JP2007263463A - 熱間等方圧プレス方法および装置 - Google Patents
熱間等方圧プレス方法および装置 Download PDFInfo
- Publication number
- JP2007263463A JP2007263463A JP2006088938A JP2006088938A JP2007263463A JP 2007263463 A JP2007263463 A JP 2007263463A JP 2006088938 A JP2006088938 A JP 2006088938A JP 2006088938 A JP2006088938 A JP 2006088938A JP 2007263463 A JP2007263463 A JP 2007263463A
- Authority
- JP
- Japan
- Prior art keywords
- pressure vessel
- pressure
- cooling
- fan
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/001—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a flexible element, e.g. diaphragm, urged by fluid pressure; Isostatic presses
- B30B11/002—Isostatic press chambers; Press stands therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/002—Apparatus for washing concrete for decorative purposes or similar surface treatments for exposing the texture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/28—Cores; Mandrels
- B28B7/30—Cores; Mandrels adjustable, collapsible, or expanding
- B28B7/32—Cores; Mandrels adjustable, collapsible, or expanding inflatable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Powder Metallurgy (AREA)
- Press Drives And Press Lines (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
【課題】HIP装置の占有時間を短縮することができる熱間等方圧プレス方法および装置を提供する。
【解決手段】高圧容器2内に処理対象物Wを収容し高圧容器内を高温高圧の不活性ガスで満たして処理対象物の処理を行う熱間等方圧プレス方法であって、高圧容器内を所定時間高温高圧に維持した後の冷却において、液体不活性ガスを高圧容器内に供給する冷却工程を有する。
【選択図】 図3
【解決手段】高圧容器2内に処理対象物Wを収容し高圧容器内を高温高圧の不活性ガスで満たして処理対象物の処理を行う熱間等方圧プレス方法であって、高圧容器内を所定時間高温高圧に維持した後の冷却において、液体不活性ガスを高圧容器内に供給する冷却工程を有する。
【選択図】 図3
Description
本発明は、高温高圧の不活性ガス雰囲気下において、例えば異種材料の拡散接合を行う熱間等方圧プレス方法および熱間等方圧プレス装置に関する。
熱間等方圧プレス法(以下「HIP法」ということがある)は、数10〜数100MPaの高圧ガス雰囲気下において処理対象物の再結晶温度以上の高温で処理することにより、鋳造製品中およびセラミックス等の焼結製品中の残留気孔を消滅させる技術として、機械的特性の向上、特性のバラツキの低減、および歩留まり向上などの効果が確認され、広く工業的に使用されるに至っている。
このような目的で使用される通常の熱間等方圧プレス装置(以下「HIP装置」ということがある)の構造は、図18に示されるように、縦形円筒状の高圧容器101の内部に抵抗線加熱方式の電気炉が収納された構造となっている。高圧容器内部には、処理室を取り囲むように抵抗線加熱方式のヒータ102,102,102が上下方向に複数段に分割されて配置されている。これは、高圧のガスの激しい自然対流によって上部が高温で下部が低温という温度分布が発生しやすいために、上下方向全体に渡って加熱することにより均熱性を確保するためである。また、ガスの自然対流は処理室103を加熱昇温するための熱が過度に系外に放散される要因ともなるため、これを効率よく抑制できるように底付き円筒形状の断熱構造体104で処理室103とヒータ102,102,102とを取囲む構造が最適の方法として多く採用されている。断熱構造体104を通過して高圧容器101に伝達された熱は、水冷ジャケット部105を流れる冷却水により除去される。
このような目的で使用される通常の熱間等方圧プレス装置(以下「HIP装置」ということがある)の構造は、図18に示されるように、縦形円筒状の高圧容器101の内部に抵抗線加熱方式の電気炉が収納された構造となっている。高圧容器内部には、処理室を取り囲むように抵抗線加熱方式のヒータ102,102,102が上下方向に複数段に分割されて配置されている。これは、高圧のガスの激しい自然対流によって上部が高温で下部が低温という温度分布が発生しやすいために、上下方向全体に渡って加熱することにより均熱性を確保するためである。また、ガスの自然対流は処理室103を加熱昇温するための熱が過度に系外に放散される要因ともなるため、これを効率よく抑制できるように底付き円筒形状の断熱構造体104で処理室103とヒータ102,102,102とを取囲む構造が最適の方法として多く採用されている。断熱構造体104を通過して高圧容器101に伝達された熱は、水冷ジャケット部105を流れる冷却水により除去される。
HIP法における通常の処理は、はじめにHIP装置内部の空気を除去するための真空引きおよびガス置換を行い、続いて昇温および昇圧、温度および圧力を所定の状態に保持、ならびに取り出しのための降温および減圧を行う工程からなっている。HIP法では、これら全体の工程の処理時間(サイクルタイム)が長いために高価な高圧容器の処理能力が低下して処理コストの上昇を招き、サイクルタイムの短縮化はHIP法の広範な展開を図るうえで工業生産上の大きな課題となっていた。
とくに、冷却が緩慢なためにサイクルタイムにおける冷却工程の占める時間が長いことが問題視され、これを改善するための急速冷却技術が急速に進歩して、現在では処理室の直径が1mを越えるようなHIP装置において、急速冷却を行うことが一般化している。
とくに、冷却が緩慢なためにサイクルタイムにおける冷却工程の占める時間が長いことが問題視され、これを改善するための急速冷却技術が急速に進歩して、現在では処理室の直径が1mを越えるようなHIP装置において、急速冷却を行うことが一般化している。
急速冷却の方法としては、ガスの密度差により発生する自然対流を利用する方法(特許文献1)、および高圧容器の内部にファンやポンプを設置してガスの自然対流に加えて強制的な対流を生じさせる方法(特許文献2)が提案されている。しかしながら、これらの方法では処理室の内部において上側がより高温になり温度分布が発生し易いことが懸念され、この問題を改善するために2つの独立に制御可能なファンを設けて、処理室内部の均熱化と冷却速度の制御とを個別に行うことができる装置も提案されている(特許文献3、図1)。
米国特許第4,217,087号
実公平3−34638号公報
特表2000−501780号公報
さて、一般に冷却速度を大きくするには除去熱量を大きくすることが必要であり、HIP装置における冷却媒体として水が用いられており、通常は、特許文献1〜3に記載されているように耐圧円筒の外面に装着された水冷ジャケットに冷却水を導入して耐圧円筒を介して放熱させる方式が採用されている。しかし、除去熱量は冷却対象物の温度と冷却水温度との差にほぼ比例し、処理室内の温度が低下すると冷却水による除去熱量は急激に減少するので、特許文献1〜3に記載されているような方式においても、HIP装置の占有時間(サイクルタイム)が長くならないようにするには、完全に冷却される前に処理品をHIP装置から取り出して大気中で数時間冷却せざるを得ない場合があるという問題が残されていた。
本発明は、上述の問題に鑑みてなされたもので、HIP装置の占有時間を短縮することができる熱間等方圧プレス方法および装置を提供することを目的とする。
前記目的を達成するため、本発明においては以下の技術的手段を講じた。
すなわち、本発明に係る熱間等方圧プレス方法は、高圧容器内に処理対象物を収容し前記高圧容器内を高温高圧の不活性ガスで満たして前記処理対象物の処理を行う熱間等方圧プレス方法であって、前記耐圧容器内を所定時間高温高圧に維持した後の冷却において、液体不活性ガスを前記耐圧容器内に供給する冷却工程を有する。
好ましくは、前記冷却工程において、前記耐圧容器内に設けられたファンを回転させて前記耐圧容器内の不活性ガスを撹拌する。
すなわち、本発明に係る熱間等方圧プレス方法は、高圧容器内に処理対象物を収容し前記高圧容器内を高温高圧の不活性ガスで満たして前記処理対象物の処理を行う熱間等方圧プレス方法であって、前記耐圧容器内を所定時間高温高圧に維持した後の冷却において、液体不活性ガスを前記耐圧容器内に供給する冷却工程を有する。
好ましくは、前記冷却工程において、前記耐圧容器内に設けられたファンを回転させて前記耐圧容器内の不活性ガスを撹拌する。
好ましくは、前記耐圧容器内への前記液体不活性ガスの前記耐圧容器内への供給をクライオジェニックポンプを用いて行う。
本発明に係る熱間等方圧プレス装置は、処理対象物を収容し高温高圧の不活性ガスにより前記処理対象物の処理を行うための高圧容器を有する熱間等方圧プレス装置であって、液体不活性ガスを前記高圧容器内に供給する液体不活性ガス供給手段を有する
。
好ましくは、前記耐圧容器内にファンが設けられる。
本発明に係る熱間等方圧プレス装置は、処理対象物を収容し高温高圧の不活性ガスにより前記処理対象物の処理を行うための高圧容器を有する熱間等方圧プレス装置であって、液体不活性ガスを前記高圧容器内に供給する液体不活性ガス供給手段を有する
。
好ましくは、前記耐圧容器内にファンが設けられる。
好ましくは、前記高圧容器は、外面が前記高圧容器の内面と間隔を設けて収容された隔離室形成体と、外面が前記隔離室形成体の内面と間隔を設けて前記隔離室形成体内に収容された処理室形成体と、を有し、前記隔離室形成体は、上端または下端の一方が開放されまたは前記一方に内外を連通させる通路が設けられ、かつ上端または下端の他方に内外を連通させる通路と当該通路の開閉弁が設けられており、前記処理室形成体は、上端または下端の一方が開放されまたは当該一方に内外を連通させる通路が設けられ、かつ上端または下端の他方に前記ファンが換気のために設けられてなる。
または、好ましくは、前記高圧容器は、外面が前記高圧容器の内面と間隔を設けて収容された隔離室形成体と、外面が前記隔離室形成体の内面と間隔を設けて前記隔離室形成体内に収容された処理室形成体と、を有し、前記隔離室形成体は、上端または下端の一方が開放されまたは前記一方に内外を連通させる通路が設けられ、かつ上端または下端の他方に回転方向の正逆切替により流れ方向が反転する冷却用ファンが設けられており、前記処理室形成体は、上端または下端の一方が開放されまたは当該一方に内外を連通させる通路が設けられ、かつ上端または下端の他方に前記ファンが換気のために設けられてなる。
好ましくは、前記ファンおよび前記冷却用ファンの回転が、別個独立して制御可能に構成される。
また、好ましくは、前記液体不活性ガス供給手段がクライオジェニックポンプである。
また、好ましくは、前記液体不活性ガス供給手段がクライオジェニックポンプである。
本発明によると、HIP装置の占有時間を短縮することができる熱間等方圧プレス方法および装置を提供することができる。
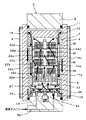
図1は本発明に係る熱間等方圧プレス装置1(以下「HIP装置」ということがある)の概略図、図2は高圧容器2の正面断面図である。
図1において、熱間等方圧プレス装置1は、高圧容器2および不活性媒体供給装置3などからなる。
図2を参照して、高圧容器2は、耐圧円筒4、上蓋5、下蓋6および断熱構造体7などからなる。
耐圧円筒4は、上端が上蓋5により閉じられ下端が下蓋6により閉じられて、圧力が1000MPa以上に耐えることができる耐圧容器をこれらとともに構成する。耐圧円筒4の外周には、冷却水を流通させるためのジャケット8が設けられている。下蓋6の内部には、高圧容器2の外部と内部とを連通させる別個の2つの連通路9a,9bが設けられている。
図1において、熱間等方圧プレス装置1は、高圧容器2および不活性媒体供給装置3などからなる。
図2を参照して、高圧容器2は、耐圧円筒4、上蓋5、下蓋6および断熱構造体7などからなる。
耐圧円筒4は、上端が上蓋5により閉じられ下端が下蓋6により閉じられて、圧力が1000MPa以上に耐えることができる耐圧容器をこれらとともに構成する。耐圧円筒4の外周には、冷却水を流通させるためのジャケット8が設けられている。下蓋6の内部には、高圧容器2の外部と内部とを連通させる別個の2つの連通路9a,9bが設けられている。
断熱構造体7は、構造体本体10、蓋11、下蓋カバー12、整流筒13、棚板14a〜14d、ヒータ15、撹拌装置16および冷却制御弁17などからなる。
図2において、構造体本体10は、耐圧円筒4の内径よりも小さな外径を有する円筒であって、上端が蓋11と一体化され、下端が下蓋カバー12と一体化されている。構造体本体10と蓋11との接合部分には、構造体本体10の内外を連通させる上部ガス通路18,18が複数設けられている。構造体本体10と下蓋カバー12との接合部分には、構造体本体10の内外を連通させる下部ガス通路19,19が複数設けられている。構造体本体10は、下蓋カバー12を介して高圧容器2に載置されている。
図2において、構造体本体10は、耐圧円筒4の内径よりも小さな外径を有する円筒であって、上端が蓋11と一体化され、下端が下蓋カバー12と一体化されている。構造体本体10と蓋11との接合部分には、構造体本体10の内外を連通させる上部ガス通路18,18が複数設けられている。構造体本体10と下蓋カバー12との接合部分には、構造体本体10の内外を連通させる下部ガス通路19,19が複数設けられている。構造体本体10は、下蓋カバー12を介して高圧容器2に載置されている。
整流筒13は、構造体本体10の内径よりも小さな外径を有する円筒状であって、構造体本体10の内側に、上端が蓋11の内面との間に間隙を有するようにして収容される。整流筒13の上端は開放され下端は閉じられている。閉じられた下端の中央部には略円形のファン孔20が設けられている。整流筒13は、その内部に下端からほぼ等間隔で水平に配置された棚板14a〜14dを4つ有している。棚板14a〜14dは、熱間等方圧プレス処理(以下「HIP処理」ということがある)が行われる処理対象物Wを載置するためのものである。最も下の棚板14aと下端との間にはヒータ15が設けられている。整流筒13は、図示しないブラケット等により構造体本体10に固定されている。なお、以下の説明において整流筒13の内側を「処理室21」という。
棚板14a〜14dは、それぞれに上下に貫通する多数の孔22a,…,22a,22b,…,22b,22c,…,22c,22d,…,22dが設けられて、整流筒13内において気体が上下方向に支障なく移動できるように構成されている。
撹拌装置16は、ファン23およびモータ24からなる。ファン23は、処理室21を換気するためのものであり、傾斜羽根を有する一般的なプロペラファンであってファン孔20に配置される。ファン23は、下方に配置されたモータ24に駆動軸により接続されて駆動される。モータ24は、下蓋6に設けられたモータ孔25に収容され、モータ孔25の底面との間に配された冷却制御弁駆動バネ26によって上方に付勢されている。
撹拌装置16は、ファン23およびモータ24からなる。ファン23は、処理室21を換気するためのものであり、傾斜羽根を有する一般的なプロペラファンであってファン孔20に配置される。ファン23は、下方に配置されたモータ24に駆動軸により接続されて駆動される。モータ24は、下蓋6に設けられたモータ孔25に収容され、モータ孔25の底面との間に配された冷却制御弁駆動バネ26によって上方に付勢されている。
一般に、熱間等方圧プレス装置の高圧容器は、高温になったときに下蓋近傍に温度の低いガスが滞留し易いという特徴があるので、下蓋6にモータ24を配置することでモータ24近傍の温度をモータ24の耐熱温度以下に容易に維持することができる。なお、モータ24の下方への移動は図示しない駆動装置、例えばガス圧駆動、油圧駆動、または電動モータ駆動などにより行われる。
冷却制御弁17は、底板27と弁体部材28とにより形成される。底板27は、円板の中心部に円形の孔29が設けられたものであり、円形の孔29の端縁近傍が弁座の働きをする。底板27は、整流筒13の下方において略水平に構造体本体10に固定されている。弁体部材28は、肉厚円板状の弁体部30と弁体部30の下面中心から下方に突出した円柱状の支持部31とからなり、その中心を貫通孔32が貫通している。
冷却制御弁17は、底板27と弁体部材28とにより形成される。底板27は、円板の中心部に円形の孔29が設けられたものであり、円形の孔29の端縁近傍が弁座の働きをする。底板27は、整流筒13の下方において略水平に構造体本体10に固定されている。弁体部材28は、肉厚円板状の弁体部30と弁体部30の下面中心から下方に突出した円柱状の支持部31とからなり、その中心を貫通孔32が貫通している。
弁体部材28は、貫通孔32に駆動軸を貫通させて支持部31の突出した端がモータ24に固定されている。つまり、弁体部材28は、ファン23およびモータ24と一体となって高圧容器2内を上下動可能に構成されている。そして、弁体部材28は、弁体部30の上面の縁周辺部が底板27の孔29の端縁近傍に当接しまたは離れることにより、孔29の開閉を行う。弁体部30の上面の縁周辺部には、冷却制御弁17が閉じたときの気密性を保持するためにシールリング33が設けられている。
底板27と下蓋カバー12との間には、連通路9aに連通するアルゴンガス注入口34と液体アルゴン注入口35とが開口している。
底板27と下蓋カバー12との間には、連通路9aに連通するアルゴンガス注入口34と液体アルゴン注入口35とが開口している。
本発明における隔離室形成体は、構造体本体10および蓋11により構成される。
本発明における処理室形成体は、整流筒13により実現される。
不活性媒体供給装置3は、気体アルゴン供給部36、気体アルゴン供給ライン37、液化アルゴン供給部38、液化アルゴン供給ライン39および排出ライン40からなる。
気体アルゴン供給部36は、アルゴンガスを充填した複数(25本または30本)のボンベを集合配管で接続して取り出し口を1つとした図示しないカードルと、カードルの取り出し口に接続された図示しな減圧弁および安全弁とで構成される。気体アルゴン供給部36から供給されるアルゴンガスは、気体アルゴン供給ライン37によって高圧容器2に供給される。
本発明における処理室形成体は、整流筒13により実現される。
不活性媒体供給装置3は、気体アルゴン供給部36、気体アルゴン供給ライン37、液化アルゴン供給部38、液化アルゴン供給ライン39および排出ライン40からなる。
気体アルゴン供給部36は、アルゴンガスを充填した複数(25本または30本)のボンベを集合配管で接続して取り出し口を1つとした図示しないカードルと、カードルの取り出し口に接続された図示しな減圧弁および安全弁とで構成される。気体アルゴン供給部36から供給されるアルゴンガスは、気体アルゴン供給ライン37によって高圧容器2に供給される。
気体アルゴン供給ライン37は、圧縮機41および第1塞止弁42などを有し、気体アルゴン供給部36から供給されるアルゴンガスを所定の圧力にまで昇圧して高圧容器2の連通路9aに供給する。
液化アルゴン供給部38は、安全弁を装備する真空断熱構造の図示しない貯蔵タンクで構成される。液化アルゴン供給部38から供給される液体アルゴンは、液化アルゴン供給ライン39によって高圧容器2に供給される。
液化アルゴン供給ライン39は、クライオジェニックポンプ43および第2塞止弁44などを有し、液化アルゴン供給部38から供給される液体アルゴンを高圧容器2の連通路9bに供給する。
液化アルゴン供給部38は、安全弁を装備する真空断熱構造の図示しない貯蔵タンクで構成される。液化アルゴン供給部38から供給される液体アルゴンは、液化アルゴン供給ライン39によって高圧容器2に供給される。
液化アルゴン供給ライン39は、クライオジェニックポンプ43および第2塞止弁44などを有し、液化アルゴン供給部38から供給される液体アルゴンを高圧容器2の連通路9bに供給する。
なお、クライオジェニックポンプとは、極低温の液化ガスを高い圧力で吐出することが可能なポンプであり、一般に市販されている公知のものである。
排出ライン40は、高圧容器2からアルゴンガスを回収しまたは放出するためのラインであり、一端が連通路9aに連通し、第3塞止弁45を経由したのち、気体アルゴン供給部36に連通するラインと第4塞止弁46を経由して大気放出するラインとに分岐している。
次に、熱間等方圧プレス装置1により、温度約1200℃、圧力約100MPaの処理条件で行われるニッケル基超合金材料のHIP処理について説明する。
排出ライン40は、高圧容器2からアルゴンガスを回収しまたは放出するためのラインであり、一端が連通路9aに連通し、第3塞止弁45を経由したのち、気体アルゴン供給部36に連通するラインと第4塞止弁46を経由して大気放出するラインとに分岐している。
次に、熱間等方圧プレス装置1により、温度約1200℃、圧力約100MPaの処理条件で行われるニッケル基超合金材料のHIP処理について説明する。
図3はHIP処理のフローチャート、図4はHIP処理の温度および圧力変化を示す図、図5ないし図8は高圧容器2内のアルゴンの動きを示す図である。
初めに、上蓋5および断熱構造体7の蓋11が上方に移動されて、処理対象物Wが処理室21の各棚板14a〜14dに載置される。蓋11が閉じられ、高圧容器2の上蓋5が高圧に耐えられるように留意して閉じられる(#11)。
続いて気体アルゴン供給ライン37に接続された図示しない真空ポンプにより高圧容器2内の空気を排気する(#12)。高圧容器2または真空ポンプへのラインに取り付けられた図示しない真空計が所定の圧力以下になったら排気作業を終了し、気体アルゴン供給部36において約1MPaに減圧されたアルゴンガスを第3塞止弁45および連通路9aを経由して高圧容器2内に注入する。高圧容器2に取り付けられた図示しない圧力計の圧力が気体アルゴン供給部36におけるアルゴンガスの供給圧に略等しくなったら、アルゴンガスの注入を停止し、第4塞止弁46を開にして高圧容器2内のアルゴンガスを排出ライン40により放出する。高圧容器2内の残留空気をアルゴンガスに置換するこのような作業を2回または3回行う(#13)。
初めに、上蓋5および断熱構造体7の蓋11が上方に移動されて、処理対象物Wが処理室21の各棚板14a〜14dに載置される。蓋11が閉じられ、高圧容器2の上蓋5が高圧に耐えられるように留意して閉じられる(#11)。
続いて気体アルゴン供給ライン37に接続された図示しない真空ポンプにより高圧容器2内の空気を排気する(#12)。高圧容器2または真空ポンプへのラインに取り付けられた図示しない真空計が所定の圧力以下になったら排気作業を終了し、気体アルゴン供給部36において約1MPaに減圧されたアルゴンガスを第3塞止弁45および連通路9aを経由して高圧容器2内に注入する。高圧容器2に取り付けられた図示しない圧力計の圧力が気体アルゴン供給部36におけるアルゴンガスの供給圧に略等しくなったら、アルゴンガスの注入を停止し、第4塞止弁46を開にして高圧容器2内のアルゴンガスを排出ライン40により放出する。高圧容器2内の残留空気をアルゴンガスに置換するこのような作業を2回または3回行う(#13)。
気体アルゴン供給部36からのアルゴンガスの供給圧を約10MPaに設定し、アルゴンガスを第3塞止弁45を経由して高圧容器2に注入する(差圧注入、#14)。
高圧容器2内の圧力とアルゴンガスの供給圧とがほぼ等しくなり高圧容器2内の圧力上昇が停止したら、ヒータ15に通電して加熱を開始するとともに、第3塞止弁45を閉じ第1塞止弁42を開いて圧縮機41を駆動させて昇圧したアルゴンガスを高圧容器2内に供給する(#15)。また、モータ24を起動しファン23を回転させる。
アルゴンガス注入口34から高圧容器2内に供給されたアルゴンガスは、図5を参照して、下部ガス通路19,19から耐圧円筒4と断熱構造体7との間を上昇し、上部ガス通路18,18から断熱構造体7の内部に進入する。断熱構造体7の内部では、アルゴンガスは、ファン23の回転による強制対流とヒータ加熱による自然対流とによって、処理室21内の上昇ガスフローおよび処理室21外の下降ガスフローを形成し、処理室21の内外を循環する。つまり、処理室21外の下降ガスフローは断熱構造体7の下端部近傍の底板27に当って内側への流れとなり、ファン23に吸い込まれて処理対象物Wが収納された処理室21を循環して、均熱状態を実現させる。
高圧容器2内の圧力とアルゴンガスの供給圧とがほぼ等しくなり高圧容器2内の圧力上昇が停止したら、ヒータ15に通電して加熱を開始するとともに、第3塞止弁45を閉じ第1塞止弁42を開いて圧縮機41を駆動させて昇圧したアルゴンガスを高圧容器2内に供給する(#15)。また、モータ24を起動しファン23を回転させる。
アルゴンガス注入口34から高圧容器2内に供給されたアルゴンガスは、図5を参照して、下部ガス通路19,19から耐圧円筒4と断熱構造体7との間を上昇し、上部ガス通路18,18から断熱構造体7の内部に進入する。断熱構造体7の内部では、アルゴンガスは、ファン23の回転による強制対流とヒータ加熱による自然対流とによって、処理室21内の上昇ガスフローおよび処理室21外の下降ガスフローを形成し、処理室21の内外を循環する。つまり、処理室21外の下降ガスフローは断熱構造体7の下端部近傍の底板27に当って内側への流れとなり、ファン23に吸い込まれて処理対象物Wが収納された処理室21を循環して、均熱状態を実現させる。
ファン23は、小型でも風量の大きな軸流(アキシャル)タイプのものを使用するのが好ましい。
各棚板14a〜14dにはそれぞれれ多数の孔22a,…,22a,22b,…,22b,22c,…,22c,22d,…,22dが設けられているので、アルゴンガスの循環は棚板14a〜14dに妨げられることなく順調に行われ、処理対象物Wは効率よく加熱される。
図示しない圧力計により計測された高圧容器2内の圧力が所定圧力(100MPa)に達したら、第1塞止弁42を閉じて気体アルゴン供給ライン37からのアルゴンガスの供給を停止する。また、図示しない温度計により計測された処理室21の温度が所定温度(1200℃)になったら昇温を停止してヒータ15のオンオフによる温度保持に切り替える。
各棚板14a〜14dにはそれぞれれ多数の孔22a,…,22a,22b,…,22b,22c,…,22c,22d,…,22dが設けられているので、アルゴンガスの循環は棚板14a〜14dに妨げられることなく順調に行われ、処理対象物Wは効率よく加熱される。
図示しない圧力計により計測された高圧容器2内の圧力が所定圧力(100MPa)に達したら、第1塞止弁42を閉じて気体アルゴン供給ライン37からのアルゴンガスの供給を停止する。また、図示しない温度計により計測された処理室21の温度が所定温度(1200℃)になったら昇温を停止してヒータ15のオンオフによる温度保持に切り替える。
高圧容器2内は、アルゴンガスが封入されて処理室21内の温度が略一定の状態で所定時間保持される(#16)。このような圧力および温度の保持状態においても、断熱構造体7内のアルゴンガスはファン23により循環し、被処理品は高圧ガスフローにより加熱され高温に維持される。
この工程(#16)では、ガスフローはヒータ15によって加熱されて軽くなった高圧ガスの上昇流によって自然発生的に図6に示されるようなループを描いて流れる。ファン23はこのガスフローを促進するためのものであり、ファン23を逆転させることによりガスフローを弱くすることも可能である。いずれにしても均熱化を達成するのに自然対流を強制対流により助長する、いわば自然現象を利用するという点で、優れた加熱手法である。
この工程(#16)では、ガスフローはヒータ15によって加熱されて軽くなった高圧ガスの上昇流によって自然発生的に図6に示されるようなループを描いて流れる。ファン23はこのガスフローを促進するためのものであり、ファン23を逆転させることによりガスフローを弱くすることも可能である。いずれにしても均熱化を達成するのに自然対流を強制対流により助長する、いわば自然現象を利用するという点で、優れた加熱手法である。
高圧容器2内の圧力および処理室21の温度を所定時間保持した後、冷却を行う。
冷却工程は、温度に応じて少なくとも3段階に分けて実施される。まず最初の冷却は、保持終了時すなわち高圧容器2内にアルゴンガスを閉じこめた状態で、ヒータ15による加熱を完全に停止して開始される。断熱構造体7内のアルゴンガスは、ファン23によって図6に示されるように断熱構造体7の内部を循環し、構造体本体10および蓋11を経由する熱伝導による放熱によって冷却される。処理対象物Wは、冷却されたアルゴンガスにより冷却される(#17)。とくに処理室21の温度がHIP処理を行った所定温度(1200℃)に近い冷却初期段階では、断熱構造体7を通じての放熱量が大きいため比較的早い冷却速度で処理室21が、つまり処理室21内の処理対象物Wが冷却される。このとき処理室21内の温度分布を低減させるためにファン23を駆動させるのが好ましい。
冷却工程は、温度に応じて少なくとも3段階に分けて実施される。まず最初の冷却は、保持終了時すなわち高圧容器2内にアルゴンガスを閉じこめた状態で、ヒータ15による加熱を完全に停止して開始される。断熱構造体7内のアルゴンガスは、ファン23によって図6に示されるように断熱構造体7の内部を循環し、構造体本体10および蓋11を経由する熱伝導による放熱によって冷却される。処理対象物Wは、冷却されたアルゴンガスにより冷却される(#17)。とくに処理室21の温度がHIP処理を行った所定温度(1200℃)に近い冷却初期段階では、断熱構造体7を通じての放熱量が大きいため比較的早い冷却速度で処理室21が、つまり処理室21内の処理対象物Wが冷却される。このとき処理室21内の温度分布を低減させるためにファン23を駆動させるのが好ましい。
自然放冷においては、高圧容器2内の圧力はボイルシャルルの法則にしたがって自然に低下する(図4参照)。
処理室21の温度が自然放冷による冷却速度が鈍化する800℃近辺(このときの圧力は約80MPa)になったら、強制(対流)冷却を開始する。また、モータ24を下降させて冷却制御弁17を開にする(#18)。冷却制御弁17が開になったことにより、処理室21内のアルゴンガスには、図7に示されるように、処理室21から上部ガス通路18,18、耐圧円筒4と断熱構造体7との間、下部ガス通路19,19、冷却制御弁17およびファン23を経て処理室21に戻る循環流が発生する。この経路を循環するアルゴンガスは、ジャケット8内を流れる冷却水により直接冷却される高圧容器2の内面で除熱され、処理対象物Wは除熱されたアルゴンガスによって冷却が促進される。
処理室21の温度が自然放冷による冷却速度が鈍化する800℃近辺(このときの圧力は約80MPa)になったら、強制(対流)冷却を開始する。また、モータ24を下降させて冷却制御弁17を開にする(#18)。冷却制御弁17が開になったことにより、処理室21内のアルゴンガスには、図7に示されるように、処理室21から上部ガス通路18,18、耐圧円筒4と断熱構造体7との間、下部ガス通路19,19、冷却制御弁17およびファン23を経て処理室21に戻る循環流が発生する。この経路を循環するアルゴンガスは、ジャケット8内を流れる冷却水により直接冷却される高圧容器2の内面で除熱され、処理対象物Wは除熱されたアルゴンガスによって冷却が促進される。
弁体部材28は、ファン23およびモータ24と一体となって高圧容器2内を上下動することにより底板27の孔29を開閉するように構成されているため、ファン23および開閉部分を高圧容器2の中心に配置することが可能となり、処理室21内のアルゴンガスを偏流および停滞部分を生じさせることなく流動させ、温度分布の発生を防止することができる。
処理室21内の温度が500〜800℃の範囲では、このような高温のアルゴンガスが上部ガス通路18,18から多量に耐圧円筒4と断熱構造体7との間に流れ出ると、耐圧円筒4の上部ガス通路18,18近くの部分が局部的に過熱されてしまうおそれがある。そのような事態を回避するために、上部ガス通路18,18から耐圧円筒4と断熱構造体7との間に流れ出るアルゴンガスの量の調整が、冷却制御弁17の開閉動作または開度調整により行われる。このアルゴンガスの量の調整は、ファン23の回転速度の制御を併用させて行うこともできる。耐圧円筒4の局部的な過熱を抑制するために、耐圧円筒4における上部ガス通路18,18の開口部分を覆うように蓋11にスカート部材を取り付けることも推奨される。
処理室21内の温度が500〜800℃の範囲では、このような高温のアルゴンガスが上部ガス通路18,18から多量に耐圧円筒4と断熱構造体7との間に流れ出ると、耐圧円筒4の上部ガス通路18,18近くの部分が局部的に過熱されてしまうおそれがある。そのような事態を回避するために、上部ガス通路18,18から耐圧円筒4と断熱構造体7との間に流れ出るアルゴンガスの量の調整が、冷却制御弁17の開閉動作または開度調整により行われる。このアルゴンガスの量の調整は、ファン23の回転速度の制御を併用させて行うこともできる。耐圧円筒4の局部的な過熱を抑制するために、耐圧円筒4における上部ガス通路18,18の開口部分を覆うように蓋11にスカート部材を取り付けることも推奨される。
処理室21内の温度が500℃以下になると冷却速度が低下してくるので、冷却を促進するためにファン23の回転速度を速くするとともに、冷却制御弁17を全開にする。
次の段階の冷却は、処理室21内の温度が300℃前後(このときの圧力は約40MPa)にまで冷却された後に行われる。
処理室21内の温度が300℃前後になると、冷却水によって冷却されて温度が100℃前後になった耐圧円筒4の内面による除熱のみでは冷却速度が極端に低下してくる。そこで、第2塞止弁44を開きクライオジェニックポンプ43を起動させ、図8に示されるように、液化アルゴン供給部38から液化アルゴン供給ライン39および連通路9bを経由して液体アルゴンを液体アルゴン注入口35から耐圧円筒4内に注入し、処理対象物Wの冷却を促進させる(#19)。
次の段階の冷却は、処理室21内の温度が300℃前後(このときの圧力は約40MPa)にまで冷却された後に行われる。
処理室21内の温度が300℃前後になると、冷却水によって冷却されて温度が100℃前後になった耐圧円筒4の内面による除熱のみでは冷却速度が極端に低下してくる。そこで、第2塞止弁44を開きクライオジェニックポンプ43を起動させ、図8に示されるように、液化アルゴン供給部38から液化アルゴン供給ライン39および連通路9bを経由して液体アルゴンを液体アルゴン注入口35から耐圧円筒4内に注入し、処理対象物Wの冷却を促進させる(#19)。
液体アルゴンの沸点は−185〜186℃と極めて低く、液体状態で注入されると高圧容器2の内部で蒸発し、そのときに周囲から気化潜熱を奪ってアルゴンガスの温度を低下させる。温度が低くなったアルゴンガスは、ファン23により処理室21内に送り込まれ、処理対象物Wを効率よく冷却する。
液体アルゴンが高圧容器2の内部で蒸発すると内部の圧力が上昇するが、圧力が過上昇したときは、高圧容器2内部のアルゴンガスをアルゴンガス注入口34、連通路9aおよび排出ライン40を経由して外部に排出する。
液体アルゴンが高圧容器2の内部で蒸発すると内部の圧力が上昇するが、圧力が過上昇したときは、高圧容器2内部のアルゴンガスをアルゴンガス注入口34、連通路9aおよび排出ライン40を経由して外部に排出する。
圧力過上昇した時に行われるアルゴンガスの外部への放出は、完全に気化して高圧容器2内の熱を吸収し昇温したものであることが冷却を促進させるために効率的なので、液体アルゴン注入口35はアルゴンカス注入口34から離れた場所に設けられるのが好ましい。
また、液体アルゴンは、供給開始時直後の数分は液化アルゴン供給ライン39および連通路9bにおいて気化し、または外気温によっては供給途中において一部気化する可能性があるが、気化したアルゴンガスの温度は極めて低いために、処理室21内の冷却への影響はほとんど無視できる程度である。
また、液体アルゴンは、供給開始時直後の数分は液化アルゴン供給ライン39および連通路9bにおいて気化し、または外気温によっては供給途中において一部気化する可能性があるが、気化したアルゴンガスの温度は極めて低いために、処理室21内の冷却への影響はほとんど無視できる程度である。
このような液体アルゴンを気化させその気化熱により処理室21内を冷却することにより、300℃前後から100℃前後まで冷却するのに要する時間を大幅に短縮することができる。
液体アルゴンの注入は、処理室21内の温度が100〜150℃にまで低下したら終了し、最終段階における冷却が行われる。
冷却の最終段階は、第1塞止弁42および第2塞止弁44を閉じた状態で第3塞止弁45および第4塞止弁46を開き、高圧容器2内の圧力が35〜45MPaのアルゴンガスを系外に放出することにより行われる(#20)。このとき、排出ライン40から分岐して液化アルゴン供給部38に至るラインは、図示しない弁が閉じられて遮断されている。
液体アルゴンの注入は、処理室21内の温度が100〜150℃にまで低下したら終了し、最終段階における冷却が行われる。
冷却の最終段階は、第1塞止弁42および第2塞止弁44を閉じた状態で第3塞止弁45および第4塞止弁46を開き、高圧容器2内の圧力が35〜45MPaのアルゴンガスを系外に放出することにより行われる(#20)。このとき、排出ライン40から分岐して液化アルゴン供給部38に至るラインは、図示しない弁が閉じられて遮断されている。
高圧のアルゴンガスの放出により、高圧容器2内のアルゴンガスは断熱状態で急激に膨張し、熱力学の第一法則(断熱膨張)に基づいて高圧容器2内のアルゴンガスの温度は急激に低下する。このような断熱膨張による冷却効果により、高圧容器2内の圧力が大気圧近くまで低下した時点で、処理対象物Wの温度を室温近傍(処理対象物Wの取り出し(#21)可能な温度)まで低下させることができ、高圧のアルゴンガスの放出は処理対象物Wの冷却に効率的である。
このように、高圧容器2内の高圧アルゴンガスを放出することにより、100〜150℃から処理対象物Wを取り出すことができる温度までの処理室21内の冷却に要する時間を大幅に短縮することができる。
このように、高圧容器2内の高圧アルゴンガスを放出することにより、100〜150℃から処理対象物Wを取り出すことができる温度までの処理室21内の冷却に要する時間を大幅に短縮することができる。
なお、冷却の第2段階における液体アルゴンの注入(#19)を行わない場合には、処理室21の温度を100℃以下にまで冷却するために、上記方法に比べて数十倍の時間を要する。
図9は熱間等方圧プレス装置の他の実施形態における高圧容器2Bの正面断面図である。
高圧容器2Bに接続される不活性媒体供給装置は、熱間等方圧プレス装置1における不活性媒体供給装置3と同一の構成を有するものである。高圧容器2B(図9)において高圧容器2(図2)と同一の符号を付した部分は、高圧容器2と同一の構成である。以下、図9を参照しながら、高圧容器2Bについて高圧容器2と異なる構成を主に説明する。
図9は熱間等方圧プレス装置の他の実施形態における高圧容器2Bの正面断面図である。
高圧容器2Bに接続される不活性媒体供給装置は、熱間等方圧プレス装置1における不活性媒体供給装置3と同一の構成を有するものである。高圧容器2B(図9)において高圧容器2(図2)と同一の符号を付した部分は、高圧容器2と同一の構成である。以下、図9を参照しながら、高圧容器2Bについて高圧容器2と異なる構成を主に説明する。
高圧容器2Bは、耐圧円筒4、上蓋5、下蓋6Bおよび断熱構造体7Bなどからなる。
耐圧円筒4は、上端が上蓋5により閉じられ下端が下蓋6Bに閉じられてこれらとともに耐圧容器を構成する。
下蓋6Bの内部には、高圧容器2Bの外部と内部とを連通させる別個の2つの連通路9Ba,9Bbが設けられている。
断熱構造体7Bは、下蓋カバー12B、隔離筒47B、構造体本体10B、整流筒13B、棚板14a〜14d、ヒータ15、撹拌装置16および冷却装置48Bなどからなる。
耐圧円筒4は、上端が上蓋5により閉じられ下端が下蓋6Bに閉じられてこれらとともに耐圧容器を構成する。
下蓋6Bの内部には、高圧容器2Bの外部と内部とを連通させる別個の2つの連通路9Ba,9Bbが設けられている。
断熱構造体7Bは、下蓋カバー12B、隔離筒47B、構造体本体10B、整流筒13B、棚板14a〜14d、ヒータ15、撹拌装置16および冷却装置48Bなどからなる。
下蓋カバー12Bは、平面視において内方を上方に円形に突出させた板状部材で形成され、周辺部が下蓋6Bに固定されている。
隔離筒47Bは、耐圧円筒4の内径よりも小さな径を有する円筒部49Bと、円筒部49Bの下方において円筒部49Bの内部を上下に仕切るように円筒部49Bに略水平に固定された底板27Bとからなる。底板27Bは、中心部に円形の孔29Bが設けられている。隔離筒47Bは、下端において下蓋カバー12Bに固定され、下端には円筒部49Bの内外を連通させる下部ガス通路19B,19Bが複数設けられている。
隔離筒47Bは、耐圧円筒4の内径よりも小さな径を有する円筒部49Bと、円筒部49Bの下方において円筒部49Bの内部を上下に仕切るように円筒部49Bに略水平に固定された底板27Bとからなる。底板27Bは、中心部に円形の孔29Bが設けられている。隔離筒47Bは、下端において下蓋カバー12Bに固定され、下端には円筒部49Bの内外を連通させる下部ガス通路19B,19Bが複数設けられている。
本発明における隔離室形成体は、隔離筒47Bにより実現される。
構造体本体10Bは、形状が上底付きの円筒状であって、下方の円筒開放端が底板27Bに着脱可能に一体化される。構造体本体10Bの下端には、構造体本体10Bの内外を連通させる第1ガス通路59B,59Bが複数設けられている。
整流筒13Bは、構造体本体10Bの内径よりも小さな外径を有する円筒状であって、構造体本体10Bの内側に、上端が構造体本体10Bの上底内面との間に間隙を有するようにして収容される。整流筒13Bの上端は開放され下方で内部を上下に仕切るように仕切り板50Bが設けられている。仕切り板50Bの央部には略円形のファン孔20Bが設けられている。整流筒13Bにおける仕切り板50Bの下方直近には、整流筒13Bの内外を連通させる第2ガス通路60B,60Bが複数設けられている。
構造体本体10Bは、形状が上底付きの円筒状であって、下方の円筒開放端が底板27Bに着脱可能に一体化される。構造体本体10Bの下端には、構造体本体10Bの内外を連通させる第1ガス通路59B,59Bが複数設けられている。
整流筒13Bは、構造体本体10Bの内径よりも小さな外径を有する円筒状であって、構造体本体10Bの内側に、上端が構造体本体10Bの上底内面との間に間隙を有するようにして収容される。整流筒13Bの上端は開放され下方で内部を上下に仕切るように仕切り板50Bが設けられている。仕切り板50Bの央部には略円形のファン孔20Bが設けられている。整流筒13Bにおける仕切り板50Bの下方直近には、整流筒13Bの内外を連通させる第2ガス通路60B,60Bが複数設けられている。
整流筒13Bは、その内部に下端からほぼ等間隔で水平に配置された棚板14a〜14dを4つ有している。最も下の棚板14aと下端との間にはヒータ15が設けられている。整流筒13Bは、下端が底板27Bに固定されて隔離筒47Bおよび構造体本体10Bと一体化されている。以下の説明において整流筒13Bの内側を「処理室21B」という。
棚板14a〜14dは、高圧容器2と同じくそれぞれに上下に貫通する多数の孔22a,…,22a,22b,…,22b,22c,…,22c,22d,…,22dが設けられている。
棚板14a〜14dは、高圧容器2と同じくそれぞれに上下に貫通する多数の孔22a,…,22a,22b,…,22b,22c,…,22c,22d,…,22dが設けられている。
本発明における処理室形成体は、整流筒13Bにより実現される。
撹拌装置16は、ファン23およびモータ24からなる。ファン23は、傾斜羽根を有する一般的なプロペラファンであってファン孔20Bに配置される。ファン23は、下方に配置され下蓋6Bに固定されたモータ24に駆動軸51Bにより接続されて駆動される。
冷却装置48Bは、冷却用ファン52Bおよびモータ53Bからなる。冷却用ファン52Bは、翼面が駆動軸に平行な遠心流(ラジアル)タイプのファンであり、翼54Bは、図15に示されるように中心のボス55Bから外方に彎曲して延びている。ボス55Bの下面には下蓋カバー12Bを回転可能に貫通する駆動軸56Bが一体化され、ボス55Bおよび駆動軸56Bの中心に設けられた貫通孔を駆動軸51Bが貫通している。駆動軸56Bには従動ギヤ57Bが固定されている。
撹拌装置16は、ファン23およびモータ24からなる。ファン23は、傾斜羽根を有する一般的なプロペラファンであってファン孔20Bに配置される。ファン23は、下方に配置され下蓋6Bに固定されたモータ24に駆動軸51Bにより接続されて駆動される。
冷却装置48Bは、冷却用ファン52Bおよびモータ53Bからなる。冷却用ファン52Bは、翼面が駆動軸に平行な遠心流(ラジアル)タイプのファンであり、翼54Bは、図15に示されるように中心のボス55Bから外方に彎曲して延びている。ボス55Bの下面には下蓋カバー12Bを回転可能に貫通する駆動軸56Bが一体化され、ボス55Bおよび駆動軸56Bの中心に設けられた貫通孔を駆動軸51Bが貫通している。駆動軸56Bには従動ギヤ57Bが固定されている。
モータ53Bは、モータ24の横に配置されて下蓋6Bに固定されている。モータ53Bのシャフトには駆動ギヤ58Bが取り付けられ、駆動ギヤ58Bは従動ギヤ57Bに噛み合わされている。
モータ24およびモータ53Bは、HIP処理時の高圧容器2B内の高温高圧ガスによる損傷を防ぐために、下蓋カバー12B内に収容されている。
撹拌装置16および冷却装置48Bをこのように構成することにより、高圧容器2Bの中心軸上にファン23および冷却用ファン52Bを配置することができ、それぞれ個別に回転させ停止させることができる。また、後に説明するHIP処理の昇温昇圧工程(#15)および高温高圧保持工程(#16)において比較的温度の低いガスが滞留し易い下蓋6Bにモータ24を配置することがてき、モータ24,53Bの損傷を防止することができる。
モータ24およびモータ53Bは、HIP処理時の高圧容器2B内の高温高圧ガスによる損傷を防ぐために、下蓋カバー12B内に収容されている。
撹拌装置16および冷却装置48Bをこのように構成することにより、高圧容器2Bの中心軸上にファン23および冷却用ファン52Bを配置することができ、それぞれ個別に回転させ停止させることができる。また、後に説明するHIP処理の昇温昇圧工程(#15)および高温高圧保持工程(#16)において比較的温度の低いガスが滞留し易い下蓋6Bにモータ24を配置することがてき、モータ24,53Bの損傷を防止することができる。
なお、冷却用ファン52Bとモータ53Bとの間の動力の伝達には、上述したようなギアの噛み合わせ機構以外にも、図10に示されるようなプーリ61C,62Cとベルト63Cとを用いた駆動機構、またはプーリおよびベルトをスプロケットおよびチェーンに置き換えた駆動機構を用いてもよい。ギアの噛み合わせ機構では、増速または減速比によって各ギア57B,58Bの直径の比率が決まってしまうために、2つのモータ24,53B間の設置距離が制約されるが、プーリ61C,62Cとベルト63Cとを用いた駆動機構およびスプロケットとチェーンとを用いた駆動機構ではモータ24,53B間の設置距離を比較的自由に決定することができる。スプロケットとチェーンとを用いた駆動機構は、全て金属で構成され高温環境下における損傷が少ない点で推奨される。
次に、高圧容器2Bを備えた熱間等方圧プレス装置による、温度約1200℃、圧力約100MPaの処理条件で行われるニッケル基超合金材料のHIP処理について説明する。
図11ないし図14は高圧容器2B内のアルゴンの動きを示す図、図15は冷却用ファン52Bの送風の様子を示す図である。
HIP処理の工程および処理条件等は熱間等方圧プレス装置1によるHIP処理と同一であるため、以下図3および図4をも参照しながら説明する。
図11ないし図14は高圧容器2B内のアルゴンの動きを示す図、図15は冷却用ファン52Bの送風の様子を示す図である。
HIP処理の工程および処理条件等は熱間等方圧プレス装置1によるHIP処理と同一であるため、以下図3および図4をも参照しながら説明する。
初めに、上蓋5および耐圧円筒4が一体で上方に移動され、次に構造体本体10Bが上方に移動されて、処理対象物Wが処理室21Bの各棚板14a〜14dに載置される。構造体本体10Bが底板27Bの上に降ろされ、上蓋5および耐圧円筒4が降ろされて高圧に耐えられるように下蓋6Bに固定されて高圧容器2Bとして密閉される(#11)。
高圧容器2Bは、上蓋5および耐圧円筒4を下蓋6Bと切り離して処理対象物Wを出し入れする点で、先に説明した高圧容器2と異なる。
続いて行われる高圧容器2B内の排気(#12)、アルゴンガスによる高圧容器2B内の置換(#13)、およびアルゴンガスの差圧注入(#14)は、熱間等方圧プレス装置1において行われる処理と同じである。
高圧容器2Bは、上蓋5および耐圧円筒4を下蓋6Bと切り離して処理対象物Wを出し入れする点で、先に説明した高圧容器2と異なる。
続いて行われる高圧容器2B内の排気(#12)、アルゴンガスによる高圧容器2B内の置換(#13)、およびアルゴンガスの差圧注入(#14)は、熱間等方圧プレス装置1において行われる処理と同じである。
差圧注入(#14)が終了したら、ヒータ15に通電して加熱を開始するとともに、圧縮機41により昇圧されたアルゴンガスをアルゴンガス注入口34から高圧容器2内に供給する(#15)。また、モータ24,53Bを起動し、ファン23および冷却用ファン52Bを回転させる。
高圧容器2内に供給されたアルゴンガスは、図11を参照して、下部ガス通路19B,19Bから耐圧円筒4と隔離筒47Bとの間を上昇し、反転して隔離筒47Bと構造体本体10Bとの間を下降する。下降したアルゴンガスは、第1ガス通路59B,59Bから第2ガス通路60B,60Bを通過してファン23に吸引されて処理室21B内に進入する。処理室21B内に進入したアルゴンガスは、ヒータ15により加熱されてアルゴンガス自体の浮力による自然対流とファン23による強制対流とにより上方へのアルゴンガスの流れを形成して処理対象物Wを加熱する。上昇したアルゴンガスは構造体本体10Bの上底に当たり、整流筒13Bと構造体本体10Bとの間を下降する。下降したアルゴンガスは、構造体本体10Bの下端近傍の底板27Bに当たって内側への流れとなり、ファン23に吸引されて処理室21Bに進入する。昇温昇圧工程(#15)では、高圧容器2B内に注入されたアルゴンガスは、処理室21Bおよび整流筒13Bと構造体本体10Bとの間を循環して均熱状態を実現させる。
高圧容器2内に供給されたアルゴンガスは、図11を参照して、下部ガス通路19B,19Bから耐圧円筒4と隔離筒47Bとの間を上昇し、反転して隔離筒47Bと構造体本体10Bとの間を下降する。下降したアルゴンガスは、第1ガス通路59B,59Bから第2ガス通路60B,60Bを通過してファン23に吸引されて処理室21B内に進入する。処理室21B内に進入したアルゴンガスは、ヒータ15により加熱されてアルゴンガス自体の浮力による自然対流とファン23による強制対流とにより上方へのアルゴンガスの流れを形成して処理対象物Wを加熱する。上昇したアルゴンガスは構造体本体10Bの上底に当たり、整流筒13Bと構造体本体10Bとの間を下降する。下降したアルゴンガスは、構造体本体10Bの下端近傍の底板27Bに当たって内側への流れとなり、ファン23に吸引されて処理室21Bに進入する。昇温昇圧工程(#15)では、高圧容器2B内に注入されたアルゴンガスは、処理室21Bおよび整流筒13Bと構造体本体10Bとの間を循環して均熱状態を実現させる。
昇温昇圧工程(#15)では、冷却用ファン52Bは、処理室21B内の高温のアルゴンガスと隔離筒47Bの外側の温度の低いアルゴンガスとの密度差により生ずる自然対流による放熱を抑制するために、逆回転させてこの自然対流に拮抗するように運転される(図15(a)参照)。このため、冷却用ファン52Bには、自然対流の駆動力となるガス密度によるヘッド差以上のヘッド差を発生できる遠心流(ラジアル)タイプのファンを用いることが推奨される。
また、高圧容器2Bは構造的には垂直に設置された円筒状の炉であり、処理室21B内の均熱性の確保および高圧容器2B材料の高温による局部的な強度の低下を回避するために、アルゴンガスの流れは軸対称であることが好ましい。そのためには、ファン23および冷却用ファン52Bの駆動軸51B,56Bは、高圧容器2Bの中心軸上に配置されるのが理想的である。
また、高圧容器2Bは構造的には垂直に設置された円筒状の炉であり、処理室21B内の均熱性の確保および高圧容器2B材料の高温による局部的な強度の低下を回避するために、アルゴンガスの流れは軸対称であることが好ましい。そのためには、ファン23および冷却用ファン52Bの駆動軸51B,56Bは、高圧容器2Bの中心軸上に配置されるのが理想的である。
処理室21Bの温度が所定温度(1200℃)になったら昇温を停止してヒータ15のオンオフによる温度保持に切り替える(#16)。
この工程(#16)においても、ファン23および冷却用ファン52Bの回転は継続される。構造体本体10Bおよび処理室21B内で、アルゴンガスは図12に示されるような循環流を形成して温度分布の発生を防止する。冷却用ファン52Bは、隔離筒47Bと耐圧円筒4との間で冷却されたアルゴンガスが底板27Bと下蓋カバー12Bとの間を経由して孔29Bから構造体本体10B内に入るのを阻止するのに適した回転数で逆回転される。
この工程(#16)においても、ファン23および冷却用ファン52Bの回転は継続される。構造体本体10Bおよび処理室21B内で、アルゴンガスは図12に示されるような循環流を形成して温度分布の発生を防止する。冷却用ファン52Bは、隔離筒47Bと耐圧円筒4との間で冷却されたアルゴンガスが底板27Bと下蓋カバー12Bとの間を経由して孔29Bから構造体本体10B内に入るのを阻止するのに適した回転数で逆回転される。
高圧容器2B内の圧力および処理室21Bの温度を所定時間保持した後、冷却が3段階に分けて行われる。
最初の冷却は、先の高温高圧を保持した工程(#16)からヒータ15による加熱を完全に停止して開始される。高圧容器2B内のアルゴンガスは、それよりも温度の低い上蓋5および耐圧円筒4等によって自然放冷により冷却される(#17)。
処理室21Bの温度が自然放冷による冷却速度が鈍化する800℃(約80MPa)近辺になったら、強制(対流)冷却を開始する。すなわち、冷却用ファン52Bを正回転させて(図15(b)参照)隔離筒47Bと耐圧円筒4との間で水冷されたアルゴンガスを吸い込み、図13に示されるように、温度が低下したアルゴンガスが処理対象物Wを冷却する循環流を形成させる。
最初の冷却は、先の高温高圧を保持した工程(#16)からヒータ15による加熱を完全に停止して開始される。高圧容器2B内のアルゴンガスは、それよりも温度の低い上蓋5および耐圧円筒4等によって自然放冷により冷却される(#17)。
処理室21Bの温度が自然放冷による冷却速度が鈍化する800℃(約80MPa)近辺になったら、強制(対流)冷却を開始する。すなわち、冷却用ファン52Bを正回転させて(図15(b)参照)隔離筒47Bと耐圧円筒4との間で水冷されたアルゴンガスを吸い込み、図13に示されるように、温度が低下したアルゴンガスが処理対象物Wを冷却する循環流を形成させる。
冷却用ファン52Bが正回転することにより隔離筒47Bと耐圧円筒4との間を流れるアルゴンガスの量を自然対流に比べ大幅に増加し、耐圧円筒4内面での冷却が促進されて処理対象物Wの冷却速度を速めることが可能となる。冷却速度は、冷却用ファン52Bの回転数を制御することにより行われるが、予め冷却速度をプログラミングしておき、これに従って冷却用ファン52Bの回転数を制御するのが実際的である。均熱性については、通常±5℃程度が目標となるが、処理においてこの管理幅を外れた場合にはファン23の回転数を増加させて循環するアルゴンガスの量を増大させる。
処理室21B内の温度が300℃前後になると、水冷されて100℃前後になった耐圧円筒4の内面による除熱のみでは冷却速度が極端に低下するので、図14に示されるように液体アルゴンを液体アルゴン注入口35から高圧容器2B内に注入して、処理対象物Wの冷却を促進させる(#19)。
注入された液体アルゴンは高圧容器2Bの内部で蒸発し、そのときに周囲から気化潜熱を奪って温度を低下させる。温度が低くなったアルゴンガスは、冷却用ファン52Bおよびファン23により処理室21B内に送り込まれ、処理対象物Wを効率よく冷却する。液体アルゴン注入口35は、冷却用ファン52Bおよびファン23の吸い込み側に開口しており、温度の低いアルゴンガスは直接処理室21Bに送り込まれる。
注入された液体アルゴンは高圧容器2Bの内部で蒸発し、そのときに周囲から気化潜熱を奪って温度を低下させる。温度が低くなったアルゴンガスは、冷却用ファン52Bおよびファン23により処理室21B内に送り込まれ、処理対象物Wを効率よく冷却する。液体アルゴン注入口35は、冷却用ファン52Bおよびファン23の吸い込み側に開口しており、温度の低いアルゴンガスは直接処理室21Bに送り込まれる。
このように、液体アルゴンを気化させその気化熱により処理室21B内を冷却することによって、300℃前後から100℃前後まで冷却するのに要する時間を大幅に短縮することができる。
冷却の最終段階は、高圧容器2B内の高圧のアルゴンガスを外部に放出することにより行われる(#20)。高圧のアルゴンガスの放出により、高圧容器2B内のアルゴンガスは断熱状態で急激に膨張してアルゴンガスの温度は低下する。このような断熱膨張による冷却効果により、圧力が大気圧近くに低下した時点では、処理対象物Wは取り出し(#21)可能な温度にまで低下させることができ、高圧のアルゴンガスの放出は処理対象物Wの冷却に効率的である。
冷却の最終段階は、高圧容器2B内の高圧のアルゴンガスを外部に放出することにより行われる(#20)。高圧のアルゴンガスの放出により、高圧容器2B内のアルゴンガスは断熱状態で急激に膨張してアルゴンガスの温度は低下する。このような断熱膨張による冷却効果により、圧力が大気圧近くに低下した時点では、処理対象物Wは取り出し(#21)可能な温度にまで低下させることができ、高圧のアルゴンガスの放出は処理対象物Wの冷却に効率的である。
このように、高圧容器2B内の高圧アルゴンガスを放出することにより、処理対象物Wの冷却時間を大幅に短縮することができる。
高圧容器2を、図16または図17に示すように構成することができる。
図16(a)において、高圧容器2Dは、整流筒13Dの下方が開放され上方に処理室21Dを換気するファン23が設けられている。整流筒13Dは、その内面と構造体本体10Dの外面との間に間隔を有して構造体本体10Dに収容されている。構造体本体10Dは、その上端に蓋が設けられていないが、高圧装置2における上蓋11相当の上蓋を設け、構造体本体10Dの内外を連通させる複数の上部ガス通路を設けてもよい。
高圧容器2を、図16または図17に示すように構成することができる。
図16(a)において、高圧容器2Dは、整流筒13Dの下方が開放され上方に処理室21Dを換気するファン23が設けられている。整流筒13Dは、その内面と構造体本体10Dの外面との間に間隔を有して構造体本体10Dに収容されている。構造体本体10Dは、その上端に蓋が設けられていないが、高圧装置2における上蓋11相当の上蓋を設け、構造体本体10Dの内外を連通させる複数の上部ガス通路を設けてもよい。
図16(b)において、高圧容器2Eは、高圧容器2Dと同様に整流筒13Eの下方が開放され上方に処理室21Eを換気するファン23が設けられている。構造体本体10Eの上端には、高圧容器2における冷却制御弁17とほぼ同じ構成の冷却制御弁が設けられている。冷却制御弁は、肉厚円板状の弁体部30Eが駆動軸51Eに固定されてファン23とともに回転する。弁体部30Eは、閉動作時に上板27Eの孔29Eの端縁近傍に当接せず上板27Eと若干の空隙を有するが、閉動作時にHIP処理において実用的な閉状態を得ることができる。
図16において高圧容器2(図2)における符号と同一の部号が付された部分は、高圧容器2と同一の構成である。また、高圧容器2D,2Eのファン23および冷却制御弁のHIP処理時における動作は、高圧容器2におけるファン23および冷却制御弁17のHIP処理時における動作と同一である。
図17(a)において、高圧容器2Fは、整流筒13Fの下方に内外を連通する通路64Fを有し、上方に処理室21Fを換気するファン23が設けられている。整流筒13Fは、その内面と隔離筒47Bの円筒部49B外面との間に間隔を有して隔離筒47Bに収容されている。底板27の孔29Bの上部には冷却用ファン52Bが設けられている。
図17(a)において、高圧容器2Fは、整流筒13Fの下方に内外を連通する通路64Fを有し、上方に処理室21Fを換気するファン23が設けられている。整流筒13Fは、その内面と隔離筒47Bの円筒部49B外面との間に間隔を有して隔離筒47Bに収容されている。底板27の孔29Bの上部には冷却用ファン52Bが設けられている。
図17(b)において、高圧容器2Gは、整流筒13Gの下方に内外を連通する通路64Gを有し、上方に処理室21Gを換気するファン23が設けられている。整流筒13Gは、その内面と隔離筒47Gの円筒部49G外面との間に間隔を有して隔離筒47Gに収容されている。隔離筒47Gの上端を閉じる上板27Gの中心部に設けられた円形の孔29Gの上部には冷却用ファン52Bが設けられている。
図17において高圧容器2B(図9)における符号と同一の部号が付された部分は、高圧容器2と同一の構成である。また、高圧容器2F,2Gのファン23および冷却用ファン52B,52BのHIP処理時における動作は、高圧容器2Bにおけるファン23および冷却用ファン52BのHIP処理時における動作と同一である。
図17において高圧容器2B(図9)における符号と同一の部号が付された部分は、高圧容器2と同一の構成である。また、高圧容器2F,2Gのファン23および冷却用ファン52B,52BのHIP処理時における動作は、高圧容器2Bにおけるファン23および冷却用ファン52BのHIP処理時における動作と同一である。
高圧容器2,2Bを備えた熱間等方圧プレス装置1によるHIP処理では、従来問題とされてきた、(1)サイクルタイムの長時間化、とくに300℃以下の温度域での冷却時間が長くなる問題、および(2)冷却過程における処理室内の上部および下部における温度分布(温度差)の発生の問題、が解消され、短い冷却時間で処理対象物WをHIP装置から取り出すことが可能となり、HIP装置の占有時間を短縮することができる。
近年の生産用HIP装置は、スケールアップ効果による処理コストの低減の観点から処理室径で1m以上と大形化する一方で、大型化に伴う処理の長時間化によるコストアップの問題が顕在化している。また、このような大型のHIP装置では、HIP処理が終了しても温度が50℃以下程度にならないと処理対象物を次の工程に移せないことから、大型化によるコストダウン効果(スケールメリット)が享受されていないという問題がある。
近年の生産用HIP装置は、スケールアップ効果による処理コストの低減の観点から処理室径で1m以上と大形化する一方で、大型化に伴う処理の長時間化によるコストアップの問題が顕在化している。また、このような大型のHIP装置では、HIP処理が終了しても温度が50℃以下程度にならないと処理対象物を次の工程に移せないことから、大型化によるコストダウン効果(スケールメリット)が享受されていないという問題がある。
また、近年、処理対象物が大型化しており、近い将来には処理室径が2mといった超大型のHIP装置が実用化されるものと推測されるが、実用化には上記の問題の解消が不可欠である。高圧容器2,2Bを備えた熱間等方圧プレス装置1は、これらの問題を解決し、今後の超大型HIP装置の普及に大きく寄与して産業の発達に資するところ極めて大きい。
上述の実施形態において、クライオジェニックポンプ43に換えて他の液化ガスの昇圧手段を用いてもよい。また、昇圧用ガスおよび液化ガスとして窒素ガス(液化窒素)またはヘリウムガス(液化ヘリウム)を使用することができる。
上述の実施形態において、クライオジェニックポンプ43に換えて他の液化ガスの昇圧手段を用いてもよい。また、昇圧用ガスおよび液化ガスとして窒素ガス(液化窒素)またはヘリウムガス(液化ヘリウム)を使用することができる。
その他、熱間等方圧プレス装置装置、および熱間等方圧プレス装置の各構成または全体の構造、形状、寸法、個数、材質などは、本発明の趣旨に沿って適宜変更することができる。
本発明は、高温高圧の不活性ガス雰囲気下において、例えば異種材料の拡散接合を行う熱間等方圧プレス装置に利用することができる。
1 熱間等方圧プレス装置
2,2B 高圧容器
10,10B,10D,10E 隔離室形成体(構造体本体)
11 隔離室形成体(蓋)
13,13B,13D,13E 処理室形成体(整流筒)
17 弁(冷却制御弁)
23 ファン
38 液体不活性ガス供給手段(液化アルゴン供給部)
39 液体不活性ガス供給手段(液化アルゴン供給ライン)
43 クライオジェニックポンプ
47B,47G 隔離室形成体(隔離筒)
52B 冷却用ファン
W 処理対象物
2,2B 高圧容器
10,10B,10D,10E 隔離室形成体(構造体本体)
11 隔離室形成体(蓋)
13,13B,13D,13E 処理室形成体(整流筒)
17 弁(冷却制御弁)
23 ファン
38 液体不活性ガス供給手段(液化アルゴン供給部)
39 液体不活性ガス供給手段(液化アルゴン供給ライン)
43 クライオジェニックポンプ
47B,47G 隔離室形成体(隔離筒)
52B 冷却用ファン
W 処理対象物
Claims (9)
- 高圧容器内に処理対象物を収容し前記高圧容器内を高温高圧の不活性ガスで満たして前記処理対象物の処理を行う熱間等方圧プレス方法であって、
前記高圧容器内を所定時間高温高圧に維持した後の冷却において、
液体不活性ガスを前記高圧容器内に供給する冷却工程を有する
ことを特徴とする熱間等方圧プレス方法。 - 前記冷却工程において、
前記高圧容器内に設けられたファンを回転させて前記高圧容器内の不活性ガスを撹拌する
請求項1に記載の熱間等方圧プレス方法。 - 前記高圧容器内への前記液体不活性ガスの前記高圧容器内への供給をクライオジェニックポンプを用いて行う
請求項1または請求項2に記載の熱間等方圧プレス方法。 - 処理対象物を収容し高温高圧の不活性ガスにより前記処理対象物の処理を行うための高圧容器を有する熱間等方圧プレス装置であって、
液体不活性ガスを前記高圧容器内に供給する液体不活性ガス供給手段を有する
ことを特徴とする熱間等方圧プレス装置。 - 前記高圧容器内にファンが設けられた
請求項4に記載の熱間等方圧プレス装置。 - 前記高圧容器は、
外面が前記高圧容器の内面と間隔を設けて収容された隔離室形成体と、
外面が前記隔離室形成体の内面と間隔を設けて前記隔離室形成体内に収容された処理室形成体と、を有し、
前記隔離室形成体は、
上端または下端の一方が開放されまたは前記一方に内外を連通させる通路が設けられ、
かつ上端または下端の他方に内外を連通させる通路と当該通路の開閉弁が設けられており、
前記処理室形成体は、
上端または下端の一方が開放されまたは当該一方に内外を連通させる通路が設けられ、
かつ上端または下端の他方に前記ファンが換気のために設けられた
請求項5に記載の熱間等方圧プレス装置。 - 前記高圧容器は、
外面が前記高圧容器の内面と間隔を設けて収容された隔離室形成体と、
外面が前記隔離室形成体の内面と間隔を設けて前記隔離室形成体内に収容された処理室形成体と、を有し、
前記隔離室形成体は、
上端または下端の一方が開放されまたは前記一方に内外を連通させる通路が設けられ、
かつ上端または下端の他方に回転方向の正逆切替により流れ方向が反転する冷却用ファンが設けられており、
前記処理室形成体は、
上端または下端の一方が開放されまたは当該一方に内外を連通させる通路が設けられ、
かつ上端または下端の他方に前記ファンが換気のために設けられた
請求項5に記載の熱間等方圧プレス装置。 - 前記ファンおよび前記冷却用ファンの回転が、別個独立して制御可能に構成された
請求項7に記載の熱間等方圧プレス装置。 - 前記液体不活性ガス供給手段がクライオジェニックポンプである
請求項4ないし請求項8のいずれか1項に記載の熱間等方圧プレス装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006088938A JP2007263463A (ja) | 2006-03-28 | 2006-03-28 | 熱間等方圧プレス方法および装置 |
| US11/671,109 US8652370B2 (en) | 2006-03-28 | 2007-02-05 | Hot isostatic pressing method and apparatus |
| KR1020070029709A KR100862767B1 (ko) | 2006-03-28 | 2007-03-27 | 열간 등압 성형 방법 및 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006088938A JP2007263463A (ja) | 2006-03-28 | 2006-03-28 | 熱間等方圧プレス方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007263463A true JP2007263463A (ja) | 2007-10-11 |
Family
ID=38557626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006088938A Pending JP2007263463A (ja) | 2006-03-28 | 2006-03-28 | 熱間等方圧プレス方法および装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8652370B2 (ja) |
| JP (1) | JP2007263463A (ja) |
| KR (1) | KR100862767B1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013516324A (ja) * | 2010-01-07 | 2013-05-13 | アブーレ・テクノロジーズ・エービー | 高圧プレス機 |
| JP2013543796A (ja) * | 2010-11-26 | 2013-12-09 | アブーレ・テクノロジーズ・エービー | 圧力容器と圧力容器を冷却するための方法 |
| JP2014200824A (ja) * | 2013-04-05 | 2014-10-27 | 富士電機株式会社 | 静流体圧による加圧接合方法及びこれに使用する加圧接合装置 |
| WO2021075468A1 (ja) * | 2019-10-18 | 2021-04-22 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置および等方圧加圧処理方法 |
| JP2022553891A (ja) * | 2019-09-06 | 2022-12-27 | キンタス・テクノロジーズ・エービー | 熱間圧接装置内で冷却速度を制御する方法、制御モジュール、および圧接装置それ自体 |
| KR102730384B1 (ko) | 2019-09-06 | 2024-11-15 | 퀸투스 테크놀로지스 에이비 | 프레싱 장치에서 냉각 속도를 제어하기 위한 방법, 제어 모듈 및 프레싱 장치 자체 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2222428B1 (en) * | 2007-12-14 | 2016-11-16 | Quintus Technologies AB | Hot isostatic pressing arrangement |
| JP5615019B2 (ja) | 2009-11-20 | 2014-10-29 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置 |
| PL2372281T3 (pl) * | 2010-03-25 | 2014-11-28 | Dronco Gmbh | Piec do obróbki cieplnej wielu przedmiotów |
| US9551530B2 (en) * | 2013-03-13 | 2017-01-24 | Quintus Technologies Ab | Combined fan and ejector cooling |
| GB2549785A (en) * | 2016-04-29 | 2017-11-01 | Advanced Interactive Mat Science Ltd | Methods and apparatus for hot isostatic pressing |
| AU2017292861A1 (en) * | 2016-07-08 | 2019-01-17 | Paul GUEY | Nuclearized hot isostatic press |
| AU2017291934A1 (en) * | 2016-07-08 | 2019-01-17 | Salvatore Moricca | Active furnace isolation chamber |
| US10436512B1 (en) * | 2016-07-28 | 2019-10-08 | Thomas Wingens | Base component for a thermoprocessing system, a thermoprocessing system, and a thermoprocessing method |
| KR102232721B1 (ko) * | 2018-02-05 | 2021-03-26 | 퀸투스 테크놀로지스 에이비 | 물품을 처리하는 방법 및 물품을 고압 처리하는 방법 |
| KR102357922B1 (ko) | 2018-02-07 | 2022-02-03 | 한화에어로스페이스 주식회사 | 열간등압성형용 케이스 |
| JP7131932B2 (ja) | 2018-03-15 | 2022-09-06 | トヨタ自動車株式会社 | アルミニウム合金部材の製造方法 |
| US12070881B2 (en) * | 2019-09-19 | 2024-08-27 | Flow International Corporation | Systems and methods of interim and end of process treatment of manufactured articles using high pressure and waterjets |
| CN111360260A (zh) * | 2020-01-18 | 2020-07-03 | 西安嘉业航空科技有限公司 | 一种制件的热等静压系统及方法 |
| KR102275860B1 (ko) * | 2021-01-26 | 2021-07-09 | 에너진(주) | 가압액순환팬에 의해 신속한 가열과 냉각이 가능한 등방압 프레스장치 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3562371A (en) * | 1968-10-16 | 1971-02-09 | Corning Glass Works | High temperature gas isostatic pressing of crystalline bodies having impermeable surfaces |
| US3869233A (en) * | 1973-05-11 | 1975-03-04 | Nat Forge Co | Apparatus for rapid isostatic pressing |
| US4359336A (en) * | 1979-07-16 | 1982-11-16 | Pressure Technology, Inc. | Isostatic method for treating articles with heat and pressure |
| US4217087A (en) | 1979-07-16 | 1980-08-12 | Pressure Technology, Inc. | Isostatic apparatus for treating articles with heat and pressure |
| JPH0334638A (ja) | 1989-06-30 | 1991-02-14 | Nec Corp | 回線切替え方法 |
| SE465358B (sv) * | 1990-01-15 | 1991-09-02 | Asea Brown Boveri | Varmisostatisk hoegtryckspress anordnad foer snabbkylning av lastutrymmet |
| JPH0533010A (ja) * | 1991-07-30 | 1993-02-09 | Kobe Steel Ltd | 加圧焼結炉および加圧焼結方法 |
| KR100203876B1 (ko) | 1994-10-12 | 1999-06-15 | 정몽규 | 자동차의 제동장치 |
| JPH0992182A (ja) * | 1995-09-19 | 1997-04-04 | Texas Instr Inc <Ti> | 電界放射装置のゲート誘電体としての低密度高多孔度部材 |
| SE507179C2 (sv) | 1995-12-01 | 1998-04-20 | Asea Brown Boveri | Sätt och anordning för gasrening vid varmisostatisk pressning |
| US6056857A (en) * | 1997-08-13 | 2000-05-02 | Praxair S.T. Technology, Inc. | Cryogenic annealing of sputtering targets |
| US6073346A (en) * | 1997-10-10 | 2000-06-13 | Ultraclad Corporation | Dual alloy railroad wheel |
| US6640556B2 (en) * | 2001-09-19 | 2003-11-04 | Westport Research Inc. | Method and apparatus for pumping a cryogenic fluid from a storage tank |
| JP3798735B2 (ja) | 2002-05-29 | 2006-07-19 | 株式会社神戸製鋼所 | 熱間等方加圧方法および装置 |
-
2006
- 2006-03-28 JP JP2006088938A patent/JP2007263463A/ja active Pending
-
2007
- 2007-02-05 US US11/671,109 patent/US8652370B2/en not_active Expired - Fee Related
- 2007-03-27 KR KR1020070029709A patent/KR100862767B1/ko not_active IP Right Cessation
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013516324A (ja) * | 2010-01-07 | 2013-05-13 | アブーレ・テクノロジーズ・エービー | 高圧プレス機 |
| JP2013543796A (ja) * | 2010-11-26 | 2013-12-09 | アブーレ・テクノロジーズ・エービー | 圧力容器と圧力容器を冷却するための方法 |
| US9733020B2 (en) | 2010-11-26 | 2017-08-15 | Quintus Technologies Ab | Pressure vessel and method for cooling a pressure vessel |
| JP2014200824A (ja) * | 2013-04-05 | 2014-10-27 | 富士電機株式会社 | 静流体圧による加圧接合方法及びこれに使用する加圧接合装置 |
| JP2022553891A (ja) * | 2019-09-06 | 2022-12-27 | キンタス・テクノロジーズ・エービー | 熱間圧接装置内で冷却速度を制御する方法、制御モジュール、および圧接装置それ自体 |
| JP7392118B2 (ja) | 2019-09-06 | 2023-12-05 | キンタス・テクノロジーズ・エービー | 熱間圧接装置内で冷却速度を制御する方法、制御モジュール、および圧接装置それ自体 |
| KR102730384B1 (ko) | 2019-09-06 | 2024-11-15 | 퀸투스 테크놀로지스 에이비 | 프레싱 장치에서 냉각 속도를 제어하기 위한 방법, 제어 모듈 및 프레싱 장치 자체 |
| WO2021075468A1 (ja) * | 2019-10-18 | 2021-04-22 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置および等方圧加圧処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8652370B2 (en) | 2014-02-18 |
| KR100862767B1 (ko) | 2008-10-13 |
| KR20070097342A (ko) | 2007-10-04 |
| US20070228596A1 (en) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007263463A (ja) | 熱間等方圧プレス方法および装置 | |
| JP6239384B2 (ja) | 圧力容器と圧力容器を冷却するための方法 | |
| JP2007309626A (ja) | 熱間等方圧加圧装置 | |
| KR101747590B1 (ko) | 열간 등방압 가압 장치 | |
| JP6640260B2 (ja) | ファンおよびエジェクタを組み合わせた冷却を用いた加圧装置、ならびに加圧の方法 | |
| CN104819158B (zh) | 涡轮分子泵 | |
| KR101763545B1 (ko) | 납땜 장치 및 진공 납땜 방법 | |
| JP2011508671A (ja) | 熱間静水圧プレス装置 | |
| JP4204253B2 (ja) | 熱間等方加圧装置 | |
| EP3121828B1 (en) | Infiltration device and method | |
| JP4280981B2 (ja) | 真空熱処理炉の冷却ガス風路切替え装置 | |
| JP5200929B2 (ja) | 冷却処理装置または多室型熱処理装置におけるシール構造、そのシール構造の圧力調整方法と運転方法 | |
| JP2007309548A (ja) | 熱間等方圧プレス装置 | |
| JP7089594B2 (ja) | 加圧装置及び当該装置内の物品を冷却する方法 | |
| JP2006266616A (ja) | 熱処理炉 | |
| CN204251647U (zh) | 旋转热处理炉 | |
| JP2007313553A (ja) | 熱間等方圧プレス装置 | |
| US20170254592A1 (en) | Thermal treatment device | |
| JP6891348B2 (ja) | 物品を加工するための方法および物品の高圧処理のための方法 | |
| CN114197056B (zh) | 一种半导体材料退火装置及退火方法 | |
| JP2006183874A (ja) | 熱処理装置及び熱処理部品の製造方法 | |
| JP2010016285A (ja) | 熱処理装置 | |
| JP2001313328A (ja) | 基板熱処理装置 | |
| JPH04240389A (ja) | 熱間等方圧加圧装置 | |
| JP5722416B2 (ja) | 熱間静水圧プレス装置 |