CN1193462A - 面皮冲切成型装置 - Google Patents
面皮冲切成型装置 Download PDFInfo
- Publication number
- CN1193462A CN1193462A CN97117616A CN97117616A CN1193462A CN 1193462 A CN1193462 A CN 1193462A CN 97117616 A CN97117616 A CN 97117616A CN 97117616 A CN97117616 A CN 97117616A CN 1193462 A CN1193462 A CN 1193462A
- Authority
- CN
- China
- Prior art keywords
- cutting knife
- positive cutting
- transfer band
- musculus cutaneus
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Manufacturing And Processing Devices For Dough (AREA)
Abstract
本发明的面皮冲切成型装置,在固定在升降筒轴下端的筒形阳切刀上设置可与其共同动作,也可单独升降的压下板,此外,依次呈水平状配置位于阳切刀下方的刮刀及具有阳切刀插通用孔4i的分隔板4h;把其上沿其长度方向隔开规定间隔开设多个分别与所述插通用孔4i对应的插通用孔4j的环状传送皮带4g,从上下将分隔板4h夹持而绕装在辊轴上所形成的面带传送用间歇传送带4,以及形成能与阳切刀啮合的板状阴切刀,具有能使面皮包装作业效率及其后的成型作业效率提高等的效果。
Description
本发明涉及从面带加工成形具有规定厚度的包铰子、烧卖和裹馄饨等用的面皮冲切成形装置。
众所周知,以往作为面皮冲切成形装置,有用雕刻滚子从面带上一枚一枚地进行压切的加工方式,也有将多条面带重叠、每次集合压切多枚面皮的加工方式。
然而,在用上述雕刻滚子的压切加工方式中,不仅因雕刻滚子体积大、价格贵、而在成本上存在问题,且因一枚一枚分散地加工面皮,在希望以多枚为单位、例如20枚、50枚等重叠进行包装时,需要将面皮逐枚集合叠放,因而也存在作业麻烦、颇费功夫与时间,包装作业效率很低的问题。
此外,在每次集中压切多枚面皮的加工方式中,容易使压切好的面皮周边缘相互粘接,为此,在使用时,也就是在用手工包饺子、烧卖和裹馄饨等的成形作业时,需要将面皮逐枚分开的操作,存在后续作业效率低的问题。
因此,鉴于上述传统装置中存在的问题,本发明的目的在于提供一种能从面带逐枚压切下面皮,再将这些面皮叠置,能使按所需枚数为单位的包装作业效率提高,且能使面皮相互不粘接,易分开,以高效率进行其后的成形作业的面皮冲切成形装置。
为达到上述目的的本发明面皮冲切成形装置由可自由装卸地固定在升降筒轴下端的筒形阳切刀,固定在已插入所述升降筒轴内的升降轴下端。可与上述升降筒轴、阳切刀一起动作,也可单独升降的面皮压下板,将环状传送皮带从上下将分隔板夹持、呈水平状配置在阳切刀下方的面带传送用间歇传送带,配置在所述面带传送用间歇传送带与阳切刀间的刮刀以及呈水平状配置在所述面带传送用间歇传送带下部的板状阴切刀所组成,其特征在于,在所述面带传送用间歇传送带的环状传送皮带上,沿其长度方向、隔开规定间隔开设多个阳切刀插通用孔,这些阳切刀插通用孔分别与在所述分隔板上开设的比阳切刀外径大的阳切刀插通用孔相对应,同时、使所述阴切刀与阳切刀相啮合。
对附图的简单说明:
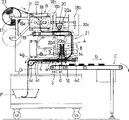
图1为表示本发明面皮冲切装置实施例使用状态、带局部剖切的整体主视图。
图2为上述装置的放大纵剖面图。
图3为表示上述装置动作状态的放大纵剖面图。
图4为沿图2中A-A线的剖面图。
图5为表示上述装置的面带传送用间歇传送带的分解立体图。
图6为上述装置的分解立体图。
以下,参照附图对本发明面皮冲切装置一实施例进行说明。
图1为表示装置使用状态、带局部剖切的整体主视图,图2为装置的放大剖面图,图3为表示装置的动作状态的放大纵剖面图,图4可沿图2中A-A线的剖面图,图5为表示面带传送用间歇传送带和分隔板的立体图,图6为装置的分解立体图。
如图1所示,本发明面皮冲切装置A被设置在面带供给装置B与面皮传送用间歇传送带C之间。
如图1-4所示,面皮冲切装置A主要由纵长的机壳1,可自由升降、配置在该机壳1内的阳切刀2和面皮压下板3,水平地配置在机壳1下方的刮刀14以及面带传送用间歇传送带4与板状阴切刀5所构成。
如图1-3所示,升降筒轴8通过轴承6、7可自由升降地垂直支承在上述机壳1内,用止动螺丝9…等将其下端形成刀口2a的筒形阳切刀2可自由装卸地向下固定在升降筒轴8的下端,同时,把升降驱动用杆10水平地固定在其上端,使其一端从机壳1的纵长孔1a向外侧伸出。
将升降轴11可自由升降地插入升降筒轴8内、将面皮d的压下板3水平地固定在从升降筒轴8的下端向阳切刀2内伸出的升降轴11的下端上。
使升降轴11的上端从上述升降筒轴8、杆10向上方伸出较长,将升降驱动用杆12水平地固定在该上端上,将其两端支承在杆12与杆10上,将压缩弹簧13外装在升降轴11上,据此,如图2所示,通常将升降轴11、压下板3相对升降筒轴8、阳切刀2上推并保持在规定高度上。此外,使杆12的一端从机壳1的纵长孔1a向外侧伸出。
构成分别将升降筒轴8与升降轴11的各杆10、12连动连接在由未图示的凸轮或曲柄机构等组成的各升降驱动机构上,由其一侧的升降驱动机构通过杆10使升降筒轴8与升降轴11一起作升降动作,且由未图示的另外的升降机构通过杆12使升降轴11单独升降。
也就是,使升降轴11、压下板3既可与升降筒轴8、阳切刀2一起升降,也可单独升降。
如图2-4及6所示,在机壳1的下端,用固定螺丝15…固定的压板16,把在后述压切面带D时,为揩去附着在阳切刀2上的面屑及为阻止压切后的面带D随阳切刀2上升被带上,把其上开设的其外径与阳切刀2相比大致相同或稍小的小孔14a的刮刀14可自由装卸地固定在机壳1上。
此外,用压板16将板状阴切刀5可自由装卸且水平地固定在机壳1的下端部,然而,要在阴切刀5与刮刀14间固定形成的间隔内能配置间歇传送带4与分隔板4h。
如图1-4所示,构成使面带传送用间歇传送带4位于左右两侧框4a、4b间,在其长度方向的一端与另一端上分别架设驱动滚子4c与从动滚子4d,在该驱动滚子4c与从动滚子4d间分别架设中间滚子4e、4e以及张紧滚子4f、4f,将环形传送皮带绕挂在上述这些滚子上。
如图5所示,将上述间歇传送带4构成,将宽度与环状传送皮带4g的宽度大致相同的分隔板4h沿环状传送皮带4g的长度方向、水平伸长设置在一侧的侧框、即图示例的侧框4b的内侧,在使分隔板4从上下被夹持状态下,如上所述那样配置环状传送皮带4g,据此,在从图1所示的面带机构B将面带D向如图1、2所示的环状传送皮带4g的上流侧供给载放状态,在用阳切刀2将该面带D向下压切时,能在使环状传送皮带4g的上流侧不向下弯、保持水平地正确进行面带压切。
此外,在上述环状传送皮带4g上,沿其全长的长度方向按一定间隔1、且与分隔板4h上的插通用孔4i对应地上下贯通形成多个阳切刀2的插通用孔4j…。
也就是,设置成当环状传送皮带4g朝图2所示箭头a方向按一定长度间歇转动一次,上述插通用孔4j…依次都与分隔板4h的插通用孔4i相一致。
此外,将分隔板4h、环状传送皮带4g的各插通用孔4i、4j的内径R设定成比阳切刀2的外径j仅稍大一些,如图3所示,在阳切刀2下降时,在与阳切刀2间产生适当间隙e,从而使阳切刀2不和分隔板4h、环状传送皮带4g相碰。
此外,如图2所示,通过将阴切刀5的沿板厚方向(上下方向)贯通开设的孔的内周面切成剖面略成>状而使刀口5a朝向环状内、且使内径r1与阳切刀2的外径r相等,如图3所示,形成使与下降的阳切刀2相嵌、啮合。
在压板16上,形成与上述分隔板4h、环状传送皮带4g的各插通用孔4i、4j相对应、沿上下方向贯通的开口部16a,以使压板16与阳切刀2不发生干扰。
如图1所示,所述面带供给机构B由面带滚子支架部17、面带D的厚度调整机构18、从该厚度调整机构18的下部向前方水平配设的面带传送用间歇传送带19,配设在该面带传送用间歇传送带19的上部的撒粉机构20以及从上述面带传送用间歇传送带19的前端下部、向上述面带传送用间歇传送带4的一端上部垂直配设有面带导向件21构成。
上述厚度调整机构18由用未图示的驱动源(电动机等)驱动旋转、相对框22位置固定的驱动辊18a,以及用调整手轮18b、18b操作、朝向与驱动辊18a接触、分离方向移动调整的调整辊18c构成。把可自由旋转架设在面带滚子支架部17上的面带滚子23上的面带D,从分别向内旋转的上述两辊18a、18c间通过并向下引出,用该两辊18a、18c按所需的厚度加压成形、再送到位于下方的传送用间歇传送带19上,接着,用间歇传送带19每次按规定长度进行间歇传送。
撒粉机构20由容纳粉的料斗20a和可自由旋转、架设在料斗20a内、带刷子的旋转轴20b构成,在料斗20a底部上形成多个撒粉用的贯穿小孔20d,由未图示的电动机等的驱动源转动上述旋转轴20b,将料斗20a内的粉从小孔20d均匀地撒在传送用间歇传送带19上的面带D上,从而,在进行面皮冲切时使面带D不易粘附在阳切刀2上。
将面皮传送用间歇传送C配置成如图2所示,使其一端与上述压板16间沿水平留有适当间歇E,其另一端与未图示的包装机相连,以形成如图1所示,其上可载放已由冲切装置A冲切下的面皮d,且与将面皮d冲切下的同时,依次按所需的枚数叠放。
对于所述阳、阴切刀2、5,应按其形状(圆形、椭圆形方形等)、大小以及其刀口损伤等相应各准备多套。
此外,如图4所示,图示的实施例是按左右各形成一对阳切刀2与阴切刀5,就是每次能同时冲切两板面皮d、即所谓的两枚式,然而,也可按照面皮d的大小形成一枚式、三枚式等形式。
而且,采用如上结构的面皮冲切装置,当用面带供给机构B将面带D每次按规定长度向该装置B的面带传送用间歇传送带4上供给时,如图2所示,使位于上升位置的阳切刀2与压下板3一起下降,成为如图3所示的阳切刀2与下方的阴切刀5相啮合,从而从面带D冲切加工具有规定形状与大小的面皮d。
如图3所示,在将面皮d以已冲切好的状态保持在阳切刀2内,同时又与阳切刀2一起停止在图示位置以后,接着就用升降轴11仅使压下板3沿图3所示的点划线下降,从而使面皮d脱离阳切刀2,被压下载放在下面的面皮传送用间歇传送带c上。使面皮传送用间歇传送带C停止、用面皮供给机构B间歇供给面带D,通过与此同步反复进行如上所述的面皮冲切动作,就能将面皮d每次一枚依次叠放在面皮传送用间歇传送带C上。
若面皮d已按希望的枚数叠放,使传送用间歇传送带C沿图1所示的箭头b的方向按规定长度转动后停止,就能与上述一样,一面冲切面皮d、一面将其在面皮传送用传送带C上的后续位置叠放规定枚数的面皮d。
通过反复进行上述动作,如图1所示,就能将面皮d以叠放规定枚数为单位,向未图示的包装机等上间歇传送。
如图1所示,用面带传送用间歇传送带4将冲切面皮d后的剩余边皮D1向盆F内等间歇传送,可进行再利用。
此外,若使面带传送用间歇传送带4与未图示的边皮再加工装置相连,就能对边皮D1自动进行处理。
如上所述,本发明由于除了具有其内配设可产生升降动作的压下板的阳切刀和位于下方的阴切刀外,还配设位于所述阳、阴两切刀间的刮刀,其上开设了阳切刀插通用孔的分隔板,以及把从上下将此分隔板夹持、在其上沿其长度方向、隔开规定间隔开设与所述阳切刀插通用孔对应的多个插通用孔的环状传送皮带绕装在辊子上形成的面带传送用间歇传送带,所以,被冲切时的面皮由于用分隔板被保持成水平状的环状传送皮带被保持成水平而不向下弯曲,同时,由于用刮刀使被冲切后的面带不随阳切刀上升而被带上、因而能正确地每次一枚地进行面皮冲切加工,此外,能用压下板正确地将冲切的面皮一枚一枚地向面皮传送用间歇传送带的固定位置上压下送出并且叠放。
因此,尽管是一枚一枚地冲切加工面皮,由于能省去以规定的枚数为单位的叠放操作,使按多枚为单位的包装作业效率提高,此外,由于面皮相互不易粘接,使用时容易逐枚取下而不需要进行一一撕开的操作,使后续的手工包饺子、烧卖和裹馄饨等的成形作业效率提高。
此外,由于结构简单,小型化、从而缩小设置空间、并使清洁工作简单、容易进行,还能降低成本。
Claims (1)
1.一种面皮冲切成形装置,由可自由装卸地固定在升降筒轴下端的筒形阳切刀,固定在已插入上述升降筒轴内的升降轴下端、可与上述升降筒轴、阳切刀一起动作,也可单独升降的面皮压下板,将其环状传送皮带从上下将分隔板夹持,呈水平状配置在阳切刀下方的面皮传送用间歇传送带,配置在所述面带传送用间歇传送带与阳切刀间的刮刀、以及呈水平状配置在所述面带传送用间歇传送带下部的板状阴切刀组成,其特征在于,在所述面带传送用间歇传送带的环状传送皮带上,沿其长度方向、隔开规定间隔开设多个阳切刀插通用孔,这些阳切刀插通用孔分别与开设在所述分隔板上的比阳切刀外径大的阳切刀插通用孔相对应,使所述阴切刀与阳切刀相啮合。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08577197A JP3331303B2 (ja) | 1997-03-19 | 1997-03-19 | 麺皮打ち抜き装置 |
| JP085771/97 | 1997-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1193462A true CN1193462A (zh) | 1998-09-23 |
Family
ID=13868147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97117616A Pending CN1193462A (zh) | 1997-03-19 | 1997-08-12 | 面皮冲切成型装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3331303B2 (zh) |
| CN (1) | CN1193462A (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102499272A (zh) * | 2011-12-27 | 2012-06-20 | 温州大学 | 包子机的送皮机构 |
| CN104957204A (zh) * | 2015-07-09 | 2015-10-07 | 莫玲芝 | 一种蛋挞皮自动加工机 |
| CN107751275A (zh) * | 2016-08-23 | 2018-03-06 | 北京义利面包食品有限公司 | 一种面包生产线及其分割机构 |
| CN107771878A (zh) * | 2016-08-23 | 2018-03-09 | 北京义利面包食品有限公司 | 一种面包生产线 |
| CN108464328A (zh) * | 2015-12-12 | 2018-08-31 | 常州爱上学教育科技有限公司 | 切割花式切面机及其工作方法 |
| CN111149824A (zh) * | 2020-01-19 | 2020-05-15 | 成都松川雷博机械设备有限公司 | 一种食品表面成型装置 |
| CN111184041A (zh) * | 2020-01-19 | 2020-05-22 | 成都松川雷博机械设备有限公司 | 一种食品表面成型方法 |
| TWI827005B (zh) * | 2021-12-27 | 2023-12-21 | 日商Tosei工業股份有限公司 | 餃子成形機中殘皮的切斷還原裝置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100966752B1 (ko) | 2004-12-20 | 2010-07-08 | 여남구 | 반죽물을 일정형태로 성형시키는 반죽물 성형장치 |
| CN103749583A (zh) * | 2014-01-02 | 2014-04-30 | 河南科技大学 | 一种饺子皮机 |
| KR101718973B1 (ko) * | 2014-10-14 | 2017-03-24 | 주식회사대한기계 | 만두피 성형장치 |
| CN104542784B (zh) * | 2015-01-05 | 2016-08-17 | 尚宝泰机械科技(昆山)有限公司 | 一种面条波浪成型装置 |
-
1997
- 1997-03-19 JP JP08577197A patent/JP3331303B2/ja not_active Expired - Fee Related
- 1997-08-12 CN CN97117616A patent/CN1193462A/zh active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102499272A (zh) * | 2011-12-27 | 2012-06-20 | 温州大学 | 包子机的送皮机构 |
| CN102499272B (zh) * | 2011-12-27 | 2014-02-19 | 温州大学 | 包子机的送皮机构 |
| CN104957204A (zh) * | 2015-07-09 | 2015-10-07 | 莫玲芝 | 一种蛋挞皮自动加工机 |
| CN104957204B (zh) * | 2015-07-09 | 2016-12-28 | 莫玲芝 | 一种蛋挞皮自动加工机 |
| CN108464328A (zh) * | 2015-12-12 | 2018-08-31 | 常州爱上学教育科技有限公司 | 切割花式切面机及其工作方法 |
| CN108576117A (zh) * | 2015-12-12 | 2018-09-28 | 常州爱上学教育科技有限公司 | 适用于面食,豆类制品的切割花式切面机及其工作方法 |
| CN108576116A (zh) * | 2015-12-12 | 2018-09-28 | 常州爱上学教育科技有限公司 | 适用于面食,豆类制品的切割花式切面机 |
| CN107751275A (zh) * | 2016-08-23 | 2018-03-06 | 北京义利面包食品有限公司 | 一种面包生产线及其分割机构 |
| CN107771878A (zh) * | 2016-08-23 | 2018-03-09 | 北京义利面包食品有限公司 | 一种面包生产线 |
| CN111149824A (zh) * | 2020-01-19 | 2020-05-15 | 成都松川雷博机械设备有限公司 | 一种食品表面成型装置 |
| CN111184041A (zh) * | 2020-01-19 | 2020-05-22 | 成都松川雷博机械设备有限公司 | 一种食品表面成型方法 |
| TWI827005B (zh) * | 2021-12-27 | 2023-12-21 | 日商Tosei工業股份有限公司 | 餃子成形機中殘皮的切斷還原裝置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10262538A (ja) | 1998-10-06 |
| JP3331303B2 (ja) | 2002-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1193462A (zh) | 面皮冲切成型装置 | |
| CN211073857U (zh) | 一种书皮裁切装置 | |
| CN211167526U (zh) | 一种纸箱封箱机 | |
| CN110053834A (zh) | 压勺入盖机 | |
| JP4041794B2 (ja) | 紙製打抜き製品の紙粉・紙片除去方法及びその装置 | |
| CN208774238U (zh) | 轮转印刷机切纸装置 | |
| KR101554330B1 (ko) | 건어물 다짐 가공장치 | |
| CN111071532B (zh) | 一种生姜自动切片装盒设备 | |
| US5388390A (en) | Dough cutting and packing apparatus | |
| US3802307A (en) | Method and apparatus for forming envelope blanks from a web | |
| CN216037707U (zh) | 一种棉棒卷棉机 | |
| CN111806736B (zh) | 一种米粉制作包装流水线及包装加工工艺 | |
| CN210445476U (zh) | 饼坯制作装置 | |
| CN216547121U (zh) | 一种糖果四边封包装设备 | |
| CN118650672B (zh) | 一种印刷制品高精度分切设备 | |
| CN217348428U (zh) | 一种铅笔状巧克力包装机 | |
| CN213444683U (zh) | 新型烟包分离装置 | |
| CN217532057U (zh) | 一种便于移动的纸箱翻折输送装置 | |
| CN212949487U (zh) | 一种瓦楞纸板加工成型装置 | |
| CN218704445U (zh) | 一种纸膜装袋机 | |
| CN218289764U (zh) | 一种epe卷材内衬冲压机用供送料机构 | |
| CN109105874A (zh) | 一种红薯粉条成型切断装置 | |
| JP2741357B2 (ja) | 餠切断装置 | |
| KR0129826Y1 (ko) | 송편 성형기 | |
| CN213136923U (zh) | 纸吸管斜切装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |