JP2004195556A - 組立装置 - Google Patents
組立装置 Download PDFInfo
- Publication number
- JP2004195556A JP2004195556A JP2002363353A JP2002363353A JP2004195556A JP 2004195556 A JP2004195556 A JP 2004195556A JP 2002363353 A JP2002363353 A JP 2002363353A JP 2002363353 A JP2002363353 A JP 2002363353A JP 2004195556 A JP2004195556 A JP 2004195556A
- Authority
- JP
- Japan
- Prior art keywords
- component
- barrel
- turret
- plunger rod
- syringe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Automatic Assembly (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Abstract
【解決手段】シリンジ100のバレル101にはガスケット106が挿入されている。このガスケット106のねじ部107にプランジャロッド108のねじ部110を螺合して締め付ける。組立装置1は連続回転するタレット20と、往復回動するロータリーシャトル30を備える。タレット20に設けられた保持部40はバレル101を回転自在に保持し、同じくタレット20に設けられた保持部50はプランジャロッド108を回転しないように保持する。ロータリーシャトル30は回転伝達伝達手段60を備え、且つ所定期間タレット20に追随し、この追随期間中に、回転伝達手段60をバレル101に接触させてバレル101を回転させ、バレル101とプランジャロッド108との締付を行う。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は組立装置に関する。この組立装置は、基本形状が円筒形であり、その軸線中心に第1のねじ部を有する第1の部品に対し、軸線中心に第2のねじ部を有する第2の部品を螺合して締め付けるものである。第1の部品がシリンジのバレルであり、第2の部品がシリンジのプランジャロッドであり、第1のねじ部がバレル内のガスケットに設けたねじ部であり、第2のねじ部が前記プランジャロッドの先端のねじ部であることとして、医療に用いるシリンジの組立装置に応用することができる。
【0002】
【従来の技術】
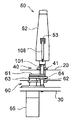
近年では、薬液を注射するのに、予め薬液を充填したシリンジ(プレフィルドシリンジ)が用いられる。図8はシリンジの構造例を示す部分断面側面図である。シリンジ100は合成樹脂製のバレル101を備える。バレル101の基本形状は円筒形である。バレル101の一端には注射針を取り付けるためのルアーテーパ部が設けられる。ルアーテーパ部はゴムあるいは軟質合成樹脂からなる密封部材102で栓をされる。ルアーテーパ部にはまた、合成樹脂製のロック筒103が装着される。バレル101の他端にはフランジ104が形設されている。フランジ部104は、人差指と中指を掛けるグリップ部材(図示せず)を取り付けるためのものである。
【0003】
バレル101の中にはゴムあるいは軟質合成樹脂製のガスケット106が挿入される。ガスケット106の、ルアーテーパ部の方を向いている端面と反対側の端面には、バレル101の軸線中心と重なる位置に、ねじ部107が形設されている。ねじ部107は右ねじの雌ねじ部である。
【0004】
プランジャロッド108がガスケット106に組み合わせられる。バレル101と同じくプランジャロッド108も合成樹脂製である。プランジャロッド108は断面形状十字形で、後端には親指の腹を受けるノブ109が形設されている。プランジャロッド108の先端には、軸線中心の位置にねじ部110が形設されている。ねじ部110は右ねじの雄ねじ部である。ねじ部110をねじ部107に螺合し、締め付けることにより、ガスケット106とプランジャロッド108は一体的に連結され、プランジャ105を構成する。
【0005】
上記のようなシリンジは、バレルに薬液を充填する前にガスケットとプランジャロッドを螺合し、締め付けておく必要がある。この作業を自動的に行う組立装置の例を特許文献1及び2に見ることができる。
【0006】
特許文献1には、回転テーブルに設けられたシリンジ保持部にシリンジのバレルを保持させ、プランジャロッド挿入手段によりシリンジの後端側からプランジャロッドを挿入し、プランジャロッド挿入域においてプランジャロッド締付手段によりプランジャロッドをシリンジ内のガスケットに締め付ける組付装置が記載されている。特許文献2には、配列盤に保持されたシリンジ本体にロッドをねじ込む注射筒自動組み立て装置が記載されている。
【0007】
【特許文献1】
特開2000−308682号公報
【特許文献2】
特開2002−95746号公報
【0008】
【発明が解決しようとする課題】
特許文献1に記載された回転テーブルはインデックステーブルである。すなわち各作業域において所定の作業を行う間、回転テーブルの回転が一時的に停止する。このため、生産性を向上させにくい。また、大きな回転テーブルを断続的に動かすため、激しい振動を招く。振動を抑制しようと思えば、装置の剛性を高め、質量も大きくする必要があり、製作コストが上昇する。
【0009】
特許文献2に記載された注射筒自動組み立て装置では、シリンジ本体を8個づつ取り扱う。シリンジ本体とロッドとを螺合するにあたり、シリンジ本体の側壁にベルト機構を斜め状態で接触させ、シリンジ本体の方を回転させる。このとき、ベルト機構は8個のシリンジ本体に同時に接触している。このため、1個1個のシリンジにつき締付強さを個別に適正化することができない。
【0010】
本発明は上記の点に鑑みてなされたものであり、シリンジの自動組立装置として用いることができる組立装置において、生産性が高いうえ、締付強さの個別適正化が可能な組立装置を提供することを目的とする。
【0011】
【課題を解決するための手段】
上記目的を達成するため、本発明では、組立装置を次のように構成した。
【0012】
(1)基本形状が円筒形であり、その軸線中心に第1のねじ部を有する第1の部品と、軸線中心に第2のねじ部を有する第2の部品とを螺合して締め付ける組立装置が、次の構成を備えるものとした。
【0013】
(a)前記第1の部品を回転自在に保持する第1の搬送手段
(b)前記第1の搬送手段に支持され、前記第2の部品を、前記第2のねじ部の端が前記第1のねじ部の端に接触するように、且つこの第2の部品が軸線まわりに回転しないように保持する保持部
(c)前記第1の搬送装置に所定期間追随する第2の搬送手段
(d)前記第2の搬送手段に支持され、前記追随期間中に前記第1の部品の外面に接触して第1の部品を円筒形の軸線回りに回転させることにより、前記第1のねじ部と第2のねじ部との螺合を行わせる回転伝達手段
(e)前記回転伝達手段の動力源となる、トルク制御可能な締付モータ。
【0014】
この構成によれば、第1の搬送手段に第2の搬送手段が追随する間にねじ部同士の螺合が行われるものであり、螺合作業のために第1の搬送手段を停止させる必要がない。このため、作業能率が高く、生産性が向上する。また、第1の搬送手段は連続的に動いてよく、断続的に停止させることに伴う衝撃や振動を避けることができる。そのため、装置の剛性をあまり高くしなくても、静粛で確実な組立作業を行わせることが可能である。さらに、回転伝達手段の動力源としてトルク制御可能なモータを用いているから、常に適正トルクで締付を行わせることができる。
【0015】
(2)上記のような組立装置において、前記第1の搬送手段は前記第1の部品を複数個同時搬送するものであり、前記第2の搬送手段は前記複数の第1の部品に個別且つ同時に接触する複数の前記回転伝達手段を備えるものとした。
【0016】
この構成によれば、第1の部品と第2の部品の対を複数対、同時に締付作業にかけることができるから、生産効率が高い。また複数の第1の部品に対し複数の回転伝達手段を個別且つ同時に接触させるから、部品毎の状況に応じて適正なトルクを伝えることができる。
【0017】
(3)上記のような組立装置において、前記複数の回転伝達手段は、個々に設定トルク値に達した時点で前記第1の部品の回転を終了するものとした。
【0018】
この構成によれば、第1の部品と第2の部品のいずれの対においても、設定トルク値に達した時点で締付が終了するから、複数対の部品につき個々に締付トルクの管理を行うことができる。これにより、単に生産効率を向上させることができるのみならず、製品の品質のばらつきをなくすことができる。
【0019】
(4)上記のような組立装置において、前記第1の搬送手段が一方向に連続回転するタレットにより構成され、前記第2の搬送手段が前記タレットと同軸に配置されて往復回動するロータリーシャトルにより構成されるものとした。
【0020】
この構成によれば、部品をタレットにより連続的に搬送することができ、生産性が向上する。またタレットと同軸に配置されて往復回動するロータリーシャトルが第2の搬送体であるものとしたから、第1の搬送手段と第2の搬送手段の距離を正確に保ち、第1の部品と回転伝達手段との接触を適正に管理することができる。
【0021】
(5)上記のような組立装置において、前記タレットへの追随期間が終了して前記ロータリーシャトルがスタート地点に戻る際、前記回転伝達手段が前記第1の部品に接触しても前記第2の部品との締付状態に影響を及ぼさないように、この回転伝達手段が補償駆動を行うものとした。
【0022】
この構成によれば、第1の部品と第2の部品の締付状態に影響を与えずにロータリーシャトルをスタート地点に戻すことができるから、適正に設定されていた締付状態が緩んだり、あるいは締め付け過ぎになったりすることがなく、組立品質が安定する。
【0023】
(6)上記のような組立装置において、前記第1の部品がシリンジのバレルであり、前記第2の部品がシリンジのプランジャロッドであり、前記第1のねじ部が前記バレル内のガスケットに設けたねじ部であり、前記第2のねじ部が前記プランジャロッドの先端のねじ部であるものとした。
【0024】
この構成によれば、生産性が高いうえ、ガスケットに対するプランジャロッドの締付強さを、個別に適正化することの可能なシリンジ組立装置を提供することができる。従って、締付強さが不足したり、あるいは逆に締付強さが強すぎてガスケットがバレルの中で回ってしまい、ガスケットの外周面あるいはバレルの内面が損耗してシリンジとしての性能を損なうといった事態を回避でき、シリンジの品質を安定させることができる。
【0025】
【発明の実施の形態】
以下、本発明の一実施形態を図1〜図7に基づき説明する。図1は主要部の垂直断面図、図2は主要部の平面図、図3は部分正面図、図4は部分平面図、図5は部品供給部の垂直断面図、図6はタレットとロータリーシャトルの回転移動量を概念的に表したグラフ、図7はタレットとロータリーシャトルの移動速度と締付モータの回転数の関係を表したグラフである。
【0026】
組立装置1はフレーム10を中心として組み立てられる。図1にはフレーム10の中のテーブルの一部が示されている。フレーム10からはシャフト11が垂直に立ち上がる。シャフト11は回転しない。この回転しないシャフト11に、第1の搬送手段であるタレット20と、第2の搬送手段であるロータリーシャトル30とが、それぞれ水平面内で回転できるように支持されている。
【0027】
タレット20は平面形状円形である。タレット20の周縁には後述する部品を抱える凹部26が一定角度間隔で形設されている(図2参照)。すなわちタレット20は一般にスターホイールと称される型式のものである。ロータリーシャトル30は平面形状扇形で、扇の要の部分をシャフト11に支持されている。すなわちロータリーシャトル30はタレット20と同軸に配置されている。
【0028】
タレット20の中心の軸受ハウジング21とロータリーシャトル30の中心の軸受ハウジング31とは、軸受ハウジング21を上、軸受ハウジング31を下として、上下に重なる形でシャフト11に嵌合している。軸受ハウジング21、31は、各々の内部に2個ずつのボールベアリング22、32を有し、このボールベアリング22、32を介してシャフト11に回転自在に支持されている。軸受ハウジング21、31にはそれぞれ歯車23、33が一体形設される。
【0029】
タレット20とロータリーシャトル30の動力源となるのはモータ24とモータ34である。モータ24、34はいずれもシャフトを垂直にした状態でフレーム10に取り付けられている。モータ24の回転力は歯車25を介してタレット20に伝えられる。歯車25はフレーム10に垂直に支持されたシャフト25aの上端に固定され、歯車23にかみ合っている。シャフト25aはベルトなど適宜の動力伝達手段によりモータ24と連結されており、これによりモータ24の回転力がタレット20に伝えられる。モータ34にあっては、モータシャフトに固定された歯車35が歯車33に直接かみ合い、モータ34の回転力をロータリーシャトル30に伝える。モータ24はタレット20を連続回転させ、モータ34はロータリーシャトル30を往復回動させる。
【0030】
タレット20の凹部26の各々に対し、第1の部品の保持部40が配置される。前記シリンジ100のバレル101が第1の部品となる。保持部40はバレル101をその軸線を垂直にして回転自在に保持するものであり、バレル101の側面を支えるバックアップローラ41を含む。バックアップローラ41は垂直軸まわりに回転できるようにタレット20に支持される。バックアップローラ41は2個で一組となるものであり、図1に見られるように、1箇所の保持部40につきバックアップローラ41が二組、上下に間隔を置いて配置されている。タレット20の外に位置するようフレーム10に支持された固定の円弧状のガイド42(図2参照)が、バックアップローラ41からバレル101が脱落するのを防ぐ。ガイド42とバレル101のクリアランスは0.5mm程度に設定する。
【0031】
タレット20の周縁には、保持部40に整列する位置に第2の部品の保持部50が設けられる。保持部50は保持部40よりも半径方向内方に位置する。シリンジ100のプランジャロッド108が第2の部品となる。
【0032】
保持部50の構造は次の通りである。まずタレット20の上面にガイド部材51を固定する。ガイド部材51にはスライダ52が垂直方向にスライド自在に取り付けられる。スライダ52からは半径方向外方にブラケット53が突出する。ブラケット53はプランジャロッド108をその軸線を垂直にした状態で、保持部40に保持されたバレル101の上に、互いの軸線が一致するように保持する。
【0033】
スライダ52の上端にはローラ54が設けられる。ローラ54は水平軸まわりに回転するものであり、スライダ52の半径方向内面に取り付けられる。ローラ54はシャフト11に固定された立体カム55のカム面に乗り上げてスライダ52を支持する。タレット20が回転すると、立体カム55の起伏に応じた上下動がスライダ52に生じる。この動きにより、プランジャロッド108は所定の角度位置でバレル101に挿入される。
【0034】
シャフト11の上端にはキャップ状カバー56が被せられる。カバー56は立体カム55の上面からスライダ52の外側にかけてを覆うが、ブラケット53には干渉しない。
【0035】
ロータリーシャトル30の周縁はタレット20の周縁よりも外側にはみ出している。ここに、保持部40に保持されたバレル101に回転を与える回転伝達手段60が配置される。
【0036】
回転伝達手段60は次の構成要素を備える。すなわち、水平面内で回動できるようにロータリーシャトル30に支持されたベルクランク61、ベルクランク の一方の腕に支持されたプーリ62、ベルクランク61の回動中心に置かれたプーリ63、プーリ62及び63に巻き掛けられたベルト64、プーリ63に回転を伝える締付モータ65、及びベルクランク61の他方の腕とロータリーシャトル30との間に張り渡されてベルクランク61に図4において反時計方向の回転付勢力を与え、保持部40に保持されたバレル101にベルト64を押しつける引張コイルばね66である。締付モータ65は回転伝達手段60の動力源となるものであり、トルク制御可能である。
【0037】
ロータリーシャトル30は6組の回転伝達手段60を支持する。6組の回転伝達手段は互いに隣り合う6個のバレル101に個別且つ同時に接触する。
【0038】
図2に見られるように、タレット20に隣り合って部品供給部70とシリンジ排出部80が設けられる。部品供給部70の配置場所の角度を0゜とした場合、シリンジ排出部80はそこからタレット20の進行方向に270゜隔たった場所に配置されている。
【0039】
部品供給部70はスターホイール71を備える。スターホイール71は図5に見られるように2階建て形状になっている。スターホイール71の1階部分71aにはリニアフィーダ72からバレル101が供給される。スターホイール71の2階部分71bにはリニアフィーダ72と直交するように配設されたリニアフィーダ73からプランジャロッド108が供給される。スターホイール71の外側に設けた円弧状のガイド74、75がバレル101及びプランジャロッド108の脱落を防ぐ。ガイド74、75とバレル101のクリアランスは0.5mm程度である。スターホイール71とタレット20の接点において、バレル101は保持部40に引き渡され、プランジャロッド108は保持部50に引き渡される。
【0040】
シリンジ排出部80もスターホイール81を備える。バレル101とプランジャロッド108の組み合わせ品はタレット20とスターホイール81の接点でスターホイール81に引き渡される。スターホイール81の外側に設けた円弧状のガイド82が、バレル101とプランジャロッド108の組み合わせ品の脱落を防ぐ。ガイド82とバレル101のクリアランスは0.5mm程度である。ガイド82はリニアフィーダ83の一方のレールに連続している。バレル101とプランジャロッド108の組み合わせ品はガイド82に誘導されてリニアフィーダ83に入り、次工程へと進んで行く。
【0041】
組立装置1は次のように動作する。図2において、タレット20は反時計方向に、スターホイール71、81は時計方向に、それぞれ連続回転している。タレット20、スターホイール71、及びスターホイール81の周速は互いに等しい。
タレット20が連続回転しているのに対し、ロータリーシャトル30は、図6に示すように、タレット20への追随(同期移動)と戻りを繰り返している。
【0042】
部品供給部70からタレット20にバレル101とプランジャロッド108が供給される。バレル101の中には前工程でガスケット106が挿入されている。タレット20は保持部40でバレル101を保持し、保持部50でプランジャロッド108を保持する。保持部50はプランジャロッド108を軸線まわりに回転しないように保持する。タレット20の回転が少し進むと立体カム55のカム形状によりスライダ52が降下し、プランジャロッド108の先端がバレル101の中に入る。そしてねじ部110の端がねじ部107の端に接触する形になる。
【0043】
進行方向前方に振れていたロータリーシャトル30がスタート位置(図2の実線位置)に戻り、6組の回転伝達手段60が、隣り合う6個のバレル101に個別に、且つ同時に接触する。この時点ではバレル101はプランジャロッド108に螺合していない。スタート地点に戻ったロータリーシャトル30は直ちにタレット20に追随する。すなわちタレット20と同じ角速度で反時計方向に回転を始める。
【0044】
ロータリーシャトル30は図2の二点鎖線の位置に達するまで、所定期間タレット20に追随する。追随期間中、引張コイルばね66がベルクランク61に与えた回転付勢力によりベルト64はバレル101の外面に接触している。ここで締付モータ65が動作してベルト64を駆動する。ベルト64が駆動されると、ベルト64に接触しているバレル101が軸線まわりに回転する。回転方向はガスケット106のねじ部107がねじ部110に螺合する方向、すなわち右ねじの締付方向である。
【0045】
6個のバレル101のそれぞれにおいて、ねじ部107がねじ部110に最後まで螺合すると、締付トルクは設定トルク値に達する。設定トルク値に達した締付モータ65は、個々に回転を停止させる。締付モータ65が回転を停止するときのトルク、すなわち設定トルク値は、バレル101とガスケット106との間に相対回転を生じさせない範囲の最大値に設定されている。そのため、ガスケット106が無理に回転させられ、バレル101の内面との摩擦により外周面が損耗するといった事態には進展しない。
【0046】
上記のように、個別のバレル101において、ガスケット106に対するプランジャロッド108の締付強さが適正化される。従って、締付強さが不足したり、あるいは逆に締付強さが強すぎてガスケット106がバレル101の中で回り出し、ガスケット106の外周面あるいはバレル101の内面が損耗してシリンジとしての性能を損なうといった事態を回避できる。これにより、シリンジ100の品質は安定したものとなる。
【0047】
6個のバレル101をそれぞれ所定トルクで締め付けた状態で、ロータリーシャトル30は図2の二点鎖線の位置に達する。ロータリーシャトル30はここで運動の向きを変え、スタート地点に向かって戻り始める。戻る途中で、ベルト64はバレル101に次々に接触する。ベルト64が動かないままでいると、バレル101には軸線まわりの回転力が与えられる。この場合の回転は、ねじ部107、110が右ねじなので、締付が緩む方向の回転である。完了したばかりの締付が緩んでしまっては何もならないので、ベルト64にロータリーシャトル30自体の動きとは逆方向の動きが生じるよう、ベルト64に補償駆動を与える。これによって、ベルト64がバレル101に接触すること自体は避けられないものの、接触面の相対速度がゼロの状態でベルト64とバレル101がすれ違うようにする。この結果、バレル101とプランジャロッド108との締付状態には何の変化も生じない。
【0048】
上記状況を図解したのが図7である。タレット20は速度a(この場合の速度はバレル101と回転伝達手段60の接触部における速度である)で連続回転している。ロータリーシャトル30は、追随期間はタレット20と同じく速度aで移動する。戻り期間には、ロータリーシャトル30は速度aに倍する速度で逆方向に移動する。締付モータ65は、戻り期間には締付時の回転数より高い回転数で回転し、バレル101に対する相対速度がゼロになるようにベルト64を駆動する。
【0049】
ロータリーシャトル30はタレット20と同軸に配置されて往復回動するものであるため、回転伝達手段60はタレット20に対し常に一定の距離を保つ。このためバレル101と回転伝達手段60との接触状態が安定し、回転伝達手段60からバレル60に過度の接触圧が加わることがなく、逆に接触圧不足になることもない。
【0050】
締付を終えたバレル101とプランジャロッド108はシリンジ排出部80へと進み、タレット20からスターホイール81に引き渡され、そこからリニアフィーダ83へ、さらに次工程へと進んで行く。
【0051】
以上本発明の一実施形態につき説明したが、この他、発明の主旨を逸脱しない範囲でさらに種々の改変を加えて実施することができる。
【0052】
【発明の効果】
本発明によれば、基本形状が円筒形であり、その軸線中心に第1のねじ部を有する第1の部品に対し、軸線中心に第2のねじ部を有する第2の部品を螺合して組み合わせる組立装置において、第1及び第2の部品を保持した第1の搬送手段に第2の搬送手段が追随する間にねじ部同士の螺合が行われるものであり、螺合作業のために第1の搬送手段を停止させる必要がないから、作業能率が高く、生産性が向上する。また、第1の搬送手段は連続的に動いてよく、停止させることに伴う衝撃や振動を避けることができる。そのため、装置の剛性をあまり高くしなくても、静粛で確実な組立作業を行わせることが可能である。さらに、回転伝達手段の動力源としてトルク制御可能なモータを用いているから、常に適正トルクで締付を行わせることができる。
【0053】
また、第1の搬送手段は第1の部品を複数個同時搬送し、第2の搬送手段はこれら複数の第1の部品に個別且つ同時に接触する複数の回転伝達手段を備えるものとしたから、第1の部品と第2の部品の対を複数対、同時に締付作業にかけることができ、生産効率が高い。また複数の第1の部品に対し複数の回転伝達手段を個別且つ同時に接触させるから、部品毎の状況に応じて適正なトルクを伝えることができる。これら複数の回転伝達手段は個々に設定トルクに達した時点で第1の部品の回転を終了するから、複数対の部品につき個々に締付トルクの管理を行うことができ、製品の品質のばらつきがなくなる。
【0054】
第1の部品がシリンジのバレルであり、第2の部品がシリンジのプランジャロッドであり、第1のねじ部がバレル内のガスケットに設けたねじ部であり、第2のねじ部がプランジャロッドの先端のねじ部であるものとしたときは、生産性が高いうえ、ガスケットに対するプランジャロッドの締付強さを、個別に適正化することの可能なシリンジ組立装置を提供することができる。このシリンジ組立装置によれば、締付強さが不足したり、あるいは逆に締付強さが強すぎてガスケットがバレルの中で回ってしまい、ガスケットの外周面あるいはバレルの内面が損耗してシリンジとしての性能を損なうといった事態を回避でき、シリンジの品質を安定させることができる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係る組立装置の主要部の垂直断面図
【図2】上記組立装置の主要部の平面図
【図3】上記組立装置の部分正面図
【図4】上記組立装置の部分平面図
【図5】部品供給部の垂直断面図
【図6】タレットとロータリーシャトルの回転移動量を概念的に表したグラフ
【図7】タレットとロータリーシャトルの移動速度と締付モータの回転数の関係を表したグラフ
【図8】シリンジの構造例を示す部分断面側面図
【符号の説明】
1 組立装置
10 フレーム
20 タレット(第1の搬送装置)
30 ロータリーシャトル(第2の搬送装置)
40 保持部(第1の部品の保持部)
50 保持部(第2の部品の保持部)
60 回転伝達手段
65 締付モータ
100 シリンジ
101 バレル(第1の部品)
106 ガスケット
107 ねじ部(第1のねじ部)
108 プランジャロッド(第2の部品)
110 ねじ部(第2のねじ部)
Claims (6)
- 基本形状が円筒形であり、軸線中心に第1のねじ部を有する第1の部品と、軸線中心に第2のねじ部を有する第2の部品とを螺合して締め付けるものにして、次の構成を備えることを特徴とする組立装置。
(a)前記第1の部品を回転自在に保持する第1の搬送手段
(b)前記第1の搬送手段に支持され、前記第2の部品を、前記第2のねじ部の端が前記第1のねじ部の端に接触するように、且つこの第2の部品が軸線まわりに回転しないように保持する保持部
(c)前記第1の搬送装置に所定期間追随する第2の搬送手段
(d)前記第2の搬送手段に支持され、前記追随期間中に前記第1の部品の外面に接触して第1の部品を円筒形の軸線回りに回転させることにより、前記第1のねじ部と第2のねじ部との螺合を行わせる回転伝達手段
(e)前記回転伝達手段の動力源となる、トルク制御可能なモータ。 - 前記第1の搬送手段は前記第1の部品を複数個同時に搬送し、前記第2の搬送手段は前記複数の第1の部品に個別且つ同時に接触する複数の前記回転伝達手段を備えることを特徴とする請求項1に記載の組立装置。
- 前記複数の回転伝達手段は、個々に設定トルク値に達した時点で前記第1の部品の回転を終了することを特徴とする請求項2に記載の組立装置。
- 前記第1の搬送手段が一方向に連続回転するタレットにより構成され、前記第2の搬送手段が前記タレットと同軸に配置されて往復回動するロータリーシャトルにより構成されることを特徴とする請求項2又は請求項3に記載の組立装置。
- 前記タレットへの追随期間が終了して前記ロータリーシャトルがスタート地点に戻る際、前記回転伝達手段が前記第1の部品に接触しても前記第2の部品との締付状態に影響を及ぼさないように、回転伝達手段が補償駆動を行うことを特徴とする請求項4に記載の組立装置。
- 前記第1の部品がシリンジのバレルであり、前記第2の部品がシリンジのプランジャロッドであり、前記第1のねじ部が前記バレル内のガスケットに設けたねじ部であり、前記第2のねじ部が前記プランジャロッドの先端のねじ部であることを特徴とする請求項1〜請求項5のいずれかに記載の組立装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002363353A JP2004195556A (ja) | 2002-12-16 | 2002-12-16 | 組立装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002363353A JP2004195556A (ja) | 2002-12-16 | 2002-12-16 | 組立装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004195556A true JP2004195556A (ja) | 2004-07-15 |
Family
ID=32761521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002363353A Pending JP2004195556A (ja) | 2002-12-16 | 2002-12-16 | 組立装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004195556A (ja) |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010178871A (ja) * | 2009-02-05 | 2010-08-19 | Kyoto Seisakusho Co Ltd | シリンジ組立装置 |
| ITBO20090340A1 (it) * | 2009-05-26 | 2010-11-27 | Mg 2 Srl | Metodo ed apparecchiatura per l'avvitamento di aste di siringhe |
| CN101941143A (zh) * | 2010-08-12 | 2011-01-12 | 玉环县正日塑机有限公司 | 一种安全自毁式注射器组装机的针座密封圈装配装置 |
| JP2011502597A (ja) * | 2007-11-07 | 2011-01-27 | アーツナイミッテル・ゲーエムベーハー・アポテーカー・フェッター・ウント・コンパニー・ラフェンスブルク | 製剤投与補助具を組み立てるための装置および方法 |
| CN102500018A (zh) * | 2011-10-19 | 2012-06-20 | 苏州奥兰迪尔自动化设备有限公司 | 一种注射器的胶塞芯杆自动组装装置 |
| CN102641544A (zh) * | 2012-05-08 | 2012-08-22 | 浙江康康医疗器械有限公司 | 一次性输液器自动组装机械手 |
| CN102688836A (zh) * | 2012-06-18 | 2012-09-26 | 浙江科技学院 | 一次性输液器的滴斗涂胶装置 |
| JP2013022390A (ja) * | 2011-07-25 | 2013-02-04 | Fujiyama Giken:Kk | 装着装置 |
| US8479365B2 (en) | 2010-06-30 | 2013-07-09 | Kyoto Seisakusho Co., Ltd. | Syringe assembly device |
| ITTV20120041A1 (it) * | 2012-03-19 | 2013-09-20 | Sinteco S P A | Stazione di lavoro per sistemi d¿automazione industriale |
| CN103769847A (zh) * | 2013-12-19 | 2014-05-07 | 中山市加贝五金模具有限公司 | 一种用于乳液泵和垫圈组装的自动组装机 |
| CN105083944A (zh) * | 2015-08-20 | 2015-11-25 | 玉环县东美塑机有限公司 | 一种滴瓶自动组装机的滴斗上料装置 |
| CN106584081A (zh) * | 2016-12-08 | 2017-04-26 | 达尔嘉(广州)标识设备有限公司 | 一种预充式针管推杆精确装配机及其装配方法 |
| CN107186474A (zh) * | 2017-07-13 | 2017-09-22 | 广州市赛康尼机械设备有限公司 | 预充针旋杆贴标机 |
| CN107953107A (zh) * | 2017-05-27 | 2018-04-24 | 湖北凯龙化工集团股份有限公司 | 用于乳化震源药柱生产线上连接套装配线 |
| CN108145422A (zh) * | 2018-02-25 | 2018-06-12 | 余晓娜 | 医用过滤器部件及其制造方法 |
| CN108500610A (zh) * | 2018-03-09 | 2018-09-07 | 无锡市锡东橡塑机械有限公司 | 一种芯片插片设备 |
| JP2018192590A (ja) * | 2017-05-19 | 2018-12-06 | トヨタ自動車株式会社 | 組立装置 |
| WO2019010806A1 (zh) * | 2017-07-13 | 2019-01-17 | 广州市赛康尼机械设备有限公司 | 旋杆机构及旋装装置 |
| CN110125641A (zh) * | 2019-06-13 | 2019-08-16 | 广州市赛康尼机械设备有限公司 | 针杆上料夹爪及旋杆贴标机 |
| CN110446512A (zh) * | 2017-03-28 | 2019-11-12 | 美国安进公司 | 柱塞杆和注射器组件系统以及方法 |
| CN111112986A (zh) * | 2020-02-20 | 2020-05-08 | 杭州医迈医疗器械有限公司 | 一种用于医疗注射针管的加工装置 |
| CN113001177A (zh) * | 2021-03-24 | 2021-06-22 | 苏州嘉斯度智能装备有限公司 | 导管组件安装穿刺组件的生产线 |
| CN113857814A (zh) * | 2021-10-16 | 2021-12-31 | 重庆智慧水务有限公司 | 计数器字轮组件组装机及其组装方法 |
-
2002
- 2002-12-16 JP JP2002363353A patent/JP2004195556A/ja active Pending
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011502597A (ja) * | 2007-11-07 | 2011-01-27 | アーツナイミッテル・ゲーエムベーハー・アポテーカー・フェッター・ウント・コンパニー・ラフェンスブルク | 製剤投与補助具を組み立てるための装置および方法 |
| US9107984B2 (en) | 2007-11-07 | 2015-08-18 | Arzneimittel Gmbh Apotheker Vetter & Co. Ravensburg | Device and method for mounting a pharmaceutical application aid |
| JP2010178871A (ja) * | 2009-02-05 | 2010-08-19 | Kyoto Seisakusho Co Ltd | シリンジ組立装置 |
| ITBO20090340A1 (it) * | 2009-05-26 | 2010-11-27 | Mg 2 Srl | Metodo ed apparecchiatura per l'avvitamento di aste di siringhe |
| US8479365B2 (en) | 2010-06-30 | 2013-07-09 | Kyoto Seisakusho Co., Ltd. | Syringe assembly device |
| CN101941143A (zh) * | 2010-08-12 | 2011-01-12 | 玉环县正日塑机有限公司 | 一种安全自毁式注射器组装机的针座密封圈装配装置 |
| JP2013022390A (ja) * | 2011-07-25 | 2013-02-04 | Fujiyama Giken:Kk | 装着装置 |
| CN102500018A (zh) * | 2011-10-19 | 2012-06-20 | 苏州奥兰迪尔自动化设备有限公司 | 一种注射器的胶塞芯杆自动组装装置 |
| ITTV20120041A1 (it) * | 2012-03-19 | 2013-09-20 | Sinteco S P A | Stazione di lavoro per sistemi d¿automazione industriale |
| CN102641544A (zh) * | 2012-05-08 | 2012-08-22 | 浙江康康医疗器械有限公司 | 一次性输液器自动组装机械手 |
| CN102688836A (zh) * | 2012-06-18 | 2012-09-26 | 浙江科技学院 | 一次性输液器的滴斗涂胶装置 |
| CN103769847A (zh) * | 2013-12-19 | 2014-05-07 | 中山市加贝五金模具有限公司 | 一种用于乳液泵和垫圈组装的自动组装机 |
| CN103769847B (zh) * | 2013-12-19 | 2016-05-18 | 中山市加贝五金模具有限公司 | 一种用于乳液泵和垫圈组装的自动组装机 |
| CN105083944A (zh) * | 2015-08-20 | 2015-11-25 | 玉环县东美塑机有限公司 | 一种滴瓶自动组装机的滴斗上料装置 |
| CN106584081A (zh) * | 2016-12-08 | 2017-04-26 | 达尔嘉(广州)标识设备有限公司 | 一种预充式针管推杆精确装配机及其装配方法 |
| CN106584081B (zh) * | 2016-12-08 | 2019-06-14 | 达尔嘉(广州)标识设备有限公司 | 一种预充式针管推杆精确装配机及其装配方法 |
| CN110446512B (zh) * | 2017-03-28 | 2022-03-18 | 美国安进公司 | 柱塞杆和注射器组件系统以及方法 |
| CN110446512A (zh) * | 2017-03-28 | 2019-11-12 | 美国安进公司 | 柱塞杆和注射器组件系统以及方法 |
| JP2018192590A (ja) * | 2017-05-19 | 2018-12-06 | トヨタ自動車株式会社 | 組立装置 |
| CN107953107A (zh) * | 2017-05-27 | 2018-04-24 | 湖北凯龙化工集团股份有限公司 | 用于乳化震源药柱生产线上连接套装配线 |
| CN107953107B (zh) * | 2017-05-27 | 2023-08-22 | 湖北凯龙化工集团股份有限公司 | 用于乳化震源药柱生产线上连接套装配线 |
| WO2019010806A1 (zh) * | 2017-07-13 | 2019-01-17 | 广州市赛康尼机械设备有限公司 | 旋杆机构及旋装装置 |
| WO2019010807A1 (zh) * | 2017-07-13 | 2019-01-17 | 广州市赛康尼机械设备有限公司 | 预充针旋杆贴标机 |
| CN107186474B (zh) * | 2017-07-13 | 2019-04-09 | 广州市赛康尼机械设备有限公司 | 预充针旋杆贴标机 |
| CN107186474A (zh) * | 2017-07-13 | 2017-09-22 | 广州市赛康尼机械设备有限公司 | 预充针旋杆贴标机 |
| CN108145422A (zh) * | 2018-02-25 | 2018-06-12 | 余晓娜 | 医用过滤器部件及其制造方法 |
| CN108500610A (zh) * | 2018-03-09 | 2018-09-07 | 无锡市锡东橡塑机械有限公司 | 一种芯片插片设备 |
| CN110125641A (zh) * | 2019-06-13 | 2019-08-16 | 广州市赛康尼机械设备有限公司 | 针杆上料夹爪及旋杆贴标机 |
| CN111112986A (zh) * | 2020-02-20 | 2020-05-08 | 杭州医迈医疗器械有限公司 | 一种用于医疗注射针管的加工装置 |
| CN113001177A (zh) * | 2021-03-24 | 2021-06-22 | 苏州嘉斯度智能装备有限公司 | 导管组件安装穿刺组件的生产线 |
| CN113857814A (zh) * | 2021-10-16 | 2021-12-31 | 重庆智慧水务有限公司 | 计数器字轮组件组装机及其组装方法 |
| CN113857814B (zh) * | 2021-10-16 | 2023-11-24 | 重庆智慧水务有限公司 | 计数器字轮组件组装机及其组装方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004195556A (ja) | 組立装置 | |
| US5628107A (en) | Electronic parts-mounting apparatus | |
| AU2002332859B2 (en) | Rotary pick and place technology | |
| CN1762766A (zh) | 绕带装置 | |
| US7073696B2 (en) | High repeatability tape feeder for electronic component carrier tapes | |
| US9782658B2 (en) | Ball pitching device | |
| JP6543505B2 (ja) | 物品移載装置 | |
| US11395769B2 (en) | Device for applying segments of absorbent articles | |
| KR930007335A (ko) | 워크 실장기 | |
| CN109894750B (zh) | 一种全自动化旋盖激光镭射打码系统 | |
| CN104401664A (zh) | 抛料装置及出仓装置 | |
| JP4481867B2 (ja) | 搬送装置 | |
| JP3092709B2 (ja) | 物品の受け渡し装置 | |
| RU2270153C2 (ru) | Способ ориентирования изделий различной формы при их транспортировании и устройство для его реализации им. л.п. петренко - версия lvi | |
| JP3921371B2 (ja) | 電気部品装着装置 | |
| JPH09152010A (ja) | カム機構およびこれを用いた電子部品装着装置 | |
| WO2018011983A1 (ja) | 物品移載装置 | |
| JPH0623400Y2 (ja) | ワーク位置決め搬送装置 | |
| JP3554593B2 (ja) | 基板移送装置 | |
| JPH0611437Y2 (ja) | 間欠駆動装置 | |
| JP2024036731A (ja) | 部品装着装置および部品装着装置における制御方法 | |
| KR19990078138A (ko) | 재봉틀의 피드장치 | |
| JPS63121677A (ja) | 液体噴射処理装置 | |
| JP2003001349A (ja) | 搬送装置 | |
| KR19990017577U (ko) | 일회용주사기정렬공급장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070731 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071120 |