JP2013220677A - 車両用シートフレーム - Google Patents
車両用シートフレーム Download PDFInfo
- Publication number
- JP2013220677A JP2013220677A JP2012091803A JP2012091803A JP2013220677A JP 2013220677 A JP2013220677 A JP 2013220677A JP 2012091803 A JP2012091803 A JP 2012091803A JP 2012091803 A JP2012091803 A JP 2012091803A JP 2013220677 A JP2013220677 A JP 2013220677A
- Authority
- JP
- Japan
- Prior art keywords
- frame
- side frame
- component
- vehicle seat
- seat back
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Seats For Vehicles (AREA)
Abstract
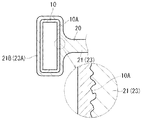
【解決手段】互いに融点の異なる異種の金属材料より成るアルミニウム合金の押出し材より成るシートバックのサイドフレーム10と、マグネシウム合金の射出成形材より成る枠フレーム20と、を備えた車両用シートフレーム(シートバックフレーム1)である。枠フレーム20を成形する溶融金属が流し込まれる成形型内にサイドフレーム10をセットし、サイドフレーム10の周面10Aに上記溶融金属を行き渡らせて一体的に接合させた状態に硬化させる(囲い部21B,23A)ことにより、枠フレーム20とサイドフレーム10とを互いに一体化させた構成とした。
【選択図】図1
Description
第1の発明は、互いに融点の異なる異種の金属材料より成る第1の構成フレームと第2の構成フレームとを備えた車両用シートフレームである。第2の構成フレームを成形する溶融金属が流し込まれる成形型内に第1の構成フレームをセットし、第1の構成フレームの周面に上記溶融金属を行き渡らせて一体的に接合させた状態に硬化させることにより、第2の構成フレームと第1の構成フレームとを互いに一体化させた構成とした。
10 サイドフレーム(第1の構成フレーム)
10A 周面
11 凹条
12 リブ
13 ひれ部
20 枠フレーム(第2の構成フレーム)
21 上枠部
21A ホルダー部
21B 囲い部
22 横枠部
23 下枠部
23A 囲い部
24 孔部
25 起伏部
Bo 引出口
Claims (3)
- 互いに融点の異なる異種の金属材料より成る第1の構成フレームと第2の構成フレームとを備えた車両用シートフレームであって、
前記第2の構成フレームを成形する溶融金属が流し込まれる成形型内に前記第1の構成フレームをセットし、該第1の構成フレームの周面に前記溶融金属を行き渡らせて一体的に接合させた状態に硬化させることにより、前記第2の構成フレームと前記第1の構成フレームとを互いに一体化させた構成としたことを特徴とする車両用シートフレーム。 - 請求項1に記載の車両用シートフレームであって、
前記第1の構成フレームを前記第2の構成フレームよりも融点の高い金属材料により形成したことを特徴とする車両用シートフレーム。 - 請求項1又は請求項2に記載の車両用シートフレームであって、
前記第1の構成フレームをアルミニウム合金の押出し成形により形成してシートバックのサイドフレームに採用し、前記第2の構成フレームをマグネシウム合金の射出成形により形成して前記サイドフレームと一体的とされる前記シートバックの上部又は下部のフレームに採用したことを特徴とする車両用シートフレーム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012091803A JP5842719B2 (ja) | 2012-04-13 | 2012-04-13 | 車両用シートフレームの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012091803A JP5842719B2 (ja) | 2012-04-13 | 2012-04-13 | 車両用シートフレームの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013220677A true JP2013220677A (ja) | 2013-10-28 |
| JP5842719B2 JP5842719B2 (ja) | 2016-01-13 |
Family
ID=49591987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012091803A Expired - Fee Related JP5842719B2 (ja) | 2012-04-13 | 2012-04-13 | 車両用シートフレームの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5842719B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210245634A1 (en) * | 2018-06-13 | 2021-08-12 | Brose Fahrzeugteile SE & Co. Kommanditgesellschaft, Coburg | Backrest for a vehicle seat, and backrest head module |
| CN113734008A (zh) * | 2021-09-14 | 2021-12-03 | 东风越野车有限公司 | 一种座椅靠背骨架结构及座椅骨架结构 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011014404A1 (en) * | 2009-07-30 | 2011-02-03 | Matcor-Matsu USA Inc. | Magnesium hybrid parts and processes |
| JP2011143816A (ja) * | 2010-01-14 | 2011-07-28 | Kobe Steel Ltd | 車両用シート |
-
2012
- 2012-04-13 JP JP2012091803A patent/JP5842719B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011014404A1 (en) * | 2009-07-30 | 2011-02-03 | Matcor-Matsu USA Inc. | Magnesium hybrid parts and processes |
| JP2011143816A (ja) * | 2010-01-14 | 2011-07-28 | Kobe Steel Ltd | 車両用シート |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210245634A1 (en) * | 2018-06-13 | 2021-08-12 | Brose Fahrzeugteile SE & Co. Kommanditgesellschaft, Coburg | Backrest for a vehicle seat, and backrest head module |
| US12122268B2 (en) * | 2018-06-13 | 2024-10-22 | Brose Fahrzeugteile Se & Co. Kommanditgesellschaft | Backrest for a vehicle seat, and backrest head module |
| CN113734008A (zh) * | 2021-09-14 | 2021-12-03 | 东风越野车有限公司 | 一种座椅靠背骨架结构及座椅骨架结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5842719B2 (ja) | 2016-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9517798B2 (en) | Vehicle body structure | |
| US9469345B2 (en) | Suspension tower and vehicle front portion structure | |
| US20150076805A1 (en) | Sub-frame for vehicle | |
| JP2005350048A (ja) | 自動車用マグネシウム合金材シートバックフレーム及びその成形方法 | |
| JP2016106055A (ja) | 自動車のダンパーハウジング構造 | |
| JP2017088099A (ja) | 車両骨格部材の接合構造 | |
| JP5842719B2 (ja) | 車両用シートフレームの製造方法 | |
| JP5393193B2 (ja) | 車両用部品の鋳ぐるみ構造 | |
| JP2013018317A (ja) | 車両用部品の構造 | |
| KR101829221B1 (ko) | 자동차 휠 및 이의 제조 방법 | |
| JP2008284987A (ja) | 補強メンバー等の溶接部材 | |
| JP5388642B2 (ja) | 異材継手構造の製造方法 | |
| US20160075078A1 (en) | Manufacturing method for a component configured including a thermoplastic resin material, and manufacturing device for a component configured including a thermoplastic resin material | |
| JP2005103002A (ja) | 車両のシートバックフレーム構造 | |
| JP2017065591A (ja) | 鉄道車両の台枠構造 | |
| JP2016215986A (ja) | シートフレーム | |
| WO2014064991A1 (ja) | ドアミラー支持構造 | |
| JP2008296845A (ja) | バンパー取付構造 | |
| JP6696443B2 (ja) | サスペンションメンバ | |
| JP6520569B2 (ja) | 車両骨格構造 | |
| JP5652149B2 (ja) | 車両用シートフレームの接合構造 | |
| JP6570950B2 (ja) | バンパー装置 | |
| JP6355752B2 (ja) | 自動車用ドアの構造体 | |
| KR20120082404A (ko) | 마그네슘 하이브리드 부품 및 방법 | |
| JP7054652B2 (ja) | 車体リヤフロア構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150804 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150930 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5842719 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |