JP4101256B2 - Bookbinding apparatus and image forming apparatus using the same - Google Patents
Bookbinding apparatus and image forming apparatus using the same Download PDFInfo
- Publication number
- JP4101256B2 JP4101256B2 JP2005175648A JP2005175648A JP4101256B2 JP 4101256 B2 JP4101256 B2 JP 4101256B2 JP 2005175648 A JP2005175648 A JP 2005175648A JP 2005175648 A JP2005175648 A JP 2005175648A JP 4101256 B2 JP4101256 B2 JP 4101256B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- sheet bundle
- path
- unit
- bundle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003292 glue Substances 0.000 claims description 73
- 238000005304 joining Methods 0.000 claims description 70
- 230000032258 transport Effects 0.000 claims description 53
- 238000012546 transfer Methods 0.000 claims description 17
- 238000011144 upstream manufacturing Methods 0.000 claims description 8
- 238000013459 approach Methods 0.000 claims description 5
- 238000007639 printing Methods 0.000 description 31
- 238000004026 adhesive bonding Methods 0.000 description 24
- 238000010586 diagram Methods 0.000 description 24
- 230000007246 mechanism Effects 0.000 description 22
- 238000000034 method Methods 0.000 description 19
- 238000012545 processing Methods 0.000 description 17
- 238000012805 post-processing Methods 0.000 description 13
- 238000003825 pressing Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 12
- 230000007723 transport mechanism Effects 0.000 description 10
- 230000001105 regulatory effect Effects 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 7
- 210000000078 claw Anatomy 0.000 description 5
- 238000001514 detection method Methods 0.000 description 5
- 239000010410 layer Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000013500 data storage Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images

















































Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
本発明はプリンタ、印刷機、複写機などの画像形成装置の後処理装置に属し、画像形成装置で印刷したシートをトレイ上に積載してページ順に束状に整合し、この束状のシートを綴じ合わせて冊子状に製本する製本システムにおける製本装置及びこれを用いた画像形成装置に関する。 The present invention belongs to a post-processing apparatus of an image forming apparatus such as a printer, a printing machine, and a copying machine, and stacks sheets printed by the image forming apparatus on a tray and aligns them in a bundle in order of pages. The present invention relates to a bookbinding apparatus in a bookbinding system for binding and binding into a booklet and an image forming apparatus using the bookbinding apparatus.
一般にこの種の装置はプリンタ、印刷機などの画像形成装置の端末装置として、画像形成されたシートをページに積み重ね、冊子状に整合した後、その端面を糊付けして表紙シートに綴じ合せる整本システムとして広く使用されている。特に最近電子出版などのオンデマンド印刷として、所定の情報の印刷と同時に、これを自動的に綴じ合わせて表装し、その後シート端縁をカッティングして所定の冊子状に仕上げる印刷と後処理を同時に実行するシステムが多用されている。 In general, this type of device is used as a terminal device for image forming apparatuses such as printers and printing machines, and stacks image-formed sheets on a page, aligns them in a booklet shape, and then glues the end surfaces of the sheets to bind them to a cover sheet. Widely used as a system. In particular, as on-demand printing such as electronic publishing recently, at the same time as printing of predetermined information, this is automatically bound and mounted, and then the sheet edge is cut and finished into a predetermined booklet simultaneously with post-processing The system to execute is heavily used.
このようなシステムとして例えば特許文献1には画像形成装置から出力されたシートを自動的に冊子仕上げするシステムが提案されている。同文献には、画像形成装置から出力されたシートを、その排紙口から受け取って排紙経路に導き、この排紙経路の下側に設けたトレイに積載収納し、このトレイ上に集積された水平姿勢のシート束を90度旋回させて垂直姿勢で糊付け装置に導いて糊付け処理を施す。そして糊付けされたシート束を排紙経路に設けたインサータから供給した表紙シートと一緒に折り畳んで接着する。この接着後のシート束の糊付けされていない端面をカットしてトリミングすると冊子状に仕上げられ収納スタッカに収積される。
As such a system, for example,
このように特許文献1に開示されているようなシステムにおいてはシート束を搬送する経路と表紙シートを給送する経路は十文字に交差する必要があり、この交差部でシート束と表紙シートを略逆T字状に接合し、次いでシート束の表裏面に表紙シートを折合わせるように経路の下方に引き出すのが一般的である。そしてシート束にはその端縁に糊付けを交差部に至る手前側で塗布する。
As described above, in the system disclosed in
従来このようなシート束を把持するグリップ搬送手段で搬送することが知られ、その機構も種々提案されている。代表的な機構はシート束の表面と裏面に係合する開閉自在のクランプ部材をユニットに組込み、このユニットにクランプ部材を開閉する駆動モータなどのアクチュエータを搭載した上でユニットを経路に沿ってガイドレールなどで往復動自在に案内している。 Conventionally, it is known that the sheet is conveyed by grip conveying means for gripping the sheet bundle, and various mechanisms have been proposed. A typical mechanism is to incorporate an openable / closable clamp member that engages the front and back of the sheet bundle into the unit, and this unit is equipped with an actuator such as a drive motor that opens and closes the clamp member, and then guides the unit along the path. It is guided to reciprocate freely on rails.
上述のようにシート束を垂直姿勢でグリップ搬送手段で移送する際にクランプ部材の大きさとクランプ圧によって把持力が決まり、搬送過程で束姿勢が傾いたり、シートが落下したりする等の問題があり、これを防止する為にはクランプ部材の面積を大きく、そしてクランプ圧を大きくする必要があるが、シート束がJISB6サイズのように小サイズのものからJISA3サイズのような大サイズのシートの場合にはクランプ面積に限りがあり、またクランプ圧を大きくするにはモータ、アクチュエータなどの駆動源の大型化と高電力化が問題となる。 As described above, when the sheet bundle is transported in the vertical posture by the grip conveyance means, the gripping force is determined by the size of the clamp member and the clamp pressure, and the bundle posture is inclined during the conveyance process, or the sheet is dropped. In order to prevent this, it is necessary to increase the area of the clamp member and to increase the clamp pressure. However, the sheet bundle has a small size such as JISB6 size to a large size sheet such as JISA3 size. In some cases, the clamping area is limited, and in order to increase the clamping pressure, there is a problem in increasing the size and power consumption of driving sources such as motors and actuators.
そこで本発明はクランプ部材でシート束を移送するに際し、シート束が傾いたりバラついたりすることがなく、またシート束の端縁に表紙シートを接合する際にシート束が歪んでスキューしたり、シワが生ずることがなく、また表紙シートを接合した後の折り合わせなどの整本処理が確実で美観を損ねることなく行うことが可能な整本装置の提供をその主な課題としている。 Therefore, the present invention does not tilt or vary the sheet bundle when the sheet bundle is transferred by the clamp member, and the sheet bundle is skewed and skewed when the cover sheet is joined to the edge of the sheet bundle, The main object of the present invention is to provide a bookbinding apparatus that does not cause wrinkles and that can perform a bookbinding process such as folding after joining the cover sheets without failing the appearance.
本発明は上記課題を解決するために以下の構成を採用したものである。
請求項1の発明は、シート束を略々垂直方向に移送する第1経路と、上記第1経路と交差し、表紙シートを略々水平方向に移送する第2経路と、上記交差部に設けられ上記表紙シートとシート束とを接合する接合ステージとを有し、上記接合ステージの上流側に配置され上記第1経路に沿ってシート束を把持して移送するグリップ搬送手段と、上記接合ステージの下流側に配置され上記表紙シートとシート束とを折り合わせて搬出する折り搬送手段とを備える。
The present invention employs the following configuration in order to solve the above problems.
According to the first aspect of the present invention, a first path for transporting a sheet bundle in a substantially vertical direction, a second path for intersecting the first path and a cover sheet in a substantially horizontal direction, and the intersection are provided. A grip conveying means that has a joining stage for joining the cover sheet and the sheet bundle, is disposed upstream of the joining stage, and grips and transports the sheet bundle along the first path, and the joining stage. And a folding and conveying means that folds the cover sheet and the sheet bundle and carries them out.
上記グリップ搬送手段は、シート束を挟んで把持する開閉自在のクランプ部材と、このクランプ部材を開閉動するクランプ制御手段とから構成する。このクランプ制御手段は、上記シート束を上記接合ステージで上記表紙シートと接合するときと、接合後のシート束を上記折り搬送手段に移送するときの上記クランプ部材がシート束を把持する位置を異ならせる。 The grip conveying means includes an openable / closable clamp member that sandwiches and holds the sheet bundle, and a clamp control means that opens and closes the clamp member. The clamp control means is configured so that the position at which the clamp member grips the sheet bundle when the sheet bundle is joined to the cover sheet at the joining stage and when the joined sheet bundle is transferred to the folding conveying means is different. Make it.
請求項2の発明は、請求項1の構成において、前記接合ステージに、前記第2経路中の表紙シートをバックアップ支持してシート束の下側端縁を略逆T字状に接合するバックアップ部材を設け、このバックアップ部材は前記第1経路に進退自在に配置する。 According to a second aspect of the present invention, in the configuration of the first aspect, the back-up member that backs up and supports the cover sheet in the second path and joins the lower edge of the sheet bundle in a substantially inverted T shape to the joining stage. The backup member is disposed in the first path so as to freely advance and retract.
請求項3の発明は、請求項1の構成において、前記接合ステージに、前記第2経路中の表紙シートをバックアップ支持して前記シート束の下側端縁を略逆T字状に接合するバックアップ部材と、このバックアップ部材に支持された表紙シートをシート束の側縁肩部に接合して背部を形成する背折り手段を設ける。 According to a third aspect of the present invention, in the configuration of the first aspect, the backup stage supports the cover sheet in the second path as a backup on the joining stage and joins the lower edge of the sheet bundle in a substantially inverted T shape. A member and a back folding means for joining the cover sheet supported by the backup member to the side edge shoulder portion of the sheet bundle to form a back portion are provided.
請求項4の発明は、請求項1乃至3の構成において、前記グリップ搬送手段は、前記クランプ部材と、このクランプ部材を前記第1経路に沿って往復動自在に案内するガイド手段と、このガイド手段に沿って上記グリップ搬送手段を往復動する駆動手段とを備える。この駆動手段は、シート束が前記接合ステージに到達して前記表紙シートを接合する接合動作と、この接合動作の後、反転して上記クランプ部材を上記接合ステージからスイッチバックさせる後退動作と、この後退動作の後、上記シート束の下側端縁が上記接合ステージを過って前記折り搬送手段に引き渡す転送動作を実行する。 According to a fourth aspect of the present invention, in the configuration of the first to third aspects, the grip conveying means includes the clamp member, guide means for reciprocating the clamp member along the first path, and the guide. Driving means for reciprocating the grip conveying means along the means. The driving means includes a joining operation in which the sheet bundle reaches the joining stage and joins the cover sheet, and after the joining operation, a reversing operation in which the sheet is reversed and the clamp member is switched back from the joining stage, After the retreating operation, a transfer operation is performed in which the lower edge of the sheet bundle passes through the joining stage and is delivered to the folding and conveying means.
請求項5の発明は、請求項4の構成において、前記クランプ制御手段は、前記接合動作時には前記クランプ部材がシート束の下側端縁を把持し、前記転送動作時はクランプ部材がシート束の中央部を把持するように前記クランプ部材を制御する。 According to a fifth aspect of the present invention, in the configuration of the fourth aspect, the clamp control means is configured such that the clamp member grips a lower edge of the sheet bundle during the joining operation, and the clamp member is a sheet bundle during the transfer operation. The clamp member is controlled so as to grip the central portion.
請求項6の発明は、請求項4の構成において、前記バックアップ部材は、前記グリップ搬送手段の前記後退動作の後で前記転送動作の前に前記第1経路から経路外に退避するように構成する。 According to a sixth aspect of the present invention, in the configuration of the fourth aspect, the backup member is configured to retract from the first path to the outside of the path after the backward movement operation of the grip conveying means and before the transfer operation. .
請求項7の発明は、請求項1乃至6の構成において、前記第2経路を上下に所定間隔で対向する上部と下部の搬送ガイドで構成すると共に、この上部搬送ガイドは前記接合ステージを中心に表紙シートの搬送方向前後に左右区割して構成する。上記左右の上部搬送ガイドは上記接合ステージを中心に相互に接近及び離間自在で且つ上記下部搬送ガイドとの間隔を拡開可能に搬送ガイドシフト手段に支持し、上記搬送ガイドシフト手段は、前記シート束が接合ステージからシート折り搬送手段に移送される際、左右の上部搬送ガイドを互いに離間する方向で且つ下部搬送ガイドから離間する方向に移動する。 According to a seventh aspect of the present invention, in the configuration of the first to sixth aspects, the second path is configured by upper and lower transport guides that are vertically opposed to each other at a predetermined interval. The cover sheet is divided into left and right sections before and after the conveying direction. The left and right upper transport guides are supported by a transport guide shift means so as to be able to approach and separate from each other about the joining stage and to be able to widen the distance from the lower transport guide, and the transport guide shift means includes the sheet When the bundle is transferred from the joining stage to the sheet folding and conveying means, the left and right upper conveying guides are moved away from each other and away from the lower conveying guide.
請求項8の発明は、請求項1乃至7の構成において、前記シート折り搬送手段は、前記接合ステージの下流側に配置された一対の折りローラで構成し、この折りローラは前記接合ステージから送られたシート束の表裏に表紙シートを折り合わせて搬出する。 According to an eighth aspect of the present invention, in the configuration of the first to seventh aspects, the sheet folding and conveying means includes a pair of folding rollers disposed on the downstream side of the joining stage, and the folding roller is fed from the joining stage. The cover sheet is folded and carried out on the front and back sides of the sheet bundle.
請求項9の発明は、シート束を略々垂直方向に移送する第1経路と、上記第1経路と交差し、表紙シートを略々水平方向に移送する第2経路と、上記交差部に設けられ上記表紙シートとシート束とを接合する接合ステージと、上記接合ステージの上流側に配置され上記第1経路に沿ってシート束を把持して移送するグリップ搬送手段とを有し、上記グリップ搬送手段で支持されたシート端の下側端縁に糊を塗布する糊塗布手段と、上記第1経路に進退自在に配置され上記接合ステージ上の表紙シートをバックアップ支持するバックアップ部材と、上記接合ステージの下流側に配置され上記表紙シートとシート束とを折り合わせて搬出する折り搬送手段とを備える。上記バックアップ部材を上記第1経路から経路外に退避する際に、上記グリップ搬送手段を後退させて上記シート束の下側端縁を上記バックアップ部材から所定距離離間させる。 According to a ninth aspect of the present invention, a first path for transporting a sheet bundle in a substantially vertical direction, a second path for crossing the first path and a cover sheet in a substantially horizontal direction, and the intersection are provided. A gripping stage for joining the cover sheet and the sheet bundle, and grip transport means for gripping and transporting the sheet bundle along the first path disposed upstream of the joint stage, Glue applying means for applying glue to the lower edge of the sheet end supported by the means, a backup member that is disposed in the first path so as to be able to advance and retreat, and that backs up and supports the cover sheet on the joining stage, and the joining stage And a folding and conveying means that folds the cover sheet and the sheet bundle and carries them out. When the backup member is retracted from the first path to the outside of the path, the grip conveying means is moved backward to separate the lower edge of the sheet bundle from the backup member by a predetermined distance.
請求項10の発明は、請求項9の構成において、前記第2経路を上下に所定間隔で対向する上部と下部の搬送ガイドで構成すると共に、この上部搬送ガイドは前記接合ステージを中心に搬送方向前後に左右区割して構成する。この左右の上部搬送ガイドは上記接合ステージを中心に接近及び離間自在で且つ上記下部搬送ガイドと離間自在に搬送ガイドシフト手段に支持し、この搬送ガイドシフト手段は前記シート束が接合ステージから折り搬送手段に移送される際、左右の上部搬送ガイドを互いに離間する方向で且つ下部搬送ガイドと離間する方向に移動する。 According to a tenth aspect of the present invention, in the configuration of the ninth aspect, the second path is configured by upper and lower transport guides that are vertically opposed to each other at a predetermined interval, and the upper transport guide is transported around the joining stage. It is divided into left and right sections. The left and right upper conveyance guides are supported by a conveyance guide shift unit so as to be movable toward and away from the bonding stage and to be separated from the lower conveyance guide. The conveyance guide shift unit folds and conveys the sheet bundle from the bonding stage. When transported to the means, the left and right upper transport guides are moved away from each other and away from the lower transport guide.
請求項11の発明は、シート上に画像を形成する画像形成手段と、この画像形成手段からのシートを束状に積載する積載手段と、上記積載手段で冊子状に集積したシート束を製本する製本装置とを備えた画像形成装置であって、上記製本装置は、請求項1乃至10に記載の製本装置で構成される。
According to an eleventh aspect of the present invention, an image forming unit that forms an image on a sheet, a stacking unit that stacks sheets from the image forming unit in a bundle, and a sheet bundle that is stacked in a booklet by the stacking unit are bound. An image forming apparatus including a bookbinding apparatus, wherein the bookbinding apparatus includes the bookbinding apparatus according to any one of
本発明はグリップ搬送手段をシート束を挟んで把持するクランプ部材とその開閉を制御するクランプ制御手段とで構成し、このクランプ制御手段を接合ステージでシート束の下端縁と表紙シートとを接合するときと、接合後のシート束を折り搬送手段に転送するときとでクランプ部材がシート束を把持する位置を異ならせたものであるから、シート束と表紙シートを接合する際はシート束の下側端縁の近くをクランプすることによってシート束がバラけたり、傾いてスキューする等の問題がない。また接合後にシート束を折り搬送手段に転送するときはシートの中央部を把持することによって確実に下流側の搬送手段に転送することが可能である。 In the present invention, the grip conveying means is composed of a clamp member that holds the sheet bundle with the sheet bundle interposed therebetween and a clamp control means that controls opening and closing thereof, and the clamp control means is joined to the lower end edge of the sheet bundle and the cover sheet by a joining stage. When the sheet bundle and the cover sheet are joined, the clamp member is different in the position where the clamp member grips the sheet bundle depending on when the sheet bundle is transferred to the folding conveying means. By clamping near the side edge, there are no problems such as the sheet bundle being scattered or skewed and skewed. Further, when transferring the sheet bundle to the folding conveying means after joining, it is possible to reliably transfer the sheet bundle to the downstream conveying means by gripping the central portion of the sheet.
以下図示の本発明を利用した製本装置に基づいて本発明を詳述する。
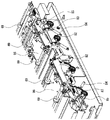
図1(a)は、本発明を利用した製本システムの全体構成の説明図であり、図1(b)はその要部の説明図である。図2は集積トレイユニットの全体説明図であり、図6は束搬送機構部の全体説明図である。図19は表紙搬送機構の要部説明図であり、図26は糊塗布ユニットの動作説明図である。
Hereinafter, the present invention will be described in detail based on a bookbinding apparatus using the illustrated invention.
FIG. 1A is an explanatory diagram of the overall configuration of a bookbinding system using the present invention, and FIG. 1B is an explanatory diagram of the main part thereof. FIG. 2 is an overall explanatory diagram of the stacking tray unit, and FIG. 6 is an overall explanatory diagram of the bundle transport mechanism. FIG. 19 is an explanatory diagram of a main part of the cover sheet transport mechanism, and FIG. 26 is an operation explanatory diagram of the glue application unit.
図1に示す製本システムは、シートに順次印刷を施す画像印刷ユニットAと、この画像印刷ユニットAからのシートの搬出経路に表紙シートをインサートするインサータユニットBと、画像印刷ユニットAからのシートをページ順に積載する集積トレイユニットCと、この集積トレイユニットCからシート束を糊付部に移送する束搬送機構部ユニットDと、糊付部で糊付け処理する糊付ユニットEと、糊付け後のシート束と表紙シートとを綴合わせる綴合わせ部ユニットと、この製本部からの製本済みシートをカッティングするトリミングユニットと、最終の製本済み冊子シートを収納する収納スタックユニットから構成してある。これら各構成ユニットの機能と特徴とする構成を以下に説明する。 The bookbinding system shown in FIG. 1 includes an image printing unit A that sequentially prints sheets, an inserter unit B that inserts a cover sheet into a sheet carry-out path from the image printing unit A, and a sheet from the image printing unit A. Stacking tray unit C stacked in page order, bundle transport mechanism unit D for transferring a sheet bundle from the stacking tray unit C to the pasting unit, pasting unit E for pasting processing at the pasting unit, and sheets after pasting A binding unit that binds the bundle and the cover sheet, a trimming unit that cuts a bookbinding sheet from the bookbinding unit, and a storage stack unit that stores a final booklet sheet. The functions and characteristics of these constituent units will be described below.
「画像印刷ユニット」
コンピュータ、ワードプロセッサなどのシステムに組み込まれ、一連の文書をシート上に印刷して排紙口から搬出する。レーザプリンタ、インクジェットプリンタその他の印刷手段が採用可能であり、図示の実施例に格段の特徴とする構成はなく、既に公知の種々の印刷その他、画像形成装置の構成が採用可能である。
"Image printing unit"
Built into a system such as a computer or word processor, a series of documents are printed on a sheet and carried out from a paper discharge port. Laser printers, ink jet printers, and other printing means can be employed, and there is no particular feature in the illustrated embodiment, and various known printing and other image forming apparatus configurations can be employed.
「インサータユニット」
上述の画像印刷ユニットから搬出されたシートは製本処理のため後述の集積トレイユニットに向けて搬出される。インサータユニットはこの排紙経路に表紙シートを補給する。その為、表紙シートを供給するホッパーと、このホッパーから1枚ずつシートを繰り出す分離機構と、シートを排紙経路に搬送する搬送機構で構成される。尚、図示の実施例に格段の特徴とする構成はなく、既に公知のインサータの構成が採用可能である。
"Inserter unit"
The sheet unloaded from the above-described image printing unit is unloaded toward a stacking tray unit described later for bookbinding processing. The inserter unit supplies a cover sheet to the paper discharge path. Therefore, the hopper is configured to include a hopper that supplies a cover sheet, a separation mechanism that feeds the sheets one by one from the hopper, and a conveyance mechanism that conveys the sheet to the paper discharge path. The illustrated embodiment does not have a particularly characteristic configuration, and a known inserter configuration can be employed.
「集積トレイユニット」
集積トレイユニットは、前記画像印刷ユニットの排紙口から順次搬出されるシートをページ順に上下に積み上げて束状に部揃いする。この為、排紙口の下方に配置され、シートを順次積層するトレイ手段で構成される。そしてこのトレイ手段にはシートの端縁を突当て規制する後端規制部材と、この後端規制部材にシートを送る正逆転ローラなどの補助搬送手段と、シートの幅方向左右をサイド基準或いはセンター基準で幅寄せする整合手段が備えられる。
"Stacking tray unit"
The stacking tray unit stacks sheets, which are sequentially carried out from the paper discharge port of the image printing unit, in the order of the pages, and arranges them in a bundle. For this reason, it is arranged below the paper discharge port and is constituted by a tray means for sequentially stacking sheets. The tray means has a trailing edge regulating member that abuts and regulates the edge of the sheet, an auxiliary conveying means such as a forward / reverse roller for feeding the sheet to the trailing edge regulating member, and a lateral reference side or center in the width direction of the sheet. Alignment means is provided for bringing the reference widths together.
そこで図示実施例の装置は第1に、トレイの一部(可動トレイ)を搬送方向に伸縮移動自在に構成してあり、シートの搬送方向長さ信号によってシート先端を支持する位置を前後方向に変更することを特徴としている。これによってシートの長さサイズに拘わらず安定して位置ズレなくシートを支持するのと同時にシートの腰付け湾曲部の位置を調節することが可能となりシートを正確な位置に整合することが可能となる。 In view of this, the apparatus of the illustrated embodiment firstly is configured such that a part of the tray (movable tray) can be expanded and contracted in the conveying direction, and the position for supporting the leading edge of the sheet by the length direction signal of the sheet is set in the front-rear direction. It is characterized by changing. This makes it possible to adjust the position of the seating curved portion of the seat at the same time as supporting the seat stably and without misalignment regardless of the length size of the sheet, and to align the seat to an accurate position. Become.
第2に、トレイが集積位置と次工程の処理位置に向けてシート束を搬送する働きを兼用したことを特徴としている。詳細にはシートを積載する積載位置とシートを次工程に搬出する搬出位置との間で上下昇降自在にしてあり、これによってシート束の搬送機構の簡素化と装置の小型化を図っている。 Second, the tray has a function of conveying the sheet bundle toward the stacking position and the processing position of the next process. Specifically, it is possible to move up and down freely between the stacking position for stacking sheets and the unloading position for unloading sheets to the next process, thereby simplifying the sheet bundle transport mechanism and miniaturizing the apparatus.
「束搬送機構部ユニット」
束搬送機構部ユニットは、上述の集積トレイユニットで束状に重ね合わせられたシートを整合手段で正しい姿勢に整え、次工程の後処理位置に搬送する。この束搬送は略々水平姿勢のトレイから糊付けなどの後処理のため略々垂直姿勢に旋回して偏向され後処理位置に移送する。そして、図示実施例の装置は、集積トレイから次工程の後処理位置にシート束を第1のグリップ搬送手段と第2のグリップ搬送手段で移送することを特徴としている。
"Bundle transport mechanism unit"
The bundle transport mechanism unit adjusts the sheets stacked in a bundle by the above-described stacking tray unit into a correct posture by the aligning unit, and transports the sheets to the post-processing position of the next process. This bundle conveyance is swung to a substantially vertical posture for post-processing such as gluing from a substantially horizontal tray and is transferred to a post-processing position. The apparatus of the illustrated embodiment is characterized in that the sheet bundle is transported from the stacking tray to the post-processing position of the next process by the first grip transporting means and the second grip transporting means.
これと同時に、トレイ手段は上記第1のグリップ搬送手段と協働してシートを積載する積載位置から所定量距離を隔てた下方のシート搬出位置に降下移動させて、その後第2のグリップ搬送手段にシート束を移送するようにしている。そこで第2のグリップ搬送手段はシート束を所定角度旋回させて略々垂直姿勢で後処理位置に移送するが、このときトレイ手段を所定量下側に降下させて、第2のグリップ搬送手段に引き渡した後、このグリップ搬送手段を旋回するためシートを旋回するエリア(シートの旋回軌跡)を確保するための排紙経路を必要以上に装置上方に配置する必要がなく装置レイアウトのコンパクト化が可能である。 At the same time, the tray means moves down to a lower sheet carry-out position at a predetermined distance from the stacking position where the sheets are stacked in cooperation with the first grip conveying means, and then the second grip conveying means. The sheet bundle is transferred to the sheet. Therefore, the second grip conveying means rotates the sheet bundle by a predetermined angle and transfers it to the post-processing position in a substantially vertical posture. At this time, the tray means is lowered downward by a predetermined amount and is moved to the second grip conveying means. After delivery, it is not necessary to place a paper discharge path above the device more than necessary to secure the area for turning the sheet (sheet turning trajectory) for turning the grip conveying means, and the device layout can be made compact. It is.
また、図示実施例の装置は、第2のグリップ搬送手段でシート束を後処理位置に移送する際に、後処理位置にシート束の処理端縁を突き当て規制する規制部材を設け、この規制部材にシート束の処理端縁を突き当ててシート束の姿勢を後処理の基準位置に位置合わせするようにしている。これによってシート束の搬送過程でシートの束姿勢に位置ずれが生じても処理部で姿勢が矯正され正しい後処理が可能となる。 Further, the apparatus of the illustrated embodiment is provided with a regulating member that regulates the processing edge of the sheet bundle against the post-processing position when the second grip conveying means transfers the sheet bundle to the post-processing position. The processing edge of the sheet bundle is abutted against the member, and the posture of the sheet bundle is aligned with the reference position for post-processing. As a result, even if a positional deviation occurs in the sheet bundle posture in the course of conveying the sheet bundle, the posture is corrected by the processing unit and correct post-processing is possible.
「糊付ユニット」
糊付ユニットは、束状に集積したシート束の背部に相当するシート端縁に糊などの接着剤を塗布する。この場合、シート束の姿勢は垂直方向に倒立した姿勢であることが要求される。そして、図示実施例の装置は、糊付ユニットEの糊トレイをシート束の移動経路から側方に退避させることが出来、糊付け後のシート束を直線経路で送るように構成したことを特徴としている。また、この糊付ユニットを退避させた状態でシート束の処理端縁を突当て規制する基準部材を配置し、これによって、シート束の搬送パスを複雑に構成する必要がなくなる。これと同時に糊付ユニットはシート束の処理端(背部)に接着糊を塗布するローラと、このローラに糊を供給するトレイを小型に形成してローラと共にトレイが移動する構成により糊付けユニットのコンパクト化を図っている。
"Glue unit"
The gluing unit applies an adhesive such as glue to the sheet edge corresponding to the back of the bundle of sheets stacked in a bundle. In this case, the posture of the sheet bundle is required to be an inverted posture in the vertical direction. The apparatus of the illustrated embodiment is characterized in that the glue tray of the gluing unit E can be retracted laterally from the movement path of the sheet bundle, and the sheet bundle after gluing is sent along a straight path. Yes. In addition, a reference member for restricting the processing edge of the sheet bundle to be abutted is disposed in a state in which the pasting unit is retracted, thereby eliminating the need for complicatedly configuring the sheet bundle conveyance path. At the same time, the gluing unit is a compact gluing unit that has a roller that applies adhesive glue to the processing end (back) of the sheet bundle and a tray that supplies glue to this roller in a small size and the tray moves with the roller. We are trying to make it.
「綴合わせ部ユニット」
綴合わせ部ユニットは、糊付けされたシート束を上述のインサータから給送された表紙シートの中央部に位置合わせして接合し、この状態で表紙シートを折り畳んでシート束をくるみ綴じする。従って、上述の糊付ユニットはシート束の搬送経路から退避し、この経路と略々直交する経路から表紙シートを給送する。このシートの中央部でセンターラインに沿って垂直姿勢のシート束の糊付けされた端面を突き合わせて両者を逆T字状に接合し、その後、折りローラで表紙シートでシート束をくるむように折り曲げる。図示実施例の装置は、表紙シートと内部のシート束とを背表紙部と肩部を綺麗にプレスするバックアップ部材と背折りブロックを設けたことを特徴としている。
"Binding unit"
The binding unit unit positions and joins the glued sheet bundle to the center portion of the cover sheet fed from the above-described inserter, and folds the cover sheet and wraps the sheet bundle in this state. Accordingly, the above-mentioned pasting unit retracts from the sheet bundle conveyance path, and feeds the cover sheet from a path substantially orthogonal to the path. At the center of the sheet, the glued end surfaces of the sheet bundles in a vertical posture are abutted along the center line to join the two in an inverted T shape, and thereafter folded by a folding roller so as to wrap the sheet bundle with a cover sheet. The apparatus of the illustrated embodiment is characterized in that a back-up member and a back folding block are provided for pressing the cover sheet and the inner sheet bundle cleanly on the back cover part and the shoulder part.
「トリミングユニット」
トリミングユニットは、上述の表装されたシート束の糊付け背部以外のシート端縁をカットすることによって、製本を完成させる。この為シート束を旋回可能にグリップ手段で保持し、順次カッター部材で側縁をカットする。尚、図示の実施例に特徴とする構成はなく、既に公知のカッティング機構が採用可能である。
"Trimming unit"
The trimming unit completes the bookbinding by cutting the sheet edge other than the glued back portion of the above-described sheet bundle. For this reason, the sheet bundle is pivotally held by the grip means, and the side edges are sequentially cut by the cutter member. There is no configuration characteristic in the illustrated embodiment, and a known cutting mechanism can be employed.
「収納スタックユニット」
上述のように冊子状に製本されたシート束を収納スタックする。尚、図示の実施例に格段の特徴とする構成はなく、既に公知のスタック装置が採用可能である。
"Storage stack unit"
A sheet bundle bound in a booklet shape as described above is stored and stacked. It should be noted that the illustrated embodiment does not have a particularly characteristic configuration, and a known stack device can be employed.
以下、上記各ユニットの構成を説明する。
「画像印刷ユニットA」
画像印刷ユニットAは図1に示すように、静電ドラムなどの印刷ドラム101と、この印刷ドラム101にシートを供給する給紙カセット102と、印刷ドラム101に画像を形成するレーザなどの印刷ヘッド103と、現像器104と定着器105とから構成されている。そして給紙カセット102から給紙経路106にシートを供給する。この給紙経路106には印刷ドラム101が配置され、この印刷ドラム101には印刷ヘッド103で潜画像が形成され現像器104でトナーインクが付着してある。そして印刷ドラム101上に形成されたトナー像をシート上に転写し定着器105で定着した後、排紙口107から排出する。
Hereinafter, the configuration of each unit will be described.
"Image printing unit A"
As shown in FIG. 1, the image printing unit A includes a
図示108は反転経路で片面に画像印刷されたシートを表裏反転して再び印刷ドラム101に導きシートの裏面側に印刷するデュープレックスパスである。また図示109は大容量カセットであり、汎用のシートを大量に供給するユニットであり、シートホッパー110はシートの残量に応じて上下に昇降するようになっている。図示120は原稿供給装置であり、オリジナル原稿が書類(ドキュメント)データであるとき、原稿をスタッカ上にセットし、順次1枚ずつ読取部に供給して原画像を光電変換して前述の印刷ヘッド103のデータ貯蔵部に供給する。一方、このデータ貯蔵部には、コンピュータ、ワードプロセッサなどのオリジナルが電子データである外部機器に接続され、これらのプロセッサから原稿データの供給を受ける。尚、図示の画像印刷ユニットAはレーザプリンタを示したが、本発明はこれに限らず、インクジェットプリンタ、シルク印刷、オフセット印刷など種々の印刷方式が採用可能である。
「インサータユニットB」
画像印刷ユニットAの排紙口107には順次画像形成済みのシートが搬出され、通常はこの排紙口107に排紙スタッカが準備される。本発明はこの排紙口107に後述する製本装置としてのシート搬入経路501が連結され、このシート搬入経路501にインサータユニットBが取付けられる。インサータユニットBはシートをスタックする1段若しくは複数段、図示のものは2段のスタックトレイ201と、このスタックトレイ201上のシートを1枚ずつ分離するピックアップ手段202と、このピックアップ手段202からのシートをシート搬入経路501に案内する給紙経路203とから構成される。
"Inserter unit B"
Sheets on which images have been formed are sequentially carried out to the
そしてスタックトレイ201上にセットされたシートは画像印刷ユニットAの排紙口107から順次搬出されるシートの間にシート搬入経路501に供給される。つまり画像印刷ユニットAから一連のシートが画像形成されて搬出された後、この最終シートの後にスタックトレイ201からシートが供給される。従ってスタックトレイ201には表紙シートとして厚紙或いはコーティング紙などの特殊シートが準備され、後述する製本装置からの制御信号でスタックトレイ201上のシートはシート搬入経路501に搬入される。またスタックトレイ201を2段設けたのは、種類の異なる表紙シートを予めスタッカに準備出来るようにしたものであり、選択された1つのスタッカから表紙シートが供給される。
The sheets set on the
「集積トレイユニットC」
前述のシート搬入経路501は図1に示すように装置中央を横断するパスで構成され、その先端には排紙スタッカユニット502が連結され、画像印刷ユニットAからのシートに製本処理を施さない場合はこの排紙スタッカユニット502に導いて収納する。
"Stacking tray unit C"
As shown in FIG. 1, the sheet carry-in
そこでシート搬入経路501の上方には画像形成された一連のシートを束状に集積する集積トレイユニットCと、この集積トレイユニットCからのシートを糊付ユニットE位置に搬送する束搬送機構部ユニットDとが配置されている。シート搬入経路501には装置上方に分岐する排紙経路301が設けられ、この排紙経路301はシート搬入経路501の上方で略々水平姿勢でシートを排出するように構成され、紙送りローラ302、シートセンサ303などが配置されている。
Therefore, above the sheet carry-in
この排紙経路301の排紙口304には所定の段差を形成してその下方にトレイ手段305が設けられ排紙口304からのシートを積載支持する。トレイ手段305は装置フレームFに固定して配置しても良いが、図示のものは次の構成にしてある。
A predetermined step is formed in the
まずこのトレイ手段305は所定のシートを積載した後、その束状シートと伴に次工程の処理位置の方向に移動する構成にする。図示のものはシートを積載する積載位置(以下上昇位置という)とこの積載位置より所定量下側の降下位置(以下降下位置という)との間で昇降自在に構成する。このようにトレイ手段305を移動自在に構成したのは積載したシート束を荷崩れ状態に乱すことなく搬送する為と、その搬送機構をコンパクトに構成する為である。そこでトレイ手段305は出来るだけ小型で軽量であることが好ましく、図示のものはシートの搬送方向長さよりトレイ部材の長さを短かくシート先端がトレイ外部に垂下するように設定してある。
First, the
次にトレイ手段305には後述する整合手段314が設けられ、シートの幅方向(図1表裏方向)を幅寄せ整合するが、この幅寄せの際にシートを搬送方向に屈曲するように湾曲させる必要がある。この為トレイ手段305は固定支持部305aと可動支持部305bとで構成し、この可動支持部305bにはシートサイズに応じて可動支持部305bを最適位置に移動する駆動モータM1が備えられている。
Next, the
図2に示すようにトレイ手段305は装置フレームFに上下昇降自在に取付けられるが、その昇降構造は後述する。トレイ手段305は固定支持部305aと可動支持部305bで構成され、板部材306に構成される。排紙口304の下方に板部材306が配置され、この板部材306には排紙方向上流側(シート後端側)にシートを載置支持する固定支持部305aが形成され、その上流側には段差部307(図3参照)が設けられ、この段差部307にレバー状の可動支持板が配置され、この可動支持板で可動支持部305bが形成してある。板部材306には櫛歯状のスリット溝308が形成してあり、この溝に可動支持部305bに形成した突起308bが嵌合してあり、このスリット溝308と突起308bは可動支持部305bを排紙方向前後に移動自在に構成している。そしてこの可動支持部305bは図3に示すように板部材306の背面(シートを支持する面の裏面側)側に設けたラック309とトレイ部材306に設けたピニオン310が噛合してあり、ピニオン310には駆動モータM1が連結してある。
As shown in FIG. 2, the tray means 305 is attached to the apparatus frame F so as to be movable up and down. The tray means 305 includes a fixed
つまり可動支持部305bは固定支持部305aに排紙方向に沿って摺動自在に支持され、ラック309、ピニオン310及び駆動モータM1から構成される駆動手段によって可動支持部305bは排紙方向に移動自在となっている。
In other words, the
上記構成のトレイ手段305は少なくともその固定支持部305a側が図示のように傾斜配置され、またトレイ手段305にはシートの後端を突き当て規制する第1の規制手段311が配置されている。この第1の規制手段311はトレイ上に一体に突起壁を設けても良いが、図示のものはこのトレイを上下昇降するように可動な構成としている関係で移動によるガタつきなどの位置ズレを防止する為トレイ部材とは分離した断面逆L字状の規制部材311で構成している。
The tray means 305 having the above configuration is inclined at least on the fixed
またトレイ部材の上方には排紙口304からのシートを案内するガイド部材312が設けてある。このガイド部材312は排紙口からのシートがトレイに沿って搬出されるように排紙口304の上方に位置してシートが飛散しないようにガイドするのと、後述する正逆転ローラでシートを第1の規制手段311に移送する際にシートを案内する板状部材で構成する。
A
適宜形状の板状部材から成るガイド部材312は基端を回転軸313に支持され、この回転軸313には図示しないステッピングモータが連結され、このモータのステップ制御でガイド部材312はトレイ上方に退避した位置と、排紙口上方に位置して排紙口からシートをトレイ上に案内する位置と、トレイ上のシートを第1の規制手段311に導く位置との間で移動制御される。
A
ガイド部材312の下流側には正逆転ローラ113が上下昇降自在に配置されている。この正逆転ローラ113は補助搬送手段として排紙口304からトレイ(固定支持部)上に進入するシートを接する位置で排紙方向(正回転方向)に回転し、シート後端が排紙口304から離脱した見込み時間の後、逆方向(逆転方向)に回転してシート先端を第1の規制手段311に向けて移送する。この為正逆転ローラ113はその回転軸を揺動自在のアーム部材(ブラケット)に軸支され、正逆転モータに連結されている。そしてこのアーム部材はワンウェイクラッチなどを介してモータの回転方向でシートから退避したトレイ上方に退避するように構成されている。
A forward /
上述のトレイ手段305にはシートサイドを幅寄せ規制する整合手段314と押圧手段320が配置される。整合手段314は排紙方向と直交するシートの側縁を基準位置に位置決めする左右一対の整合部材315a、315bで構成される。その構造は、センター基準として左右の整合部材を同一量シートセンタに向けて幅寄せ移動するものと、片側基準として一方の整合部材を固定し反対側の整合部材を所定量幅寄せ移動するものが知られ、その構造は周知であるのでその概略をまとめる。
The
図4に示すように左右一対の整合部材315a、315bは装置フレームFに固定された軸に摺動自在に片持ち支持され、トレイ手段305を構成する固定支持部305aと可動支持部305bとの境界部に配置されている。このときシートは先端側が可動支持部305bからトレイ外部に突き当たって垂れ下がり、シートは全体として湾曲し、この湾曲部に左右の整合部材315a、315bが位置するような配置になっている。そこで一対の整合部材315a、315bにはラック316a、316bが設けられそれぞれにモータM2aのピニオンとモータM2bのピニオンが連結してある。このモータM2はステッピングモータで構成され、相反方向に回転することによって整合部材315a、315bはシートセンタを基準に同一量接近及び離反する。またこのモータM2はシートの幅サイズに応じて予め設定されたスタートポジションに整合部材315a、315bを移動する。
As shown in FIG. 4, the pair of left and
更にトレイ手段305にはシート押圧手段320が配置される。このシート押圧手段(以下押圧手段という)320はトレイ上に進入したシートの先端部を押圧して前述の可動支持部305bによるシートの湾曲を強制し、同時に整合手段304で整合したシートが位置ズレを起こさないように作用する。
Further, a
通常この押圧手段320はトレイ上方にタラップ状に垂下するウェイト片で構成すれば良いが、図示のものは可動支持部305bがシートサイズに応じてその位置を移動するように構成した関係でこの押圧部材320もシートサイズに応じ移動するように構成する。
Normally, the pressing means 320 may be formed of a weight piece that hangs down in a trap shape above the tray. However, the illustrated
図4に示すようにシートの排紙方向に沿って一対のガイド軸321が装置フレームFに取付けてあり、このガイド軸321にスライド部材322が摺動自在に嵌合支持してあり、このスライド部材322に適宜複数の押圧片323がトレイ上のシートを押下するように配置してある。尚スライド部材322の駆動機構は図示しないがスライド部材322側にラックを設け、このラックに装置フレーム側に固定した駆動モータをピニオンを介して直結すれば良い。また装置フレームに設けた一対のプーリ、ワイヤ、ベルトなどを懸架し、このワイヤ或いはベルトにスライド部材322を固定する構造であっても良い。
As shown in FIG. 4, a pair of
尚、トレイ手段305には固定支持部305aの左右にウィング状の補助トレイ305cが設けられ、固定支持部305aから外部に突出したシートサイド(両側縁)を支持する。これはシートの幅サイズよりトレイ手段305を構成する固定支持部305aを小さく(狭く)構成してシート耳部がトレイ外部に突出する構成し、この耳部を後述するグリップ手段が把持出来るようにする為である。
The tray means 305 is provided with wing-shaped
つまり図5に示すようにトレイ手段305は固定支持部305aの排紙方向後端側に左右一対のウィング状の補助トレイ305cが、先端側に可動支持部305bが図示のように配置され、シートの幅方向全長を補助トレイ305cと可動支持部305bが支持し、中央一部を固定支持部305aが支持するようになっている。
That is, as shown in FIG. 5, the tray means 305 has a pair of left and right wing-shaped
「束搬送機構部ユニット」
上述のトレイ手段305には排紙経路301から順次画像形成されたシートが積み上げられ、第1の規制手段311と左右一対の整合部材315a、315bによってトレイ上の所定位置に整列される。そこでトレイ上のシート束を後続する後処理位置に搬出する。
"Bundle transport mechanism unit"
Sheets on which images are formed are sequentially stacked on the
図示実施例のものは、トレイ手段305をシートを積載する上昇位置から所定量降下した搬出位置に移動する。このトレイ手段305のエレベータ構造について説明する。 In the illustrated embodiment, the tray means 305 is moved from a raised position where sheets are stacked to a carry-out position lowered by a predetermined amount. The elevator structure of the tray means 305 will be described.
前述のトレイ手段305を構成する固定支持部305aは図6に示すような板部材306で構成され、この固定支持部305aにレバー形状の可動支持部305bが矢視排紙方向に移動自在に取付けられ、前記補助トレイ305cはブラケット330が固定支持部の背面(裏面)に固定してあり、このブラケット330に軸331が回転自在に支持され、この軸331に補助トレイ305cが一体に取付けてある。そして軸331の他端には扇形ギア338が固定してある。
The fixed
このように構成された固定支持部(以下トレイ組332と称す)は、左右一対のガイド軸333で装置フレームFに摺動自在に嵌合支持されている。従ってトレイ組332は装置フレームFに図6上下方向に摺動自在に支持されている。そこで装置フレームFには昇降モータM3が取付けられ駆動軸334の先端に駆動ギア335が連結してあり、この駆動ギア335はトレイ組332に取付けたラック336に噛合してある。
The fixed support portion (hereinafter referred to as a tray set 332) configured as described above is slidably fitted and supported on the apparatus frame F by a pair of left and
従って、昇降モータM3を回転すると駆動ギア335が回転しラック336を上方若しくは下方に移動し、トレイ組332を上昇若しくは下降させる。図示位置で駆動ギア335の時計方向回転でトレイ組332は下方に降下し、反時計方向回転で上昇移動する。また装置フレームFにはラック337が左右一対に設けてあり、このラック337が扇形ギア338に噛合してあり、トレイ組332の上下動作に連動して軸331を回転し補助トレイ305cを回転する。
Accordingly, when the elevating motor M3 is rotated, the
図示姿勢からトレイ組332が下降すると扇形ギア338は時計方向に回転し補助トレイ305cは時計方向に回転して積載したシートから離れるようになっている。尚図示しないがこのトレイ組332には上限位置と下降位置にそれぞれリミットスイッチが配置され、駆動モータM3の制御部に位置信号を伝達する。
When the tray set 332 is lowered from the illustrated posture, the
このトレイ組332の上昇位置は図1に示すようにシートを排紙経路301から積載する位置に、また下限位置はトレイ上のシート束を後述するグリップ搬送手段に引き渡す搬出位置に設定してある。尚図示337はスプリングである。そこでトレイ組332の搬出位置への降下と同時にトレイ上のシート束を把持するグリップ搬送手段(以下第1グリップ搬送手段という)401が設けられている。
As shown in FIG. 1, the raised position of the tray set 332 is set to a position where sheets are stacked from the
この第1グリップ搬送手段401は前記補助トレイ305c位置のシート束耳部を把持するように補助トレイ305cが先に説明した退避位置に移動した後シート両側端部を把持するように次の構成を備えている。図2に示すように装置フレームFを構成する左右の側枠F1、F2には図示水平方向のガイドレール408が左右対向する
The first grip conveying means 401 has the following configuration so that the
ガイドレール408が左右対向する位置に配置してあり、このガイドレール408に沿って、移動自在に側枠フレーム409が嵌合支持してある。この側枠フレーム409は左右枠と底枠を一体化したフレーム構造でその全体がガイドレール408に沿って図2左右方向に移動自在に支持されている。そして側枠フレーム409には垂直方向に昇降する可動枠410が図示上下方向に移動可能に案内支持してあり、この可動枠410にはラック411が一体に形成してある。そしてこのラック411に側枠フレーム409に固定した駆動モータM8が噛合している。従って装置フレームF1、F2に側枠フレーム409が水平方向のガイドレール408で移動可能に取付けられている。
A
この側枠フレーム409はこのフレーム409に搭載した駆動モータM9とこれに連結したピニオン411(図18参照)が装置フレームF1、F2にガイドレール408と平行配置したラック412に噛合してあり、駆動モータM9の回転で側枠フレーム409はガイドレール408に沿って水平方向に移動する。また、側枠フレーム409には可動枠410が垂直(図2上下方向)方向に移動可能に取付けられ、側枠フレーム409に設けた駆動モータM8で垂直方向に移動する。
The
そこでこの可動枠410に左右一対のクランプ支持枠402が取付けられ、このクランプ支持枠402に上クランパ403と下クランパ404が取付けられている。まず左右のクランプ支持枠402は可動枠410に図2左右方向に移動自在に支持され、図示ラック413とピニオン414及びこのピニオンに連結した駆動モータM10で左右の支持枠402が互いに接近及び離反するようになっている。その構造は良く知られているので、図示しないが例えばシャーシ状に構成した可動枠の底板に左右のクランプ支持枠402を摺動自在にガイドレールで案内支持し、このクランプ支持枠402にラック413を設け、このラック413を可動枠410に設けたピニオン414と駆動モータM10に連結する。このときピニオン414の回転に対し左右のクランプ支持枠402は反対方向に移動するように噛合する。
Therefore, a pair of left and right clamp support frames 402 is attached to the
そして各クランプ支持枠402には上下クランパが取付けられている。上クランパ403はゴムなどの弾性パッドをクランプ支持枠402に一体に取付けてあり、トレイ組332上のシート束に対し可動枠410の駆動モータM8によって係合及び離反するように上下動自在に構成される。
An upper and lower clamper is attached to each
一方、下クランパ404はクランプ支持枠402に摺動自在に取付けたプランジャ405に取付けられ、ゴムなどの弾性パッドで構成されている。そしてこのプランジャ405は内部に弾圧スプリングを内蔵し、クランプ支持枠402に図示上下方向に移動自在に取付けられ、ラック406を一体に備えている。このラック406にはピニオン407が噛合し、このピニオン407には伝動軸415を介して駆動モータM4が連結してある。尚伝動軸415にはピニオン407が軸方向に移動自在に嵌合してあり、クランプ支持枠402が図2左右方向に移動するとピニオン407も伝動軸415に沿って移動するようになっている。
On the other hand, the
従って、駆動モータM10を制御して左右の支持枠402を接近及び離反することによって上下のクランパはトレイ組332上のシート耳部と係合する位置に移動し、前記駆動モータM8を回転駆動することによって上クランパ403がシート束の上面と係合し、駆動モータM4を回転駆動することによって下クランパ404がシート束下面と係合する。更にこの上下のクランパはシート束を把持した状態で駆動モータM9を回転することによってシート束を図2右方向に水平移動することとなる。
Therefore, by controlling the drive motor M10 to move the left and right support frames 402 close and apart, the upper and lower clampers move to a position where they engage with the sheet ears on the tray set 332, and rotate the drive motor M8. Thus, the
このようにトレイ組332は積載位置(上昇位置)から搬出位置(下降位置)に移動降下し、これと同時に第1グリップ搬送手段401はトレイ上のシート束を上クランパ403と下クランパ404とで把持した状態でトレイ組332と一緒に降下する。この搬出位置でシート束は第1グリップ搬送手段401から第2グリップ搬送手段420に引き継がれる。
In this way, the tray set 332 moves and descends from the stacking position (up position) to the unloading position (down position). At the same time, the first
この第2グリップ搬送手段420は、第1グリップ搬送手段401から略々水平姿勢で受取ったシート束を90度旋廻させて垂直姿勢に偏向し、次いで次工程の処理位置に移動する。この為、第2グリップ搬送手段420は図7に示すようにトレイ組322に隣接する位置で装置フレームの左右側枠F1、F2に設けられ、メインクランパ421とサブクランパ422とから構成される。メインクランパ421はトレイ組322から送り出されたシート束の端縁の全長を把持するように上クランパ421aと下クランパ421bとから構成され、サブクランパ422はシート束をメインクランパ421に案内し、同時にシート束の中央部を把持するように上下クランパ422a、422bで構成されメインクランパ421に回動自在に支持されている。
The second grip conveying means 420 rotates the sheet bundle received from the first grip conveying means 401 in a substantially horizontal posture by 90 degrees and deflects it to a vertical posture, and then moves to the processing position of the next process. For this reason, the second grip conveying means 420 is provided on the left and right side frames F1 and F2 of the apparatus frame at a position adjacent to the tray set 322 as shown in FIG. 7, and comprises a
そこでメインクランパ421とサブクランパ422とは装置フレームF1、F2に旋廻動自在に取付けられ、シート束を把持した後旋廻して垂直姿勢に偏向する。図8は第2グリップ搬送手段420のユニット構造を示し、左右の側枠423a、423bが装置フレームF1、F2に回転軸424で回転自在に取付けられ、左右の側枠には扇形ギア425が一体に固定してある。一方装置フレームF1、F2には旋廻モータM5とこれに連結したピニオン426が扇形ギア425に噛合してあり、モータM5の回転で左右側枠は回転軸424を中心に回転する。図示427は復帰スプリングである。
Therefore, the
この左右側枠423a、423bには図8上下方向にガイドレール428が左右一対設けてあり、このガイドレール428に可動側枠429が摺動自在に嵌合してある。そして可動側枠429にメインクランパ421とサブクランパ422が取付けてある。メインクランパ421を構成する固定クランパ421aは左右の可動側枠429に固定され、可動クランパ421bは軸受430に嵌合したロッド431に取付けてある。このロッド431にはラック432が設けてあり駆動モータM6に連結したピニオン433が噛合してある。
The left and right side frames 423a and 423b are provided with a pair of left and
また上記可動側枠429は図8、9において破断線で切欠いてあるがこれは説明上の図示であり、実際には図示ラック434が一体に形成してあり、このラック434には固定側枠423に取付けた駆動モータM7のピニオン435が噛合してある。従って固定側枠423で装置フレームFに回動自在に取付けたクランパユニットはその可動側枠429が駆動モータM7によって図示上下方向に移動自在となり、この側枠429に固定クランパ421aと可動クランパ421bが取付けられている。
8 and 9, the
図8はメインクランパ421の構造と、図9は要部の拡大図、図10(a)は矢視方向を上に前記第1グリップ搬送手段401から水平方向のシート束を受取る状態の説明図であり、図10(b)は矢視方向を上に回転軸424を中心に90度旋廻しシート束を垂直姿勢に偏向した状態の説明図である。
FIG. 8 shows the structure of the
次にサブクランパ422の構成について説明する。前記図10(a)に示す第1グリップ搬送手段401からシート束を受取る状態において、固定クランパ421aには下側サブクランパ422aが、また可動クランパ421bには上側サブクランパ422bが次のように取付けられている。
Next, the configuration of the
図11に示すようにこのサブクランパ422aは第1グリップ搬送手段401からのシート束をメインクランパ421に案内するガイドプレート形状で同時にシート束の中央部を把持するように構成される。この上下のサブクランパの取付構造は同一であり、図示の上側サブクランパ422bについて説明する。可動クランパ421bにはブラケット450が取付けられ、このブラケット450に軸支持した軸451に取付座452を介して上側クランパ422bが取付けられ、下側クランパ422aも同様に固定クランパ421aに軸で回転自在に取付けられている。
As shown in FIG. 11, the
そして取付軸451と取付座452との間には蓄勢スプリング453が介在させてあり、図12に示すように軸451を中心にサブクランパ422bは姿勢を保持するスプリング454、455が図示のように設けてある。従ってサブクランパ422bは軸451を挟んで左右に位置するスプリング454、455によって図示の姿勢に維持され、更にロック爪456が設けてある。
An accumulating
このロック爪456はサブクランパ422b側に設けられ、メインクランパ421b側のブラケット450に形成した係合溝457に係脱自在に構成され、係合した状態でサブクランパ422が軸451廻りに回転するのを阻止する。図示458はクランプ状態の検知センサである。
The
そこでメインクランパ421を前述の駆動モータM6で可動クランパ421bをシート束を把持する方向に移動するとサブクランパ422aと422bとが互いに接近し、シート束と係合する。シート束を挟んだ後は蓄勢スプリング453に蓄力しながらメインクランパ421は更に接近する。このときロック解除片459がロック爪456を解除する。これによってロック爪456は係合溝457から離脱し、サブクランパ422aと422bは軸451を中心に回動自在となる。これと相前後してメインクランパ421がシート束を挟持する。
Therefore, when the
つまり図示実施例のものは、メインクランパ421にサブクランパ422aと422bを回動自在に取付け、同時にサブクランパ422aと422bはメインクランパ421にシート束を案内するガイドプレートの機能を備え、シート束がメインクランパに挟持されるまではサブクランパ422aと422bはロック爪によって回動を阻止し、メインクランパ421に挟持された後はサブクランパ422aは回動自在となるように構成されている。尚、サブクランパ422aを回動自在にしたのは次工程で後述するシート東の偏り姿勢を矯正する為である。
That is, in the illustrated embodiment, the
またメインクランパ421とサブクランパ422aと422bとをそれぞれ個別の駆動手段でクランプ動作を行わせることなくメインクランパ421のクランプ動作でサブクランパ422aと422bのクランプ動作を実行するようにしている。その為の構造は互いに接近及び離反自在のメインクランパ421に蓄勢スプリング453を介してサブクランパ422aと422bをそれぞれに取付け、メインクランパ421の接近動作でまずサブクランパ422aと422bがシート束をニップし、そのニップ後は蓄勢スプリング453の作用で蓄勢しながらメインクランパ421がシート束を把持する。
In addition, the
逆に解除動作はまずメインクランパ421がシート束から離脱し、次いでサブクランパ422aと422bがシート束から離脱する。そしてシート束をメインクランパ421が解除、サブクランパ422aと422bが把持する状態ではシート束はサブクランパ422aと422bがと伴に軸451を中心に回動自在となる。またシート束をサブクランパ422aと422bと同時にメインクランパ421が把持するときにはシート束は回転することなくその姿勢を維持する。またメインクランパ421には図7に示す位置決め部材436がクランパを構成する部材と一体の突起で構成してありその構造を作用と共に説明する。
On the contrary, in the release operation, the
図15に動作状態を示し、(a)と(e)が同一態様を示し、(b)と(f)、(c)と(g)、(d)と(h)がそれぞれ同一の態様を示している。(a)及び(e)は第1グリップ搬送手段401からメインクランパ421及びサブクランパ422にシートを引渡し、前記駆動モータM6で可動クランパ421bを作動してシート束Sを把持した状態であり、このときシート束Sが若干傾いて把持された場合を示す。
FIG. 15 shows the operating state, (a) and (e) show the same mode, (b) and (f), (c) and (g), and (d) and (h) show the same mode. Show. (A) and (e) are states in which the sheet is delivered from the first grip conveying means 401 to the
この(a)の状態でシート束Sはメインクランパ421及びサブクランパ422両者に把持され、第1グリップ搬送手段401から略水平方向姿勢で受取ったシート束を略90度旋回して垂直姿勢に偏向した状態である。
In this state (a), the sheet bundle S is held by both the
次に(b)及び(f)は駆動モータM6を駆動して各クランパを第1の把持位置から若干緩めた第2の把持状態にした状態であり、このときメインクランパ421はシート束から非係合の解除位置、サブクランパ422はシート束を把持した作動位置にある。従ってシート束Sはメインクランパ421から分離し、前記スプリング454、455に支持され、その自重で下方の処理位置に接近した状態にある。
Next, (b) and (f) are states in which the drive motor M6 is driven to bring each clamper into a second gripping state that is slightly loosened from the first gripping position. At this time, the
次いで(c)、(g)は駆動モータM7(図8参照)を駆動してシート束を処理位置に移送した状態を示す。このとき処理位置にはシート束の端縁を突当て規制する基準部材437が設けられている。従ってシート束Sはその処理端縁を基準部材437に突当てた状態で傾き姿勢が矯正される。またメインクランパ421は位置決め部材436がこの基準部材437に突き当たった状態で駆動モータM7が停止する。この駆動モータM7の制御はメインクランパ421が基準部材437に突き当たった状態をセンサで検出し、その信号でモータを停止すれば良い。
Next, (c) and (g) show a state where the drive motor M7 (see FIG. 8) is driven to transfer the sheet bundle to the processing position. At this time, a
次に(d)、(h)はシート束Sとメインクランパ421が基準部材に突き当たった状態であり、このとき駆動モータM6を把持方向に回転して可動クランパがシート束を把持する状態にする。従ってこの(d)の状態でシート束はメインクランパ421とサブクランパ422に確実に把持されその姿勢が保持される。次いで駆動モータM7を先と逆方向に回転駆動してシート束を上方向に移動し、(a)の状態に戻し、次工程の処理に備える。
Next, (d) and (h) are states in which the sheet bundle S and the
次に上記各ユニットの動作について図16のS1乃至S11に示す状態図に基づいて説明する。S1は排紙経路107からシートをトレイ手段305に搬出し、束状に積重ねる状態を示す。まず製本システムのジョブ信号を得て、インサータユニットBは搬出されるシートのサイズを認識する。このシートサイズの認識は画像印刷ユニットAから画像形成されたシートのサイズ信号を受信するか、或いは排紙経路107中にサイズ検出センサを配置し、このセンサで検出するか、若しくはオペレーションパネルからオペレータが用紙サイズを入力するかいずれかの方法を採用する。そしてシートの排紙方向長さを基準にサイズを識別し、駆動モータM1を制御して可動支持部305bを所定の位置に移動しその位置に停止する。また押圧片323も同様に図示しない駆動モータを制御して押圧片323を所定の位置に移動する。
Next, the operation of each unit will be described based on the state diagrams shown in S1 to S11 of FIG. S1 shows a state in which the sheets are conveyed from the
この可動支持部305bと押圧片323はシート先端部がトレイ外部に垂下して湾曲するシート形状が、整合手段314でシートを幅寄せする動作が確実に実行され、同時に回転軸313がシート先端を第1の規制部材311に移送する動作が確実に実行できる位置に予め設定してある。
The
そこで給紙経路203からシートSが搬出され、このときガイド部材312は排紙口304の上方に位置してシートを固定支持部305aに案内し、回転軸313はトレイ上方に待機し整合部材315a、315bはシートの幅方向外側に待機している。そしてS2の状態にシートがトレイ上に進入すると、まず回転軸313がトレイ上のシートと接する位置に降下し、時計方向に回転してシートの進入を補助する。S3の状態にシート後端がトレイ上に進入すると回転軸313は上昇し、ガイド部材312は図示のトレイに上に沿ってシートを案内する位置に移動する。
Therefore, the sheet S is carried out from the
次いで回転軸313がS4の状態にトレイ上のシートと接する位置に降下し、この回転軸313は反時計方向に逆転し、シート後端(図示右端)を第1規制手段に向けて移動し、ガイド部材312はこれを案内する。図示S5の状態にシート先端が第1規制手段に到達する見込み時間の後、回転軸313は停止し、S6の状態にまずガイド部材312がトレイ上方に退避し、次いでS7の状態に回転軸313が上方に退避する。
Next, the
この状態でシートはトレイの固定支持部305a及び可動支持部305bに支持され押圧片323で押圧される以外フリーな状態に置かれる。この図示S7の状態で左右の整合部材315a、315bは駆動モータM2a、M2bによってS8の待機位置からS9のシート側縁と係合してセンターラインを基準にシートを幅寄せ移動する。整合部材315a、315bはS10のシートを幅寄せ移動した状態から矢印方向に移動しS11の待機位置に復帰する。
In this state, the sheet is placed in a free state except that it is supported by the fixed
この図示S1からS11の動作を繰返すことによってシートは排紙口304からトレイ手段上に積重ねて集積される。この時束状のシートは個々に第1の規制部材311に後端を、左右の整合部材315a、315bに左右両サイドを位置決め規制され整然と積み上げられる。このようにして一連のシートが、ページ順に集積され、画像印刷ユニットAからエンド信号を受信して集積工程を終える。
By repeating the operations of S1 to S11 shown in the figure, the sheets are stacked and stacked on the tray means from the
次いでインサータユニットBは束搬送機構ユニットによってシート束を次工程に搬出する。図17のT1乃至T4は第1グリップ搬送手段401の動作を示し、トレイ手段305上のシート両端部に位置する左右の上部クランパ403と下部クランパ404がともにシートサイズに適合する位置に駆動モータM10とラック413によって移動する。次いでシート上面に位置するクランパ403がT2の状態に駆動モータで移動しT3の状態にシート上面に当接する。これと相前後して駆動モータM4がラック406を上方に移動し、シート下面に位置するクランパ404を上昇しシート下面と当接する。尚この時トレイ組332は、駆動モータM3で下降し、扇形ギア338の作用で補助トレイ305cはシートから退避した位置に移動し、クランパ404の把持動作と干渉しないように配慮してある。
Next, the inserter unit B carries out the sheet bundle to the next process by the bundle conveyance mechanism unit. T1 to T4 in FIG. 17 show the operation of the first
次に図17のT5乃至T8はトレイ組332の昇降動作を示し、T5はシートを積載収納した状態を示し、トレイ組332は上昇位置に、T6は下降位置でシート束の搬出位置にある。前記駆動モータM3の回転で回転軸334を図6時計方向に回転するとトレイ組332は上昇位置(T5の状態)から搬出位置(T6の状態)に移動降下する。このトレイ組の降下と連動してウィング状の補助トレイ305cは扇形ギア338の回転で図6時計方向に回転しシート束から離れた位置に移動する。この補助トレイ305cの移動後、第1グリップ搬送手段401は前述のT1からT4の動作を実行し、シート束を把持した後、前述の駆動モータM1の回転でトレイ組332と同期して同一速度でT5位置(上昇位置)からT6位置(搬出位置)に降下する。
Next, T5 to T8 in FIG. 17 show the raising / lowering operation of the tray set 332, T5 shows a state in which sheets are stacked and stored, the tray set 332 is in the raised position, and T6 is in the lowered position and the sheet bundle carry-out position. When the
T6位置には第2グリップ搬送手段420が、メインクランパ421とサブクランパ422で構成され待機している。第1グリップ搬送手段401はT6位置から図示矢印方向に移動し、トレイ組332上のシート束を第2グリッブ搬送手段420に向かって搬出する。この第1グリップ搬送手段401は、ガイドレール408に沿ってチャンネル状ガイドレール402が案内されラック434に噛合する駆動モータM1によって移動する。
At the position T6, the second grip conveying means 420 is composed of a
次いでトレイ組332からシート束が搬出されたT7の状態で第1グリップ搬送手段401は停止し、トレイ組332は駆動モータM3の逆方向回転で上昇位置に向かって上昇を開始する。これと同時に第2グリップ搬送手段420は駆動モータM6(図10(a)参照)を回転して可動クランパ421bを対向する固定クランパ421a側に移動する。
Next, the first grip conveying means 401 stops in the state T7 when the sheet bundle is unloaded from the tray set 332, and the tray set 332 starts to rise toward the raised position by the reverse rotation of the drive motor M3. At the same time, the second grip conveying means 420 rotates the drive motor M6 (see FIG. 10A) and moves the
そしてT8に示すようにトレイ組332は上昇位置に復帰し、シート束は第2グリップ搬送手段420に把持され、また第1グリップ搬送手段401は図示矢印方向に復帰動作を開始する。この復帰動作は第2グリップ搬送手段420と同時にシート束を把持した図T9の状態から下クランパ404が下降してシート面から離れ、(T10の状態)、次いでT11の状態に上クランパが上昇してシート面から離れ、T12の初期状態に移動する。
Then, as shown at T8, the tray set 332 returns to the raised position, the sheet bundle is gripped by the second grip conveying means 420, and the first grip conveying means 401 starts the returning operation in the direction of the arrow shown in the figure. In this returning operation, the
この各クランパの解除動作と同時に第1グリップ搬送手段401は図T8の状態からT13の状態に水平方向に復帰し、次いでT14の状態に垂直方向に復帰する。 Simultaneously with the releasing operation of each clamper, the first grip conveying means 401 returns from the state of FIG. T8 to the state of T13 in the horizontal direction and then returns to the state of T14 in the vertical direction.
この第1グリップ搬送手段401の復帰動作と併行して第2グリップ搬送手段420は駆動モータM5を図10(a)の状態で時計方向に回転する。すると第2グリップ搬送手段420はシート束をT13の状態(水平姿勢)からT14の垂直姿勢に旋回する。このシート束を垂直姿勢に旋回したT15の状態でシート端縁に糊付け処理を施す後処理位置には基準部材437が設けてある。
In parallel with the returning operation of the first grip transport means 401, the second grip transport means 420 rotates the drive motor M5 in the clockwise direction in the state of FIG. Then, the second grip conveying means 420 turns the sheet bundle from the state T13 (horizontal posture) to the vertical posture T14. A
そこで第2グリップ搬送手段420の駆動モータM6をグリップ解除方向に回転して可動クランパ421bを固定クランパ421aから引き渡す。この可動クランパ421bの解除はシート束からメインクランパ421が離れ、サブクランパ422a、422bはシート束を把持した状態にする。するとT6の状態にシート束はメインクランパ421が非係合でサブクランパ422a、422bで把持され、図12で説明したスプリング454、455の作用下で若干落下する。
Accordingly, the drive motor M6 of the second grip conveying means 420 is rotated in the grip releasing direction to deliver the
次いで駆動モータM7を回転して図9に示す可動側枠429を所定量降下する。この第2グリップ搬送手段420がT17の状態に降下するとシート束は基準部材437に突き当たる。このサブクランパ422a、422bで把持された状態で基準部材437に突き当てられたシート束はサブクランパ422a、422bが軸451で回転自在に構成されている為スキューなどの傾きが矯正される。この第2グリップ搬送手段420はこのスキュー修正の後、前記駆動モータM6をグリップ方向に回転しメインクランパ421でシート束を把持する。このメインクランパ421の動作でシート束は回転することなくその姿勢に保持される。
Next, the drive motor M7 is rotated to lower the
「糊付ユニット」
図1に示すように糊付ユニットEは前述の第2グリップ搬送手段420がシート束を移送する略々垂直の経路(以下第1経路という)100に配置される。そして糊付ユニットEは第2グリップ搬送手段420で把持したシート束の下側端縁S2に糊を塗布する。糊付ユニットEは糊を収容する糊トレイ61と、このトレイに回転自在に取付けられた糊ロール62と、この糊ロール62を回転駆動する駆動モータM11と、上記トレイ61をシート束に沿って往復駆動するM12とから構成される。
"Glue unit"
As shown in FIG. 1, the gluing unit E is disposed in a substantially vertical path (hereinafter referred to as a first path) 100 through which the above-described second grip conveying means 420 transports a sheet bundle. Then, the pasting unit E applies glue to the lower edge S2 of the sheet bundle gripped by the second grip conveying means 420. The gluing unit E includes a
図20にその概念図を示すが、シート束Sの下端縁S1に対し糊トレイ61は短い長さ(寸法)に形成してあり、これに取付けられた糊ロール62と伴にシート下端縁S1に沿って移動自在に構成される。この他シート束の下端縁S1の長さより大きいトレイ形状に糊トレイ61を構成し、糊ロール62のみが同図左右方向に移動するようにしても良い。従って図示のものは糊ロール62がシート束に糊を塗布する糊塗布部材を構成し、このロールは多孔質材で構成され糊を含侵してロール周に糊の層を盛り上がり形成する。
FIG. 20 shows a conceptual diagram thereof. The
図19は図1の装置の糊付ユニットE及び後述の表紙シート搬送機構をユニット化した構造体であり、図1の装置に着脱自在に組み込んである。そして図示X−X方向に第1経路がシート束を搬送し、図示Y−Y方向に第2経路が表紙シートをそれぞれ矢視方向に搬送する。糊トレイ61はシート束と表紙シートとの接合ステージ150の上方に配置され、ガイドレール(ロッド)66に沿って移動案内され、このレールと並行するタイミングベルト65を介して駆動モータM11に連結してある。従って糊ユニットEは第2グリップ搬送手段420で把持されその位置に保持されたシート束Sの下端縁S1に沿って駆動モータM11で往復動自在となる。
FIG. 19 shows a structure in which the gluing unit E and the cover sheet conveyance mechanism described later are unitized, and is detachably incorporated in the apparatus of FIG. The first path conveys the sheet bundle in the XX direction shown in the figure, and the second path conveys the cover sheet in the direction indicated by the arrow in the YY direction shown in the figure. The
一方、シート束Sは前述のようにメインクランパ421とサブクランパ422(以下単にクランプ部材420と総称する)を取付けた可動側枠429がガイドレール428に案内され垂直方向に移動自在に構成され、この可動側枠429はラック434、ピニオン435を介して駆動モータM7に連結してある。(図9及び図10(b)参照)そして前述のように駆動モータM7の正逆転によってシート束を把持するクランプ部材420は図20上下方向に移動自在に制御される。
On the other hand, the sheet bundle S is configured such that the
かかる構成において糊付けユニットEによるシート束Sへの糊塗布方法を図27に基づいて説明する。図26はシート束Sの糊塗布端面であるシート下側端縁S1と糊ユニットEとの平面を示し、糊ユニットを構成する糊トレイ61はガイドレール66に沿って駆動モータM11によって往復動自在に構成され、同図(a)は往路を同図(b)は復路を示している。
With this configuration, a method for applying glue to the sheet bundle S by the glue unit E will be described with reference to FIG. FIG. 26 shows a plane of the sheet lower end edge S1 which is the glue application end face of the sheet bundle S and the glue unit E, and the
そこで糊付け方法について図27に基づいて説明すると図示のものは、糊ロール62(糊塗布部材)がシート束の下側端縁S1を往復移動する。その往路ではロール表面をシート束に圧接してその端縁S1のシート間に糊を染み込ませる。その後復路では糊ロールのロール表面とシート端縁S1との間に少許のギャップ(間隙)を形成した状態でシート端縁S1に均一な糊付けを形成する。その手順は糊ユニットEをホームポジション(実線)からシート端縁に移動する(U1)。このシート端縁への移動はシートのサイズ上方に応じてホームポジションからシート端縁の距離を割り出す。 The gluing method will be described with reference to FIG. 27. In the illustrated gluing method, the gluing roll 62 (gluing application member) reciprocates the lower edge S1 of the sheet bundle. In the forward path, the surface of the roll is pressed against the sheet bundle and the glue is soaked between the sheets of the edge S1. Thereafter, on the return path, uniform gluing is formed on the sheet edge S1 with a small gap (gap) formed between the roll surface of the glue roll and the sheet edge S1. The procedure moves the glue unit E from the home position (solid line) to the sheet edge (U1). This movement to the sheet edge determines the distance of the sheet edge from the home position according to the upper size of the sheet.
次にクランプ部材421を駆動モータM7を駆動して待機位置(U1)から所定量降下する(U3)。このクランプ部材の移動量は駆動モータM7がステッピングモータで構成してあり、クランプ部材420の初期位置(ホームポジション)からモータのパルス制御によって移動量を制御している。特に糊付けユニットEの往路ではシート束の下側端縁S1と糊ロール62の表面(外周面)とが互いに圧接した状態にしてある。つまりガイドレール66に摺動自在に支持された糊トレイに固定された糊ロール62に対し、シート束の下側縁S1がオーバラップする位置までクランプ部材420が降下する。
Next, the
このオーバラップ量はシート端縁S2と糊ロールとの圧接力によって設定し、この両者間の圧接力はシート端縁が変形してバラけて糊がシート間に透み込む状況によって設定する。更に図示のものは、糊付ユニットEの往路におけるオーバラップ量は、予め設定してあるがシート束の厚さによってオーバラップ量を異ならせても良く、この場合はシート束が厚い程オーバラップ量を大きく、即ち圧接力を強くする。尚シート束の厚さ検出については後述する。 This amount of overlap is set by the pressure contact force between the sheet edge S2 and the glue roll, and the pressure contact force between the two is set according to the situation where the sheet edge is deformed and broken and the glue penetrates between the sheets. Further, in the illustrated example, the overlap amount in the forward path of the gluing unit E is set in advance, but the overlap amount may be varied depending on the thickness of the sheet bundle. In this case, the overlap is greater as the sheet bundle is thicker. Increase the amount, that is, increase the pressure. The detection of the sheet bundle thickness will be described later.
このようなシート束と糊ロールとの位置関係でU3の状態に糊ロール62をシート束の一端(右端)から他端に移動する。この時糊ロール62は図示矢印方向に回転する。糊ロール62がU4の状態にシート束の他端縁(左端)に至ると糊ロール62及び糊付ユニットEを停止する。そこで第2グリップ搬送手段のクランプ部材420を上昇させてホームポジションに戻す(U5参照)。次に再び駆動ローラM7を回転させてクランプ部材420をシート下側端縁S1と糊ロール62との間に少隙の間隙(ギャップ)が形成される位置に降下移動させる。前回と同様に駆動モータのパルス制御によって移動量をコントロールする。このシートの下側端縁S1と糊ロール62表面との間のギャップは糊ロール表面に形成される糊の盛り上がり層が端縁S1に接触する程度で、シート側に付着する糊量を実験的に求めて最適値に設定する。この条件の設定後、糊ロール62はU6の状態に復帰移動させる。
In such a positional relationship between the sheet bundle and the glue roll, the
このように糊塗布動作を束状のシート間に糊を透み込ませる塗布動作と、この塗布動作の後シート端縁と糊ロールとの間にギャップを形成して塗布動作を行うと、束状のシートにはシート間と同時に束状端面には均一な厚さの糊層が形成される。尚、この場合シート束の端縁の左右エッジ部には余剰の糊が付着することがあり、そのエッジ処理が必要な場合がある。 In this way, when the glue application operation is performed to allow glue to penetrate between the bundle-like sheets, and after this application operation, the gap is formed between the sheet edge and the glue roll, the bundle operation is performed. In the sheet-like sheet, a glue layer having a uniform thickness is formed on the bundled end face at the same time between the sheets. In this case, excessive glue may adhere to the left and right edge portions of the edge of the sheet bundle, and the edge processing may be necessary.
U7はそのエッジ処理を示し、上記往路と復路でそれぞれ糊付けした後、糊付ユニットEをエッジ部に戻し過剰糊層を除去する。ナイフエッジロールでエッジ部の糊層を少なくする。次いで糊付けユニットEを他端側に移動(U8参照)し、他端側の余剰糊を除去する。以上の動作で糊塗布を終え、糊付けユニットEはホームポジションへ移動(U11及びU12の状態)し、同様にシート束を把持する。クランプ部材320もホームポジションへ復帰する。
U7 indicates the edge processing, and after gluing in the forward path and the return path, the gluing unit E is returned to the edge portion to remove the excess glue layer. Reduce the glue layer at the edge with a knife edge roll. Next, the gluing unit E is moved to the other end side (see U8), and the excess glue on the other end side is removed. With the above operation, the glue application is completed, and the glue unit E moves to the home position (in the state of U11 and U12) and similarly holds the sheet bundle. The
尚図示実施例では糊付ユニットEの復路での糊塗布動作をシート束下端縁S1と糊ロール表面とを接触しない状態で少許のギャップを形成する場合について説明したが、これはシート束下端縁S1と糊ロール表面とを接触した状態で往路における両者の接触圧により弱い接触圧に設定しても良い。この場合も糊付ユニットEは往路ではシート相互間に糊を透み込ませ、復路では、シート束の端面(背部)にほぼ均一な糊面層を形成する。 In the illustrated embodiment, the glue application operation in the return path of the gluing unit E has been described for the case where a small gap is formed in a state where the sheet bundle lower end edge S1 and the glue roll surface are not in contact with each other. You may set to a weak contact pressure by the contact pressure of both in an outward path in the state which contacted S1 and the glue roll surface. Also in this case, the pasting unit E allows glue to penetrate between the sheets in the forward path, and forms a substantially uniform glue surface layer on the end face (back part) of the sheet bundle in the return path.
「表紙シート搬送機構」
図1のシステムにおいて、シート搬入経路501にはインサータユニットBの給紙経路203が連結され、集積トレイユニットCの排紙経路301が連なっている。このシート搬入経路501には表紙シートの移送経路(以下第2経路という)200が経路切換片201を介して連結されインサータBからの表紙シートを第2経路200に導く。この第2経路200は第1経路100と直交するように交わり、第1経路からシート束と第2経路から表紙シートを逆T状に接合するようになっている。
"Cover sheet transport mechanism"
In the system of FIG. 1, the sheet carry-in
この第2経路200は上下に所定間隔で対向する上部搬送ガイド63と下部搬送ガイド64で構成され、上部搬送ガイド63は第1経路との交差部を境に右側の第1上部搬送ガイド63aと左側の第2上部搬送ガイド63bに区割され左右の搬送ガイドが個別に開閉動するようになっている。そして第1経路100と第2経路200との交差部に接合ステージ150が交差空間として形成され、このステージでシート束と表紙シートとが略々逆T字状に接合される。
The
そこで第2経路には表紙シートの給紙方向を位置合わせする第1の整合手段130と表紙シートの給紙直交方向の位置合わせを行う第2の整合手段135と、この第1、第2の整合手段130、135で整合された表紙シートを接合ステージ150に移送するオフセット移送手段140が配置される。そして第2経路中で接合ステージ150の上流側に第1、第2の整合手段を配置し表紙シートの搬送方向及びこれと直交する方向の位置合わせを行い、この整合した表紙シートをオフセット移送手段140で正確に所定距離送ることによって接合ステージ上に表紙シートをセットする。図示の第1の整合手段130及び第2の整合手段135は次の1つのユニット機構で両者を兼用している。
Therefore, in the second path, the first aligning unit 130 for aligning the sheet feeding direction of the cover sheet, the second aligning unit 135 for aligning the cover sheet in the orthogonal direction of sheet feeding, and the first and second An offset transfer means 140 for transferring the cover sheet aligned by the alignment means 130 and 135 to the joining
図1(b)に示すように排紙経路301と第2経路200との分岐点に図24に示す整合ユニット75が設けてある。この整合ユニット75は図23に示すストッパ部材72とシート端を係止する段差壁72aとを備え、表紙シートの搬入方向(図示矢印)と図示の位置関係にしてある。そして図23に示すように上部ペーパーガイド72bが一体に取付けられ、この整合ユニット75は固定フレーム76に図示左右方向に移動自在に取付けてある。
As shown in FIG. 1B, an
つまり固定フレーム76には図示しないガイドレールが設けてあり、このレールに整合ユニット75が移動可能に嵌合してある。また固定フレーム76には正逆転可能なステッピングモータM12が設けてあり、このモータM12と整合ユニット75が連結してある。図示79は伝動ベルト図示78はそのプーリである。そして伝動ベルト79と整合ユニット75とは固定部材80で固定してある。従って駆動モータM12を駆動することによって整合ユニット75は図示左右方向に移動自在となる。図示LSはリミットセンサである。
That is, the fixed frame 76 is provided with a guide rail (not shown), and the
そこでストッパ72は図24に示すように複数設けられ軸72bで回転自在に構成され図示位置では整合ユニット75のステップ部75aとの間に表紙シートをニップしてホールドし、軸72bを図示時計方向に回転するとストッパ72は起立してシート端縁を段差壁72aと共に係止する。図示SOLはその作動ソレノイドである。このストッパ72は前記シート搬入経路に配置され、作動ソレノイドSOLをオフして倒伏姿勢にすると表紙シートを第2経路に案内し、その後、作動ソレノイドSOLをオンして起立姿勢にするとスイッチバックして逆送する表紙シートを突き当てて停止する。更に表紙シートを突き当て停止した状態で起立状態から倒伏状態にするとシート端縁をニップするように構成されている。
Accordingly, a plurality of
第2経路には上記整合ユニットの下流側に逆転ローラ68が設けられている。このローラ68は表紙シートと係合する位置と退避して非係合の位置に昇降自在に配置され、揺動自在の支持アーム92に取付けられている。そしてこのローラ68には表紙シートを給送方向と反対方向に移送するように駆動モータM13が連結されている。この駆動モータM13は正回転で支持アーム92を上昇させてシートから退避する位置に移動するようにバネクラッチを介して支持アーム92の基端部に連結してあり、その逆回転で支持アーム92をシートと係合する位置に降下し、ローラ68を逆回転する構造になっている。図示93はその伝動ベルトである。図示S71はシートの先端を検出するセンサであり、シートをスイッチバックさせるため上記駆動モータM13を制御するタイミング信号を得る。
A
また第2経路には図19(a)に示すように複数、図示のものは第1上部搬送ガイド63aに2列の搬送ローラ69が配置され、また整合ユニット75の上流側には搬送ローラ(入口ローラ)70が配置されている。この搬送ローラ69が後述するオフセット移送手段を構成し、上記整合ユニット75で整合されたシートを所定量搬送する。
In the second path, as shown in FIG. 19A, a plurality of, as shown, two rows of
その構造を動作と共に説明すると図25はその動作状態図を示す。U1に示すように第2経路に進入した表紙シート(以下単にシートという)はセンサS71で先端が検出され、搬送ローラ70及び搬送ローラ69で送られる。このとき整合ユニットのストッパ72は伏した状態で表紙シートを進入させ、また逆転ローラ68は経路から退避した状態に置かれる。シートの後端がセンサS71からの信号で整合ユニット75を通過する遅延時間の後、搬送ローラ70及び搬送ローラ69をシートから退避させる(U3)。この各搬送ローラ69、70の退避構造については後述する。
The structure will be described together with the operation. FIG. 25 shows the operation state diagram. As shown at U1, the front end of the cover sheet (hereinafter simply referred to as a sheet) that has entered the second path is detected by the sensor S71, and is fed by the
そこで逆転ローラ68をシートと係合する位置に降下し(U4)、同時にシートと係合する全ての搬送ローラをシートから上方に退避させる(U5)。そして逆転ローラ68を駆動しシートを給紙方向と反対方向に移動する。この時ストッパ72は作動ソレノイドSOLによって起立した状態にする。するとシートの後端はストッパ72に係止され、その直後に逆転ローラ68を停止するのと同時にシートから離間させる。尚この逆転ローラ68の停止タイミングはセンサS71がシート後端を検出した信号から算出する(U6)。
Accordingly, the
そこで作動ソレノイドSOLの電源を断ってストッパ72を初期姿勢に戻す(U7)。するとシート後端は整合ユニット75のステップ部(板)75aとストッパ72とにニップされる。この状態で駆動モータM12を起動すると整合ユニット75は給紙方向と直交する方向に移動し、ストッパ72にニップされたシートも同時に移動する。
Therefore, the power supply of the operating solenoid SOL is turned off to return the
図25Cに示すように整合ユニット75を移動可能に支持する固定フレーム76には給紙直交方向に複数のセンサS94、S95が配置してある。そして例えば図25Dに示すようにセンサがOFFのとき(U14)にはシートをセンサ方向に移動するように整合ユニット75を移動し、センサがONしたときから所定量移動することによってシートの横方向の位置を割り出す(U15)。またセンサがONのとき(U16)には整合ユニット75を反対方向に移動し、シート側縁がセンサを過ってOFFになったときから所定量移動することによってシートの横方向の位置を割り出す。
As shown in FIG. 25C, a plurality of sensors S94 and S95 are arranged on the fixed frame 76 that movably supports the
このようなシートの給紙直交方向の位置を割出(整合)した後、搬送ローラ69及び70をシートと係合する位置に降下し(U9)、次いで全ての搬送ローラをシートと係合され、逆転ローラ68のみをシートから退避した位置に置く(U10)。そこで再び作動ソレノイドSOLをONしてストッパを起立方向に回動し、その後搬送ローラ69を回転駆動する(U11)。するとシートは第2経路200を下流側に搬送され、ストッパ72は初期状態の倒伏姿勢に復帰してその後に備える。
After indexing (aligning) the position of the sheet in the direction perpendicular to the sheet feeding direction, the conveying
そこで上記搬送ローラ70及び69の昇降機構について説明する。これらローラは上述のようにシートと接してこれを搬送する状態と、シートから離れて非作動状態とに制御されるが搬送ローラ69は、図20(a)に示すように上部搬送ガイド63に設けた支持ステー82に両サイドを軸受け支持されている。そしてこの支持ステーは82は装置フレームに複数設けた揺動アーム83に取付けてあり、装置フレームの左右側枠それぞれに少なくともシート搬送方向前後に2箇所設けられた揺動アームで搬送ガイドと搬送ローラとは略々平行に上下動するように支持されている。
Therefore, the lifting mechanism for the conveying
そこでこの揺動アーム83は軸支部のギア85を駆動モータM14に連結した伝動ギア85aに連結され、モータの回動で上記搬送ガイドと搬送ローラの昇降位置を制御することが出来る。尚この駆動モータM14は搬送ローラをシートから若干退避した非作動位置と、上部搬送ガイドを下部搬送ガイドから大きく開いた位置とに揺動アーム83を2段階に角度制御する。尚、図示84は揺動アームの復帰スプリングである。そして搬送ローラ69と同一の構造で搬送ローラ69bが前述の第2搬送ガイド63bに支持ステー82bで取付けられ、この支持ステーは揺動アーム83bで貨幣自在に支持されている。ただし接合ステージの左側(下流側)に位置する揺動アーム83bは上記右側に位置する揺動アーム83aと反対方向に回動紙し対象の動作をするように構成され、駆動モータM15でアームを回動するようになっている。
Therefore, the
このように構成された搬送ローラ69は駆動モータM13に連結され、制御CPUによって制御される。制御CPUは図示しないが上記のストッパ72で位置決めされた表紙シートを給送方向と直交する方向に幅寄せする第2の整合動作を実行させ、その完了後駆動モータM14を起動して搬送ローラ69がシートと接する作動位置に降下させ、その後駆動モータM13を起動して表紙シートを接合ステージ150に向けて所定量搬送する。
The
この搬送ローラ69の制御は、まず制御CPUは表紙シートのサイズ(搬送方向長さ)と第1経路100から送られるシート束の厚さからシートの中心が接合ステージの中心と一致する搬送量を算出し、その結果に基づいてステッピングモータで構成される駆動モータM13のステップ数を割り出し、電源パルスを供給する。この場合シートの長さサイズのみから送り量を算出する場合と、シートの長さサイズと第1経路からのシート束の厚さから送り量を算出する場合のいずれかを選択する。
The control of the conveying
前者はシート束の厚さ検出が不要で送り量算出も容易であるがシート束の厚さが異なると表紙シートとシート束を折り合わせた際に両者の縁が不揃いとなる問題がありシート束の厚さがほぼ均一な装置仕様に適する。また、後者はシート束の検出精度によって同様の不揃いの恐れがあるが、多様な厚さの製本を必要とする装置仕様に適する。シート束の厚さ検出は例えば前述の糊付け時の接触圧を調整する為のシート束の厚さ検出方法を適用することが出来る。以上の搬送ローラ69及びその制御手段(例えば上述の制御CPU)がオフセット移送手段を構成することとなる。
The former does not require detection of the thickness of the sheet bundle and it is easy to calculate the feed amount. However, if the thickness of the sheet bundle is different, there is a problem in that the edges of the cover sheet and the sheet bundle become uneven when the sheets are folded. Suitable for equipment specifications with uniform thickness. Further, the latter may have the same irregularity depending on the detection accuracy of the sheet bundle, but is suitable for apparatus specifications that require bookbinding with various thicknesses. For detecting the thickness of the sheet bundle, for example, the sheet bundle thickness detecting method for adjusting the contact pressure at the time of gluing can be applied. The
「シート束と表紙シートの接合機構」
上記第1経路100と第2経路200との交点には接合ステージ150が形成され、この接合ステージで第1経路からのシート束と第2経路からの表紙シートが逆T字状に接合される。まず第1経路100では第2グリップ搬送手段420に把持されたシート束に糊塗布ユニットEで下側端縁に糊付けが施され、糊トレイ61は経路外に退避する(前述のU12参照)。これと同時に第2経路200では接合ステージ150に表紙シートがセットされている(前述のU12参照)。
"Mechanism of joining sheet bundle and cover sheet"
A joining
図28に基づいてシート束と表紙シートの接合の構造と動作を同時に説明する。図示W1に示す状態にシート束と表紙シートはセットされ、シート束は第2グリップ搬送手段420で支持している。図示437は前述の基準部材であり、63aは第1上部搬送ガイド、63bは第2上部搬送ガイドである。また接合ステージ150には表紙シートCSの背面を支持するバックアップ部材151と、背折りブロック155が設けられている。このバックアップ部材151と、背折ブロック155の構造は後述する。
The structure and operation of joining the sheet bundle and the cover sheet will be described simultaneously with reference to FIG. The sheet bundle and the cover sheet are set in the state shown in W1 in the drawing, and the sheet bundle is supported by the second grip conveying means 420. 437 in the figure is the above-described reference member, 63a is a first upper transport guide, and 63b is a second upper transport guide. The joining
そこで駆動モータM15を回転して第2上部搬送ガイドを図示W2の状態に第2下部搬送ガイド64開放すると基準部材437はこのガイドと一体に第1経路から退避する。そこで第2グリップ搬送手段(以下メインクランパ421で説明する)を駆動モータM7を駆動することによってシート束を下流側に移送する。すると図示W3の状態に表紙シートCSとシート束Sとは接合し、このときバックアップ部材151が表紙シートの背面を支持する。尚このバックアップ部材151と下部搬送ガイドとの間にはギャップが形成してあり、このギャップに背折ブロック155が進入するようになっている。
Therefore, when the drive motor M15 is rotated to open the second
次に、第1上部搬送ガイド63aを先の第2搬送ガイドと同様に下部搬送ガイド64aから離間させる。W4の状態で表紙シートCSは上部側が開放され自由となる。この表紙シートが自由な状態で背折ブロック155がW5の状態に表紙シートを折り曲げる。この背折ブロック155は左右一対のブロックで互いに離間したW4の位置からシート束の肩部をプレスするように開閉自在に構成され、バックアップ部材151と共に冊子処理の背部をプレス整形する。
Next, the first
次いで、シート束の肩部から背折ブロック155を源位置に復帰し(W6)、その後メインクランパ421をシート束Sから解除する(W7)。この解除後にメインクランパ421を第1経路の上流側に後退させ(W8)、再びメインクランパ421でシートを把持する(W9)。従ってメインクランパ421はシート束を接合動作時(上述のW1からW5の動作)はシート束の下端縁部を把持し、その後はシート束の中央部を把持することとなる。このように接合動作時にシート束の下端縁部を把持したのは接合時に作用するプレス圧によってシート束がバラけるのを防止するためである。
Next, the back folding block 155 is returned to the source position from the shoulder of the sheet bundle (W6), and then the
次にメインクランパ421がシート束の把持位置を変更した後、メインクランパ421をバックさせバックアップ部材151から表紙シートを引き離す(W10)。このクランパの後退動作は前述の駆動モータM7のパルス制御で行う。表紙シートCSが引き離された後、バックアップ部材151を第1経路からW11の状態に退避させる。
Next, after the
一方、接合ステージ150の下流側には第1経路に折り搬送手段が設けられ、図示のものは一対の折りロール160で構成してあり、この一対のロールは互いに圧接及び離間自在に構成され、図示しない圧接スプリングで圧接し、作動ソレノイドで離間するようになっている。そこでこの折りロール160を離間させ(W12)、メインクランパ421を第1経路に沿って下流側に下降させる(W13)。このシート束の位置をセンサで検出して折りロール160を圧接状態にする(W14)。次いでメインクランパ421をシート束から解除(W15)して折りロール160を搬出方向に回転させシート束を搬出する(W16)。以上の構造及びその動作でシート束と表紙シートとは互いに冊子状に接合され折り畳まれることなるが、各構成の復帰動作について説明する。
On the other hand, a folding conveyance means is provided in the first path on the downstream side of the joining
W17はメインクランパ421の復帰動作でシート束の後端が接合ステージ150を通過した後、センサでシート後端を検出した信号で、メインクランパ421を含む第2グリップ搬送手段420はその姿勢を90度変換して後続するシート束を受け入れる姿勢に復帰する。これと同時に第1及び第2の上部搬送ガイドも後続する表紙シートを搬送する原位置に復帰する。
W17 is a signal indicating that the rear end of the sheet bundle has passed through the joining
W18及びW19は折りロール16が圧接状態から離間した状態に復帰する状態を示し、W20はバックアップ部材151と背折りブロック155が原位置に復帰した状態をそれぞれ示す。このように冊子状に綴合わせられたシート束は折り搬出手段である折ロールからトリミングユニットに送られ、糊綴じ縁を除く3方向の縁をカッティングされ、収納スタックトレイに収納される。
W18 and W19 indicate a state in which the folding roll 16 returns to the separated state from the pressure contact state, and W20 indicates a state in which the
100 第1経路
200 第2経路
305 トレイ手段
305a 固定支持部
305b 可動支持部
305c 補助トレイ
311 第1の規制手段
314 整合手段
315a、315b 整合部材
320 押圧手段
323 押圧片
332 トレイ組
401 第1グリップ搬送手段
403 上クランプ
404 下クランプ
409 側枠フレーム
420 第2グリップ搬送手段
421 メインクランパ
421a 固定クランパ
421b 可動クランパ
422 サブクランパ
423a、423b 側枠
424 回転軸
425 扇形ギア
459 ロック解除片
M2a、M2b ステッピングモータ
M3 昇降モータ
M5 旋回モータ
100
Claims (11)
上記第1経路と交差し、表紙シートを略々水平方向に移送する第2経路と、
上記交差部に設けられ上記表紙シートとシート束とを接合する接合ステージと、
上記接合ステージの上流側に配置され上記第1経路に沿ってシート束を把持して移送するグリップ搬送手段と、
上記接合ステージの下流側に配置され上記表紙シートとシート束とを折り合わせて搬出する折り搬送手段とを備え、
上記グリップ搬送手段は、シート束を挟んで把持する開閉自在のクランプ部材と、このクランプ部材を開閉動するクランプ制御手段とから構成され、
このクランプ制御手段は、上記シート束を上記接合ステージで上記表紙シートと接合するときと、接合後のシート束を上記折り搬送手段に移送するときの上記クランプ部材がシート束を把持する位置を異ならせることを特徴とする製本装置。 A first path for transporting the sheet bundle in a substantially vertical direction;
A second path that intersects the first path and transports the cover sheet in a substantially horizontal direction;
A joining stage for joining the cover sheet and the sheet bundle provided at the intersection;
Grip conveying means arranged on the upstream side of the joining stage for gripping and transferring the sheet bundle along the first path;
A folding conveyance means arranged on the downstream side of the joining stage for folding and carrying out the cover sheet and the sheet bundle;
The grip conveying means is composed of an openable and closable clamp member that sandwiches and holds the sheet bundle, and a clamp control means that opens and closes the clamp member.
The clamp control means is configured so that the position at which the clamp member grips the sheet bundle when the sheet bundle is joined to the cover sheet at the joining stage and when the joined sheet bundle is transferred to the folding conveying means is different. A bookbinding apparatus characterized by
前記クランプ部材と、
このクランプ部材を前記第1経路に沿って往復動自在に案内するガイド手段と、
このガイド手段に沿って上記グリップ搬送手段を往復動する駆動手段とを備え、
この駆動手段は、
シート束が前記接合ステージに到達して前記表紙シートを接合する接合動作と、
この接合動作の後、反転して上記クランプ部材を上記接合ステージからスイッチバックさせる後退動作と、
この後退動作の後、上記シート束の下側端縁が上記接合ステージを過って前記折り搬送手段に引き渡す転送動作を実行することを特徴とする請求項1乃至3の何れかの項に記載の製本装置。 The grip conveying means is
The clamp member;
Guide means for guiding the clamp member to reciprocate along the first path;
Drive means for reciprocating the grip conveying means along the guide means,
This drive means
A joining operation in which a sheet bundle reaches the joining stage and joins the cover sheet;
After this joining operation, reverse operation to reverse and switch back the clamp member from the joining stage,
4. The transfer operation according to claim 1, wherein after the retreating operation, a lower end edge of the sheet bundle passes through the joining stage and is transferred to the folding conveying unit. 5. Bookbinding equipment.
前記転送動作時はクランプ部材がシート束の中央部を把持するように前記クランプ部材を制御することを特徴とする請求項4に記載の整本装置。 The clamp control means is configured such that the clamp member grips a lower edge of the sheet bundle during the joining operation,
The bookbinding apparatus according to claim 4, wherein the clamp member is controlled so that the clamp member grips a central portion of the sheet bundle during the transfer operation.
上記左右の上部搬送ガイドは上記接合ステージを中心に相互に接近及び離間自在で且つ上記下部搬送ガイドとの間隔を拡開可能に搬送ガイドシフト手段に支持され、
上記搬送ガイドシフト手段は、前記シート束が接合ステージから折り搬送手段に移送される際、左右の上部搬送ガイドを互いに離間する方向で且つ下部搬送ガイドから離間する方向に移動することを特徴とする請求項1乃至6の何れかの項に記載の整本装置。 The second path is composed of upper and lower conveying guides that are vertically opposed to each other at a predetermined interval, and the upper conveying guide is divided into left and right sections around the joining stage in the conveying direction of the cover sheet,
The left and right upper transport guides are supported by a transport guide shift means so as to be able to approach and separate from each other around the joining stage and expand the distance from the lower transport guide,
The conveyance guide shift unit moves the left and right upper conveyance guides in a direction away from each other and in a direction away from the lower conveyance guide when the sheet bundle is transferred from the joining stage to the folding conveyance unit. The bookbinding apparatus according to any one of claims 1 to 6.
上記第1経路と交差し、表紙シートを略々水平方向に移送する第2経路と、
上記交差部に設けられ上記表紙シートとシート束とを接合する接合ステージと、
上記接合ステージの上流側に配置され上記第1経路に沿ってシート束を把持して移送するグリップ搬送手段と、
上記グリップ搬送手段で支持されたシート端の下側端縁に糊を塗布する糊塗布手段と、
上記第1経路に進退自在に配置され上記接合ステージ上の表紙シートをバックアップ支持するバックアップ部材と、
上記接合ステージの下流側に配置され上記表紙シートとシート束とを折り合わせて搬出する折り搬送手段とを備え、
上記バックアップ部材を上記第1経路から経路外に退避する際に、
上記グリップ搬送手段を後退させて上記シート束の下側端縁を上記バックアップ部材から所定距離離間させることを特徴とする整本装置。 A first path for transporting the sheet bundle in a substantially vertical direction;
A second path that intersects the first path and transports the cover sheet in a substantially horizontal direction;
A joining stage for joining the cover sheet and the sheet bundle provided at the intersection;
Grip conveying means arranged on the upstream side of the joining stage for gripping and transferring the sheet bundle along the first path;
Glue applying means for applying glue to the lower edge of the sheet end supported by the grip conveying means;
A backup member that is disposed in the first path so as to freely move back and forth, and supports the cover sheet on the joining stage as a backup;
A folding conveyance means arranged on the downstream side of the joining stage for folding and carrying out the cover sheet and the sheet bundle;
When retracting the backup member from the first path out of the path,
The bookbinding apparatus, wherein the grip conveying means is moved backward to separate the lower edge of the sheet bundle from the backup member by a predetermined distance.
この左右の上部搬送ガイドは上記接合ステージを中心に接近及び離間自在で且つ上記下部搬送ガイドと離間自在に搬送ガイドシフト手段に支持され、
この搬送ガイドシフト手段は前記シート束が接合ステージから折り搬送手段に移送される際、左右の上部搬送ガイドを互いに離間する方向で且つ下部搬送ガイドと離間する方向に移動することを特徴とする請求項9に記載の整本装置。 The second path is composed of upper and lower transport guides that are vertically opposed to each other at a predetermined interval, and the upper transport guide is configured by dividing the front and rear in the transport direction around the joining stage,
The left and right upper transport guides are supported by the transport guide shift means so as to be able to approach and separate around the joining stage and to be separated from the lower transport guide.
The conveyance guide shift means moves the left and right upper conveyance guides away from each other and away from the lower conveyance guide when the sheet bundle is transferred from the joining stage to the folding conveyance means. Item 10. The apparatus according to Item 9.
この画像形成手段からのシートを束状に積載する積載手段と、
上記積載手段で冊子状に集積したシート束を整本する整本装置とを備えた画像形成装置であって、上記整本装置は、請求項1乃至10の何れかの項に記載の製本装置で構成されることを特徴とする画像形成装置。 Image forming means for forming an image on a sheet;
A stacking unit that stacks sheets from the image forming unit in a bundle;
11. A bookbinding apparatus according to any one of claims 1 to 10, comprising: an image forming apparatus including a bookbinding apparatus that performs bookbinding of sheet bundles collected in a booklet form by the stacking unit. An image forming apparatus comprising:
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005175648A JP4101256B2 (en) | 2005-06-15 | 2005-06-15 | Bookbinding apparatus and image forming apparatus using the same |
| CN2009101710952A CN101654028B (en) | 2005-06-15 | 2006-06-14 | Bookmaking apparatus |
| CN2010105863146A CN102107566B (en) | 2005-06-15 | 2006-06-14 | Sheet bundle conveyance apparatus |
| CN2010105863061A CN102107565B (en) | 2005-06-15 | 2006-06-14 | Bookmaking apparatus |
| CN2006100872903A CN1880101B (en) | 2005-06-15 | 2006-06-14 | Sheet bundle conveyance apparatus |
| US11/453,059 US7497428B2 (en) | 2005-06-15 | 2006-06-15 | Sheet bundle conveyance apparatus |
| US12/292,779 US7712733B2 (en) | 2005-06-15 | 2008-11-26 | Bookmaking apparatus |
| US12/702,914 US7918442B2 (en) | 2005-06-15 | 2010-02-09 | Bookmaking apparatus |
| US12/929,982 US8052131B2 (en) | 2005-06-15 | 2011-03-01 | Bookmaking apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005175648A JP4101256B2 (en) | 2005-06-15 | 2005-06-15 | Bookbinding apparatus and image forming apparatus using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006347695A JP2006347695A (en) | 2006-12-28 |
| JP4101256B2 true JP4101256B2 (en) | 2008-06-18 |
Family
ID=37643936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005175648A Active JP4101256B2 (en) | 2005-06-15 | 2005-06-15 | Bookbinding apparatus and image forming apparatus using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4101256B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4404134B2 (en) | 2007-11-16 | 2010-01-27 | コニカミノルタビジネステクノロジーズ株式会社 | Bookbinding system |
-
2005
- 2005-06-15 JP JP2005175648A patent/JP4101256B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006347695A (en) | 2006-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7484721B2 (en) | Sheet bundle conveyance apparatus and bookmaking apparatus using the same | |
| JP4836655B2 (en) | Bookbinding equipment | |
| US9248687B2 (en) | Bookmaking method | |
| JP4709688B2 (en) | Sheet stacking apparatus and bookbinding apparatus provided with the same | |
| JP5022016B2 (en) | Bookbinding apparatus and image forming system having the same | |
| US20060290046A1 (en) | Sheet stacking apparatus and bookmaking apparatus using the same | |
| US7500663B2 (en) | Bookmaking apparatus and image forming apparatus equipped with the same | |
| US8052131B2 (en) | Bookmaking apparatus | |
| JP4152401B2 (en) | Sheet bundle conveying device | |
| JP4756584B2 (en) | Bookbinding apparatus and image forming system using the same | |
| JP5046825B2 (en) | Bookbinding equipment | |
| JP2008307617A (en) | Cutting device and cutting method | |
| JP4177356B2 (en) | Sheet bundle conveying apparatus and bookbinding apparatus using the same | |
| JP4849600B2 (en) | Bookbinding apparatus, bookbinding system, and bookbinding method | |
| JP5165979B2 (en) | Bookbinding equipment | |
| JP4101256B2 (en) | Bookbinding apparatus and image forming apparatus using the same | |
| JP2009018492A (en) | Bookbinding device and image forming system | |
| JP4868399B2 (en) | Automatic bookbinding device | |
| JP2011131417A (en) | Bookbinding apparatus and image forming system equipped with the same | |
| JP2007062290A (en) | Sheet binding device and bookbinding apparatus using this | |
| JP2009154468A (en) | Bookbinding apparatus, image forming system and sheet bundle feed device | |
| JP2008074012A (en) | Bookbinding apparatus and image forming system equipped with this | |
| JP2007069994A (en) | Sheet processing device and bookbinding device using this |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080314 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080318 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110328 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4101256 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120328 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130328 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140328 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |