JP3857873B2 - 燃料電池用セパレータとその製造方法、および燃料電池 - Google Patents
燃料電池用セパレータとその製造方法、および燃料電池 Download PDFInfo
- Publication number
- JP3857873B2 JP3857873B2 JP2000342574A JP2000342574A JP3857873B2 JP 3857873 B2 JP3857873 B2 JP 3857873B2 JP 2000342574 A JP2000342574 A JP 2000342574A JP 2000342574 A JP2000342574 A JP 2000342574A JP 3857873 B2 JP3857873 B2 JP 3857873B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- metal layer
- layer
- metal
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/58—After-treatment
- C23C14/5826—Treatment with charged particles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
- C23C14/025—Metallic sublayers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/58—After-treatment
- C23C14/5846—Reactive treatment
- C23C14/5853—Oxidation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/58—After-treatment
- C23C14/5873—Removal of material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0223—Composites
- H01M8/0228—Composites in the form of layered or coated products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/023—Porous and characterised by the material
- H01M8/0232—Metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
- H01M8/0208—Alloys
- H01M8/021—Alloys based on iron
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
- H01M8/0254—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form corrugated or undulated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Fuel Cell (AREA)
- Physical Vapour Deposition (AREA)
Description
【発明の属する技術分野】
本発明は、燃料電池に関し、特に、固体高分子型燃料電池などの比較的低温で運転される燃料電池用セパレータの技術の改良に関する。
【0002】
【従来の技術】
燃料電池においては、固体電解質型、溶融炭酸塩型など500℃以上の高温で運転するものの他に、電解質膜としてイオン交換樹脂からなる固体高分子膜を用いることによって、200℃以下の比較的低温で運転できる固体高分子型燃料電池が開発されている。
【0003】
一般的な固体高分子型燃料電池は、固体高分子膜の一方の面にアノード、他方の面にカソードが配されたセルを、水素などの燃料および空気などの酸化剤を流通させる溝と、当該溝同士の間に形成されたリブとを備える一対の導電性プレート(以下、この導電性プレートを「セパレータ」という。)を介して多数積層した構成となっている。
【0004】
こうしたセルを多数積層した固体高分子型燃料電池においては、セパレータの機能が発電効率に大きな影響を及ぼす。通常、セパレータに要求される機能として、高導電性(低接触抵抗)、高耐食性、高親水性、高機械強度(高剛性)、高成形性、薄型・軽量性、ガスの不透過性が挙げられ、これらの機能を一定の範囲で満たすものとして、従来ではカーボン材料が用いられていた。
【0005】
ところで、より小型で高出力の燃料電池を開発するためには、セパレータの厚みを薄くすることが望まれており、カーボン材料では、その厚みを薄くすると機械強度および成形性に限界があった。そこで、現在では、セパレータの厚みを薄くしても機械強度、成形性に優れた、金属を基板とするセパレータの開発が進められている。
【0006】
ところが、金属を基板とするセパレータを用いる場合には、耐食性および接触抵抗の点で問題がある。すなわち、金属は、一般的に耐食性が低く、通常の燃料電池においてはその反応下において水が存在するため、腐食されやすい。さらに、金属の表面は、酸化により不動態層が形成されるため、カーボン材料に比べて接触抵抗が高く、そのような金属セパレータに通電された場合には電圧降下が大きくなり、燃料電池の性能低下を招くおそれがある。
【0007】
このような問題に対して、例えば、セパレータに用いる基板の金属にステンレス鋼を用い、その表面に金、白金、ニッケルなどの高い耐食性および導電性を有する貴金属材料をメッキする技術がある(例えば、特開平10−228914号公報参照、以下、第1従来技術という。)。この第1従来技術によると、基板に用いられるステンレス鋼は耐食性に優れるとともに、その基板表面には耐食性および導電性に優れた金などがメッキされるので、高耐食性、低接触抵抗を実現することができる。
【0008】
しかし、メッキはピンホール欠陥を生じる可能性があり、完全な被覆が困難であるため、こうしたピンホール欠陥が存在した場合には、この部分に局所的な電池が形成され、セパレータは急速に腐食されてしまう。
これに対して、例えば、特開2000−164228号公報に開示されている技術(以下、第2従来技術という。)がある。
【0009】
図7は、第2従来技術における燃料電池用セパレータの拡大断面図である。同図に示す燃料電池用セパレータは、ステンレス鋼の基板3100表面に、耐食性層3200と、その上に導電層3300とが多層構造となるように設けられている。この技術によれば、それぞれの層に各機能を分担させるようにしているので、当該セパレータは、高耐食性と低接触抵抗とを実現することができる。
【特許文献1】
特開平10−228914号公報
【特許文献2】
特開2000−164228号公報
【特許文献3】
特開平11−144744号公報
【0010】
【発明が解決しようとする課題】
しかしながら、この第2従来技術では、ステンレス基板表面の耐食性層は、耐食性には優れるものの電気抵抗は高い値を示す。すなわち、上記セパレータにおいては、基板3100から導電層3300の間に電気抵抗値の高い耐食性層3200が存在するので、たとえ耐食性層3200を薄く形成したとしても厚み方向の電気抵抗が高くなってしまうという問題がある。
【0011】
本発明は、上記の問題に鑑み、高耐食性を確保するとともに高導電性を確保できる燃料電池用セパレータとこれを用いた燃料電池、および燃料電池用セパレータの製造方法を提供することを目的とする。
【0012】
【課題を解決するための手段】
上記課題を解決するために、本発明に係る燃料電池用セパレータは、基板がステンレス鋼、アルミ、アルミ合金のいずれかから選択される金属からなる燃料電池用セパレータにおいて、前記基板表面に形成され、少なくともCrを20wt%以上含む金属層と、当該金属層表面に接合され、導電性を有する複数の導電性金属粒子が相互に融着してなる多孔体の導電層と、当該接合面における前記導電層の孔部位と対応する前記金属層表面に形成され、前記金属層が酸化処理されることにより形成される酸化物層と、を備えることを特徴とする。
【0013】
これにより、燃料電池用セパレータは、金属が基板と異なる金属からなるため基板の金属と金属層の金属との組み合わせによって、セパレータの強度、導電性など種々の物性を持たせることができる。また、第2従来技術のように電気抵抗値の高い耐食性層を介するのではなく、金属層と導電性多孔体とが直接接合しているので、セパレータ内における厚み方向の導電性が向上する。また、導電性多孔体は導電性粒子が融着して形成されているため、接触抵抗も低く保たれ、その粒子間の隙間には保水することも可能となる。さらに、金属層と多孔性導電体との接合面における導電体の孔部位と対応する金属層表面は、基板よりも耐食性に優れる酸化物被膜が形成されているので耐食性に優れ、セパレータは高耐食性と低接触抵抗、高導電性を兼ね備えることができる。
【0014】
この場合、前記酸化被膜は、前記金属層が酸化処理されることにより形成され、前記導電性粒子と前記金属層との界面における金属層部位よりも強く酸化していることが、耐食性および導電性を高める観点において好ましい。
また、前記金属層を、前記基板よりも高い導電性を有するようにしたり、前記導電性多孔体を、前記基板よりも高い導電性を有するようにしたりすれば、燃料電池用セパレータの導電性をさらに上げることができる。
【0015】
ここで、燃料電池用セパレータにリブと溝が形成されている場合、接触抵抗を低減するため、少なくともリブ頂部には導電性多孔体を設けることが望ましい。
また、基板の具体的な材質としては、ステンレス鋼、アルミ、アルミ合金のいずれかから選択される材質のものを使用することができる。
金属層における具体的な材質としては、CrまたはCrを20wt%以上含むCr合金を使用することができる。さらに、このCr合金にNi,Ti,Nb,Au,Ptの1種類以上の元素を含むものを用いれば、セパレータの導電性をさらに向上させることができる。
【0016】
導電性多孔体の具体的な材質としては、Ni,Ti,Nb,Au,Ptのうち1種類以上の元素を含む金属を使用することができる。
本発明に係る燃料電池用セパレータの製造法は、基板が金属からなる燃料電池用セパレータの製造方法であって、前記基板表面に、基板よりも高い耐食性を示す酸化被膜となり得る金属からなる金属層を形成する金属層形成ステップと、形成された金属層表面に、前記基板より高い導電性を有する複数の導電性粒子が相互に融着してなる多孔性導電層を形成する導電層形成ステップと、前記金属層および導電性粒子の露出表面を酸化処理する酸化処理ステップと、当該導電性粒子の露出表面に形成された酸化物を除去する酸化物除去ステップとを有することを特徴とする。
【0017】
これにより、金属層と導電性粒子との間が直接接するように形成することができるため、接触抵抗が低く保たれるとともに、金属層の露出表面においては基板より耐食性に優れる酸化物層が被膜されるので、導電性および耐食性に優れる燃料電池用セパレータを製造することができる。
ここで、金属層の形成方法としては物理蒸着法を用いることができる。これによれば、均質な金属層を形成することができる。この物理蒸着法に用いるターゲット物質に、酸化物となったときの耐食性が基板よりも高い物質を用いれば、金属層が酸化して形成される酸化被膜は、さらに耐食性に優れるので燃料電池用セパレータの耐食性が向上する。
【0018】
また、導電層形成ステップにおいて、多孔性導電層を物理蒸着法を用いて形成すれば、導電性粒子が相互に融着した導電層を均質に形成することができる。
ここで、この物理蒸着法としてアーク型イオンプレーティング法を用いれば、より短持間に効率よく多孔性導電層を形成することができる。
また、酸化物除去ステップにおいて、アーク型イオンプレーティング装置を用いて不活性ガスをボンバードすることにより、金属層の酸化被膜は残しつつ、導電性粒子に形成される酸化物層を選択的に除去することができる。
【0019】
【発明の実施の形態】
以下、本発明に係る燃料電池用セパレータの実施の形態を、固体高分子型燃料電池に適用した場合について図面を参照しながら説明する。
(1)固体高分子型燃料電池のセル構成
図1は、固体高分子型燃料電池の要部分解斜視図であり、1つのセルユニットを示している。
【0020】
同図に示すように、セルユニット10は、セル20と、それを狭持するアノード側セパレータ30、カソード側セパレータ40とから構成される。
セル20は、固体高分子膜21、アノード22、カソード23を備え、固体高分子膜21を介してアノード22、カソード23が対向して設けられる。
固体高分子膜21は、電解質としてのイオン交換樹脂からなる膜であり、アノード22、カソード23は、それぞれ貴金属触媒が担持された担体を含むシート状成型体である。
【0021】
アノード側セパレータ30のアノード22と対向する側の主面には、アノード側流路30aとアノード側リブ30bとが交互に繰り返して形成され、カソード側セパレータ40のカソード23と対向する側の主面には、カソード側流路40aとカソード側リブ40bとが交互に繰り返して形成されている。
図2は、アノード側セパレータ30を、アノード側流路30aに沿った方向から見た断面図を示す。なお、カソード側セパレータ40は、アノード側セパレータ30と略同じ構成であるので、以下、アノード側セパレータ30を例にセパレータの構成を説明する。
【0022】
同図に示すように、アノード側セパレータ30は、アノード側流路30aとアノード側リブ30bとが交互に繰り返して形成された基板31の一主面に中間層32と導電層33が形成されて構成される。この中間層32と導電層33は、アノード側流路内面34およびアノード側リブ頂部35の表面全体にわたってほぼ均一の厚さで形成されており、保水性、親水性を向上させ、接触抵抗を低減する働きを備える。アノード側セパレータ30は、図1に示すようなセルユニット10を組み立てた状態において、アノード側リブ頂部35がアノード22に当接して押圧された状態で固定される。
【0023】
このようなセルユニット10を備えた燃料電池においては、その稼働時には図1に示すように、アノード側流路30aに燃料ガス、カソード側流路40aに空気が供給される。そして、アノード22側に供給される燃料ガス中の水素は、プロトン(H2→2H++2e-)となり、固体高分子膜21中をカソード23側へ移動する。一方、カソード23側に供給されるカソードガス中の酸素は、固体高分子膜21中を移動してきたプロトンと反応して水を生じる(2H++1/2O2+2e-→H2O)。この化学反応機構(発電反応)によって生成する水、ならびに燃料ガスに供給された加湿水によって、アノード側流路30a、カソード側流路40aは湿潤状態となる。
【0024】
(2)セパレータ表面の構成
図3は、アノード側セパレータ30の対向面側の表面(アノード側流路30aおよびアノード側リブ30b)付近の拡大断面図である。
同図に示すように、アノード側セパレータ30は、基板31、中間層32、導電層33を備え、基板31の対向面側表面に中間層32が積層され、その上に導電性粒子330がランダムに積層されて複雑に多孔化された導電層33が形成されて構成されている。この中間層32と導電性粒子330、および導電性粒子330同士の間においては、それぞれが融着されており、導電性粒子330は剥離しにくい構造となっている。
【0025】
基板31は、耐食性に優れた材質のSUS304鋼,SUS316鋼などステンレス鋼、あるいは、軽量性に優れたアルミ、アルミ合金などから構成される。
中間層32は、金属層321と酸化物層322とから構成される。
金属層321は、酸化物となった場合に基板31よりも耐食性に優れる物質からなり、基板31のアノード22対向面上に膜状に形成される。ここで、金属層321が、基板31よりさらに導電性が高い材質(例えば、CrやCrを20wt%以上含むCr合金)のものであれば、セパレータの導電性が向上するので好ましい。さらに、金属層321がCrを20wt%以上含むとともに、基板31よりさらに導電性が高い材質(例えば、Ni,Ti、Nb,Au,Ptのうち、1種類以上の元素を含む金属)を含む合金であれば、セパレータの導電性も向上するのでさらに好ましい。
【0026】
この金属層321における、導電性粒子330が融着していない露出表面部分には、酸化処理されることにより形成される酸化物層322が被膜されている。
酸化物層322は、基板31よりも耐食性に優れる酸化物(たとえば、酸化クロム)からなり、金属層321の露出部分、すなわち導電性粒子330と金属層321が融着していない部分を被膜するように形成されている。
【0027】
この酸化物層322は、金属層321および基板31への酸素の透過を防ぐ保護層の役割を果たし、燃料電池の稼動中に発生する金属層321の酸化の進行を抑制するものであれば、金属層321を酸化した酸化被膜であってもよいし、耐食性に優れる他の金属酸化物などが積層されたものであってもよい。酸化物層322は、酸素の透過を防ぐために金属層321の露出表面全面を覆うように形成されていることが好ましいが、必ずしも全面である必要はなく、部分的にでも形成されていれば、少なくともその部分における酸化の進行を防ぎ、耐食性を上げることができる。
【0028】
導電層33は、導電性粒子330からなり、この導電性粒子と金属層321との融着、および導電性粒子330同士の融着により複雑に多孔化されて構成されている。そのため、導電層33は、その孔間に水分を保持することができ、高い保水性、親水性を保つことができるうえ、アノード側リブ30bがセルユニット10に組み付けられた場合(図1参照)、アノード側リブ頂部35(図2)がアノード22へ押圧されるので、柔軟なシート状成形体であるアノード22が変形して導電層33との密着度を高める結果、その接触抵抗を低減する効果を有する。
【0029】
導電性粒子330は、遷移金属からなる導電性粒子であり、接触抵抗を低減する観点から基板よりも導電性が高いことが好ましく、例えば、INCOLOYR800(ハンティントンアロイズカナダリミテッド社登録商標、成分比 Ni:Cr:Fe=33:21:45)や、Ni/Mo鋼(成分比 Ni:Mo=64:30)から構成される。ここで、遷移金属の組成として、Ni,Ti,Nb,Au,Ptの内、1種類以上の元素を含むようにすれば、導電性が向上し、電気抵抗が低下することから接触抵抗も低減する。また、Crを含むアモルファス金属とすれば、さらに耐食性が向上する。導電性粒子330の固体状態としては、結晶性の金属であってもよいが、アモルファス化された金属である方が好ましい。一般的にアモルファス金属は、結晶相に見られる粒界、転位といった不均一構造を含まず、局所的に化学ポテンシャル差を生じる可能性が小さいので、耐食性が向上する。
【0030】
この導電性粒子330は、金属層321との界面である各ポイントP1において直接融着されている。このポイントP1においては酸化物層が存在しないので、セパレータはその接触抵抗を低く維持することができる。すなわち、電気抵抗値の高い酸化物層が導電層から基板までの電流経路に存在すれば、燃料電池の稼動時にはセパレータの厚み方向に電気抵抗値が大きくなり、電流が流れるときに電圧ロスが増大して燃料電池の性能が低下してしまうが、上述したような構成によれば電気抵抗値の高い酸化物層が電流経路に存在しないので、耐食性層を設ける第2従来技術に比べ、セパレータの導電性を高めることができる。
【0031】
さらに、上述したように金属層321の露出表面部分には、膜状に形成された酸化物層322を備えるため、金属層321の酸化の進行が抑制され、セパレータとしての耐食性は向上する。
なお、燃料電池の使用中においては、燃料電池用セパレータは酸素あるいは水の存在下に置かれるため、金属層321の酸化が進行する可能性があるが、その場合においても酸化物層322は、導電性粒子330と金属層321との界面であるポイントP1における金属層321部位より強く酸化している状態が保たれる。すなわち、ポイントP1における金属層321は、酸化物層322や導電性粒子330により酸素に晒されにくい状態となっており、酸化物層322と比べ酸化が遅れるので電気抵抗の高い酸化物に変化しにくい。そのため、本発明に係るセパレータは、厚み方向における電気抵抗ならびに接触抵抗を低く保ち、かつ耐食性も良好である。
【0032】
また、導電層33は、導電性粒子330が融着されたものであるため多孔質であって、保水性も有している。これは燃料電池の運転時に固体高分子膜21やアノード22(カソード23)を均一的に保湿する効果がある。
この導電層33の厚みは、十分な保水性を保つために、1〜50μmとすることが好ましく、さらに、製膜速度を鑑みた生産効率の観点から望ましくは、1〜30μmとすることが好ましい。また、導電層33は、基板31のアノード22と対向する側の表面全体に形成することが望ましいが、アノード側リブ30bの表面に形成されていれば、アノードの接触抵抗を低くする効果は得られるので、必ずしも表面全体にわたって形成する必要はない。また、導電性や耐食性に優れるという点において、導電性粒子330すべてが上記のようなアモルファス金属であることが好ましいが、導電層33の表層など一部だけであってもかまわない。導電層33の一部分でも機能的に優れている部分があれば、その効果が現れると考えられるからである。
【0033】
(3)セパレータの製造方法
次に、アノード側セパレータの製造方法について図4を用いて説明する。
図4は、各製造段階におけるアノード側セパレータ30のアノード対向面側における表面付近を側面から見た拡大断面図であり、図4(a)から図4(e)にかけて工程順に進行する。
【0034】
▲1▼金属層形成工程
まず、アーク型イオンプレーティング装置を用いて、基板31表面に対して所定のバイアス電圧を加えるとともに、不活性ガス(Arガスなど)をボンバードする。これにより基板31表面は、残存している不純物などが不活性ガスの衝突により弾き飛ばされるので、清浄化される。
【0035】
その後、図4(a)に示すように、清浄化された基板31表面に対して、Crからなる金属層321を形成する。この金属層321の形成には、真空蒸着法、スパッタリング法、プラズマ溶射法、およびアーク型イオンプレーティング法などの物理蒸着法が適している。このような物理蒸着法を用い、形成条件を適宜調整することにより、平方センチメートルオーダの大きな面積に均一な厚さの金属層を製膜することができる。特に、製膜速度の速いアーク型イオンプレーティング法を用いて、所定のバイアス電圧を印加しながら製膜すれば、Crからなる金属層321を短時間に形成することができる。
【0036】
▲2▼導電層形成工程
次に、このように金属層321が製膜された基板31に対して、図4(b)に示すように導電性粒子330を融着させ、導電層33を途中まで形成する。この導電層の形成には、上述したような物理蒸着法が適している。ここで、ターゲット物質(Cr)を、アーク型イオンプレーティング装置を用いてイオンプレーティングすれば、導電層を短時間に形成することができる。
【0037】
▲3▼露出表面酸化工程
次に、図4(c)に示すように、導電性粒子330が融着されたアノード側セパレータ30における金属層321の露出表面を酸化させ、酸化物層322を形成する。この酸化物層322は、例えば、アーク型イオンプレーティング装置を用いて、所定のバイアス電圧を印加しながらO2ガス存在下でボンバード処理を行うことにより得られる。ただし、この工程では、導電性粒子330の露出表面にも酸化物層331が形成される。
【0038】
▲4▼酸化物層除去工程
そして、アーク型イオンプレーティング装置を用いて所定のバイアス電圧を印加しつつ、不活性ガス(Arなど)存在下で不活性ガスボンバード処理を行い、図4(d)に示すように、上記酸化物層322,331のうち、主に導電性粒子330の表面に形成された酸化物層331を取り除く。
【0039】
これにより、図4(d)に示すように、導電性粒子330の露出表面の酸化物層331が除去され、金属層321の露出表面、すなわち導電性粒子330が融着していない部分の酸化物層322は酸化された状態のまま残る。このように選択的に酸化物層331が除去されるのは、不活性ガス(Ar)分子が導電性粒子330の露出されている部分、すなわち酸化物層331に対して主に衝突すると考えられるからである。他方、酸化物層322は、導電性粒子330の入り組んだ位置に存在するため、ボンバードされる不活性ガス(Ar)分子が酸化物層322に到達しにくく、除去されずに残ると考えられる。
【0040】
▲5▼導電層積み増し工程
最後に、上記導電層形成工程と同様の方法を用いて、図4(e)に示すように、導電性粒子330の上に導電性粒子330をさらに積み増し、導電層33を形成する。上記酸化物除去工程において、導電性粒子330表面は、略酸化物が除去された状態に形成されるものの、若干の酸化物が残る場合が存在すると考えられるが、このように導電性粒子を積み増しすることによって、上記酸化物による接触抵抗の高まりを防止することができる。すなわち、酸化物層331が導電性粒子330表面に残存した場合、セルユニットとして組み立てられたアノード側セパレータ30は、アノード22と接する部分において酸化物層が存在すると接触抵抗が高まる恐れがある。しかしながら、この積み増しを行うことにより、電池として組み立てられたときに、導電層33は、アノード22と接する部分における導電性粒子330が酸化されていないことになる。したがって、アノード側セパレータ30は、アノード22との接触面に電気抵抗の高い酸化層が存在しないため、接触抵抗が低く保たれる。
【0041】
なお、アノード側セパレータ30は、こうして基板31表面に導電性粒子330からなる導電層33を形成した後に、プレス成型などによりアノード側流路30a、アノード側リブ30b(図1)を成形することによって作製することがリブ表面と流路内面全体に均一に導電層33を形成する上で望ましいが、逆に、基板31表面にアノード側流路30a、アノード側リブ30bを形成してから導電層33を形成することも可能である。
【0042】
(4)評価実験
以下、本発明に係る燃料電池用セパレータの性能を評価するためにテストサンプルを作製し、作製したテストサンプルについて性能評価実験を行い、実験結果を検討する。
作製したテストサンプルは、いずれも50mm×40mm×2mmの平板形状のものを作製した。
【0043】
〈テストサンプル1〉
基板としてSUS316鋼からなる平板プレートを用い、金属層の形成にはCrを使用し、導電層の形成には、INCOLOYR 800を使用した。
上記アーク型イオンプレーティング装置を用いて、まず、基板に付着した不純物などを取り除くために、メタルボンバードを行った(バイアス電圧:−600V×120秒)。
【0044】
その後、Crターゲットを用いてアーク型イオンプレーティング法(バイアス電圧:−30V×2880秒)により、Crからなる中間層を形成した。
次に、この中間層が形成された基板に対し、再び中間層表面に付着している不純物を取り除くためArボンバード(バイアス電圧:−600V×120秒)を行った後、INCOLOYR 800ターゲットを用いてアーク型イオンプレーティング法(バイアス電圧:−30V×600秒)により導電層を途中まで形成した。
【0045】
そして、アーク型イオンプレーティング装置内にO2ガスを導入し、O2ボンバード(バイアス電圧:−100V×60秒)を行うことにより中間層の露出面および導電性粒子表面を酸化させた。その後、Arガスを導入し、Arボンバード(バイアス電圧:−600V×60秒)を行うことにより主に導電性粒子表面の酸化物を選択的に除去した。
【0046】
最後に、再度INCOLOYR 800ターゲットを用いて導電性粒子の積み増しを行うことで導電層を所定の高さまで形成した(バイアス電圧:−30V×6000秒)。
上記方法によって、基板表面に中間層、さらに導電層が形成されたテストサンプルを得た。
【0047】
〈テストサンプル2〉
上記テストサンプル1と導電層の組成が異なる他は、テストサンプル1と同様に作製した。テストサンプル2における導電層を形成するターゲットに、Ni/Mo鋼(Ni:Mo=64:30)を用い、アーク型イオンプレーティング法(バイアス電圧:−20V×300秒(一部形成時)、900秒(積み増し時))を用いて形成した。
【0048】
〈比較サンプル1〉
基板としてSUS316鋼からなる平板プレートの両表面を酸処理して評価用セパレータを得た。
〈比較サンプル2〉
基板としてSUS316鋼からなる平板プレートの両表面を酸処理した後、その両表面をNiメッキして評価用セパレータを得た。
【0049】
〈比較サンプル3〉
基板としてSUS316鋼からなる平板プレートの両表面を酸処理した後、その両表面をNiメッキした上にAuメッキして評価用セパレータを得た。
〈比較サンプル4〉
基板としてはSUS316鋼からなる平板プレートを用い、中間層にはクロム酸化物のみを形成し、導電層の形成には、ターゲットとしてNi/Mo鋼(Ni:Mo=64:30)を使用した。
【0050】
まず、上記アーク型イオンプレーティング装置を用いて、基板に付着している不純物などを取り除くために、メタルボンバードを行った(バイアス電圧:−600V×120秒)。その後、O2ガスを導入するとともにCrターゲットを用いてアーク型イオンプレーティング(バイアス電圧:−30V×2000秒)を行い、酸化クロムのみからなる中間層を形成した。
【0051】
次に、この中間層が形成された基板に対し、再び中間層表面に付着している不純物を取り除くためArボンバード(バイアス電圧:−600V×120秒)を行った後、Ni/Mo鋼ターゲットを用いてArガスを注入しつつアーク型イオンプレーティング法(バイアス電圧:−20V×1200秒)により導電層を形成した。
【0052】
上記方法によって、中間層が酸化クロムのみから形成されている評価用セパレータを得た。
〔実験1〕
上記作製したテストサンプル1,2と、比較サンプル1〜4の評価用セパレータの接触抵抗値を測定して評価を行う。
【0053】
図5は、各評価用セパレータの接触抵抗を測定する方法を示す図である。
同図に示すように、各テストサンプル1,2、および比較サンプル1〜4において作製された評価用セパレータ51は、それぞれ所定寸法に裁断された2枚のカーボンペーパ52(東レ社製 TGP−H060)を介して、表面に金メッキが施された2枚の銅板53により挟持される。
【0054】
この2枚の銅板53を端部として、一般的に用いられる交流4端子法により、30.5926×10-5Pa(30kgf/cm2)の締付圧を加えたときの抵抗値Aを測定した。同様に、1枚のカーボンペーパ52を2枚の銅板53により挟持して交流4端子法により上記締付圧を加えたときの抵抗値Bを測定した。そして、この抵抗値Aから抵抗値B、および予め求めておいた評価用セパレータ51、カーボンペーパ52、および銅板53の総バルク抵抗値Cを差し引くことにより、評価用セパレータ51の表面層とカーボンペーパ52間の接触抵抗値を得た。その結果を表1に示す。
【0055】
【表1】

【0056】
〔実験2〕
上記作製したテストサンプル1,2と比較サンプル1〜4の評価用セパレータをイオン交換水に浸漬して、溶け出したイオンによるイオン導電性の変化を測定すること、および顕微鏡観察により、評価用セパレータの腐食評価を行う。
内部がPTFEコーティングされた容器中に、イオン交換水(150ml、初期のイオン導電性=1μS/cm)を注ぎ、この水中に各評価用セパレータをその長手方向における長さの1/2まで浸漬させた状態を維持し、イオン交換水の温度を80℃に保って、3000時間保持した後のイオン交換水のイオン導電性をイオン導電率計(YOKOGAWA製 Model SC82)を用い測定した。
【0057】
なお、ブランクとして、上記容器中にイオン交換水のみを80℃に保って、3000時間経過したときのイオン導電性についても測定した。これらの結果を表2に示す。
【0058】
【表2】
【0059】
また、比較サンプル1においては、外的な変化は見られないが、イオン導電性が20μS/cmと高くなっており、腐食が起こっていることが推察される。
比較サンプル4においては、外的変化も生じておらずイオン導電性も良好であり、腐食は起こっていないと考えられるが、実験1において検証されたように接触抵抗に劣る。
【0060】
一方、本実施の形態に係るテストサンプル1,2においては、外的な変化が観察されないとともに、イオン導電性もブランク(7μS/cm)とほとんど変わらないことから腐食が抑制されていることが分かる。
実験1、実験2の結果を総合して判断すると、本発明に係るテストサンプル1,2の評価用セパレータは、基板表面に形成された導電性に優れる金属層と導電層とが酸化物層を介さずに直接融着しているので導電性が高くなり、かつ、金属層の露出面には耐食性に優れる酸化物層が被膜されているので、十分な耐食性を得ることができると考えられる。これは、上記実施の形態で説明した燃料電池用セパレータが適用された燃料電池においては、セパレータの導電性が高いので電圧ロスが少なく、耐食性が優れているので長期的に安定した電圧を外部に供給することができることを示している。
【0061】
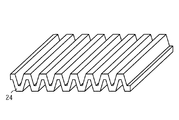
なお、上記セルユニット10の説明では、アノード側セパレータ22、カソード側セパレータ23の各流路30a,40aは、図1に示すように基板の一方の面に形成されていたが、図6に示すように、基板を波型断面形状として導電層および流路をセパレータ24の両面に形成するようにしてもよい。このようにすることにより、いわゆるバイポーラプレートを構成することができるので、セルユニットを積層して用いる場合にはセパレータを構成する部材の枚数を減らすことができ、セパレータを薄くするのに適している。このセパレータ24は、薄い平板の基板の両面に導電層を形成後、波型状にプレス加工することにより形成することができる。
【0062】
また、上記実施の形態では、固体高分子型燃料電池を例にとって説明してきたが、本発明は、直接メタノール型燃料電池、リン酸型燃料電池など、およそ500℃以下の比較的低温で稼動される燃料電池であれば適用することができる。これらの燃料電池においても、燃料電池用セパレータが、高耐食性、高導電性(低接触抵抗)を確保することできるので、電圧ロスが少ないうえ、長期的に安定した性能を示す。
【0063】
【発明の効果】
以上説明してきたように、本発明に係る燃料電池用セパレータは、基板がステンレス鋼、アルミ、アルミ合金のいずれかから選択される金属からなる燃料電池用セパレータにおいて、前記基板表面に形成され、少なくともCrを20wt%以上含む金属層と、当該金属層表面に接合され、導電性を有する複数の導電性金属粒子が相互に融着してなる多孔体の導電層と、当該接合面における前記導電層の孔部位と対応する前記金属層表面に形成され、前記金属層が酸化処理されることにより形成される酸化物層と、を備えるので、導電性金属粒子と金属層とが直接接することにより高導電性を確保することができる一方、酸化被膜により高耐食性も確保することができる。
【0064】
また、本発明に係る燃料電池用セパレータの製造方法は、基板が金属からなる燃料電池用セパレータの製造方法であって、前記基板表面に、基板よりも高い耐食性を示す酸化被膜となり得る金属からなる金属層を形成する金属層形成ステップと、形成された金属層表面に、前記基板より高い導電性を有する複数の導電性粒子が相互に融着してなる多孔性導電層を形成する導電層形成ステップと、前記金属層および導電性粒子の露出表面を酸化処理する酸化処理ステップと、当該導電性粒子の露出表面に形成された酸化物を除去する酸化物除去ステップとを有することを特徴とするので、導電性と耐食性に優れた燃料電池用セパレータを製造することができる。
【0065】
さらに、上記セパレータを用いた本発明の燃料電池によれば、電圧ロスを少なくするとともに長期間にわたって安定した性能を得ることができる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係る固体高分子型燃料電池の要部分解斜視図である。
【図2】上記燃料電池を構成するアノード側セパレータの断面図である。
【図3】上記燃料電池を構成するアノード側セパレータ表面の拡大断面図である。
【図4】アノード側セパレータの製造方法を示す図である。
【図5】評価用セパレータの接触抵抗を測定する方法を示す図である。
【図6】セパレータの形状の一例を示すための斜視図である。
【図7】従来のセパレータの拡大断面図である。
【符号の説明】
10 セルユニット
20 セル
21 固体高分子膜
22 アノード
23 カソード
30 アノード側セパレータ
30a アノード側流路
30b アノード側リブ
31 基板
32 中間層
33 導電層
34 アノード側流路内面
35 アノード側リブ頂部
40 カソード側セパレータ
40a カソード側流路
40b カソード側リブ
321 金属層
322,331 酸化物層
330 導電性粒子
Claims (9)
- 基板がステンレス鋼、アルミ、アルミ合金のいずれかから選択される金属からなる燃料電池用セパレータにおいて、
前記基板表面に形成され、少なくともCrを20wt%以上含む金属層と、
当該金属層表面に接合され、導電性を有する複数の導電性金属粒子が相互に融着してなる多孔体の導電層と、
当該接合面における前記導電層の孔部位と対応する前記金属層表面に形成され、前記金属層が酸化処理されることにより形成される酸化物層と、
を備えることを特徴とする燃料電池用セパレータ。 - 前記金属層は、Ni、Ti、Nb、Au、Ptのうち1種類以上の元素を含む合金であることを特徴とする請求項1記載の燃料電池用セパレータ。
- 前記導電性金属粒子は、Ni、Ti、Nb、Au、Ptのうち1種類以上の元素を含む金属であることを特徴とする請求項1または2記載の燃料電池用セパレータ。
- 電解質膜の一方の面にアノード、他方の面にカソードが配され、前記アノードと前記カソードの各外側に燃料電池用セパレータが配されたセル構成を有し、前記燃料電池用セパレータのアノード側表面に沿って燃料ガスもしくは液体燃料、前記燃料電池用セパレータのカソード側に沿って酸化剤がそれぞれ流通されることにより発電する燃料電池であって、
前記燃料電池用セパレータとして、請求項1〜3のいずれかに記載の燃料電池用セパレータを用いることを特徴とする燃料電池。 - 基板が金属からなる燃料電池用セパレータの製造方法であって、
前記基板表面に、前記基板よりも高い耐食性を示す酸化被膜となり得る金属からなる金属層を形成する金属層形成ステップと、
前記金属層表面に、前記基板より高い導電性を有する複数の導電性金属粒子が相互に融着してなる多孔性の導電層を形成する導電層形成ステップと、
前記金属層および前記導電性金属粒子の露出表面を酸化処理する酸化処理ステップと、
当該導電性金属粒子の露出表面に形成された酸化物を除去する酸化物除去ステップと、
を有することを特徴とする燃料電池用セパレータの製造方法。 - 前記金属層形成ステップは、前記金属層を物理蒸着法を用いて形成することを特徴とする請求項5記載の燃料電池用セパレータの製造方法。
- 前記導電層形成ステップは、前記多孔性導電層を物理蒸着法を用いて形成することを特徴とする請求項5または6記載の燃料電池用セパレータの製造方法。
- 前記物理蒸着法は、アーク型イオンプレーティング法であることを特徴とする請求項6または7記載の燃料電池用セパレータの製造方法。
- 前記酸化物除去ステップは、アーク型イオンプレーティング装置を用いて、不活性ガスをボンバードすることにより酸化物を除去することを特徴とする請求項5〜8のいずれかに記載の燃料電池用セパレータの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000342574A JP3857873B2 (ja) | 2000-11-09 | 2000-11-09 | 燃料電池用セパレータとその製造方法、および燃料電池 |
| US10/005,466 US6869718B2 (en) | 2000-11-09 | 2001-11-08 | Separator used for fuel cell, method for manufacturing the separator, and the fuel cell |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000342574A JP3857873B2 (ja) | 2000-11-09 | 2000-11-09 | 燃料電池用セパレータとその製造方法、および燃料電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002151110A JP2002151110A (ja) | 2002-05-24 |
| JP3857873B2 true JP3857873B2 (ja) | 2006-12-13 |
Family
ID=18817101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000342574A Expired - Fee Related JP3857873B2 (ja) | 2000-11-09 | 2000-11-09 | 燃料電池用セパレータとその製造方法、および燃料電池 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6869718B2 (ja) |
| JP (1) | JP3857873B2 (ja) |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2460841A1 (en) * | 2001-09-18 | 2003-03-27 | Furuya Metal Co., Ltd. | Bipolar plate for fuel cell and method for manufacturing same |
| JP4041308B2 (ja) * | 2001-12-25 | 2008-01-30 | 本田技研工業株式会社 | 燃料電池用セパレータ |
| US20030194592A1 (en) * | 2002-04-10 | 2003-10-16 | Hilliard Donald Bennett | Solid oxide electrolytic device |
| WO2004012620A2 (en) | 2002-08-05 | 2004-02-12 | Liquidmetal Technologies | Metallic dental prostheses made of bulk-solidifying amorphous alloys and method of making such articles |
| JP3961434B2 (ja) * | 2002-08-21 | 2007-08-22 | 株式会社日本製鋼所 | 燃料電池用セパレータの製造方法 |
| US20050118485A1 (en) * | 2002-11-22 | 2005-06-02 | Hazem Tawfik | Bipolar plate and electrolyte application |
| US7205062B2 (en) * | 2002-11-22 | 2007-04-17 | The Research Foundation Of State University Of New York | Fuel cell stack |
| US7144648B2 (en) * | 2002-11-22 | 2006-12-05 | The Research Foundation Of State University Of New York | Bipolar plate |
| WO2005034590A2 (en) * | 2003-02-21 | 2005-04-14 | Liquidmetal Technologies, Inc. | Composite emp shielding of bulk-solidifying amorphous alloys and method of making same |
| WO2004083472A2 (en) * | 2003-03-18 | 2004-09-30 | Liquidmetal Technologies, Inc. | Current collector plates of bulk-solidifying amorphous alloys |
| USRE44426E1 (en) * | 2003-04-14 | 2013-08-13 | Crucible Intellectual Property, Llc | Continuous casting of foamed bulk amorphous alloys |
| WO2004092428A2 (en) * | 2003-04-14 | 2004-10-28 | Liquidmetal Technologies, Inc. | Continuous casting of bulk solidifying amorphous alloys |
| DE10323882A1 (de) * | 2003-05-26 | 2004-12-23 | Siemens Ag | Brennstoffzelle und Heizeinrichtung einer Brennstoffzelle |
| WO2005020346A2 (en) * | 2003-06-27 | 2005-03-03 | Ultracell Corporation | Micro fuel cell architecture |
| WO2005101559A1 (en) * | 2004-04-19 | 2005-10-27 | Lg Electronics Inc. | Fuel cell |
| US7309540B2 (en) | 2004-05-21 | 2007-12-18 | Sarnoff Corporation | Electrical power source designs and components |
| US7955754B2 (en) * | 2004-07-20 | 2011-06-07 | GM Global Technology Operations LLC | Enhanced stability bipolar plate |
| DE112005001994T5 (de) * | 2004-08-23 | 2007-08-02 | GM Global Technology Operations, Inc., Detroit | Verfahren zum Verbessern eines Brennstoffzellenwassermanagements |
| EP1806801A4 (en) * | 2004-09-10 | 2009-12-30 | Neomax Materials Co Ltd | FUEL CELL DISPENSER AND METHOD FOR THE PRODUCTION THEREOF |
| US7700212B2 (en) * | 2004-10-07 | 2010-04-20 | Gm Global Technology Operations, Inc. | Bipolar plate with enhanced stability |
| US20090114317A1 (en) * | 2004-10-19 | 2009-05-07 | Steve Collier | Metallic mirrors formed from amorphous alloys |
| KR100669373B1 (ko) | 2004-11-25 | 2007-01-15 | 삼성에스디아이 주식회사 | 연료전지용 금속 세퍼레이터 및 그 제조방법과 이를포함하는 연료전지 |
| CA2596409C (en) * | 2005-02-01 | 2013-04-23 | Neomax Materials Co., Ltd. | Separator for fuel cell and method for manufacturing same |
| CN101496223B (zh) | 2005-02-17 | 2017-05-17 | 科卢斯博知识产权有限公司 | 大块凝固非晶态合金制成的天线结构 |
| US20060216571A1 (en) * | 2005-03-24 | 2006-09-28 | Gayatri Vyas | Metal oxide based hydrophilic coatings for PEM fuel cell bipolar plates |
| US8029943B2 (en) * | 2005-02-28 | 2011-10-04 | GM Global Technology Operations LLC | Method to make conductive hydrophilic fuel cell elements |
| US20070238006A1 (en) * | 2005-08-30 | 2007-10-11 | Gayatri Vyas | Water management properties of pem fuel cell bipolar plates using carbon nano tube coatings |
| JP4566864B2 (ja) * | 2005-09-01 | 2010-10-20 | 独立行政法人科学技術振興機構 | 固体高分子型燃料電池用セパレータ及びその製造方法 |
| US8211592B2 (en) * | 2005-09-15 | 2012-07-03 | GM Global Technology Operations LLC | Hydrophilic layer on flowfield for water management in PEM fuel cell |
| US8389174B2 (en) * | 2006-01-27 | 2013-03-05 | GM Global Technology Operations LLC | Super-hydrophilic nanoporous electrically conductive coatings for PEM fuel cells |
| JP2008004498A (ja) * | 2006-06-26 | 2008-01-10 | Mitsubishi Materials Corp | 酸化性環境下に長期間さらされても接触抵抗が増加することの少ない複合層被覆金属板 |
| JP4702304B2 (ja) | 2007-02-22 | 2011-06-15 | トヨタ自動車株式会社 | 燃料電池用セパレータ、燃料電池用セパレータの製造方法及び燃料電池 |
| JP2009238497A (ja) * | 2008-03-26 | 2009-10-15 | Nissan Motor Co Ltd | 燃料電池用セパレータ |
| US7914948B2 (en) | 2008-04-29 | 2011-03-29 | Hyundai Motor Company | Metallic bipolar plate for fuel cell and method for forming surface layer of the same |
| US7699916B1 (en) * | 2008-05-28 | 2010-04-20 | The United States Of America As Represented By The United States Department Of Energy | Corrosion-resistant, electrically-conductive plate for use in a fuel cell stack |
| JP5272575B2 (ja) * | 2008-08-21 | 2013-08-28 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| KR100993412B1 (ko) | 2008-12-29 | 2010-11-09 | 주식회사 포스코 | 고분자 연료전지 분리판용 스테인리스강 및 그 제조방법 |
| JP2010182593A (ja) * | 2009-02-06 | 2010-08-19 | Kobe Steel Ltd | 燃料電池セパレータ用耐食皮膜および燃料電池セパレータ |
| WO2010129957A2 (en) * | 2009-05-08 | 2010-11-11 | Treadstone Technologies, Inc. | High power fuel stacks using metal separator plates |
| US8906579B2 (en) * | 2009-05-14 | 2014-12-09 | GM Global Technology Operations LLC | Low contact resistance coated stainless steel bipolar plates for fuel cells |
| US8182963B2 (en) * | 2009-07-10 | 2012-05-22 | GM Global Technology Operations LLC | Low-cost manganese-stabilized austenitic stainless steel alloys, bipolar plates comprising the alloys, and fuel cell systems comprising the bipolar plates |
| KR101165542B1 (ko) * | 2009-08-21 | 2012-07-16 | 현대하이스코 주식회사 | 표면에 코팅막이 형성된 연료전지용 금속 분리판 및 그 제조방법 |
| US8685593B2 (en) * | 2009-09-22 | 2014-04-01 | GM Global Technology Operations LLC | Carbon based bipolar plate coatings for effective water management |
| KR101100858B1 (ko) | 2009-09-28 | 2012-01-02 | 포항공과대학교 산학협력단 | 연료 전지용 세퍼레이터와 이의 제조 방법 및 이를 포함하는 연료 전지 스택 |
| KR101418323B1 (ko) * | 2010-04-23 | 2014-07-10 | 제이에프이 스틸 가부시키가이샤 | 고체 고분자형 연료 전지 세퍼레이터용 금속판 |
| JP2011249247A (ja) * | 2010-05-28 | 2011-12-08 | Tohoku Univ | 燃料電池セパレータ及びその製造方法 |
| JP5590008B2 (ja) * | 2011-11-14 | 2014-09-17 | 日本軽金属株式会社 | 燃料電池用集電板及びその製造方法 |
| JP5201256B1 (ja) * | 2011-11-18 | 2013-06-05 | 新日鐵住金株式会社 | 固体高分子型燃料電池セパレータ用チタン材並びにその製造方法およびそれを用いた固体高分子型燃料電池 |
| JP5973790B2 (ja) | 2012-05-28 | 2016-08-23 | 株式会社中山アモルファス | 耐食性、導電性、成形性に優れた薄板およびその製造方法 |
| KR102092344B1 (ko) * | 2013-05-23 | 2020-03-23 | 삼성전자주식회사 | 투명 도전체 및 그 제조 방법과 상기 투명 도전체를 포함하는 전자 소자 |
| CN105047975B (zh) * | 2015-08-28 | 2018-02-23 | 航天新长征电动汽车技术有限公司 | 一种燃料电池用金属双极板及其制备方法 |
| ES2738748T3 (es) * | 2015-12-24 | 2020-01-27 | Jfe Steel Corp | Chapa de acero inoxidable para separadores de pila de combustible y método para producir la misma |
| KR102431613B1 (ko) * | 2019-02-26 | 2022-08-12 | 한국자동차연구원 | 연료전지용 분리판 |
| JP6805320B1 (ja) * | 2019-11-20 | 2020-12-23 | 浅井産業株式会社 | 多層皮膜、その製造方法、及び多層皮膜が被覆された機械部材 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6440598B1 (en) * | 1997-10-14 | 2002-08-27 | Nisshin Steel Co., Ltd. | Separator for low temperature type fuel cell and method of production thereof |
| JP3530462B2 (ja) * | 1999-07-02 | 2004-05-24 | イビデン株式会社 | 固体高分子型燃料電池のセパレータ及び固体高分子型燃料電池 |
-
2000
- 2000-11-09 JP JP2000342574A patent/JP3857873B2/ja not_active Expired - Fee Related
-
2001
- 2001-11-08 US US10/005,466 patent/US6869718B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6869718B2 (en) | 2005-03-22 |
| US20020187379A1 (en) | 2002-12-12 |
| JP2002151110A (ja) | 2002-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3857873B2 (ja) | 燃料電池用セパレータとその製造方法、および燃料電池 | |
| JP5226302B2 (ja) | 燃料電池用セパレータの製造方法 | |
| JP2005529466A (ja) | ステンレス鋼製二極式プレートプレートのためのAu超低積載 | |
| CA2747858C (en) | Fuel cell separator material, fuel cell separator using same, fuel cell stack, and method for producing fuel cell separator material | |
| JP5353205B2 (ja) | 導電部材、その製造方法、ならびにこれを用いた燃料電池用セパレータおよび固体高分子形燃料電池 | |
| US20040081879A1 (en) | Fuel cell bipolarplate | |
| CA2669526C (en) | Fuel cell separator and method for producing the same | |
| JP2010027262A (ja) | 燃料電池用セパレータ及び燃料電池 | |
| CA2430666C (en) | Separator of a fuel cell and a manufacturing method thereof | |
| JP4637007B2 (ja) | 燃料電池用金属セパレータ及びその製造方法 | |
| KR101301831B1 (ko) | 연료 전지용 세퍼레이터 재료, 그것을 사용한 연료 전지용 세퍼레이터, 및 연료 전지 스택 | |
| JP5493341B2 (ja) | 導電部材、その製造方法、ならびにこれを用いた燃料電池用セパレータおよび固体高分子形燃料電池 | |
| JPWO2009041135A1 (ja) | 燃料電池用セパレータ材料、及び燃料電池スタック | |
| JP5234711B2 (ja) | 燃料電池用セパレータおよびその製造方法 | |
| WO2009118991A1 (en) | Fuel cell separator | |
| JP3842954B2 (ja) | 燃料電池用セパレータおよび燃料電池 | |
| JP4234597B2 (ja) | 燃料電池用セパレータの製造方法 | |
| WO2003083980A1 (fr) | Separateur metallique pour pile a combustible et procede de fabrication de celui-ci | |
| JP2005078956A (ja) | 燃料電池用のガス分離板の製造方法 | |
| JP2009099292A (ja) | 燃料電池セル及び燃料電池スタック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060601 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060915 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| S201 | Request for registration of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314201 |
|
| S201 | Request for registration of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314201 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130922 Year of fee payment: 7 |
|
| S211 | Written request for registration of transfer of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314213 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R314531 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S211 | Written request for registration of transfer of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314213 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R314531 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S211 | Written request for registration of transfer of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314213 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |