CN115415397A - Method for supplementing mold drawing surface arching in door inner plate process - Google Patents
Method for supplementing mold drawing surface arching in door inner plate process Download PDFInfo
- Publication number
- CN115415397A CN115415397A CN202210451809.0A CN202210451809A CN115415397A CN 115415397 A CN115415397 A CN 115415397A CN 202210451809 A CN202210451809 A CN 202210451809A CN 115415397 A CN115415397 A CN 115415397A
- Authority
- CN
- China
- Prior art keywords
- drawing surface
- longitudinal center
- center line
- supplementing
- boundary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 75
- 230000008569 process Effects 0.000 title claims abstract description 43
- 230000001502 supplementing effect Effects 0.000 title claims abstract description 15
- 239000013589 supplement Substances 0.000 claims abstract description 12
- 230000007704 transition Effects 0.000 claims description 8
- 230000009466 transformation Effects 0.000 claims description 3
- 230000007547 defect Effects 0.000 abstract description 17
- 230000001965 increasing effect Effects 0.000 abstract description 7
- 230000037303 wrinkles Effects 0.000 abstract description 3
- 230000008030 elimination Effects 0.000 abstract description 2
- 238000003379 elimination reaction Methods 0.000 abstract description 2
- 230000001131 transforming effect Effects 0.000 abstract description 2
- 238000012986 modification Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 230000006872 improvement Effects 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 230000009286 beneficial effect Effects 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 238000004080 punching Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000011426 transformation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D25/00—Working sheet metal of limited length by stretching, e.g. for straightening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
The invention belongs to the technical field of door inner plate drawing processes, and particularly relates to a method for supplementing the arching of a drawing surface of a door inner plate process; transforming the inclined plane drawing surface into an arch surface; the process supplement of the straight section, namely the line length of a drawing die surface and the rigidity of a local area are increased, and the drawing process supplement of the inner plate of the vehicle door is inhibited from supplementing the drawing die surface corrugation of the straight section; the rigidity of the flat and straight section of the supplementary drawing surface of the drawing process of the vehicle door inner plate is ensured to be good, and no wrinkle or wave exists; thereby realizing the elimination of the defect that the drawing process of the inner plate of the vehicle door supplements the surface waves of the drawing die at the straight section.
Description
Technical Field
The invention belongs to the technical field of door inner plate drawing processes, and particularly relates to a method for supplementing a drawing die surface with an inner plate drawing process.
Background
The inner door plate is a part of an automobile door plate assembly, and the inner door plate is manufactured by cold stamping a steel plate through a press in the existing automobile covering part production process. The door inner plate is often complex in shape due to the needs of installing electrical and structural components such as a reinforcing beam, a glass lifter, a door lock and the like, the drawing depth is large, the forming is difficult generally, the wrinkling problem is easy to occur in the process of straight section process supplement in the forming process, the stress action is applied in the free springback state, the finished piece has the wave defect due to insufficient rigidity, particularly, the wave wrinkling defect is easy to occur in the process supplement die drawing surface due to the straight characteristic of the finished piece at the window frame position and the threshold position, the drawing depth is large, the wave wrinkling defect is easy to occur in the process supplement die drawing surface, the defects are difficult to completely eliminate on site, the follow-up profile compliance is influenced, and the quality of the finished piece is seriously even influenced.
Referring to fig. 1, a drawing surface schematic diagram of an improved front inclined plane is shown. FIG. 1 shows that when the normal drawing process of the window frame positions of the inner and outer panels of the door supplements the die drawing surface, the straight section 3 in the dotted line frame has poor rigidity and stress concentration, which easily causes wrinkling defects and seriously affects the quality of the surface products.
Disclosure of Invention
In order to overcome the problems, the invention provides a method for supplementing the mold drawing surface arching of the door inner plate process, which can inhibit the wrinkling of the mold drawing surface of the supplementing straight section of the drawing process of the door inner plate, optimize the process of drawing and extending the straight section of the door inner plate through a stamping process by improving the design method of the mold drawing surface, increase the supplementing of the process of the straight section, namely the linear length of the mold drawing surface and the rigidity of a local area, and inhibit the wrinkling of the mold drawing surface of the supplementing straight section of the drawing process of the door inner plate; the rigidity of the straight section of the supplementary drawing surface of the drawing process of the inner plate of the car door is ensured to be good, and no corrugation or wave exists; thereby realizing the elimination of the defect that the drawing process of the inner plate of the car door supplements the surface waves of the drawing die of the straight section.
A method for supplementing the mold drawing surface to the door inner panel process to be arched comprises the steps of transforming an inclined plane mold drawing surface into an arched surface; the method specifically comprises the following steps:
step one, respectively taking a boundary A of a rounded corner Rb sharp point line on a drawing surface to be modified and a boundary D of a rounded corner Rc sharp point line under the drawing surface, extending the drawing surface up and down to the two boundaries to obtain a recovered drawing surface E, and taking a longitudinal center line of the recovered drawing surface E as a first longitudinal center line L1;
secondly, outwards offsetting the chord height H =2% L of the recovered drawing surface E, wherein L is the length of the drawing surface, obtaining an offset surface F, taking the longitudinal center line of the offset surface F as a second longitudinal center line, removing 100mm from two ends of the second longitudinal center line respectively to serve as a transition area 5, and connecting two ends of the second longitudinal center line with the transition area 5 removed with two ends of a first longitudinal center line L1 respectively to obtain a guide line L2;
step three, taking the boundary A, the guide line L2 and the boundary two D as cross sections, and taking the short side boundary of the draft surface inclined plane 4 required to be transformed as a guide line to obtain an arch draft surface 6;
and step four, the arched die drawing surface is smoothly connected with other process supplements to complete the transformation of the arched die drawing surface.
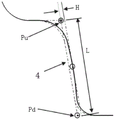
The length L of the drawing surface is the distance between an upper sharp point Pu of a fillet Rb on any drawing surface and a lower sharp point Pd of a lower fillet Rc of the drawing surface corresponding to the upper sharp point Pu.
And the third step is realized by adopting a multi-section curved surface command key in a CATIA software creation type appearance design module.
The invention has the beneficial effects that:
the invention can eliminate the defect that the drawing surface of the straight section supplemented by the drawing process of the inner plate of the car door is wavy, and achieves the purposes of increasing the wire length, enhancing the rigidity of the drawing surface and eliminating the wrinkling waves of the drawing surface by carrying out the camber improvement on the drawing surface of the straight section supplemented by the drawing process of the inner plate of the car door. The method has the advantages of simple operation, obvious effect and strong operability of later debugging and correction, and can simulate and verify the effectiveness in the early stage by implementing the design stage without damaging the smoothness of the die drawing surface; specifically, the method comprises the following steps:
1. by optimizing the supplementary modeling of the drawing process in the process design stage, the validity of the optimization scheme can be verified by finite element analysis in the design stage, and the defect is effectively prevented from being brought to the site;
2. the method has integrity, is different from local shaping, and is beneficial to improving the shaping property of a finished piece and improving flour products;
3. the method can enhance the rigidity of the drawing piece and eliminate the defect of poor conformity of the subsequent process caused by the drawing rebound releasing deformation;
4. by adopting the transformation method, the problem of wave defect of the drawing surface of the straight section drawing die in the car door inner plate drawing process can be effectively inhibited, and the quality of a finished piece is improved.
5. The method is beneficial to widening the debugging space, and even if the defects can not be thoroughly eliminated, the method can still select to increase the modeling on the basis or recover to the inclined plane die drawing surface.
Drawings
In order to more clearly illustrate the technical solutions in the embodiments of the present invention, the drawings used in the description of the embodiments of the present invention will be briefly introduced below, and it is obvious that the drawings in the following description are only some embodiments of the present invention, and it is obvious for those skilled in the art that other drawings can be obtained according to the contents of the embodiments of the present invention and the drawings without creative efforts.
Fig. 1 is a schematic drawing surface diagram of a prior art improved front inclined plane.
Fig. 2 is a schematic view of the design of the improved camber drawing surface of the present invention.
FIG. 3 is a schematic diagram of the design method of the camber drawing surface of the present invention.
FIG. 4 is a schematic diagram of the differences between the post-modification arcuate drawing surface and the pre-modification arcuate drawing surface.
Wherein: a door inner panel product 1; pressing noodles 2; a straight section 3; a drawing surface inclined plane 4 to be modified; a transition zone 5; an arched drawing surface 6; a round angle Rb is formed on the drawing surface; drawing a lower fillet Rc of the die surface; a recovered pattern drawing surface E; an offset plane F; a first longitudinal centerline L1; a guide line L2.
Detailed Description
The present invention will be described in further detail with reference to the accompanying drawings and examples. It is to be understood that the specific embodiments described herein are merely illustrative of the invention and that no limitation of the invention is intended. It is to be further noted that, for the convenience of description, only a part of the structure relating to the present invention is shown in the drawings, not the whole structure.
In the description of the present invention, unless otherwise explicitly specified or limited, the terms "connected," "connected," and "fixed" are to be construed broadly and may, for example, be fixedly connected, detachably connected, or integral to one another; can be mechanically or electrically connected; either directly or indirectly through intervening media, either internally or in any other relationship. The specific meanings of the above terms in the present invention can be understood in specific cases by those skilled in the art.
In the present invention, unless otherwise expressly stated or limited, "above" or "below" a first feature means that the first and second features are in direct contact, or that the first and second features are not in direct contact but are in contact with each other via another feature therebetween. Also, the first feature being "on," "above" and "over" the second feature includes the first feature being directly on and obliquely above the second feature, or merely indicating that the first feature is at a higher level than the second feature. "beneath," "under" and "beneath" a first feature includes the first feature being directly beneath and obliquely beneath the second feature, or simply means that the first feature is at a lesser horizontal elevation than the second feature.
In the description of the present embodiment, the terms "upper", "lower", "left", "right", and the like are used based on the orientations and positional relationships shown in the drawings, and are only for convenience of description and simplicity of operation, but do not indicate or imply that the device or element referred to must have a specific orientation, be constructed and operated in a specific orientation, and thus, should not be construed as limiting the present invention. Furthermore, the terms "first" and "second" are used merely for distinguishing between the foregoing description and not for any special purpose.
Example 1
As shown in fig. 2 and 3, a method for arching a supplementary mold-drawing surface of a door inner panel process comprises the following contents:
step one, respectively taking a boundary A of a rounded corner Rb sharp point line on a drawing surface to be modified and a boundary D of a rounded corner Rc sharp point line under the drawing surface, extending the drawing surface up and down to the two boundaries to obtain a recovered drawing surface E, and taking a longitudinal center line of the recovered drawing surface E as a first longitudinal center line L1;
secondly, outwards offsetting the chord height H =2% L of the recovered drawing surface E, wherein L is the length of the drawing surface, obtaining an offset surface F, taking the longitudinal center line of the offset surface F as a second longitudinal center line, removing 100mm from two ends of the second longitudinal center line respectively to serve as a transition area 5, and connecting two ends of the second longitudinal center line with the transition area 5 removed with two ends of a first longitudinal center line L1 respectively to obtain a guide line L2;
step three, taking the boundary I, the guide line L2 and the boundary II as cross sections, and taking two short side boundaries, namely a boundary III and a boundary IV, of the draft plane inclined plane 4 to be reconstructed as guide lines to obtain an arch draft plane 6;
and step four, the arched die drawing surface is smoothly connected with other process supplements to complete the transformation of the arched die drawing surface.
The upper sharp point Pu of the upper fillet Rb of the drawing die surface and the lower sharp point Pd of the lower fillet Rc of the drawing die surface are respectively a certain point of the boundary A and a certain point of the boundary D, the upper sharp points Pu form a boundary A, and the lower sharp points Pd form a boundary II.
The length L of the drawing surface is the distance between an upper sharp point Pu of a fillet Rb on any drawing surface and a lower sharp point Pd of a lower fillet Rc of the drawing surface corresponding to the upper sharp point Pu. That is, the drawing surface length L is the slope length after the upper rounded corner Rb of the drawing surface and the lower rounded corner Rc of the drawing surface are restored to the sharp corner, and the starting points are the upper sharp point Pu of the upper rounded corner Rb of the drawing surface and the lower sharp point Pd of the lower rounded corner Rc of the drawing surface, respectively.
And the third step is realized by adopting a multi-section curved surface command key in a CATIA software creation type appearance design module.
Example 2
A method for supplementing a drawing surface to an inner plate process of a door to be arched can overcome the defect of wave of the drawing surface at a supplemented straight section of the inner plate process of the door. The method transforms the inclined plane drawing surface into an arch surface, increases the line length, enhances the rigidity and achieves the aim of eliminating the wrinkling defect under the condition of ensuring the smoothness of the drawing surface.
According to the method, the straight section of the drawing surface is modified, the inclined plane is modified into the arched surface, the chord height H of the arched surface is 2% of the length L of the drawing surface, the line length is increased, the rigidity is enhanced, and the wrinkling defect is eliminated.
Referring to fig. 3, a schematic diagram of a design method of an arch draft mold surface, the method specifically comprises the following steps: and (3) taking a sharp point line boundary A and a boundary II of the upper fillet Rb and the lower fillet Rc of the drawing surface, extending the drawing surface to the two boundaries up and down to obtain a recovered drawing surface E, and taking a longitudinal center line of the recovered drawing surface E as a first longitudinal center line L1. Shifting the recovered pattern plane E outward by chord height H =2% L (L is pattern plane length) to obtain a shifted plane F and taking its longitudinal center line as a second longitudinal center line, removing 100mm from each end of the second longitudinal center line as a transition zone, and connecting it to both ends of the first longitudinal center line L1, in combination to obtain a guide line L2. The method is completed by using a multi-section curved surface command in a creative contour design module in CATIA software, taking a boundary I A, a guide line L2 and a boundary II D as sections, taking two short-side boundaries, namely a boundary III C and a boundary IV B, of a draft plane inclined plane 4 to be reconstructed as guide lines, obtaining an arch draft plane, and smoothly connecting the arch draft plane with other process supplements.
3.5 referring to fig. 4, it can be seen that the difference between the improved post-arching drawing surface and the pre-improvement drawing surface is that the middle region of the improved post-arching drawing surface 6 is bulged and in an arching state, and the arching height is gradually decreased from the middle to the periphery, so as to achieve the purpose of increasing the line length and enhancing the rigidity to eliminate the wrinkles.
The method changes the construction method of drawing and drawing die surface and changes the plane into the expanding curved surface, so that the chord height is about 2 percent of the length of the straight line segment, the method for increasing the line length and enhancing the rigidity is achieved, and the defects are eliminated.
The method is different from the currently and commonly used process method, namely the drawing process is supplemented with the die drawing surface which is an inclined surface with the same angle with the drawing and stamping direction, and the method breaks through the existing method and innovatively uses the curved die drawing surface.
The inclined surface is changed into a curved surface, so that the line length is integrally increased, an outward arch is formed, and the rigidity of the die drawing surface is enhanced.
The inner door panel drawing surface modification is integral and coherent modification, is different from local wrinkle absorption increasing modification, and longitudinally increases the chord height of the drawing surface by 2 percent to form an arch shape and eliminate defects.
The included angle between the drawing die surface and the punching direction is 10 degrees before the improvement, and after the improvement, the minimum included angle between any point position on the arch drawing die surface 6 and the punching direction, namely the drawing angle is more than 5 degrees.
The smooth surface of the drawing die is improved, and the risk of local dark pits brought to the product by local modeling is avoided.
Although the preferred embodiments of the present invention have been described in detail, it should be understood that the scope of the present invention is not limited to the details of the embodiments, and that any person skilled in the art can substitute or change the technical solution of the present invention and the inventive concept within the technical scope of the present invention, and that these simple modifications also belong to the technical scope of the present invention.
It should be noted that the technical features described in the above embodiments can be combined in any suitable manner without contradiction, and various possible combinations of the features are not described in order to avoid unnecessary repetition.
In addition, any combination of the various embodiments of the present invention is also possible, and the same should be considered as the disclosure of the present invention as long as it does not depart from the spirit of the present invention.
Claims (4)
1. A method for supplementing the arching of a drawing surface of an inner door panel process is characterized in that an inclined plane drawing surface is transformed into an arched surface.
2. The method for supplementing the arching of the drawing surface of the door inner panel process according to the claim 1, which is characterized by comprising the following steps:
step one, respectively taking a boundary I (A) of a point line of a fillet (Rb) on a drawing surface to be modified and a boundary II (D) of a point line of a fillet (Rc) under the drawing surface, extending the drawing surface up and down to the boundaries to obtain a recovered drawing surface (E), and taking a longitudinal center line of the recovered drawing surface (E) as a first longitudinal center line (L1);
step two, outwards offsetting the chord height H =2% L of the recovered drawing surface (E), wherein L is the length of the drawing surface, obtaining an offset surface (F), taking the longitudinal center line of the offset surface as a second longitudinal center line, removing 100mm of each of two ends of the second longitudinal center line to serve as a transition area (5), and connecting two ends of the second longitudinal center line, from which the transition area (5) is removed, with two ends of the first longitudinal center line (L1) respectively to obtain a guide line (L2);
step three, taking the boundary I (A), the guide line (L2) and the boundary II (D) as cross sections, and taking the short side boundary of the drawing surface inclined plane (4) to be modified as a guide line to obtain an arch drawing surface (6);
and step four, the arched die drawing surface is smoothly connected with other process supplements to complete the transformation of the arched die drawing surface.
3. A method for supplementing the arching of a drawing surface in a door inner panel process according to claim 2, wherein said drawing surface length L is the distance between the upper sharp point (Pu) of any drawing surface upper fillet (Rb) and the lower sharp point (Pd) of its corresponding drawing surface lower fillet (Rc).
4. The method for supplementing mold-drawing surface arching to door inner panel technology according to claim 2, wherein the step three is implemented by using a multi-section curved surface command key in a CATIA software creation type appearance design module.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210451809.0A CN115415397A (en) | 2022-04-26 | 2022-04-26 | Method for supplementing mold drawing surface arching in door inner plate process |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210451809.0A CN115415397A (en) | 2022-04-26 | 2022-04-26 | Method for supplementing mold drawing surface arching in door inner plate process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115415397A true CN115415397A (en) | 2022-12-02 |
Family
ID=84195694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210451809.0A Pending CN115415397A (en) | 2022-04-26 | 2022-04-26 | Method for supplementing mold drawing surface arching in door inner plate process |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115415397A (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1410856A1 (en) * | 2002-10-17 | 2004-04-21 | General Motors Corporation | Method of forming a sheet metal article by superplastic or quick plastic forming |
| WO2012004128A1 (en) * | 2010-07-06 | 2012-01-12 | Brose Fahrzeugteile Gmbh & Co. Kg, Hallstadt | Guide rail for a window lift and door system for a vehicle door |
| CN103586325A (en) * | 2013-11-05 | 2014-02-19 | 华中科技大学 | Electromagnetic forming method for deeply punched member |
| CN103978087A (en) * | 2014-05-28 | 2014-08-13 | 湘潭大学 | Device and method for light alloy material magnetic pulse driven solid elastic medium pressure forming |
| CN104624855A (en) * | 2014-12-29 | 2015-05-20 | 东风汽车公司 | Stamping method for avoiding rebound and crumpling of lower portion of vehicle door inner plate |
| CN106734723A (en) * | 2016-12-21 | 2017-05-31 | 泊头市兴达汽车模具制造有限公司 | A kind of inner plate of car door eliminates window frame creping |
| CN106769544A (en) * | 2016-11-30 | 2017-05-31 | 湘潭大学 | A kind of sheet metal electromagnetism warm drives forming limit test device and forming limit diagram method for building up |
| CN106975687A (en) * | 2017-03-27 | 2017-07-25 | 泊头市兴达汽车模具制造有限公司 | A kind of inner plate of car door water cuts position drop platform crack resistence creping |
| CN107470432A (en) * | 2016-12-26 | 2017-12-15 | 宝沃汽车(中国)有限公司 | Beater or beat-up drawing and moulding technique |
-
2022
- 2022-04-26 CN CN202210451809.0A patent/CN115415397A/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1410856A1 (en) * | 2002-10-17 | 2004-04-21 | General Motors Corporation | Method of forming a sheet metal article by superplastic or quick plastic forming |
| WO2012004128A1 (en) * | 2010-07-06 | 2012-01-12 | Brose Fahrzeugteile Gmbh & Co. Kg, Hallstadt | Guide rail for a window lift and door system for a vehicle door |
| DE102010031015A1 (en) * | 2010-07-06 | 2012-01-12 | Brose Fahrzeugteile Gmbh & Co. Kg, Hallstadt | Guide rail for a window regulator and door system for a vehicle door |
| CN103586325A (en) * | 2013-11-05 | 2014-02-19 | 华中科技大学 | Electromagnetic forming method for deeply punched member |
| CN103978087A (en) * | 2014-05-28 | 2014-08-13 | 湘潭大学 | Device and method for light alloy material magnetic pulse driven solid elastic medium pressure forming |
| CN104624855A (en) * | 2014-12-29 | 2015-05-20 | 东风汽车公司 | Stamping method for avoiding rebound and crumpling of lower portion of vehicle door inner plate |
| CN106769544A (en) * | 2016-11-30 | 2017-05-31 | 湘潭大学 | A kind of sheet metal electromagnetism warm drives forming limit test device and forming limit diagram method for building up |
| CN106734723A (en) * | 2016-12-21 | 2017-05-31 | 泊头市兴达汽车模具制造有限公司 | A kind of inner plate of car door eliminates window frame creping |
| CN107470432A (en) * | 2016-12-26 | 2017-12-15 | 宝沃汽车(中国)有限公司 | Beater or beat-up drawing and moulding technique |
| CN106975687A (en) * | 2017-03-27 | 2017-07-25 | 泊头市兴达汽车模具制造有限公司 | A kind of inner plate of car door water cuts position drop platform crack resistence creping |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010227995A (en) | Method of forming curved channel member | |
| CN107855412B (en) | Aluminum vehicle door outer panel drawing die and over-drawing method | |
| EP3320996B1 (en) | Method and apparatus for manufacturing press component | |
| JP6631759B1 (en) | Press part manufacturing method, press forming apparatus, and metal plate for press forming | |
| CN105188982A (en) | Blank, molded plate, method of manufacturing press-molded product and press-molded product | |
| US11712729B2 (en) | Production method for pressed components, press forming device, and metal sheet for press forming | |
| CN105478621B (en) | A kind of process for stamping of automobile panel | |
| CN102991580B (en) | A kind of Automobile side body outer plate-top cover lap joint region structure and method of designing thereof | |
| JPWO2018030240A1 (en) | Manufacturing method of press-molded products | |
| CN107470432A (en) | Beater or beat-up drawing and moulding technique | |
| JP6330930B1 (en) | Press forming method | |
| CN115415397A (en) | Method for supplementing mold drawing surface arching in door inner plate process | |
| CN108787873B (en) | A kind of corrugation of automobile top cover tail portion and impression treatment process | |
| TW201808697A (en) | Automobile-body press-formed component and manufacturing method therefor | |
| KR100604634B1 (en) | Method for manufacturing member assembly of body | |
| CN102935865A (en) | Automobile side outer panel threshold area structure and design method thereof | |
| CN112588954A (en) | Reinforced floor front cross beam stamping process | |
| JP6196921B2 (en) | Manufacturing method of press parts | |
| CN218473217U (en) | Right-angle scrap structure on metal middle shell of comprehensive screen television | |
| JP4310612B2 (en) | Method for determining die shape of overbend mold | |
| CN118543746A (en) | Cold stamping manufacturing process method for automobile chassis parts | |
| JP7396550B1 (en) | Press molding method and method for manufacturing press molded products | |
| KR20230042747A (en) | Press-formed product manufacturing method and press-forming apparatus | |
| CN114798885B (en) | Method for forming bulging rib groove composite characteristic metal plate component | |
| JP7476935B2 (en) | Manufacturing method of press-molded products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |