JP2008164401A - Manufacturing method for timepiece dial, timepiece dial, and timepiece - Google Patents
Manufacturing method for timepiece dial, timepiece dial, and timepiece Download PDFInfo
- Publication number
- JP2008164401A JP2008164401A JP2006353507A JP2006353507A JP2008164401A JP 2008164401 A JP2008164401 A JP 2008164401A JP 2006353507 A JP2006353507 A JP 2006353507A JP 2006353507 A JP2006353507 A JP 2006353507A JP 2008164401 A JP2008164401 A JP 2008164401A
- Authority
- JP
- Japan
- Prior art keywords
- timepiece dial
- timepiece
- base material
- mold
- dial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
- Electric Clocks (AREA)
Abstract
Description
本発明は、時計用文字板の製造方法、時計用文字板および時計に関する。 The present invention relates to a timepiece dial manufacturing method, a timepiece dial, and a timepiece.
一般に、時計用の文字板には、時刻を示す等の機能を有する文字・数字(いわゆる時字等)、目盛、記号や、各種マーク等の指標が用いられている。
このような指標の形成方法としては、広く、印刷が用いられている。
ところで、時計用文字板は、実用品としての機能(例えば、使用者等に、時刻を容易かつ正確に認識させる機能等)が求められるとともに、装飾品としての美的外観も求められる。
このため、開口部を設けた基板(文字板本体)に、植字と称される植設材を取り付け固定することにより、印刷に比べて、より立体感のある指標を形成する方法が、特に、高級時計等で採用されている(例えば、特許文献1参照)。
In general, a timepiece dial uses characters and numerals (so-called time characters, etc.), scales, symbols, and various marks having functions such as indicating time.
Printing is widely used as a method for forming such an index.
By the way, the timepiece dial is required to have a function as a practical product (for example, a function that allows a user or the like to recognize the time easily and accurately) and an aesthetic appearance as a decorative product.
For this reason, a method of forming an indicator with a more three-dimensional effect than printing by attaching and fixing a planting material called a typesetting to a substrate (a dial body) provided with an opening, in particular, It is adopted in high-class timepieces and the like (for example, see Patent Document 1).
しかしながら、植設材を取り付け固定する方法で製造された時計用文字板では、基板と植設材との密着力が十分ではなく、比較的大きな外力(衝撃力)等が加わると、植設材が基板から脱離してしまうことがあった。また、また、このような方法で用いる植設材は、一般に、文字板本体に植設するための足部を有しているが、この足部は、他の部位に比べて細くなっている。このため、比較的大きな外力等が加わると、足部が折れてしまう等の問題点があった。上記のような問題は、植設材の高さが高いほど発生し易くなる傾向がある。 However, in the timepiece dial manufactured by attaching and fixing the planting material, the adhesion between the substrate and the planting material is not sufficient, and if a relatively large external force (impact force) is applied, the planting material May be detached from the substrate. Moreover, the planting material used in such a method generally has a foot part for planting the dial body, but the foot part is thinner than other parts. . For this reason, when a comparatively large external force or the like is applied, there is a problem that the foot part breaks. The above problems tend to occur more easily as the height of the planting material is higher.
また、植設材を一つ一つ手作業で基板に固定(植字)しなければならず、工程やコストの増加につながっていた。
また、植設材を作製する際に、固定用の足部を作る必要があるために、高さに制限がある。すなわち、植設材においては、一般に、鍛造加工または塑性加工により足を作るため、アスペクト比に限界があり、植設材(指標)の高さに制限が生じる。
また、上記のように植設材を取り付け固定した時計用文字板では、植設材の基板への固定力が十分ではないため、植設材の幅や高さ、重量に制限があり、高さのある植設材(指標)を用いることができず、高級感の表出や立体的な表現ができない等、デザインの面で制約があり、装飾性(美的外観)に優れたものとするのが困難であった。
In addition, the planting materials must be fixed (typesetting) to the substrate manually one by one, leading to an increase in processes and costs.
Moreover, since it is necessary to make the foot | leg part for fixation when producing a planting material, there is a restriction | limiting in height. That is, in the planting material, since the foot is generally made by forging or plastic processing, the aspect ratio is limited, and the height of the planting material (index) is limited.
In addition, in the watch dial with the planting material attached and fixed as described above, the fixing force of the planting material to the substrate is not sufficient, so there are restrictions on the width, height, and weight of the planting material. There are restrictions in terms of design, such as high-quality planting materials (indexes) cannot be used, high-quality expression and three-dimensional expression, etc., and excellent decorativeness (aesthetic appearance) It was difficult.
ところで、プラスチック材料は、各種材料の中でも、低価格で、成形性(成形の自由度)に優れており、また、優れた電磁波透過性(光透過性、電波透過性)を有している。このため、複雑な形状の時計用文字板を提供したり、太陽電池を備えたソーラー時計や、電波時計に好適に適用することができる時計用文字板を提供したりするために、プラスチック材料を時計用文字板に適用する要求が高まっている。
しかしながら、基板がプラスチックで構成されたものである場合、金属製の基板を用いた場合等に比べて、上記のような植設材(指標)との密着性はさらに低くなり、上記のような問題がより顕著になる。
By the way, among various materials, plastic materials are inexpensive and have excellent moldability (degree of freedom of molding), and have excellent electromagnetic wave transmission properties (light transmission properties, radio wave transmission properties). Therefore, in order to provide a timepiece dial having a complicated shape, or to provide a timepiece dial that can be suitably applied to a solar timepiece equipped with a solar cell, or a radio timepiece, a plastic material is used. There is an increasing demand for application to timepiece dials.
However, when the substrate is made of plastic, the adhesion with the planting material (index) as described above is even lower than when a metal substrate is used. The problem becomes more pronounced.
本発明の目的は、プラスチック製の基材に指標部材が強固に固定され、立体感のある美的外観に優れた時計用文字板を提供すること、前記時計用文字板を容易かつ確実に製造することができる製造方法を提供すること、また、前記時計用文字板を備えた時計を提供することにある。 An object of the present invention is to provide a timepiece dial having a three-dimensional appearance and an excellent aesthetic appearance, in which an indicator member is firmly fixed to a plastic base material, and to easily and reliably manufacture the timepiece dial. Another object of the present invention is to provide a manufacturing method that can be used, and to provide a timepiece having the timepiece dial.
このような目的は、下記の本発明により達成される。
本発明の時計用文字板の製造方法は、プラスチック製の基材に、指標部材の一部が埋設されてなる時計用文字板の製造方法であって、
成形型の所定の部位に前記指標部材を設置する指標部材設置工程と、
前記指標部材が設置された前記成形型に、流動性を有する樹脂材料を付与する樹脂材料付与工程と、
前記樹脂材料を固化させる固化工程とを有することを特徴とする。
これにより、プラスチック製の基材に指標部材が強固に固定され、立体感のある美的外観に優れた時計用文字板を容易かつ確実に製造することができる製造方法を提供することができる。
Such an object is achieved by the present invention described below.
The timepiece dial manufacturing method of the present invention is a timepiece dial manufacturing method in which a part of an index member is embedded in a plastic base material,
An indicator member installation step of installing the indicator member in a predetermined part of the mold; and
A resin material application step of applying a resin material having fluidity to the mold in which the indicator member is installed;
A solidifying step of solidifying the resin material.
Accordingly, it is possible to provide a manufacturing method that can easily and reliably manufacture a timepiece dial having a three-dimensional appearance and an excellent aesthetic appearance, in which the indicator member is firmly fixed to the plastic base material.
本発明の時計用文字板の製造方法では、前記指標部材は、前記基材中に埋設される部分に凹部または凸部を有することが好ましい。
これにより、指標部材を基材に、より強固に固定することができる。
本発明の時計用文字板の製造方法では、前記樹脂材料付与工程に先立ち、前記指標部材の前記基材に埋設されるべき部分の少なくとも一部に接着剤を付与することが好ましい。
これにより、指標部材を基材に、より強固に固定することができる。
In the timepiece dial manufacturing method of the present invention, it is preferable that the indicator member has a concave portion or a convex portion in a portion embedded in the base material.
Thereby, the indicator member can be more firmly fixed to the base material.
In the timepiece dial manufacturing method of the present invention, it is preferable that an adhesive is applied to at least a portion of the indicator member to be embedded in the base material prior to the resin material applying step.
Thereby, the indicator member can be more firmly fixed to the base material.
本発明の時計用文字板の製造方法では、前記指標部材は、前記基材に埋設されるべきでない部分の少なくとも一部に離型処理が施されたものであることが好ましい。
これにより、指標部材において、不本意な部位に樹脂材料が付着するのを効果的に防止することができる。その結果、得られる時計用文字板の美的外観を特に優れたものとすることができる。
In the timepiece dial manufacturing method of the present invention, it is preferable that the indicator member has been subjected to a release treatment on at least a part of the portion that should not be embedded in the base material.
Thereby, in the indicator member, it is possible to effectively prevent the resin material from adhering to an unintended portion. As a result, the aesthetic appearance of the obtained timepiece dial can be made particularly excellent.
本発明の時計用文字板の製造方法では、前記成形型は、前記樹脂材料と接触する部分の少なくとも一部に離型処理が施されたものであることが好ましい。
これにより、成形品である基材(基材と指標部材との一体成形品)の型離れおよび取り出しを容易に行うことができるとともに、型離れ時、取り出し時等に、成形品が損傷を受けるのをより確実に防止することができる。その結果、時計用文字板の生産性を特に優れたものとしつつ、得られる時計用文字板の美的外観をより確実に優れたものとすることができる。
本発明の時計用文字板の製造方法では、前記樹脂材料付与工程に際して、前記成形型の内部を減圧することが好ましい。
これにより、成形型内に樹脂材料を、効率よくかつ確実に行き渡らせることができ、所望の形状の時計用文字板をより生産性よく製造することができる。
In the timepiece dial manufacturing method of the present invention, it is preferable that at least a part of the molding die is subjected to a mold release treatment in contact with the resin material.
As a result, it is possible to easily remove and remove the base material (integrated molded product of the base material and the index member) that is a molded product, and the molded product is damaged when the mold is removed or removed. Can be more reliably prevented. As a result, the productivity of the timepiece dial is particularly excellent, and the aesthetic appearance of the obtained timepiece dial can be more reliably improved.
In the timepiece dial manufacturing method of the present invention, it is preferable that the inside of the mold is decompressed in the resin material application step.
Accordingly, the resin material can be efficiently and reliably distributed in the mold, and a timepiece dial having a desired shape can be manufactured with higher productivity.
本発明の時計用文字板は、本発明の方法を用いて製造されたことを特徴とする。
これにより、プラスチック製の基材に指標部材が強固に固定され、立体感のある美的外観に優れた時計用文字板を提供することができる。
本発明の時計用文字板は、腕時計用文字板であることが好ましい。
腕時計は、装飾品としての美的外観が求められるとともに、他の時計に比べて、衝撃力等の外力を受け易い。したがって、腕時計用文字板では、特に、美的外観と優れた耐久性との両立が重要である。このため、本発明は、腕時計用文字板に適用することにより、その効果がより顕著に発揮される。
本発明の時計は、本発明の時計用文字板を備えたことを特徴とする。
これにより美的外観、耐久性に優れた時計を提供することができる。
The timepiece dial of the present invention is manufactured using the method of the present invention.
Thereby, the indicator member is firmly fixed to the plastic base material, and a timepiece dial having a three-dimensional appearance and an excellent aesthetic appearance can be provided.
The timepiece dial of the present invention is preferably a wristwatch dial.
A wristwatch is required to have an aesthetic appearance as a decorative article and is more susceptible to external forces such as impact force than other watches. Therefore, it is particularly important for a wristwatch dial to have both an aesthetic appearance and excellent durability. For this reason, the effect of the present invention is more remarkably exhibited when applied to a wristwatch dial.
The timepiece of the present invention includes the timepiece dial of the present invention.
Thereby, it is possible to provide a timepiece having an aesthetic appearance and excellent durability.
本発明によれば、プラスチック製の基材に指標部材が強固に固定され、立体感のある美的外観に優れた時計用文字板を提供すること、前記時計用文字板を容易かつ確実に製造することができる製造方法を提供すること、また、前記時計用文字板を備えた時計を提供することができる。 According to the present invention, an indicator member is firmly fixed to a plastic base material, and a timepiece dial having a three-dimensional appearance and an excellent aesthetic appearance is provided, and the timepiece dial is easily and reliably manufactured. The manufacturing method which can be provided, and the timepiece provided with the timepiece dial can be provided.
以下、本発明の好適な実施形態について、添付図面を参照しつつ説明する。なお、本明細書で参照する図面は、構成の一部を強調して示したものであり、実際の寸法等を正確に反映したものではない。
まず、本発明の時計用文字板の好適な実施形態について説明する。
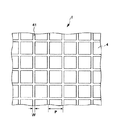
図1は、本発明の時計用文字板の好適な実施形態を示す平面図、図2は、図1に示す時計用文字板の断面図、図3は、図1に示す時計用文字板において用いられる指標部材の一例を示す斜視図、図4は、被膜が有する開口部の形状(パターン)の一例を説明するための模式的な平面図、図5は、被膜が有する開口部の形状(パターン)の他の一例を説明するための模式的な平面図である。
時計用文字板1は、例えば、太陽電池を備えたソーラー時計に用いられるものである。
図1および図2に示すように、本実施形態の時計用文字板1は、基材2と、基材2の一方の主面である第1の面21上に配された指標部材3と、基材2の第1の面21とは反対側の主面である第2の面22上に形成された被膜4とを備えている。
DESCRIPTION OF EXEMPLARY EMBODIMENTS Hereinafter, preferred embodiments of the invention will be described with reference to the accompanying drawings. Note that the drawings referred to in this specification show part of the configuration in an emphasized manner, and do not accurately reflect actual dimensions and the like.
First, a preferred embodiment of the timepiece dial of the present invention will be described.
1 is a plan view showing a preferred embodiment of a timepiece dial of the present invention, FIG. 2 is a cross-sectional view of the timepiece dial shown in FIG. 1, and FIG. 3 is a timepiece dial shown in FIG. FIG. 4 is a schematic plan view for explaining an example of the shape (pattern) of the opening included in the coating, and FIG. 5 is the shape of the opening included in the coating ( It is a typical top view for explaining other examples of a pattern.
The timepiece dial 1 is used, for example, in a solar timepiece having a solar battery.
As shown in FIGS. 1 and 2, the timepiece dial 1 of the present embodiment includes a
[基材]
基材2は、主としてプラスチック材料で構成されたものである。
プラスチック材料は、一般に、軽量で、優れた成形性、加工性を有している。このため、比較的軽量で携帯しやすい時計用文字板1を提供することができる。また、複雑な形状の時計用文字板1であっても容易かつ確実に提供することができる。また、プラスチック材料は、一般に、優れた電磁波透過性(光透過性、電波透過性等)を有しているため、プラスチック材料で構成された基材2を備えた時計用文字板1は、太陽電池を備えたソーラー時計や電波時計、ソーラー電波時計等に好適に適用することができる。
[Base material]
The
Plastic materials are generally lightweight and have excellent moldability and processability. For this reason, the dial 1 for timepieces which is comparatively lightweight and easy to carry can be provided. Even a timepiece dial 1 having a complicated shape can be provided easily and reliably. In addition, since plastic materials generally have excellent electromagnetic wave transmission properties (light transmission properties, radio wave transmission properties, etc.), a timepiece dial plate 1 having a
基材2を構成するプラスチック材料としては、各種熱可塑性樹脂、各種熱硬化性樹脂等が挙げられ、例えば、ポリカーボネート(PC)、アクリロニトリル−ブタジエンースチレン共重合体(ABS樹脂)、ポリメチルメタクリレート(PMMA)等のアクリル系樹脂、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系樹脂、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂等、またはこれらを主とする共重合体、ブレンド体、ポリマーアロイ等が挙げられ、これらのうちの1種または2種以上を組み合わせて(例えば、ブレンド樹脂、ポリマーアロイ、積層体等として)用いることができる。特に、基材2は、主として、ポリカーボネートおよび/またはアクリロニトリル−ブタジエン−スチレン共重合体で構成されたものであるのが好ましい。これにより、時計用文字板1全体としての強度を特に優れたものとすることができる。また、時計用文字板1の製造時においては、基材2の成形の自由度が増す(成形のし易さが向上する)ため、より複雑な形状の時計用文字板1であっても、容易かつ確実に製造することができる。また、基材2がポリカーボネート(PC)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)から選択される少なくとも1種を含む材料で構成されたものであると、基材2と被膜との密着性を特に優れたものとすることができる。また、ポリカーボネートは、各種プラスチック材料の中でも比較的安価で、時計用文字板1の生産コストのさらなる低減に寄与することができる。また、ABS樹脂は、特に優れた耐薬品性も有しており、時計用文字板1全体としての耐久性をさらに向上されることができる。
なお、基材2は、プラスチック材料以外の成分を含むものであってもよい。このような成分としては、例えば、可塑剤、酸化防止剤、着色剤(各種発色剤、蛍光物質、りん光物質等を含む)、光沢剤、フィラー等が挙げられる。
Examples of the plastic material constituting the
In addition, the
基材2は、各部位でその組成が実質的に均一な組成を有するものであってもよいし、部位によって組成の異なるものであってもよい。
また、基材2の形状、大きさは、特に限定されず、通常、時計用文字板1の形状、大きさに基づいて決定される。なお、図示の構成では、基材(基板)2は、平板状をなすものであるが、例えば、湾曲板状等をなすものであってもよい。
基材2の色は、特に限定されず、いかなるものであってもよいが、基材2が白色のものまたは実質的に透明のもの(例えば、可視光領域の光の透過率が90%以上のもの)である場合、時計用文字板1の美的外観(特に、時計100に適用した際の美的外観)を特に優れたものとすることができ、時計用文字板1、時計100をより優れた高級感を備えたものとすることができる。また、基材2が実質的に透明のもの(より具体的には、可視光領域の光の透過率が90%以上のもの)である場合、時計用文字板1としての光の透過率をより高くすることができ、後述するようなソーラー時計(ソーラー電波時計)に好適に適用することができ、また、ソーラー時計が備える太陽電池の小型化等にも寄与することができる。
The
The shape and size of the
The color of the
基材2の平均厚さは、特に限定されないが、200〜700μmであるのが好ましく、300〜600μmであるのがより好ましい。基材2の平均厚さが前記範囲内の値であると、時計用文字板1をソーラー時計に適用する場合に、時計用文字板1の光透過性を十分に高いものとしつつ、太陽電池の自色が透けて見えるのをより効果的に防止することができ、装飾性(美的外観)を特に優れたものとすることができる。
Although the average thickness of the
[指標部材]
指標部材3は、基材2中に埋設される埋設部31と、基材2の第1の面21側(外表面側、図2中上側)に露出した表示部32とを備えている。表示部32は、外部から視認可能になっており、指標として機能する部位である。
指標部材3としては、例えば、時刻を示す等の機能を有する文字・数字(いわゆる時字等)、目盛、記号や、各種マーク等が挙げられる。
[Indicator material]
The
Examples of the
図1に示す構成では、基材2表面の外周側の領域の各時(0(12)時〜11時)に対応する部位に、指標部材3がそれぞれ配置されている。
この指標部材3は、その一部が、基材2中に埋設されることにより、基材2に固定されるが、本発明では、後述するように、基材を成形する際に、当該基材に指標部材を埋設させる。これにより、簡単かつ強固に基材に指標部材を固定することができる。その結果、時計用文字板は、耐久性に優れたものとなり、比較的大きな外力(衝撃力)が加わった場合であっても、指標部材(指標)が基材から脱落するのを効果的に防止することができる。また、指標部材の基材中への固定力が優れたものとなるため、指標部材の重さや高さの制限も緩和される。すなわち、指標部材の高さ(表示部の高さ)が比較的高い場合であっても、指標部材(指標)が基材から脱落するのを確実に防止することができる。これにより、より立体感(高さ)のある表現が可能となり、デザインの幅が広がり装飾性(美的外観)に優れた時計用文字板を提供することができる。
In the configuration shown in FIG. 1, the
A part of the
指標部材3は、いかなる材料で構成されたものであってもよいが、金属材料で構成されたものであるのが好ましい。これにより、時計用文字板1の美的外観を特に優れたものとすることができる。
指標部材3を構成する金属材料としては、各種金属(合金を含む)を用いることができ、好ましくは、Fe、Cu、Zn、Ni、Mg、Cr、Mn、Mo、Nb、Al、V、Zr、Sn、Au、Pd、Pt、Ag、Co、In、W、Ti、Rh、Ir、Os、Re、Hfや、これらのうち少なくとも1種を含む合金が挙げられる。指標部材3は、上記のような材料の中でも特に、Ag、Cr、Au、Al、Ti、Sn、In、Zn、Cu、Pt、W、Ir、Os、Reから選択される少なくとも1種を含む材料(合金を含む)で構成されたものであるのが好ましい。これにより、時計用文字板1の美的外観を特に優れたものとすることができる。また、Au、Pt、W、Ir、Os、Re等のように比重の高い材料は、従来の植設材では、その重量が大きくなりすぎ、基板との密着性を保持するのが困難となり、比較的高さの高い指標に適用するのが困難であったが、本発明によれば、このような材料で構成された指標部材を用いても、時計用文字板の耐久性を十分に優れたものとすることができる。
The
Various metals (including alloys) can be used as the metal material constituting the
指標部材3の製造方法としては、例えば、鋳造、鍛造、プレス、電鋳、切削等が挙げられる。
また、指標部材3の表面(少なくとも表示部32の表面)には、例えば、めっき等の表面処理が施されていてもよい。これにより、より装飾性に優れ、高級感のある時計用文字板1とすることができる。
Examples of the method for manufacturing the
The surface of the index member 3 (at least the surface of the display unit 32) may be subjected to a surface treatment such as plating. Thereby, it can be set as the timepiece dial 1 which is more excellent in decorativeness and has a high-class feeling.
なお、図示の構成では、指標部材3として、平面視した際の形状が棒状(長方形状)をなす薄板状のものを示しているが、指標部材3の形状は、これに限定されず、例えば、数字(アラビア数字やローマ数字等)や図形(三角形や円形等)、波状等、任意の形状にすることができる。また、指標部材3の配置位置や数も、特に限定されず、必要に応じて、任意に決定することができる。これにより、デザインのバリエーションが拡がる。その結果、時計用文字板1の装飾性を特に優れたものにすることができる。
In the configuration shown in the figure, the
このような指標部材3の大きさは、デザイン等により大きく依存するものであり、特に限定されるものではないが、以下のような条件を満足するものであるのが好ましい。
すなわち、指標部材3の幅(表示部32の幅)wは、例えば、0.1〜3.0mmであるのが好ましく、0.2〜2.5mmであるのがより好ましい。指標部材3の幅(表示部32の幅)wが前記範囲内の値であると、時計用文字板1の耐久性(基材2と指標部材3との密着性)を十分に優れたものとしつつ、一般に、時計用文字板1の美的外観を特に優れたものとすることができる。また、本発明によれば、従来の植設材を用いた方法では、実現が困難であった、上記のような幅の比較的小さい指標であっても、時計用文字板の耐久性を十分に優れたものとして、好適に形成することができる。したがって、指標部材3の幅(表示部32の幅)wが前記範囲内の値であると、本発明の効果がより顕著に発揮される。
The size of the
That is, the width (width of the display unit 32) w of the
また、指標部材3の長さlは、例えば、0.5〜10mmであるのが好ましく、2.0〜8.0mmであるのがより好ましい。指標部材3の長さlが前記範囲内の値であると、一般に、時計用文字板1の美的外観を特に優れたものとすることができる。また、指標部材3の長さlが前記範囲内の値であると、後述するような製造方法において、指標部材3付近に、ウェルドラインと呼ばれる界面が発生するのを効果的に防止することができ、時計用文字板1の美的外観を確実に優れたものとすることができる。
The length 1 of the
また、指標部材3の高さhは、例えば、200〜1700μmであるのが好ましく、350〜1400μmであるのがより好ましい。指標部材3の高さhが前記範囲内の値であると、時計用文字板1の耐久性(基材2と指標部材3との密着性)を十分に優れたものとしつつ、一般に、時計用文字板1を、立体感があり特に優れた美的外観を有するものとすることができる。また、本発明によれば、従来の植設材を用いた方法では、実現が困難であった、上記のような高さの比較的高い指標であっても、時計用文字板の耐久性を十分に優れたものとして、好適に形成することができる。したがって、指標部材3の高さhが前記範囲内の値であると、本発明の効果がより顕著に発揮される。
In addition, the height h of the
また、埋設部31の高さh1は、例えば、100〜1000μmであるのが好ましく、200〜800μmであるのがより好ましい。埋設部31の高さh1が前記範囲内の値であると、時計用文字板1の耐久性(基材2と指標部材3との密着性)を特に優れたものとすることができる。
また、表示部32の高さh2は、例えば、100〜700μmであるのが好ましく、150〜600μmであるのがより好ましい。表示部32の高さh2が前記範囲内の値であると、時計用文字板1の耐久性(基材2と指標部材3との密着性)を十分に優れたものとしつつ、一般に、時計用文字板1を、立体感があり特に優れた美的外観を有するものとすることができる。また、本発明によれば、従来の植設材を用いた方法では、実現が困難であった、上記のような高さの比較的高い指標であっても、時計用文字板の耐久性を十分に優れたものとして、好適に形成することができる。したがって、表示部32の高さh2が前記範囲内の値であると、本発明の効果がより顕著に発揮される。
Further, the height h 1 of the embedded
The height h 2 of the
また、指標部材3の全体の高さhに対する、埋設部31の高さh1の割合は、特に限定されず、例えば、30〜80%であるのが好ましく、40〜70%であることがより好ましい。埋設部31の高さの割合が前記範囲内の値であると、時計用文字板1の耐久性(基材2と指標部材3との密着性)を十分に優れたものとしつつ、一般に、時計用文字板1を、立体感があり特に優れた美的外観を有するものとすることができる。
Further, to the total height h of the
また、指標部材3の大きさ(寸法)が上記のような条件を満足することにより、後述する製造方法において基材2を成形する際に、成形型7内に注入される樹脂材料23の流れが指標部材3によって阻害されるのを効果的に防止しつつ、基材2中に指標部材3を好適に埋設することができる。これにより、美的外観および耐久性に優れた時計用文字板1を、より確実に製造することができる。
Further, when the size (dimension) of the
また、本実施形態では、埋設部31は、その表面に凹部33が設けられている。このような凹部33を有することにより、埋設部31において指標部材3と基材2とが互いに食い込んだ形となり、指標部材3がより外れにくくより安定して固定される。これにより、指標部材3の基材2中への固定力が向上し、時計用文字板1の耐久性をさらに向上させることができる。
In the present embodiment, the embedded
凹部33は、いかなる形状のものであってもよく、例えば、その断面形状が半円形状、多角形状のもの等が挙げられるが、図3では、一例として、断面が略三角形状の凹部33を形成した場合を示している。凹部33がこのような形状を有するものであると、上記のような効果は、より顕著に発揮される。また、上記のような効果は、埋設部が凹部を有する場合のみでなく、埋設部が凸部を有する場合にも、同様に得られる。
The
また、本発明では、指標部材と基材との密着性を優れたものとすることができるため、従来の植設材では適用することが困難であった高さや重さのある指標部材(指標)を好適に適用することができる。このため、従来では表現することが困難であった高級感のある指標、質感のバリエーション創出と選択自由度の幅が広がる。また、従来では、適用することが困難であった高比重の材料(例えば、Ir、Os、Pt、W、Au、Re等)で構成された指標部材(指標)を用いることができる。これにより、従来では表現することが困難であった外観を呈する時計用文字板を提供することができる。 Moreover, in this invention, since the adhesiveness of an index member and a base material can be made excellent, the index member (index | index) with the height and weight which was difficult to apply with the conventional planting material ) Can be suitably applied. For this reason, the range of high-quality index, texture variation creation and selection flexibility, which was difficult to express in the past, is widened. In addition, it is possible to use an index member (index) made of a material having a high specific gravity (for example, Ir, Os, Pt, W, Au, Re, etc.) that has been difficult to apply in the past. As a result, it is possible to provide a timepiece dial having an appearance that has been difficult to express in the past.
[被膜]
基材2の第2の面22側(内表面側、図2中下側)には、被膜4が設けられている。
このような被膜4を有することにより、例えば、時計用文字板1全体として、被膜4の色調に応じた外観を呈することができ、時計用文字板1の美的外観を特に優れたものとすることができる。
[Coating]
The
By having such a
被膜4は、いかなる材料で構成されたものであってもよく、その構成材料としては、例えば、各種金属材料、各種セラミックス材料、各種着色剤等が挙げられる。中でも、被膜4の構成材料としては、金属材料が好ましい。これにより、時計用文字板1全体として、金属材料に特有の光沢感のある外観を呈することができ、時計用文字板1全体としての美的外観を特に優れたものとすることができる。
The
被膜4を構成する金属材料としては、各種金属(合金を含む)を用いることができ、好ましくは、Fe、Cu、Zn、Ni、Mg、Cr、Mn、Mo、Nb、Al、V、Zr、Sn、Au、Pd、Pt、Ag、Co、In、W、Ti、Rh、Hfや、これらのうち少なくとも1種を含む合金が挙げられる。被膜4は、上記のような材料の中でも特に、Ag、Cr、Au、Al、Ti、Sn、Inから選択される少なくとも1種を含む材料(合金を含む)で構成されたものであるのが好ましい。これにより、被膜4と基材2との密着性を特に優れたものとするとともに、時計用文字板1の美的外観を特に優れたものとすることができる。また、被膜4が上記のような材料で構成されたものであると、後述する開口部41の大きさが比較的大きい場合や、被膜4全面(被膜4の有効領域)に占める開口部41の面積率が比較的大きい場合であっても、外観上、開口部41の存在をより目立たないものとすることができる。なお、被膜4は、金属材料以外の成分を含むものであってもよい。
Various metals (including alloys) can be used as the metal material constituting the
被膜4の平均厚さは、特に限定されないが、0.005〜1.5μmであるのが好ましく、0.007〜0.9μmであるのがより好ましく、0.01〜0.5μmであるのがさらに好ましい。被膜4の平均厚さが前記範囲内の値であると、被膜4の内部応力が高くなるのを十分に防止しつつ、時計用文字板1の美的外観を特に優れたものとすることができる。また、基材2と被膜4との密着性を特に優れたものとすることができる。また、時計用文字板1全体としての光の透過率を十分に大きいものとすることができる。これに対し、被膜4の平均厚さが前記下限値未満であると、被膜4の構成材料等によっては、被膜4の光沢、色調等の特長を十分に発揮するのが困難となり、時計用文字板1全体としての美的外観を十分に高めるのが困難になる可能性がある。また、被膜4の平均厚さが前記下限値未満であると、被膜4の形成方法等によっては、被膜4にピンホールが生じ易くなる。また、被膜4の構成材料等によっては、基材2と被膜4との密着性を十分に向上させるのが困難になる可能性がある。また、被膜4の平均厚さが前記上限値を超えると、被膜4の各部位における膜厚のばらつきが大きくなる傾向を示す。また、被膜4の平均厚さが特に大きい場合は、被膜4の内部応力が高くなり、クラック等が発生し易くなる。また、被膜4の平均厚さが前記上限値を超えると、時計用文字板1全体としての光の透過率が減少する傾向を示し、ソーラー時計に適用するのが困難になる可能性がある。
The average thickness of the
また、被膜4は、各部位で均一な組成を有するものであってもよいし、そうでなくてもよい。例えば、被膜4は、含有成分(組成)が厚さ方向に順次変化するもの(傾斜材料)であってもよい。また、被膜4は、複数の層を有する積層体であってもよい。これにより、例えば、基材2との密着性を特に優れたものとしつつ、時計用文字板1としての美的外観をさらに高めることができる。
Further, the
図示の構成では、被膜4には、厚さ方向に貫通する微細な開口部41が所定の割合で設けられている。これにより、被膜4による外観上の効果を発揮させつつ、外部から入射した光(基材2の第1の面21側から入射した光)を、十分に透過させることができる。これにより、時計用文字板1を、ソーラー時計(太陽電池を備えた時計)等に好適に適用することができる。
In the illustrated configuration, the
被膜4を平面視した際の開口部41が設けられている領域における開口部41の占有率は、特に限定されないが、15〜45%であるのが好ましく、20〜42%であるのがより好ましく、25〜38%であるのがさらに好ましい。開口部41の占める面積率が前記下限値未満であると、被膜4の構成材料や厚さ等によっては、時計用文字板1全体としての光の透過率を十分に高めることができない。一方、開口部41の占める面積率が前記上限値を超えると、開口部41の存在が目立つ傾向が現れ、時計用文字板1の美的外観が低下する。
The occupation ratio of the
開口部41の形状は、特に限定されず、例えば、平面視した際の形状が略円形状、略楕円形状、略多角形状、スリット状、格子状等、いかなる形状であってもよいが、開口部41の形状としては、例えば、図4、図5に示すように、平面視した際に、被膜4で構成された多数個の島状の領域を取り囲むように設けられたものであるのが好ましい。これにより、時計用文字板1の外観において、開口部41の存在をより目立ち難いものとすることができるとともに、時計用文字板の生産性を特に優れたものとすることができる。
The shape of the
また、図中Wで表される開口部41の幅は、10〜150μmであるのが好ましく、15〜140μmであるのがより好ましく、20〜130μmであるのがさらに好ましい。開口部41の幅Wが前記範囲内の値であると、時計用文字板1としての電磁波の透過性を十分に高いものとしつつ、時計用文字板1の美的外観(審美性)を特に優れたものとすることができる。これに対し、開口部41の幅Wが前記下限値未満であると、開口部41の占有面積の割合によっては、時計用文字板1全体としての電磁波の透過率を十分に高めるのが困難になる可能性がある。一方、開口部41の幅Wが前記上限値を超えると、被膜4の構成材料や厚さ等によっては、時計用文字板1の外観を十分に優れたものとするのが困難になる可能性がある。
Moreover, it is preferable that the width | variety of the
また、図中Pで表される開口部41のピッチは、70〜550μmであるのが好ましく、80〜500μmであるのがより好ましく、90〜450μmであるのがさらに好ましい。開口部41のピッチPが前記範囲内の値であると、時計用文字板1としての電磁波の透過性を十分に高いものとしつつ、時計用文字板の美的外観(審美性)を特に優れたものとすることができる。これに対し、開口部41のピッチPが前記下限値未満であると、被膜4の構成材料や厚さ等によっては、時計用文字板1の外観を十分に優れたものとするのが困難になる可能性がある。一方、開口部41のピッチPが前記上限値を超えると、開口部41の占有面積の割合によっては、時計用文字板1全体としての電磁波の透過率を十分に高めるのが困難になる可能性がある。なお、開口部41のピッチとは、隣接する開口部41−開口部41間の中心間距離のことを指し、隣接する開口部41が複数個ある場合には、最も近接した開口部41との中心間距離のことを指す。
Moreover, it is preferable that the pitch of the
また、被膜4が金属材料で構成されたものである場合、基材2と被膜4との間に、金属酸化物で構成された酸化物層(図示せず)が設けられていてもよい。これにより、基材2と被膜4との密着性を特に優れたものとすることができる。
このような酸化物層を有する場合、酸化物層を構成する金属酸化物は、被膜4を構成する金属材料と、共通の金属元素を含む組成を有するものであるのが好ましい。これにより、被膜4との密着性をさらに優れたものとすることができる。
When the
In the case of having such an oxide layer, the metal oxide constituting the oxide layer preferably has a composition containing the metal material constituting the
<時計用文字板の製造方法>
次に、上述した時計用文字板の製造方法について説明する。
本発明では、基材を成形する際に、指標部材を成形型内に設置した状態とすることにより、指標部材の一部を基材に埋設することを特徴とする。言い換えると、本発明では、基材を指標部材と一体的に形成することを特徴とする。これにより、簡単かつ強固に指標部材を基材に固定することができる。その結果、時計用文字板は、耐久性に優れたものとなり、比較的大きな外力(衝撃力)が加わった場合であっても、指標部材(指標)が基材から脱落するのを効果的に防止することができる。また、指標部材の基材中への固定力が優れたものとなるため、指標部材の重さや高さの制限も緩和される。すなわち、指標部材の高さ(表示部の高さ)が比較的高い場合であっても、指標部材(指標)が基材から脱落するのを確実に防止することができる。これにより、より立体感(高さ)のある表現が可能となり、デザインの幅が広がり装飾性(美的外観)に優れた時計用文字板を提供することができる。また、本発明によれば、時計用文字板の生産性も向上する。
<Manufacturing method of timepiece dial>
Next, a method for manufacturing the timepiece dial described above will be described.
In the present invention, when the base material is molded, a part of the index member is embedded in the base material by setting the index member in a mold. In other words, the present invention is characterized in that the base material is formed integrally with the indicator member. Thereby, an indicator member can be fixed to a substrate simply and firmly. As a result, the timepiece dial is excellent in durability, and even when a relatively large external force (impact force) is applied, the indicator member (indicator) is effectively removed from the base material. Can be prevented. In addition, since the fixing force of the index member into the base material is excellent, restrictions on the weight and height of the index member are eased. That is, even when the height of the index member (the height of the display unit) is relatively high, it is possible to reliably prevent the index member (index) from dropping from the base material. Thereby, an expression with a more three-dimensional feeling (height) is possible, and a timepiece dial having a wide design width and excellent decorativeness (aesthetic appearance) can be provided. Further, according to the present invention, the productivity of the timepiece dial is also improved.
また、従来の、足部を有する植設材を取り付け固定(植字)する方法では、例えば、細いデザインの植設材を用いた場合、基材が透明性を有するものであると、植設材の足部が見えてしまい、外観品質を低下させてしまうという問題があった。足部を見えないようにするためには、指標部材の幅を十分に大きいもの(例えば、400μm以上)とする必要があり、美的外観の向上という観点からは限界があった。これに対し、本発明では、指標部材に、従来の植設材が有するような足部を設ける必要がなく、足部が透けて見えてしまうという不都合を防止することができる。また、基材内からストレートに形成された指標部材を用いることで、観察者に、見かけ上の表示部の高さを、実際に基材から露出している高さよりも高いものと認識させることができる。すなわち、これまでより高さが増したように見え、より立体感のある表現が可能となる。また、指標部材の幅(表示部の幅)の下限が広がり、小面積で高さのある指標が使用可能になる。
その結果、本発明では、指標部材において立体的な表現等、多様なデザイン表現が可能となり、高級感のある模様、質感、色調のバリエーション創出と選択自由度の幅が広がる。
Moreover, in the conventional method of attaching and fixing (planting) a planting material having a foot part, for example, when a planting material having a thin design is used, the planting material is assumed to have transparency. There was a problem that the foot part of the sword was seen and the quality of the appearance was deteriorated. In order to hide the foot, it is necessary to make the width of the indicator member sufficiently large (for example, 400 μm or more), and there is a limit from the viewpoint of improving the aesthetic appearance. On the other hand, in this invention, it is not necessary to provide a foot | leg part which the conventional planting material has in a parameter | index member, and the inconvenience that a foot | leg part can see through can be prevented. In addition, by using an index member formed straight from the inside of the base material, the observer can recognize that the height of the apparent display portion is higher than the height actually exposed from the base material. Can do. That is, it looks as if the height has been increased so far, and a more three-dimensional expression is possible. Further, the lower limit of the width of the index member (the width of the display portion) is widened, and a small area and high index can be used.
As a result, in the present invention, various design expressions such as a three-dimensional expression can be made on the index member, and a variety of high-quality patterns, textures, and color tones can be created and the range of freedom of selection is widened.
[成形装置]
図6は、本発明の時計用文字板の製造において用いられる、成形装置の一例を示す断面図であり、成形型を開いた状態を示す図、図7は、図6に示す成形装置において、成形型を閉じた状態を示す断面図である。また、図8は、成形型内に注入された樹脂材料の流れを模式的に示す平面図であり、図9は、図6、図7に示す成形装置を用いて製造された成形品(指標部材と一体成形された基材)を示す断面図、図10は、被膜を形成する際の気相成膜粒子の進行方向を説明するための図である。
成形装置6は、成形型7と、成形型7に溶融した樹脂材料23を供給するための樹脂供給手段9から構成される。
[Molding equipment]
FIG. 6 is a cross-sectional view showing an example of a molding device used in manufacturing the timepiece dial of the present invention, and shows a state in which a molding die is opened. FIG. 7 shows a molding device shown in FIG. It is sectional drawing which shows the state which closed the shaping | molding die. 8 is a plan view schematically showing the flow of the resin material injected into the mold, and FIG. 9 is a molded product (index) manufactured using the molding apparatus shown in FIGS. FIG. 10 is a diagram for explaining the traveling direction of vapor-phase film-forming particles when a coating is formed.
The molding apparatus 6 includes a
成形型7は、可動型(キャビティ)としての上型71と、固定型(コア)としての下型72とを有している。
成形型7は、枠体82と蓋体81とからなるボックス8内に配設されている。詳しくは、枠体82には成形型7の下型72が固定され、蓋体81には成形型7の上型71が固定されている。また、蓋体81における枠体82との接合部にはシール部材811が配設されている。
The molding die 7 has an
The molding die 7 is disposed in a
上型71には、基材2の形状に対応した凹状の型部711が形成され、下型72には、基材2の形状に対応した凹状の型部721が形成されている。これら型部711、721が成形品(基材2)形状を作るための空間となる。また、成形時に指標部材3を固定するために、下型72の所定の位置に、指標部材3を収納、固定するための凹部722が設けられている。なお、図6では、凹部722に指標部材3が配された状態を示している。
The
また、凹部722には、図示しない押さえピンが設けられている。押さえピンは、指標部材3が型部711に挿入されるように、指標部材3の延出方向が上型71と下型72の型閉め方向と平行に指標部材3を位置規制するとともに、型閉め時における上型71の下型72に対する位置決めを行うことができるように構成されている。当該押さえピンにより、樹脂材料23の注入時に指標部材3が浮き上がることが防止され、指標部材3の位置ずれを効果的に防止することができる。
The
また、樹脂供給手段9は、成形型7の型閉め時に、流動性を有する樹脂材料23を型部711、712に注入するための通路となるランナ91と、注入口となるゲート92とを有している。ランナ91には、流動性を有する樹脂材料23を供給する樹脂材料供給装置94が配管93を介して接続されている。
ゲート92は、指標部材3よりも高い位置である、上型71の型部711の中央に設けられる。
Further, the resin supply means 9 has a
The
また、枠体82の側壁(図6の左側の側壁)には排出管821が設けられ、その排出管821は、配管822およびバルブ823を介して真空ポンプ824に接続されている。真空ポンプ824が駆動されると、ボックス8内の空気が排出管821から排出され、ボックス8内が減圧される。
さらに、上型71には、排出孔712が設けられており、該排出孔712により型部711、721がボックス8内の中空部83に連通される。
Further, a
Further, the
真空ポンプ824を駆動し排出管821からボックス8内の空気を排出することでボックス8内を減圧する。このとき、型部711、721内の空気が排出孔712を介してボックス8内の中空部83に吸い出されて型部711、721内も減圧される。
そして、図7に示すように、成形型7を閉じた状態で、予め定められた成形条件で、ランナ91を介してゲート92から周知の方法で溶融した樹脂材料23を型部711、721内に注入して充填させ、充填した樹脂材料23を固化させた後、これを取り出すことで成形品(指標部材3と一体成形された基材2)が得られる。
The inside of the
Then, as shown in FIG. 7, the
本実施形態の製造方法は、<1>成形型の表面に離型剤を付与する工程(離型剤付与工程)と、<2>指標部材の少なくとも樹脂材料と接触する部分に接着剤を付与する工程(接着剤付与工程)と、<3>成形型の所定の部位に指標部材を設置する工程(指標部材設置工程)と、<4>成形型に流動性を有する樹脂材料を付与する工程(樹脂材料付与工程)と、<5>樹脂材料を固化させる工程(固化工程)とを有している。 The manufacturing method of the present embodiment includes <1> a step of applying a release agent to the surface of the mold (release agent application step), and <2> applying an adhesive to at least a portion of the index member that contacts the resin material. Step (adhesive application step), <3> step of installing an indicator member at a predetermined part of the mold (index member installation step), and <4> step of applying a fluid resin material to the mold (Resin material applying step) and <5> a step of solidifying the resin material (solidifying step).
以下、時計用文字板の製造方法の各工程について詳細に説明する。
[離型剤付与工程(離型処理工程)]
まず、成形型7の表面に離型剤を付与する。
成形型7内に樹脂材料23を付与するに先立ち、成形型7(型部711、721)の、樹脂材料23と接触する部分の少なくとも一部に、離型剤を付与する(離型処理)。これにより、樹脂の硬化後において、成形品(指標部材3と一体成形された基材2)の型離れおよび取り出しを容易に行うことができる。
Hereinafter, each step of the timepiece dial manufacturing method will be described in detail.
[Releasing agent application step (release processing step)]
First, a release agent is applied to the surface of the
Prior to applying the
離型処理に用いる離型剤は、特に限定されないが、例えば、リン酸エステル、フッ素含有有機ケイ素化合物、フッ素系離型剤、シリコン系離型剤および炭化水素系離型剤等、通常離型剤として用いられている各種化合物を適宜用いることができる。
リン酸エステルとしては、例えば、下記一般式で表されるモノエステル、ジエステル、トリエステルから選ばれる1種以上のリン酸エステルを用いることができる。
The release agent used for the release treatment is not particularly limited. For example, normal release such as phosphate ester, fluorine-containing organosilicon compound, fluorine release agent, silicon release agent and hydrocarbon release agent. Various compounds used as agents can be used as appropriate.
As phosphate ester, the 1 or more types of phosphate ester chosen from the monoester, diester, and triester which are represented with the following general formula can be used, for example.

この具体例としてn=1の場合は、モノメチルアシッドホスフェート、モノエチルアシッドホスフェート、モノプロピルアシッドホスフェート、モノブチルアシッドホスフェート、モノヘキシルアシッドホスフェート、モノオクチルアシッドホスフェート、モノデシルアシッドホスフェート、モノドデシルアシッドホスフェート、モノテトラデシルアシッドホスフェート、モノヘキサデシルアシッドホスフェート、モノオクタデシルアシッドホスフェート等、n=2の場合は、ジメチルアシッドホスフェート、ジエチルアシッドホスフェート、ジプロピルアシッドホスフェート、ジブチルアシッドホスフェート、ジヘキシルアシッドホスフェート、ジオクチルアシッドホスフェート、ジデシルアシッドホスフェート、ジドデシルアシッドホスフェート、ジテトラデシルアシッドホスフェート、ジヘキサデシルアシッドホスフェート、ジオクタデシルアシッドホスフェート、ジー2ーエチルヘキシルアシッドホスフェート、ジベンジルアシッドホスフェート、ジフェニルアシッドホスフェート等、n=3の場合は、トリメチルホスフェート、トリエチルアシッドホスフェート、トリプロピルホスフェート、トリブチルホスフェート、トリヘキシルホスフェート、トリオクチルホスフェート、トリデシルホスフェート、トリドデシルホスフェート、トリテトラデシルホスフェート、トリヘキサデシルホスフェート、トリオクタデシルホスフェート等が挙げられる。 In this specific example, when n = 1, monomethyl acid phosphate, monoethyl acid phosphate, monopropyl acid phosphate, monobutyl acid phosphate, monohexyl acid phosphate, monooctyl acid phosphate, monodecyl acid phosphate, monododecyl acid phosphate, Monotetradecyl acid phosphate, monohexadecyl acid phosphate, monooctadecyl acid phosphate, etc. When n = 2, dimethyl acid phosphate, diethyl acid phosphate, dipropyl acid phosphate, dibutyl acid phosphate, dihexyl acid phosphate, dioctyl acid phosphate, Didecyl acid phosphate, didodecyl acid phosphate , Ditetradecyl acid phosphate, dihexadecyl acid phosphate, dioctadecyl acid phosphate, di-2-ethylhexyl acid phosphate, dibenzyl acid phosphate, diphenyl acid phosphate, etc., when n = 3, trimethyl phosphate, triethyl acid phosphate, Examples include tripropyl phosphate, tributyl phosphate, trihexyl phosphate, trioctyl phosphate, tridecyl phosphate, tridodecyl phosphate, tritetradecyl phosphate, trihexadecyl phosphate, trioctadecyl phosphate and the like.
フッ素含有有機ケイ素化合物としては、パーフルオロアルキル基を有する有機ケイ素化合物が好ましく、具体例としては、信越化学工業(株)製のKBM−7103、KBM−7803、KP−801M、X−70−814等や、東芝シリコン(株)製のTSL8257が挙げられる。なお、これらの化合物を用いる際は必要により加水分解をしてから塗布することも可能である。 As the fluorine-containing organosilicon compound, an organosilicon compound having a perfluoroalkyl group is preferable. Specific examples include KBM-7103, KBM-7803, KP-801M, and X-70-814 manufactured by Shin-Etsu Chemical Co., Ltd. And TSL8257 manufactured by Toshiba Silicon Corporation. In addition, when using these compounds, it is also possible to apply them after hydrolysis if necessary.
フッ素系離型剤としては、パーフルオロアルキルスルホン酸のアンモニウム塩、パーフルオロアルキルスルホン酸のカリウム塩、パーフルオロアルキルカルボン酸のカリウム塩等のアニオンタイプ、パーフルオロアルキル第4級アンモニウムヨウ化物等のカチオンタイプ、パーフルオロアルキルポリオキシエチレンエタノール、フッ素化アルキルエステル等のノニオンタイプが挙げられる。
シリコン系離型剤としては、疎水基がメチルポリシロキサン、親水基がポリアルキレンオキサイドから構成されるノニオンタイプが好ましい。具体例としては、日本ユニカー(株)製のLシリーズ、Yシリーズ、FZシリーズ等が挙げられる。
Fluorine-based mold release agents include perfluoroalkylsulfonic acid ammonium salts, perfluoroalkylsulfonic acid potassium salts, perfluoroalkylcarboxylic acid potassium salts and other anionic types, perfluoroalkyl quaternary ammonium iodides, etc. Nonionic types such as cation type, perfluoroalkyl polyoxyethylene ethanol, and fluorinated alkyl ester can be mentioned.
As the silicon release agent, a nonionic type in which the hydrophobic group is composed of methylpolysiloxane and the hydrophilic group is composed of polyalkylene oxide is preferable. Specific examples include L series, Y series, and FZ series manufactured by Nippon Unicar Co., Ltd.
炭化水素系離型剤としては、例えばリン酸エステル、アルキルリン酸エステル塩、アルキル4級アンモニウム塩等が挙げられる。アルキル4級アンモニウム塩としては、ステアリルトリメチルアンモニウムクロライド、ジメチルエチルセチルアンモニウムクロライド、ドデシルトリエチルアンモニウムクロライド、ベンジルトリメチルアンモニウムクロライド、ラウリルトリメチルアンモニウムブロマイド、ラウリルトリメチルアンモニウムクロライド等が挙げられる。 Examples of the hydrocarbon-based mold release agent include phosphate esters, alkyl phosphate ester salts, alkyl quaternary ammonium salts, and the like. Examples of the alkyl quaternary ammonium salts include stearyl trimethyl ammonium chloride, dimethyl ethyl cetyl ammonium chloride, dodecyl triethyl ammonium chloride, benzyl trimethyl ammonium chloride, lauryl trimethyl ammonium bromide, lauryl trimethyl ammonium chloride and the like.
成形型7(型部711、721)への離型剤の付与方法は、特に限定されず、例えば、離型剤溶液をスプレー法、刷毛塗り法等が挙げられる。
また、成形型7に離型剤供給口を設け、この離型剤供給口から成形型7内に離型剤を注入してもよい。この場合、成形型7に離型剤を供給する前に、もしくは、離型剤を供給すると同時に、排気口(排出孔712)を介して排気することにより、成形型7内を減圧するのが好ましい。これにより、排気することによって排気流が生じた場合には離型剤を排気口側へ引き込むことができるとともに、成形型7の内部が減圧されることによって離型剤が供給口から離れた場所まで到達しやすくなり、離型剤を成形型7の内壁のより広い範囲に付与することができる。
The method for applying the release agent to the mold 7 (die
Moreover, a mold release agent supply port may be provided in the
上記のような離型処理は、成形品を繰り返し製造する場合には、毎回行う必要はない。また、離型処理は、例えば、型部の表面への、フッ素系樹脂等で構成された被膜の形成等であってもよい。
また、例えば、成形型7としては、樹脂材料23と接触する部分の少なくとも一部に、ダイヤモンド状炭素で構成された被膜を有するものを用いてもよい。これにより、成形品の離型性を向上させることができるとともに、成形型7の耐久性を特に優れたものとすることができる。
The mold release treatment as described above need not be performed every time when a molded product is repeatedly produced. Further, the mold release treatment may be, for example, formation of a film made of a fluorine resin or the like on the surface of the mold part.
Further, for example, as the
[接着剤付与工程]
後述する樹脂材料付与工程に先立ち、指標部材3の基材2に埋設されるべき部分(樹脂材料23と接触する部分)の少なくとも一部に接着剤を付与する。これにより、指標部材3の基材2への固定力をさらに優れたものとすることができる。
本工程は、例えば、鋳造、鍛造、プレス、電鋳、切削等の方法によって所定形状に成形した指標部材3の表面に、接着剤を付与することにより行うことができる。
[Adhesive application process]
Prior to the resin material application step to be described later, an adhesive is applied to at least a part of a portion (a portion in contact with the resin material 23) to be embedded in the
This step can be performed, for example, by applying an adhesive to the surface of the
接着剤としては、例えば、油性アクリル樹脂、エポキシ系樹脂(エポキシ系接着剤含む)、ポリエチレン系樹脂、エチレンー酢酸ビニル共重合体等のオレフィン系樹脂、オレフィン系エラストマー、ウレタン系エラストマー、シリコーン樹脂、シランカップリング剤、天然ゴム系接着剤等を用いることができる。
接着剤の付与方法としては、例えば、スプレー法、ディッピング法、刷毛塗り等が挙げられる。
Examples of adhesives include oil-based acrylic resins, epoxy resins (including epoxy adhesives), polyethylene resins, olefin resins such as ethylene-vinyl acetate copolymers, olefin elastomers, urethane elastomers, silicone resins, and silanes. A coupling agent, a natural rubber adhesive, or the like can be used.
Examples of the method for applying the adhesive include spraying, dipping, and brushing.
また、例えば、シランカップリング剤、エポキシ樹脂やエポキシ系接着剤を塗布する前に、指標部材にプライマー処理剤(下塗り処理剤)を付与してもよい。これにより、指標部材3の基材2への固定力をさらに優れたものとすることができる。通常、指標部材3、接着剤、基材2を構成する樹脂材料(プラスチック材料)の種類に応じてプライマー処理剤の種類は異なるが、エポキシ樹脂やエポキシ系接着剤には結晶度の高いポリスチレンであるシンジオタクチックポリスチレン等を好適に用いることができる。
In addition, for example, a primer treatment agent (undercoat treatment agent) may be applied to the index member before applying a silane coupling agent, an epoxy resin, or an epoxy adhesive. Thereby, the fixing force of the
[指標部材設置工程]
次に、成形型7の所定の部位に指標部材3を設置する。
成形型7において、下型72の型部721には、指標部材3が対応する所定の位置に固定用の凹部722が形成されており、当該凹部722に指標部材3を嵌め込むことにより設置する。
[Indicator member installation process]
Next, the
In the molding die 7, a fixing
また、例えば、下型72に吸着部(図示略)を設け、該吸着部に指標部材3を支持させることにより、指標部材3を成形型7に吸着固定してもよい。これにより、樹脂材料23の注入時に指標部材3が浮き上がることをより確実に防止することができ、指標部材3の位置ずれをより確実に防止することができる。
また、本工程で成形型7に設置される指標部材3は、基材2に埋設されるべきでない部分(表示部32)の少なくとも一部に離型処理が施されたものであるのが好ましい。これにより、指標部材3において、不本意な部位(表示部32)に樹脂材料23が付着するのを効果的に防止することができる。その結果、得られる時計用文字板1の美的外観を特に優れたものとすることができる。指標部材3に対する離型処理としては、上記離型剤付与工程で例示したような離型剤の付与や、フッ素系樹脂等で構成された被膜の形成、ダイヤモンド状炭素で構成された被膜の形成等が挙げられる。
Further, for example, the
In addition, it is preferable that the
[樹脂材料付与工程]
次に、成形型7に流動性を有する樹脂材料23を付与する(樹脂材料付与工程)。
具体的には、図7に示すように成形型7を閉じた状態で、予め定められた成形条件で、ランナ91を介してゲート92から溶融した樹脂材料23を成形型7(型部711、721)内に注入して充填させる。
[Resin material application process]
Next, a
Specifically, as shown in FIG. 7, the
本実施形態では、成形型6において、指標部材3よりも高い位置(上型71)にゲート92を設けるとともに、ゲート92を型部711の中央に設け、ここから樹脂材料23を注入する。これにより、樹脂材料23を注入する際に、樹脂材料23の流れが、いわゆるダウンフローとなり、上から下に向かう流れとなる。また、図7に示すように、ゲート92は、型部711の中央部付近に設けられているため、ゲート92から型部711、721に注入された樹脂材料23は、型部の中央部付近から外周側に向かって広がっていく。また、指標部材3は、型部721の外周部に、放射状に配されているため、樹脂材料23は、指標部材3の長手方向(図3中の長さlの方向)に沿って流れることになる。このような樹脂材料23の流れにより、樹脂材料注入時における指標部材3の浮き上がりが防止され、凹部722による位置決め状態が維持され、指標部材3の位置ずれを確実に防止することができる。また、上記のような樹脂材料23の流れにより、成形型7内に注入される樹脂材料23の流れが指標部材3によって阻害されることなく、好適に基材2を成形できるとともに、好適に指標部材3を基材2中に一体に埋設することができる。
In the present embodiment, in the molding die 6, the
また、本工程における樹脂材料23の温度(成形型7内に注入される樹脂材料23の温度)は、特に限定されないが、例えば、樹脂材料23の融点をTm[℃]としたとき、Tm〜(Tm+150)[℃]であるのが好ましく、(Tm+10)〜(Tm+100)[℃]であるのがより好ましい。樹脂材料23の温度を前記範囲内の値とすることにより、樹脂材料23の不本意な変性等を防止しつつ、基材2の成形性を特に優れたものとし、時計用文字板1の生産性を特に優れたものとすることができる。また、成形時におけるエネルギー効率も良好なものとすることができる。
The temperature of the
また、成形型7内に注入される樹脂材料23の注入圧(射出圧)は、特に限定されないが、例えば、90〜100MPaが好ましい。圧力を前記範囲内の値とすることにより、より確実に、成形型7内に樹脂材料23を行き渡らせることができ、所望の形状の基材2をより確実に成形することが可能となる。
また、本工程における成形型7の温度は、特に限定されないが、例えば、樹脂材料23の融点をTm[℃]としたとき、Tm+〜(Tm+200)[℃]であるのが好ましく、(Tm+50)〜(Tm+150)[℃]であるのがより好ましい。成形型7の温度を前記範囲内の値とすることにより、樹脂材料23の不本意な変性等を防止しつつ、基材2の成形性を特に優れたものとし、時計用文字板1の生産性を特に優れたものとすることができる。また、成形時におけるエネルギー効率も良好なものとすることができる。
Moreover, the injection pressure (injection pressure) of the
The temperature of the
さらに本実施形態では、樹脂材料23の注入時に成形型7(型部711、721)内を減圧するのが好ましい。これにより、成形型7内に樹脂材料23を確実に行き渡らせることができ、基材2を型通りに成形することが可能となる。
減圧時における成形型7内の圧力(型部711および型部721により形成された空間の圧力)は、特に限定されないが、1×101〜1×104Paであるのが好ましい。成形型7内の圧力を前記範囲内の値とするにより、より確実に、成形型7内に樹脂材料23を行き渡らせることができ、所望の形状の基材2をより確実に成形することが可能となる。これに対し、真空度が前記下限値未満であると、樹脂材料23が、減圧用配管(排出孔712)の空間内へ入り込んでしまう可能性がある。一方、真空度が前記上限値を超えると、成形型7内に樹脂材料23を十分に行き渡らせることが困難となり、所望の形状の基材2を確実に成形することが困難になる。
Further, in the present embodiment, it is preferable to reduce the pressure inside the mold 7 (
The pressure in the
[固化工程]
その後、樹脂材料23を固化(ただし、硬化(重合)を含む)させる。
樹脂材料23が熱可塑性樹脂で構成されたものである場合には、通常、成形型7内に付与された樹脂材料23を冷却(放熱)することにより、樹脂材料23を固化させる。
また、樹脂材料23が熱可塑性樹脂で構成されたものである場合には、通常、冷却前に、加熱等の処理を施す。
[Solidification process]
Thereafter, the
In the case where the
Moreover, when the
成形型7内に充填した樹脂材料23を固化させた後、成形型7を開き、これを取り出すことで、図9に示すように、成形品(指標部材3と一体成形された基材2)が得られる。このとき、成形型7の内側には離型処理が施されているため、成形品の型離れおよび取り出しを容易に行うことができる。
その後、必要に応じて洗浄や研磨等の処理を施してもよい。
After the
Then, you may perform processes, such as washing | cleaning and grinding | polishing, as needed.
[被膜形成工程]
次に、上記のようにして得られた成形品(指標部材3と一体成形された基材2)の第2の面22に、被膜4を形成する。これにより、時計用文字板1が得られる。
被膜4の形成方法は、特に限定されず、例えば、スピンコート、ディッピング、刷毛塗り、噴霧塗装、静電塗装、電着塗装等の塗装、電解めっき、浸漬めっき、無電解めっき等の湿式めっき法や、熱CVD、プラズマCVD、レーザーCVD等の化学蒸着法(CVD)、真空蒸着、スパッタリング、イオンプレーティング等の乾式めっき法(気相成膜法)、溶射等が挙げられるが、乾式めっき法(気相成膜法)が好ましい。被膜4の形成方法として乾式めっき法(気相成膜法)を適用することにより、均一な膜厚を有し、均質で、かつ、基材2との密着性が特に優れた被膜4を確実に形成することができる。その結果、最終的に得られる時計用文字板1の審美的外観、耐久性を特に優れたものとすることができる。また、被膜4の形成方法として乾式めっき法(気相成膜法)を適用することにより、形成すべき被膜4が比較的薄いものであっても、膜厚のばらつきを十分に小さいものとすることができる。このため、例えば、得られる時計用文字板1の耐久性を十分に高いものとしつつ、時計用文字板1の電磁波の透過性を向上させることができる。したがって、得られる時計用文字板1をソーラー時計に、より好適に適用することができる。
[Film formation process]
Next, the
The method for forming the
また、上記のような乾式めっき法(気相成膜法)の中でも、スパッタリングが特に好ましい。被膜4の形成方法としてスパッタリングを適用することにより、上記のような効果はより顕著なものとなる。すなわち、被膜4の形成方法としてスパッタリングを適用することにより、均一な膜厚を有し、均質で、かつ、基材2との密着性が特に優れた被膜4をより確実に形成することができる。その結果、最終的に得られる時計用文字板1の審美的外観、耐久性をさらに優れたものとすることができる。また、被膜4の形成方法としてスパッタリングを適用することにより、形成すべき被膜4が比較的薄いものであっても、膜厚のばらつきを特に小さいものとすることができる。このため、例えば、得られる時計用文字板1の耐久性を高いものとしつつ、時計用文字板1の光の透過性をさらに向上させることができる。したがって、得られる時計用文字板1をソーラー時計に、さらに好適に適用することができる。
Among the dry plating methods (vapor phase film forming methods) as described above, sputtering is particularly preferable. By applying sputtering as a method for forming the
上述したように、本実施形態では、被膜4は、所定の割合で設けられた開口部41を有している。開口部41を設ける方法は、特に限定されず、例えば、エッチング、レーザー光の照射、ブラスト処理等の方法が挙げられる。
開口部41は、上記のような方法により、一旦形成された被膜に対して設けるものであってもよいが、被膜4の形成(成膜)とともに設けられるものであってもよい。
As described above, in the present embodiment, the
The
このように、被膜4の形成(成膜)とともに開口部41を形成する方法としては、以下のような方法が挙げられる。
すなわち、形成すべき開口部41に対応するパターン(反転したパターン)で開口部が設けられたマスクを、基材2の第2の面22に密着させた状態で、気相成膜を行うことにより、被膜4の形成(成膜)とともに開口部41を形成することができる。このようにして、開口部41を有する被膜4を形成することにより、光定数を削減することができ、時計用文字板1の生産性を向上させることができる。また、用いるマスクの開口部に対応する形状、パターン(反転したパターン)の開口部41を容易かつ確実に形成することができる。また、マスクを複数個の時計用文字板1の製造に繰り返し用いることにより、製造される時計用文字板1の個体間での品質のばらつきを抑制することができる。このようなことから、時計用文字板1の品質の安定性を向上させることができる。また、化学的方法(化学的処理)、物理的方法(物理的処理)により開口部を形成する必要がないため、不本意な凹凸のない被膜4を好適に形成することができる。また、形成すべき開口部41に対応するパターン(反転したパターン)の開口部を有するマスクを用意することにより、被膜の形成条件を大きく変更することなく、多様なパターンの開口部41を有する被膜4を形成することができる。これにより、時計用文字板の多品種生産にも好適に対応することができる。
As described above, the method for forming the
That is, vapor phase film formation is performed in a state where a mask provided with an opening in a pattern corresponding to the
マスクはいかなる材料で構成されたものであってもよく、マスクの構成材料としては、各種金属材料、各種セラミックス材料、各種プラスチック材料等が挙げられる。中でも、マスクの構成材料としては、金属材料が好ましい。マスクが金属材料で構成されたものであると、マスクの耐久性を特に優れたものとすることができる。その結果、時計用文字板1の生産性を特に優れたものとすることができるとともに、多数個の時計用文字板1を製造する場合において個体間での品質のばらつきを抑制することができ、時計用文字板1の信頼性が向上する。また、金属材料は、一般に、適度な弾性を有しており、形状の追従性が高いものが多く、基材2(製造すべき時計用文字板1)が平板状のものに限らず、湾曲板状等のものであっても、好適に適用することができる。また、1種類のマスクを異なる形状の基材2(例えば、平板状の基材2、湾曲板状の基材2)に対しても、共通して利用することができる。
The mask may be composed of any material, and examples of the constituent material of the mask include various metal materials, various ceramic materials, various plastic materials, and the like. Among these, a metal material is preferable as the constituent material of the mask. When the mask is made of a metal material, the durability of the mask can be made particularly excellent. As a result, the productivity of the timepiece dial 1 can be made particularly excellent, and variations in quality among individuals can be suppressed when a large number of timepiece dials 1 are manufactured, The reliability of the timepiece dial 1 is improved. In addition, metal materials generally have moderate elasticity and many shape followability, and the base material 2 (watch dial 1 to be manufactured) is not limited to a flat plate, but is curved. Even a plate-like material can be suitably applied. In addition, one type of mask can be used in common for the
また、マスクとしては、磁性材料(常磁性、強磁性を有する材料)を含む材料で構成されたものを用いることにより、以下のような効果が得られる。すなわち、気相成膜時に、基材2のマスクに対向する面とは反対の面側に磁石を配することにより、マスクと、被膜4が形成されるべきワークとしての基材2(基材2と指標部材3との一体成形品)とを、確実に密着させることができる。その結果、基材2上において、目的以外の部位に被膜4が形成されるのをより確実に防止することができ、最終的に得られる時計用文字板1の美的外観を確実に優れたものとすることができる。すなわち、製造される時計用文字板1の信頼性を特に優れたものとすることができる。このような場合、磁石は、例えば、永久磁石であってもよいし、電磁石であってもよい。
Moreover, the following effects can be obtained by using a mask made of a material including a magnetic material (a material having paramagnetism and ferromagnetism). That is, at the time of vapor-phase film formation, by arranging a magnet on the surface opposite to the surface facing the mask of the
また、例えば、指標部材3が磁性材料(常磁性、強磁性を有する材料)で構成されたものである場合等には、気相成膜時に、基材2のマスクに対向する面とは反対の面側に磁石を配設しなくても、上記のような効果が得られる。
また、マスクは、表面層を有するものであってもよい。これにより、例えば、マスクの耐久性を特に優れたものとすることができたり、気相成膜時に、マスク上に被膜4の構成材料が強固に付着するのを効果的に防止することができる。このような表面層を構成する材料としては、例えば、ポリテトラフルオロエチレン(PTFE)等のフッ素系樹脂、シリコーン系樹脂、ダイヤモンド様炭素(DLC)等が挙げられる。
Further, for example, when the
The mask may have a surface layer. Thereby, for example, the durability of the mask can be made particularly excellent, and the constituent material of the
また、本工程を、マスクを用いた気相成膜により行う場合、気相成膜は、例えば、基材2の主面(被膜4で被覆すべき主面)の法線方向に対して所定の角度θだけ傾斜した方向から、被膜4の構成材料で構成された気相成膜粒子(例えば、スパッタリングの場合はスパッタ粒子)を基材2上に入射させるように行ってもよい。これにより、より確実に、マスクの開口部内の各部位に均等に被膜4を形成することができる。その結果、所望の形状、パターンの開口部41を有する被膜4をより確実に形成することができる。
Moreover, when performing this process by the vapor-phase film-forming using a mask, vapor-phase film-forming is predetermined with respect to the normal direction of the main surface (main surface which should be coat | covered with the coating film 4) of the
このような場合、気相成膜粒子の入射方向と基材2の主面の法線方向とでなす角度θは、特に限定されないが、1〜50°であるのが好ましく、3〜40°であるのがより好ましく、5〜30°であるのがさらに好ましい。角度θが前記範囲内の値であると、より確実に、マスクの開口部内の各部位に均等に被膜4を形成することができる。
また、気相成膜粒子は一方向からだけではなく、基材2に対し複数の方向から入射させるのが好ましい。これにより、好適な形状の被膜4を、容易かつ確実に形成することができ、得られる時計用文字板1についての美的外観を特に優れたものとすることができる。また、時計用文字板1を、様々な方向から見た際における質感のばらつき等がより効果的に抑制されたものとして得ることができる。
In such a case, the angle θ formed by the incident direction of the vapor-phase film-forming particles and the normal direction of the main surface of the
Moreover, it is preferable that the vapor-phase film-forming particles are incident not only from one direction but also from a plurality of directions with respect to the
複数の方向から気相成膜粒子を入射させる方法としては、例えば、複数の気相成膜用の材料である気相成膜源(ターゲット、蒸着源等)を用意し、これらを異なる部位に設置し、これら複数の気相成膜源から同時または順番に気相成膜粒子を発生させる方法も挙げられるが、例えば、基材2と気相成膜源とを相対的に移動(変位)させつつ、気相成膜源から気相成膜粒子を発生させる方法が挙げられる。基材2と気相成膜源とを相対的に移動(変位)させる方法としては、例えば、基材2を固定した状態で気相成膜源を移動(変位)させる方法、気相成膜源を固定した状態で基材2を移動(変位)させる方法、気相成膜源および基材2をともに移動(変位)させる方法が挙げられる。中でも、基材2を移動(変位)させる場合、気相成膜源を固定する従来の気相成膜装置をそのまま使用しやすいという効果が得られる。
As a method for injecting vapor-phase film-forming particles from a plurality of directions, for example, a plurality of vapor-phase film-formation sources (targets, vapor deposition sources, etc.), which are materials for vapor-phase film-formation, are prepared, A method of installing and generating vapor-phase film-forming particles simultaneously or sequentially from the plurality of vapor-phase film-formation sources can be mentioned. For example, the
以下、基材2を移動(変位)させる方法について、図10を参照しつつ、より具体的に説明する。
図10に示す構成では、基材2の主面の法線と軸50の長手方向とのなす角が、所定の角度θを維持するように、基材2を、軸50上でこまのように回転させる構成になっている。言い換えると、図10に示す構成では、軸50の延長線が基材2の表面(入射面)に接触する部位における基材2の主面の法線が、軸50を中心とした円錐の周面を形成するように、基材2が回転する。このような構成であることにより、例えば、気相成膜粒子の入射方向に対して、基材2の主面の法線が角度θだけ傾斜した状態を維持しつつ、気相成膜粒子の入射方向を経時的に変化させることができる。これにより、好適な形状の被膜4を、容易かつ確実に形成することができ、得られる時計用文字板1についての美的外観を特に優れたものとすることができる。また、時計用文字板1を、様々な方向から見た際における質感のばらつき等がより効果的に抑制されたものとして得ることができる。
Hereinafter, the method of moving (displacement) the
In the configuration shown in FIG. 10, the
角度θの値は、経時的に変化するものであってもよい。このように、角度θの値が経時的に変化する場合、その最大値が前述した範囲に含まれるものであるのが好ましい。また、例えば、気相成膜時に、角度θがゼロとなる時点が存在してもよい。
なお、角度θとしては、気相成膜源と被膜を形成すべき基材とを結ぶ直線と、基材の法線とのなす角を採用することができる。
上記のようなマスクを用いた気相成膜により被膜4を形成する場合、成膜後、マスクを除去することにより、目的とする時計用文字板1が得られる。
The value of the angle θ may change over time. Thus, when the value of the angle θ changes with time, it is preferable that the maximum value is included in the above-described range. Further, for example, there may be a time point when the angle θ becomes zero during vapor phase film formation.
As the angle θ, an angle formed by a straight line connecting the vapor deposition source and the base material on which the film is to be formed and the normal line of the base material can be employed.
When the
なお、製造すべき時計用文字板1が、基材2と被膜4との間に、上述したような金属酸化物で構成された酸化物層を有するものである場合、酸化物層の形成も、上述したような被膜4と同様の方法で形成することができる。また、酸化物層の形成は、基材2の第2の面22上にマスクを配した状態で行ってもよいし、マスクを配さない状態で行ってもよい。
In addition, when the timepiece dial 1 to be manufactured has an oxide layer composed of the metal oxide as described above between the
<時計>
次に、上述したような本発明の時計用文字板1を備えた本発明の時計について説明する。
本発明の時計は、上述したような本発明の時計用文字板1を有するものである。なお、本発明の時計を構成する前記時計用文字板1(本発明の時計用文字板1)以外の部品としては、公知のものを用いることができるが、以下に、本発明の時計の構成の一例について説明する。
<Clock>
Next, the timepiece of the present invention provided with the timepiece dial 1 of the present invention as described above will be described.
The timepiece of the present invention has the timepiece dial 1 of the present invention as described above. As the parts other than the timepiece dial 1 (the timepiece dial 1 of the present invention) constituting the timepiece of the present invention, known parts can be used. An example will be described.
図11は、本発明の時計(腕時計)の好適な実施形態を示す断面図である。
図11に示すように、本実施形態の腕時計(携帯時計)100は、胴(ケース)102と、裏蓋103と、ベゼル(縁)104と、ガラス板(カバーガラス)105とを備えている。また、ケース102内には、前述したような本発明の時計用文字板1と、太陽電池11と、ムーブメント101とが収納されており、さらに、図示しない針(指針)等が収納されている。
ガラス板105は、通常、透明性の高い透明ガラスやサファイア等で構成されている。これにより、本発明の時計用文字板1の美的外観を十分に発揮させることができるとともに、太陽電池11に十分な光量の光を入射させることができる。
ムーブメント101は、太陽電池11の起電力を利用して、指針を駆動する。
FIG. 11 is a cross-sectional view showing a preferred embodiment of the timepiece (watch) of the present invention.
As shown in FIG. 11, a wristwatch (portable watch) 100 according to this embodiment includes a trunk (case) 102, a
The
The
図11中では省略しているが、ムーブメント101内には、例えば、太陽電池11の起電力を貯蔵する電気二重層コンデンサー、リチウムイオン二次電池や、時間基準源として水晶振動子や、水晶振動子の発振周波数をもとに時計を駆動する駆動パルスを発生する半導体集積回路や、この駆動パルスを受けて輪列機構を1秒毎に指針を駆動するステップモーターや、ステップモーターの動きを指針に伝達する輪列機構等を備えている。
また、ムーブメント101は、図示しない電波受信用のアンテナを備えている。そして、受信した電波を用いて時刻調整等を行う機能を有している。
Although omitted in FIG. 11, in the
The
太陽電池11は、光エネルギーを電気エネルギーに変換する機能を有する。そして、太陽電池11で変換された電気エネルギーは、ムーブメントの駆動等に利用される。
太陽電池11は、例えば、非単結晶シリコン薄膜にp型の不純物とn型の不純物とが選択的に導入され、さらにp型の非単結晶シリコン薄膜とn型の非単結晶シリコン薄膜との間に不純物濃度の低いi型の非単結晶シリコン薄膜を備えたpin構造を有している。
The solar cell 11 has a function of converting light energy into electric energy. The electric energy converted by the solar cell 11 is used for driving the movement.
In the solar cell 11, for example, a p-type impurity and an n-type impurity are selectively introduced into a non-single-crystal silicon thin film, and a p-type non-single-crystal silicon thin film and an n-type non-single-crystal silicon thin film are used. It has a pin structure provided with an i-type non-single-crystal silicon thin film with a low impurity concentration in between.
胴102には巻真パイプ106が嵌入・固定され、この巻真パイプ106内にはりゅうず107の軸部1071が回転可能に挿入されている。
胴102とベゼル104とは、プラスチックパッキン108により固定され、ベゼル104とガラス板105とはプラスチックパッキン109により固定されている。
また、胴102に対し裏蓋103が嵌合(または螺合)されており、これらの接合部(シール部)115には、リング状のゴムパッキン(裏蓋パッキン)114が圧縮状態で介挿されている。この構成によりシール部115が液密に封止され、防水機能が得られる。
A winding
The
Further, a
りゅうず107の軸部1071の途中の外周には溝1072が形成され、この溝1072内にはリング状のゴムパッキン(りゅうずパッキン)113が嵌合されている。ゴムパッキン113は巻真パイプ106の内周面に密着し、該内周面と溝1072の内面との間で圧縮される。この構成により、りゅうず107と巻真パイプ106との間が液密に封止され防水機能が得られる。なお、りゅうず107を回転操作したとき、ゴムパッキン113は軸部1071と共に回転し、巻真パイプ106の内周面に密着しながら周方向に摺動する。
A
なお、上記の説明では、時計の一例として、腕時計(携帯時計)を挙げて説明したが、本発明は、腕時計以外の携帯時計、置時計、掛け時計等の他の種類の時計にも同様に適用することができる。
また、上記の説明では、時計の一例として、ソーラー時計(特に、ソーラー電波時計)を挙げて説明したが、本発明は、ソーラー時計以外の時計にも同様に適用することができる。
In the above description, a wristwatch (portable clock) is described as an example of a clock, but the present invention is similarly applied to other types of clocks such as a portable clock, a table clock, and a wall clock other than the wristwatch. be able to.
In the above description, a solar timepiece (in particular, a solar radio timepiece) is described as an example of a timepiece. However, the present invention can be similarly applied to a timepiece other than a solar timepiece.
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されるものではない。
例えば、本発明の時計用文字板の製造方法では、必要に応じて、任意の目的の工程を追加することもできる。例えば、被膜の形成後に、研磨(ラッピング)等の後処理を施してもよい。また、基材上の指標部材が露出した面側や、被膜上にコート層を設けてもよい。これにより、例えば、光沢性、色調等を調整し、時計用文字板の美的外観をさらに優れたものにしたり、時計用文字板全体としての、耐食性、耐候性、耐水性、耐油性、耐擦傷性、耐摩耗性、耐変色性等の各種特性を向上させたりすることができる。なお、このようなコート層は、例えば、時計用文字板の使用時等において除去されるものであってもよい。
As mentioned above, although preferred embodiment of this invention was described, this invention is not limited to these.
For example, in the method for manufacturing a timepiece dial according to the present invention, an optional process can be added as necessary. For example, after the coating is formed, post-treatment such as polishing (lapping) may be performed. Moreover, you may provide a coating layer on the surface side which the parameter | index member on the base material exposed, or on a film. As a result, for example, the glossiness, color tone, etc. are adjusted, and the aesthetic appearance of the watch dial is further improved, or the watch dial as a whole is resistant to corrosion, weather, water, oil, and scratches. Various properties such as resistance, wear resistance, and discoloration resistance can be improved. Such a coat layer may be removed, for example, when a timepiece dial is used.
また、本発明の製造方法は、上述したような指標部材設置工程と、樹脂材料付与工程と、固化工程とを有するものであればよく、例えば、離型剤付与工程、接着剤付与工程等は省略してもよい。
また、時計用文字板の製造においては、上述した各工程の順序を入れ替えて行ってもよい。例えば、上述した実施形態では、接着剤付与工程の後に指標部材設置工程を行うものとして説明したが、指標部材設置工程の後に接着剤付与工程を行ってもよい。
Moreover, the manufacturing method of this invention should just have an index member installation process as mentioned above, a resin material provision process, and a solidification process, for example, a mold release agent provision process, an adhesive provision process, etc. It may be omitted.
Moreover, in manufacturing the timepiece dial, the order of the steps described above may be changed. For example, in the above-described embodiment, the index member installation process is performed after the adhesive application process, but the adhesive application process may be performed after the index member installation process.
また、例えば、時計用文字板が複数個の指標を有するものである場合、本発明においては、指標のうち少なくとも一つが、上記のような方法により基材と一体的に成形されたものであればよく、例えば、印刷により形成された印刷部等を有していてもよい。
また、前述した実施形態では、時計用文字板が、基材と、指標部材と、被膜とを有するものとして説明したが、本発明の時計用文字板は、このような構成のものに限定されず、例えば、被膜を備えていないものであってもよい。また、被膜は、開口部を有していないものであってもよい。
In addition, for example, when the timepiece dial has a plurality of indicators, in the present invention, at least one of the indicators may be formed integrally with the base material by the above method. What is necessary is just to have a printing part etc. which were formed by printing, for example.
In the above-described embodiment, the timepiece dial has been described as having a base material, an indicator member, and a coating. However, the timepiece dial of the present invention is limited to such a configuration. For example, it may not be provided with a coating. Further, the coating may not have an opening.
次に、本発明の具体的実施例について説明する。
1.時計用文字板の製造
以下に示すような方法により、時計用文字板を製造した。
(実施例1)
まず、Osで構成された板材をプレス成形することにより、図3に示すような、略棒状をなし、断面が三角形状の凹部を有する、2種類の指標部材(第1の指標部材、第2の指標部材)を得た。第1の指標部材の寸法は、幅wが0.3mm、長さlが5.0mm、高さhが900μmであった。また、第2の指標部材の寸法は、幅wが0.5mm、長さlが7.0mm、高さhが900μmであった。
Next, specific examples of the present invention will be described.
1. Manufacture of a timepiece dial A timepiece dial was manufactured by the following method.
(Example 1)
First, by pressing a plate material made of Os, two types of indicator members (first indicator member, second indicator member having a substantially rod shape and a triangular cross section as shown in FIG. 3 are formed. Index member). The dimensions of the first index member were a width w of 0.3 mm, a length l of 5.0 mm, and a height h of 900 μm. The dimensions of the second indicator member were 0.5 mm in width w, 7.0 mm in length l, and 900 μm in height h.
次に、得られた指標部材の表示部(時計用文字板において、基材から露出する部位)となるべき部位に、フッ素系離型剤(フッ素化アルキルエステル)を付与した。
次に、図6、図7に示すような成形装置を用いて、ポリカーボネートからなる基材と指標部材との一体成形品を成形した。
まず、離型剤としてトリメチルホスフェートを成形型の内側に付与した。この際、予め、排気口(排出孔)を介して排気することにより成形型内を減圧しておき、その上で、離型剤供給口から成形型内に離型剤を注入した。これにより、成形型内の全面に均一に離型剤を付与することができた。
Next, a fluorine-based mold release agent (fluorinated alkyl ester) was applied to a portion to be a display portion (a portion exposed from the base material in the timepiece dial) of the obtained index member.
Next, using a molding apparatus as shown in FIGS. 6 and 7, an integrally molded product of a base material made of polycarbonate and an index member was molded.
First, trimethyl phosphate was applied to the inside of the mold as a release agent. At this time, the inside of the mold was decompressed in advance by exhausting through an exhaust port (exhaust hole), and then the release agent was injected into the mold from the release agent supply port. Thereby, the release agent could be uniformly applied to the entire surface in the mold.
次に、指標部材の埋設部となるべき部位に、シンジオタクチックポリスチレンによるプライマー処理を施し、さらに、当該部位に、エポキシ系接着剤を付与した。
次に、下型の型部に設けられた凹部に、指標部材を設置した。
次に、成形型に流動性を有する樹脂材料(ポリカーボネート)を付与した。具体的には、溶融したポリカーボネート(融点Tm:220℃)をゲートから成形型内に注入して充填させた。このときの樹脂材料の注入圧(射出圧)は90〜100MPaであり、樹脂材料の温度は270℃、成形型の温度は300℃であった。
Next, a primer treatment with syndiotactic polystyrene was performed on a portion to be an embedded portion of the index member, and an epoxy-based adhesive was applied to the portion.
Next, an index member was installed in a recess provided in the lower mold part.
Next, the resin material (polycarbonate) which has fluidity | liquidity was provided to the shaping | molding die. Specifically, molten polycarbonate (melting point Tm: 220 ° C.) was poured from a gate into a mold and filled. The injection pressure (injection pressure) of the resin material at this time was 90 to 100 MPa, the temperature of the resin material was 270 ° C., and the temperature of the mold was 300 ° C.
さらに、成形型内を1×102Paに減圧することで、樹脂材料を成形型内に確実に行き渡らせることができた。
その後、成形型を40℃まで冷却し、成形型内に充填した樹脂材料を固化させた。樹脂の硬化後、これを取り出すことで基材と指標部材との一体成形品が得られた。このとき、成形型の表面に離型剤が付与されていたため、基材の型離れおよび取り出しを容易に行うことができた。
Furthermore, by reducing the pressure in the mold to 1 × 10 2 Pa, the resin material could be reliably distributed in the mold.
Thereafter, the mold was cooled to 40 ° C., and the resin material filled in the mold was solidified. After the resin was cured, it was taken out to obtain an integrally molded product of the base material and the index member. At this time, since the release agent was applied to the surface of the mold, it was possible to easily remove and remove the substrate.
その後、必要箇所を切削、研磨した。得られた基材(基材と指標部材との一体成形品)は、略円盤状をなし、直径:27mm×厚さ:0.5mmであった。また、第1の指標部材において、基材表面から突出した表示部の高さh2は、400μmであった。また、第2の指標部材において、基材表面から突出した表示部の高さh2は、400μmであった。
次に、この基材を洗浄した。基材の洗浄としては、まず、アルカリ浸漬脱脂を30秒間行い、その後、中和を10秒間、水洗を10秒間、純水洗浄を10秒間行った。
Thereafter, necessary portions were cut and polished. The obtained base material (integral molded product of the base material and the index member) was substantially disk-shaped and had a diameter: 27 mm × thickness: 0.5 mm. In the first index member, the height h 2 of the display portion protruding from the substrate surface was 400 μm. In the second indicator member, the height h 2 of the display portion protruding from the substrate surface was 400 μm.
Next, this base material was washed. As the cleaning of the substrate, first, alkali immersion degreasing was performed for 30 seconds, and then neutralization was performed for 10 seconds, water washing for 10 seconds, and pure water cleaning for 10 seconds.
次に、基材の指標部材(表示部)が露出した側の面(第1の面)とは反対側の面(第2の面)に、TiO2で構成される酸化物層、Agで構成される被膜を、以下に説明するようなスパッタリングにより順次形成した。
まず、洗浄済みの基材をスパッタリング装置内に取付け、その後、装置内を予熱しながら、スパッタリング装置内を3×10−3Paまで排気(減圧)した。
Next, an oxide layer composed of TiO 2 is formed on the surface (second surface) opposite to the surface (first surface) on the side where the index member (display portion) of the base material is exposed. The coating film to be formed was sequentially formed by sputtering as described below.
First, the cleaned substrate was mounted in a sputtering apparatus, and then the inside of the sputtering apparatus was evacuated (depressurized) to 3 × 10 −3 Pa while preheating the apparatus.
次に、アルゴン流量:40ml/分でアルゴンガスを導入するとともに、酸素流量:10ml/分で酸素を導入した。このような状態で、ターゲットとしてTiを用い、投入電力:1400W、処理時間:3.0分間という条件で放電を行うことにより、基材の第2の面上にTiO2で構成される酸化物層を形成した。このようにして形成された酸化物層の平均厚さは、0.01μmであった。 Next, while introducing argon gas at an argon flow rate: 40 ml / min, oxygen was introduced at an oxygen flow rate: 10 ml / min. In such a state, by using Ti as a target and performing discharge under conditions of input power: 1400 W and processing time: 3.0 minutes, an oxide composed of TiO 2 on the second surface of the substrate A layer was formed. The average thickness of the oxide layer thus formed was 0.01 μm.
引き続き、上記のようにして形成された酸化物層の表面に、Agで構成される被膜をスパッタリングにより形成した。
被膜は、所定のパターン(形成すべき被膜の開口部の反転パターン)で開口部が設けられたマスクを、酸化物層の表面に配した状態で、スパッタリングを行うことにより形成した。
マスクは、ステンレス鋼(SUS444)で構成されたものであり、その厚さは150μmであった。
また、本工程は、基材のマスクに対向する面とは反対の面側に磁石を配し、この磁石により、酸化物層が設けられた基材と、マスクとを密着させた状態で行った。
Subsequently, a film composed of Ag was formed on the surface of the oxide layer formed as described above by sputtering.
The coating was formed by sputtering in a state where a mask provided with openings in a predetermined pattern (reversal pattern of openings of the coating to be formed) was placed on the surface of the oxide layer.
The mask was made of stainless steel (SUS444), and its thickness was 150 μm.
In addition, this step is performed in a state in which a magnet is disposed on the surface of the substrate opposite to the surface facing the mask, and the substrate on which the oxide layer is provided is in close contact with the mask. It was.
本工程でのスパッタリングは、以下のような条件で行った。
まず、装置内を3×10−3Paまで排気(減圧)し、その後、アルゴンガス流量:35ml/分でアルゴンガスを導入した。このような状態で、ターゲットとしてAgを用い、投入電力:1400W、処理時間:2.0分間という条件で放電を行うことにより、Agで構成される被膜を形成した。このとき、図10に示すように、基材の主面の法線と軸の長手方向とのなす角が、15°を維持するように、基材を軸上でこまのように回転させることにより、基材の主面(被膜で被覆すべき主面)の法線方向に対して15°(角度θ)だけ傾斜した方向から、被膜の構成材料で構成された気相成膜粒子(スパッタ粒子)を基材上に入射させるようにした。このようにして形成された被膜の平均厚さは、0.20μmであった。また、このようにして形成された被膜は、図2に示すような形状、パターンの開口部を有するものであった。また、被膜が有する開口部の幅Wは47μm、開口部のピッチPは150μmであった。また、被膜を平面視したときにおける開口部の占める面積の割合(開口部の占有面積の割合)は30%であった。
Sputtering in this step was performed under the following conditions.
First, the inside of the apparatus was evacuated (depressurized) to 3 × 10 −3 Pa, and then argon gas was introduced at an argon gas flow rate of 35 ml / min. In this state, Ag was used as a target, and discharge was performed under the conditions of input power: 1400 W and treatment time: 2.0 minutes, thereby forming a film composed of Ag. At this time, as shown in FIG. 10, the base material is rotated on the shaft as much as possible so that the angle formed by the normal line of the main surface of the base material and the longitudinal direction of the shaft is maintained at 15 °. Thus, vapor-phase film-forming particles (sputtered) composed of the constituent material of the film from a direction inclined by 15 ° (angle θ) with respect to the normal direction of the main surface of the substrate (main surface to be coated with the film) Particles) were incident on the substrate. The average thickness of the film thus formed was 0.20 μm. In addition, the coating film formed in this way had openings having a shape and pattern as shown in FIG. Moreover, the width W of the opening part which a film has was 47 micrometers, and the pitch P of the opening part was 150 micrometers. Further, the ratio of the area occupied by the opening (the ratio of the occupied area of the opening) when the coating was viewed in plan was 30%.
次に、酸化物層と被膜とが設けられた基材を、スパッタリング装置内から取り出し、マスクを除去した(マスク除去工程)。これにより、図1、図2に示すような時計用文字板を得た。
なお、酸化物層、被膜およびマスクの厚さは、JIS H 5821で規定される顕微鏡断面試験方法に従い測定した。
Next, the base material provided with the oxide layer and the coating film was taken out from the sputtering apparatus, and the mask was removed (mask removal process). Thus, a timepiece dial as shown in FIGS. 1 and 2 was obtained.
In addition, the thickness of the oxide layer, the coating film, and the mask was measured according to a microscope cross-sectional test method defined in JIS H5821.
(実施例2〜7)
時計用文字板の製造に用いる指標部材の構成、マスクの構成を表に示すようにするとともに、基材、酸化物層、および、被膜の構成が表に示したようになるように各工程の処理条件(用いる材料の変更を含む)を調整した以外は、前記実施例1と同様にして時計用文字板を製造した。
(Examples 2 to 7)
The structure of the indicator member used for the production of the timepiece dial and the structure of the mask are shown in the table, and the structure of the base material, oxide layer, and film is as shown in the table. A timepiece dial was manufactured in the same manner as in Example 1 except that the processing conditions (including changes in the materials used) were adjusted.
(実施例8)
被膜形成工程において、基材の主面の垂線方向と、スパッタ粒子の進行方向がほぼ平行となるように、基材を固定した以外は、前記実施例7と同様にして時計用文字板を製造した。
(実施例9)
被膜形成工程においてマスクを用いなかった以外は、前記実施例8と同様にして時計用文字板を製造した。
(Example 8)
A watch dial is manufactured in the same manner as in Example 7 except that the base material is fixed so that the perpendicular direction of the main surface of the base material and the traveling direction of the sputtered particles are substantially parallel in the film forming step. did.
Example 9
A timepiece dial was manufactured in the same manner as in Example 8 except that the mask was not used in the film forming step.
(比較例1)
まず、Osで構成された板材をプレス成形することにより、基材上に配されるべき表示部と、取り付け用の足部とを有する、2種類の植設材(第1の植設材、第2の植設材)を作製した。第1の植設材についての、表示部の幅(図3中のwに対応する長さ)は1.5mm、長さ(図3中のlに対応する長さ)は5.0mm、高さは570μmであった。また、第1の植設材についての、足部の長さは500μm、足部の直径(太さ)は500μmであった。また、第2の植設材についての、表示部の幅(図3中のwに対応する長さ)は2.0mm、長さ(図3中のlに対応する長さ)は7.0mm、高さは570μmであった。また、第2の植設材についての、足部の長さは500μm、足部の直径(太さ)は700μmであった。
(Comparative Example 1)
First, two types of planting materials (a first planting material, a display unit to be placed on a base material, and a foot for mounting by pressing a plate material made of Os. A second planting material) was produced. About the 1st planting material, the width | variety (length corresponding to w in FIG. 3) of a display part is 1.5 mm, length (length corresponding to 1 in FIG. 3) is 5.0 mm, and high. The thickness was 570 μm. Moreover, about the 1st planting material, the length of the foot part was 500 micrometers and the diameter (thickness) of the foot part was 500 micrometers. Moreover, about the 2nd planting material, the width | variety (length corresponding to w in FIG. 3) of a display part is 2.0 mm, and length (length corresponding to 1 in FIG. 3) is 7.0 mm. The height was 570 μm. Moreover, about the 2nd planting material, the length of the foot part was 500 micrometers and the diameter (thickness) of the foot part was 700 micrometers.
また、ポリカーボネートを用いて、圧縮成形により、直径:27mm×厚さ:0.5mmの円盤状の基材を作製した。また、基材の所定の部位に、植設材取り付け用の孔(直径500μm)を形成した。
植設材の足部を、基材に形成された孔に挿入し、植設材を挿入した面とは反対の面側から、エポキシ系接着剤を付与することにより、植設材を基材に固定した。
その後、前記実施例9と同様にして、植設材が固定された側の面とは反対側の面に酸化物層、被膜を形成し、時計用文字板を得た。
Moreover, the disk-shaped base material of diameter: 27mm * thickness: 0.5mm was produced by compression molding using the polycarbonate. Moreover, a hole (diameter 500 μm) for attaching the planting material was formed in a predetermined part of the base material.
Insert the foot of the planting material into the hole formed in the base material, and apply the epoxy adhesive from the side opposite to the surface where the planting material is inserted, to make the planting material into the base material Fixed to.
Thereafter, in the same manner as in Example 9, an oxide layer and a film were formed on the surface opposite to the surface on which the planting material was fixed to obtain a timepiece dial.
(比較例2)
植設材の幅、足部の直径(太さ)を表に示すようにした以外は、前記比較例1と同様にして時計用文字板を製造した。
(比較例3)
まず、ポリカーボネートを用いて、圧縮成形により、直径:27mm×厚さ:0.5mmの円盤状の基材を作製した。
次に、この基材を洗浄した。基材の洗浄としては、まず、アルカリ浸漬脱脂を30秒間行い、その後、中和を10秒間、水洗を10秒間、純水洗浄を10秒間行った。
このようにして洗浄を行った基材の表面に、印刷(タコ印刷)を施すことにより、前記実施例1で指標(指標部材)を設けた部位に対応する部位に、指標を形成した。指標の形成には、Ag微粒子とアクリル系樹脂とメチルエチルケトンとを含むインク(分散液)を用いた。形成された指標の厚さ(高さ)は40μmであった。また、指標の形成は、平面視したときの形状が前記実施例1で形成した指標(表示部)と同様となるようにして行った。
その後、基材の指標(印刷部)が設けられた面とは反対側の面に、前記実施例9と同様にして酸化物層、被膜を形成することにより、時計用文字板を得た。
(Comparative Example 2)
A timepiece dial was manufactured in the same manner as in Comparative Example 1 except that the width of the planting material and the diameter (thickness) of the foot were shown in the table.
(Comparative Example 3)
First, a disk-shaped substrate having a diameter of 27 mm × thickness: 0.5 mm was prepared by compression molding using polycarbonate.
Next, this base material was washed. As the cleaning of the substrate, first, alkali immersion degreasing was performed for 30 seconds, and then neutralization was performed for 10 seconds, water washing for 10 seconds, and pure water cleaning for 10 seconds.
By performing printing (octopus printing) on the surface of the substrate thus cleaned, an index was formed at a site corresponding to the site where the index (index member) was provided in Example 1. For forming the index, an ink (dispersion) containing Ag fine particles, an acrylic resin, and methyl ethyl ketone was used. The thickness (height) of the formed index was 40 μm. The index was formed so that the shape when viewed in plan was the same as the index (display unit) formed in Example 1.
Thereafter, an oxide layer and a film were formed on the surface opposite to the surface on which the index (printing part) of the base material was provided in the same manner as in Example 9 to obtain a timepiece dial.
(比較例4)
印刷を繰り返し行うことにより、指標の厚さ(高さ)を120μmとした以外は、前記比較例3と同様にして時計用文字板を製造した。
各実施例および各比較例の時計用文字板の製造条件、時計用文字板の構成等を表1、表2にまとめて示す。なお、表中、ポリカーボネートをPCで示し、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)をABS、ポリエチレンテレフタレートをPET、アクリル系樹脂をPMMAで示した。また、表中には、指標部材(比較例1、2については植設材、比較例3、4については印刷部)のうち、基材に埋設される部位(埋設部。各比較例については、足部)の高さをh1[μm]、表示部として機能する部位の高さをh2[μm]として示した。また、表中、比較例1、2については、指標部材の欄に、植設材の条件を示し、埋設部に関する欄に、足部の条件を示した。また、比較例1、2については、幅wの欄に、表示部の幅とともに、足部の幅をカッコ内に合わせて示した。また、表中、比較例3、4については、指標部材の欄に、印刷により形成された印刷部の条件を示した。
(Comparative Example 4)
By repeating the printing, a timepiece dial was manufactured in the same manner as in Comparative Example 3 except that the thickness (height) of the index was 120 μm.
Tables 1 and 2 collectively show the manufacturing conditions of the timepiece dial of each example and each comparative example, the configuration of the timepiece dial, and the like. In the table, polycarbonate is represented by PC, acrylonitrile-butadiene-styrene copolymer (ABS resin) is represented by ABS, polyethylene terephthalate is represented by PET, and acrylic resin is represented by PMMA. Also, in the table, among the index members (planting material for Comparative Examples 1 and 2, and printed part for Comparative Examples 3 and 4), the part (embedded part embedded in the base material. For each Comparative Example The height of the foot part is shown as h 1 [μm], and the height of the part functioning as the display part is shown as h 2 [μm]. Moreover, about the comparative examples 1 and 2 in the table | surface, the conditions of the planting material were shown in the column of an index member, and the conditions of the foot | leg part were shown in the column regarding an embedding part. Moreover, about the comparative examples 1 and 2, the width | variety of the foot | leg part was shown in the parenthesis in the column of the width | variety w with the width | variety of the display part. In the table, for Comparative Examples 3 and 4, the condition of the printing part formed by printing is shown in the column of the index member.
2.時計用文字板の外観評価
2−1.立体感評価
前記各実施例および各比較例で製造した各時計用文字板について、目視による観察を行い、これらの立体感を以下の5段階の基準に従い、評価した。
◎◎:極めて優良。
◎:優良。
○:良。
△:やや不良。
×:不良。
2. 2. Appearance evaluation of timepiece dial 2-1. Stereoscopic evaluation Each watch dial plate manufactured in each of the above examples and comparative examples was visually observed, and these stereoscopic effects were evaluated according to the following five-stage criteria.
A: Extremely excellent.
A: Excellent.
○: Good.
Δ: Slightly poor
X: Defect.
2−2.外観総合評価
前記各実施例および各比較例で製造した各時計用文字板について、目視および顕微鏡による観察を行い、これらの外観を以下の5段階の基準に従い、評価した。
◎◎:極めて優良。
◎:優良。
○:良。
△:やや不良。
×:不良。
2-2. Comprehensive Appearance Evaluation Each watch dial plate manufactured in each of the above Examples and Comparative Examples was visually and observed with a microscope, and the appearance was evaluated according to the following five criteria.
A: Extremely excellent.
A: Excellent.
○: Good.
Δ: Slightly poor
X: Defect.
3.耐久性評価
前記各実施例および各比較例で製造した各時計用文字板について、以下に示すような3種の試験を行い、時計用文字板の耐久性を評価した。
3−1.落下試験による評価
前記各実施例および各比較例で製造した各時計用文字板について、高さ3mから、ステンレス鋼製の厚さ10cmのブロック上に、50回繰り返し落下させた後の、時計用文字板の外観を目視により観察し、これらの外観を以下の4段階の基準に従い、評価した。
◎:指標の損傷(ゆがみ、浮き、割れ、剥離等)が全く認められない。
○:指標の損傷(ゆがみ、浮き、割れ、剥離等)がほとんど認められない。
△:指標の損傷(ゆがみ、浮き、割れ、剥離等)がわずかに認められる。
×:指標の損傷(ゆがみ、浮き、割れ、剥離等)が顕著に認められる。
3. Durability Evaluation Each timepiece dial manufactured in each of the above examples and comparative examples was subjected to the following three types of tests to evaluate the durability of the timepiece dial.
3-1. Evaluation by drop test For each timepiece dial manufactured in each of the above Examples and Comparative Examples, for a timepiece after being repeatedly dropped 50 times onto a block made of stainless steel and having a thickness of 10 cm from a height of 3 m. The appearance of the dial was visually observed, and the appearance was evaluated according to the following four criteria.
A: No damage (distortion, floating, cracking, peeling, etc.) of the index is observed at all.
○: Index damage (distortion, floating, cracking, peeling, etc.) is hardly observed.
(Triangle | delta): The damage (a distortion, a float, a crack, peeling, etc.) of a parameter | index is recognized slightly.
X: Index damage (distortion, floating, cracking, peeling, etc.) is noticeable.
3−2.折り曲げ試験による評価
前記各実施例および各比較例で製造した各時計用文字板について、直径4mmの鉄製の棒材を支点とし、時計用文字板の中心を基準に30°の折り曲げを行った後、時計用文字板の外観を目視により観察し、これらの外観を以下の4段階の基準に従い、評価した。折り曲げは、圧縮/引っ張りの両方向について行った。
◎:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等が全く認められない。
○:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等がほとんど認められな
い。
△:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等がわずかに認められる
。
×:指標(指標部材、植設材、塗料)、被膜のひび割れ、剥離がはっきりと認められ
る。
3-2. Evaluation by Bending Test For each timepiece dial manufactured in each of the above Examples and each Comparative Example, after being bent at 30 ° with respect to the center of the timepiece dial using a 4 mm diameter iron bar as a fulcrum The appearance of the timepiece dial was visually observed, and the appearance was evaluated according to the following four-stage criteria. Bending was performed in both compression / tension directions.
A: No indicators (indicator member, planting material, paint), coating float, peeling, etc. are observed at all.
○: Almost no indicator (indicator member, planting material, paint), float or peeling of the film is observed.
Δ: Indices (indicator member, planting material, paint), coating float, peeling, etc. are slightly observed.
X: Index (index material, planting material, paint), cracking and peeling of coating are clearly recognized.
3−3.熱サイクル試験による評価
前記各実施例および各比較例で製造した各時計用文字板を、以下のような熱サイクル試験に供した。
まず、時計用文字板を、20℃の環境下に1.5時間、次いで、60℃の環境下に2時間、次いで、20℃の環境下に1.5時間、次いで、−20℃の環境下に3時間静置した。その後、再び、環境温度を20℃に戻し、これを1サイクル(8時間)とし、このサイクルを合計3回繰り返した(合計24時間)。
3-3. Evaluation by Thermal Cycle Test Each timepiece dial produced in each of the above Examples and Comparative Examples was subjected to the following thermal cycle test.
First, the watch dial is placed in a 20 ° C. environment for 1.5 hours, then in a 60 ° C. environment for 2 hours, then in a 20 ° C. environment for 1.5 hours, and then in a −20 ° C. environment. It was left to stand for 3 hours. Thereafter, the environmental temperature was returned again to 20 ° C., which was set as one cycle (8 hours), and this cycle was repeated three times in total (24 hours in total).
その後、時計用文字板の外観を目視により観察し、これらの外観を以下の4段階の基準に従い、評価した。
◎:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等が全く認められない。
○:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等がほとんど認められな
い。
△:指標(指標部材、植設材、塗料)、被膜の浮き、剥がれ等がわずかに認められる
。
×:指標(指標部材、植設材、塗料)、被膜のひび割れ、剥離がはっきりと認められ
る。
Thereafter, the appearance of the timepiece dial was visually observed, and the appearance was evaluated according to the following four-stage criteria.
A: No indicators (indicator member, planting material, paint), coating float, peeling, etc. are observed at all.
○: Almost no indicator (indicator member, planting material, paint), float or peeling of the film is observed.
Δ: Indices (indicator member, planting material, paint), coating float, peeling, etc. are slightly observed.
X: Index (index material, planting material, paint), cracking and peeling of coating are clearly recognized.
4.時計用文字板の光透過性評価
前記各実施例および各比較例で製造した各時計用文字板について、以下のような方法により、光透過性を評価した。
まず、太陽電池と各文字板とを暗室にいれた。その後、太陽電池単体でその受光面に対し、所定距離離間した蛍光灯(光源)からの光を入射させた。この際、太陽電池の発電電流をA[mA]とした。次に、前記太陽電池の受光面の上面に文字板を重ね合わせた状態で、前記と同様に所定距離離間した蛍光灯(光源)からの光を入射させた。この状態での、太陽電池の発電電流をB[mA]とした。そして、(B/A)×100で表される時計用文字板の光透過率を算出し、以下の4段階の基準に従い、評価した。時計用文字板の光透過率が大きいほど、時計用文字板の光透過性は優れたものであるといえる。
◎:32%以上。
○:25%以上32%未満。
△:17%以上25%未満。
×:17%未満。
4). Evaluation of light transmittance of timepiece dial The light transmittance of each timepiece dial manufactured in each of the above Examples and Comparative Examples was evaluated by the following method.
First, the solar cell and each dial were placed in a dark room. Thereafter, light from a fluorescent lamp (light source) separated by a predetermined distance was made incident on the light receiving surface of the solar cell alone. At this time, the power generation current of the solar cell was A [mA]. Next, light from a fluorescent lamp (light source) spaced a predetermined distance was made incident in the same manner as described above in a state where the dial plate was superimposed on the upper surface of the light receiving surface of the solar cell. In this state, the generated current of the solar cell was B [mA]. Then, the light transmittance of the timepiece dial represented by (B / A) × 100 was calculated and evaluated according to the following four criteria. It can be said that the larger the light transmittance of the timepiece dial, the better the light transmittance of the timepiece dial.
A: 32% or more.
○: 25% or more and less than 32%.
Δ: 17% or more and less than 25%.
X: Less than 17%.
その後、前記各実施例および各比較例で製造した時計用文字板を用いて、図11に示すような腕時計を製造した。そして、製造された各腕時計を暗室にいれた。その後、時計の文字板側の面(ガラス板側の面)から、所定距離離間した蛍光灯(光源)からの光を入射させた。この際、光の照射強度が次第に大きくなるように照射強度を一定の速度で変化させた。その結果、本発明の時計では、比較的照射強度が小さい場合でもムーブメントが駆動した。 Thereafter, a watch as shown in FIG. 11 was manufactured using the timepiece dial manufactured in each of the above examples and comparative examples. Then, each manufactured wristwatch was put in a dark room. Thereafter, light from a fluorescent lamp (light source) spaced a predetermined distance was made incident from a surface on the dial side (surface on the glass plate) of the watch. At this time, the irradiation intensity was changed at a constant speed so that the irradiation intensity of light gradually increased. As a result, in the timepiece of the present invention, the movement was driven even when the irradiation intensity was relatively small.
5.電波透過性の評価
前記各実施例および各比較例で製造した各時計用文字板について、以下に示すような方法で電波透過性を評価した。
まず、時計ケースと、電波受信用のアンテナを備えた腕時計用内部モジュール(ムーブメント)とを用意した。
次に、時計ケース内に、腕時計用内部モジュール(ムーブメント)および、時計用文字板を組み込み、この状態での電波の受信感度を測定した。
5. Evaluation of radio wave permeability The radio wave permeability of each timepiece dial manufactured in each of the above Examples and Comparative Examples was evaluated by the following method.
First, a watch case and a wristwatch internal module (movement) equipped with an antenna for receiving radio waves were prepared.
Next, a watch internal module (movement) and a watch dial were assembled in the watch case, and the radio wave reception sensitivity in this state was measured.
時計用文字板を組み込まない状態での受信感度を基準とし、文字板を組み込んだ場合における受信感度の低下量(dB)を以下の4段階の基準に従い、評価した。電波の受信感度の低下が低いものほど、文字板の電波透過性は優れたものであるといえる。
◎:感度の低下が認められない(検出限界以下)。
○:感度の低下が0.7dB未満で認められる。
△:感度の低下が0.7dB以上1.0dB未満。
×:感度の低下が1.0dB以上。
これらの結果を表3に示す。
Using the reception sensitivity in a state where the timepiece dial is not incorporated as a reference, the reduction amount (dB) of the reception sensitivity when the dial is incorporated was evaluated according to the following four criteria. It can be said that the lower the radio wave reception sensitivity is, the better the radio wave transmission of the dial is.
A: No decrease in sensitivity is observed (below the detection limit).
○: A decrease in sensitivity is observed at less than 0.7 dB.
(Triangle | delta): The fall of a sensitivity is 0.7 dB or more and less than 1.0 dB.
X: The reduction in sensitivity is 1.0 dB or more.
These results are shown in Table 3.
表3から明らかなように、本発明の時計用文字板は、いずれも、立体感のある優れた美的外観を有するとともに、耐久性にも優れていた。また、開口部の設けられた被膜を有する時計用文字板では、電磁波の透過性にも優れていた。
これに対し、比較例では、満足な結果が得られなかった。すなわち、植設材を用いて指標の形成を行った比較例1、2では、指標の密着性が劣っており、十分な耐久性を有していなかった。また、立体感を向上させる目的で、植設材の高さを高くした比較例2の時計用文字板は、耐久性が特に低いものであった。また、耐久性を向上させる目的で、指標の表示部の幅を細くした比較例2では、足部がはっきりと視認されてしまい、その美的外観はきわめて劣ったものであった。また、印刷により指標を形成した比較例3、4では立体感を十分にはっきさせることができなかった。また、立体感を向上させる目的で、印刷を繰り返し行った比較例4では、印刷層に重ねたインクの一部が基材の表面に流れ落ちてしまい、いわゆるダレを生じた状態となり、形成された指標は不鮮明なものとなっていた。
また、各実施例および各比較例で得られた時計用文字板を用いて、図11に示すような時計を組み立てた。このようにして得られた各時計について、上記と同様の試験、評価を行ったところ、上記と同様の結果が得られた。
As is clear from Table 3, each of the timepiece dials of the present invention had an excellent aesthetic appearance with a three-dimensional effect and was excellent in durability. Further, the timepiece dial having a coating provided with an opening has excellent electromagnetic wave permeability.
On the other hand, in the comparative example, a satisfactory result was not obtained. That is, in Comparative Examples 1 and 2 in which the index was formed using the planting material, the adhesion of the index was inferior and the durability was not sufficient. Moreover, the timepiece dial of Comparative Example 2 in which the height of the planting material was increased for the purpose of improving the three-dimensional effect was particularly low in durability. Further, in Comparative Example 2 in which the width of the indicator display portion was narrowed for the purpose of improving durability, the foot portion was clearly visually recognized, and its aesthetic appearance was extremely inferior. Further, in Comparative Examples 3 and 4 in which the index was formed by printing, the three-dimensional effect could not be sufficiently clear. Further, in Comparative Example 4 in which printing was repeatedly performed for the purpose of improving the three-dimensional effect, a part of the ink superimposed on the printing layer flowed down to the surface of the base material, resulting in a so-called sagging state and formed. The indicator was unclear.
Further, a timepiece as shown in FIG. 11 was assembled using the timepiece dials obtained in each Example and each Comparative Example. Each timepiece thus obtained was tested and evaluated in the same manner as described above, and the same results as described above were obtained.
1…時計用文字板 2…基材(基板) 21…第1の面 22…第2の面 23…樹脂材料 3…指標部材 31…埋設部 32…表示部 33…凹部 4…被膜 41…開口部 50…軸 6…成形装置 7…成形型 71…上型 711…型部 712…排出孔 72…下型 721…型部 722…凹部 8…ボックス 81…蓋体 811…シール部材 82…枠体 821…排出管 822…配管 823…バルブ 824…真空ポンプ 83…中空部 9…樹脂供給手段 91…ランナ 92…ゲート 93…配管 94…樹脂材料供給装置 11…太陽電池 101…ムーブメント 102…胴(ケース) 103…裏蓋 104…ベゼル(縁) 105…ガラス板(カバーガラス) 106…巻真パイプ 107…りゅうず 1071…軸部 1072…溝 108…プラスチックパッキン 109…プラスチックパッキン 113…ゴムパッキン(りゅうずパッキン) 114…ゴムパッキン(裏蓋パッキン) 115…接合部(シール部) 100…腕時計(携帯時計)
DESCRIPTION OF SYMBOLS 1 ...
Claims (9)
成形型の所定の部位に前記指標部材を設置する指標部材設置工程と、
前記指標部材が設置された前記成形型に、流動性を有する樹脂材料を付与する樹脂材料付与工程と、
前記樹脂材料を固化させる固化工程とを有することを特徴とする時計用文字板の製造方法。 A method for manufacturing a timepiece dial in which a part of an indicator member is embedded in a plastic base material,
An indicator member installation step of installing the indicator member in a predetermined part of the mold; and
A resin material application step of applying a resin material having fluidity to the mold in which the indicator member is installed;
A method for manufacturing a timepiece dial, comprising: a solidifying step for solidifying the resin material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006353507A JP5007562B2 (en) | 2006-12-27 | 2006-12-27 | Manufacturing method of timepiece dial, timepiece dial and timepiece |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006353507A JP5007562B2 (en) | 2006-12-27 | 2006-12-27 | Manufacturing method of timepiece dial, timepiece dial and timepiece |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008164401A true JP2008164401A (en) | 2008-07-17 |
| JP5007562B2 JP5007562B2 (en) | 2012-08-22 |
Family
ID=39694110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006353507A Expired - Fee Related JP5007562B2 (en) | 2006-12-27 | 2006-12-27 | Manufacturing method of timepiece dial, timepiece dial and timepiece |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5007562B2 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012157073A1 (en) * | 2011-05-17 | 2012-11-22 | 伊藤光学工業株式会社 | Surface-treated mold and mold surface treatment method |
| JP2013513247A (en) * | 2009-12-08 | 2013-04-18 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | Circuit module and method of manufacturing the circuit module |
| JP2016075702A (en) * | 2011-07-20 | 2016-05-12 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | Method for inserting decoration in external timepiece element deposited by electroforming, and external element made by this method |
| KR20160076984A (en) * | 2014-12-23 | 2016-07-01 | 더 스와치 그룹 리서치 앤 디벨롭먼트 엘티디 | Method for fabricating a display dial for a portable object such as a timepiece and display dial obtained thereby |
| CN109770883A (en) * | 2019-03-18 | 2019-05-21 | 江苏鹿得医疗电子股份有限公司 | The manufacturing method of pointer instrument |
| CN109875536A (en) * | 2019-03-18 | 2019-06-14 | 江苏鹿得医疗电子股份有限公司 | Pointer instrument and its manufacturing device |
| JP2021515204A (en) * | 2018-03-29 | 2021-06-17 | ウーテーアー・エス・アー・マニファクチュール・オロロジェール・スイス | Methods and systems for manufacturing at least one timekeeping element intended to be mounted on a timekeeping component |
| JP2022187980A (en) * | 2021-06-08 | 2022-12-20 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | Method of manufacturing luminescent horological components |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51101573A (en) * | 1975-03-04 | 1976-09-08 | Yamamoto Kinzoku Kogyo Kk | TOKEIYOMOJIBANOYOBISONOSEIZOHOHO |
| JPH07223235A (en) * | 1994-02-14 | 1995-08-22 | Meiki Co Ltd | Continuous molding device for thermosetting resin product |
| JP2001293752A (en) * | 2000-04-10 | 2001-10-23 | Denso Corp | Method for insert molding for resin |
| JP2005214903A (en) * | 2004-01-30 | 2005-08-11 | Kawaguchiko Seimitsu Co Ltd | Method of manufacturing dial with index, and dial with index manufactured using the same |
-
2006
- 2006-12-27 JP JP2006353507A patent/JP5007562B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51101573A (en) * | 1975-03-04 | 1976-09-08 | Yamamoto Kinzoku Kogyo Kk | TOKEIYOMOJIBANOYOBISONOSEIZOHOHO |
| JPH07223235A (en) * | 1994-02-14 | 1995-08-22 | Meiki Co Ltd | Continuous molding device for thermosetting resin product |
| JP2001293752A (en) * | 2000-04-10 | 2001-10-23 | Denso Corp | Method for insert molding for resin |
| JP2005214903A (en) * | 2004-01-30 | 2005-08-11 | Kawaguchiko Seimitsu Co Ltd | Method of manufacturing dial with index, and dial with index manufactured using the same |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9462696B2 (en) | 2009-12-08 | 2016-10-04 | Robert Bosch Gmbh | Circuit module and method for producing such a circuit module |
| JP2013513247A (en) * | 2009-12-08 | 2013-04-18 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | Circuit module and method of manufacturing the circuit module |
| JP5745623B2 (en) * | 2011-05-17 | 2015-07-08 | 伊藤光学工業株式会社 | Surface treatment mold and mold surface treatment method |
| WO2012157073A1 (en) * | 2011-05-17 | 2012-11-22 | 伊藤光学工業株式会社 | Surface-treated mold and mold surface treatment method |
| JPWO2012157073A1 (en) * | 2011-05-17 | 2014-07-31 | 伊藤光学工業株式会社 | Surface treatment mold and mold surface treatment method |
| JP2016075702A (en) * | 2011-07-20 | 2016-05-12 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | Method for inserting decoration in external timepiece element deposited by electroforming, and external element made by this method |
| KR20160076984A (en) * | 2014-12-23 | 2016-07-01 | 더 스와치 그룹 리서치 앤 디벨롭먼트 엘티디 | Method for fabricating a display dial for a portable object such as a timepiece and display dial obtained thereby |
| KR101873090B1 (en) | 2014-12-23 | 2018-06-29 | 더 스와치 그룹 리서치 앤 디벨롭먼트 엘티디 | Method for fabricating a display dial for a portable object such as a timepiece and display dial obtained thereby |
| JP2021515204A (en) * | 2018-03-29 | 2021-06-17 | ウーテーアー・エス・アー・マニファクチュール・オロロジェール・スイス | Methods and systems for manufacturing at least one timekeeping element intended to be mounted on a timekeeping component |
| CN109770883A (en) * | 2019-03-18 | 2019-05-21 | 江苏鹿得医疗电子股份有限公司 | The manufacturing method of pointer instrument |
| CN109875536A (en) * | 2019-03-18 | 2019-06-14 | 江苏鹿得医疗电子股份有限公司 | Pointer instrument and its manufacturing device |
| JP2022187980A (en) * | 2021-06-08 | 2022-12-20 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | Method of manufacturing luminescent horological components |
| JP7487254B2 (en) | 2021-06-08 | 2024-05-20 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | Method for manufacturing a luminous timepiece component and luminous timepiece component - Patents.com |
| US12129355B2 (en) | 2021-06-08 | 2024-10-29 | The Swatch Group Research And Development Ltd | Method for manufacturing a luminescent horological component |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5007562B2 (en) | 2012-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5007562B2 (en) | Manufacturing method of timepiece dial, timepiece dial and timepiece | |
| JP3659354B1 (en) | Decorative product, method of manufacturing decorative product, and watch | |
| JP2011230506A (en) | Ceramic element inlaid with at least one metallic decoration | |
| JP5703885B2 (en) | Watch dial, watch dial manufacturing method and watch | |
| JP2008150660A (en) | Method for manufacturing ornament, ornament and timepiece | |
| EP2476025B1 (en) | Method for manufacturing stamper for injection molding | |
| JP2009216517A (en) | Method for manufacturing timepiece dial, timepiece dial, and timepiece | |
| JP2009079941A (en) | Timepiece dial and timepiece | |
| JP2006274444A (en) | Production method of ornament, ornament, and watch | |
| JP2008020265A (en) | Accessory, its manufacturing method, and timepiece | |
| JP2010185722A (en) | Timepiece dial and timepiece | |
| JP2008286650A (en) | Timepiece dial and timepiece | |
| JP2008185366A (en) | Timepiece dial and timepiece | |
| JP2005232516A (en) | Ornament and watch | |
| JP2008134156A (en) | Timepiece | |
| JP2009236640A (en) | Method of manufacturing timepiece dial plate, timepiece dial plate and timepiece | |
| JP2010107322A (en) | Timepiece dial and timepiece | |
| JP2010216898A (en) | Method for manufacturing dial for timepiece, dial for timepiece, and timepiece | |
| JP2009210358A (en) | Dial plate for timepiece, method of manufacturing dial plate for timepiece, and timepiece | |
| JP2010139277A (en) | Timepiece dial, method for manufacturing the same, and timepiece | |
| JP2008157827A (en) | Dial plate for timepiece, and the timepiece | |
| JP2010139278A (en) | Timepiece dial, method for manufacturing the same, and timepiece | |
| JP2008164528A (en) | Timepiece dial and timepiece | |
| JP2010101712A (en) | Timepiece dial and timepiece | |
| JP2008020313A (en) | Accessory, its manufacturing method, and timepiece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120514 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5007562 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |