JP2007212278A - 旧ゴムゲージ測定機 - Google Patents
旧ゴムゲージ測定機 Download PDFInfo
- Publication number
- JP2007212278A JP2007212278A JP2006032140A JP2006032140A JP2007212278A JP 2007212278 A JP2007212278 A JP 2007212278A JP 2006032140 A JP2006032140 A JP 2006032140A JP 2006032140 A JP2006032140 A JP 2006032140A JP 2007212278 A JP2007212278 A JP 2007212278A
- Authority
- JP
- Japan
- Prior art keywords
- peripheral surface
- outer peripheral
- distance
- old rubber
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005259 measurement Methods 0.000 claims abstract description 60
- 230000002093 peripheral effect Effects 0.000 claims abstract description 46
- 238000006073 displacement reaction Methods 0.000 claims abstract description 33
- 229910000831 Steel Inorganic materials 0.000 abstract description 6
- 239000010959 steel Substances 0.000 abstract description 6
- 238000001514 detection method Methods 0.000 description 22
- 238000000034 method Methods 0.000 description 9
- 230000008859 change Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/54—Retreading
- B29D2030/546—Measuring, detecting, monitoring, inspecting, controlling
Landscapes
- Tyre Moulding (AREA)
- Measurement Of Length, Angles, Or The Like Using Electric Or Magnetic Means (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
【解決手段】旧ゴムゲージ測定機1は、スチールベルト層31のベルト外周面Lcまでの第1測定距離D1を測定する渦電流センサー21と、渦電流センサー21に接して固定され、バフタイヤ30の外周面までの第2測定距離D2を測定するレーザー変位センサーとを備えている。渦電流センサー21の検出コイル21a及びレーザー変位センサー22の検出端22aは、固定された回転軸を中心に回転するバフタイヤ30の外周面Laより一定距離をもって固定されている。両センサー21、22のセンサー間距離D3は一定であり、第1測定距離D1とセンサー間距離D3の和から第2測定距離D2を減じることで旧ゴムゲージGが算出される。
【選択図】図2
Description
この旧ゴムゲージの測定は、ベルト層に達するまで削り、スケールなどでその深さ(旧ゴムゲージ)を手作業で測定していたが、手作業による測定は、手間がかかるうえ、測定数が少ないと信頼性も低いといった欠点があった。
そこで、このような問題に対応するために渦電流センサー或いは金属検知センサーによって測定する旧ゴムゲージを測定する方法が、例えば特許文献1、2に開示されている。
特許文献1、2は、一対の車輪を備えた台車形状の支持部材に渦電流センサー(特許文献2では金属検知センサー)を支持させてなる旧ゴムゲージの測定機である。これによると、測定機の一対の車輪を回転可能に設けたバフタイヤの外周面に接触させ、バフタイヤを回転させることで渦電流センサーがバフタイヤの周面から一定距離を保ってトレースする。そして、渦電流センサーによって測定されたセンサー測定端とベルト層との距離から、センサーとバフタイヤの外周面までの固定距離の距離差(すなわちベルト層上の旧ゴムゲージに相当)を算出するものである。
バフ作業前の更生されるバフタイヤの外周面(旧ゴムゲージ)がタイヤ全周にわたって均一であるとは限らない。このことから、このバフタイヤの外周面に接触して回転する支持部材の車輪及びこの車輪に支持されてなる渦電流センサーなどは、バフタイヤの回転による振動の影響を受け、測定値にバラツキが発生し、測定精度が低下するといった問題があった。
本発明では、渦電流センサー及びレーザー変位センサーによって回転軸を回転するバフタイヤの全周にわたって測定することで、渦電流センサーではその測定端からベルト層のベルト外周面までの第1測定距離を測定でき、レーザー変位センサーではその測定端からバフタイヤの外周面までの第2測定距離を測定できる。渦電流センサー及びレーザー変位センサーの各測定端が並んで設けられているため、両センサーの距離(センサー間距離)は一定となる。例えば渦電流センサーの測定端がレーザー変位センサーの測定端よりもバフタイヤ側に設けられているときは、第1測定距離とセンサー間距離の和から第2測定距離を減じることで旧ゴムゲージを算出することができる。そして、渦電流センサー及びレーザー変位センサーは共に、回転軸中心に回転するバフタイヤの外周面から一定の距離をもって非接触状態で固定されているため、回転するバフタイヤの振動の影響を受けることなく測定できる。
本発明では、渦電流センサーによって測定された第1測定距離と、レーザー変位センサーによって測定された第2測定距離との両測定値より、径方向の旧ゴムゲージを算出できるため、バフ外周面の設定を容易に行うことができる。
本発明では、固定架台が回転するバフタイヤに接触していないため、固定架台に取り付けられた渦電流センサー及び前記レーザー変位センサーもバフタイヤに接することがない。そのため、回転による振動の影響を受けることなく測定できる。
図1は本発明の実施の形態による旧ゴムゲージ測定機の全体概要を示す側面図、図2は旧ゴムゲージ測定機の測定部を示す部分断面図である。
図1に示すように、旧ゴムゲージ測定機1は、リム(図示省略)を装着したバフタイヤ30の回転軸30aが支持基台11に装着されて固定位置で回転可能に支持されている。そして、バフタイヤ30の外周面Laから一定距離をもって測定部20が固定架台12の所定位置に固定されている。
ここで、バフタイヤ30の概略構成について説明しておく。図2では、更生されたバフタイヤ30の輪郭を二点鎖線で示しており、バフタイヤ30内には、上述したようにスチールベルト層31が埋設されている。そして、図2に示すバフタイヤ30の外周面Laを実線で示し、バフ作業によるバフ外周面Lbを点線で示している。
渦電流センサー21は、その検出コイル21a(渦電流センサーの測定端)を、回転可能に設けたバフタイヤ30の径方向に向け、バフタイヤ30の外周面Laに対向させるように近接させて配置されている。この渦電流センサー21によると、検出コイル21aに高周波電流を流すことで磁束を誘起し、この磁束の変化によりスチールベルト層31に渦電流が発生する。この渦電流は磁束を誘起して検出コイル21aに作用してインピーダンス変化を起こすため、この検出コイル21aのインピーダンス変化から距離信号を電圧で取り出すことができる。この検出電圧は、渦電流センサー21からスチールベルト層31のベルト外周面Lcまでの距離(第1測定距離D1)をなしている。このように、渦電流センサー21によってバフタイヤ30の外周面Laから所定の距離を保ってトレースすることで、第1測定距離D1が測定される。
そして、検出端22aからバフタイヤ30の外周面Laにレーザー光を照射させ、その外周面Laから拡散反射されたレーザー光の一部を検出端22aの光位置検出素子で検出することで、検出端22aから外周面Laまでの変位量(すなわち第2測定距離D2)が測定される。
このように、渦電流センサー21とレーザー変位センサー22を使用することで、バフタイヤ30の全周にわたって夫々の測定距離D1、D2が測定されることになる。
図2に示すように、渦電流センサー21の検出コイル21aと、レーザー変位センサー22の検出端22aとの間のセンサー間距離D3が一定に固定されていることから、旧ゴムゲージGは下式に基づいて算出することができる。すなわち、第1測定距離D1とセンサー間距離D3との和から、第2測定距離D2を減じることで旧ゴムゲージGを算出することができる。
旧ゴムゲージG=(第1測定距離D1+センサー間距離D3)−第2測定距離D2
そして、この算出した旧ゴムゲージGから任意のバフ外周面Lbを設定し、このバフ外周面Lbを管理することで、高精度なタイヤ更生作業を行うことができる。
また、バフ作業時の旧ゴムゲージGを精度よく管理することができることから、例えば旧ゴムゲージGが極端に厚い部分に再バフ作業や部分バフ作業などを施して製品のユニフォーミティ・バランス量(タイヤの寸法、剛性、重量の不均一性)を改善させる場合に、この改善作業をより高い精度で行なうことができる。
例えば、本実施の形態ではまた、渦電流センサー21とレーザー変位センサー22同士が接して固定されているが、接して配列させることに限定されず、両センサー21、22間に隙間を設けて配置されてもかまわない。ただし、測定誤差を少なくするために、できるだけ接近させて設けることが好ましい。また、渦電流センサー21とレーザー変位センサー22は、バフタイヤ30の回転方向に配列されているが、例えば両センサー21、22をバフタイヤ30の幅方向に並列させて配置させてもかまわない。
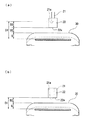
また、渦電流センサー21及びレーザー変位センサー22の固定位置(バフタイヤ30から離間)は、各センサー21、22の測定値の誤差が少ない最適な位置とすることは言うまでもない。すなわち、本実施の形態では渦電流センサー21の検出コイル21aがレーザー変位センサー22の検出端22aより下方(バフタイヤ30側)に配置されているが、これに限定されず、例えば図3(a)に示すようにレーザー変位センサー22が渦電流センサー21よりバフタイヤ30側に設けることができる。この場合、旧ゴムゲージGの算出では、第1測定距離D1とセンサー間距離D3との差から、第2測定距離D2を減じることになる。また、図3(b)に示すように両センサー21、22の測定端(検出コイル21a、検出端22a)を同位置に設けたりすることもできる。この場合、センサー間距離D3はゼロであることから、第1測定距離D1から第2測定距離D2を減じることで旧ゴムゲージGを算出することができる。
さらに、本実施の形態では測定部20を固定する固定架台12や、バフタイヤ30を回転させる支持基台11の形状、構成は本実施の形態に限定されることはない。要は、バフタイヤ30がその回転軸30aを中心に回転し、測定部20が所定位置に固定できるように構成されていればよい。
20 測定部
21 渦電流センサー
21a 検出コイル(渦電流センサーの測定端)
22 レーザー変位センサー
22a 検出端(レーザー変位センサーの測定端)
30 バフタイヤ
31 スチールベルト層(ベルト層)
La 外周面
Lb バフ外周面
Lc ベルト外周面
D1 第1測定距離
D2 第2測定距離
D3 センサー間距離
G 旧ゴムゲージ
Claims (3)
- バフタイヤの外周面からベルト層のベルト外周面までの旧ゴムゲージを測定する旧ゴムゲージ測定機であって、
前記ベルト層のベルト外周面までの第1測定距離を測定する渦電流センサーと、
該渦電流センサーに並んで設けられ、前記バフタイヤの外周面までの第2測定距離を測定するレーザー変位センサーと、
を備え、
前記渦電流センサー及び前記レーザー変位センサーは、各々の測定端が固定された回転軸を中心に回転する前記バフタイヤの外周面より一定距離をもって固定されていることを特徴とする旧ゴムゲージ測定機。 - 前記渦電流センサー及び前記レーザー変位センサーの各測定端は、回転可能に設けた前記バフタイヤの径方向に向けて設けられていることを特徴とする請求項1に記載の旧ゴムゲージ測定機。
- 前記渦電流センサー及び前記レーザー変位センサーは、前記バフタイヤに非接触で設けられた固定架台に固定されていることを特徴とする請求項1又は2に記載の旧ゴムゲージ測定機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006032140A JP2007212278A (ja) | 2006-02-09 | 2006-02-09 | 旧ゴムゲージ測定機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006032140A JP2007212278A (ja) | 2006-02-09 | 2006-02-09 | 旧ゴムゲージ測定機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007212278A true JP2007212278A (ja) | 2007-08-23 |
Family
ID=38490866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006032140A Pending JP2007212278A (ja) | 2006-02-09 | 2006-02-09 | 旧ゴムゲージ測定機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007212278A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011021891A (ja) * | 2009-07-13 | 2011-02-03 | Yokohama Rubber Co Ltd:The | タイヤの金属ワイヤ検出方法及びその装置 |
| CN102482852A (zh) * | 2009-08-31 | 2012-05-30 | 米其林研究和技术股份有限公司 | 确定橡胶或弹性体材料中的金属特征的深度的方法和设备 |
| WO2013073584A1 (ja) * | 2011-11-14 | 2013-05-23 | 株式会社ブリヂストン | トレッド厚さ測定方法 |
| JP2016529494A (ja) * | 2013-07-26 | 2016-09-23 | カンパニー ジェネラレ デ エスタブリシュメンツ ミシュラン | タイヤのライナ層の厚さを測定するシステム |
| KR101782377B1 (ko) | 2016-04-29 | 2017-09-27 | 한국기계연구원 | 절삭유닛의 절삭툴 정상 설치장치 및 이를 이용한 절삭툴의 정상 설치방법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03202710A (ja) * | 1989-06-12 | 1991-09-04 | Tzn Forschungs & Entwicklungszentrum Unterluess Gmbh | 非接触式層厚測定方法及び装置 |
| JPH03295409A (ja) * | 1990-04-12 | 1991-12-26 | Nippon Steel Corp | 金属管表面塗膜の非接触式厚み測定方法 |
| JPH0530717U (ja) * | 1991-09-30 | 1993-04-23 | トリニテイ工業株式会社 | 未乾燥塗膜の膜厚測定装置 |
| JPH0682506U (ja) * | 1993-04-28 | 1994-11-25 | 兼子興産株式会社 | 非接触厚さ計 |
| JPH09239866A (ja) * | 1996-03-13 | 1997-09-16 | Bridgestone Corp | 更生タイヤの判別方法及び更生タイヤの製造方法 |
| JP2002086586A (ja) * | 2000-09-14 | 2002-03-26 | Bridgestone Corp | バフタイヤの旧ゴムゲージの測定方法及びバフ方法 |
-
2006
- 2006-02-09 JP JP2006032140A patent/JP2007212278A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03202710A (ja) * | 1989-06-12 | 1991-09-04 | Tzn Forschungs & Entwicklungszentrum Unterluess Gmbh | 非接触式層厚測定方法及び装置 |
| JPH03295409A (ja) * | 1990-04-12 | 1991-12-26 | Nippon Steel Corp | 金属管表面塗膜の非接触式厚み測定方法 |
| JPH0530717U (ja) * | 1991-09-30 | 1993-04-23 | トリニテイ工業株式会社 | 未乾燥塗膜の膜厚測定装置 |
| JPH0682506U (ja) * | 1993-04-28 | 1994-11-25 | 兼子興産株式会社 | 非接触厚さ計 |
| JPH09239866A (ja) * | 1996-03-13 | 1997-09-16 | Bridgestone Corp | 更生タイヤの判別方法及び更生タイヤの製造方法 |
| JP2002086586A (ja) * | 2000-09-14 | 2002-03-26 | Bridgestone Corp | バフタイヤの旧ゴムゲージの測定方法及びバフ方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011021891A (ja) * | 2009-07-13 | 2011-02-03 | Yokohama Rubber Co Ltd:The | タイヤの金属ワイヤ検出方法及びその装置 |
| CN102482852A (zh) * | 2009-08-31 | 2012-05-30 | 米其林研究和技术股份有限公司 | 确定橡胶或弹性体材料中的金属特征的深度的方法和设备 |
| JP2013503333A (ja) * | 2009-08-31 | 2013-01-31 | ミシュラン ルシェルシュ エ テクニーク ソシエテ アノニム | ゴム材料またはエラストマー性材料中における金属形体の深さを決定するための方法および装置 |
| US8806930B2 (en) | 2009-08-31 | 2014-08-19 | Michelin Recherche Et Technique S.A. | Method and apparatus for determining the depth of a metal feature in a rubber or elastomeric material |
| CN102482852B (zh) * | 2009-08-31 | 2015-07-01 | 米其林研究和技术股份有限公司 | 确定橡胶或弹性体材料中的金属特征的深度的方法和设备 |
| WO2013073584A1 (ja) * | 2011-11-14 | 2013-05-23 | 株式会社ブリヂストン | トレッド厚さ測定方法 |
| US9329032B2 (en) | 2011-11-14 | 2016-05-03 | Bridgestone Corporation | Tread thickness measuring method |
| CN103946669B (zh) * | 2011-11-14 | 2016-12-14 | 株式会社普利司通 | 胎面厚度测量方法 |
| JP2016529494A (ja) * | 2013-07-26 | 2016-09-23 | カンパニー ジェネラレ デ エスタブリシュメンツ ミシュラン | タイヤのライナ層の厚さを測定するシステム |
| KR101782377B1 (ko) | 2016-04-29 | 2017-09-27 | 한국기계연구원 | 절삭유닛의 절삭툴 정상 설치장치 및 이를 이용한 절삭툴의 정상 설치방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4610062B2 (ja) | バフ方法 | |
| EP1946914B1 (en) | Retreaded tire and process for producing the same | |
| JP6677347B2 (ja) | 空気入りタイヤ、タイヤ摩耗情報取得システム、及び空気入りタイヤの摩耗情報取得方法 | |
| JP5837057B2 (ja) | 複数個のリブ及び少なくとも1つのリブなし測定ゾーンを有する成形要素 | |
| JP2007212278A (ja) | 旧ゴムゲージ測定機 | |
| JP2010042536A (ja) | 更生タイヤの製造方法及び使用済みタイヤの研削装置 | |
| JP2001264219A (ja) | タイヤ一様性測定による機械寄与を識別し除去する方法 | |
| US20170227496A1 (en) | Magnetic flux sensor quality indicator apparatus and method | |
| US20140311246A1 (en) | Tread thickness measuring method | |
| CN107709948B (zh) | 负载求出方法 | |
| US7677077B2 (en) | Sensor calibration device and method for a tire | |
| JP2006192795A (ja) | 更生タイヤの作製方法 | |
| JP4466831B2 (ja) | グリーンタイヤの表面検査装置 | |
| JPH09239866A (ja) | 更生タイヤの判別方法及び更生タイヤの製造方法 | |
| TW201945705A (zh) | 輪胎試驗機的輪圈尺寸管理方法 | |
| JP6575229B2 (ja) | ゴム積層体の形状測定方法及びそれを用いた空気入りタイヤの製造方法 | |
| JP2002162222A (ja) | 未加硫タイヤの外形測定方法及びその装置 | |
| JP5443605B2 (ja) | ゴム材料またはエラストマー性材料中における金属形体の深さを決定するための方法および装置 | |
| KR100426143B1 (ko) | 휴대용 타이어 트레드의 형상 및 깊이 측정장치 | |
| TW201942556A (zh) | 輪胎試驗機及輪胎的標記方法 | |
| JP2004258007A (ja) | 車輪形状測定方法 | |
| JP2013035421A (ja) | 空気入りタイヤおよび空気入りタイヤの更生方法 | |
| KR100628350B1 (ko) | 스캔형 차륜 측정장치 및 이를 이용한 측정시스템 | |
| JPH0341336A (ja) | 周方向に沿った不均一性によるタイヤの欠陥を分析するための方法および装置 | |
| JP2008168520A (ja) | ゴムゲージ測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110711 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110711 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110816 |