JP2006038953A - Blade assembly - Google Patents
Blade assembly Download PDFInfo
- Publication number
- JP2006038953A JP2006038953A JP2004214824A JP2004214824A JP2006038953A JP 2006038953 A JP2006038953 A JP 2006038953A JP 2004214824 A JP2004214824 A JP 2004214824A JP 2004214824 A JP2004214824 A JP 2004214824A JP 2006038953 A JP2006038953 A JP 2006038953A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- metal blade
- blade member
- metal
- blade assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Electrophotography Configuration And Component (AREA)
- Dry Development In Electrophotography (AREA)
- Cleaning In Electrography (AREA)
Abstract
Description
この発明は、電子写真方式等による画像形成装置において、各種ロール等の現像剤担持体に当接させて摺動させるブレード部材を装着するためのブレード組立体に係り、特に、金属ブレード部材を支持部材に固定したブレード組立体の改良に関するものである。 The present invention relates to a blade assembly for mounting a blade member that is brought into contact with and slides on a developer carrier such as various rolls in an image forming apparatus using an electrophotographic method, and particularly supports a metal blade member. The present invention relates to an improvement of a blade assembly fixed to a member.
従来、電子写真方式による画像形成装置には、ホッパ等に貯留されている現像剤であるトナーが、トナー搬送ロール、マグネットロール、感光ドラム、現像ロールなど、各種のロールからなる現像剤担持体を経由し、紙等の被現像体に転写される。 2. Description of the Related Art Conventionally, in an electrophotographic image forming apparatus, a toner carrier, which is a developer stored in a hopper or the like, is provided with a developer carrying member composed of various rolls such as a toner conveying roll, a magnet roll, a photosensitive drum, and a developing roll. Via, it is transferred to a developing object such as paper.
このような画像形成装置では、トナーが各ロール表面に担持されつつ移動するが、その際、ロール表面上のトナーの層厚を規制するための層厚規制用ブレード、トナーを帯電させるための帯電用ブレード、所定の搬送区間以後に各ロール表面に残留したトナーや異物等を除去するためのクリーニングブレードなどが、ロール表面に、所定の圧力で当接するように設置されている。 In such an image forming apparatus, the toner moves while being carried on each roll surface. At that time, a layer thickness regulating blade for regulating the layer thickness of the toner on the roll surface, and a charging for charging the toner. A blade for cleaning, a cleaning blade for removing toner, foreign matter, and the like remaining on each roll surface after a predetermined conveyance section are installed so as to contact the roll surface with a predetermined pressure.
これらの現像ブレードやクリーニングブレードは金属又は樹脂から形成された長尺のブレード部材を備えており、このブレード部材が支持部材に固定されたブレード組立体として、画像形成装置に不動状態又は可動状態で装着されている。 These developing blades and cleaning blades have a long blade member formed of metal or resin, and the blade member is fixed to a support member as a blade assembly in an immobile state or a movable state. It is installed.
このようなブレード組立体では、金属製ブレード部材は、通常、螺子等を用いて支持部材に固定されており(例えば、下記特許文献1の図3参照)、樹脂製のブレード部材は、数箇所で螺子等により支持部材に固定されたものや、接着剤を用いて支持部材に接着したものが知られている(例えば、下記特許文献1乃至3参照)。
しかしながら、従来、金属ブレード部材を用いたブレード組立体では、支持部材に螺子等の機械的固定手段により固定されていたが、金属ブレード部材が薄肉のバネ性を有する材料からなるのに対し、支持部材が樹脂や金属等のバネ性のない材料からなり、それぞれ異なる材料から形成されているため、熱膨張係数に差異があった。そのため、稼働時に温度が上昇する等、温度変化を受けると、金属ブレード部材に微小な歪み等の変形を生じ易く、耐久性も低下し易かった。また、金属ブレード部材をロールに大きな圧力で接触させる場合、金属ブレード部材を固定する螺子近傍の位置と、螺子から離れた位置とで変形状態に微小な差が生じることから、金属ブレード部材の長さ方向での接触圧に差が生じ易いなどの問題点があった。 However, conventionally, in a blade assembly using a metal blade member, it is fixed to the support member by a mechanical fixing means such as a screw. However, the metal blade member is made of a material having a thin spring property. Since the member is made of a material having no spring property such as resin or metal and is formed of different materials, there is a difference in thermal expansion coefficient. For this reason, when the temperature is changed during operation, such as a temperature rise, the metal blade member is likely to be deformed such as a minute strain, and the durability is also easily lowered. In addition, when the metal blade member is brought into contact with the roll with a large pressure, there is a slight difference in the deformation state between the position near the screw for fixing the metal blade member and the position away from the screw. There is a problem that a difference in the contact pressure in the vertical direction is likely to occur.
そこで、この発明では、金属ブレード部材に歪みを生じ難く、耐久性を向上し易いとともに、金属ブレード部材を現像剤担持体に均一な圧力で当接させ易いブレード組立体を提供することを課題とする。 Accordingly, it is an object of the present invention to provide a blade assembly that is less likely to be distorted in a metal blade member, is easy to improve durability, and is easy to abut a metal blade member on a developer carrier with uniform pressure. To do.
上記課題を解決する請求項1に記載のブレード組立体は、支持部材に金属ブレード部材が固定され、該金属ブレード部材が現像剤担持体に当接するように配設されるブレード組立体において、前記支持部材と前記金属ブレード部材とが接着剤により接着され、該接着剤と前記支持部材とのSP値(溶解度因子)の差が15以下であるとともに、前記接着剤の硬化後又は固化後の切断伸び率が350%以上、且つ、引張り強さが3MPa以上であることを特徴とする。 The blade assembly according to claim 1, wherein the blade assembly according to claim 1, wherein a metal blade member is fixed to a support member, and the metal blade member is disposed so as to come into contact with the developer carrier. The support member and the metal blade member are bonded by an adhesive, and the difference in SP value (solubility factor) between the adhesive and the support member is 15 or less, and the adhesive is cut after being cured or solidified. The elongation is 350% or more and the tensile strength is 3 MPa or more.
請求項2に記載の発明は、請求項1に記載の構成に加え、前記金属ブレード部材の実質的に全長に渡り、一定幅で前記接着剤が塗布されていることを特徴とする。 The invention described in claim 2 is characterized in that, in addition to the configuration described in claim 1, the adhesive is applied with a constant width over substantially the entire length of the metal blade member.
請求項3に記載の発明は、請求項1又は2に記載の構成に加え、前記接着剤の硬化後又は固化後の厚さが、60μm以上150μm以下であることを特徴とする。 The invention according to claim 3 is characterized in that, in addition to the structure according to claim 1 or 2, the thickness of the adhesive after curing or after solidification is 60 μm or more and 150 μm or less.
請求項4に記載の発明は、請求項1乃至3の何れか一つに記載の構成に加え、前記接着剤がシリコーン系接着剤であることを特徴とする。 The invention described in claim 4 is characterized in that, in addition to the structure described in any one of claims 1 to 3, the adhesive is a silicone-based adhesive.
請求項5に記載の発明は、請求項1乃至4の何れか一つに記載の構成に加え、前記金属ブレード部材が、弾性係数が110N以上195N以下、且つ、バネ限界値が250N/mm以上470N/mm以下の六価クロムを含まない鋼板からなることを特徴とする。 According to a fifth aspect of the present invention, in addition to the configuration according to any one of the first to fourth aspects, the metal blade member has an elastic modulus of 110 N or more and 195 N or less, and a spring limit value of 250 N / mm or more. It consists of a steel plate which does not contain hexavalent chromium of 470 N / mm or less.
請求項6に記載の発明は、請求項1乃至5の何れか一つに記載の構成に加え、前記金属ブレード部材が、前記現像剤担持体の表面に付着した現像剤を除去するものであることを特徴とする。 According to a sixth aspect of the present invention, in addition to the configuration according to any one of the first to fifth aspects, the metal blade member removes the developer attached to the surface of the developer carrying member. It is characterized by that.
請求項1に記載の発明によれば、支持部材と金属ブレード部材とを接着する接着剤が、支持部材より15以下のSP値の差を有するものであるため、支持部材との界面の接着強度を十分に高くすることができ、しかも、この接着剤の硬化後又は固化後の切断伸び率が350%以上であるとともに、引張り強さが3MPa以上であるので、金属ブレード部材と支持部材との間の熱膨張係数の差に起因する歪などを接着剤層の変形により吸収することができる。そのため、金属ブレード部材を現像剤担持体に均一な圧力で当接させ易く、また、金属ブレード部材の変形を防止して耐久性を向上することができるとともに、金属ブレード部材の支持部材からの剥離を防止してブレード組立体の耐久性も確保することが可能である。 According to the first aspect of the present invention, since the adhesive that bonds the support member and the metal blade member has a difference in SP value of 15 or less than that of the support member, the adhesive strength at the interface with the support member. Furthermore, since the elongation percentage after curing or solidification of the adhesive is 350% or more and the tensile strength is 3 MPa or more, the metal blade member and the support member Strain caused by the difference in thermal expansion coefficient between them can be absorbed by deformation of the adhesive layer. Therefore, the metal blade member can be easily brought into contact with the developer carrying member with uniform pressure, and the metal blade member can be prevented from being deformed to improve durability, and the metal blade member is peeled off from the support member. And the durability of the blade assembly can be secured.
請求項2によれば、金属ブレード部材の実質的に全長に渡り、一定幅で接着剤が塗布されているので、金属ブレード部材が全長に渡り支持体に固定されることができ、金属ブレード部材を現像剤担持体に当接させた際、変形状態を全長に渡り一定にすることができ、金属ブレード部材を現像剤担持体に均一な圧力で当接させることができる。 According to claim 2, since the adhesive is applied with a constant width over substantially the entire length of the metal blade member, the metal blade member can be fixed to the support body over the entire length, and the metal blade member When the toner is brought into contact with the developer carrier, the deformation state can be made constant over the entire length, and the metal blade member can be brought into contact with the developer carrier with a uniform pressure.
請求項3に記載の発明によれば、接着剤の硬化後又は固化後の厚さが60μm以上150μm以下であると、接着剤層の接着強度を確保し易い。 According to invention of Claim 3, it is easy to ensure the adhesive strength of an adhesive bond layer in the thickness after hardening or solidification of an adhesive agent being 60 micrometers or more and 150 micrometers or less.
請求項4に記載の発明によれば、接着剤がシリコーン系接着剤であれば、上記のような切断時伸び及び引っ張り強さを容易に得ることができ、特に好適に用いることができる。 According to invention of Claim 4, if an adhesive agent is a silicone type adhesive agent, the above elongation at the time of cutting and tensile strength can be obtained easily, and it can use especially suitably.
請求項5に記載の発明によれば、金属ブレード部材が、弾性係数が110N以上195N以下、且つ、バネ限界値が250N/mm以上470N/mm以下の鋼板からなり、適度のバネ性を有しているので、金属ブレード部材を弾性変形させ易く、金属ブレード部材の側縁全体を現像剤担持体により均一に接触させ易い。しかも、六価クロムを含まない鋼板からなるものなので、廃棄等の際にも環境に対する悪影響を少なくすることができる。 According to the invention described in claim 5, the metal blade member is made of a steel plate having an elastic modulus of 110N or more and 195N or less and a spring limit value of 250N / mm or more and 470N / mm or less, and has an appropriate spring property. Therefore, the metal blade member is easily elastically deformed, and the entire side edge of the metal blade member is easily brought into contact with the developer carrier uniformly. And since it consists of a steel plate which does not contain hexavalent chromium, the bad influence with respect to an environment can be reduced also at the time of disposal.
請求項6に記載の発明によれば、金属ブレード部材が現像剤担持体の表面に付着した現像剤を除去するクリーニング用のブレード組立体であるので、樹脂等の材料からなるブレード部材に比べて、現像剤担持体に接触させる頂部を鋭利に形成することができるため、より現像剤を除去し易くて好適である。 According to the sixth aspect of the present invention, the metal blade member is a cleaning blade assembly that removes the developer adhering to the surface of the developer carrying member, and therefore, compared to a blade member made of a material such as a resin. Since the top part that is brought into contact with the developer carrying member can be sharply formed, it is preferable that the developer can be removed more easily.
以下、この発明の実施の形態について説明する。 Embodiments of the present invention will be described below.
図1乃至図3は、この実施の形態のブレード組立体を示す。 1 to 3 show a blade assembly of this embodiment.
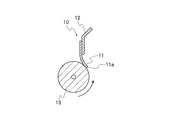
図において、10は、図示しない画像形成装置の所定位置に装着されるブレード組立体であり、長尺の金属ブレード部材11が接着剤により支持部材12に固定されたものである。このブレード組立体10は、図3に示すように、金属ブレード部材11の一側縁11aの略全長が、現像剤担持体としてのクリーニングロール・転写ベルト等の対象物13の表面に当接した状態で、取付孔14を利用して画像形成装置の所定位置に螺子等を用いて装着されている。
In the figure,
このようなブレード組立体10は、金属ブレード11を当接させた状態でクリーニングロール・転写ベルト等の対象物13を回転させ、その表面上で金属ブレード部材11の側縁11aを摺動させることにより使用される。
Such a
ここで、ブレード組立体10が装着される画像形成装置とは、例えば、電子写真方式におけるファクシミリ、プリンタ、複写機などである。ブレード組立体10は、この画像形成装置に配置されたクリーニングロール・転写ベルト等の対象物13の表面に金属ブレード部材11を当接させた状態で画像形成装置に装着するためのものである。ここでは、金属ブレード部材11をクリーニングロール・転写ベルト等の対象物13に常時当接させるように不動状態で画像形成装置に固定するものであってもよく、必要時に移動してクリーニングロール・転写ベルト等の対象物13に当接させるように移動可能に画像形成装置に固定するものであってもよい。
Here, the image forming apparatus to which the
また、クリーニングロール・転写ベルト等の対象物13は、トナー搬送ロール、マグネットロール、感光ドラムなど、現像剤を担持して搬送するものであれば、全く同様に置換でき、特に限定されるものではない。
Further, the
そして、ブレード組立体10の金属ブレード部材11としては、トナーの膜圧を規制したり、摩擦帯電させるなどの現像ブレード等であってもよいが、回転するクリーニングロール・転写ベルト等の対象物13の表面に所定の搬送区間後に残留したトナーを除去するために用いるクリーニング用ブレードに好適に用いることができる。
The
金属ブレード部材11は樹脂等の材料から形成されたブレード部材に比べ、クリーニングロール・転写ベルト等の対象物13に接触させる一側縁を鋭利に形成し易いため、対象物13の表面に付着したトナーを除去し易いからである。
The
このような金属ブレード部材11は、一般に、側縁11aが予め設定された所定圧力、例えば1N以上の圧力で、クリーニングロール・転写ベルト等の対象物13に当接されるが、対象物13の全長に渡り、できるだけ一定圧力で接触するのがよい。そのため、この金属プレード部材11は、適度のバネ性を有する材料からなるものが好ましい。特に、JIS G 7602 01に準拠する弾性係数が110N以上195N以下であるとともに、JIS H 3130に準拠するバネ限界値が250N/mm以上470N/mm以下の金属からなるものが好適である。このような弾性係数の範囲とバネ限界値の範囲を有する金属ブレード部材11であれば、適度のバネ性を有しているので、弾性変形させ易く、金属ブレード部材11の側縁11aを全長に渡りクリーニングロール・転写ベルト等の対象物13に均一に接触させ易い。
In general, such a
この発明の金属ブレード部材11を構成する金属としては、例えば、ステンレス鋼、リン青銅、バネ用洋白等を例示できる。また、これらの金属に、耐食性、磨耗性、滑り性を向上する等種々の目的で、メッキ、樹脂コーティング、蒸着、フッ素樹脂処理テープによる被覆等の各種の表面処理を施した金属複合材料からなるものを用いることができる。
Examples of the metal constituting the
このような金属ブレード部材11として、六価クロムを含有していない六価クロム非含有鋼板からなるものや、六価クロムを使用しない表面処理を施したものを用いると、廃棄等の際、環境に対する悪影響が少なくできて好適である。
When such a
また、ブレード組立体10の支持部材12としては、金属ブレード部材11を所定圧力でクリーニングロール・転写ベルト等の対象物13に当接可能な強度を有するものであれば、金属からなるものであっても、樹脂等の金属以外の材料からなるものであってもよい。
The
支持部材12を構成する金属としては、金属ブレード部材11と同一の材料からなるものであってもよい。
The metal constituting the
そして、これらの金属ブレード部材11と支持部材12とを接着する接着剤としては、JIS K6854−1により測定される接着強度が少なくとも10N/cm以上とすることが可能な接着剤であり、特に、この発明の接着剤としては、硬化後又は固化後の切断伸び率が350%以上であり、同時に、JIS K6251により測定される引張り強さが3MPa以上である必要がある。
The adhesive that bonds the
このような切断伸び率及び引張り強さの範囲のものであれば、支持部材12に対する金属ブレード部材11の歪、例えば、画像形成装置の稼働時にブレード組立体10の温度が上昇することにより、金属ブレード部材11と支持部材12との熱膨張率の差により生じる各部材の伸縮からなる歪、金属ブレード部材11をクリーニングロール・転写ベルト等の対象物13に所定圧力で当接させて弾性変形させることにより生じる歪などを、接着剤が弾性変形することにより吸収することができるからである。
In the case of such a range of cutting elongation and tensile strength, the distortion of the
このような硬化後又は固化後の切断伸び率及び引張り強さを有する接着剤としては、反応硬化型、熱硬化型等のシリコーン系接着剤である。 Examples of the adhesive having the elongation at break and the tensile strength after curing or solidification include silicone adhesives such as reaction curing type and thermosetting type.
また、このような接着剤は、金属ブレード部材11の材質と支持部材12の材質とに応じて選択して用いる必要がある。即ち、この発明では、金属ブレード部材11との接着性の良い接着剤であって、接着剤のSP値(溶解度因子)と支持部材12のSP値(溶解度因子)との差が15以下となるものを選択して用いる。このようなSP値の範囲内であれば、接着剤と金属ブレード部材11との界面だけでなく、接着剤と支持部材12との界面における十分な接着強度を得ることが容易だからである。
Such an adhesive must be selected and used according to the material of the
このような接着剤により、金属ブレード部材11と支持部材12とを接着するには、例えば、スクリーン印刷など、各種の塗布方法を用いて、これらの一方又は双方に接着剤を塗布して、硬化又は固化させればよい。その際、接着剤を塗布する範囲は、図1に示すように、支持部材12の側縁12aと同一とするか側縁12aより内側とすれば、外観に優れて好ましく、更に、接着した状態で、金属ブレード部材11の実質的に全長に渡り、一定幅となる領域Xに接着剤が存在するように塗布するのが好ましい。ここで、実質的に全長に渡り接着剤が塗布されるとは、金属ブレード部材11のクリーニングロール・転写ベルト等の対象物13に接触する範囲の略全体に対応する位置に接着剤が塗布されることである。
In order to bond the
このようにすれば、金属ブレード部材11を実質的に全長に渡り支持部材12に固定することができ、しかも、クリーニングロール・転写ベルト等の対象物13に当接して弾性変形により変位する側縁11aから接着剤により固定された位置までの長さを均一にできるため、金属ブレード部材11をクリーニングロール・転写ベルト等の対象物13に当接させた際の変形量を一定にして、金属ブレード部材11を全長に渡り対象物13に均一な圧力で当接させることができる。
In this way, the
また、接着剤の硬化後又は固化後の厚さが60μm以上150μm以下となるようにするのがより好ましい。このようにすれば、接着剤層の強度を確保し易くできるからである。即ち、接着剤層が厚い場合、例えば、接着剤に混入する気泡等のために接着剤層の強度が低下し易くなるなどが考えられるが、このような厚さであれば、それらを防止し易く、十分な接着強度を確保し易いのである。その結果、金属ブレード部材11と支持部材12との剥離を防止することができる。
Moreover, it is more preferable that the thickness of the adhesive after curing or solidification is 60 μm or more and 150 μm or less. This is because the strength of the adhesive layer can be easily ensured. That is, when the adhesive layer is thick, for example, the strength of the adhesive layer is likely to decrease due to air bubbles mixed in the adhesive, etc., but such a thickness prevents them. It is easy to secure sufficient adhesive strength. As a result, peeling between the
従って、以上のように接着剤を用いて金属ブレード部材11を支持部材12に固定したブレード組立体10によれば、接着剤が、支持部材12より15以下のSP値の差を有するものであるため、金属ブレード部材11との界面の接着強度及び支持部材12との界面の接着強度を十分に高くすることができ、しかも、この接着剤の硬化後又は固化後の切断伸び率が350%以上であるとともに、引張り強さが3MPa以上であるので、金属ブレード部材11と支持部材12との間の熱膨張係数の差に起因する歪などを接着剤層の変形により吸収することができる。そのため、金属ブレード部材11をクリーニングロール・転写ベルト等の対象物13に均一な圧力で当接させ易く、また、金属ブレード部材11の変形を防止して耐久性を向上することができるとともに、金属ブレード部材11の支持部材12からの剥離を防止してブレード組立体の耐久性も確保することが可能である。
Therefore, according to the
なお、上記実施の形態は、この発明の範囲内において適宜変更可能であり、例えば、上記では金属ブレード部材11を支持部材12に接着剤のみにより固定したが、従来のように金属ブレード部材11を金属螺子等を用いて固定するブレード組立体の場合、金属螺子等により固定すると共に接着剤を併用することも、当然に可能である。
The embodiment described above can be changed as appropriate within the scope of the present invention. For example, in the above description, the
以下、実施例について説明する。 Examples will be described below.
実施例1
ウレタン変性オレフィン樹脂により表面処理を施した支持部材12と、SUS304 Hからなり、厚さ0.08mmで、弾性係数が193N、バネ限界値が409N/mmの金属ブレード部材11とを、シリコーン接着剤で接着して、図1及び図2に示すブレード組立体10を作製した。
Example 1
A
支持部材12のSP値と接着剤のSP値との差は3であった。また、接着した状態での接着剤の厚さは80μmであった。
The difference between the SP value of the
更に、この接着剤の硬化後の切断伸び率は660%であるとともに、引張り強さは0.7MPaであった。 Further, the elongation percentage after curing of this adhesive was 660%, and the tensile strength was 0.7 MPa.
得られたブレード組立体10を、クリーニングブレードとして、金属ブレード部材11が10gf/mm2の圧力で接するように装着し、28℃の環境下で、10万枚使用する加速試験を行った。
The obtained
その結果、10万枚使用後であっても、対象物13の表面に現像剤の残りは確認されなかった。
As a result, the developer remaining on the surface of the
比較例1
接着剤として、ポリエステル系接着剤(SP値10.0)を用い、アルミニウム製の支持部材12(SP値117)を表面未処理で用いる他は、実施例1と全く同一にして加速試験を行った。
Comparative Example 1
The acceleration test was performed in exactly the same manner as in Example 1 except that a polyester-based adhesive (SP value 10.0) was used as the adhesive and the aluminum support member 12 (SP value 117) was used untreated on the surface. It was.
この比較例1では、支持部材12のSP値と接着剤のSP値との差は107であった。
In Comparative Example 1, the difference between the SP value of the
その結果、10万枚使用後に対象物13の表面に現像剤の残りが確認された。
As a result, the remaining developer was confirmed on the surface of the
10 ブレード組立体
11 金属ブレード部材
12 支持部材
13 クリーニングロール・転写ベルト等の対象物
14 取付孔
DESCRIPTION OF
Claims (6)
前記支持部材と前記金属ブレード部材とが接着剤により接着され、
該接着剤と前記支持部材とのSP値の差が15以下であるとともに、
前記接着剤の硬化後又は固化後の切断伸び率が350%以上、且つ、引張り強さが3MPa以上であることを特徴とするブレード組立体。 In the blade assembly in which the metal blade member is fixed to the support member, and the metal blade member is disposed so as to contact the developer carrier,
The support member and the metal blade member are bonded by an adhesive,
The difference in SP value between the adhesive and the support member is 15 or less,
A blade assembly having a cut elongation after hardening or solidification of the adhesive of 350% or more and a tensile strength of 3 MPa or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004214824A JP2006038953A (en) | 2004-07-22 | 2004-07-22 | Blade assembly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004214824A JP2006038953A (en) | 2004-07-22 | 2004-07-22 | Blade assembly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006038953A true JP2006038953A (en) | 2006-02-09 |
Family
ID=35904050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004214824A Pending JP2006038953A (en) | 2004-07-22 | 2004-07-22 | Blade assembly |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006038953A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010039358A (en) * | 2008-08-07 | 2010-02-18 | Canon Inc | Cartridge attached detachably to image forming device |
| JP2011197279A (en) * | 2010-03-18 | 2011-10-06 | Fuji Xerox Co Ltd | Cleaning blade and image forming apparatus |
| CN110658703A (en) * | 2018-06-29 | 2020-01-07 | 佳能株式会社 | Method of attaching regulating blade and developing apparatus |
| CN111580362A (en) * | 2019-02-19 | 2020-08-25 | 京瓷办公信息系统株式会社 | Developing device and image forming apparatus |
-
2004
- 2004-07-22 JP JP2004214824A patent/JP2006038953A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010039358A (en) * | 2008-08-07 | 2010-02-18 | Canon Inc | Cartridge attached detachably to image forming device |
| JP2011197279A (en) * | 2010-03-18 | 2011-10-06 | Fuji Xerox Co Ltd | Cleaning blade and image forming apparatus |
| CN110658703A (en) * | 2018-06-29 | 2020-01-07 | 佳能株式会社 | Method of attaching regulating blade and developing apparatus |
| CN110658703B (en) * | 2018-06-29 | 2023-07-25 | 佳能株式会社 | Method of attaching controlling blade and developing apparatus |
| CN111580362A (en) * | 2019-02-19 | 2020-08-25 | 京瓷办公信息系统株式会社 | Developing device and image forming apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6908683B2 (en) | Peeling member | |
| JP2006038953A (en) | Blade assembly | |
| JP2009075497A (en) | Developing roll for electrophotographic apparatus | |
| JP6880652B2 (en) | Transfer device and image forming device | |
| JP4089165B2 (en) | roll | |
| JP2007193063A (en) | Recording material separator in image fixing unit | |
| US20080276440A1 (en) | Plate-shaped peeling member and method and apparatus of manufacturing same | |
| JP2003248404A (en) | Image forming device and method of manufacturing cleaning blade | |
| JP2018155877A (en) | Cleaning blade, image forming apparatus, and image forming method | |
| JP2008058371A (en) | Peel-off sheet | |
| US8052590B2 (en) | Amorphous metal components for a reproduction machine | |
| JP2007272142A (en) | Elastic blade, elastic blade assembly and image forming apparatus | |
| JP2017003945A (en) | Pressure roller, heating device, and image forming apparatus | |
| WO2016043296A1 (en) | Peeling member | |
| US8611781B2 (en) | Method and device of joining multiple parts of a toner cartridge | |
| JP7000756B2 (en) | Endless belt, manufacturing method of endless belt, endless belt member, fixing member, fixing device, and image forming device | |
| JP2004126380A (en) | Transfer body for print | |
| JP2017090537A (en) | Fixing device and image forming apparatus | |
| JP6332850B2 (en) | Fixing apparatus and image forming apparatus | |
| JP4041514B2 (en) | Method for producing release sheet | |
| JP2013218209A (en) | Cleaning member, cleaning device, and process cartridge | |
| JPH0844262A (en) | Cleaning blade for electrophotographic device | |
| JP2007034017A (en) | Peeling member | |
| JP2007093750A (en) | Peeling board | |
| JP2005121956A (en) | Fixing/pressure roll |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091020 |