食性に優れたセパレータを得ることができる。
【0092】
なお、図8に示した腐食図において、炭素は水の安定化領域全体にわたって広く腐食域にあるが、炭素は酸素との親和力が非常に小さく、燃料電池の内部環境にさらされても、腐食による劣化を考慮する必要がない。また、炭素が酸素と結びついてわずかに腐食反応が引き起こされたとしても、この反応からは二酸化炭素が生じるため、燃料電池内で悪影響を及ぼすことはなく、炭素の腐食に関しては考慮する必要はない。
【0093】
(4−4)耐久性の評価:
図15、16は、より長時間にわたってセパレータの耐久性を調べた結果を表わす。ここでは、ステンレスからなる基板部60と、この基板部60上に直接、スパッタリング(スパッタ法)によって形成した厚さ0.01μmの銀の貴金属コート層64と、既述した実施例と同様のカーボンコート層66とを備えるセパレータ(セパレータE)を用いた。図15は、セパレータEを、80℃、pH2の硫酸中に浸漬し、図12に示したように腐食電流(黒鉛電極を対極として用いたときに検出される電流密度)を測定した結果を示す。腐食電流は、硫酸浸漬後1000時間まで測定した。また、図15に示すように腐食電流を測定しながらセパレータを硫酸に浸漬する際、浸漬開始後100時間、200時間、300時間、500時間、1000時間のときに、セパレータの接触抵抗を測定した結果を図16に示す。
【0094】
図15に示すように、セパレータを硫酸に浸漬して1000時間の間、腐食電流は負の値となり、セパレータEは、このような条件下において良好な耐久性を示した。また、図16に示すように、接触抵抗は、セパレータEを硫酸中に1000時間浸漬することによって8mΩcm2 から10mΩcm2 に上昇するものの、セパレータの性能として充分に許容できる値であった。このように、銀からなる貴金属コート層64とステンレスからなる基板部60とを備えるセパレータEは、高い耐久性を示した。なお、上記セパレータEの貴金属コート層64を、銀に代えて金で形成したセパレータを用いて同様に耐久性を調べると、腐食電流は同様に負の値となり、接触抵抗は、7.5mΩcm2 から8.5mΩcm2 に上昇するに留まり、より高い耐久性を示した(図示せず)。
【0095】
(4−5)耐熱性の評価:
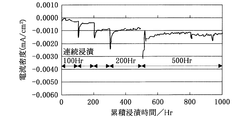
図17、18は、より高い温度条件下におけるセパレータの耐食性を調べた結果を表わす。ここでは、上記セパレータEと、セパレータEの貴金属コート層64を銀に代えて金で形成したセパレータ(セパレータF)とを用いた。すなわち、セパレータFは、ステンレスからなる基板部60と、この基板部60上に直接、スパッタ法によって形成した厚さ0.01μmの金の貴金属コート層64と、カーボンコート層66とを備える。図17は、セパレータEおよびFを、90℃、pH2の硫酸中に浸漬し、腐食電流(黒鉛を対極として用いたときに検出される電流密度)を測定した結果を表わす。腐食電流は、硫酸浸漬後100時間まで測定した。図18は、これらセパレータEおよびFを硫酸に浸漬する前と、100時間浸漬した後とにおいて、接触抵抗を測定した結果を示す。
【0096】
図17に示すように、銀で構成された貴金属コート層64を備えるセパレータEを90℃の硫酸に浸漬すると、腐食電流は微弱プラスからマイナスに変化した。これに対して、金で構成された貴金属コート層64を備えるセパレータFを用いると、腐食電流は、安定して負の値であった。また、接触抵抗は、セパレータE、F共に、セパレータの性能として充分に許容できる値であったが、セパレータFの方がより抵抗値が低く、抵抗値の増加量も少なかった。
【0097】
図17において、セパレータEを用いたときに硫酸浸漬後しばらくの間は腐食電流がプラスの値を示すのは、90℃、pH2の硫酸浸漬時には、部分的に微量の銀が酸化していると推定される。例えば、セパレータEにおけるカーボンコート層66の表面には、製造時の操作等に起因する相対的にバリア性の低い部位が形成されていることが考えられる。このような相対的にバリア性の低い部位は、カーボンコート層66による貴金属コート層64の保護が他の部位に比べて弱いため、より腐食を受けやすいと考えられる。したがって、浸漬後に観察される腐食電流は、このようなカーボンコート層66による貴金属コート層64の保護が弱い部位において、微量の銀が酸化(AgOもしくはAg2 Oの形成)することによると考えられる。すなわち、貴金属である銀は、カーボンコート層66に覆われて保護される環境下では、腐食域にあっても酸化の進行は充分に抑えられるが、90℃という高温下では酸化の速度が速まり、カーボンコート層66による保護が比較的弱い部位では、酸化反応に伴う腐食電流が観察されることになると推定される。
【0098】
腐食電流は、やがて負の値となって安定するが、このことから、カーボンコート層66による保護が弱い部位における銀が酸化すると、その後は酸化の進行が停止すると考えられる。すなわち、銀で構成した貴金属コート層64を備えるセパレータEを90℃の硫酸に浸漬すると、浸漬後しばらくは銀の酸化が緩やかに進行すると考えられるが、その後は安定した耐食性を示す。このことから、カーボンコート層66によるバリア性が比較的弱い部位の銀が酸化した後は、カーボンコート層66と、反応により形成された酸化銀により、充分な耐食性を示すと考えられる。
【0099】
このように、セパレータが優れた耐熱性(高温下での耐食性)を示すことは、これらのセパレータを用いた燃料電池の運転温度をより高く設定しても、充分な耐食性を確保可能であることを示す。
【0100】
なお、図18に示すように、セパレータEは、セパレータFに比べて、90℃、pH2の硫酸に浸漬することによる接触抵抗の増加が大きかった。その理由の一つとしては、上記したように銀が酸化した部位で、導電性が良好な銀が、導電性の低い酸化物層に置き換えられるためと推定される。
【0101】
また、90℃、pH2の硫酸中という厳しい条件下においても、カーボンコート層66においては、性能低下は認められなかった。
【0102】
(4−6)水蒸気が耐食性に与える影響の評価:
図19は、セパレータEおよびFを、100℃の水蒸気に100時間曝してその後の接触抵抗を測定した結果と、さらにその後80℃、pH2の硫酸に100時間浸漬して、浸漬後の接触抵抗を測定した結果とを示す。各セパレータを100℃の水蒸気に曝す処理を行なう様子の概略を、図20に表わす。水蒸気に曝す処理は、恒温器中において水槽中の水を沸騰(100℃)させ、金網に載せたセパレータを、この水槽上に配設することにより行なった。
【0103】
燃料電池の内部では、電気化学反応に伴ってカソード側で生成水が発生する。また、アノード側に対しては、通常は加湿された燃料ガスが供給される。このように燃料電池の内部は、水蒸気圧が高いという極めて酸化しやすい条件となっている。上記したように100℃の水蒸気に100時間曝すという処理は、このような燃料電池内部の水蒸気の状態と比べても、さらに厳しい(酸化しやすい環境に曝す)処理であるといえる。このような厳しい条件下での性能を調べることで、燃料電池用ガスセパレータとしての、より長期にわたる信頼性の評価を図った。
【0104】
図19に示すように、高温の水蒸気に曝した後も、さらにその後硫酸に浸漬した後も、金で構成した貴金属コート層64を備えるセパレータFの接触抵抗は、安定して低い値となった。これに対して、銀で構成された貴金属コート層64を備えるセパレータEでは、高温の水蒸気に曝すことによって、セパレータFに比べて接触抵抗の上昇が大きくなった。
【0105】
ここで、セパレータEにおいて接触抵抗の増加が見られたのは、100℃の水蒸気に曝すという、通常の燃料電池の内部環境に比べてもさらに厳しい酸化条件下では、貴金属である銀であってもわずかに酸化が進行して、導電性の劣る酸化物が生成される場合があるためと推定される。これに対して、金で構成した貴金属コート層64を備えるセパレータFは、上記したいかなる条件下でも安定した高い耐腐食性(耐酸化性)を示し、燃料電池の運転温度をより高く設定する場合、あるいは燃料電池をより長期にわたって使用する場合にも、極めて高い耐食性を維持し、燃料電池の性能低下を防止することができると考えられる。
【0106】
(5)セパレータ30に適用可能な金属種:
以上説明したように、セパレータ30は、貴金属コート層64を構成する貴金属の種類およびその厚さを適宜選択し、図7〜図10にその腐食図を示した各金属の性質を考慮することによって、下地コート層62を構成する卑金属や基板部60を構成する卑金属として種々の組み合わせを選択し、耐食性および導電性に優れたセパレータを実現することができる。以下に、既述した各金属の性質に基づいて、セパレータ30を形成するために種々の金属を適用する構成について説明する。
【0107】
本実施例のセパレータ30は、貴金属によって形成される貴金属コート層64を、炭素材料を備えるカーボンコート層66によって被覆することで、優れた耐食性および導電性を実現することを特徴としている。導電性(不動態形成)の問題に関しては、基本的には、貴金属からなる貴金属コート層64を設けることによって充分に防止することができる(不動態域にある貴金属であっても、カーボンコート層によって保護される環境下では、不動態の形成が問題となるおそれはない)。また、腐食の問題に関しては、貴金属コート層64を形成する貴金属については、充分に腐食の進行を抑えることができる(既述したように、腐食域にある銀であっても、カーボンコート層66を設けることで充分に腐食を抑えることができる)。貴金属コート層64よりも下の層を構成する卑金属については、腐食図に示した性質に基づいて選択することで、充分な耐食性を実現することができる。なお、貴金属コート層64を構成する貴金属を選択する際には、より安価な銀を用いることで、貴金属コート層64をより厚く形成してもセパレータ全体のコストをより削減することが可能となる。
【0108】
貴金属コート層64よりも下の層を構成する金属に関しては、例えば、下地コート層62を形成する卑金属としてより貴なものを選択すれば、これを覆う貴金属コート層64の厚みをより薄くしてもセパレータ全体で充分な耐食性を実現することが可能となり、また、同じ厚さの貴金属コート層64を備える場合にはより耐食性を向上させることができる。例えば、図11において、セパレータAとセパレータBとは同様の貴金属コート層64を有しているが、下地コート層62を構成する金属としてより貴である銅を用いたセパレータBの方が、接触抵抗の値も小さく腐食電流も小さい。セパレータ30の材料コストにおいては、貴金属材料のコストが大きくなるため、貴金属層を薄くして下地コート層62により貴な卑金属を用いることによって、効果的にコストを削減することが可能となる。なお、異種の金属が共存する場合には、それらのイオン化傾向が大きいほど、両者の間でより卑である金属の腐食が進行してしまうおそれがあるが、下地コート層62として銅のようにより貴な卑金属を選択することは、貴金属コート層64を構成する貴金属との間のイオン化傾向の差がより小さくなるため、下地コート層62の腐食を抑える効果をさらに増すことになり望ましい。もとより、下地コート層62を構成する金属としてより卑である金属を選択する場合にも、貴金属コート層64をより厚く形成することによって、貴金属コート層64におけるメッキのミクロ欠陥を削減し、セパレータの耐食性を確保する構成も可能である。
【0109】
また、上記した下地コート層62を構成する卑金属の説明では、この卑金属のイオン化傾向、すなわち腐食しやすさを問題にしたが、下地コート層62を構成する卑金属として、不動態域にある金属を用いることによっても、セパレータの耐食性を向上させることが可能である。例えば、既述したようにスズは、燃料電池領域では不動態域にあるため、腐食が進行して金属イオンが溶出することがない。また、接触抵抗を増大させる原因となるスズ表面の不動態層は、その表面に貴金属メッキを施して貴金属コート層を形成する際に取り除かれ、貴金属コート層64が形成された後はこの貴金属コート層64によってスズ表面が保護されて、再び形成されることがない。したがって、スズのような不動態域にある卑金属の下地コート層62を形成することによって、優れた耐食性を有するセパレータを得ることができる。この場合には、下地コート層62の耐食性が充分であるため、貴金属からなる貴金属コート層64をより薄くすることが可能となる。なお、この下地コート層62の厚さは、これに被覆される基板部60の腐食を充分に防止できる厚さであればよい。
【0110】
なお、上記した説明では、セパレータにおいて下地コート層62を設けることとしたが、基板部60上に直接貴金属メッキを施すことが可能であって、この貴金属メッキからなる貴金属コート層64を充分な厚さに形成して、メッキのミクロ欠陥を削減し基板部の溶出を防ぐことができれば、下地コート層62は設けないこととしてもよい。また、これら各層を形成する金属の種類および各層の厚みは、セパレータに要求される耐食性の程度や許容できるコストに応じて、適宜選択すればよい。
【0111】
基板部60を構成する金属としては、充分な強度と導電性と成型容易性を有するものの中から、コスト等を考慮して適宜選択すればよいが、ステンレスを用いることにより、セパレータ全体の耐食性をより高めることが可能となる。なお、このように基板部60をステンレスで構成して高い耐食性を確保するためには、用いるステンレスとしては、オーステナイト系ステンレスを用いることが望ましい。
【0112】
なお、既述した実施例では、セパレータ全体に貴金属コート層64やカーボンコート層66を設けることとしたが、必要な耐食性および導電性が確保できるならば、これらすべての層をセパレータ全体に設ける必要はない。セパレータにおいては、燃料電池内に組み込んだときに隣接する部材と接触する領域において充分な導電性が確保されており、腐食により溶出した金属イオンが固体高分子電解質膜中に入り込むのを防止できればよい。したがって、少なくとも上記隣接する部材と接触する領域において不動態の形成が防止できればよく、この領域に加えてさらにガス流路を形成する領域において腐食が防止できればよい。そのため、例えばセパレータ全体を充分な厚さのスズメッキからなる下地コート層62で覆い、上記隣接する部材と接触する領域にのみさらに貴金属からなる貴金属コート層64を設け、これらの領域全体をカーボンコート層66で覆う構成とすることができる。このような構成とすれば、ガス流路を形成する領域は、スズメッキ表面に不動態が形成されるものの充分に腐食を防止することができると共に、上記隣接する部材と接触する領域では、スズメッキを貴金属層が覆うことで充分な導電性を維持することができる。また、表面に不動態を形成したステンレスはスズと同様に腐食に対する耐性が優れているため、ステンレスからなる基板部60において、上記隣接する部材と接触する領域に貴金属からなる貴金属コート層64を設け、この貴金属コート層64と、流路を形成する領域とを被覆するようにカーボンコート層66を設けることとしても、耐食性と導電性に優れたセパレータを得ることができる。
【0113】
また、燃料電池用ガスセパレータは、既述したようにその両面で燃料ガスおよび酸化ガスの流路を形成するほかに、一方の面において、燃料電池の運転温度を調節するための冷却水を通過させる流路を形成する場合がある。このようなセパレータでは、冷却水の流路を形成する側は、必ずしも上記実施例と同様の構成にする必要はない。すなわち、冷却水を通過させる側は、単セル内部のようにpH2といった厳しい酸性条件下にはならず、冷却水の性質に従ってほぼ中性であるため、腐食域にある卑金属であってもはるかに腐食が進行しにくい。また、固体高分子電解質膜に直接連通していないため、溶出した金属イオンが直ちに燃料電池の性能に影響することもない。したがって、冷却水の流路を形成する側は、充分な導電性を維持することができ、燃料電池を構成する部材としての充分な耐久性を有していればよく、例えば、下地コート層62のみ、あるいは、下地コート層62および貴金属コート層64を設けることとすることができる。
【0114】
燃料電池内で、既述したセパレータ30が冷却水流路を形成する様子を、図21に示す。図21に示した燃料電池では、冷却水流路26Pを形成するためにセパレータ30を2枚重ねて用いており、ここでは、冷却水流路26Pは、隣り合う所定の単セル間に形成される。冷却水流路26Pを形成する2枚のセパレータのそれぞれは、その一方の面において、隣接する単セルが備えるアノード22あるいはカソード23との間で、燃料ガス流路24Pあるいは酸化ガス流路25Pを形成し、他方の面において、もう1枚のセパレータ30と共に、冷却水流路26Pを形成する。それぞれのセパレータ30において、冷却水流路26Pを形成する側の面は、上記したように、下地コート層62のみ、あるいは、下地コート層62および貴金属コート層64を設けることとしてもよい。なお、図21に示したセパレータ30において、冷却水流路26Pを形成する側の最も凸である面、すなわち隣り合うセパレータ30と接する面は、燃料電池が発電を行なう際に電子の流れを確保する必要があるため、この2枚のセパレータ30が接する部位は、電子伝導性を阻害するシール部材等を介在させることなく充分に密着されている。なお、隣接するセパレータ30間には、その外枠の領域において所定のシール部材が設けられており、冷却水流路26から外部へ冷却水が漏れるのを防止している。また、冷却水流路26P内を通過する冷却水に電気が漏れることに起因する電気の損失を防止するために、冷却水流路26P内を通過させる冷却水は、溶存イオン濃度が低い液体を用いることが望ましい。
【0115】
(6)第2実施例のセパレータ130の構成および作用・効果:
上記したセパレータでは、卑金属からなる下地コート層62上に、貴金属からなる貴金属コート層64を設けることによって、上記下地コート層62表面で不動態が形成されるのを抑え、セパレータの導電性を確保していたが、貴金属層を設ける以外の構成によって導電性を確保することも可能である。以下に、第2実施例として、既述したセパレータ30と同様の構成を有し、貴金属からなる貴金属コート層64の代わりに、導電性(電子伝導性)粒子を分散させた卑金属からなる卑金属コート層164を有するセパレータ130の構成を説明する。
【0116】
図22は、第2実施例のセパレータ130の構成を表わす説明図である。セパレータ130は、図1(B)に示した第1実施例のセパレータ30と同様の構成を有して、同様の燃料電池を構成するものであり、貴金属コート層64に代えて卑金属コート層164を備えている。この卑金属コート層164の構成を図23に示す。卑金属コート層164は、卑金属であるスズによって形成され、その内部に分散して導電性(電子伝導性)粒子である黒鉛粒子を保持している。卑金属コート層164が備える黒鉛粒子は、卑金属コート層164の表面(カーボンコート層66と接触する側の表面)から卑金属コート層164の内部にわたって充分な量が分散している。スズは、図9(E)に示したように、燃料電池領域を含む水の安定化領域内で広く不動態域となっているため、上記卑金属コート層164の表面には、スズ酸化物からなる不動態層が形成されるが、この不動態層においても充分量の黒鉛粒子が分散保持されている。なお、セパレータ130において、卑金属コート層164以外の基板部60、下地コート層62、カーボンコート層66は、セパレータ30と同様の構成を有している。
【0117】
また、このようなセパレータ130を製造するには、図5に示したセパレータ30の製造工程において、貴金属コート層64を形成するステップS120に代えて、上記卑金属コート層164を形成する工程を行なえばよい。卑金属コート層164を形成するには、例えば、卑金属コート層164を形成するために、下地コート層62を形成した基板部60にメッキ処理を施す際に、メッキ浴中に所定量の黒鉛粒子を混合しておき、黒鉛粒子を内部に分散保持したスズメッキ層を形成させるという方法を採ることができる。あるいは、溶融させたスズに所定量の黒鉛粒子を混合し、スプレーによる吹きつけで卑金属コート層164を形成することとしてもよい。
【0118】
以上のように構成された第2実施例のセパレータ130によれば、導電性と耐食性に優れたセパレータを得ることができると共に、セパレータに貴金属を用いる必要もない。また、このセパレータ130を用いて、第1実施例と同様の燃料電池を構成することにより、セパレータが腐食したり酸化したりすることに起因して燃料電池の性能が低下するのを抑え、燃料電池の耐久性を向上させることができる。
【0119】
すなわち、セパレータ130の卑金属コート層164を形成する金属は卑金属のスズであるため、カーボンコート層66でさらに被覆してもその表面には酸化によって不動態層が形成されてしまうが、卑金属コート層164が備える黒鉛粒子によって、セパレータ130全体の導電性を確保することができる。ここで、卑金属コート層164を形成するスズの酸化物は、所定の導電性を備えて半導体的な性質を有するが、セパレータに求められる導電性としては不十分であり、卑金属コート層がスズの不動態層によって被覆されてしまうと、このセパレータの抵抗は許容できない程度に上昇してしまう。本実施例では、黒鉛粒子を備えることで、卑金属コート層164がカーボンコート層66と接触する領域においてこのような不動態層が形成されても、この不動態層においては、黒鉛粒子によって上記接触する領域での導電性が確保され、セパレータ130全体の導電性も充分に保持できる。
【0120】
また、既述したように、スズは不動態域にあるため、腐食が進行する状態がエネルギ的に安定な状態とはならず、さらに、スズ表面が酸化して形成された不動態層は、スズ層の内部を保護するため、スズを備える卑金属コート層164をカーボンコート層66で被覆する本実施例のセパレータ130は、腐食に対する充分な耐性を有している。
【0121】
なお、上記第2実施例では、卑金属コート層164をスズによって形成したが、異なる金属によって形成してもよい。例えば、スズとビスマス、あるいはスズとインジウムなどのスズ合金や、ニッケル、銅などによって卑金属コート層164を形成することとしても良い。本実施例の卑金属コート層164を形成する金属としては、燃料電池領域において不動態域にあり、表面に不動態層を形成することによって腐食に対する耐性が充分となる金属であれば、同様の効果を得ることができる。また、卑金属コート層164は黒鉛粒子を備えることとしたが、このような粒子状の炭素材料の他、異なる種類の導電性粒子を備えて導電性を確保することとしてもよい。例えば、貴金属粒子や導電性セラミックの粒子を、上記黒鉛粒子の代わりに用いることとしてもよい。さらに、本実施例のセパレータ130が備えるカーボンコート層66、下地コート層62、基板部60を構成する材料は、第1実施例のセパレータ30と同様に、種々のものを選択可能である。
【0122】
既述したように、第2実施例の卑金属コート層164では、不動態層が腐食に対する耐性を実現すると共に、不動態層が備える黒鉛粒子が導電性を確保している。したがって、上記実施例では卑金属コート層164全体に黒鉛粒子が分散して備えられることとしたが、黒鉛粒子は、少なくとも卑金属コート層164表面の不動態層において導電性を確保できるように備えられていればよい。卑金属コート層164上に形成された不動態層の表面と、不動態層によって覆われた卑金属コート層164内部とが、充分量の黒鉛粒子によって良好な導通状態に保たれることによって、セパレータ全体の抵抗を抑えることができる。卑金属コート層164が備える黒鉛粒子量は、セパレータ130に求められる導電性の程度や、黒鉛粒子を備える卑金属コート層164の形成の容易さに応じて適宜決定すればよい。
【0123】
また、上記第2実施例では、卑金属コート層164と基板部60との間に下地コート層62を設けたが、基板部60の不動態形成速度が充分に遅ければ、あるいは、基板部60の不動態形成を考慮する必要がないならば、基板部60上に直接卑金属コート層164を設けることとしてもよい。この場合には、卑金属コート層164を介して基板部60の腐食が進行するのを防ぐために、卑金属コート層164を充分に厚く(例えば10μm以上)形成することが望ましい。また、上記第2実施例では、カーボンコート層66と卑金属コート層164と下地コート層62とをセパレータ表面全体に形成し、導電性と耐食性とを確保したが、このように各層を重ねた構造は、燃料電池内で隣接する部材(ガス拡散電極)と接触するセパレータの接触面のうち、接触抵抗に関わる面に対応する領域のみに設けることとしてもよい。このような構成としても、他の領域において異なる方法で充分な耐食性が確保できれば、セパレータ全体で、所望の耐食性と導電性を実現することができる。
【0124】
なお、上記第1および第2実施例において、セパレータ30あるいはセパレータ130の形状を図1,図2,図3,図22等に示したが、これらの形状に限るものではなく、本発明のセパレータの構成は異なる形状のセパレータに適用することも可能である。単セル内に形成される(電気化学反応に供する流体の)流路を形成するセパレータに対して本発明を適用することにより、既述した実施例と同様の効果を得ることができる。
【0125】
また、既述した実施例では、固体高分子型燃料電池を例示したが、本発明の燃料電池用ガスセパレータは、異なる種類の燃料電池においても用いることが可能である。燃料電池の中には、固体高分子型燃料電池よりも高温で動作するものや、電解質層が強い酸性やアルカリ性を示すもの、あるいは、アルコールなどの炭化水素系の燃料を直接電気化学反応に供するものなどがある。このようにそれぞれの燃料電池によって要求される耐熱性や耐酸性、耐アルカリ性や耐薬品性(上記燃料として供給される物質に対する耐性)などが充分となるように、本発明を適用するセパレータにおいて、既述した貴金属コート層やカーボンコート層、あるいは下地コート層や卑金属コート層を構成する材料を選択すればよい。
【0126】
(7)セパレータの他の製造方法:
既述した第1および第2実施例では、セパレータ30あるいはセパレータ130を製造する際に、最初に基板部60を所定の形状に成形した上で、貴金属コート層64(あるいは卑金属コート層164)およびカーボンコート層(下地コート層を備えるセパレータを製造する場合には下地コート層も)を形成したが、貴金属コート層やカーボンコート層を形成する工程は、基板部60の成形に先立って行なうこととしても良い。このような構成を第3実施例として以下に説明する。なお、この第3実施例では、セパレータの基材となる金属部材として一つの金属薄板を用い、複数のセパレータを製造する工程について説明する。
【0127】
図24は、第3実施例のセパレータの製造方法を表わす工程図である。また、図25〜図28は、図24に示したセパレータの製造方法の各工程の様子を表わす説明図である。なお、ここでは、第1実施例のセパレータと同様のセパレータ、すなわち、下地コート層62と貴金属コート層64とカーボンコート層66とを備えるセパレータ30を製造する工程について説明することとする。第3実施例のセパレータ30の製造方法では、まず、ロール状の金属薄板70を用意する(ステップS200)。このロール状の金属薄板70は、セパレータ30の基板部60を成すものであり、ここでは、ステンレスからなるロール状薄板を用意した。上記したように、本実施例のセパレータの製造工程は一つの金属薄板から複数のセパレータを製造するものであり、このロール状薄板は、製造するセパレータ30の一辺に対応する幅を有し、所望の枚数のセパレータ30を製造可能な充分な長さを有するものとする。
【0128】
次に、このロール状の金属薄板70に、所定の形状の穴をあける穴あけ工程を行なう(ステップS210)。この工程で設ける穴は、セパレータ30を含む部材を積層して燃料電池を形成したときに燃料電池内で流体の流路を形成するものであり、図3に示したセパレータでは、燃料ガス孔50,51および酸化ガス孔52,53に相当する。もとより、この穴あけ工程では、燃料ガスおよび酸化ガスの流路を形成する穴の他に、燃料電池スタックの積層方向に貫通して形成される冷却水の流路を形成するための穴を同時に形成することとしても良く、このステップS210は、セパレータ30に設ける穴構造を形成する工程として行なわれる。
【0129】
図25(A)に、ステップS210の穴あけ工程の様子を示す。本実施例では、この穴あけ工程の他、後述する他の工程においても、ロール状の金属薄板70に所定の処理を施すときには、ロール状の金属薄板70を端部から順次ローラを用いて送り出し、所定の装置に供して穴あけなどの処理を施し、処理の終わった部分から順次巻き取り用のローラに巻き取るという動作を行なう。ステップS210では、ローラ(図25では中間ローラ83と記載)を用いてロール状の金属薄板70を、上下に金型81,82を備える穴あけプレス装置80へと導き、穴あけの処理を行なって、所定の穴のあいた金属薄板72と成し、この金属薄板72を巻き取りローラ84に巻き取る。このようにしてできあがった金属薄板72は、後述するステップS240において金属薄板を分割して複数のセパレータ30としたときには、それぞれのセパレータの所望の位置に所望の穴が配置するように、複数の穴が形成されている。図25(B)は、このような穴が形成されたロール状(ここでは帯状)の金属薄板72の様子を表わす説明図である。図25(B)では、最終的に個々のセパレータに分割される位置を点線で表わし、図3に示した燃料ガス孔50,51および酸化ガス孔52,53と同様の穴が形成された様子を模式的に表わしているが、所望のセパレータ形状に応じて、所定の位置に所定の大きさの穴をあけることとすればよい。
【0130】
次に、ステップS210で穴あけ処理を施した金属薄板72に対してメッキ処理を施すメッキ工程を行なう(ステップS220)。本実施例のステップS210では、下地コート層62となる銅メッキ層と、貴金属コート層64となる銀メッキ層とを、この順で金属薄板72上に形成する。図26に、メッキ工程の様子を示す。図26では、メッキ処理として電解メッキを行なう際の様子を示す。もとより、無電解メッキや蒸着、スパッタリングなど他の方法によって下地コート層62および貴金属コート層64を形成することとしても構わない。図26に示したメッキ処理では、ローラ(図26では中間ローラ83および漕内ローラ86と記載)を用いて、所定のメッキ液(最初は銅メッキのためのメッキ液)を備えるメッキ漕85に、金属薄板72を端部から順に導いて、メッキ処理に供する。メッキ層を形成された金属薄板74は、乾燥装置88を経由して、巻き取りローラ84に巻き取られる。
【0131】
電気メッキの工程では、銅あるいは銀などのメッキ層を構成すべき金属材料を含有するめっき液中で、金属薄板72が−極に、ステンレスなどの不溶性電極(図26における電極87)が+極になるように、両者を所定の電源に接続して数ボルトの直流電圧をかけることによって、金属薄板72の表面に所定の金属が析出してメッキ層が形成される。なお、図26では、電極を接続する配線や電源などの記載は省略している。また、図26に示したメッキ工程では、金属薄板72の両側に上記+極となる電極87を配設しており、金属薄板72の両面に同時にメッキ層を形成させる構成となっている。なお、メッキ漕85中でメッキ処理が施された金属薄板74は、乾燥装置88を経由するが、この乾燥装置88は、メッキ処理後の金属薄板74に付着しているめっき液を、エアブローなどによって取り除く装置である。ステップS220では、図26に示した処理によって銅メッキを行なうと共に、引き続き同様の銀メッキ処理を行ない、銅メッキ層および銀メッキ層を備える金属薄板76を形成する。
【0132】
メッキ工程を行なうと、次に、メッキ処理を施した金属薄板76上に、カーボンコート層を形成する処理を行なう(ステップS230)。図27に、カーボンコート層を形成する工程としてのロールコートの様子を示す。この処理では、上記銅メッキ層および銀メッキ層を形成した金属薄板76を、塗工装置90に、ローラを用いて端部から順に導く。塗工装置90で黒鉛塗料を塗布された金属薄板76は、乾燥装置88を経由し、カーボンコート層を形成した金属薄板78として巻き取りローラ84に巻き取られる。ここで、塗工装置90は、ドクターブレード91と塗工ローラ93とを備えており、既述した炭素材料およびバインダと所定の溶媒(例えば、キシロール、トリオール、イソプロピルアルコールなどの溶媒あるいは水など)とを混合してペースト状にした黒鉛塗料92を、ドクターブレード91を用いて金属薄板76上に供給し、塗工ローラ93の間を通過させることで、金属薄板76上に均一な厚みで黒鉛塗料を塗布する。黒鉛塗料92を塗布された金属薄板76が乾燥装置88を経由すると、黒鉛塗料92中の上記溶媒が除去され、カーボンコート層を形成した金属薄板78となる。カーボンコート層は、既述したように浸漬やスプレーによっても形成することができるが、図27のような塗工装置90を用いることで、ロール状の金属薄板上に均一な厚みのカーボンコート層を容易に形成することができる。
【0133】
なお、図27では、金属薄板76の一方の面上にカーボンコート層を形成する工程を示したが、図1に示したセパレータ30のように、その両面にカーボンコート層66を備えるセパレータを製造する場合には、図27の工程を2度繰り返すことで金属薄板76の両面に黒鉛塗料92を塗布し、両面にカーボンコート層を備える金属薄板78を形成する。
【0134】
カーボンコート層を形成すると、次に、所定の凹凸形状を有するように金属薄板78を成形すると共に、金属薄板を個々のセパレータに分離する処理を行ない(ステップS240)、セパレータ30を完成する。図28に、金属薄板78の成形と分離を行なう工程であるプレス・カット工程の様子を示す。この処理では、上記カーボンコート層を形成した金属薄板78を、プレス・カット装置95に、ローラ(図28では中間ローラ83と記載)を用いて端部から順に導く。プレス・カット装置95は、金型96,97を備えており、これらの金型を用いて金属薄板78をプレスすることで、金属薄板78に所定の凹凸形状を形成すると共に、金属薄板78を所定の位置で切断して、金属薄板78から所定の凹凸形状を有するセパレータ30を分離する。
【0135】
なお、本実施例のセパレータ30の製造方法では、ステップS240の工程において、図28に示したように、金型96,97を備える装置を用いたプレス成形によって所定の凹凸形状を形成したが、図28の上側の金型96に代えてローラ状の金型を用い、ロール成形によって上記凹凸形状を形成することとしても良い。また、上記実施例では、プレス・カット装置95を用いて、金属薄板の成形と分離とを同時に行なうこととしたが、成形と分離とは別々に行なうこととしても良い。
【0136】
以上のように構成された本実施例のセパレータの製造方法によれば、凹凸形状を形成するための成形の工程に先立って、メッキによる金属層の形成やカーボンコート層の形成といった表面処理を施すため、これらの表面処理は平板状の金属薄板に対して行なえば良く、表面処理のための操作がより容易となる。このとき、個々のセパレータに対応する金属薄板を用いることとし、個々のセパレータに対して表面処理を行なった後に成形を行なう場合にも、平板状の金属薄板に対して表面処理を行なうことでこの処理のための操作が容易になるという所定の効果は得られるが、上記実施例のように、ロール状の金属薄板を用いて端部から連続的に表面処理を施して、最終的に個々のセパレータとして分離することによって、セパレータの生産性をさらに向上させることができる。
【0137】
また、カーボンコート層の形成を、平板状の金属薄板に対して行なうことができるので、カーボンコート層を形成するために、図27に示したようにロールコートによって黒鉛塗料を塗布する方法を用いることができる。これにより、カーボンコート層66の厚さをより均一にすることが可能となる。したがって、このようにして製造したセパレータを用いた燃料電池では、カーボンコート層に起因する内部抵抗をより均一化することができ、燃料電池の発電効率を高めることができる。さらに、カーボンコート層を形成した後でプレスの工程を行なうことで、カーボンコート層と、これの下側に位置する金属層との間の密着性が向上するという効果が得られる。カーボンコート層の密着性が向上することによって、燃料電池の内部抵抗をより抑えることができる。
【0138】
なお、上記第3実施例では、第1実施例と同様のセパレータ30を製造する方法を示したが、凹凸形状の成形に先立って金属薄板上に金属層やカーボンコート層を形成する構成は、金属製の基板部上に基板部とは異なる材料からなる層を備え、所定の凹凸形状を有する種々のセパレータを製造する際に適用することができ、同様の効果を奏することができる。例えば、上記セパレータ30では、基板部60となる金属薄板を構成する材料や、下地コート層62および貴金属コート層64を構成する材料等は、既述したように種々の材料の中から適宜選択することが可能である。セパレータにおいて下地コート層62を設けない構成とする場合には、図24に示したステップS220で、図26に示したメッキ工程を1回行ない、第1コート層を成す貴金属層を金属薄板上に直接形成することとすればよい。
【0139】
また、第2実施例のセパレータ130を製造する際に上記製造方法を適用する場合には、卑金属コート層164は、既述したように、黒鉛粒子を混合したメッキ浴を用いるメッキ処理の他、溶融させたスズに黒鉛粒子を混合したものをスプレーで吹きつけるなどの方法によっても形成することができる。このような場合にも、上記実施例のようにロール状の金属薄板の端部から順に吹きつけの処理などを行なうことにより、卑金属コート層164を効率よく形成することができる。
【0140】
また、既述したように、セパレータの一方の面には冷却水の流路を形成する場合などは、セパレータの上記一方の面には下地コート層62だけ、あるいは下地コート層62および貴金属コート層64(または卑金属コート層164)だけを設けることとし、セパレータの他方の面だけにカーボンコート層を設けることとしても良い。このような場合には、図24のステップS230において、図27に示した工程を1度だけ行ない、金属薄板76の一面だけにカーボンコート層を形成することとすればよい。
【0141】
既述した実施例では、セパレータ基板部60を構成する金属薄板の外周部近傍に所定の穴構造(燃料ガス孔50,51や酸化ガス孔52,53など)を設け、セパレータを積層したときには、これらの穴構造によって、燃料電池の積層方向に形成される流体流路を形成することとした。このような構成に代えて、例えば、その表面上で単セル内ガス流路を形成するための構造(すなわち、図3に示したセパレータにおいてリブ54,55が形成される領域に対応する内側の部材)は、上記のような表面処理を施した金属薄板によって形成し、上記積層方向に形成される流体流路を形成するための構造(すなわち、図3に示したセパレータにおいて燃料ガス孔50,51、酸化ガス孔52,53が形成された外周部の領域に対応する外枠の部材)は、上記金属薄板とは別体の部材によって形成し、上記内側の部材と外枠の部材とを組み合わせることによってセパレータを製造することとしても良い。このような場合にも、上記単セル内ガス流路を形成するための構造(内側の部材)を製造する際に、凹凸形状の成形に先立ってメッキや塗布などの表面処理を施すことにより、さらに、ロール状の金属薄板から複数のセパレータを製造することにより、既述した効果を得ることができる。なお、金属薄板から上記内側の部材を形成する場合には、図24に示した製造工程で、ステップS210の穴あけ工程は省略することとすればよい。
【0142】
上記のように、金属薄板に所定の処理を施して成る内側の部材と外枠の部材とを組み合わせてセパレータを製造する場合には、外枠の部材は、樹脂、ゴム、セラミックなどの絶縁性材料によって構成することとすれば良く、このような構成とすることで、燃料電池スタックの外周部における絶縁性を外枠の部材によって確保することができる。なお、流体流路を形成する穴構造を有する領域を含む全体を、金属薄板を基板部として形成する場合には、セパレータの外周部の内側(例えば、上記穴構造が形成される領域)に絶縁性のシール材を配設することによって、燃料電池スタックの外周部における絶縁性を確保すればよい。
【0143】
また、上記第3実施例では、金属の層(下地コート層62や貴金属コート層64あるいは卑金属コート層164)とカーボンコート層66を形成した後で、所定の凹凸形状を形成する処理を行なったため、生産性を向上させる効果をより充分に得ることができるが、凹凸形状を形成する処理(プレス成形など)は、いずれの段階で行なっても良く、下地コート層や貴金属コート層を形成した後に凹凸形状を形成する処理を行ない、その後カーボンコート層を形成することとしても、既述したセパレータと同様の構成のセパレータを製造することができる。
【0144】
以上本発明の実施例について説明したが、本発明はこうした実施例に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々なる様態で実施し得ることは勿論である。
【図面の簡単な説明】
【図1】本発明の好適な一実施例であるセパレータ30の構成を表す説明図である。
【図2】単セル28の構成を表わす断面模式図である。
【図3】単セル28の構成を表わす分解斜視図である。
【図4】単セル28を積層したスタック構造14の外観を表わす斜視図である。
【図5】セパレータ30の製造工程を表わす説明図である
【図6】カーボンコート層66の構成を模式的に表わす説明図である
【図7】種々の金属の腐食に関わる性質を表わす説明図である。
【図8】種々の金属の腐食に関わる性質を表わす説明図である。
【図9】種々の金属の腐食に関わる性質を表わす説明図である。
【図10】種々の金属の腐食に関わる性質を表わす説明図である。
【図11】種々の金属を選択して構成したセパレータの性能を調べた結果を表わす説明図である。
【図12】腐食電流を測定する様子を表わす説明図である。
【図13】種々の金属を選択して構成したセパレータについて、イオン溶出試験を行なった結果を表わす説明図である。
【図14】各セパレータを用いて構成した燃料電池の性能を調べた結果を表わす説明図である。
【図15】セパレータの耐久性を腐食電流で評価した結果を表わす説明図である。
【図16】セパレータの耐久性を接触抵抗で評価した結果を表わす説明図である。
【図17】セパレータの耐熱性を腐食電流で評価した結果を表わす説明図である。
【図18】セパレータの耐熱性を接触抵抗で評価した結果を表わす説明図である。
【図19】セパレータを高温の水蒸気で処理して耐食性を調べた結果を表わす説明図である。
【図20】セパレータを高温の水蒸気で処理する様子を表わす説明図である。
【図21】セパレータ30が燃料電池内で冷却水の流路を形成する様子を表わす説明図である。
【図22】セパレータ130の構成を表わす説明図である。
【図23】セパレータ130が備える卑金属コート層164の構成を表わす説明図である。
【図24】第3実施例のセパレータの製造方法を表わす工程図である。
【図25】穴あけ工程の様子を表わす説明図である。
【図26】メッキ工程の様子を表わす説明図である。
【図27】カーボンコート層を形成する工程を表わす説明図である。
【図28】プレス成形・カット工程を表わす説明図である。
【符号の説明】
14…スタック構造
21…電解質膜
22…アノード
23…カソード
24P…燃料ガス流路
25P…酸化ガス流路
26P…冷却水流路
28…単セル
30,130…セパレータ
30a,30b…セパレータ
36,37…集電板
36A,37A…出力端子
38,39…絶縁板
40,41…エンドプレート
42…燃料ガス供給孔
44…酸化ガス供給孔
50,51…燃料ガス孔
52,53…酸化ガス孔
54,55…リブ
60…基板部
62…下地コート層
64…貴金属コート層
66…カーボンコート層
70、72,74,76,78…金属薄板
80…穴あけプレス装置
81,82…金型
83…中間ローラ
84…巻き取りローラ
85…メッキ漕
86…漕内ローラ
87…電極
88…乾燥装置
90…塗工装置
91…ドクターブレード
92…黒鉛塗料
93…塗工ローラ
95…プレス・カット装置
96,97…金型
164…卑金属コート層
Claims (29)
- 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータであって、
金属製のセパレータ基材と、
前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、貴金属によって構成される貴金属コート層と、
炭素材料によって前記貴金属コート層上に形成されるカーボンコート層と
を備え、
前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層である
燃料電池用ガスセパレータ。 - 前記貴金属コート層の厚さは、0.01μmから10μmの範囲にあることを特徴とする
請求項1記載の燃料電池用ガスセパレータ。 - 請求項2記載の燃料電池用ガスセパレータであって、
前記貴金属コート層の厚さは、2μm以上である
燃料電池用ガスセパレータ。 - 前記貴金属コート層を構成する前記貴金属は、銀であることを特徴とする
請求項1ないし3いずれか記載の燃料電池用ガスセパレータ。 - 前記貴金属コート層を構成する前記貴金属は、金であることを特徴とする
請求項1ないし3いずれか記載の燃料電池用ガスセパレータ。 - 請求項1ないし5いずれか記載の燃料電池用ガスセパレータであって、
前記セパレータ基材は卑金属によって構成され、
前記カーボンコート層は、前記セパレータ基材上において、前記貴金属コート層が形成される領域に加えて、前記燃料電池用内で前記ガス流路を形成する領域上にも形成され、
前記セパレータ基材を構成する前記卑金属は、前記カーボンコート層が形成された条件下で、不動態を形成し得ることを特徴とする
燃料電池用ガスセパレータ。 - 請求項1ないし6いずれか記載の燃料電池用ガスセパレータであって、
前記セパレータ基材は、ステンレスによって構成され、
前記貴金属コート層は、表面に形成された不動態層が除去されたステンレス部材である前記セパレータ基材上に、形成されている
燃料電池用ガスセパレータ。 - 前記貴金属コート層は、前記セパレータ基材上において、前記接触抵抗に関わる表面上に加えて、前記ガス流路を形成する領域上にさらに形成されることを特徴とする
請求項1ないし7いずれか記載の燃料電池用ガスセパレータ。 - 請求項1ないし8いずれか記載の燃料電池用ガスセパレータであって、
少なくとも、前記セパレータ基材における前記接触抵抗に関わる表面上において、前記貴金属コート層と前記セパレータ基材との間に、卑金属によって構成される下地コート層をさらに備えることを特徴とする
燃料電池用ガスセパレータ。 - 前記下地コート層を構成する卑金属は、前記セパレータ基材を構成する金属よりも貴であることを特徴とする
請求項9記載の燃料電池用ガスセパレータ。 - 請求項9または10記載の燃料電池用ガスセパレータであって、
前記カーボンコート層および前記下地コート層は、前記セパレータ基材上において、前記接触抵抗に関わる表面上に加えて、前記燃料電池内で前記ガス流路を形成する領域上にさらに形成され、
前記下地コート層は、前記カーボンコート層が形成された条件下で不動態を形成し得る卑金属によって形成されることを特徴とする
燃料電池用ガスセパレータ。 - 前記下地コート層の厚さは、0.01μmから10μmの範囲にあることを特徴とする
請求項9ないし11いずれか記載の燃料電池用ガスセパレータ。 - 前記カーボンコート層は、前記炭素材料の他に、耐酸性を有する樹脂あるいはゴムをバインダとして含むことを特徴とする
請求項1ないし12いずれか記載の燃料電池用ガスセパレータ。 - 請求項1ないし13いずれか記載の燃料電池用ガスセパレータであって、
前記燃料電池用ガスセパレータは、一方の表面において前記ガス流路を形成すると共に、他方の表面において冷媒流路を形成し、
前記貴金属コート層上に前記カーボンコート層を形成した構成を、前記一方の表面側のみに有する
燃料電池用ガスセパレータ。 - 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータであって
金属製のセパレータ基材と、
前記ガスセパレータを燃料電池内に組み込んだときに、隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、前記隣接する部材との間の接触抵抗に関わる表面上に少なくとも形成され、卑金属によって構成される卑金属コート層と、
炭素材料によって前記卑金属コート層上に形成されるカーボンコート層とを備え、
前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを特徴とする
燃料電池用ガスセパレータ。 - 卑金属コート層を形成する前記卑金属は、前記卑金属コート層上に前記カーボンコート層が形成された条件下において、その表面が酸化されて不動態層を形成し得る金属である
請求項15記載の燃料電池用ガスセパレータ。 - 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)所定の形状を有する金属製のセパレータ基材を成形する工程と、
(b)前記(a)工程で得た前記セパレータ基材において、前記ガスセパレータを燃料電池内に組み込んだときに隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、少なくとも、前記隣接する部材との間の接触抵抗に関わる表面上に、貴金属からなる貴金属コート層を形成する工程と、
(c)前記(b)工程で形成した前記貴金属コート層上に、炭素材料によってカーボンコート層を形成する工程と
を備え、前記(c)工程で形成する前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層である
燃料電池用ガスセパレータの製造方法。 - 請求項17記載の燃料電池用ガスセパレータの製造方法であって、
前記(b)工程は、
(b−1)前記貴金属コート層を形成するのに先立って、前記セパレータ基材上の、少なくとも前記接触抵抗に関わる表面上に、卑金属によって構成される下地コート層を形成する工程と、
(b−2)前記下地コート層上に、前記貴金属コート層を形成する工程と
を備える燃料電池用ガスセパレータの製造方法。 - 前記貴金属コート層を構成する前記貴金属は、銀であることを特徴とする
請求項17または18記載の燃料電池用ガスセパレータの製造方法。 - 前記貴金属コート層を構成する前記貴金属は、金であることを特徴とする
請求項17または18記載の燃料電池用ガスセパレータの製造方法。 - 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)所定の形状を有する金属製のセパレータ基材を成形する工程と、
(b)前記(a)工程で得た前記セパレータ基材表面において、前記ガスセパレータを燃料電池内に組み込んだときに隣接する部材と接触する接触面に対応する前記セパレータ基材表面のうち、少なくとも、前記隣接する部材との間の接触抵抗に関わる表面上に、卑金属からなる卑金属コート層を形成する工程と、
(c)前記(b)工程で形成した前記卑金属コート層上に、炭素材料によってカーボンコート層を形成する工程と
を備え、
前記(b)工程で形成する前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを特徴とする燃料電池用ガスセパレータの製造方法。 - 卑金属コート層を形成する前記卑金属は、前記卑金属コート層上に前記カーボンコート層が形成された条件下において、その表面が酸化されて不動態層を形成し得る金属である
請求項21記載の燃料電池用ガスセパレータの製造方法。 - 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)前記燃料電池用ガスセパレータの基材となる金属部材において、その表面上の少なくとも一部の領域に、貴金属からなる貴金属コート層を形成する工程と、
(b)前記(a)工程で形成した前記貴金属コート層上に、炭素材料からなるカーボンコート層を形成する工程と、
(c)その表面上に前記貴金属コート層およびカーボンコート層を形成した前記金属部材を、所定の形状に成形する工程と
を備え、前記(b)工程で形成する前記カーボンコート層は、複数のカーボン粒子を備える層であって、前記カーボン粒子間の隙間が、水の浸透を制限するバインダで埋められた層である
燃料電池用ガスセパレータの製造方法。 - 請求項23記載の燃料電池用ガスセパレータの製造方法であって、
前記(a)工程は、
(a−1)前記貴金属コート層を形成するのに先立って、前記金属部材上の、少なくとも前記貴金属コート層を形成する領域に、卑金属によって構成される下地コート層を形成する工程と、
(a−2)前記下地コート層上に、前記貴金属コート層を形成する工程と
を備える燃料電池用ガスセパレータの製造方法。 - 前記貴金属コート層を構成する前記貴金属は、銀であることを特徴とする
請求項23または24記載の燃料電池用ガスセパレータの製造方法。 - 前記貴金属コート層を構成する前記貴金属は、金であることを特徴とする
請求項23または24記載の燃料電池用ガスセパレータの製造方法。 - 燃料電池内に組み込まれたときにその表面でガス流路を形成する燃料電池用ガスセパレータの製造方法であって、
(a)前記燃料電池用ガスセパレータの基材となる金属部材において、その表面上の少なくとも一部の領域に、卑金属からなる卑金属コート層を形成する工程と、
(b)前記(a)工程で形成した前記卑金属コート層上に、炭素材料からなるカーボンコート層を形成する工程と、
(c)その表面上に前記卑金属コート層およびカーボンコート層を形成した前記金属部材を、所定の形状に成形する工程と
を備え、
前記(a)工程で形成する前記卑金属コート層は、貴金属および/または導電性セラミックから成る複数の粒子を、少なくとも前記カーボンコート層と接する側の表面上に備えることを特徴とする燃料電池用ガスセパレータの製造方法。 - 卑金属コート層を形成する前記卑金属は、前記卑金属コート層上に前記カーボンコート層が形成された条件下において、その表面が酸化されて不動態層を形成し得る金属である
請求項27記載の燃料電池用ガスセパレータの製造方法。 - 請求項23ないし28いずれか記載の燃料電池用ガスセパレータの製造方法であって、
前記金属部材は、前記燃料電池用ガスセパレータを複数製造可能な板状部材であり、
前記(c)工程で行なう成形の工程は、
(c−1)前記金属部材に所定の凹凸形状を形成する工程と、
(c−2)前記(c−1)工程後、前記金属部材を複数に分割する工程と
を含むことを特徴とする
燃料電池用ガスセパレータの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001058173A JP4366872B2 (ja) | 2000-03-13 | 2001-03-02 | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
| EP01106038.1A EP1137089B8 (en) | 2000-03-13 | 2001-03-12 | Fuel cell gas separator, manufacturing method thereof, and fuel cell |
| US09/802,959 US6749959B2 (en) | 2000-03-13 | 2001-03-12 | Fuel cell gas separator, manufacturing method thereof, and fuel cell |
| EP08162580A EP1993158A3 (en) | 2000-03-13 | 2001-03-12 | Fuel cell gas separator, manufacturing method thereof, and fuel cell |
| CA002340478A CA2340478C (en) | 2000-03-13 | 2001-03-12 | Fuel cell gas separator, manufacturing method thereof, and fuel cell |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000068553 | 2000-03-13 | ||
| JP2000-68553 | 2000-06-07 | ||
| JP2000169897 | 2000-06-07 | ||
| JP2000-169897 | 2000-06-07 | ||
| JP2001058173A JP4366872B2 (ja) | 2000-03-13 | 2001-03-02 | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002063914A JP2002063914A (ja) | 2002-02-28 |
| JP4366872B2 true JP4366872B2 (ja) | 2009-11-18 |
Family
ID=27342638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001058173A Expired - Lifetime JP4366872B2 (ja) | 2000-03-13 | 2001-03-02 | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6749959B2 (ja) |
| EP (2) | EP1993158A3 (ja) |
| JP (1) | JP4366872B2 (ja) |
| CA (1) | CA2340478C (ja) |
Families Citing this family (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4366872B2 (ja) | 2000-03-13 | 2009-11-18 | トヨタ自動車株式会社 | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
| CA2373344C (en) * | 2001-02-28 | 2012-03-20 | Daido Tokushuko Kabushiki Kaisha | Corrosion-resistant metallic member, metallic separator for fuel cell comprising the same, and process for production thereof |
| JP4812990B2 (ja) * | 2001-09-19 | 2011-11-09 | 本田技研工業株式会社 | 燃料電池 |
| DE10243349B4 (de) * | 2001-09-19 | 2007-06-14 | Honda Giken Kogyo K.K. | Separator für eine Brennstoffzelle und Verfahren zur Herstellung desselben |
| JP4344500B2 (ja) * | 2002-01-07 | 2009-10-14 | 本田技研工業株式会社 | 燃料電池 |
| EP1492186A1 (en) * | 2002-03-15 | 2004-12-29 | Kabushiki Kaisha Riken | Cell unit of solid polymeric electrolyte type fuel cell |
| JP2003272671A (ja) * | 2002-03-15 | 2003-09-26 | Riken Corp | 固体高分子電解質型燃料電池のセルユニット |
| JP4274737B2 (ja) | 2002-03-29 | 2009-06-10 | 本田技研工業株式会社 | 燃料電池用金属製セパレータおよびその製造方法 |
| JP4481813B2 (ja) * | 2002-05-09 | 2010-06-16 | 本田技研工業株式会社 | 燃料電池用セパレータ・拡散層アセンブリ及びその製造方法 |
| JP2004014208A (ja) | 2002-06-05 | 2004-01-15 | Toyota Motor Corp | 燃料電池のセパレータとその製造方法 |
| US6866958B2 (en) * | 2002-06-05 | 2005-03-15 | General Motors Corporation | Ultra-low loadings of Au for stainless steel bipolar plates |
| EP1557895B1 (en) * | 2002-08-20 | 2014-04-30 | Daido Tokushuko Kabushiki Kaisha | Metal component for a fuel cell and method of manufacturing the same, and fuel cell comprising the same |
| NL1021932C2 (nl) * | 2002-11-15 | 2004-06-11 | Corus Technology B V | Werkwijze voor het vormen van een separator plaat voor een fuel cell, en separator plaat. |
| US20060280992A1 (en) * | 2003-09-10 | 2006-12-14 | Michinari Miyagawa | Fuel cell separator |
| US20050064270A1 (en) * | 2003-09-24 | 2005-03-24 | Marianowski Leonard G. | Fuel cell bipolar separator plate |
| WO2005055349A1 (ja) * | 2003-12-02 | 2005-06-16 | Nissan Motor Co., Ltd. | 燃料電池の製造 |
| US7776484B2 (en) * | 2004-01-16 | 2010-08-17 | Mitsubishi Materials Corporation | Separator for fuel cell, method for producing separator, and solid oxide fuel cell |
| KR20050120257A (ko) * | 2004-06-18 | 2005-12-22 | 한국타이어 주식회사 | 연료전지용 탄소복합재 분리판 |
| EP1670087A1 (en) * | 2004-12-02 | 2006-06-14 | Albany International Techniweave, Inc. | Control of carbon coating microcrackings in fabrication of fuel cell GDL electrode layer (s) |
| KR101015899B1 (ko) * | 2004-12-22 | 2011-02-23 | 삼성에스디아이 주식회사 | 연료전지용 금속제 분리판 |
| JP4577040B2 (ja) * | 2005-02-21 | 2010-11-10 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| US9099690B2 (en) | 2005-06-17 | 2015-08-04 | University Of Yamanashi | Metallic separator for fuel cells and method of manufacturing the metallic separator |
| JP4910326B2 (ja) * | 2005-08-02 | 2012-04-04 | トヨタ自動車株式会社 | 燃料電池システムとその運転方法 |
| JP2007095318A (ja) * | 2005-09-27 | 2007-04-12 | Daido Steel Co Ltd | 耐食部材ならびに燃料電池用セパレータおよび燃料電池 |
| KR20070095055A (ko) | 2006-03-20 | 2007-09-28 | 삼성에스디아이 주식회사 | 연료 전지용 막-전극 어셈블리, 이의 제조방법 및 이를포함하는 연료 전지 시스템 |
| JP5082275B2 (ja) * | 2006-04-03 | 2012-11-28 | 大日本印刷株式会社 | 燃料電池用のセパレータおよびその製造方法 |
| KR20070099120A (ko) * | 2006-04-03 | 2007-10-09 | 삼성에스디아이 주식회사 | 연료 전지용 애노드 전극, 이를 포함하는 막-전극 어셈블리및 이를 포함하는 연료 전지 시스템 |
| JP2007305463A (ja) * | 2006-05-12 | 2007-11-22 | Dainippon Printing Co Ltd | 燃料電池用のセパレータおよびその製造方法 |
| KR20070119905A (ko) * | 2006-06-16 | 2007-12-21 | 삼성에스디아이 주식회사 | 연료 전지용 막-전극 어셈블리 및 이를 포함하는 연료 전지시스템 |
| US8133591B2 (en) * | 2006-06-27 | 2012-03-13 | GM Global Technology Operations LLC | Adhesion of polymeric coatings to bipolar plate surfaces using silane coupling agents |
| EA200900182A1 (ru) * | 2006-07-13 | 2009-06-30 | Тиэр Коутингз Лимитед | Устройство для нанесения покрытий и способ нанесения покрытий |
| JP5138912B2 (ja) * | 2006-09-04 | 2013-02-06 | トヨタ自動車株式会社 | 燃料電池セパレータおよびその製造方法 |
| JP4598739B2 (ja) * | 2006-09-20 | 2010-12-15 | 株式会社日立製作所 | 燃料電池 |
| JP5130688B2 (ja) * | 2006-09-29 | 2013-01-30 | 株式会社日立製作所 | 燃料電池用セパレータ |
| US8026020B2 (en) | 2007-05-08 | 2011-09-27 | Relion, Inc. | Proton exchange membrane fuel cell stack and fuel cell stack module |
| US9293778B2 (en) | 2007-06-11 | 2016-03-22 | Emergent Power Inc. | Proton exchange membrane fuel cell |
| KR100993638B1 (ko) | 2007-07-20 | 2010-11-10 | 현대자동차주식회사 | 연료전지용 금속분리판 |
| JP2007324146A (ja) * | 2007-09-07 | 2007-12-13 | Mitsubishi Plastics Ind Ltd | 燃料電池用セパレータ |
| US8003274B2 (en) | 2007-10-25 | 2011-08-23 | Relion, Inc. | Direct liquid fuel cell |
| JP4407739B2 (ja) * | 2007-11-12 | 2010-02-03 | トヨタ自動車株式会社 | 燃料電池セパレータの製造方法および燃料電池セパレータ |
| KR100839193B1 (ko) | 2008-01-21 | 2008-06-17 | 현대하이스코 주식회사 | 바인더 수지에 카본입자가 분산되어 있는 코팅층을 가지는연료전지용 금속분리판 및 그 제조방법 |
| KR100987096B1 (ko) * | 2008-03-13 | 2010-10-11 | 한국과학기술연구원 | 연료전지용 분리판 및 이를 이용한 연료전지 |
| US7699916B1 (en) * | 2008-05-28 | 2010-04-20 | The United States Of America As Represented By The United States Department Of Energy | Corrosion-resistant, electrically-conductive plate for use in a fuel cell stack |
| TWI375347B (en) * | 2009-11-20 | 2012-10-21 | Ind Tech Res Inst | Manufacture method of bi-polar plates of fuel cell and bi-polar plates thereof |
| KR101242986B1 (ko) * | 2010-03-22 | 2013-03-12 | 현대하이스코 주식회사 | 연료전지용 금속 분리판 제조 방법 |
| US8470489B2 (en) * | 2010-05-13 | 2013-06-25 | Energyor Technologies Inc. | Method for producing bipolar plates |
| WO2013146720A1 (ja) * | 2012-03-27 | 2013-10-03 | 日本ゼオン株式会社 | 水系導電性塗料 |
| US10122025B2 (en) | 2012-08-24 | 2018-11-06 | Ford Global Technologies, Llc | Proton exchange membrane fuel cell with stepped channel bipolar plate |
| US20140057194A1 (en) * | 2012-08-24 | 2014-02-27 | Ford Global Technologies, Llc | Proton exchange membrane fuel cell with stepped channel bipolar plate |
| US9786928B2 (en) | 2012-08-24 | 2017-10-10 | Ford Global Technologies, Llc | Proton exchange membrane fuel cell with stepped channel bipolar plate |
| JP6111058B2 (ja) * | 2012-12-07 | 2017-04-05 | 東洋鋼鈑株式会社 | 燃料電池用セパレータ、燃料電池セル、燃料電池スタック、および燃料電池用セパレータの製造方法 |
| KR102055950B1 (ko) * | 2012-12-14 | 2019-12-13 | 주식회사 미코 | 연료 전지용 스택 구조물 |
| CN104051771B (zh) * | 2013-03-15 | 2018-11-02 | 福特全球技术公司 | 燃料电池堆和包括其的车辆 |
| CA2912587C (en) * | 2013-05-16 | 2018-06-05 | Nissan Motor Co., Ltd. | Apparatus and method for producing fuel cell separator assembly |
| JP6271360B2 (ja) * | 2014-07-18 | 2018-01-31 | タイガースポリマー株式会社 | 燃料電池部材用のシート材料ロール |
| US20180083294A1 (en) * | 2015-04-14 | 2018-03-22 | Jfe Steel Corporation | Metal sheet for separators of polymer electrolyte fuel cells |
| JP6657974B2 (ja) * | 2016-01-12 | 2020-03-04 | トヨタ紡織株式会社 | 金属樹脂一体成形品及びその製造方法 |
| CN108123142B (zh) | 2016-11-28 | 2022-01-04 | 财团法人工业技术研究院 | 抗腐蚀结构及包含其抗腐蚀结构的燃料电池 |
| JP6859828B2 (ja) * | 2017-04-21 | 2021-04-14 | トヨタ自動車株式会社 | 燃料電池用の金属製集電機能部材 |
| JP7092280B2 (ja) * | 2017-04-28 | 2022-06-28 | 株式会社Flosfia | 導電性部材およびその製造方法 |
| WO2019244572A1 (ja) * | 2018-06-18 | 2019-12-26 | セーレン株式会社 | シート状物の製造方法及びシート状物 |
| CN109786782B (zh) * | 2018-12-25 | 2021-03-09 | 北京汽车集团有限公司 | 燃料电池双极板、燃料电池堆和车辆 |
| WO2020237755A1 (zh) * | 2019-05-30 | 2020-12-03 | 鸿基创能科技(广州)有限公司 | 一种含氟粘结剂,膜电极及其制备方法 |
| DE102020209811A1 (de) * | 2020-08-04 | 2022-02-10 | Robert Bosch Gesellschaft mit beschränkter Haftung | Verfahren zur Reduzierung des Kontaktwiderstands zwischen einer Separatorplatte und einer Gasdiffusionslage einer Brennstoffzelle, Separatorplatte |
| KR102479821B1 (ko) * | 2021-01-19 | 2022-12-23 | 한국에너지기술연구원 | 요철 패턴을 갖는 고체산화물 연료전지용 분리판 모듈 및 이를 포함하는 연료전지용 스택 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60115317A (ja) | 1983-11-26 | 1985-06-21 | Sumitomo Metal Ind Ltd | タンデムミルの電流配分制御装置 |
| JPS60115173A (ja) | 1983-11-26 | 1985-06-21 | Matsushita Electric Ind Co Ltd | 溶融塩燃料電池 |
| US4605602A (en) * | 1984-08-27 | 1986-08-12 | Engelhard Corporation | Corrosion protected, multi-layer fuel cell interface |
| US5631099A (en) * | 1995-09-21 | 1997-05-20 | Hockaday; Robert G. | Surface replica fuel cell |
| US5624769A (en) * | 1995-12-22 | 1997-04-29 | General Motors Corporation | Corrosion resistant PEM fuel cell |
| AUPN876896A0 (en) * | 1996-03-18 | 1996-04-18 | Ceramic Fuel Cells Limited | An electrical interconnect for a planar fuel cell |
| IT1292033B1 (it) * | 1996-05-31 | 1999-01-25 | Samsung Heavy Ind | Metodo di trattamento anticorrosivo per un separatore di cella a combustibile di carbonato fuso |
| US5798188A (en) * | 1997-06-25 | 1998-08-25 | E. I. Dupont De Nemours And Company | Polymer electrolyte membrane fuel cell with bipolar plate having molded polymer projections |
| JP3908358B2 (ja) * | 1997-10-21 | 2007-04-25 | 日新製鋼株式会社 | 低温型燃料電池用セパレータ |
| JP3908359B2 (ja) * | 1997-10-21 | 2007-04-25 | 日新製鋼株式会社 | 低温型燃料電池用セパレータ |
| JP3904696B2 (ja) * | 1997-11-11 | 2007-04-11 | 日新製鋼株式会社 | 低温型燃料電池用セパレータ及びその製造方法 |
| JP4707786B2 (ja) | 1998-05-07 | 2011-06-22 | トヨタ自動車株式会社 | 燃料電池用ガスセパレータの製造方法 |
| JP2000021418A (ja) | 1998-06-30 | 2000-01-21 | Matsushita Electric Ind Co Ltd | 固体高分子電解質型燃料電池 |
| JP2000100452A (ja) * | 1998-09-21 | 2000-04-07 | Matsushita Electric Ind Co Ltd | 固体高分子電解質型燃料電池とその製造法 |
| JP3620566B2 (ja) * | 1998-07-17 | 2005-02-16 | 上村工業株式会社 | 燃料電池用金属セパレーター |
| US6372376B1 (en) * | 1999-12-07 | 2002-04-16 | General Motors Corporation | Corrosion resistant PEM fuel cell |
| JP4366872B2 (ja) | 2000-03-13 | 2009-11-18 | トヨタ自動車株式会社 | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
| JP3600503B2 (ja) * | 2000-04-19 | 2004-12-15 | トヨタ自動車株式会社 | 燃料電池用セパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 |
-
2001
- 2001-03-02 JP JP2001058173A patent/JP4366872B2/ja not_active Expired - Lifetime
- 2001-03-12 US US09/802,959 patent/US6749959B2/en not_active Expired - Lifetime
- 2001-03-12 EP EP08162580A patent/EP1993158A3/en not_active Withdrawn
- 2001-03-12 EP EP01106038.1A patent/EP1137089B8/en not_active Expired - Lifetime
- 2001-03-12 CA CA002340478A patent/CA2340478C/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1993158A2 (en) | 2008-11-19 |
| US20010028974A1 (en) | 2001-10-11 |
| EP1993158A3 (en) | 2009-07-22 |
| EP1137089A3 (en) | 2007-09-26 |
| US6749959B2 (en) | 2004-06-15 |
| EP1137089B8 (en) | 2015-10-28 |
| EP1137089A2 (en) | 2001-09-26 |
| CA2340478A1 (en) | 2001-09-13 |
| CA2340478C (en) | 2006-05-02 |
| EP1137089B1 (en) | 2015-04-29 |
| JP2002063914A (ja) | 2002-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4366872B2 (ja) | 燃料電池用ガスセパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 | |
| JP3600503B2 (ja) | 燃料電池用セパレータおよび該燃料電池用セパレータの製造方法並びに燃料電池 | |
| CN102224550B (zh) | 导电构件及使用其的固体高分子型燃料电池 | |
| US6153323A (en) | Electrode treatment method for improving performance in liquid feed fuel cells | |
| DE112004000171T5 (de) | Korrosionsbeständige Anschlussplatten für Brennstoffzellen | |
| JP4073828B2 (ja) | 固体高分子形燃料電池及び燃料電池用セパレータ | |
| US20120009496A1 (en) | Fuel cell separator material, fuel cell separator using same, fuel cell stack, and method for producing fuel cell separator material | |
| CN106252670B (zh) | 使用加有晶种的电极借助核壳催化剂对高性能燃料电池电极的卷对卷制造 | |
| KR20210058269A (ko) | 연료전지용 전극, 이를 포함하는 연료전지용 막전극 접합체 및 그 제조방법 | |
| KR20060120703A (ko) | 가스 확산층 및 이것을 이용한 연료전지 | |
| US9123920B2 (en) | Fuel cell separator material, fuel cell separator using same, and fuel cell stack | |
| JP5427487B2 (ja) | 燃料電池 | |
| US7037617B2 (en) | Conductive coatings for PEM fuel cell electrodes | |
| KR101491752B1 (ko) | 연료 전지용 바이폴라 플레이트 및 그 제조방법과 이를 포함하는 연료 전지 | |
| JPWO2006040985A1 (ja) | 燃料電池システム | |
| JP4154315B2 (ja) | 燃料電池 | |
| JP3930393B2 (ja) | 燃料電池用金属製セパレータおよびその製造方法 | |
| US20090145781A1 (en) | Method of treating nanoparticles using a proton exchange membrane and liquid electrolyte cell | |
| JP2002025565A (ja) | 高分子電解質型燃料電池用電極とその製造法 | |
| KR101082244B1 (ko) | 매니폴더 마스킹이 적용된 연료전지용 금속 분리판 및 그 제조 방법 | |
| JP7324983B2 (ja) | インターコネクタ部材、および、インターコネクタ部材の製造方法 | |
| JP2000048778A (ja) | 電力発生装置およびその製造法 | |
| EP4383378A1 (en) | Membrane electrode assembly, method for manufacturing membrane electrode assembly, and electrochemical device | |
| JP5006028B2 (ja) | 燃料電池用セパレータ | |
| JP2009026533A (ja) | 燃料電池用電解質膜、及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070925 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071120 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090108 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090817 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4366872 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |