JP2023061469A - 基板処理装置 - Google Patents
基板処理装置 Download PDFInfo
- Publication number
- JP2023061469A JP2023061469A JP2021171368A JP2021171368A JP2023061469A JP 2023061469 A JP2023061469 A JP 2023061469A JP 2021171368 A JP2021171368 A JP 2021171368A JP 2021171368 A JP2021171368 A JP 2021171368A JP 2023061469 A JP2023061469 A JP 2023061469A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- rollers
- pressing member
- processing apparatus
- wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 134
- 238000003825 pressing Methods 0.000 claims abstract description 75
- 230000002093 peripheral effect Effects 0.000 claims abstract description 36
- 239000012530 fluid Substances 0.000 claims description 11
- 239000013256 coordination polymer Substances 0.000 abstract description 9
- 238000005498 polishing Methods 0.000 description 50
- 238000005452 bending Methods 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
- B24B21/06—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces involving members with limited contact area pressing the belt against the work, e.g. shoes sweeping across the whole area to be ground
- B24B21/08—Pressure shoes; Pressure members, e.g. backing belts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/067—Work supports, e.g. adjustable steadies radially supporting workpieces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6838—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping with gripping and holding devices using a vacuum; Bernoulli devices
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Cleaning Or Drying Semiconductors (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
【課題】ウェーハなどの基板に対する処理荷重に起因する基板の撓みを低減させながら、基板を処理することができる基板処理装置。【解決手段】基板処理装置は、基準中心点CPの周りに配列され、基板Wの周縁部に接触するように配置された複数のローラー11A~11Dと、処理具3を基板Wの表面の外周部に押し付ける押圧部材21Aと、押圧部材21Aに押圧力を付与するアクチュエータ22Aを備える。複数のローラー11A~11Dのうちの2つ11A,11Bは、押圧部材21Aに隣接し、かつ押圧部材21Aの両側に配置されている。【選択図】図2
Description
本発明は、ウェーハなどの基板を処理するための基板処理装置に関し、特に回転ローラーで基板の周縁部を保持しながら処理具を基板の表面に押し付けて該基板の表面を処理する基板処理装置に関する。
近年、メモリー回路、ロジック回路、イメージセンサ(例えばCMOSセンサー)などのデバイスは、より高集積化されつつある。これらのデバイスを形成する工程においては、微粒子や塵埃などの異物がデバイスに付着することがある。デバイスに付着した異物は、配線間の短絡や回路の不具合を引き起こしてしまう。したがって、デバイスの信頼性を向上させるために、デバイスが形成されたウェーハを洗浄して、ウェーハ上の異物を除去することが必要とされる。
ウェーハの裏面(非デバイス面)にも、上述したような微粒子や粉塵などの異物が付着することがある。このような異物がウェーハの裏面に付着すると、ウェーハが露光装置のステージ基準面から離間することでウェーハ表面がステージ基準面に対して傾き、結果として、パターニングのずれや焦点距離のずれが生じることとなる。このような問題を防止するために、ウェーハの裏面に付着した異物を除去することが必要とされる。
そこで、図12および図13に示すように、ウェーハの裏面を研磨テープで研磨する基板処理装置が使用されている。図12は、従来の基板処理装置の上面図であり、図13は図12に示す従来の基板処理装置の側面図である。基板処理装置は、複数のローラー500によりウェーハWの周縁部を保持しながら、これらローラー500自身が回転することで、ウェーハWを回転させる。研磨テープ502は、ウェーハWの裏面側に配置されている。複数の押圧部材505はウェーハWの直径方向に配列されており、これらの押圧部材505で研磨テープ502をウェーハWの裏面に対して押し付けることにより、ウェーハWの裏面を研磨する。ウェーハWの裏面に押し付けられた研磨テープ502は、ウェーハWの裏面から異物を除去することができる。
ウェーハWの外周部は、ウェーハWの中心部に比べて、研磨すべき面積が大きい。したがって、ウェーハWの裏面全体に亘って均一な研磨レートを達成するためには、外側の押圧部材505からウェーハWの外周部に加えられる研磨荷重を大きくする必要がある。しかしながら、図14に示すように、押圧部材505により大きな研磨荷重で研磨テープ502をウェーハWの外周部に押し付けると、ウェーハWが上方に撓んでしまう。ウェーハWは円弧状に撓むため、研磨テープ502は均一に押されず、ウェーハWの外周部の研磨レートが不均一となる。
このようなウェーハWの撓みを低減させるためには、外側の押圧部材505の研磨荷重を低くすることが1つの解決策ではある。しかしながら、外側の押圧部材505の研磨荷重を低下させると、ウェーハWの裏面全体の研磨レートを均一にするためにウェーハWの内周部の研磨レートも低下させる必要がある。結果としてウェーハWの裏面全体の研磨レートが低下し、目標研磨量を達成するための研磨時間が長くなってしまう。
そこで、ウェーハWの上方への撓みを防止するために、図15および図16に示すように、ベルヌーイチャック508をウェーハWの裏面側に配置した構成が提案されている。ベルヌーイチャック508は流体を放出することにより吸引力を発生し、ウェーハWの裏面を下方に引きつけるように構成されている。このようなベルヌーイチャック508によればウェーハWの上方への撓みが防止されることが期待される。
しかしながら、ベルヌーイチャック508は、ウェーハWの研磨点からある程度離れているため、図17に示すように、やはりウェーハWの上方への撓みは発生する。1つの解決策はベルヌーイチャック508をウェーハWの研磨点に近づけることであるが、回転ローラー500とその駆動機構の存在のために、ベルヌーイチャック508をウェーハWの研磨点に近づけることは構造上困難である。
ベルヌーイチャック508を小型化すれば、ベルヌーイチャック508をウェーハWの研磨点に近づけることは可能ではある。しかしながら、ベルヌーイチャック508が小さくなると、ベルヌーイチャック508が発生する吸引力も低下し、研磨荷重を支持することができない。その結果、ウェーハWの裏面はベルヌーイチャック508から離れてしまい、ベルヌーイチャック508はその機能を発揮することができなくなる。
そこで、本発明は、ウェーハなどの基板に対する処理荷重に起因する基板の撓みを低減させながら、基板を処理することができる基板処理装置を提供する。
一態様では、基準中心点の周りに配列され、基板の周縁部に接触するように配置された複数のローラーと、処理具を基板の表面の外周部に押し付ける押圧部材と、前記押圧部材に押圧力を付与するアクチュエータを備え、前記複数のローラーのうちの2つは、前記押圧部材に隣接し、かつ前記押圧部材の両側に配置されている、基板処理装置が提供される。
一態様では、前記基準中心点から前記押圧部材の中心に延びる基準中心線に垂直な線であって、かつ前記押圧部材の中心を通る線を基準垂線とすると、前記2つのローラーの軸心は前記基準垂線上にあるか、または前記基準垂線よりも半径方向外側に位置している。
一態様では、前記基板処理装置は、前記基板の前記表面を流体を介して非接触状態で支持するベルヌーイチャックをさらに備えており、前記基準中心点から前記2つのローラーのそれぞれの軸心に延びる線と、前記基準中心線とのなす中心角度は、前記基準中心点から前記ベルヌーイチャックの中心に延びる線と、前記基準中心線とのなす中心角度よりも小さい。
一態様では、前記2つのローラーは、前記複数のローラーのうちの他のローラーとは異なる形状を有している。
一態様では、前記2つのローラーのそれぞれは、逆円錐台形状のテーパー面を有し、前記押圧力に対する反力を前記基板の周縁部に加えるように構成されている。
一態様では、前記複数のローラーは同じ形状を有しており、前記基板の周縁部を保持するように構成されている。
一態様では、前記基板処理装置は、前記基板の前記表面を流体を介して非接触状態で支持するベルヌーイチャックをさらに備えており、前記基準中心点から前記2つのローラーのそれぞれの軸心に延びる線と、前記基準中心線とのなす中心角度は、前記基準中心点から前記ベルヌーイチャックの中心に延びる線と、前記基準中心線とのなす中心角度よりも小さい。
一態様では、前記2つのローラーは、前記複数のローラーのうちの他のローラーとは異なる形状を有している。
一態様では、前記2つのローラーのそれぞれは、逆円錐台形状のテーパー面を有し、前記押圧力に対する反力を前記基板の周縁部に加えるように構成されている。
一態様では、前記複数のローラーは同じ形状を有しており、前記基板の周縁部を保持するように構成されている。
押圧部材の両側に配置された2つのローラーは、押圧部材から基板の外周部に加えられる押圧力を支持することができ、基板の上方への撓みを著しく低減することができる。結果として、処理ヘッドは意図した押圧力で処理具を基板の外周部に均一に加えることができ、目標とする除去レートを達成することができる。さらには、基板の被研磨面の全体において均一な除去レートを達成することができる。
以下、本発明の実施形態について図面を参照して説明する。
図1は、基板処理装置の一実施形態を示す側面図であり、図2は、図1に示す基板処理装置の上面図である。図1に示す基板処理装置は、基板Wを保持し、基準中心点CPを中心として基板Wを回転させる基板保持部10と、処理具としての研磨テープ3を、基板保持部10に保持された基板Wの第1の面2aに接触させて基板Wの第1の面2aを処理(研磨)する複数の処理ヘッド20A~20Dと、研磨テープ3を処理ヘッド20A~20Dに供給し、処理ヘッド20A~20Dから研磨テープ3を回収する研磨テープ供給機構30を備えている。処理ヘッド20A~20Dは、基板Wの表面を処理する処理ヘッドの一例である。
図1は、基板処理装置の一実施形態を示す側面図であり、図2は、図1に示す基板処理装置の上面図である。図1に示す基板処理装置は、基板Wを保持し、基準中心点CPを中心として基板Wを回転させる基板保持部10と、処理具としての研磨テープ3を、基板保持部10に保持された基板Wの第1の面2aに接触させて基板Wの第1の面2aを処理(研磨)する複数の処理ヘッド20A~20Dと、研磨テープ3を処理ヘッド20A~20Dに供給し、処理ヘッド20A~20Dから研磨テープ3を回収する研磨テープ供給機構30を備えている。処理ヘッド20A~20Dは、基板Wの表面を処理する処理ヘッドの一例である。
本実施形態では、基板Wの第1の面2aは、デバイスが形成されていない、またはデバイスが形成される予定がない基板Wの裏面、すなわち非デバイス面である。第1の面2aとは反対側の基板Wの第2の面2bは、デバイスが形成されている、またはデバイスが形成される予定である面、すなわちデバイス面である。本実施形態では、基板Wは、その第1の面2aが下向きの状態で、基板保持部10に水平に支持される。
基板保持部10は、基板Wの周縁部2cに接触可能な複数のローラー11A~11Dと、ローラー11A~11Dをそれぞれ回転させるための複数のローラー回転装置12を備えている。複数のローラー11A~11Dは、対応するローラー回転装置12に複数の回転軸14を介してそれぞれ連結されている(図1では2つのローラー回転装置12と2つの回転軸14のみが描かれている)。複数のローラー11A~11Dは、基準中心点CPの周りに配列されている。ローラー回転装置12は、サーボモータなどの電動機を有しており、複数のローラー回転装置12は同期して複数のローラー11A~11Dを同じ速度で回転させるように構成されている。一実施形態では、単一のローラー回転装置が同期ベルトなどを介して複数のローラー11A~11Dにトルクを伝達し、これらローラー11A~11Dを同じ速度で回転させるようにしてもよい。本実施形態では、4つのローラー11A~11Dが設けられているが、5つまたはそれよりも多いローラーが設けられてもよい。
ローラー11A~11Dは同じ形状を有しているので、以下、ローラー11Aについて図3を参照して説明する。図3は、ローラー11Aを示す側面図である。ローラー11Aは、基板Wの周縁部2cに接触可能な基板保持面15を有している。基板Wの周縁部2cは、基板Wの最も外側の環状の湾曲面であり、第1の面2aの外周部と第2の面2bの外周部の両方に接続されている。周縁部2cはベベル部とも呼ばれることがある。基板保持面15は、内側にくびれた円筒形状を有している。このような形状を有した基板保持面15は、処理中の基板Wの傾きや、基板Wの高さおよび鉛直方向への動きを制限することができる。
図1および図2に示すように、複数の処理ヘッド20A~20Dは、基板保持部10に保持されている基板Wの下側に配置されている。これら処理ヘッド20A~20Dは、基板Wの直径方向に配列されている。本実施形態では、4つの処理ヘッド20A~20Dが設けられているが、処理ヘッドの数は本実施形態に限られない。
処理ヘッド20Aは、研磨テープ3を基板Wの第1の面2aに対して押し付ける押圧部材21Aと、押圧部材21Aに押圧力を付与するアクチュエータ22Aを備えている。アクチュエータ22Aは、押圧部材21Aを上方に押し上げ、押圧部材21Aは研磨テープ3をその裏側から基板Wの第1の面2aに押し付けることで基板Wの第1の面2aを処理(研磨)する。
処理ヘッド20B~20Dは、処理ヘッド20Aと同じ構成を有している。すなわち、処理ヘッド20B~20Dは、研磨テープ3を基板Wの第1の面2aに対して押し付ける押圧部材21B~21Dと、押圧部材21Aに押圧力を付与するアクチュエータ22B~22Dをそれぞれ備えている。
研磨テープ供給機構30は、研磨テープ3の一端が接続されたテープ巻き出しリール31と、研磨テープ3の他端が接続されたテープ巻き取りリール32と、研磨テープ3の進行方向を案内する複数のガイドローラー33を備えている。研磨テープ3は、テープ巻き出しリール31から処理ヘッド20A~20Dを経由してテープ巻き取りリール32に進行する。
テープ巻き出しリール31およびテープ巻き取りリール32は、図示しないリールモータにそれぞれ連結されている。これらリールモータはテープ巻き出しリール31およびテープ巻き取りリール32に逆方向に回転するトルクを付与し、これにより研磨テープ3のテンションを発生させる。テープ巻き取りリール32に加えられるトルクは、テープ巻き出しリール31に加えられるトルクよりも大きい。基板Wの研磨中は、テープ巻き取りリール32がリールモータによって回転されると、研磨テープ3にはテンションが付与されながら、研磨テープ3は、テープ巻き出しリール31から処理ヘッド20A~20Dを経由してテープ巻き取りリール32に進行する。
一実施形態では、テープ巻き出しリール31、テープ巻き取りリール32、およびリールモータとは別に、研磨テープ3をその長手方向に送るテープ送り装置を備えてもよい。さらに他の実施形態では、テープ巻き出しリール31とテープ巻き取りリール32の位置は、逆に配置されてもよい。
基板処理装置は、基板Wの第1の面(下面)2aを流体を介して非接触で支持する複数のベルヌーイチャック50をさらに備えている。これらベルヌーイチャック50は、処理ヘッド20A~20Dと同様に、基板保持部10によって保持された基板Wの第1の面2aの下側に配置され、第1の面2aに対向するように配置されている。これらベルヌーイチャック50は、複数の処理ヘッド20A~20Dの押圧部材21A~21Dに隣接して配置されている。図2に示す例では、6つのベルヌーイチャック50が研磨テープ3の両側に配置されているが、ベルヌーイチャック50の数および配置は図2の例に限定されない。
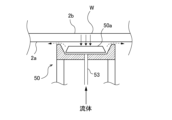
図4は、ベルヌーイチャック50の一実施形態を示す断面図である。図4に示すように、各ベルヌーイチャック50は、基板保持部10に保持された基板Wの第1の面2aに対面する吸引面50aを有している。ベルヌーイチャック50には、吸引面50aの周囲に流体(例えば、ドライエア、不活性ガス等の気体、または純水等の液体)を供給する流体供給ライン53が接続されている。流体は、流体供給ライン53を流れ、吸引面50aの外周部から外側に吐出されることによって、吸引面50aと基板Wの第1の面2aとの間の空間に負圧を形成する。これにより、ベルヌーイチャック50は基板Wの第1の面2aを吸引することができる。吸引面50aの外周部と基板Wの第1の面2aとの間の隙間に流体の流れが形成されるため、ベルヌーイチャック50は基板Wに接触しない。したがって、ベルヌーイチャック50が基板Wの第1の面2aを非接触で支持しながら、基板保持部10のローラー11A~11Dは、基板Wを回転させることができる。
図1および図2に示すように、研磨テープ31を基板Wの第1の面2aに押し付けて基板Wの第1の面2aを研磨するとき、押圧部材21A~21Dは基板Wに対して上方向に処理荷重を加える。本実施形態では、ベルヌーイチャック50によって基板Wは下方向の吸引力を受ける。このような下方向の吸引力は、基板Wに加えられる上方向の処理荷重を相殺する。したがって、ベルヌーイチャック50は、基板Wを撓ませることを低減させることができる。
しかしながら、最も外側に位置する押圧部材21Aは、ベルヌーイチャック50よりも半径方向外側に配置されており、かつ基板Wの除去レートを第1の面2aの全体で均一にするために、最も外側の押圧部材21Aは、他の押圧部材21B~21Dよりも大きな押圧力で研磨テープ3を基板Wに対して押し付ける。そのため、最も外側に位置する押圧部材21Aによって加えられる押圧力により、基板Wの外周部は撓みやすい。
そこで、押圧部材21Aによって加えられる押圧力を受けるために、ローラー11A~11Dのうちの2つのローラー11A,11Bは、押圧部材21Aに隣接し、かつ押圧部材21Aの両側に配置されている。押圧部材21Aの両側とは、基板Wの周方向において押圧部材21Aの両側を意味する。特に、本実施形態では、図2に示すように、2つのローラー11A,11Bの軸心CAは、基準垂線L2上にあるか、または基準垂線L2よりも半径方向外側に位置している。基準垂線L2は、基準中心点CPから押圧部材21Aの中心C1に延びる基準中心線L1に垂直であり、かつ押圧部材21Aの中心C1を通る。図2に示す実施形態では、2つのローラー11A,11Bの軸心CAは基準垂線L2よりも半径方向外側に位置している。
このように配置された2つのローラー11A,11Bは、処理ヘッド20Aの押圧部材21Aから基板Wの第1の面2aの外周部に加えられる押圧力を支持することができ、基板Wの上方への撓みを著しく低減することができる。結果として、処理ヘッド20Aは意図した押圧力で研磨テープ3を基板Wの第1の面2aの外周部に均一に加えることができ、目標とする除去レートを達成することができる。さらには、基板Wの第1の面2aの全体において均一な除去レートを達成することができる。
図5は、押圧部材21Aの両側に配置されたローラー11A,11Bと、これらローラー11A,11Bに最も近い位置にあるベルヌーイチャック50との位置関係を示す図である。図5において、理解を容易にする目的で、押圧部材21B~21Dの図示を省略している。
図5に示すように、基準中心点CPからローラー11Aの軸心CAに延びる線L3と、基準中心線L1とのなす中心角度α1は、基準中心点CPから、このローラー11Aに最も近いベルヌーイチャック50の中心C2に延びる線L4と、基準中心線L1とのなす中心角度β1よりも小さい。同様に、基準中心点CPからローラー11Bの軸心CAに延びる線L5と、基準中心線L1とのなす中心角度α2は、基準中心点CPから、このローラー11Bに最も近いベルヌーイチャック50の中心C3に延びる線L6と、基準中心線L1とのなす中心角度β2よりも小さい。
このように配置された2つのローラー11A,11Bは、ベルヌーイチャック50よりも押圧部材21Aに近い位置にあるので、ベルヌーイチャック50と協働して基板Wの上方への撓みを著しく低減することができる。
図6は、基板処理装置の他の実施形態を示す側面図であり、図7は、図6に示す基板処理装置の上面図である。特に説明しない本実施形態の構成および動作は、図1乃至図5を参照して説明した実施形態と同じであるので、その重複する説明を省略する。図6および図7に示すように、本実施形態では、ローラー11A~11Dに加えて、基板Wの周縁部2cに接触する2つのローラー60A,60Bが設けられている。以下の説明では、ローラー11A~11Dを第1ローラー11A~11Dと呼び、2つのローラー60A,60Bを第2ローラー60A,60Bと呼ぶ。第1ローラー11A~11Dおよび第2ローラー60A,60Bは、基準中心点CPの周りに配列されている。
第1ローラー11A~11Dは、基板Wにトルクを与えて基板Wを回転させる目的で設けられている。第1ローラー11A~11Dは、基準中心点CPの周りに等間隔で配列されている。本実施形態では、4つの第1ローラー11A~11Dが設けられているが、5つまたはそれよりも多い第1ローラーが設けられてもよい。
2つの第2ローラー60A,60Bは、押圧部材21Aから基板Wに加えられる押圧力を支持し、基板Wの撓みを低減させる目的で設けられている。2つの第2ローラー60A,60Bは、第1ローラー11A~11Dとは異なる形状を有している。第2ローラー60A,60Bは、押圧部材21Aに隣接し、かつ押圧部材21Aの両側に配置されている。第2ローラー60A,60Bの配置は、図2および図5を参照して説明した2つのローラー11A,11Bの配置と同じであるので、その重複する説明を省略する。
2つの第2ローラー60A,60Bは、対応する2つの第2ローラー回転装置63に2つの回転軸64を介してそれぞれ連結されている(図6では1つの第2ローラー回転装置63および1つの回転軸64のみが描かれている)。第2ローラー回転装置63は、第1ローラー11A~11Dを回転させる第1ローラー回転装置12と同期して動作し、第2ローラー60A,60Bの周速が第1ローラー11A~11Dの周速と同じとなる回転速度で第2ローラー60A,60Bを回転させる。第2ローラー60A,60Bを第2ローラー回転装置63により回転させることで、第2ローラー60A,60Bと基板Wの周縁部との摩擦が低減され、かつ摩擦に起因するパーティクルの発生も防止できる。第2ローラー60A,60Bの材質によっては、第2ローラー回転装置63を設けずに、第2ローラー60A,60Bは自由回転するように構成されてもよい。この場合は、第2ローラー60A,60Bは、基板Wの周縁部2cとの接触により回転される。
第2ローラー60A,60Bは、同じ形状を有しているので、以下、図8を参照して第2ローラー60Aについて説明する。図8は、基板Wの周縁部2cに接触している第2ローラー60Aを示す側面図である。図8に示すように、各第2ローラー60Aは、逆円錐台形状のテーパー面61を有しており、処理ヘッド20Aが発生する押圧力に対する反力を基板Wの周縁部2cに加えるように構成されている。図8に示す例では、第2ローラー60Aのテーパー面61は、全体として下方を向いており、第2ローラー60Aは下向きの反力を基板Wの周縁部2cに加える。
このように配置された第2ローラー60A,60Bは、処理ヘッド20Aの押圧部材21Aから基板Wの第1の面2aの外周部に加えられる押圧力を支持することができ、基板Wの上方への撓みを著しく低減することができる。結果として、処理ヘッド20Aは意図した押圧力で研磨テープ3を基板Wの第1の面2aの外周部に均一に加えることができ、目標とする除去レートを達成することができる。さらには、基板Wの第1の面2aの全体において均一な除去レートを達成することができる。
2つの第2ローラー60A,60Bに加えて、少なくとも1つの第2ローラーを第1ローラー11A~11Dの間にさらに設けてもよい。例えば、図9に示すように、第1ローラー11A~11Dのうちの隣接する2つの間に、少なくとも1つの第2ローラー(符号60A~60Fで示す)を配置してもよい。このように第1ローラー11A~11Dと第2ローラー60A~60Fを交互に配置することで、ベルヌーイチャック50に必要な吸引力を小さくでき、結果としてベルヌーイチャック50への流体の供給量を低減させることができる。
今まで説明した実施形態の基板処理装置は、ローラー11A~11D(および第2ローラー60A~60F)をその軸心を中心に回転させるように構成されているが、本発明はローラー11A~11D(および第2ローラー60A~60F)をオービタル運動させる基板処理装置にも適用することができる。具体的には、図10および図11に示すように、ローラー11A~11D(および第2ローラー60A~60F)は、対応するローラー回転装置12に偏心軸70を介して連結されてもよい。ローラー11A~11D(および第2ローラー60A~60F)は、対応する偏心軸70にそれぞれ固定されている。この構成によれば、ローラー11A~11D(および第2ローラー60A~60F)は、円軌道を描きながら自身の中心周りに回転し、基板Wも円軌道を描きながら自身の中心周りに回転する。図1乃至図8を参照して説明した実施形態は、図10および図11に示す実施形態にも同様に適用することができる。
上述した各実施形態では、処理具として研磨テープが用いられているが、研磨テープに代えて、砥石、クリーニングテープ、不織布テープ、またはクリーニングパッドなどを用いてもよい。
上述した実施形態は、本発明が属する技術分野における通常の知識を有する者が本発明を実施できることを目的として記載されたものである。上記実施形態の種々の変形例は、当業者であれば当然になしうることであり、本発明の技術的思想は他の実施形態にも適用しうる。したがって、本発明は、記載された実施形態に限定されることはなく、特許請求の範囲によって定義される技術的思想に従った最も広い範囲に解釈されるものである。
W 基板
2a 第1の面
2b 第2の面
2c 周縁部
3 研磨テープ(処理具)
10 基板保持部
11A~11D ローラー
12 ローラー回転装置
14 回転軸
15 基板保持面
20A~20D 処理ヘッド
21A~21D 押圧部材
22A~22D アクチュエータ
30 研磨テープ供給機構
31 テープ巻き出しリール
32 テープ巻き取りリール
33 ガイドローラー
50 ベルヌーイチャック
50a 吸引面
53 流体供給ライン
60A~60F 第2ローラー
61 テーパー面
63 第2ローラー回転装置
64 回転軸
70 偏心軸
2a 第1の面
2b 第2の面
2c 周縁部
3 研磨テープ(処理具)
10 基板保持部
11A~11D ローラー
12 ローラー回転装置
14 回転軸
15 基板保持面
20A~20D 処理ヘッド
21A~21D 押圧部材
22A~22D アクチュエータ
30 研磨テープ供給機構
31 テープ巻き出しリール
32 テープ巻き取りリール
33 ガイドローラー
50 ベルヌーイチャック
50a 吸引面
53 流体供給ライン
60A~60F 第2ローラー
61 テーパー面
63 第2ローラー回転装置
64 回転軸
70 偏心軸
Claims (6)
- 基準中心点の周りに配列され、基板の周縁部に接触するように配置された複数のローラーと、
処理具を基板の表面の外周部に押し付ける押圧部材と、
前記押圧部材に押圧力を付与するアクチュエータを備え、
前記複数のローラーのうちの2つは、前記押圧部材に隣接し、かつ前記押圧部材の両側に配置されている、基板処理装置。 - 前記基準中心点から前記押圧部材の中心に延びる基準中心線に垂直な線であって、かつ前記押圧部材の中心を通る線を基準垂線とすると、前記2つのローラーの軸心は前記基準垂線上にあるか、または前記基準垂線よりも半径方向外側に位置している、請求項1に記載の基板処理装置。
- 前記基板処理装置は、前記基板の前記表面を流体を介して非接触状態で支持するベルヌーイチャックをさらに備えており、
前記基準中心点から前記2つのローラーのそれぞれの軸心に延びる線と、前記基準中心線とのなす中心角度は、前記基準中心点から前記ベルヌーイチャックの中心に延びる線と、前記基準中心線とのなす中心角度よりも小さい、請求項1または2に記載の基板処理装置。 - 前記2つのローラーは、前記複数のローラーのうちの他のローラーとは異なる形状を有している、請求項1乃至3のいずれか一項に記載の基板処理装置。
- 前記2つのローラーのそれぞれは、逆円錐台形状のテーパー面を有し、前記押圧力に対する反力を前記基板の周縁部に加えるように構成されている、請求項4に記載の基板処理装置。
- 前記複数のローラーは同じ形状を有しており、前記基板の周縁部を保持するように構成されている、請求項1乃至3のいずれか一項に記載の基板処理装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021171368A JP2023061469A (ja) | 2021-10-20 | 2021-10-20 | 基板処理装置 |
| PCT/JP2022/037991 WO2023068124A1 (ja) | 2021-10-20 | 2022-10-12 | 基板処理装置 |
| KR1020247015721A KR20240089628A (ko) | 2021-10-20 | 2022-10-12 | 기판 처리 장치 |
| EP22883428.9A EP4420831A1 (en) | 2021-10-20 | 2022-10-12 | Substrate processing apparatus |
| CN202280069708.5A CN118119478A (zh) | 2021-10-20 | 2022-10-12 | 基板处理装置 |
| TW111139364A TW202337625A (zh) | 2021-10-20 | 2022-10-18 | 基板處理裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021171368A JP2023061469A (ja) | 2021-10-20 | 2021-10-20 | 基板処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023061469A true JP2023061469A (ja) | 2023-05-02 |
| JP2023061469A5 JP2023061469A5 (ja) | 2024-10-07 |
Family
ID=86058204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021171368A Pending JP2023061469A (ja) | 2021-10-20 | 2021-10-20 | 基板処理装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4420831A1 (ja) |
| JP (1) | JP2023061469A (ja) |
| KR (1) | KR20240089628A (ja) |
| CN (1) | CN118119478A (ja) |
| TW (1) | TW202337625A (ja) |
| WO (1) | WO2023068124A1 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10289892A (ja) * | 1997-04-16 | 1998-10-27 | Dainippon Screen Mfg Co Ltd | 基板保持装置およびそれを用いた基板処理装置 |
| US8528886B2 (en) * | 2009-02-02 | 2013-09-10 | Corning Incorporated | Material sheet handling system and processing methods |
| JP6908496B2 (ja) | 2017-10-25 | 2021-07-28 | 株式会社荏原製作所 | 研磨装置 |
| JP7355670B2 (ja) * | 2020-02-05 | 2023-10-03 | 株式会社荏原製作所 | 研磨ヘッドおよび研磨装置 |
-
2021
- 2021-10-20 JP JP2021171368A patent/JP2023061469A/ja active Pending
-
2022
- 2022-10-12 CN CN202280069708.5A patent/CN118119478A/zh active Pending
- 2022-10-12 KR KR1020247015721A patent/KR20240089628A/ko unknown
- 2022-10-12 WO PCT/JP2022/037991 patent/WO2023068124A1/ja active Application Filing
- 2022-10-12 EP EP22883428.9A patent/EP4420831A1/en active Pending
- 2022-10-18 TW TW111139364A patent/TW202337625A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP4420831A1 (en) | 2024-08-28 |
| WO2023068124A1 (ja) | 2023-04-27 |
| KR20240089628A (ko) | 2024-06-20 |
| CN118119478A (zh) | 2024-05-31 |
| TW202337625A (zh) | 2023-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102142893B1 (ko) | 기판 이면의 연마 방법 및 기판 처리 장치 | |
| JP6908496B2 (ja) | 研磨装置 | |
| TWI760577B (zh) | 處理基板的表面的裝置及方法 | |
| TWI774776B (zh) | 基板研磨方法及裝置、以及基板處理方法 | |
| WO2021157276A1 (ja) | 研磨ヘッドおよび研磨装置 | |
| US20190184517A1 (en) | Substrate processing apparatus, substrate processing method, and storage medium storing program | |
| WO2021044694A1 (ja) | 研磨装置、研磨方法、および基板処理装置 | |
| WO2023068124A1 (ja) | 基板処理装置 | |
| JP7148349B2 (ja) | 基板処理装置および基板処理方法 | |
| JP2023097533A (ja) | 研磨装置および研磨方法 | |
| WO2023153243A1 (ja) | 研磨ヘッドおよび研磨装置 | |
| EP3961683A1 (en) | Workpiece supporting apparatus and workpiece supporting method | |
| WO2023166986A1 (ja) | 研磨ヘッドおよび研磨装置 | |
| WO2024142636A1 (ja) | 研磨ヘッドおよび研磨装置 | |
| WO2023167001A1 (ja) | 研磨ヘッドおよび研磨装置 | |
| WO2023171312A1 (ja) | 基板研磨方法 | |
| WO2023112680A1 (ja) | 基板処理装置および基板処理方法 | |
| KR20240158939A (ko) | 기판 연마 방법 | |
| JP2024069889A (ja) | 基板洗浄装置、および基板洗浄方法 | |
| JP2022135312A (ja) | ワークピース処理装置およびワークピース処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240927 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240927 |