JP2014234413A - Antifouling tacky sheet - Google Patents
Antifouling tacky sheet Download PDFInfo
- Publication number
- JP2014234413A JP2014234413A JP2013115505A JP2013115505A JP2014234413A JP 2014234413 A JP2014234413 A JP 2014234413A JP 2013115505 A JP2013115505 A JP 2013115505A JP 2013115505 A JP2013115505 A JP 2013115505A JP 2014234413 A JP2014234413 A JP 2014234413A
- Authority
- JP
- Japan
- Prior art keywords
- antifouling
- sensitive adhesive
- adhesive sheet
- layer
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
本発明は、防汚用粘着シートに関する。 The present invention relates to an antifouling pressure-sensitive adhesive sheet.
従来、汚れや氷雪の付着防止、フジツボ等の付着生物の付着防止等を目的として、種々の構造物の表面に防汚用粘着シートを貼付することが提案されている(例えば、特許文献1)。大型構造物等の広い面積に防汚シートを貼付する場合、シート幅の増大には限界があるため、複数の防汚用粘着シートを貼付する必要がある。このとき、隣接する防汚用粘着シート間に隙間が存在すると、該隙間に汚れや付着生物等が付着することから、隙間なく貼付することが好ましい。 Conventionally, for the purpose of preventing adhesion of dirt, ice and snow, and preventing adhesion of attached organisms such as barnacles, it has been proposed to attach an antifouling adhesive sheet to the surface of various structures (for example, Patent Document 1). . When affixing an antifouling sheet to a large area such as a large structure, there is a limit to the increase in the sheet width, and thus it is necessary to affix a plurality of antifouling adhesive sheets. At this time, if there is a gap between adjacent antifouling pressure-sensitive adhesive sheets, dirt, attached organisms, and the like adhere to the gap.
複数の防汚用粘着シートを隙間なく貼付する方法としては、端部を重ね合わせて貼付する方法が挙げられる(例えば、特許文献2)。しかしながら、防汚層や基材層の種類によって、十分な接着力が得られずに、重ね合わせた部分から剥離が生じる場合がある。このような剥離は、防汚用粘着シートの接着力を増強することで抑制され得るが、この場合、劣化した防汚用粘着シートの構造物表面からの剥離除去が極めて困難となり、再施工時の作業性が著しく低下するという問題がある。 As a method of applying a plurality of antifouling pressure-sensitive adhesive sheets without gaps, there is a method of attaching the end portions in an overlapping manner (for example, Patent Document 2). However, depending on the type of the antifouling layer or the base material layer, sufficient adhesion may not be obtained, and peeling may occur from the overlapped portion. Such peeling can be suppressed by increasing the adhesive force of the antifouling pressure-sensitive adhesive sheet, but in this case, it becomes extremely difficult to remove the peeled antifouling pressure-sensitive adhesive sheet from the structure surface, and during re-working There is a problem that the workability of the apparatus is significantly reduced.
そこで、複数の防汚用粘着シートを隙間なく貼付するために、端部を突き合わせて貼付する方法が考えられる。しかしながら、位置合わせや切断が困難で作業性が低いという問題がある。例えば、ハサミでは位置合わせの精度が不足している。また、カッターでは構造物を傷つけやすく、構造物の防食塗料層などを傷つけて腐食が発生するおそれがある。 Therefore, in order to apply a plurality of antifouling pressure-sensitive adhesive sheets without gaps, a method of abutting and attaching the end portions can be considered. However, there is a problem that alignment and cutting are difficult and workability is low. For example, scissors lack the accuracy of alignment. In addition, the cutter tends to damage the structure, and the anticorrosion paint layer of the structure may be damaged and corrosion may occur.
本発明の目的は、隣接する防汚用粘着シートの突き合わせの際の位置合わせや切断が簡易迅速に行うことができ、位置合わせの精度が高く、構造物を傷つけるおそれのない防汚用粘着シートおよび施工方法を提供することにある。 An object of the present invention is to provide an antifouling pressure-sensitive adhesive sheet that can be easily and quickly aligned and cut when adhering adjacent antifouling pressure-sensitive adhesive sheets, has high alignment accuracy, and does not damage the structure. And providing a construction method.
本発明によれば、防汚用粘着シートが提供される。
該防汚用粘着シートは、基材層とその一方の面側に設けられた粘着層と該基材層の該粘着層が設けられていない面側に設けられた防汚層とを含む防汚用粘着シートであって、 該防汚用粘着シートの端部に、切断用線材が剥離可能に取り付けられている。
好ましい実施形態によれば、該防汚用粘着シートにおいて、前記切断用線材が、前記粘着層の前記基材層とは反対側の面側表面、前記粘着層内部、または、前記粘着層と前記基材層との界面に取り付けられている。
好ましい実施形態によれば、該防汚用粘着シートにおいて、前記防汚層より外側に延出した前記基材層と前記粘着層とを含む接着代が端部に設けられている。
好ましい実施形態によれば、該防汚用粘着シートにおいて、前記切断用線材が、前記接着代と前記防汚層との境界に取り付けられている。
好ましい実施形態によれば、該防汚用粘着シートにおいて、前記切断用線材が着色されている。
本発明の別の局面によれば、構造物の施工方法が提供される。
該構造物の施工方法は、前記防汚用粘着シート(防汚用粘着シートA)と、防汚用粘着シートBとを準備すること(工程1)、
少なくとも1枚の防汚用粘着シートAと少なくとも1枚の防汚用粘着シートBとを、汚染が防止されるべき表面を有する構造物の該表面に、防汚用粘着シートBの端部が、防汚用粘着シートAの前記切断用線材上となるように貼付すること(工程2)、ならびに
前記切断用線材を防汚用粘着シートAから剥離することにより、防汚用粘着シートBの端部を切断除去すること(工程3)を含む。
好ましい実施形態によれば、該構造物の施工方法は、防汚用粘着シートBの切断面と、防汚用粘着シートAの前記剥離した切断用線材側の末端とを突き合せること(工程4)をさらに含む。
好ましい実施形態によれば、該構造物の施工方法において、前記切断用線材が、前記構造物の汚染が防止されるべき表面とは異なる色彩に着色されている。
According to the present invention, an antifouling pressure-sensitive adhesive sheet is provided.
The antifouling pressure-sensitive adhesive sheet includes a base material layer, an adhesive layer provided on one surface side thereof, and an antifouling layer provided on the surface side of the base material layer on which the adhesive layer is not provided. An antifouling adhesive sheet, wherein a cutting wire is detachably attached to an end of the antifouling adhesive sheet.
According to a preferred embodiment, in the antifouling adhesive sheet, the cutting wire is a surface side surface of the adhesive layer opposite to the base material layer, the inside of the adhesive layer, or the adhesive layer and the It is attached to the interface with the base material layer.
According to a preferred embodiment, in the antifouling pressure-sensitive adhesive sheet, an adhesive margin including the base material layer and the pressure-sensitive adhesive layer extending outward from the antifouling layer is provided at an end portion.
According to a preferred embodiment, in the antifouling pressure-sensitive adhesive sheet, the cutting wire is attached to a boundary between the bonding allowance and the antifouling layer.
According to a preferred embodiment, the cutting wire is colored in the antifouling pressure-sensitive adhesive sheet.
According to another situation of this invention, the construction method of a structure is provided.
The construction method of the structure is to prepare the antifouling adhesive sheet (antifouling adhesive sheet A) and the antifouling adhesive sheet B (step 1),
At least one antifouling pressure-sensitive adhesive sheet A and at least one antifouling pressure-sensitive adhesive sheet B are attached to the surface of the structure having a surface to be prevented from being contaminated, and the end of the antifouling pressure-sensitive adhesive sheet B is Affixing the antifouling adhesive sheet A so as to be on the cutting wire (step 2), and peeling the cutting wire from the antifouling adhesive sheet A, Cutting off the end (step 3).
According to a preferred embodiment, the construction method of the structure is to butt the cut surface of the antifouling pressure-sensitive adhesive sheet B and the end of the antifouling pressure-sensitive adhesive sheet A on the side of the peeled cutting wire (step 4). ).
According to a preferred embodiment, in the construction method of the structure, the cutting wire is colored in a color different from a surface on which contamination of the structure is to be prevented.
本発明の防汚用粘着シートによれば、防汚用粘着シート端部の切断除去を簡易迅速に行うことができ、かつ、構造物を傷つけずに位置合わせ精度の高い切断ができる。
構造物表面の重ね貼り箇所の下に事前に配置した線材により切断する場合、線材のセットの手間により作業性が低下するが、本発明の防汚用粘着シートによれば、構造物表面に線材を事前に配置する必要が無いため、作業性が高い。
According to the antifouling pressure-sensitive adhesive sheet of the present invention, cutting and removal of the end portion of the antifouling pressure-sensitive adhesive sheet can be performed simply and quickly, and cutting with high alignment accuracy can be performed without damaging the structure.
When cutting with a wire placed in advance under the overlapped portion on the surface of the structure, the workability is reduced due to the trouble of setting the wire, but according to the antifouling adhesive sheet of the present invention, the wire on the surface of the structure Since there is no need to arrange the in advance, workability is high.
[A.防汚用粘着シート]
[A−1.全体構造]
図1(a)は、本発明の1つの実施形態による防汚用粘着シート100aの概略斜視図であり、図1(b)は、防汚用粘着シート100aのI−I線による概略断面図である。防汚用粘着シート100aは、防汚層30と基材層10と粘着層20とをこの順に有する。防汚用粘着シート100aは帯状である。本実施形態においては、切断用線材40は、粘着層20の基材層10とは反対側の面(以後「粘着層表面」と称することがある)側表面に取り付けられている。切断用線材40は、防汚用粘着シート100aの長辺方向に略平行に長辺方向全体にわたって、幅方向の端部に取り付けられている。
[A. Antifouling adhesive sheet]
[A-1. Overall structure]
FIG. 1A is a schematic perspective view of an antifouling pressure-sensitive
図2(a)は、本発明の別の実施形態による防汚用粘着シート100bの概略斜視図であり、図2(b)は、防汚用粘着シート100bのI−I線による概略断面図である。本実施形態においては、切断用線材40は、基材層10と粘着層20との界面に取り付けられている。その他の点では、防汚用粘着シート100bは、防汚用粘着シート100aと同様である。
FIG. 2A is a schematic perspective view of an antifouling pressure-sensitive
図3(a)は、本発明のさらに別の実施形態による防汚用粘着シート100cの概略斜視図であり、図3(b)は、防汚用粘着シート100cのI−I線による概略断面図である。本実施形態においては、基材層10、粘着層20および防汚層30の切断用線材40が取り付けられている側の幅方向の端部は、防汚層30の基材層10とは反対側の面(以後「防汚層表面」と称することがある)側表面から粘着層20表面に向かって傾斜面を有する。その他の点では、防汚用粘着シート100cは、防汚用粘着シート100aと同様である。
FIG. 3A is a schematic perspective view of an antifouling pressure-
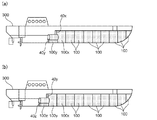
図4(a)は、本発明のさらに別の実施形態による防汚用粘着シート100dの概略斜視図であり、図4(b)は、防汚用粘着シート100dのI−I線による概略断面図である。本実施形態においては、防汚用粘着シート100dの一方の幅方向の端部には、防汚層30より外側に延出した基材層10と粘着層20とを含む接着代50が設けられている。また、切断用線材40は、接着代50と防汚層30との境界に取り付けられている。その他の点では、防汚用粘着シート100dは、防汚用粘着シート100cと同様である。
FIG. 4A is a schematic perspective view of an antifouling pressure-
本明細書において、切断用線材について「粘着層の基材層とは反対側の面側表面(粘着層表面)に取り付けられている」とは、切断用線材の長さ方向の断面の少なくとも一部が、粘着層表面と接触していることを意味する。
切断用線材について「粘着層内部に取り付けられている」とは、切断用線材の長さ方向の断面の少なくとも一部が、粘着層内部に包埋していることを意味する。
切断用線材について「粘着層と基材層との界面に取り付けられている」とは、切断用線材の長さ方向の断面の少なくとも一部が、上記界面と接触していることを意味する。
切断用線材について「接着代と防汚層との境界に取り付けられている」とは、切断用線材の長さ方向の断面の少なくとも一部が、上記境界と接触していることを意味する。
In this specification, the term “attached to the surface side surface (adhesive layer surface) opposite to the base material layer of the adhesive layer” for the cutting wire refers to at least one of the cross-sections in the length direction of the cutting wire. It means that the part is in contact with the adhesive layer surface.
With respect to the cutting wire, “attached to the inside of the adhesive layer” means that at least a part of the cross section in the length direction of the cutting wire is embedded in the adhesive layer.
With respect to the cutting wire, “attached to the interface between the adhesive layer and the base material layer” means that at least a part of the cross section in the length direction of the cutting wire is in contact with the interface.
With respect to the cutting wire, “attached to the boundary between the bonding allowance and the antifouling layer” means that at least a part of the section in the length direction of the cutting wire is in contact with the boundary.
本明細書において「接着代と防汚層との境界」とは、接着代と防汚層との境界線上だけでなく、本発明の効果を損なわない範囲で、接着代と防汚層との境界線の近傍の領域も包含する。「接着代と防汚層との境界」は、例えば、接着代と防汚層との境界線から、接着代に向かう方向および防汚層に向かう方向に5cm以内、好ましくは2cm以内、より好ましくは1cm以内の領域を包含する。 In this specification, “the boundary between the bonding allowance and the antifouling layer” means not only on the boundary line between the adhering allowance and the antifouling layer, but also within the range not impairing the effect of the present invention. The area near the boundary line is also included. The “boundary between the adhesive allowance and the antifouling layer” is, for example, within 5 cm, preferably within 2 cm, more preferably in the direction toward the adhesive allowance and the direction toward the antifouling layer from the boundary line between the adhesive allowance and the antifouling layer. Includes an area within 1 cm.
防汚用粘着シートの端部(基材層、粘着層および/または防汚層の端部)に上記傾斜面を設ける方法としては、例えば、成膜硬化後に切削する;成膜硬化中にスキージで成形する;エッジをダレさせる;塗工時に塗工端部に流動によるダレを生じさせる;コーターの塗液吐出部端部にテーパーを付けて端部への吐出量を連続的に減らす;などが挙げられる。防汚用粘着シートが帯状である場合、傾斜面は、防汚用粘着シートの少なくとも一方(例えば両方)の幅方向の端部に設けられ得る。 As a method of providing the inclined surface at the end of the antifouling pressure-sensitive adhesive sheet (the end of the base material layer, the adhesive layer and / or the antifouling layer), for example, cutting after film-curing is cured; Sag the edge; cause sag due to flow at the coating end during coating; taper the coating liquid discharge end of the coater to continuously reduce the discharge rate to the end; etc. Is mentioned. When the antifouling pressure-sensitive adhesive sheet is strip-shaped, the inclined surface can be provided at the end in the width direction of at least one (for example, both) of the antifouling pressure-sensitive adhesive sheet.
各層の傾斜面の傾斜角度は、各層の厚み、物性等に応じて適切に設定される。各層の傾斜面は、連続していても良いし、連続していなくても良い。 The inclination angle of the inclined surface of each layer is appropriately set according to the thickness, physical properties, etc. of each layer. The inclined surface of each layer may be continuous or may not be continuous.
上記防汚用粘着シートに上記傾斜面を設けることにより、上記防汚用粘着シートに別の防汚用粘着シートを重ねて貼付する際の空気の噛み込みを防止することができる。また、空気の噛み込み防止等を目的として界面活性剤を含む施工液を用いながら貼付する場合に、施工液をその重ね合わせた端部から容易に押出すことができる。 By providing the inclined surface on the antifouling pressure-sensitive adhesive sheet, it is possible to prevent air from being caught when another antifouling pressure-sensitive adhesive sheet is stuck on the antifouling pressure-sensitive adhesive sheet. Moreover, when sticking using the construction liquid containing a surfactant for the purpose of preventing air entrapment, the construction liquid can be easily extruded from the overlapped end portion.
防汚用粘着シートに上記接着代を設けることにより、一方の防汚用粘着シートの接着代上に他方の防汚用粘着シートの粘着層表面を重ねて、隣接する防汚用粘着シートを順次重ねて貼付することが容易となる。 By providing the above-mentioned adhesion allowance on the antifouling pressure-sensitive adhesive sheet, the adhesive layer surface of the other antifouling pressure-sensitive adhesive sheet is superimposed on the adhesion allowance of one antifouling pressure-sensitive adhesive sheet, and the adjacent antifouling pressure-sensitive adhesive sheets are sequentially It becomes easy to apply them in layers.
図示しないが、防汚用粘着シート100の、粘着層20表面および/または防汚層30表面には、剥離フィルムが設けられていてもよい。
Although not shown, a release film may be provided on the surface of the
防汚用粘着シートの形状は、構造物の形状等に応じて任意の適切な形状であり得る。代表的には矩形であり、例えば、帯状であり得る。本明細書において、「帯状」とは、幅(幅方向)に対して長さ(長辺方向)が10倍以上であることをいう。帯状の防汚用粘着シートは、ロール状で供給され得るので、取扱性および作業性が向上する。 The shape of the antifouling pressure-sensitive adhesive sheet may be any appropriate shape depending on the shape of the structure. It is typically rectangular, for example, it can be strip-shaped. In this specification, “band-like” means that the length (long side direction) is 10 times or more with respect to the width (width direction). Since the strip-shaped antifouling pressure-sensitive adhesive sheet can be supplied in a roll shape, the handleability and workability are improved.
防汚用粘着シートの幅または長さは、構造物の形状等に応じて任意の適切な幅または長さに設定される。防汚用粘着シートの幅は、例えば20cm以上であり得、例えば30cm〜5mであり得る。 The width or length of the antifouling pressure-sensitive adhesive sheet is set to any appropriate width or length depending on the shape of the structure. The width of the antifouling pressure-sensitive adhesive sheet can be, for example, 20 cm or more, and can be, for example, 30 cm to 5 m.
防汚用粘着シートの厚みは、それに含まれる各層の厚みによって、本発明の効果を損なわない範囲で、任意の適切な厚みに設定される。防汚用粘着シートの厚みは、例えば50μm〜5000μmであり得る。 The thickness of the antifouling pressure-sensitive adhesive sheet is set to any appropriate thickness as long as the effects of the present invention are not impaired by the thickness of each layer contained therein. The thickness of the antifouling pressure-sensitive adhesive sheet may be, for example, 50 μm to 5000 μm.
防汚用粘着シートとしては、透明(例えば、無色透明)のものを用い得る。この場合、切断用線材の視認性が増し、作業効率が向上し、除去忘れを防止できる。 As the antifouling pressure-sensitive adhesive sheet, a transparent (for example, colorless and transparent) sheet can be used. In this case, the visibility of the cutting wire is increased, the working efficiency is improved, and forgetting to remove can be prevented.
[A−2.切断用線材]
上記のとおり、防汚用粘着シートには、切断用線材が剥離可能に取り付けられている。
[A-2. Cutting wire]
As described above, the cutting wire is detachably attached to the antifouling pressure-sensitive adhesive sheet.
(取り付け)
本明細書において、上記切断用線材について「剥離」とは、防汚用粘着シート表面(例えば、接着代50と防汚層30との境界)に取り付けられた切断用線材を剥離する概念(図4)だけでなく、防汚用粘着シートの厚み方向の任意の適切な位置に取り付けられた切断用線材を、防汚用粘着シートを切断しながら引き上げて剥離する概念をも包含する。
(attachment)
In the present specification, the term “peeling” for the cutting wire refers to the concept of peeling the cutting wire attached to the surface of the antifouling pressure-sensitive adhesive sheet (for example, the boundary between the
切断用線材の取り付けの態様としては、例えば、切断用線材の一部または全体が、防汚用粘着シート表面(例えば、接着代と防汚層との境界および/または粘着層表面)に取り付けられていてもよく、切断用線材の一部または全体が、上記基材層および/または粘着層の内部(例えば、粘着層内部、基材層と粘着層との界面、および基材層内部)に包埋されて取り付けられていてもよい。 As an aspect of attaching the cutting wire, for example, a part or the whole of the cutting wire is attached to the surface of the antifouling pressure-sensitive adhesive sheet (for example, the boundary between the bonding margin and the antifouling layer and / or the surface of the pressure-sensitive adhesive layer). A part or the whole of the cutting wire may be inside the base material layer and / or the adhesive layer (for example, inside the adhesive layer, the interface between the base material layer and the adhesive layer, and inside the base material layer). It may be embedded and attached.
切断用線材の取り付けの方法は、切断用線材の取り付け位置に応じて変化し得る。
例えば、切断用線材が粘着層表面に取り付けられている場合、基材層と粘着層との積層前に切断用線材を粘着層表面に取り付けてもよく、積層後に切断用線材を粘着層表面に取り付けてもよい。
切断用線材を粘着層表面に取り付ける方法としては、任意の適切な方法を用い得る。そのような方法としては、例えば、接着剤を塗布した切断用線材を粘着層表面に貼り付ける方法が挙げられる。上記接着剤としては、適宜希釈した接着剤を用い得る。また、上記接着剤としては、例えば、ゴム系接着剤、アクリル系接着剤、およびイソシアネート系接着剤などを用い得る。
The method of attaching the cutting wire can vary depending on the attachment position of the cutting wire.
For example, when the cutting wire is attached to the surface of the adhesive layer, the cutting wire may be attached to the surface of the adhesive layer before the base material layer and the adhesive layer are laminated. It may be attached.
Any appropriate method can be used as a method of attaching the cutting wire to the surface of the adhesive layer. As such a method, for example, a method of attaching a cutting wire coated with an adhesive to the surface of the pressure-sensitive adhesive layer can be mentioned. As the adhesive, an appropriately diluted adhesive can be used. Moreover, as said adhesive agent, a rubber adhesive, an acrylic adhesive, an isocyanate adhesive etc. can be used, for example.
また、例えば、切断用線材が基材層内部および/または粘着層内部に包埋されている場合、切断用線材の取り付けの方法としては、例えば、基材層形成材料および/または粘着層形成材料の塗工時に切断用線材を包埋する方法、ならびに、基材層と粘着層との積層前に切断用線材を何れかの層表面に取り付けた後にこれらの層を積層する方法が挙げられる。 For example, when the cutting wire is embedded in the base material layer and / or the adhesive layer, the cutting wire may be attached by, for example, a base material layer forming material and / or an adhesive layer forming material. And a method of embedding the cutting wire at the time of coating, and a method of laminating these layers after attaching the cutting wire to the surface of any of the layers before laminating the base material layer and the adhesive layer.
また、例えば、切断用線材が接着代と防汚層との境界に取り付けられている場合、防汚層の形成後に切断用線材を上記境界に取り付け得る。
切断用線材を上記境界に取り付ける方法としては、任意の適切な方法を用い得る。そのような方法としては、例えば、切断用線材を粘着層表面に貼り付ける方法と同様の方法が挙げられる。
For example, when the cutting wire is attached to the boundary between the bonding allowance and the antifouling layer, the cutting wire can be attached to the boundary after the antifouling layer is formed.
Any appropriate method can be used as a method of attaching the cutting wire to the boundary. As such a method, for example, a method similar to the method of attaching a cutting wire to the surface of the adhesive layer can be mentioned.
防汚用粘着シートの形状が帯状である場合、防汚用粘着シートの帯の長辺方向(例えば、長辺方向全域)において、切断用線材が取り付けられ得る。
この場合、複数枚の帯状の上記防汚用粘着シートを構造物の表面に略平行に貼付する場合に、上記防汚用粘着シートの端部が隣接する上記防汚用粘着シートの切断用線材上となるように貼付しやすくなる。なお、本明細書において、「略平行」とは、0°±20°の範囲を包含し、好ましくは0°±10°、さらに好ましくは0°±5°、特に好ましくは0°±1°である。また、「長辺方向」、「長さ方向」および「直交」についても同様とする。
When the shape of the antifouling pressure-sensitive adhesive sheet is a band shape, a cutting wire can be attached in the long side direction (for example, the entire region in the long side direction) of the band of the antifouling pressure-sensitive adhesive sheet.
In this case, when a plurality of strip-shaped adhesive sheets for antifouling are attached to the surface of the structure substantially in parallel, the wire rod for cutting the antifouling adhesive sheet adjacent to the end of the antifouling adhesive sheet is used. It becomes easy to stick so that it becomes the top. In the present specification, “substantially parallel” includes a range of 0 ° ± 20 °, preferably 0 ° ± 10 °, more preferably 0 ° ± 5 °, particularly preferably 0 ° ± 1 °. It is. The same applies to “long side direction”, “length direction”, and “orthogonal”.
切断用線材は、防汚用粘着シートの端部に取り付けられる。より具体的には、防汚用粘着シートの末端から、例えば0.05cm〜20cm、好ましくは0.1cm〜10cm、より好ましくは0.5cm〜5cmの距離の領域に取り付けられ得る。防汚用粘着シートが帯状である場合、切断用線材は、防汚用粘着シートの幅方向の末端から幅方向に上記範囲内の距離の領域に取り付けられ得る。 The cutting wire is attached to the end of the antifouling adhesive sheet. More specifically, from the terminal of the antifouling pressure-sensitive adhesive sheet, for example, it can be attached to a region having a distance of 0.05 cm to 20 cm, preferably 0.1 cm to 10 cm, more preferably 0.5 cm to 5 cm. When the antifouling pressure-sensitive adhesive sheet has a strip shape, the cutting wire can be attached to a region within the above range in the width direction from the end in the width direction of the antifouling pressure-sensitive adhesive sheet.
切断用線材の一部(例えば、長さ方向の一方又は両方の端部であり、例えば、長さ方向の末端から0.1cm以上(例えば0.1cm〜100cm)、好ましくは1cm以上の端部)は、防汚用粘着シートに取り付けられていなくてもよい。また、当該一部は防汚用粘着シートより外側に延出し得る。これらの場合、切断用線材の剥離時に当該一部を引張り代とすることができ、切断用線材を防汚用粘着シートから剥離しやすくなる。 Part of the cutting wire (for example, one or both ends in the length direction, for example, 0.1 cm or more (for example, 0.1 cm to 100 cm), preferably 1 cm or more from the end in the length direction) ) May not be attached to the antifouling adhesive sheet. Moreover, the said part can extend outside the antifouling adhesive sheet. In these cases, when the cutting wire is peeled off, the part can be used as a tensile allowance, and the cutting wire can be easily peeled off from the antifouling adhesive sheet.
1枚の防汚用粘着シートに取り付けられている切断用線材の数は1本以上であればよく、例えば1本〜5本であり、1〜3本であることが好ましく、1本であることがより好ましい。 The number of cutting wires attached to one antifouling pressure-sensitive adhesive sheet may be one or more, for example, 1 to 5, preferably 1 to 3. It is more preferable.
(切断用線材)
上記切断用線材としては、例えば、着色(例えば、有彩色に着色)された切断用線材を用い得る。また、上記防汚用粘着シートとは異なる色彩に着色されたものを用い得る。好ましくは、上記構造物の表面とは異なる色彩に着色されたものを用い得る。これらの場合、切断用線材の視認性が増し、作業効率が向上し、除去忘れを防止できる。
(Wire for cutting)
As the cutting wire, for example, a colored cutting wire (for example, a chromatic color) can be used. Moreover, what was colored in the color different from the said antifouling adhesive sheet can be used. Preferably, those colored in a color different from the surface of the structure can be used. In these cases, the visibility of the cutting wire is increased, the working efficiency is improved, and forgetting to remove can be prevented.
切断用線材としては、例えば、ガラス繊維、金属繊維、炭素繊維、および合成樹脂からなる繊維(合成繊維)からなる群より選択される少なくとも1つを含む線材を用い得る。合成繊維としては、例えば、ポリアミド繊維(例えば、ナイロン繊維)、アラミド繊維(例えば、ケブラー繊維)、ポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、セルロース系繊維(例えば、セルロースアセテート繊維)、ビニロン繊維(ポリビニルアルコール繊維)、アクリロニトリル系繊維、および芳香族ポリエーテルイミド繊維とポリビニルアルコール繊維との混繊糸が挙げられ、ポリアミド繊維が好ましい。 As the wire for cutting, for example, a wire containing at least one selected from the group consisting of glass fibers, metal fibers, carbon fibers, and fibers made of synthetic resin (synthetic fibers) can be used. Synthetic fibers include, for example, polyamide fibers (for example, nylon fibers), aramid fibers (for example, Kevlar fibers), polyester fibers, polypropylene fibers, polyethylene fibers, cellulosic fibers (for example, cellulose acetate fibers), vinylon fibers (polyvinyl alcohol). Fibers), acrylonitrile-based fibers, and mixed yarns of aromatic polyetherimide fibers and polyvinyl alcohol fibers, and polyamide fibers are preferred.
切断用線材の直径は、例えば、1μm〜1cmであり、好ましくは5μm〜750μmであり、より好ましくは10μm〜500μmである。 The diameter of the cutting wire is, for example, 1 μm to 1 cm, preferably 5 μm to 750 μm, and more preferably 10 μm to 500 μm.
切断用線材が、粘着層表面、粘着層内部、または、粘着層と基材層との界面に取り付けられている場合、切断用線材の直径は、例えば、粘着層の厚みの2%〜2000%であり、好ましくは10%〜1500%であり、より好ましくは20%〜1000%である。 When the cutting wire is attached to the surface of the pressure-sensitive adhesive layer, the inside of the pressure-sensitive adhesive layer, or the interface between the pressure-sensitive adhesive layer and the base material layer, the diameter of the wire for cutting is, for example, 2% to 2000% of the thickness of the pressure-sensitive adhesive layer Preferably, it is 10% to 1500%, and more preferably 20% to 1000%.
[A−3.基材層]
上記基材層としては、本発明の効果を損なわない範囲で、任意の適切な基材層を採用し得る。このような基材層の材料としては、好ましくは、耐水性、強度、柔軟性、裂け性に優れるものである。このような基材層の材料としては、例えば、ポリウレタン樹脂、ポリウレタンアクリル樹脂、ゴム系樹脂、塩化ビニル樹脂、ポリエステル樹脂、シリコーン樹脂、エラストマー類、フッ素樹脂、ポリアミド樹脂、ポリオレフィン樹脂(ポリエチレン、ポリプロピレンなど)、ポリスチレン樹脂などが挙げられる。このような基材層の材料は、1種のみであっても良いし、2種以上であっても良い。
[A-3. Base material layer]
Any appropriate base material layer can be adopted as the base material layer as long as the effects of the present invention are not impaired. Such a material for the base material layer is preferably excellent in water resistance, strength, flexibility and tearability. Examples of the material for the base material layer include polyurethane resin, polyurethane acrylic resin, rubber resin, vinyl chloride resin, polyester resin, silicone resin, elastomers, fluororesin, polyamide resin, polyolefin resin (polyethylene, polypropylene, etc.) ) And polystyrene resin. The material of such a base material layer may be only one type or two or more types.
基材層は、その伸びが、好ましくは100%以上、より好ましくは120%以上、さらに好ましくは150%以上である。基材層の伸びが100%以上であることによって、防汚用粘着シートは、様々な構造物の形状に良好に追従でき、平面に良好に貼付できるだけでなく、屈曲部(船体表面に存在するような曲面部分、90度角の部分、鋭角部分など)にも良好に貼付できる。基材層の伸びの上限は、基材層の強度の観点から、好ましくは2000%である。 The elongation of the base material layer is preferably 100% or more, more preferably 120% or more, and further preferably 150% or more. When the elongation of the base material layer is 100% or more, the antifouling pressure-sensitive adhesive sheet can follow the shape of various structures well and can be stuck on a flat surface as well as a bent part (existing on the hull surface). Such curved surface portion, 90-degree angle portion, acute angle portion, etc.) can be satisfactorily adhered. The upper limit of the elongation of the base material layer is preferably 2000% from the viewpoint of the strength of the base material layer.
基材層は、その破断点応力が、好ましくは10MPa以上、より好ましくは12MPa以上、さらに好ましくは15MPa以上である。基材層の破断点応力が10MPa未満の場合、使用済みの防汚用粘着シートを構造物から剥がす際に、基材層が頻繁に切断してしまい、作業効率が著しく悪くなるおそれがある。基材層の破断点応力の上限は、基材層の取扱性の観点から、好ましくは200MPaである。 The base material layer has a breaking stress of preferably 10 MPa or more, more preferably 12 MPa or more, and further preferably 15 MPa or more. When the stress at break of the base material layer is less than 10 MPa, the base material layer is frequently cut when the used antifouling pressure-sensitive adhesive sheet is peeled off from the structure, and the work efficiency may be remarkably deteriorated. The upper limit of the breaking point stress of the base material layer is preferably 200 MPa from the viewpoint of the handleability of the base material layer.
基材層の伸びおよび破断点応力は、JIS7161、JIS7162、JIS7172に準じて測定することができる。 The elongation and breaking point stress of the base material layer can be measured according to JIS 7161, JIS 7162, and JIS 7172.
基材層は、その弾性率が、好ましくは4000MPa以下、より好ましくは1000MPa以下、さらに好ましくは100MPa以下、特に好ましくは50MPa以下である。基材層の弾性率が上記範囲内であると、防汚用粘着シートは、様々な構造物の形状に良好に追従でき、施工性が向上する。基材層の弾性率の下限は、基材層の取扱性の観点から、好ましくは0.1MPaである。 The elastic modulus of the base material layer is preferably 4000 MPa or less, more preferably 1000 MPa or less, still more preferably 100 MPa or less, and particularly preferably 50 MPa or less. When the elastic modulus of the base material layer is within the above range, the antifouling pressure-sensitive adhesive sheet can satisfactorily follow the shapes of various structures and workability is improved. The lower limit of the elastic modulus of the base material layer is preferably 0.1 MPa from the viewpoint of the handleability of the base material layer.
基材層は、本発明の効果を損なわない範囲で、任意の適切な添加剤を含んでいても良い。このような添加剤としては、例えば、オレフィン系樹脂、シリコーン系ポリマー、液状アクリル系共重合体、粘着付与剤、老化防止剤、ヒンダードアミン系光安定剤、紫外線吸収剤、酸化防止剤、帯電防止剤、ポリエチレンイミン、脂肪酸アミド、脂肪酸エステル、リン酸エステル、滑剤、界面活性剤、充填剤、および顔料(例えば、酸化カルシウム、酸化マグネシウム、シリカ、酸化亜鉛、酸化チタン、カーボンブラックなど)が挙げられる。 The base material layer may contain any appropriate additive as long as the effects of the present invention are not impaired. Examples of such additives include olefin resins, silicone polymers, liquid acrylic copolymers, tackifiers, anti-aging agents, hindered amine light stabilizers, ultraviolet absorbers, antioxidants, and antistatic agents. , Polyethyleneimine, fatty acid amide, fatty acid ester, phosphate ester, lubricant, surfactant, filler, and pigment (for example, calcium oxide, magnesium oxide, silica, zinc oxide, titanium oxide, carbon black, etc.).
基材層は、紫外線吸収剤を含むことが好ましい。基材層が紫外線吸収剤を含むことにより、防汚用粘着シートの耐候性が向上する。また、野外での使用において太陽光による基材の劣化を防止でき、当初の基材強度を維持しやすくなる。そのため、使用済みの防汚用粘着シートを構造物から剥がす際にも基材層が切断することなく、作業効率が向上する。 The base material layer preferably contains an ultraviolet absorber. When the base material layer contains the ultraviolet absorber, the weather resistance of the antifouling pressure-sensitive adhesive sheet is improved. Moreover, the deterioration of the base material due to sunlight can be prevented during outdoor use, and the initial base material strength can be easily maintained. Therefore, even when the used antifouling adhesive sheet is peeled off from the structure, the working efficiency is improved without the base material layer being cut.
基材層の厚みは、用途や使用環境などによって、任意の適切な厚みを採用し得る。基材層の厚みは、好ましくは20〜500μmである。基材層の厚みが20μm以上であると、ハンドリング性が向上する。基材層の厚みが500μm以下であると、構造物の形状への追従性が向上し、シートのつなぎ目部分の凹凸がより小さくなり、汚れがより付きにくくなる。 Arbitrary appropriate thickness can be employ | adopted for the thickness of a base material layer by a use, use environment, etc. The thickness of the base material layer is preferably 20 to 500 μm. When the thickness of the base material layer is 20 μm or more, handling properties are improved. When the thickness of the base material layer is 500 μm or less, the followability to the shape of the structure is improved, the unevenness of the joint portion of the sheet is further reduced, and dirt is less likely to be attached.
基材層の防汚層が設けられる部分には、防汚層との密着性を向上させるために、プライマーをあらかじめ塗工しておいても良い。また、基材層には、シランカップリング剤をあらかじめ添加しておいても良い。例えば、防汚層がシリコーン樹脂を含む場合、シリコーン樹脂の特性である低表面エネルギーが原因で、基材層への密着性が低い場合がある。防汚層と基材層の密着性が低いと、防汚効果を発揮する防汚層が、使用中の衝撃や物理的ダメージによって基材層から剥離してしまい、本来の防汚効果が持続できないおそれがある。そのため、基材層の表面にプライマーをあらかじめ塗工して防汚層との密着性を高めたり、シリコーン樹脂と反応するシラノール基やアルコキシシラン基をシランカップリング剤によって基材層中に導入し、縮合型シリコーン樹脂の塗工時に基材層上の反応基と縮合反応させて密着性を向上させたりすることができる。 In order to improve the adhesion to the antifouling layer, a primer may be applied in advance to the portion of the base material layer where the antifouling layer is provided. Further, a silane coupling agent may be added to the base material layer in advance. For example, when the antifouling layer contains a silicone resin, the adhesion to the base material layer may be low due to the low surface energy that is a characteristic of the silicone resin. If the adhesion between the antifouling layer and the base material layer is low, the antifouling layer that exhibits the antifouling effect peels off from the base material layer due to impact or physical damage during use, and the original antifouling effect continues. It may not be possible. Therefore, a primer is applied to the surface of the base material layer in advance to improve the adhesion to the antifouling layer, or silanol groups and alkoxysilane groups that react with the silicone resin are introduced into the base material layer with a silane coupling agent. The adhesion can be improved by performing a condensation reaction with a reactive group on the base material layer during application of the condensation type silicone resin.
シランカップリング剤は、1種のみであっても良いし、2種以上であっても良い。市販されている具体的なシランカップリング剤としては、例えば、信越化学工業(株)製のKBM5103、KBM1003、KBM903、KBM403、KBM802などが挙げられる。 Only one type of silane coupling agent may be used, or two or more types may be used. Specific examples of commercially available silane coupling agents include KBM5103, KBM1003, KBM903, KBM403, and KBM802 manufactured by Shin-Etsu Chemical Co., Ltd.
基材層にシランカップリング剤が含まれる場合、基材層中のシランカップリング剤の含有割合は、好ましくは0.01〜10重量%である。基材層中のシランカップリング剤の含有割合が10重量%以下であると、シランカップリング剤が架橋点となって基材層が硬くなってしまう危険性を回避できる。基材層中のシランカップリング剤の含有割合が0.01重量%以上であると、基材層と防汚層との間の密着性が向上する。 When the silane coupling agent is included in the base material layer, the content ratio of the silane coupling agent in the base material layer is preferably 0.01 to 10% by weight. When the content ratio of the silane coupling agent in the base material layer is 10% by weight or less, it is possible to avoid a risk that the base material layer becomes hard due to the silane coupling agent serving as a crosslinking point. When the content ratio of the silane coupling agent in the base material layer is 0.01% by weight or more, the adhesion between the base material layer and the antifouling layer is improved.
基材層の粘着層が設けられる側の面には、易接着処理が施されていてもよい。易接着処理を施すことにより、剥離除去の際の糊残りが抑制され得る。易接着処理としては、上記接着代の基材層側表面に施される処理と同様の処理が挙げられる。 The surface of the base material layer on which the adhesive layer is provided may be subjected to an easy adhesion treatment. By performing the easy adhesion treatment, the adhesive residue at the time of peeling and removal can be suppressed. Examples of the easy adhesion treatment include the same treatment as the treatment applied to the surface of the base material layer for the above-mentioned adhesion allowance.
[A−4.粘着層]
上記粘着層としては、本発明の効果を損なわない範囲で、任意の適切な粘着層を採用し得る。このような粘着層の材料としては、例えば、アクリル樹脂系粘着剤、エポキシ樹脂系粘着剤、アミノ樹脂系粘着剤、ビニル樹脂(酢酸ビニル系重合体など)系粘着剤、硬化型アクリル樹脂系粘着剤、シリコーン樹脂系粘着剤などが挙げられる。粘着層の材料は、1種のみであっても良いし、2種以上であっても良い。
[A-4. Adhesive layer]
Any appropriate pressure-sensitive adhesive layer can be adopted as the pressure-sensitive adhesive layer as long as the effects of the present invention are not impaired. Examples of the material for such an adhesive layer include acrylic resin adhesives, epoxy resin adhesives, amino resin adhesives, vinyl resin (vinyl acetate polymers, etc.) adhesives, and curable acrylic resin adhesives. Agents, silicone resin adhesives, and the like. The material of the adhesive layer may be only one type or two or more types.
粘着層は、その23℃で引張速度300mm/minにおける180度ピール接着力が、好ましくは30N/20mm以下、より好ましくは20N/20mm以下、さらに好ましくは15N/20mm以下である。粘着層の23℃で引張速度300mm/minにおける180度ピール接着力が上記範囲内であると、使用済みの防汚用粘着シートを構造物から剥がす際の作業効率が向上する。粘着層の23℃で引張速度300mm/minにおける180度ピール接着力の下限は、十分な粘着力を維持できる観点から、好ましくは5N/20mmである。 The adhesive layer has a 180-degree peel adhesive strength at 23 ° C. and a tensile speed of 300 mm / min, preferably 30 N / 20 mm or less, more preferably 20 N / 20 mm or less, and still more preferably 15 N / 20 mm or less. If the adhesive layer has a 180 ° peel adhesive strength at 23 ° C. and a tensile speed of 300 mm / min within the above range, the working efficiency when peeling the used antifouling adhesive sheet from the structure is improved. The lower limit of the 180-degree peel adhesive force at 23 ° C. and a tensile speed of 300 mm / min of the adhesive layer is preferably 5 N / 20 mm from the viewpoint of maintaining sufficient adhesive force.
粘着層の180度ピール接着力は、例えば、以下のようにして測定することができる。すなわち、粘着層を基材上に積層して粘着シートを作成し、これを80mm×20mmの試験片サイズにカットする。被着体として30mm×100mm×厚さ2mmのエポキシ樹脂にガラスクロスを入れて強化したプラスチックFRP板を使用する。被着体に試験片を2kgローラーで1往復して貼り合わせ、23℃で30分放置後、引張速度300mm/minで初期の180度ピール接着力を測定する。 The 180 degree peel adhesive force of the pressure-sensitive adhesive layer can be measured, for example, as follows. That is, an adhesive layer is laminated on a base material to prepare an adhesive sheet, which is cut into a test piece size of 80 mm × 20 mm. As the adherend, a plastic FRP plate reinforced by putting a glass cloth in an epoxy resin of 30 mm × 100 mm × thickness 2 mm is used. The test piece is attached to the adherend by reciprocating once with a 2 kg roller, and left at 23 ° C. for 30 minutes, and then the initial 180-degree peel adhesive strength is measured at a tensile speed of 300 mm / min.
粘着層は、海水に接触させた際に、該粘着層における海水に接触させた部分の圧縮弾性率が、海水接触前の該粘着層における圧縮弾性率に対して、好ましくは1.1倍以上、より好ましくは1.2倍以上、さらに好ましくは1.5倍以上である。粘着層を海水に接触させた際に、該粘着層における海水に接触させた部分の圧縮弾性率が、海水接触前の該粘着層における圧縮弾性率の1.1倍以上であれば、水中においても良好な接着性を発現できる。粘着層を海水に接触させた際の、該粘着層における海水に接触させた部分の圧縮弾性率の、海水接触前の該粘着層における圧縮弾性率に対する倍率の上限は、取扱性の観点から、好ましくは100倍である。 When the pressure-sensitive adhesive layer is contacted with seawater, the compression elastic modulus of the portion of the pressure-sensitive adhesive layer in contact with seawater is preferably 1.1 times the compression elastic modulus of the pressure-sensitive adhesive layer before seawater contact. More preferably, it is 1.2 times or more, and further preferably 1.5 times or more. When the pressure-sensitive adhesive layer is in contact with seawater and the compression elastic modulus of the portion of the pressure-sensitive adhesive layer in contact with seawater is 1.1 times the compression elastic modulus of the pressure-sensitive adhesive layer before seawater contact, Can exhibit good adhesiveness. When the pressure-sensitive adhesive layer is contacted with seawater, the upper limit of the compression elastic modulus of the portion of the pressure-sensitive adhesive layer that is in contact with seawater with respect to the compression elastic modulus in the pressure-sensitive adhesive layer before seawater contact is from the viewpoint of handling properties. Preferably it is 100 times.
粘着層の厚みは、用途や使用環境などによって、任意の適切な厚みを採用し得る。粘着層の厚みは、好ましくは10μm以上である。粘着層の厚みが上記範囲内であると、構造物の形状への追従性が向上し、接着面積の増加により、粘着力が向上する。粘着層の厚みの上限は、取扱性の観点から、好ましくは100μmである。 Arbitrary appropriate thickness can be employ | adopted for the thickness of an adhesion layer by a use, use environment, etc. The thickness of the adhesive layer is preferably 10 μm or more. When the thickness of the pressure-sensitive adhesive layer is within the above range, the followability to the shape of the structure is improved, and the adhesive force is improved by increasing the adhesion area. The upper limit of the thickness of the adhesive layer is preferably 100 μm from the viewpoint of handleability.
[A−5.防汚層]
上記防汚層としては、本発明の効果を損なわない範囲で、任意の適切な防汚層を採用し得る。汚れ等の付着を好適に防止する観点から、防汚層の表面は好ましくは難接着性である。
[A-5. Antifouling layer]
Any appropriate antifouling layer can be adopted as the antifouling layer as long as the effects of the present invention are not impaired. From the viewpoint of suitably preventing adhesion of dirt and the like, the surface of the antifouling layer is preferably hardly adhesive.
防汚層の形成材料は、例えば、フッ素系樹脂、シリコーン系樹脂、メラミン系樹脂、アクリル系樹脂等の表面エネルギーの小さい樹脂を含む。 The material for forming the antifouling layer includes, for example, a resin having a small surface energy such as a fluorine resin, a silicone resin, a melamine resin, and an acrylic resin.
防汚層は、好ましくは防汚剤をさらに含む。防汚剤は、1種のみであっても良いし、2種以上であっても良い。防汚層が防汚剤を含む場合、該防汚剤がマトリックスである上記樹脂の表面に移行して表面を覆うことにより、高い防汚効果が長期間維持され得る。 The antifouling layer preferably further contains an antifouling agent. Only one type of antifouling agent may be used, or two or more types may be used. When the antifouling layer contains an antifouling agent, the antifouling agent moves to the surface of the resin as a matrix and covers the surface, whereby a high antifouling effect can be maintained for a long time.
防汚層中、上記樹脂100重量部に対する防汚剤の含有割合は、好ましくは2重量部以上、より好ましくは2〜200重量部、さらに好ましくは3〜150重量部、特に好ましくは4〜120重量部、最も好ましくは5〜100重量部である。上記樹脂に対する防汚剤の含有割合が上記範囲内であると、防汚層の防汚効果がより確実に発現でき、また、最終成形品や被膜の外観が向上し、防汚層の強度が向上し、防汚性をより長期間持続できる。 In the antifouling layer, the content ratio of the antifouling agent to 100 parts by weight of the resin is preferably 2 parts by weight or more, more preferably 2 to 200 parts by weight, further preferably 3 to 150 parts by weight, and particularly preferably 4 to 120 parts. Part by weight, most preferably 5 to 100 parts by weight. When the content ratio of the antifouling agent to the resin is within the above range, the antifouling effect of the antifouling layer can be expressed more reliably, and the appearance of the final molded product and the coating is improved, and the strength of the antifouling layer is increased. Improves antifouling properties for a longer period of time.
防汚剤としては、本発明の効果を損なわない範囲で、任意の適切な防汚剤を採用し得る。このような防汚剤としては、例えば、シリコーンオイル、流動パラフィン、界面活性剤、ワックス、ペトロラタム、動物脂類、脂肪酸などが挙げられる。本発明において使用され得る防汚剤は、好ましくは、シリコーンオイル、流動パラフィン、界面活性剤から選ばれる少なくとも1種である。1つの実施形態としては、防汚層は、シリコーンオイルおよび/または流動パラフィンを含むシリコーン系樹脂層またはフッ素系樹脂層であり得る。 As the antifouling agent, any appropriate antifouling agent can be adopted as long as the effects of the present invention are not impaired. Examples of such an antifouling agent include silicone oil, liquid paraffin, surfactant, wax, petrolatum, animal fats, fatty acids and the like. The antifouling agent that can be used in the present invention is preferably at least one selected from silicone oil, liquid paraffin, and surfactant. In one embodiment, the antifouling layer may be a silicone resin layer or a fluorine resin layer containing silicone oil and / or liquid paraffin.
シリコ−ンオイルとしては、例えば、信越化学工業(株)製のKF96L、KF96、KF69、KF99、KF50、KF54、KF410、KF412、KF414、FL、東レダウコーニング株式会社製のBY16−846、SF8416、SH203、SH230、SF8419、FS1265、SH510、SH550、SH710、FZ-2110、FZ-2203が挙げられる。 As silicone oil, for example, KF96L, KF96, KF69, KF99, KF50, KF54, KF410, KF412, KF414, FL, manufactured by Shin-Etsu Chemical Co., Ltd., BY16-846, SF8416, SH203 manufactured by Toray Dow Corning Co., Ltd. , SH230, SF8419, FS1265, SH510, SH550, SH710, FZ-2110, FZ-2203.
界面活性剤としては、例えば、アニオン系界面活性剤、カチオン系界面活性剤、ノニオン系界面活性剤などが挙げられる。 Examples of the surfactant include an anionic surfactant, a cationic surfactant, and a nonionic surfactant.
防汚剤として、珪藻付着防止剤、農薬、医薬品(メデトミジンなど)、酵素活性阻害剤(アルキルフェノール、アルキルレゾルシノールなど)、生物忌避剤を用いても良い。これらの防汚剤を用いることにより、珪藻やフジツボなどの水生生物の付着防止効果がより一層向上する。 As antifouling agents, diatomaceous adhesion inhibitors, agricultural chemicals, pharmaceuticals (such as medetomidine), enzyme activity inhibitors (such as alkylphenols and alkylresorcinols), and biological repellents may be used. By using these antifouling agents, the adhesion preventing effect of aquatic organisms such as diatoms and barnacles is further improved.
防汚層は、本発明の効果を損なわない範囲で、任意の適切な他の添加剤を含んでいても良い。 The antifouling layer may contain any appropriate other additive as long as the effects of the present invention are not impaired.
また、防汚層形成材料として、市販の塗料組成物を用いることもできる。該市販の塗料組成物としては、例えば、中国塗料社製の商品名「ペラクリン」および「バイオクリン」、NKMコーティングス社製の商品名「エバークリーン」などが挙げられる。 Moreover, a commercially available coating composition can also be used as an antifouling layer forming material. Examples of the commercially available coating composition include trade names “Peracrine” and “Bioclin” manufactured by China Paint Co., Ltd., and “Everclean” manufactured by NKM Coatings.
防汚層の厚みは、用途や使用環境などによって、任意の適切な厚みを採用し得る。防汚層の厚みは、好ましくは5〜500μmである。防汚層の厚みが5μmより薄いと、防汚効果が有効に働く期間が短くなり、実用的ではなくなるおそれがある。防汚層の厚みが500μmより厚いと、防汚用粘着シートが分厚くなって重量が大きくなるため、ハンドリング性が悪くなり、シートの重ね合わせた部分の凹凸が大きくなり、汚れが付きやすいおそれがある。 Arbitrary appropriate thickness can be employ | adopted for the thickness of a pollution protection layer according to a use, use environment, etc. The thickness of the antifouling layer is preferably 5 to 500 μm. When the thickness of the antifouling layer is less than 5 μm, the period during which the antifouling effect is effective is shortened and may not be practical. If the thickness of the antifouling layer is more than 500 μm, the antifouling pressure-sensitive adhesive sheet becomes thick and increases in weight, so that the handling property is deteriorated, the unevenness of the overlapped portion of the sheet is increased, and there is a possibility that the dirt is likely to be attached. is there.
[A−6.接着代]
上記防汚用粘着シートの端部(例えば、帯状の防汚用粘着シートの少なくとも一方の幅方向の端部)には、防汚層より外側に延出した基材層と粘着層とを含む接着代が設けられ得る。
[A-6. Adhesion fee]
The end portion of the antifouling pressure-sensitive adhesive sheet (for example, at least one widthwise end portion of the strip-shaped antifouling pressure-sensitive adhesive sheet) includes a base material layer and an adhesive layer that extend outward from the antifouling layer. An adhesive allowance may be provided.
上記接着代が位置する防汚用粘着シートの端部(例えば、接着代と防汚層との境界)には、上記切断用線材が取り付けられ得る。 The cutting wire may be attached to an end of the antifouling pressure-sensitive adhesive sheet where the bonding margin is located (for example, the boundary between the bonding margin and the antifouling layer).
接着代の幅は、防汚用粘着シートの形状、寸法等に応じて任意の適切な幅に設定される。接着代の幅は、例えば1cm以上、好ましくは2cm以上である。このような幅であれば、接着代として十分に機能し得るので、本発明の効果が好適に得られ得る。接着代の幅の上限は、経済性、作業性等の観点から、例えば10cmである。 The width of the bonding allowance is set to any appropriate width according to the shape, dimensions, etc. of the antifouling adhesive sheet. The width of the bonding allowance is, for example, 1 cm or more, preferably 2 cm or more. If it is such a width | variety, since it can fully function as an adhesion allowance, the effect of this invention can be acquired suitably. The upper limit of the width of the bonding allowance is, for example, 10 cm from the viewpoint of economy and workability.
接着代の基材層側表面と上記粘着層との接着力は、好ましくは防汚処理される構造物表面と粘着層との接着力以上であり、構造物表面と粘着層との接着力を超えることがより好ましい。これにより、隣接する防汚用粘着シートの端部を重ね合わせて貼付する際に、一方の粘着シートの接着代上(基材層側表面)に他方の粘着シートを非常に強固に密着させることができる。その結果、上記構造物表面と防汚用粘着シートとの接着力を該防汚用粘着シートの剥離除去が困難なレベルまで増強することなく、重ね合わせた部分からの剥離を好適に防止し得る。接着代の基材層側表面と粘着層との接着力は(23℃で引張速度300mm/minにおける180度ピール接着力)は、好ましくは15N/20mm以上、より好ましくは20N/20mm以上である。なお、防汚用粘着シートを構造物表面から剥離除去する際には、複数の粘着シートをまとめて剥離することができるので、重ね合わせた部分が接着に至っており、両者が一体化していてもよい。 The adhesive force between the substrate layer side surface of the adhesive allowance and the adhesive layer is preferably more than the adhesive force between the structure surface to be antifouling treated and the adhesive layer, and the adhesive force between the structure surface and the adhesive layer is More preferably. Thereby, when the end portions of the adjacent antifouling pressure-sensitive adhesive sheets are overlapped and pasted, the other pressure-sensitive adhesive sheet is made to adhere very firmly to the bonding allowance (base layer side surface) of one pressure-sensitive adhesive sheet. Can do. As a result, peeling from the overlapped portion can be suitably prevented without increasing the adhesion between the structure surface and the antifouling pressure-sensitive adhesive sheet to a level where it is difficult to remove the antifouling pressure-sensitive adhesive sheet. . The adhesive force between the base material layer side surface of the adhesive allowance and the adhesive layer (180 degree peel adhesive force at 23 ° C. and a tensile speed of 300 mm / min) is preferably 15 N / 20 mm or more, more preferably 20 N / 20 mm or more. . When removing the antifouling pressure-sensitive adhesive sheet from the surface of the structure, a plurality of pressure-sensitive adhesive sheets can be peeled together, so that the overlapped part leads to adhesion, and both are integrated. Good.
接着代の基材層側表面には、必要に応じて、易接着処理が施され得る。易接着処理により、その上に重ねられる粘着層に対する接着力が向上し得る。易接着処理としては、任意の適切な化学的表面処理、物理的表面処理、およびその組み合わせが用いられ得る。具体例としては、金属、酸化物、無機物などの蒸着;酸素、窒素、アルゴンなどのスパッタリング;プラズマ処理;塩酸、硫酸、硝酸などの酸、水酸化ナトリウム、水酸化カリウムなどのアルカリ、または有機溶媒による表面処理;UV/オゾンの照射;コロナ放電処理;火炎処理;カップリング剤の塗布;金型の形状転写、サンドブラスト、延伸折り曲げによる粗面化処理;基材形成材料へのフィラー、カップリング剤等の添加による表面改質処理;等が挙げられる。
接着代の基材層側表面への易接着処理は、基材層と粘着層との積層前に施してもよく、基材層と粘着層との積層後に施してもよい。
An easy adhesion treatment may be performed on the substrate layer side surface of the bonding allowance, if necessary. By the easy adhesion treatment, the adhesive force to the pressure-sensitive adhesive layer stacked thereon can be improved. Any appropriate chemical surface treatment, physical surface treatment, and combinations thereof may be used as the easy adhesion treatment. Specific examples include vapor deposition of metals, oxides, inorganics, etc .; sputtering of oxygen, nitrogen, argon, etc .; plasma treatment; acids such as hydrochloric acid, sulfuric acid, nitric acid, alkalis such as sodium hydroxide, potassium hydroxide, or organic solvents Surface treatment by UV; ozone irradiation; corona discharge treatment; flame treatment; application of coupling agent; roughening treatment by mold shape transfer, sand blasting, stretching and bending; filler to substrate forming material, coupling agent And the like.
The easy adhesion treatment to the base material layer side surface of the adhesive allowance may be performed before lamination of the base material layer and the pressure-sensitive adhesive layer, or may be performed after lamination of the base material layer and the pressure-sensitive adhesive layer.
また、接着代の基材層側表面には、粘着層の形成材料と反応することにより、粘着層と接着し得る材料を塗布してもよい。 Moreover, you may apply | coat the material which can adhere | attach with the adhesion layer by reacting with the formation material of an adhesion layer on the base material layer side surface of an adhesion allowance.
[A−7.防汚用粘着シートの製造方法]
防汚用粘着シートは、任意の適切な方法によって製造し得る。
基材層および粘着層を形成する方法としては、例えば、別途準備した基材層と粘着層とを貼り合わせる方法、基材層の一方の面に粘着層形成材料を塗布して粘着層を形成する方法、および、基材層形成材料と粘着層形成材料を共押出しして基材層/粘着層の積層体を形成する方法が挙げられる。
防汚層を形成する方法としては、例えば、防汚層形成材料を基材層上に塗布する方法が挙げられる。防汚層の形成は、基材層と粘着層との積層前に行ってもよいし、基材層と粘着層との積層後に行ってもよい。
切断用線材の取り付け方法は、A−2項で上述した通りである。
[A-7. Method for producing antifouling pressure-sensitive adhesive sheet]
The antifouling pressure-sensitive adhesive sheet can be produced by any appropriate method.
As a method for forming the base material layer and the adhesive layer, for example, a method in which a separately prepared base material layer and an adhesive layer are bonded together, and an adhesive layer forming material is applied to one surface of the base material layer to form an adhesive layer And a method of coextruding the base material layer forming material and the adhesive layer forming material to form a base material layer / adhesive layer laminate.
Examples of the method for forming the antifouling layer include a method of applying an antifouling layer forming material on the base material layer. The antifouling layer may be formed before the base material layer and the adhesive layer are laminated, or after the base material layer and the adhesive layer are laminated.
The method for attaching the cutting wire is as described above in the section A-2.
防汚層より外側に延出した基材層と粘着層とを含む接着代が端部に設けられている防汚用粘着シートは、任意の適切な方法によって製造し得る。
このような方法としては、例えば、防汚層形成材料を基材層上に塗布して防汚層を形成する際に、防汚用粘着シートの端部に未処理部分を残すように塗布する方法が挙げられる。この方法の場合、上記未処理部分が最終的に接着代となる。
The antifouling pressure-sensitive adhesive sheet in which the bonding margin including the base material layer and the pressure-sensitive adhesive layer extending outward from the antifouling layer is provided at the end can be produced by any appropriate method.
As such a method, for example, when the antifouling layer forming material is applied on the base material layer to form the antifouling layer, it is applied so as to leave an untreated part at the end of the antifouling pressure-sensitive adhesive sheet. A method is mentioned. In the case of this method, the untreated part finally becomes a bonding allowance.
防汚層形成材料を基材層上に塗布する方法としては、例えば、スプレー、ハケ塗り、ローラー、カーテンフロー、ロール、ディップなどが挙げられる。これらの方法で防汚層形成材料を基材層上に塗布して、例えば、室温(例えば15℃)から250℃までの温度(好ましくは、室温から180℃の温度)で乾燥させることにより、防汚層を形成することができる。 Examples of the method for applying the antifouling layer forming material on the base material layer include spraying, brushing, roller, curtain flow, roll, dip and the like. By applying the antifouling layer forming material on the base material layer by these methods, for example, by drying at a temperature from room temperature (for example, 15 ° C.) to 250 ° C. (preferably, a temperature from room temperature to 180 ° C.), An antifouling layer can be formed.
[B.構造物の施工方法]
上記構造物の施工方法は、上述した工程1〜3を含む。以下、概要を述べる。
[B. Construction method]
The construction method of the structure includes the steps 1 to 3 described above. The outline is described below.
図5は、本発明の1つの実施形態による構造物の施工方法を説明する概略図である。 FIG. 5 is a schematic diagram illustrating a construction method for a structure according to one embodiment of the present invention.
本実施形態の工程1においては、防汚用粘着シートAとして、防汚層30と基材層10と粘着層20とをこの順に有し、粘着層20表面に切断用線材40が取り付けられている防汚用粘着シート(すなわち、上記A項に記載の本発明の防汚用粘着シート)と任意の防汚用粘着シートBを準備する。
In step 1 of the present embodiment, the antifouling pressure-sensitive adhesive sheet A has the
本実施形態の工程2においては、図5(a)に示すように、構造物300の汚染が防止されるべき表面に防汚用粘着シートA100を貼付した後に、図5(b)に示すように、防汚用粘着シートB200を防汚用粘着シートA100の切断用線材上に端部が重なるように構造物表面に貼付する。
In step 2 of the present embodiment, as shown in FIG. 5A, after the antifouling pressure-sensitive adhesive sheet A100 is attached to the surface where the contamination of the
本実施形態の工程3においては、図5(c)に示すように、切断用線材40は、構造物70の表面に直交する方向に剥離される。本実施形態では、防汚用粘着シートA100の切断用線材40上にある防汚用粘着シートB200の端部だけでなく、防汚用粘着シートA100の端部(基材層10の端部および粘着層20の端部の両方を含む)を切断除去する。
In step 3 of the present embodiment, the
本実施形態の構造物の施工方法は、必要に応じて、図5(d)に示すように、防汚用粘着シートB200の切断面と、防汚用粘着シートAの上記剥離した切断用線材側の末端(この場合、切断面)とを突き合せる工程を有していてもよい(工程4)。
以下、各工程をさらに具体的に説明する。
As shown in FIG. 5 (d), the construction method of the structure according to this embodiment includes the cut surface of the antifouling pressure-sensitive adhesive sheet B200 and the above-described peeled cutting wire of the antifouling pressure-sensitive adhesive sheet A. You may have the process of abutting the terminal of a side (in this case, a cut surface) (process 4).
Hereinafter, each process will be described more specifically.
[B−1.工程1]
工程1においては、上記のとおり、本発明の実施形態による防汚用粘着シート(防汚用粘着シートA)と、防汚用粘着シートBとを準備する。
[B-1. Step 1]
In step 1, as described above, the antifouling pressure-sensitive adhesive sheet (antifouling pressure-sensitive adhesive sheet A) and the antifouling pressure-sensitive adhesive sheet B according to the embodiment of the present invention are prepared.
防汚用粘着シートBとしては、任意の適切な防汚用粘着シートを用い得、例えば、基材層とその一方の面側に設けられた粘着層とを含む防汚用粘着シートが挙げられる。また、防汚用粘着シートBは、防汚用粘着シートAと同様に本発明による防汚用粘着シートであってもよい。 As the antifouling pressure-sensitive adhesive sheet B, any appropriate antifouling pressure-sensitive adhesive sheet can be used, and examples thereof include an antifouling pressure-sensitive adhesive sheet comprising a base material layer and an adhesive layer provided on one surface side thereof. . The antifouling pressure-sensitive adhesive sheet B may be the antifouling pressure-sensitive adhesive sheet according to the present invention in the same manner as the antifouling pressure-sensitive adhesive sheet A.
防汚用粘着シートAと防汚用粘着シートBとの組み合わせとしては、例えば、(i)防汚用粘着シートAおよび防汚用粘着シートBの何れも、切断用線材が、粘着層表面、粘着層内部、または、粘着層と基材層との界面に取り付けられている本発明による防汚用粘着シートである組み合わせ、または(ii)防汚用粘着シートAおよび防汚用粘着シートBの何れも、端部に防汚層より外側に延出した基材層と粘着層とを含む接着代を有する本発明による防汚用粘着シート(例えば、さらに、切断用線材が、接着代と防汚層との境界に取り付けられている本発明による防汚用粘着シート)である組み合わせが挙げられる。 Examples of the combination of the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B include, for example, (i) the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B, the cutting wire material being the surface of the pressure-sensitive adhesive layer, Combination of antifouling pressure-sensitive adhesive sheets according to the present invention attached to the inside of the pressure-sensitive adhesive layer or the interface between the pressure-sensitive adhesive layer and the base material layer, or (ii) the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B In any case, the antifouling pressure-sensitive adhesive sheet according to the present invention having an adhesive allowance including a base material layer and an adhesive layer that extend outward from the antifouling layer at the end (for example, the cutting wire is made of an adhesive The combination which is the antifouling pressure-sensitive adhesive sheet according to the present invention attached to the boundary with the soil layer is mentioned.
防汚用粘着シートAと防汚用粘着シートBとの組み合わせが(i)である場合の好ましい態様としては、例えば、防汚用粘着シートAおよび防汚用粘着シートBの何れにおいても、(1)切断用線材が、粘着層表面に取り付けられている場合、(2)切断用線材が、粘着層内部に取り付けられている場合、ならびに(3)切断用線材が、粘着層と基材層との界面に取り付けられている場合が挙げられる。 As a preferable aspect when the combination of the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B is (i), for example, in any of the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B, ( 1) When the cutting wire is attached to the adhesive layer surface, (2) When the cutting wire is attached inside the adhesive layer, and (3) The cutting wire is the adhesive layer and the base material layer. And attached to the interface.
[B−2.工程2]
(i)工程概要
工程2においては、少なくとも1枚の防汚用粘着シートAと少なくとも1枚の防汚用粘着シートBとを、汚染が防止されるべき表面を有する構造物の該表面に、防汚用粘着シートBの端部が、防汚用粘着シートAの上記切断用線材上となるように貼付する。
[B-2. Step 2]
(I) Process outline In process 2, at least one antifouling pressure-sensitive adhesive sheet A and at least one antifouling pressure-sensitive adhesive sheet B are applied to the surface of the structure having a surface to be prevented from being contaminated. It sticks so that the edge part of the antifouling adhesive sheet B may be on the said cutting wire of the antifouling adhesive sheet A.
防汚用粘着シートBの端部は、例えば0.1cm〜25cm、好ましくは0.2cm〜15cm、より好ましくは0.5cm〜5cmの範囲が上記切断用線材を超えて防汚用粘着シートAと重なるように貼付し得る。この場合、切断用線材による切断除去が一層確実に遂行され、切断除去される端部も最小限に留めることができる。 The end of the antifouling pressure-sensitive adhesive sheet B is, for example, 0.1 cm to 25 cm, preferably 0.2 cm to 15 cm, more preferably 0.5 cm to 5 cm, exceeding the cutting wire, and the antifouling pressure sensitive adhesive sheet A. Can be attached so as to overlap. In this case, the cutting and removal by the cutting wire can be performed more reliably, and the end portion to be cut and removed can be kept to a minimum.
工程2における貼付の方法としては、より具体的には、例えば、図5(a)および(b)を用いて説明した方法の他に、例えば、防汚用粘着シートBの端部が、防汚用粘着シートAの切断用線材上となるようにあらかじめ貼付されている粘着シートセットを構造物表面に貼付する方法が挙げられる。 More specifically, for example, in addition to the method described with reference to FIGS. 5 (a) and 5 (b), the end of the antifouling pressure-sensitive adhesive sheet B may be used as an affixing method in step 2. The method of sticking the adhesive sheet set stuck beforehand so that it may become on the wire rod for cutting | disconnection of the soiling adhesive sheet A to the structure surface is mentioned.
代表的には、防汚用粘着シートAおよび防汚用粘着シートBを、構造物の汚染が防止されるべき表面の全面を覆うように貼付するが、必要に応じて、表面の所望の部位のみを覆うように貼付してもよい。
汚染が防止されるべき表面において、防汚用粘着シートの端部は隙間を有さずに互いに重なることが好ましいが、本発明の効果を損なわない範囲において防汚用粘着シートAと防汚用粘着シートBとの間の一部に重なり部分を有さない隙間が存在してもよい。
Typically, the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B are pasted so as to cover the entire surface of the structure where contamination should be prevented. It may be pasted so as to cover only.
On the surface to be prevented from being contaminated, it is preferable that the end portions of the antifouling pressure-sensitive adhesive sheet overlap each other without a gap, but within a range not impairing the effects of the present invention, the antifouling pressure-sensitive adhesive sheet A and the antifouling material There may be a gap between the pressure-sensitive adhesive sheet B and no overlapping portion.
防汚用粘着シートBが例えば帯状である場合、防汚用粘着シートBの幅方向の端部が、1枚以上(例えば、1枚)の防汚用粘着シートAの端部(例えば、帯状の防汚用粘着シートAの幅方向の端部)の切断用線材上となるように貼付し得る。防汚用粘着シートAおよび防汚用粘着シートBが例えば帯状である場合、防汚用粘着シートAの帯の長辺方向全域において、防汚用粘着シートBの幅方向の端部が、防汚用粘着シートAの切断用線材上となるように貼付し得る。 When the antifouling pressure-sensitive adhesive sheet B has, for example, a belt shape, the end in the width direction of the antifouling pressure-sensitive adhesive sheet B has one or more (for example, one) edge portions (for example, a belt-like shape). The end of the antifouling pressure-sensitive adhesive sheet A in the width direction) can be affixed on the cutting wire. When the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B have, for example, a band shape, the end in the width direction of the antifouling pressure-sensitive adhesive sheet B is the antifouling pressure-sensitive adhesive sheet B across the entire area in the long side direction. It can stick so that it may become on the wire rod for cutting | disconnection of the adhesive sheet A for dirt.
1つの実施形態においては、構造物表面に貼付された防汚用粘着シートよりも外側に上記切断用線材の一部(例えば、一方又は両方の長さ方向端部)が配置され得る。貼付された防汚用粘着シートよりも外側に上記切断用線材の一部が配置される場合としては、例えば、(i)切断用線材の一部が防汚用粘着シートに取り付けられておらず、かつ、当該一部が貼付された防汚用粘着シートよりも外側に配置される場合、および(ii)貼付された防汚用粘着シートの一部が貼付された他の防汚用粘着シートよりも外側に配置され、かつ、当該一部に切断用線材が取り付けられている場合、が挙げられる。これらの場合、防汚用粘着シートに覆われていない切断用線材部分があり、切断用線材を引き上げることがより容易となるため、切断用線材の剥離時の作業性が向上する。(i)の場合、上記の切断用線材の一部を引張り代とすることにより、切断用線材を引き上げることがさらに容易となる。 In one embodiment, a part (for example, one or both lengthwise ends) of the above-mentioned cutting wire may be arranged outside the antifouling adhesive sheet affixed to the structure surface. As a case where a part of the cutting wire is arranged outside the attached antifouling adhesive sheet, for example, (i) a part of the cutting wire is not attached to the antifouling adhesive sheet And when it is arranged outside the antifouling pressure-sensitive adhesive sheet to which the part is affixed, and (ii) another antifouling pressure-sensitive adhesive sheet to which a part of the affixed antifouling pressure-sensitive adhesive sheet is affixed In the case where the cutting wire is attached to a part of the wire, it may be mentioned. In these cases, there is a cutting wire portion not covered with the antifouling pressure-sensitive adhesive sheet, and it becomes easier to pull up the cutting wire, so that the workability at the time of peeling of the cutting wire is improved. In the case of (i), it becomes easier to pull up the cutting wire by using a part of the cutting wire as a tensile allowance.
これらの粘着シートを貼付する際には、例えば、任意の適切な界面活性剤を含む施工液が用いられ得る。この場合、気泡の噛み込みが防止できる。特に、面積の広い粘着シートを貼付する際に有効である。 When sticking these pressure-sensitive adhesive sheets, for example, a construction liquid containing any appropriate surfactant can be used. In this case, the entrapment of bubbles can be prevented. In particular, it is effective when sticking an adhesive sheet having a large area.
以下の(ii)〜(v)においては、防汚用粘着シートBが、防汚用粘着シートAと同様の構成を有している場合のいくつかの実施形態(実施形態a、b、cおよびd)について図を用いて説明する。この場合、工程2において、構造物70の汚染が防止されるべき表面に、1枚の防汚用粘着シートAの端部が、別の防汚用粘着シートAの切断用線材上となるように貼付する。 In the following (ii) to (v), some embodiments when the antifouling pressure-sensitive adhesive sheet B has the same configuration as the antifouling pressure-sensitive adhesive sheet A (embodiments a, b, c) And d) will be described with reference to the drawings. In this case, in step 2, the end of one antifouling pressure-sensitive adhesive sheet A is placed on the cutting wire of another antifouling pressure-sensitive adhesive sheet A on the surface where the contamination of the structure 70 is to be prevented. Affix to
実施形態a、b、cおよびdにおいて使用される防汚用粘着シート(実質的には防汚用粘着シートA)を防汚用粘着シート100と称する。
The antifouling pressure-sensitive adhesive sheet (substantially the antifouling pressure-sensitive adhesive sheet A) used in the embodiments a, b, c and d is referred to as an antifouling pressure-
(ii)実施形態a
図6は、工程2の1つの実施形態(実施形態a)を説明する概略図である。実施形態aにおいては、構造物70の汚染が防止されるべき表面(図示例では船舶の船底部)に、防汚用粘着シート100を順次貼付する。
(Ii) Embodiment a
FIG. 6 is a schematic diagram illustrating one embodiment (embodiment a) of step 2. In the embodiment a, the antifouling pressure-
まず、防汚用粘着シート100を、船舶の一方の側面の喫水線より上の位置から船舶底部を通って反対側の側面の喫水線より上の位置までつなぎ目なく連続して貼付する。防汚用粘着シート100は帯状(代表的には、ロール状)であり、一方の幅方向の端部全域に1本の切断用線材40が長辺方向に取り付けられている。防汚用粘着シート100の貼付方向は長辺方向と実質的に一致する。例えば、ロール状の防汚用粘着シート100はロール貼り機を用いて貼付され得る。防汚用粘着シート100は少なくとも2枚貼付される。防汚用粘着シート100は、切断用線材40が略平行となるように貼付される。また、切断用線材40の間隔は、略等間隔である。なお、本明細書において、「略等間隔」とは、実質的に等間隔である場合を包含し、間隔の誤差は、例えば±20%であり、好ましくは±10%、より好ましくは±5%、特に好ましくは±1%である。
First, the antifouling pressure-
次に、図6(a)に示すように、防汚用粘着シート100xの切断用線材40x上に、防汚用粘着シート100yの切断用線材40yを有さない側の幅方向の端部が配置されるように、防汚用粘着シート100yを貼付する。この段階では、防汚用粘着シート100yの切断用線材40y上には、防汚用粘着シート100は配置されていない。次に、図6(b)に示すように、防汚用粘着シート100yの切断用線材40y上に、防汚用粘着シート100zの切断用線材40zを有さない側の幅方向の端部が配置されるように、防汚用粘着シート100zを貼付する。
Next, as shown to Fig.6 (a), the edge part of the width direction of the side which does not have the
以上の貼付を順次繰り返すことにより、汚染が防止されるべき表面を有する構造物に、隙間なく、作業性よく、上記施工方法の工程2を実施することができる。 By repeating the above-mentioned pasting sequentially, step 2 of the above construction method can be carried out on a structure having a surface to be prevented from being contaminated with no gap and good workability.
(iii)実施形態b
図7は、本発明の別の実施形態(実施形態b)による構造物の施工方法を説明する概略図である。実施形態bでは、防汚用粘着シート100として、図1に示す防汚用粘着シート100aを用いる。
(Iii) Embodiment b
FIG. 7 is a schematic diagram illustrating a construction method for a structure according to another embodiment (embodiment b) of the present invention. In the embodiment b, the antifouling pressure-
まず、図7(a)に示すように、構造物70の汚染が防止されるべき表面に、防汚用粘着シート100aを貼付する。
次に、図7(b)に示すように、構造物70の汚染が防止されるべき表面、かつ、先に貼付した防汚用粘着シート100aの切断用線材40を有する側の端部側に隣接するように、防汚用粘着シート100a’を貼付する。この際に、防汚用粘着シート100a’の切断用線材40’を有さない側の端部が、防汚用粘着シート100aの切断用線材40を有する側の端部上に重なり、切断用線材40上に位置するように貼付する。この段階では、防汚用粘着シート100a’の切断用線材40’上には、防汚用粘着シートは配置されていない。
次に、図7(c)に示すように、構造物70の汚染が防止されるべき表面、かつ、防汚用粘着シート100a’の切断用線材40’を有する側の端部側に隣接するように、防汚用粘着シート100a’’を貼付する。この際に、防汚用粘着シート100a’’の切断用線材40’’を有さない側の端部が、防汚用粘着シート100a’の切断用線材40’を有する側の端部上に重なり、切断用線材40’上に位置するように貼付する。
以上の貼付を順次繰り返すことにより、汚染が防止されるべき表面を有する構造物に、隙間なく、作業性よく、上記施工方法の工程2を実施することができる。
First, as shown to Fig.7 (a), the
Next, as shown in FIG. 7 (b), the surface of the structure 70 to be prevented from being contaminated and the end portion on the side having the cutting
Next, as shown in FIG.7 (c), it adjoins the surface which should prevent the contamination of the structure 70, and the edge part side of the side which has the wire 40 'for cutting | disconnection of the
By repeating the above-mentioned pasting sequentially, step 2 of the above construction method can be carried out on a structure having a surface to be prevented from being contaminated with no gap and good workability.
(iv)実施形態c
図8は、本発明のさらに別の実施形態(実施形態c)による構造物の施工方法を説明する概略図である。実施形態cでは、防汚用粘着シートAおよび防汚用粘着シートBとして、図2に示す防汚用粘着シート100bを用いる。
実施形態cにおける工程2の詳細は、図8(a)、(b)および(c)に図示するように、防汚用粘着シート100aに代えて防汚用粘着シート100bを用いた以外は実施形態bと同様である。
(Iv) Embodiment c
FIG. 8 is a schematic diagram illustrating a construction method for a structure according to still another embodiment (embodiment c) of the present invention. In embodiment c, the antifouling pressure-
The details of step 2 in the embodiment c are carried out except that the antifouling pressure-
(v)実施形態d
図9は、本発明のさらに別の実施形態(実施形態d)による構造物の施工方法を説明する概略図である。実施形態dでは、防汚用粘着シートAおよび防汚用粘着シートBとして、図4に示す防汚用粘着シート100dを用いる。
(V) Embodiment d
FIG. 9 is a schematic diagram illustrating a construction method for a structure according to still another embodiment (embodiment d) of the present invention. In the embodiment d, the antifouling pressure-
まず、図9(a)に示すように、構造物70の汚染が防止されるべき表面に、防汚用粘着シート100dを貼付する。
次に、図9(b)に示すように、構造物70の汚染が防止されるべき表面、かつ、先に貼付した防汚用粘着シート100dの切断用線材40を有する側の端部側に隣接するように、防汚用粘着シート100d’を貼付する。この際に、防汚用粘着シート100d’の切断用線材40’を有さない側の端部が、防汚用粘着シート100dの切断用線材40を有する側の端部上に重なり、切断用線材40上に位置するように貼付する。また、上記重なり部分の幅は、接着代50の幅より大きく、防汚用粘着シート100d’の切断用線材40’を有さない側の端部の一部は、防汚用粘着シート100dの防汚層30上に乗り上げるように貼付する。この段階では、防汚用粘着シート100d’の切断用線材40’上には、防汚用粘着シートは配置されていない。
次に、図9(c)に示すように、構造物70の汚染が防止されるべき表面、かつ、防汚用粘着シート100d’の切断用線材40’を有する側の端部側に隣接するように、防汚用粘着シート100d’’を貼付する。この際に、防汚用粘着シート100d’’の切断用線材40’’を有さない側の端部が、防汚用粘着シート100d’の切断用線材40’を有する側の端部上に重なり、切断用線材40’上に位置するように貼付する。また、上記重なり部分の幅は、接着代50’の幅より大きく、防汚用粘着シート100d’’の切断用線材40’’を有さない側の端部の一部は、防汚用粘着シート100d’の防汚層30’上に乗り上げるように貼付する。
以上の貼付を順次繰り返すことにより、汚染が防止されるべき表面を有する構造物に、隙間なく、作業性よく、上記施工方法の工程2を実施することができる。
First, as shown in FIG. 9A, an antifouling pressure-
Next, as shown in FIG. 9B, on the surface where the contamination of the structure 70 is to be prevented and on the end portion side of the antifouling pressure-
Next, as shown in FIG. 9 (c), the surface of the structure 70 to be prevented from being contaminated and adjacent to the end of the
By repeating the above-mentioned pasting sequentially, step 2 of the above construction method can be carried out on a structure having a surface to be prevented from being contaminated with no gap and good workability.
実施形態dにおいては、図9(b)および(c)に示すように、防汚用粘着シートAと防汚用粘着シートBとを、重ね合わせ幅が接着代50の幅より大きくなるように重ね合わせる。重ね合わせ幅は、接着代50の幅より、例えば0.1cm〜25cm、好ましくは0.2cm〜15cm、より好ましくは0.5cm〜5cm大きくなるように貼付し得る。この場合、切断用線材による切断除去が一層確実に遂行され、切断除去される端部も最小限に留めることができる。
In the embodiment d, as shown in FIGS. 9B and 9C, the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B are overlapped so that the overlapping width is larger than the width of the
(vi)その他
工程2においては、構造物の形状、大きさ等に応じて、実施形態a〜dのいずれか1つのみを実施してもよく、2つ以上を組み合わせて実施してもよい。
(Vi) Others In step 2, according to the shape, size, etc. of the structure, only one of the embodiments a to d may be implemented, or two or more may be implemented in combination. .
工程2においては、例えば、防汚用粘着シートAと防汚用粘着シートBとを貼り合わせた粘着シートセットをあらかじめ準備しておき、貼り合わせた粘着シートセットを構造物表面に順次貼付してもよい。
また、例えば、防汚用粘着シートAと防汚用粘着シートBとの貼り合わせと、貼り合わせた粘着シートセットの構造物表面への貼付とを連続的に行ってもよい。
In step 2, for example, an adhesive sheet set in which the antifouling adhesive sheet A and the antifouling adhesive sheet B are bonded together is prepared in advance, and the bonded adhesive sheet set is sequentially applied to the surface of the structure. Also good.
Further, for example, the adhesion of the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B and the adhesion of the bonded pressure-sensitive adhesive sheet set to the structure surface may be performed continuously.
ロール状の防汚用粘着シートの貼付方法について具体例を挙げて詳細を述べる。構造物が例えば大型船舶の場合、例えば、乾ドック内で一方の側の舷にロール状の防汚用粘着シートとロール貼り機とを積載したゴンドラを吊るし、防汚用粘着シートを貼付しながら床までゴンドラを降ろし、船底をくぐるようにロール貼り機および防汚用粘着シートを反対側の舷まで移動させ、次いで、ゴンドラを上げながら貼付することができる。また、構造物が例えば小型船舶の場合、例えば、人力でロール状の防汚用粘着シートを巻き解きながら船底まで降ろし、反対側の舷まで船底をくぐらせて、次いで、持ち上げながら貼付することや、船舶(ボート)を引っくり返し、その上から貼付することができる。 A specific example is given and the detail about the sticking method of the roll-shaped antifouling adhesive sheet is described. For example, when the structure is a large ship, for example, while hanging a gondola loaded with a roll-shaped antifouling adhesive sheet and a roll applicator on one side of a dry dock, affixing the antifouling adhesive sheet The gondola is lowered to the floor, and the roll applicator and the antifouling adhesive sheet are moved to the opposite side so as to pass through the bottom of the ship. In addition, when the structure is a small ship, for example, the roll-shaped antifouling pressure-sensitive adhesive sheet is unrolled manually to the bottom of the ship, passed through the bottom of the ship to the opposite side, and then lifted and pasted. The ship (boat) can be turned over and stuck on it.
[B−3.工程3]
工程3においては、上記切断用線材を防汚用粘着シートAから剥離することにより、防汚用粘着シートBの端部を切断除去する。
[B-3. Step 3]
In step 3, the end of the antifouling pressure-sensitive adhesive sheet B is cut and removed by peeling the cutting wire from the antifouling pressure-sensitive adhesive sheet A.
本工程では、少なくとも防汚用粘着シートBの端部を切断除去すればよいが、防汚用粘着シートAおよび防汚用粘着シートB両方の端部を切断除去してもよい。
防汚用粘着シートAの端部が切断除去される場合、上記切断除去される端部は、基材層の一部および粘着層の一部の少なくとも何れか一方を含んでいればよい。
また、上記切断除去される防汚用粘着シートBが、基材層とその一方の面側に設けられた粘着層とを含む場合、上記切断除去される端部は、基材層の一部および粘着層の一部の少なくとも何れか一方を含んでいればよい。
In this step, at least the ends of the antifouling pressure-sensitive adhesive sheet B may be cut and removed, but the ends of both the antifouling pressure-sensitive adhesive sheet A and the antifouling pressure-sensitive adhesive sheet B may be cut and removed.
When the edge part of the antifouling pressure-sensitive adhesive sheet A is cut and removed, the edge part to be cut and removed only needs to include at least one of a part of the base material layer and a part of the pressure-sensitive adhesive layer.
Moreover, when the antifouling pressure-sensitive adhesive sheet B to be cut and removed includes a base material layer and an adhesive layer provided on one side of the base material layer, the end portion to be cut and removed is a part of the base material layer. And at least one of the adhesive layer may be included.
なお、切断用線材についての「剥離」の概念は上述したとおりである。切断用線材を剥離する手段としては、任意の適切な方法を用い得、例えば、切断用線材の少なくとも一方の端部を剥離方向に引き上げる方法が挙げられる。 The concept of “peeling” for the cutting wire is as described above. As a means for peeling the cutting wire, any appropriate method can be used, for example, a method of pulling up at least one end of the cutting wire in the peeling direction.
(i)工程概要
工程3においては、図5(c)に示すように、切断用線材40は、構造物70の表面に直交する方向に防汚用粘着シートAから剥離され得る。
本実施形態では、防汚用粘着シートAの切断用線材40上にある防汚用粘着シートBの端部だけでなく、防汚用粘着シートAの端部(基材層10の端部および粘着層20の端部の両方を含む)を切断除去する。
以上の切断除去を行うことにより、隣接する防汚用粘着シートの重なりが切断用線材近傍において解消され、隣接する防汚用粘着シートの突き合せが可能な状態になる。
(I) Process outline In process 3, as shown in FIG.5 (c), the
In the present embodiment, not only the end of the antifouling adhesive sheet B on the
By performing the above cutting and removal, the overlapping of the adjacent antifouling pressure-sensitive adhesive sheets is eliminated in the vicinity of the cutting wire, and the adjacent antifouling pressure-sensitive adhesive sheets can be brought into contact with each other.
(ii)実施形態b
図7は、実施形態bによる構造物の施工方法を説明する概略図である。
図7(d)に示すように、本実施形態では、切断用線材40を剥離することにより、切断用線材40上に端部を有する防汚用粘着シート100a’の端部(基材層10’の端部および粘着層20’の端部の両方を含む)を切断除去し、さらに、切断用線材40を含む防汚用粘着シート100aの端部(基材層10の端部および粘着層20の端部の両方を含む)を切断除去する。
同様に、切断用線材40’を剥離することにより、切断用線材40’ 上に端部を有する防汚用粘着シート100a’’の端部(基材層10’’の端部および粘着層20’’の端部の両方を含む)を切断除去し、さらに、切断用線材40’を含む防汚用粘着シート100a’の端部(基材層10’の端部および粘着層20’の端部の両方を含む)を切断除去する。
図7(d)に示すように、以上の切断除去を行うことにより、隣接する防汚用粘着シートの重なりが切断用線材近傍において解消され、突き合せが可能な状態になる。
(Ii) Embodiment b
FIG. 7 is a schematic diagram for explaining a construction method according to the embodiment b.
As shown in FIG. 7 (d), in this embodiment, by peeling off the
Similarly, by peeling off the
As shown in FIG. 7 (d), by performing the above-described cutting and removal, the overlapping of the adjacent antifouling pressure-sensitive adhesive sheets is eliminated in the vicinity of the cutting wire, and a state where they can be matched is obtained.
(iii)実施形態c
図8は、実施形態cによる構造物の施工方法を説明する概略図である。
図8(d)に示すように、本実施形態では、切断用線材40を剥離することにより、切断用線材40上に端部を有する防汚用粘着シート100b’の端部(基材層10’の端部および粘着層20’の端部の両方を含む)を切断除去し、さらに、切断用線材40を含む防汚用粘着シート100bの端部(基材層10の端部を含むが、粘着層20の端部は含まない)を切断除去する。すなわち、切断用線材40により切断除去される防汚用粘着シート100bの端部が、基材層10の端部を含むが、粘着層20の端部は含まない点以外は、実施形態bと同様である。
同様に、切断用線材40’を剥離することにより、切断用線材40’ 上に端部を有する防汚用粘着シート100b’’の端部(基材層10’’の端部および粘着層20’’の端部の両方を含む)を切断除去し、さらに、切断用線材40’を含む防汚用粘着シート100b’の端部(基材層10’の端部を含むが、粘着層20’の端部は含まない)を切断除去する。
図8(d)に示すように、以上の切断除去を行うことにより、一の防汚用粘着シートの切断用線材を有する側の端部の粘着層の基材層側の表面(基材層の切断除去によって新たに露出した部分)と、上記一の防汚用粘着シートに隣接する他の防汚用粘着シートの切断用線材を有さない側の端部の粘着層表面との接着を介して、突き合せが可能な状態になる。
(Iii) Embodiment c
FIG. 8 is a schematic diagram illustrating a construction method for a structure according to embodiment c.
As shown in FIG. 8 (d), in this embodiment, by peeling the
Similarly, by peeling off the
As shown in FIG. 8 (d), by carrying out the above cutting and removing, the surface of the adhesive layer on the side having the wire for cutting of the one antifouling adhesive sheet (base layer) And the adhesive layer surface at the end of the other antifouling pressure-sensitive adhesive sheet adjacent to the one antifouling pressure-sensitive adhesive sheet on the side having no cutting wire. Thus, the matching is possible.
(iv)実施形態d
図9は、実施形態dによる構造物の施工方法を説明する概略図である。
図9(d)に示すように、本実施形態では、切断用線材40を剥離することにより、切断用線材40上に端部を有する防汚用粘着シート100d’の端部(基材層10’の端部、粘着層20’の端部、および防汚層30’の端部を含む)を切断除去する。本実施形態では、切断用線材40を含む防汚用粘着シート100dの端部は切断用線材40によって切断除去しない。
同様に、切断用線材40’を剥離することにより、切断用線材40’ 上に端部を有する防汚用粘着シート100d’’の端部(基材層10’’の端部、粘着層20’’の端部および防汚層30’’の端部を含む)を切断除去する。本実施形態では、切断用線材40’を含む防汚用粘着シート100a’の端部は切断用線材40’によって切断除去しない。
図9(d)に示すように、以上の切断除去を行うことにより、隣接する防汚用粘着シートにおいて、接着代を超えて重ねられた部分が除去され、一の防汚用粘着シートの切断用線材を有する側の端部の粘着層および基材層の末端と、上記一の防汚用粘着シートに隣接する他の防汚用粘着シートの末端とが突き合わされた状態になる。また、上記一の防汚用粘着シートの切断用線材を有する側の端部の防汚層末端が、上記一の防汚用粘着シートに隣接する他の防汚用粘着シートの末端と突き合せが可能な状態になる。
(Iv) Embodiment d
FIG. 9 is a schematic diagram illustrating a construction method for a structure according to Embodiment d.
As shown in FIG. 9 (d), in this embodiment, by peeling the
Similarly, by peeling off the
As shown in FIG. 9 (d), by performing the above-described cutting and removal, in the adjacent antifouling pressure-sensitive adhesive sheet, a portion that has been superposed beyond the bonding allowance is removed, and one antifouling pressure-sensitive adhesive sheet is cut. The end of the pressure-sensitive adhesive layer and the base material layer at the end having the wire rod and the end of the other antifouling pressure-sensitive adhesive sheet adjacent to the one antifouling pressure-sensitive adhesive sheet are brought into contact with each other. In addition, the end of the antifouling layer at the end of the one antifouling pressure-sensitive adhesive sheet on the side having the cutting wire is in contact with the end of another antifouling pressure-sensitive adhesive sheet adjacent to the one antifouling pressure-sensitive adhesive sheet. Will be possible.
[B−4.工程4]
本発明の構造物の施工方法は、防汚用粘着シートBの切断面と、防汚用粘着シートAの上記剥離した切断用線材側の末端とを突き合せること(工程4)をさらに含んでいてもよい。突き合せる方法としては、任意の適切な方法を選択し得る。
[B-4. Step 4]
The construction method of the structure of the present invention further includes a process of matching the cut surface of the antifouling pressure-sensitive adhesive sheet B and the end of the antifouling pressure-sensitive adhesive sheet A on the side of the separated cutting wire (step 4). May be. Any appropriate method can be selected as the method of matching.
防汚用粘着シートAの上記剥離した切断用線材側の末端としては、例えば、(i)上記切断用線材により端部を切断除去された防汚用粘着シートAの末端(例えば、切断面および/または防汚層末端)、ならびに(ii)上記切断用線材により端部を切断除去されなかった防汚用粘着シートAの末端(例えば、粘着層末端)が挙げられる。
好ましい実施形態の工程4を図5(d)、図7(e)、図8(e)および図9(e)に示す。
For example, (i) the end of the antifouling pressure-sensitive adhesive sheet A from which the end is cut and removed by the cutting wire (for example, the cut surface and the antifouling pressure-sensitive adhesive sheet A) And / or (ii) the end of the antifouling pressure-sensitive adhesive sheet A (for example, the end of the pressure-sensitive adhesive layer) whose end portion was not cut and removed by the cutting wire.
Step 4 of the preferred embodiment is shown in FIGS. 5 (d), 7 (e), 8 (e) and 9 (e).
[C.構造物]
本明細書では、汚染が防止されるべき表面を有する構造物であって、上記構造物の施工方法によって得られる構造物についても記載する。上記構造物の施工方法の詳細については、上述したとおりである。
[C. Structure]
In the present specification, a structure having a surface to be prevented from being contaminated and obtained by the construction method is also described. The details of the construction method of the structure are as described above.
上記構造物は、汚染が防止されるべき表面を有する限りにおいて、任意の適切な構造物であり得る。構造物としては、例えば、船舶、ブイ、港湾設備、海上油田設備、発電所の冷却水給水路、工場の冷却水給水路等の水中構造物、風力発電用プロペラ、橋脚、建築物、自動車、重機、および航空機類が挙げられる。本発明の効果が好適に得られることから、構造物は、好ましくは水中構造物である。また、構造物の汚染が防止されるべき表面には、防汚塗料や防食塗料が塗工されていてもよい。 The structure can be any suitable structure as long as it has a surface to be prevented from contamination. As structures, for example, underwater structures such as ships, buoys, port facilities, offshore oilfield facilities, cooling water supply channels of power plants, cooling water supply channels of factories, propellers for wind power generation, piers, buildings, automobiles, Heavy machinery and aircraft. Since the effects of the present invention can be suitably obtained, the structure is preferably an underwater structure. Further, an antifouling paint or an anticorrosive paint may be applied to the surface where the contamination of the structure is to be prevented.
以下に、本発明の実施例について説明するが、本発明はこれに限定されるものではない。 Examples of the present invention will be described below, but the present invention is not limited thereto.
[実施例1]
(基材層)
反応容器に、イソボルニルアクリレート(大阪有機化学工業(株)製):71重量部、n−ブチルアクリレート(東亜合成(株)製):19重量部、ポリ(オキシテトラメチレン)グリコール(三菱化学(株)製):68.4重量部、ジラウリル酸ジブチルスズ:0.01重量部、水添キシリレンジイソシアネート(三井化学ポリウレタン(株)製):25.5重量部を投入および混合して、65℃で5時間重合させ、これにより、混合物1を得た。
[Example 1]
(Base material layer)
In a reaction vessel, isobornyl acrylate (Osaka Organic Chemical Co., Ltd.): 71 parts by weight, n-butyl acrylate (Toa Gosei Co., Ltd.): 19 parts by weight, poly (oxytetramethylene) glycol (Mitsubishi Chemical) 68.4 parts by weight, dibutyltin dilaurate: 0.01 parts by weight, hydrogenated xylylene diisocyanate (manufactured by Mitsui Chemicals Polyurethanes Co., Ltd.): 25.5 parts by weight are added and mixed. Polymerization was carried out at 0 ° C. for 5 hours, whereby a mixture 1 was obtained.
得られた混合物1に、3−アクリロキシプロピルトリメトキシシラン(信越化学工業(株)製):1重量部、トリメチロールプロパントリアクリレート:5重量部、ジフェニル(2,4,6,−トリメトキシベンゾイル)ホスフィンオキシド(BASF製):0.25重量部、商品名「TINUVIN123」(BASF製):1.25重量部、商品名「TINUVIN400」(BASF製):0.6重量部を添加および混合することにより、シロップ1を得た。 To the obtained mixture 1, 3-acryloxypropyltrimethoxysilane (manufactured by Shin-Etsu Chemical Co., Ltd.): 1 part by weight, trimethylolpropane triacrylate: 5 parts by weight, diphenyl (2,4,6, -trimethoxy) Benzoyl) phosphine oxide (made by BASF): 0.25 parts by weight, trade name “TINUVIN123” (made by BASF): 1.25 parts by weight, trade name “TINUVIN400” (made by BASF): 0.6 parts by weight are added and mixed As a result, syrup 1 was obtained.
得られたシロップ1を、セパレータ(商品名「MRF38」、三菱樹脂(株)製)の表面に150μmの厚みになるように塗布して、シロップ層を形成した。窒素パージ環境下、該シロップ層に紫外線ランプ(ブラックライト)にて紫外線を照射(照度:3.4mW/cm2、積算照射量:2000mJ/cm2)して重合硬化させ、これにより、基材層を得た。 The obtained syrup 1 was applied to the surface of a separator (trade name “MRF38”, manufactured by Mitsubishi Plastics Co., Ltd.) to a thickness of 150 μm to form a syrup layer. Under a nitrogen purge environment, the syrup layer was irradiated with ultraviolet rays (illuminance: 3.4 mW / cm 2 , integrated irradiation amount: 2000 mJ / cm 2 ) with an ultraviolet lamp (black light) to be cured by polymerization. A layer was obtained.
(粘着層)
反応容器に、2−エチルヘキシルアクリレート:90重量部、アクリル酸:10重量部、光重合開始剤(商品名「イルガキュア651」、BASF製):0.1重量部を投入して混合し、攪拌しながら紫外線を照射することにより、塗工可能な粘度までUV重合させた。得られた粘着剤混合物に、1,6−ヘキサンジオールジアクリレート:0.08重量部を添加および混合し、これをセパレータ(商品名「MRF38」、三菱樹脂(株)製)の表面に50μmの厚みになるように塗布した。窒素パージ環境下、該塗布層に紫外線ランプ(ブラックライト)にて紫外線を照射(照度:3.4mW/cm2、積算照射量:2000mJ/cm2)して重合硬化させ、これにより、粘着層を得た。
(Adhesive layer)
Into a reaction vessel, 2-ethylhexyl acrylate: 90 parts by weight, acrylic acid: 10 parts by weight, photopolymerization initiator (trade name “Irgacure 651”, manufactured by BASF): 0.1 part by weight are added, mixed, and stirred. While being irradiated with ultraviolet rays, UV polymerization was carried out to a coatable viscosity. 1,6-hexanediol diacrylate: 0.08 part by weight was added to and mixed with the obtained pressure-sensitive adhesive mixture, and this was added to the surface of a separator (trade name “MRF38”, manufactured by Mitsubishi Plastics Co., Ltd.) of 50 μm. It applied so that it might become thickness. Under a nitrogen purge environment, the coating layer was irradiated with ultraviolet rays (illuminance: 3.4 mW / cm 2 , integrated irradiation amount: 2000 mJ / cm 2 ) with an ultraviolet lamp (black light) to be polymerized and cured, whereby the adhesive layer Got.
(防汚層)
上記基材層の一方の面に防汚用塗料組成物(中国塗料(株)製、製品名「ペラクリン」)を乾燥後の厚みが100μmとなるようにアプリケーターを用いて塗布し、150℃で10分間乾燥させて防汚層を形成した。
(Anti-fouling layer)
An antifouling coating composition (manufactured by China Paint Co., Ltd., product name “Peracrine”) was applied to one surface of the base material layer using an applicator so that the thickness after drying was 100 μm, An antifouling layer was formed by drying for 10 minutes.
(防汚用粘着テープ)
次いで、上記基材層の他方の面に上記粘着層を貼り合わせた。この際に、ナイロン糸(テグス2号;直径235μm)を長辺から幅方向1cmの距離となるように、巻き込みながら貼り合わせることにより、幅方向の端部に切断用線材を有する防汚用粘着テープ1を得た。得られた防汚用粘着テープ1の構成は、防汚層(厚み:100μm)/基材層(厚み:150μm)/切断用線材(ナイロン糸)/粘着層(厚み:50μm)であった。
(Anti-fouling adhesive tape)
Subsequently, the said adhesion layer was bonded together on the other surface of the said base material layer. At this time, an antifouling pressure-sensitive adhesive having a wire rod for cutting at the end in the width direction by adhering a nylon thread (Tegs 2; diameter: 235 μm) while being wound so that the distance from the long side is 1 cm in the width direction. Tape 1 was obtained. The structure of the obtained antifouling pressure-sensitive adhesive tape 1 was antifouling layer (thickness: 100 μm) / base material layer (thickness: 150 μm) / cutting wire (nylon thread) / adhesive layer (thickness: 50 μm).
(貼付、端部切断)
以下に示すような方法で防汚用粘着テープ1を貼付した。具体的には、防食塗料(中国塗料(株)製、製品名「バンノー500」)を塗布した鋼板表面を有するボートに防汚用粘着テープ1を貼付した。次いで、防汚用粘着テープ1の切断用線材を有する端部が、2枚目の防汚用粘着テープ1の切断用線材を有しない端部と3cm程度重なるように貼り付けた。ナイロン糸を引き上げて、防汚用粘着シートの重なる端部を切断し、切断された端部を余剰部分として除去した。以上の処理により、簡易な作業で高精度の突き合せ処理を行うことができた。
(Paste, end cutting)
The antifouling pressure-sensitive adhesive tape 1 was affixed by the method shown below. Specifically, the antifouling pressure-sensitive adhesive tape 1 was attached to a boat having a steel plate surface coated with an anticorrosive paint (manufactured by China Paint Co., Ltd., product name “Banno 500”). Next, the end portion of the antifouling pressure-sensitive adhesive tape 1 having the cutting wire was attached so as to overlap with the end portion of the second antifouling pressure-sensitive adhesive tape 1 having no cutting wire by about 3 cm. The nylon thread was pulled up to cut the overlapping end portion of the antifouling pressure-sensitive adhesive sheet, and the cut end portion was removed as an excess portion. With the above processing, high-precision matching processing can be performed with a simple operation.
[実施例2]
切断用線材としてナイロン撚り糸(120デニール3本撚り;直径約240μm)を用い、以下の方法で取り付けを行った以外は、実施例1と同様にして防汚用粘着テープ2を得た。
基材層に粘着層を貼り合わせることにより得られる粘着テープを一旦ロール状として梱包箱に収納した後、梱包箱から上記粘着テープを引き出しながらセパレータを剥離し、所定の位置に設けた糸車を用いて、上記粘着テープの長辺から幅方向2cmの位置の粘着層表面に上記ナイロン撚り糸を貼り付け、防汚用粘着テープ2を得た。得られた防汚用粘着テープ2の構成は、防汚層(厚み:100μm)/基材層(厚み:150μm)/粘着層(厚み:50μm)/切断用線材(ナイロン撚り糸)であった。
また、防汚テープは無色透明であり、ナイロン撚り糸は赤色のものを用いた。
[Example 2]
An antifouling pressure-sensitive adhesive tape 2 was obtained in the same manner as in Example 1 except that a nylon twisted yarn (three twists of 120 denier; diameter of about 240 μm) was used as a cutting wire and was attached by the following method.
After the adhesive tape obtained by bonding the adhesive layer to the base material layer is temporarily stored in a packaging box as a roll, the separator is peeled off while pulling out the adhesive tape from the packaging box, and a spinning wheel provided at a predetermined position is used. And the said nylon twisted yarn was affixed on the adhesive layer surface of the position of 2 cm of width directions from the long side of the said adhesive tape, and the adhesive tape 2 for antifouling was obtained. The structure of the obtained antifouling pressure-sensitive adhesive tape 2 was antifouling layer (thickness: 100 μm) / base material layer (thickness: 150 μm) / adhesive layer (thickness: 50 μm) / cutting wire (nylon twisted yarn).
The antifouling tape was colorless and transparent, and the nylon twisted yarn was red.
実施例1と同様に、ボートに防汚用粘着テープ2を貼付し、ナイロン撚り糸を引き上げて、防汚用粘着シートの重なる端部を切断し、切断された端部を余剰部分として除去することにより、簡易な作業で高精度の突き合せ処理を行うことができた。
また、着色した線材を用いたことにより、施工対象となった船底の濃紺色に対して視認性が高まり、さらに作業性が向上した。具体的には、線材の引き上げ忘れ、端部処理忘れなどが生じる危険性が無いため、さらに効率よく除去が出来た。
As in Example 1, the antifouling pressure-sensitive adhesive tape 2 is applied to the boat, the nylon twisted yarn is pulled up, the overlapping end portion of the antifouling pressure-sensitive adhesive sheet is cut, and the cut end portion is removed as an excess portion. As a result, it was possible to perform a high-precision matching process with a simple operation.
In addition, the use of the colored wire rods improved the visibility of the dark blue color of the ship bottom that was the object of construction and further improved workability. Specifically, since there was no risk of forgetting to pull up the wire rod or forgetting the end portion, the removal could be performed more efficiently.
[実施例3]
以下の方法でナイロン糸の取り付けを行った以外は、実施例1と同様にして防汚用粘着テープ3を得た。
上記粘着剤混合物をセパレータの表面に塗布する際に、セパレータの端部から所定の位置にナイロン糸を配置することにより、粘着テープの長辺から幅方向2cmの位置でナイロン糸の一部が粘着層内部に包埋された一体品を得て、乾燥硬化後に基材層と貼り合わせて防汚用粘着テープ3を得た。得られた防汚用粘着テープ3の構成は、防汚層(厚み:100μm)/基材層(厚み:150μm)/粘着層(厚み:50μm)であり、切断用線材(ナイロン糸)の一部は粘着層中に包埋されていた。
[Example 3]
An antifouling pressure-sensitive adhesive tape 3 was obtained in the same manner as in Example 1 except that nylon yarn was attached by the following method.
When the adhesive mixture is applied to the surface of the separator, a portion of the nylon thread sticks at a position 2 cm from the long side of the adhesive tape by placing the nylon thread at a predetermined position from the end of the separator. An integrated product embedded in the layer was obtained, and after drying and curing, it was bonded to the base material layer to obtain an antifouling adhesive tape 3. The structure of the obtained antifouling pressure-sensitive adhesive tape 3 is an antifouling layer (thickness: 100 μm) / base material layer (thickness: 150 μm) / adhesive layer (thickness: 50 μm), which is one of cutting wires (nylon thread). The part was embedded in the adhesive layer.
実施例1と同様に、ボートに防汚用粘着テープ3を貼付し、ナイロン糸を引き上げて、防汚用粘着シートの重なる端部を切断し、切断された端部を余剰部分として除去することにより、簡易な作業で高精度の突き合せ処理を行うことができた。 As in Example 1, the antifouling adhesive tape 3 is applied to the boat, the nylon thread is pulled up, the overlapping end of the antifouling adhesive sheet is cut, and the cut end is removed as an excess part. As a result, it was possible to perform a high-precision matching process with a simple operation.
[実施例4]
以下の事項以外は、実施例1と同様にして防汚用粘着テープ4を得た。
まず、防汚層形成時には、基材層の一方の端部に2cm幅の未塗工部(接着代)を残した。形成された防汚層の端部には、乾燥時に流動で生じたダレによる30度程度の傾斜角が生じていた。
基材層に粘着層を貼り合わせることにより得られる粘着テープを一旦ロール状として梱包箱に収納した後、梱包箱から上記粘着テープを引き出しながらセパレータを剥離し、所定の位置に設けた糸車を用いて、上記粘着テープの接着代と防汚層との境界部にナイロン糸を貼り付け、防汚用粘着テープ4を得た。
[Example 4]
Except for the following, an antifouling pressure-sensitive adhesive tape 4 was obtained in the same manner as in Example 1.
First, at the time of forming the antifouling layer, an uncoated part (adhesion allowance) having a width of 2 cm was left at one end of the base material layer. At the end of the antifouling layer formed, an inclination angle of about 30 degrees was generated due to sagging caused by flow during drying.
After the adhesive tape obtained by bonding the adhesive layer to the base material layer is temporarily stored in a packaging box as a roll, the separator is peeled off while pulling out the adhesive tape from the packaging box, and a spinning wheel provided at a predetermined position is used. Thus, a nylon thread was affixed to the boundary between the adhesive allowance of the adhesive tape and the antifouling layer to obtain an antifouling adhesive tape 4.
防汚用粘着テープ4の切断用線材を有しない端部が、別の防汚用粘着テープ4の切断用線材を有する端部上に重なり、かつ、その重なり部分が接着代を3cm程度乗り越えるように貼り付けた以外は、実施例1と同様に、ボートに防汚用粘着テープ4を貼付した。ナイロン糸を引き上げて、重なる2枚の防汚用粘着シート4のうち上に位置する防汚用粘着シート4の接着代を越えた端部を切断し、切断された端部を余剰部分として除去することにより、簡易な作業で高精度の突き合せ処理を行うことができた。 The end of the antifouling pressure-sensitive adhesive tape 4 that does not have the cutting wire overlaps with the end of the other antifouling pressure-sensitive adhesive tape 4 that has the cutting wire, and the overlapping portion exceeds the bonding margin by about 3 cm. The antifouling pressure-sensitive adhesive tape 4 was affixed to the boat in the same manner as in Example 1 except that it was affixed to the boat. Pull up the nylon thread and cut the end of the two antifouling pressure-sensitive adhesive sheets 4 that exceed the bonding allowance of the antifouling pressure-sensitive adhesive sheet 4, and remove the cut edge as an excess part. By doing so, it was possible to perform a high-precision matching process with a simple operation.
その後、貼付箇所が海水中に浸漬した状態で放置し、経時変化を観察したが、重ね合わせ部の密着は強固で貼り付け状態に変化はなかった。また、この防汚用粘着テープの剥離を試みたところ、2枚の防汚用粘着テープのつなぎ目は強固に一体化しており、重ね合わせ部で剥離は生じなかった。一方で、ボート本体からの防汚用粘着テープの剥離は実行可能であった。 Thereafter, the pasted portion was left in a state of being immersed in seawater, and the change with time was observed, but the adhesion of the overlapped portion was strong and the pasted state was not changed. Further, when an attempt was made to peel off the antifouling pressure-sensitive adhesive tape, the joint between the two antifouling pressure-sensitive adhesive tapes was firmly integrated, and no peeling occurred at the overlapping portion. On the other hand, peeling of the antifouling adhesive tape from the boat body was feasible.
本発明の防汚用粘着シートおよび防汚処理方法は、構造物の表面の汚染防止に好適に適用され得る。 The antifouling pressure-sensitive adhesive sheet and the antifouling treatment method of the present invention can be suitably applied to prevent contamination of the surface of the structure.
100 防汚用粘着シート(防汚用粘着シートA)
200 防汚用粘着シートB
300 構造物
10 基材層
20 粘着層
30 防汚層
40 切断用線材
50 接着代
100 Antifouling adhesive sheet (Antifouling adhesive sheet A)
200 Antifouling adhesive sheet B
300
Claims (8)
該防汚用粘着シートの端部に、切断用線材が剥離可能に取り付けられている、防汚用粘着シート。 An antifouling pressure-sensitive adhesive sheet comprising a base material layer and an adhesive layer provided on one surface side of the base material layer and an antifouling layer provided on the surface side of the base material layer where the adhesive layer is not provided,
An antifouling pressure-sensitive adhesive sheet, wherein a cutting wire is detachably attached to an end of the antifouling pressure-sensitive adhesive sheet.
少なくとも1枚の防汚用粘着シートAと少なくとも1枚の防汚用粘着シートBとを、汚染が防止されるべき表面を有する構造物の該表面に、防汚用粘着シートBの端部が、防汚用粘着シートAの前記切断用線材上となるように貼付すること(工程2)、ならびに
前記切断用線材を防汚用粘着シートAから剥離することにより、防汚用粘着シートBの端部を切断除去すること(工程3)を含む、構造物の施工方法。 Preparing the antifouling pressure-sensitive adhesive sheet A according to any one of claims 1 to 5 and the antifouling pressure-sensitive adhesive sheet B (step 1);
At least one antifouling pressure-sensitive adhesive sheet A and at least one antifouling pressure-sensitive adhesive sheet B are attached to the surface of the structure having a surface to be prevented from being contaminated, and the end of the antifouling pressure-sensitive adhesive sheet B is Affixing the antifouling adhesive sheet A so as to be on the cutting wire (step 2), and peeling the cutting wire from the antifouling adhesive sheet A, A method for constructing a structure, including cutting and removing the end (step 3).
The construction method according to claim 6 or 7, wherein the cutting wire is colored in a color different from a surface on which contamination of the structure is to be prevented.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013115505A JP2014234413A (en) | 2013-05-31 | 2013-05-31 | Antifouling tacky sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013115505A JP2014234413A (en) | 2013-05-31 | 2013-05-31 | Antifouling tacky sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014234413A true JP2014234413A (en) | 2014-12-15 |
Family
ID=52137359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013115505A Pending JP2014234413A (en) | 2013-05-31 | 2013-05-31 | Antifouling tacky sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014234413A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016124994A (en) * | 2015-01-05 | 2016-07-11 | 日東電工株式会社 | Antifouling method for surface of structure, and adhesive tape for sealing |
| KR20200050017A (en) * | 2018-10-30 | 2020-05-11 | 삼성디스플레이 주식회사 | Tape for flexible printed circuit board and display apparatus comprising the same |
-
2013
- 2013-05-31 JP JP2013115505A patent/JP2014234413A/en active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016124994A (en) * | 2015-01-05 | 2016-07-11 | 日東電工株式会社 | Antifouling method for surface of structure, and adhesive tape for sealing |
| WO2016111108A1 (en) * | 2015-01-05 | 2016-07-14 | 日東電工株式会社 | Structure surface antifouling method and sealing adhesive tape |
| KR20200050017A (en) * | 2018-10-30 | 2020-05-11 | 삼성디스플레이 주식회사 | Tape for flexible printed circuit board and display apparatus comprising the same |
| KR102625303B1 (en) * | 2018-10-30 | 2024-01-15 | 삼성디스플레이 주식회사 | Tape for flexible printed circuit board and display apparatus comprising the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6087766B2 (en) | Antifouling pressure-sensitive adhesive sheet and antifouling treatment method for structures using the same | |
| EP3470476B1 (en) | Self adhesive fouling release coating composition | |
| EP2832808A1 (en) | Adhesive tape for preventing aquatic biofouling | |
| WO2013094411A1 (en) | Adhesive tape preventing adhesion by aquatic organisms | |
| WO2013111634A1 (en) | Method for preventing fouling | |
| AU2017337440A1 (en) | Coating film for structure, coating material set for forming coating film, coating material for undercoat layer, and coating method | |
| JP6177820B2 (en) | Aquatic organism adhesion prevention adhesive tape | |
| JP5854859B2 (en) | Pollution prevention methods | |
| JP2014234413A (en) | Antifouling tacky sheet | |
| JP5854860B2 (en) | Pollution prevention methods | |
| WO2014038477A1 (en) | Anti-fouling treatment method for underwater structure | |
| WO2016088630A1 (en) | Resin composition, antifouling material and multilayer film | |
| JP2014234414A (en) | Easy-to-adhere tacky sheet | |
| JP2016023306A (en) | Adhesive tape or sheet for preventing deposition of aquatic organisms | |
| WO2020047052A1 (en) | Method for producing an air-retaining film with textured surface, and an air-retaining film with textured surface | |
| JP6576681B2 (en) | Winding core protecting adhesive sheet, protected core, and film winding and rewinding method | |
| WO2013094443A1 (en) | Adhesive tape preventing adhesion by aquatic organisms | |
| WO2014208590A1 (en) | Adhesive tape for preventing aquatic biofouling | |
| KR102192734B1 (en) | Protective film for yachts | |
| JP2015150547A (en) | Antifouling treatment method for structure |