JP2005118786A - 圧縮成形機の材料供給装置と材料供給方法 - Google Patents
圧縮成形機の材料供給装置と材料供給方法 Download PDFInfo
- Publication number
- JP2005118786A JP2005118786A JP2003353362A JP2003353362A JP2005118786A JP 2005118786 A JP2005118786 A JP 2005118786A JP 2003353362 A JP2003353362 A JP 2003353362A JP 2003353362 A JP2003353362 A JP 2003353362A JP 2005118786 A JP2005118786 A JP 2005118786A
- Authority
- JP
- Japan
- Prior art keywords
- shutter
- hole
- supply
- holes
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/30—Feeding material to presses
- B30B15/302—Feeding material in particulate or plastic state to moulding presses
- B30B15/304—Feeding material in particulate or plastic state to moulding presses by using feed frames or shoes with relative movement with regard to the mould or moulds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】粉末状の材料を金型のキャビティ凹部全面に均一に供給できる装置と方法を提供することを目的とする。
【解決手段】下面に複数の供給穴24を有するホッパ17に材料21を供給し、前記供給穴24と係合して連通と非連通を選択出現させる貫通穴25を有するシャッタ20を移動させて前記供給穴24と前記貫通穴25を非連通にし、前記シャッタ20を圧縮成形機1の固定金型6に当接させた状態で前記シャッタ20を移動させ前記供給穴24と前記貫通穴25を連通させて粉末材料21をキャビティ凹部22へ落下させた後、前記シャッタ20を再度移動させて前記供給穴24と前記貫通穴25を非連通にするとともに前記シャッタ20内の粉末材料21をキャビティ凹部22へ落下させるようにした。
【選択図】図3
【解決手段】下面に複数の供給穴24を有するホッパ17に材料21を供給し、前記供給穴24と係合して連通と非連通を選択出現させる貫通穴25を有するシャッタ20を移動させて前記供給穴24と前記貫通穴25を非連通にし、前記シャッタ20を圧縮成形機1の固定金型6に当接させた状態で前記シャッタ20を移動させ前記供給穴24と前記貫通穴25を連通させて粉末材料21をキャビティ凹部22へ落下させた後、前記シャッタ20を再度移動させて前記供給穴24と前記貫通穴25を非連通にするとともに前記シャッタ20内の粉末材料21をキャビティ凹部22へ落下させるようにした。
【選択図】図3
Description
本発明は、圧縮成形機の金型へ粉末状の材料を供給する材料供給装置と材料供給方法に関するものである。
特許文献1には、プレス機の下金型へ粉末状原料を投入する方法として次の記載がある。粉末状原料を投入部の各投入口に投入し、擦り切り棒を矢印方向に移動してすり切り、所定の容積の原料を各投入口に充填した。この粉末状原料が充填された投入装置を、プレス機の下金型にセットした。下金型には係合部が嵌合する被係合部が形成されているので、位置決めが容易に、かつ正確に行える。つぎに、セパレータを引いて、セパレータがベースの端部に当接して停止するまで移動する。これによって、全ての投入口の底が開放されるので、投入口に充填されていた粉末状原料は下金型のパターンの上に落下する。多数の投入口がマトリックス状に規則正しく配置され、各投入口には同じ量の粉末状原料が充填されているので、下金型の上に供給された原料は、一定の厚さに分布し、原料の厚さムラはほとんど無い状態となった。
しかしながら、特許文献1によれば、粉末状原料はマトリックス状に配置された投入口の形状に応じた形態をもって下金型上に落下・堆積するので、その堆積した表面には波状の凹凸が残る。したがって、このような状態の粉末状原料をプレスしたときには、流動性の悪い原料であればあるほど、成形品である燃料電池セパレータの厚み精度が低下するのである。
本発明は上記の事情に鑑みてなされたものであり、粉末状の材料を金型のキャビティ凹部全面に均一に供給できる装置と方法を提供することを目的とする。
本発明は、下面に複数の供給穴を有するホッパに粉末状の材料を供給し、前記供給穴と係合して連通と非連通を選択出現させる貫通穴を有するシャッタを移動させて前記供給穴と前記貫通穴を非連通にし、前記シャッタを圧縮成形機の金型に当接させた状態で前記シャッタを移動させ前記供給穴と前記貫通穴を連通させて材料をキャビティ凹部へ落下させた後、前記シャッタを再度移動させて前記供給穴と前記貫通穴を非連通にするとともに前記シャッタ内の材料をキャビティ凹部へ落下させるようにした。
本発明は、上記のようにしたので、粉末状の材料を金型のキャビティ凹部全面に、より均一に供給できる。
本発明の実施の形態を図面に基づいて詳細に説明する。
図1は、本発明の材料供給装置を圧縮成形機とともに示す正面図である。図2ないし図5は、本発明の材料供給方法を固定金型とともに工程順に示す縦断面図である。図6は、金型へ供給した材料を圧縮成形する状況を示す金型の縦断面図である。
図1は、本発明の材料供給装置を圧縮成形機とともに示す正面図である。図2ないし図5は、本発明の材料供給方法を固定金型とともに工程順に示す縦断面図である。図6は、金型へ供給した材料を圧縮成形する状況を示す金型の縦断面図である。
図1に示すように、圧縮成形機1は、ラム3を往復動可能に嵌挿し可動盤4を上下駆動する油圧シリンダ2と、可動金型5を取付ける可動盤4と、摺動盤8と案内板9を介して固定金型6を取付ける固定盤10と、固定盤10と油圧シリンダ2の鍔部との間に張設され可動盤4を案内するタイバ7とからなる。可動金型5と固定金型6とで金型が構成される。固定盤10は架台11の上面に固着され、固定盤10の上面に固定された案内板9は、固定盤10の上面と同一高さになるよう圧縮成形機1の外方まで設けられた架台11の上面に延設されている。固定金型6を取付けた摺動盤8は、固定金型6を可動金型5と型合わせされる位置と、圧縮成形機1の外方に設けた材料供給装置12の所定位置との間を、固定金型6がタイバ7の間を抜けて往復移動するように、案内板9上を案内されて移動する。なお、圧縮成形機1の油圧シリンダ2とラム3は、他の駆動手段例えばトグル機構やサーボモータとボールネジ等からなる公知のものに置換えてもよい。
材料供給装置12は、架台11の上面に固着した支持枠14と、支持枠14の上部辺に垂設した複数の案内棒15と、案内棒15に案内されて上下する上板16と、案内棒15に案内されて上下しホッパ17の下面を形成する下板18と、上板16と下板18に挟持され下板18とともにホッパ17を形成する筒状体28と、下板18の下面を横駆動手段19により摺動するように設けられたシャッタ20と、上板16の上面に固着されホッパ17とシャッタ20を一体にして上下に移動させる縦駆動手段13とからなる。縦駆動手段13は、エアシリンダ等からなる。
圧縮成形機1は、図6に示すような圧縮成形を行い、成形品29が取出された後、可動金型5は固定金型6から上方に離隔し、図1に示す状態となる。その後、固定金型6は摺動盤8により材料供給装置12の下部の所定位置に移動する。この所定位置とは、固定金型6の上面に設けられたキャビティ凹部22がホッパ17の下面に全面で対向するときであり、摺動盤8の端面が案内板9の端部上面に設けた位置決部材30に当接して得られる。また、位置決部材30は案内板9の他の端部上面にも設けられ、固定金型6が可動金型5と型合わせ可能な位置が求められる。
ホッパ17は、その横断面形状がキャビティ凹部22の形状と略同一かまたはわずかに小さい形状の筒状容器である。ホッパ17の下面を形成する下板18には複数の供給穴24が設けられている。供給穴24は、下方に向けて横断面積が漸次減少するように形成されている。供給穴24の配置は、供給穴24の下面開口部のシャッタ20の移動方向に隣り合う間隙が、供給穴24の下面開口部におけるシャッタ20の移動方向の長さより大きくなるように形成される。供給穴24の横断面形状は、丸、楕円、長円または多角形であり、その分布はキャビティ凹部22の内部に収まるように、シャッタ20の移動方向において等間隔に均一に形成される。なお、供給穴24の分布を、キャビティ凹部22の外周部において疎となるか外周縁部には分布しないようにすることにより、材料21のキャビティ凹部22への供給がキャビティ凹部22の外周部で減少させることができ、材料21の圧縮工程においてばりを減少させる等の効果を生む。
シャッタ20は、下板18の下面をエアシリンダ等からなる横駆動手段19によって摺動して移動する。シャッタ20は、下板18に設けた供給穴24と同位置に、供給穴24の下板18下面の開口部と同一形状の貫通穴25を有する。すなわちシャッタ20は、その全ての貫通穴25が下板18の全ての供給穴24と係合して貫通穴25と供給穴24が連通する位置と、その全ての貫通穴25が下板18の全ての供給穴24と係合せず非連通となる位置との間を往復移動する。
次に、図2ないし図5に基づいて材料供給装置12の作動と圧縮成形について説明する。圧縮成形に先立ち、ホッパ17内へ材料21を投入する。材料21は、粉末状であって、成形品29が燃料電池用セパレータであれば、黒鉛等の導電性フィラとフェノール樹脂等の熱硬化性樹脂との混合物である。なお、熱硬化性樹脂に代えて熱可塑性樹脂を用いることもある。材料21はホッパ17の中に数回の成形サイクルに要する分が貯留され、不足すれば別途の手段で適宜供給される。
まず、貫通穴25が供給穴24と非連通となるようにシャッタ20を位置決めし、摺動盤8を圧縮成形機1から外方へ搬送して材料供給装置12の下方に位置決めした後、縦駆動手段13を駆動してシャッタ20を固定金型6の上面に当接させる(図2)。
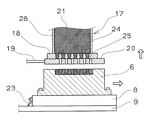
貫通穴25が供給穴24と連通となるようにシャッタ20を位置決めし、供給穴24と貫通穴25を通じてホッパ17の材料21をキャビティ凹部22へ供給する。この材料は第1供給材料26であり、材料21の特性に応じた斜面の山状にキャビティ凹部22の表面に堆積される(図3)。
次に、貫通穴25が供給穴24と非連通となるようにシャッタ20を再度位置決めし、貫通穴25内に残留していた材料21を第1供給材料26の間に第2供給材料27として落下させる(図4)。なお、第2供給材料27の量は、材料21の特性や成形品29の板厚に応じて調整する必要があり、そのためにシャッタ20は種々の板厚のものに容易に交換可能となっている。
供給穴24と貫通穴25の間隔は、シャッタ20の移動方向とそれに直交する方向それぞれで等間隔になっているが、シャッタ20の移動方向に直交する方向の間隔を、シャッタ20の移動方向の間隔より狭くする。また、供給穴24と貫通穴25を、それらの長手方向がシャッタ20の移動方向に直交する長円や長方形である一の長孔とすれば、シャッタ20の移動方向に筋状に第2供給材料が供給されない部分が減少または生じないので、より均一な材料供給が行われる。このように、キャビティ凹部22の外周部を除く部分には、第1供給材料26と第2供給材料27がそれぞれの山の高さを略同一にして均一に堆積される。
縦駆動手段13を上に駆動して、シャッタ20を固定金型6の上面から離隔させる。この距離は約5mmであり、固定金型6が障害なく移動可能な最小の距離に設定される。そして、摺動盤8により固定金型6は圧縮成形機1の内部へ搬送される(図5)。なお、上記のように、材料供給装置12の下方に固定金型6が存在しなくなったとき、材料供給装置12から材料21の微粉等が案内板9上に落下し、摺動盤8の摺動の障害となることがある。そのような状況を回避するため、摺動盤8の移動方向端面には、摺動盤8の移動により前記微粉等を除去するスクレーパ23が設けられている。
圧縮成形機1に搬送された固定金型6は、可動金型5と型合わせ可能な位置に位置決めされる。可動盤4が下降し、可動金型5の凸部が固定金型6のキャビティ凹部22に嵌挿され、キャビティ凹部22の第1供給材料26と第2供給材料27は圧縮されて成形品29が成形される(図6)。
なお、本発明は、当業者の知識に基づいて様々な変更、修正、改良等を加えた態様において実施され得るものを含む。また、前記変更等を加えた実施態様が、本発明の趣旨を逸脱しない限りいずれも本発明の範囲内に含まれるものであることは言うまでもない。例えば、材料供給装置を圧縮成形機の外方に配置せず、材料供給装置を圧縮成形機の開いた金型の間に進入させるように構成してもよい。
1 圧縮成形機
2 油圧シリンダ
3 ラム
4 可動盤
5 可動金型
6 固定金型
7 タイバ
8 摺動盤
9 案内板
10 固定盤
11 架台
12 材料供給装置
13 縦駆動手段
14 支持枠
15 案内棒
16 上板
17 ホッパ
18 下板
19 横駆動手段
20 シャッタ
21 材料
22 キャビティ凹部
23 スクレーパ
24 供給穴
25 貫通穴
26 第1供給材料
27 第2供給材料
28 筒状体
29 成形品
30 位置決部材
2 油圧シリンダ
3 ラム
4 可動盤
5 可動金型
6 固定金型
7 タイバ
8 摺動盤
9 案内板
10 固定盤
11 架台
12 材料供給装置
13 縦駆動手段
14 支持枠
15 案内棒
16 上板
17 ホッパ
18 下板
19 横駆動手段
20 シャッタ
21 材料
22 キャビティ凹部
23 スクレーパ
24 供給穴
25 貫通穴
26 第1供給材料
27 第2供給材料
28 筒状体
29 成形品
30 位置決部材
Claims (3)
- 圧縮成形機の金型に粉末状の材料を供給する材料供給装置であって、
下面に複数の供給穴を有するホッパと、前記供給穴と係合して連通と非連通を選択出現させる貫通穴を有し前記ホッパの下面を横駆動手段により摺動して移動するシャッタと、前記ホッパおよび前記シャッタを一体にして上下に移動させる縦駆動手段とを備えたことを特徴とする材料供給装置。 - 前記供給穴と前記貫通穴は、互いの係合面は同一形状であり、その形状は長手方向が前記シャッタの移動方向に直交する長孔である請求項1に記載の材料供給装置。
- 下面に複数の供給穴を有するホッパに粉末状の材料を投入し、前記供給穴と係合して連通と非連通を選択出現させる貫通穴を有するシャッタを移動させて前記供給穴と前記貫通穴を非連通にし、前記シャッタを圧縮成形機の金型に当接させた状態で前記シャッタを移動させ前記供給穴と前記貫通穴を連通させて材料をキャビティ凹部へ落下させた後、前記シャッタを再度移動させて前記供給穴と前記貫通穴を非連通にするとともに前記シャッタ内の材料をキャビティ凹部へ落下させることを特徴とする材料供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003353362A JP2005118786A (ja) | 2003-10-14 | 2003-10-14 | 圧縮成形機の材料供給装置と材料供給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003353362A JP2005118786A (ja) | 2003-10-14 | 2003-10-14 | 圧縮成形機の材料供給装置と材料供給方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005118786A true JP2005118786A (ja) | 2005-05-12 |
Family
ID=34611664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003353362A Pending JP2005118786A (ja) | 2003-10-14 | 2003-10-14 | 圧縮成形機の材料供給装置と材料供給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005118786A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009006374A (ja) * | 2007-06-28 | 2009-01-15 | Kobe Steel Ltd | 大型高密度圧粉体の成形方法 |
| JP2013039693A (ja) * | 2011-08-12 | 2013-02-28 | Apic Yamada Corp | 樹脂供給装置、樹脂モールド装置および樹脂供給方法 |
| JP6017634B1 (ja) * | 2015-06-10 | 2016-11-02 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び方法、圧縮成形装置、並びに樹脂成形品製造方法 |
| JP2016190393A (ja) * | 2015-03-31 | 2016-11-10 | Towa株式会社 | 圧縮成形装置の樹脂材料供給方法及び供給装置並びに圧縮成形方法及び圧縮成形装置 |
| JP6039750B1 (ja) * | 2015-06-10 | 2016-12-07 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び圧縮成形装置 |
| JP2016221576A (ja) * | 2015-06-03 | 2016-12-28 | 株式会社デンソー | 給粉装置、および、その給粉装置を用いた給粉方法 |
| JP2018089916A (ja) * | 2016-12-07 | 2018-06-14 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び方法、並びに圧縮成形装置及び樹脂成形品製造方法 |
| CN110356038A (zh) * | 2019-08-20 | 2019-10-22 | 长沙市晨来新材料科技有限公司 | 一种模压烟花送料板 |
| CN113306192A (zh) * | 2021-05-22 | 2021-08-27 | 胡克雷 | 一种高效化工制药装置 |
-
2003
- 2003-10-14 JP JP2003353362A patent/JP2005118786A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009006374A (ja) * | 2007-06-28 | 2009-01-15 | Kobe Steel Ltd | 大型高密度圧粉体の成形方法 |
| JP2013039693A (ja) * | 2011-08-12 | 2013-02-28 | Apic Yamada Corp | 樹脂供給装置、樹脂モールド装置および樹脂供給方法 |
| KR101787234B1 (ko) | 2015-03-31 | 2017-10-18 | 토와 가부시기가이샤 | 압축 성형 장치의 수지 재료 공급 방법 및 공급 장치 및 압축 성형 방법 및 압축 성형 장치 |
| JP2016190393A (ja) * | 2015-03-31 | 2016-11-10 | Towa株式会社 | 圧縮成形装置の樹脂材料供給方法及び供給装置並びに圧縮成形方法及び圧縮成形装置 |
| JP2016221576A (ja) * | 2015-06-03 | 2016-12-28 | 株式会社デンソー | 給粉装置、および、その給粉装置を用いた給粉方法 |
| JP6039750B1 (ja) * | 2015-06-10 | 2016-12-07 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び圧縮成形装置 |
| JP6017634B1 (ja) * | 2015-06-10 | 2016-11-02 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び方法、圧縮成形装置、並びに樹脂成形品製造方法 |
| TWI608580B (zh) * | 2015-06-10 | 2017-12-11 | 東和股份有限公司 | 壓縮成形裝置之樹脂材料供應裝置及方法、以及壓縮成形裝置及方法 |
| KR101841831B1 (ko) | 2015-06-10 | 2018-03-23 | 토와 가부시기가이샤 | 압축 성형 장치의 수지 재료 공급 장치 및 방법, 그리고 압축 성형 장치 및 방법 |
| JP2018089916A (ja) * | 2016-12-07 | 2018-06-14 | Towa株式会社 | 圧縮成形装置の樹脂材料供給装置及び方法、並びに圧縮成形装置及び樹脂成形品製造方法 |
| KR20180065898A (ko) * | 2016-12-07 | 2018-06-18 | 토와 가부시기가이샤 | 압축 성형 장치의 수지 재료 공급 장치 및 방법, 그리고 압축 성형 장치 및 수지 성형품 제조 방법 |
| KR102114804B1 (ko) | 2016-12-07 | 2020-05-25 | 토와 가부시기가이샤 | 압축 성형 장치의 수지 재료 공급 장치 및 방법, 그리고 압축 성형 장치 및 수지 성형품 제조 방법 |
| CN110356038A (zh) * | 2019-08-20 | 2019-10-22 | 长沙市晨来新材料科技有限公司 | 一种模压烟花送料板 |
| CN113306192A (zh) * | 2021-05-22 | 2021-08-27 | 胡克雷 | 一种高效化工制药装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005118786A (ja) | 圧縮成形機の材料供給装置と材料供給方法 | |
| CN116061381B (zh) | 一种冲压式注塑模具 | |
| KR20190098786A (ko) | 액상 카트리지 교환형 3d 프린터 | |
| JP2006103136A (ja) | シートプレス機 | |
| CN104162926B (zh) | 一种制砖成型机 | |
| CN117465055A (zh) | 一种粉末成型机定量送粉机构及粉末成型机 | |
| CN210551435U (zh) | 一种自动取料并防止料材移动的鞋模切割机 | |
| CN114823119B (zh) | 一种e型磁芯的成型装置及其成型方法 | |
| CN210820137U (zh) | 一种移动式布料压坯装置 | |
| CN206122494U (zh) | 一种冲型延时卸料模具 | |
| CN1547524A (zh) | 树脂模制机 | |
| JP3602737B2 (ja) | 粉末成形金型 | |
| CN205238899U (zh) | 数控锁体滚压商标机 | |
| KR101690149B1 (ko) | 서포트 분리가 용이한 3차원 프린터 | |
| CN207288601U (zh) | 一种五金模具的脱模结构 | |
| JPH06210495A (ja) | 給粉装置 | |
| KR100278088B1 (ko) | 조립식 타일블럭의 제조방법 및 장치 | |
| US616401A (en) | callaway | |
| CN214920290U (zh) | 砂型造型压实装置 | |
| CN216544518U (zh) | 一种工件加工用的新型成型模具 | |
| JP3677736B2 (ja) | 圧縮成形機における材料供給装置 | |
| JP5347296B2 (ja) | 粉体成形装置及び粉体成形体の製造方法 | |
| CN108214827A (zh) | 一种双层制块压力机 | |
| JPH0469219A (ja) | 粉末ゴム組成ブロックの成形方法及びその成形装置 | |
| JP3183516U (ja) | 原料金属粉の充填装置 |